ВВЕДЕНИЕ
Изобретение относится к области холодной, механизированной листовой штамповки, на штампах эксплуатируемых на прессах простого действия со скоростью 100…150 ходов в минуту. Речь идет о механизированных штампах, снабженных кареткой с захватами заготовки различных видов для подачи ленточного или полосового материала в зону штамповки, смонтированной в направляющих плит блока штампа - на нижней плите или на плите-съемнике. Если в одну сторону каретка приводится относительно обрабатываемой в это время заготовки силовым приводом, то в другую сторону каретка возвращается с заготовкой к жесткому упору пружинами различных видов, от начальной скорости равной нулю, а далее, подобно скорости бойка винтовки, спущенного со спускового крючка - с большой энергией удара о жесткий упор, особенно при большой величине шага подачи, начиная с 20…30 мм.
Для снижения энергии этого удара, сопровождающегося шумом и снижением точности подачи заготовки, а значит и точности штампуемых деталей, применяются демпферы различных конструкций, связанные с кареткой и смягчающие условия соприкосновения каретки с упором. Известны демпферы гидравлические или пневматические, в виде поршня в цилиндре, помещенные в глубокое сверление плиты, на которой каретка устанавливается, или присоединенные своим пустотелым трубчатым корпусом к этой плите, что приводит к росту габаритов и массы штампа. Задачей конструктора является найти ту «золотую середину« в зависимости величины пути перемещения каретки, скорости перемещения каретки с заготовкой, отрицательным ускорением и временем подачи заготовки, отведенном ползуном пресса на подачу, с учетом конструкции механизма подачи, а это связано с числом ходов ползуна пресса в минуту. Без демпферов эксплуатация механизированных штампов, по меньшей мере из-за шумности, не допустима, тем более, что комплексов пресс - штамп в штамповочном цехе множество, не говоря уже о низкой ожидаемой точности параметров штампуемых деталей.
УРОВЕНЬ ТЕХНИКИ
Гидравлический демпфер для каретки в штампе из статьи в журнале « Кузнечно-тамповочное производство « №1 за 1981, на стр. 19, выполнен в виде длинного поршня, помещенного в гильзу (тонкостенный цилиндр), вынесенную за пределы габаритов плит штампа и прикрепленную к подвижной, относительно нижней плиты, вниз и вверх плите - съемнику, на которой в шариковых направляющих установлена каретка в виде рамы с эксцентриковыми захватами заготовки, подающая заготовку. Каретка приводится в одну сторону наборами цилиндрических роликов (а может и призматическими вкладышами) в обратную сторону возвращается пружиной. Каретка и поршень демпфера соединены общим штифтом через продольный паз в гильзе или плите, на которой каретка смонтирована. Поршень здесь тонкостенный, пустотелый, снабжен внутри перегородкой с отверстием, предусмотренной примерно в середине длины его и клапаном прижатым пружиной к перегородке, обеспечивающим скоростное перетекание жидкости, которой полость гильзы с поршнем заполнена, при перемещении каретки в одну сторону, и замедленное - при перемещении ее в другую. Штамп снабжен установленным в прижиме и подпружиненным к верхней плите фиксатором крайнего положения каретки при захвате заготовки.
Недостатком такого жидкостного демпфера является малый диаметр цилиндра, обусловленный толщиной плиты, в которой он смонтирован, а значит содержащий и малый объем жидкости в цилиндре, обуславливающий низкие надежность и долговечность функционирования демпфера, приводящие к необходимости частых ремонтов штампа, связанными с быстрым износом трущихся звеньев - поршня, цилиндра, манжет, последними из которых поршень может быть снабжен, а также из-за потери жидкостью своих свойств вследствие сильного нагрева от скоростного перемещения под давлением, или из-за потери самой жидкости через уплотнения и через паз под упомянутый штифт в плите, по мере износа поршня и цилиндра. Главное, никем не анализировался вопрос после какого времени эксплуатации штампа происходит недопустимый износ деталей демпфера, что отразится на точности параметров штампуемых деталей. Другим недостатком является повышенная конструктивная и технологическая сложность таких демпферов.
Вполне применим пневматический демпфер, штоком поршня в цилиндре которого каретка приводится в сторону захвата ею заготовки, а сама подача заготовки осуществляется пружинами различных видов или тоже сжатым воздухом. Таковы два демпфера, используемые в штампе из А.С. 1159698 от 11 марта 1983 г, с двумя каретками, снабженными захватами заготовки в виде двух эксцентриков, введенных в постоянный контакт с заготовкой, в которых предусматривается подача кареток в обе стороны сжатым воздухом, со сложной системой управления подачей воздуха, а также содержащий другие упомянутые признаки.
Штамп с подающей кареткой, снабженный любым из охарактеризованных выше демпферов, может быть принят за прототип, поскольку любой из них подходит на эту роль.
Недостатком прототипа является высокая сложность, трудоемкость изготовления, низкая надежность и гидравлического, и пневматического демпфера, которые ослабляют одну из несущих плит штампа отверстием под них, либо приводит к росту габаритов штампа и металлоемкости устройства, при этом детали демпфера быстро изнашиваются, а пневматический демпфер требует большого объема цилиндра демпфера, а значит толщины плиты, в которой он смонтирован, для обеспечения достаточной эффективности торможения и условий его размещения, а значит также приводит к росту габаритов штампа, иначе демпфирование будет мало эффективным.
ЦЕЛЬ ИЗОБРЕТЕНИЯ
Целью изобретения является упрощение самого штампа, снабженного кареткой с захватами для подачи ленточной или полосовой заготовки в зону штамповки и упрощение демпфера для торможения каретки при подаче.
СУЩНОСТЬ ПРЕДЛОЖЕНИЯ
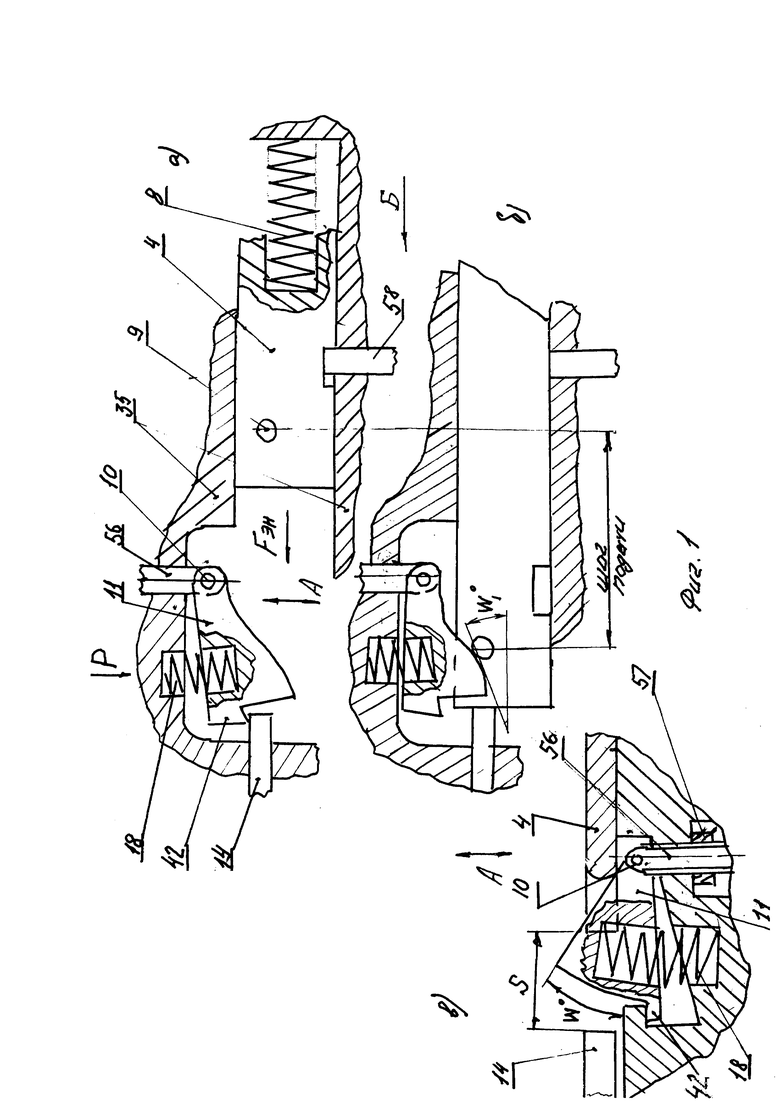
Предложение состоит в том, что демпфирующее устройство, смягчающее условия соприкосновения каретки с упором, применимо для штампов, в которых используются силовые механизмы, сжимающие возвратную пружину каретки приводами различных видов, в исходное для захвата заготовки положение и подачи ее до жесткого упора. Оно чисто механическое, может быть выполнено в виде одного или двух фасонных кулачков толщиной не более 5…6 мм, габаритами кулачком максимум 40×60 мм, иногда чуть больше. В простейшем случае кулачок шарнирно устанавливается на плите, на которой устанавливается и сама каретка, своей фигурой стоит на пути скоростного перемещения каретки, подпружинен к этой плите, вступает со штифтом каретки во взаимодействие и первым встречает каретку, и смягчает контакт каретки с жестким упором, то есть является демпфером. Предложение поясняется схемой на фиг. 1, где каретка 4, условно изображенная, снабжена вертикальным штифтом 9, установлена в направляющих 35 плит матриц или съемника, в зависимости от схемы штампа, и подпружинена пружиной 8 к плите, на которой каретка установлена.
Кулачок 11 снабжен зацепом 42 за упор 14 для каретки и шарнирно насажен на ось 10 ползунка 56, установленного в теле плиты, с возможностью регулировочного перемещения конца кулачка ползунком 56 по стрелке А, с последующим фиксированием ползунка контргайкой 57. Кулачок 11 подпружинен пружиной 18, по стрелке А, с усилием Р, к направляющей 35 плиты установки каретки 4, а с помощью связи кулачка с ползунком 56 можно изменять угол W атаки кареткой кулачка 11. В отверстии направляющей 35 установлен фиксатор 58 каретки, взаимодействующий на этой схеме со встречным гнездом в каретке 4.
Схема предусматривает следующую работу. При отводе фиксатора 58 вниз из гнезда, каретка устремляется влево под действием пружины 8, с энергией Гэн по стрелке Б. В конце шага подачи заготовки каретка сталкивается с пологим участком кулачка 11, который, по мере перемещения каретки 4 со штифтом 9, все более возвышается своим профилем на пути перемещения каретки и тормозит каретку. Далее каретка 4 штифтом 9 отклоняет по стрелке А профиль кулачка 11 от упора 14, т.е. от пути перемещения каретки, поворачивая кулачок 11 вокруг оси 10 и сжимая пружину 18. За это время каретка теряет свою энергию к моменту встречи с жестким упором 14, с уменьшением угла атаки от W, до W1, т.е. до минимума, и тем демпфируется. Из-за малости угла W1 кулачок не может оттолкнуть каретку от упора 14.
На фиг. 1 в) копир выполнен с прямолинейной формой профиля, с начальным углом установки W. Этот угол здесь регулируется ползунком 56, снабженным контргайкой 57, а усилие пружины подбирается. Профиль кулачка должен соответствовать условию торможения каретки и величине шага подачи.
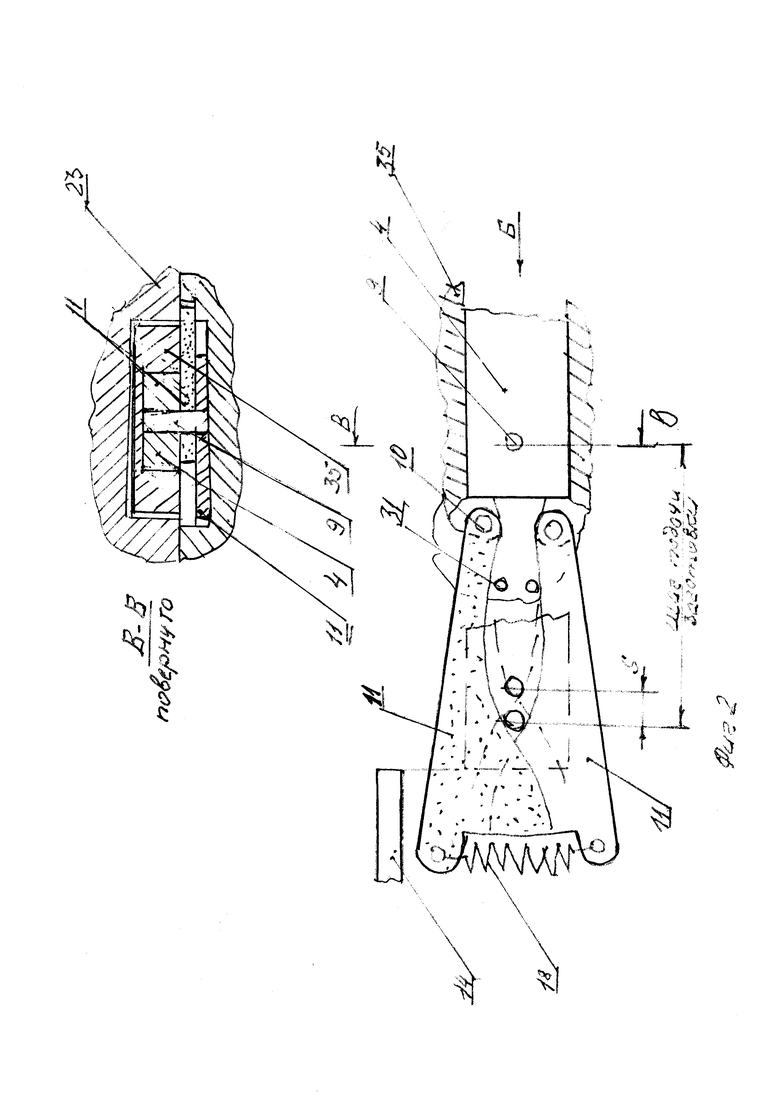
На фиг. 2 показан вариант использования схемы с двумя кулачками 11, установленными внахлест, как лезвия ножниц, и стянуты общей пружиной 18. Здесь каретка показана в ее исходном положении и условно совершившей подачу заготовки на шаг, с упором кулачков в ограничители 31 поворота кулачков. Здесь отсутствует боковая нагрузка от пружины на кулачки, поскольку действия кулачков направлены навстречу друг другу и боковые нагрузки нейтрализуются. Кулачки сидят на двух самостоятельных осях 10, а каретка 4 показана со штифтом 9 в исходном для подачи заготовки положении, с обозначением величины шага предполагаемой подачи заготовки и части S - этой величины, затрачиваемой на торможение каретки (демпфирование). В сечении В-В показано взаимное положение каретки 4, штифта 9 каретки и кулачков 11. Каретка прикрыта здесь цельной направляющей 35, охватывающей своим пазом каретку, и закрепленной на плите, на которой установлена каретка, а сама направляющая 35 охвачена с зазором пазом прижима 23.
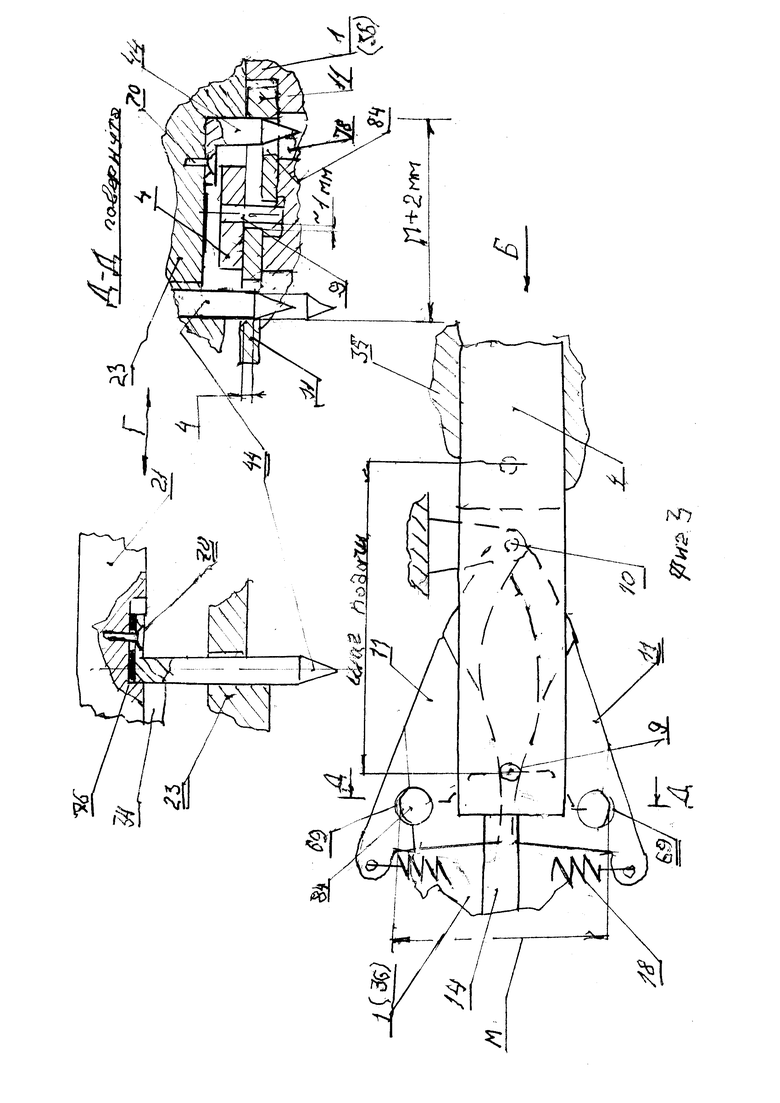
На фиг. 3 каретка 4 тоже представлена условно, как и на схемах фиг. 1 и 2, где она показана в положении, где совершила подачу заготовки на шаг, и штифт 9 каретки защемлен двумя кулачками 11, здесь сидящими шарнирно внахлест, на общей оси 10 и также стянуты общей пружиной 18. Здесь кулачки 11 снабжены отверстиями 84 с фасками 69, о назначении которых будет сказано ниже, как и о фрагменте сечения Д-Д. Работа устройства в части взаимодействия с кулачками, аналогична работе устройства как на схеме 1.
ПРИМЕРЫ КОНКРЕТНОГО ВЫПОЛНЕНИЯ И ИСПОЛЬЗОВАНИЯ ДЕМПФЕРА
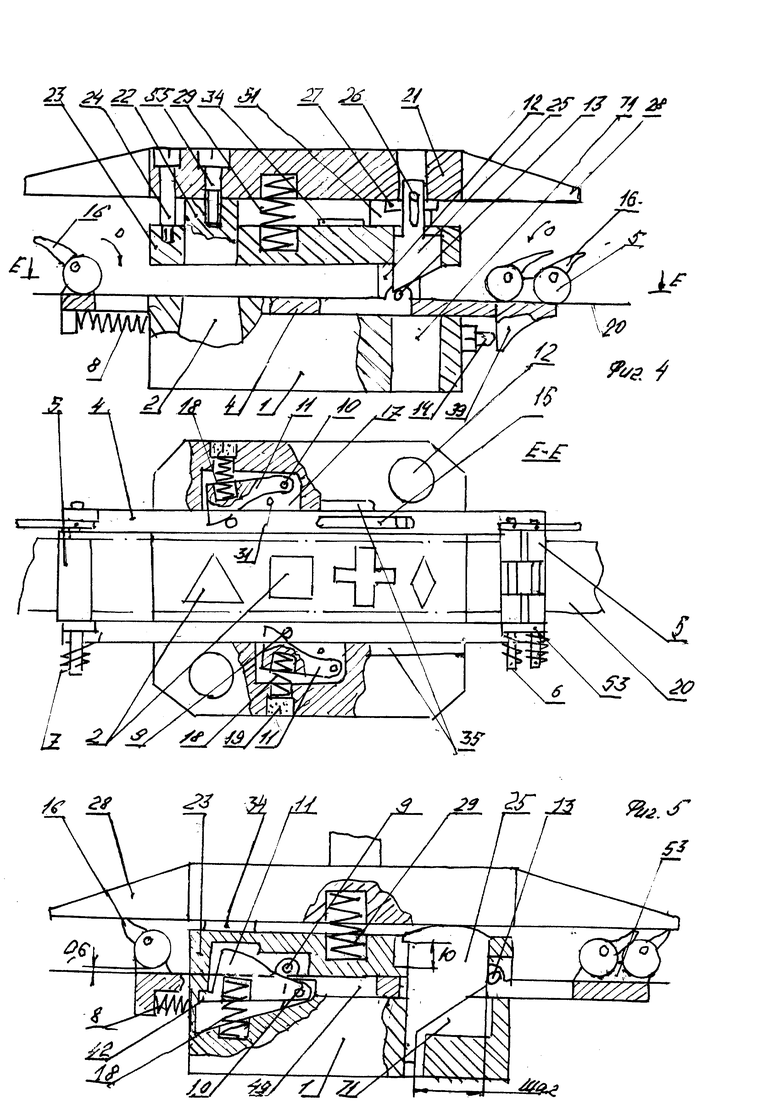
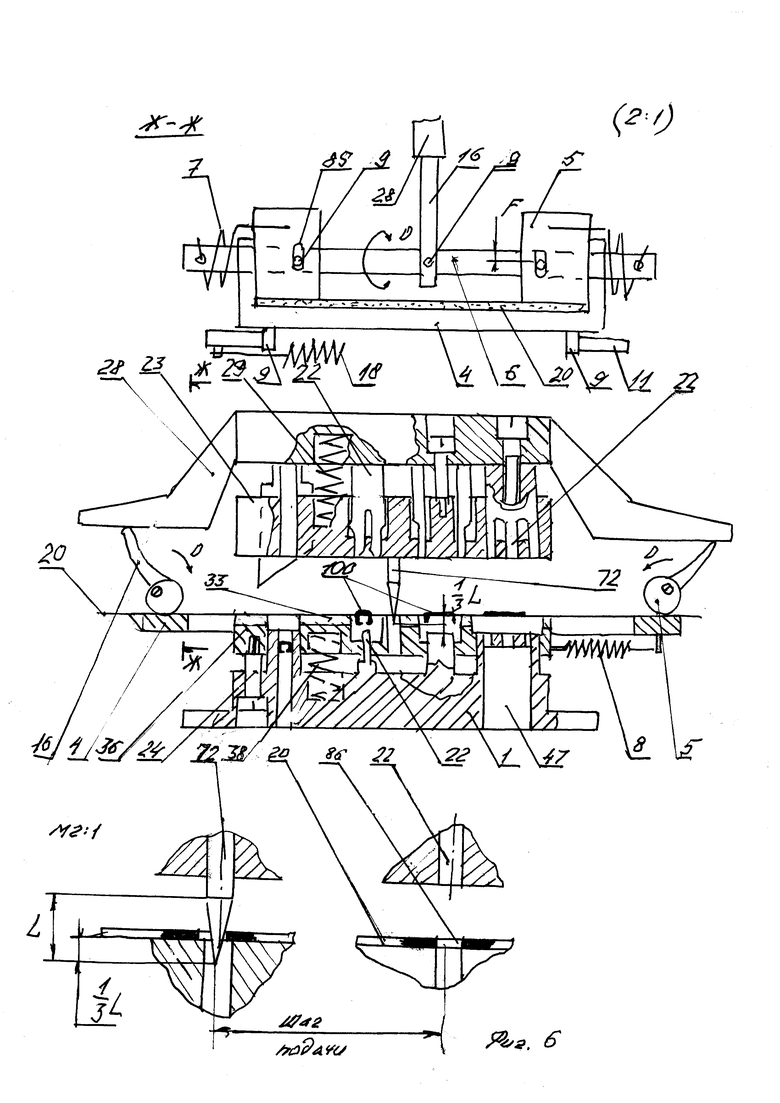
Ниже представлены конкретные упрощенные варианты выполнения и использования предложения применительно к штампам чуть различных схем с клиновыми приводами каретки. Так, фиг. 4 и 5 штампы включают три несущие плиты и представлены первый - при разомкнутом положении частей и с видом сбоку и на его нижнюю его часть (сечение Е-Е), второй - в разрезе и при сомкнутом положении частей и по чуть иному клиновому механизму подачи заготовки. Они оба включают неподвижную нижнюю плиту 1, с двумя направляющими колонками 12 и с матрицей 2, содержащей четыре гнезда для многопереходной последовательной штамповки. На фиг 4 переходы штамповки условно показаны различными геометрическими фигурами, а схемы обоих штампов применимы в случае штамповки только плоских деталей, с элементами вырезки, а не объемных - с гибкой или вытяжкой деталей. В направляющих 35, установленных в пазах на матрице неподвижных частей штампов (фиг. 4, 5), установлена подающая каретка 4, обеспечивающая захват заготовки эксцентриками 5 и подачу ее на шаг. Эксцентрики 5 жестко скреплены с курками 16, сидят на осях 6 в проушинах 53 каретки 4 и подпружинены к каретке пружинами кручения 7, вместе с курками 16 -левого эксцентрикового захвата - по часовой стрелке, а правых двух против часовой стрелки.
Каретка 4, в обоих случаях, выполнена в виде рамы (фиг. 4, сеч. Е-Е), с одним продольным пазом 15 под клин 25, установленный в пазу прижима 23 верхней подвижной части штампа, со свободой перемещения, в этом пазу, каретки относительно прижима. Клинья 25 на фиг. 4 и 5 является одновременно и фиксатором каретки в правом крайнем положении - в положении для захвата заготовки. На верхней плите 21 закреплены кронштейны 28 для управления курками 16 эксцентриков 5, воздействием на них. Каретка 4 снабжена клиновой опорой 13 и штифтом 9, горизонтально установленными в проушинах для них, поперек каретки. С опорой 13 может взаимодействовать клин 25, под который выполнены паз 15 в каретке 4 и паз 71 в нижней плите, и на который надета ограничительная шайба 27 или ограничительная планка 34 хода подвижной плиты 21 относительно прижима 23. Плоскость матрицы с окнами 2 совпадает только с плоскостью площадок каретки под эксцентриками 5, а плоскость остальной части каретки 4 несколько ниже, что позволяет каретке свободно перемещаться возвратно-поступательно относительно плиты, на которой она смонтирована, не будучи прижатой прижимом 23 к этой плите, когда идет процесс штамповки. Плита, на которой установлена каретка, в одном случае снабжена регулируемым упором 14, для обеспечения требуемой величины шага подачи, а сама каретка 4 снабжена выступом 39 под этот упор. (На фиг 5 регулируемый упор не предусмотрен, так как шаг подачи здесь определяется ступенью клина 25). Демпфирующее устройство в штампе фиг 4 выполнено в виде двух кулачков 11, помещенных в небольшие углубления 17 нижней плиты, на которой кулачки установлены и шарнирно надеты отверстиями на вертикальные оси - штифты 10, с возможностью поворота кулачков профилями до ограничителей 31, тоже в виде штифтов, навстречу друг к другу и обратно и подпружиненных к штифтам - ограничителям 31 пружинами сжатия 18, подпертыми пробками 19. Поскольку пружины выполнены диаметром большим, чем толщина кулачков, то под пружины 18 в плите под кареткой могут выполняться отдельные радиусные выборки. Открытые сверху кулачки и пружины для них могут быть прикрыты крышками (не показаны). 20 - обрабатываемая заготовка. К верхней плите 21 обоих вариантов выполнения, подвешен на винтах 24 прижим 23, подпружиненный пружинами 29 к ней.
В варианте выполнения штампа (фиг. 5) предусмотрен только один кулачок 11, шарнирно установленный в вертикальном пазу под него в матрице и подпружиненный пружиной 18 к нижней плите 1, удерживается за матрицу зацепом 42, стоит своим профилем поперек пути перемещения каретки 4. Здесь кулачок 11, при вытесненном положении каретки, свободен от действия на него штифта 9, а каретка 4 отодвинута вправо клином 25 на величину шага подачи. Схемы штампов как на фиг 4 и 5 пригодны для штамповки только плоских деталей, за множество переходов, с небольшим шагом подачи. Других отличий у этих штампов нет. Схемы механизмов подач заготовок этих штампов защищены А.С. №940934
Работа штампов вариантов выполнения, как на фиг. 4 и 5, примерно одинакова и сводится к следующему. При опускании подвижных частей обоих штампов, сначала прижим 23 ложится на матрицу с окнами 2 и прижимает к ней заготовку, а клин 25 ложится на свою опору 13, при этом каретка 4 имеет свободу перемещения. Далее, верхняя плита 21 штампа опускается, пуансоны 22 вступают во взаимодействие со своими матрицами и заготовка обрабатывается. В это время штифт 26 верхней плиты 21 (фиг. 4) сначала свободно скользит штифтом 26 по пазу еще покоящегося на опоре 13 клина 25, затем прижим 23 прижимает заготовку к матрице 2. После этого кронштейны 28 воздействуют на курки 16 и поворачивают эксцентрики 5 - левый против, а правые два по часовой стрелке, освобождая от эксцентриковых захватов заготовку (см. зазор 0,6 и более мм. как на фиг. 5), при этом происходит обработка уже прижатой заготовки, взведение каретки клином 25 и сжатие кареткой 4 возвратной пружины 8.
На фиг. 5 показано крайнее нижнее положение подвижной плиты 21, при котором в процессе обработки прижатой заготовки, клин 25 отталкивает каретку за опору 13 вправо воздействием плиты 21 на его торец и погружается в паз 71 нижней плиты, одновременно сжимает возвратную пружину 8 каретки, то есть взводит каретку 4 в положение для захвата заготовки. При этом, все плиты смыкаются между собой, замыкаясь в перемещении на бруски и шайбы 34.
При движении верхней плиты 21 вверх, в обоих вариантах выполнения устройств, происходит освобождение курков 16 эксцентриков 5 от действия кронштейнов 28, защемление заготовки эксцентриками 5, затем происходит освобождение заготовки от действия плиты-прижима 23, затем выдергивание клина 25 из каретки 4 и подача заготовки кареткой 4 на шаг. На плите установки каретки (фиг. 5) отдельный упор для каретки не предусмотрен, поскольку здесь величина, обозначенная словом « шаг» подачи заготовки определяется величиной ступени клина 25. При этом, каретка 4, с некоторым замедлением, сбегает опорой 13 со скошенного до узкого вертикального участка клина 25, на котором она оказалась во время ее взведения. Все это происходит при движении ползуна пресса к верхней мертвой точке, в положение, как на фиг. 4.
После свободного преодоления кареткой большей части пути под действием пружины 8, вертикальные два, как на фиг. 4, или горизонтальный один штифты 9 каретки, как на фиг. 5, в зависимости от варианта выполнения штампа, наталкиваются на фасонную поверхность кулачка, в результате чего большая часть энергии каретки гасится пружинами 18, так как кулачки 11, отклоняясь в стороны от каретки 4 (фиг. 4) или вниз (фиг. 5), сжимают пружину или пружины 18, каретка, тормозясь, встречается с жестким упором 14, обладая лишь погашенной энергией, и не может отскочить от упора 14 из-за недостаточной отталкивающей каретку от упора силы, по причине теперь уже малого угла W1 атаки (см. фиг. 1) кулачка кареткой. В устройстве, как на фиг. 5, каретку целесообразно установить на плите в шариковые направляющие, так как со стороны кулачка на каретку действует значительная реактивная нагрузка от действия пружины 18, в то время как в штампе фиг. 4 кулачки установлены навстречу друг другу и реактивные нагрузки, действующие здесь в горизонтальной плоскости, нейтрализуется, поэтому в устройстве, как на фиг. 4, вполне допустимо использовать направляющие скольжения, хотя шариковые направляющие в любом случае использовать выгоднее. Для свободного перемещения каретки влево и вправо, в каретке предусмотрен дополнительный паз 49 (фиг. 5) для размещения кулачка.
На фиг. 6 представлен штамп, предназначенный для штамповки объемных деталей, с элементами 100 гибки (статья в вышеупомянутом журнале №12 за 1983) или вытяжки, (в таком же журнале №1 за 1981) свисающими или возвышающимися относительно плоскости заготовки. В первом случае штамп снабжен четвертой плитой-съемником 36 с продольным пазом 33 для беспрепятственного прохождения этих элементов по плите-съемнику, подвешенной на винтах 24 к нижней плите 1 штампа и подпружиненной к ней пружинами 38. На плите-съемнике 36 установлена каретка 4, подпружиненная к ней пружиной 8 растяжения. В плите-прижиме 23 установлен ловитель 72, с длинной частью L острия. Штамп показан в положении частей, где ловитель введен в отверстие на глубину 1/3 L, ранее пробитое для него на первом переходе штамповки пуансоном 22, а курки 16 эксцентриков 5 лишь касаются кронштейнов 28 при защемленном эксцентриками положении заготовки (патент №2591023 от 10 июля 2016). Устройство из этого патента упоминается здесь потому, что предлагаемый демпфер не гарантирует той же точности штампуемых деталей, как рекомендации из описания патента, а предназначен здесь, по крайней мере, для обеспечения мягкости и бесшумности работы штампа, высокая же точность обеспечивается предложением из этого патента (как вариант выполнения). Прижим 23 подпружинен к верхней плите 21 с усилием большим, чем сумма усилий пружин 38 и суммарное усилие пружин 7, приводимых оси эксцентриков 5, сопротивления повороту эксцентриков, с учетом длины курков 16, а каретка 4 здесь подпружинена к плите 36 пружиной 8 растяжения. Жесткий упор для каретки здесь не показан, как не показаны элементы демпфирующего устройства.
Работа штампа такой конструктивной особенности сводится к следующему. При опускании подвижной части штампа, сначала ловитель 72 частично входит в отверстие 86 на 1/3 L, ранее пробитое для него пуансоном 22, (фиг. 6), и с этого момента курки 16 начинают поворачивать эксцентрики - левый от каретки против часовой стрелке, а правый от каретки по часовой стрелке и эксцентрики окончательно отпускают заготовку, предоставляя возможность ловителю 72 корректировать положение заготовки ловителем в отверстие 86 относительно инструментов. В дальнейшем, курки 16 и эксцентрики поворачиваются еще более, а заготовка, скоординированная ловителем 72, защемляется между прижимом 23 и съемником 36, съемник с кареткой 4 и заготовкой опускается до уровня пуансонов 22 и матриц нижней части штампа, с чего и начинается процесс штамповки и перемещение каретки вправо на шаг, в исходное для захвата и подачи заготовки положение.
При движении верхней части штампа вверх, все детали штампа взаимодействуют в обратной последовательности. То есть, курки 16 отпускают эксцентрики 5 и последние защемляют зафиксированную ловителем 72 заготовку, далее прижим 23 отходит от заготовки, ловитель 72 последним выдергивается из отверстия 86 в заготовке и верхняя плита (или плита - прижим 23 в зависимости от выполнения штампа) выдергивает клин 25 из каретки и происходит подача заготовки кареткой 4 на шаг.
На фиг. 5 и 6 показаны приводы каретки клиньями 25, дополнительно к штампу -прототипу, как более простые, лишь для пояснения цикла работы штампов, в которых может применяться предлагаемый демпфер. Фактически демпфер может быть использован в сочетании с любыми известными на сегодня приводами каретки в одну сторону со сжатием возвратной пружины, с любыми видами захватных органов заготовки, с приводами каретки роликами или призматическими вкладышами (детально это описано в вышеуказанной статье), штоком пневматического поршня, грейферными линейками с ножевыми или эксцентриковыми захватами, и каретки могут быть любой формы, приспособленными к подаче одной широкой заготовки, одновременно двух заготовок в одну сторону, или навстречу заготовками друг к другу, каждая схема из которых имеет свои преимущества или особенности. Все это защищено А.С.и здесь упоминается лишь для примера.
На фиг. 6 сечение Ж-Ж показано дальнейшее развитие органа для захвата широкой заготовки, выполненный виде двух эксцентриков 5, шарнирно насаженных на общую ось 6, или эксцентрики могут быть жестко установлены на собственные оси, а осями шарнирно установлены в проушины каретки, как в А.С. №789191 от 13 февр. 1979. В эксцентриках выполнены пазы 85, через которые эксцентрики соединены с осью 6 штифтами 9. Между штифтами и торцами пазов предусмотрены зазоры F в пределах 1…1,3 мм, а на осях 6 закреплены штифтами 9 курки 16. Кроме того, здесь показаны штифты 9 каретки и кулачки 11, подпружиненные друг к другу общей пружиной 18, с их взаимным расположением. Кулачки, штифты и пружина на центральной проекции не показаны. Работа захватов сводится к следующему.
При повороте вручную осей 6 с правой и левой концов каретки, за курки 16 во внешние стороны относительно каретки по стрелке О, сначала выбираются зазоры F в эксцентриках, а затем упором штифтов 9 в торцы пазов 85 в эксцентриках, осуществляется поворот эксцентриков - левого (фиг. 6 в центре) против часовой стрелки, а правого по часовой стрелке, заправляют заготовку под эксцентрики и отпускают курки 16, защемляя ее эксцентриками 5. Во время работы штампа, курками управляют кронштейны 28. Если заготовка имеет нестабильный размер толщины, то эксцентрики имеют возможность независимо друг от друга защемлять заготовку самостоятельными пружинами кручения 7 на концах оси 6.
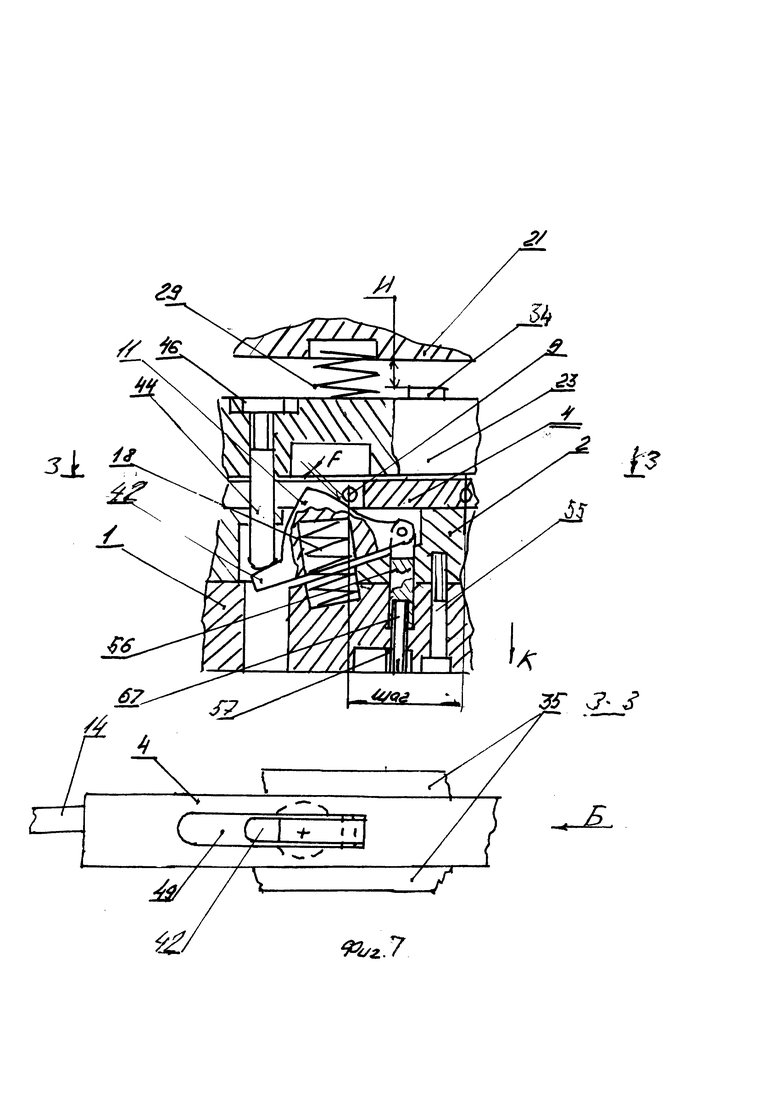
Фиг. 7 представлен фрагмент выполнения штампа с тремя плитам - нижней плитой 1, прижимом 23, верхней плитой 21 и матрицей 2 с кулачком 11, установленном в вертикальном пазу плит нижней части штампа. Поскольку нижняя плита 1 и матрица 2 стянуты винтами 55 их можно считать единым звеном. Кулачок 11 установлен с возможностью регулирования угла его наклона к направлению движения каретки, путем перемещения шпильки 67 по резьбе в ползунке 56 и фиксирования шпильки 67 гайкой 57. Штырь 44 здесь выполнен с резьбой и с головкой 46, установлен в прижиме 23 на резьбе, с возможностью регулировочного перемещением штыря по резьбе и момента взаимодействия штыря с зацепом 42.
Функционирование демпфера фиг. 7 таково. Здесь, при положении частей штампа, где они готовы к взведению каретки, подача материала завершена и каретка находится у упора 14. Перед самым началом взведения каретки 4, в положение для захвата заготовки, штырь 44 наступает на зацеп 42 кулачка и отводит кулачок 11 на расстояние F от штифта 9, избавляет каретку от дополнительной нагрузки со стороны кулачка, а значит облегчает взведение каретки и снижает износ некоторых деталей штампа, так как эти части цикла совершаются один за другим.
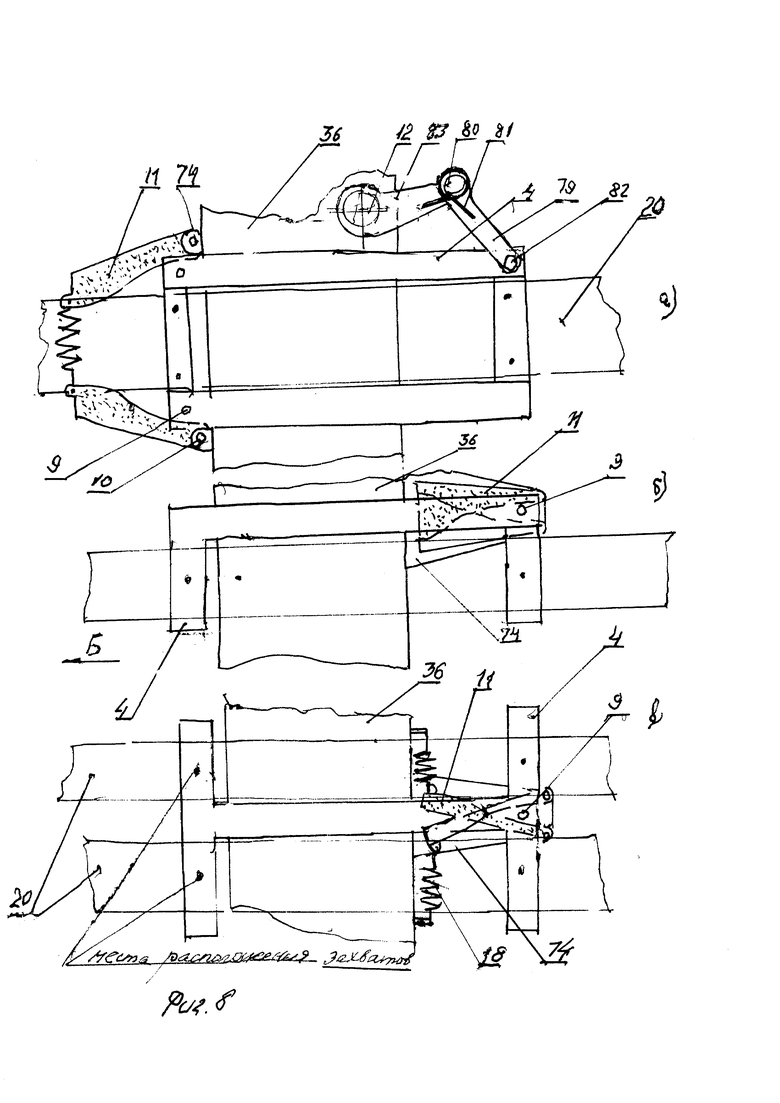
На фиг. 8 показаны разновидности монтирования кулачков на плите штампа относительно кареток различной формы. Так, в варианте а) каретка 4 выполнена в виде рамы, а два кулачка 11 установлены на осях 10 кронштейнов 74, закрепленных слева от каретки на плите, несущей каретку, а два штифта 9 установлены по углам каретки, на выходе каретки из штампа, с возможностью взаимодействия с профилями кулачков 11. В связи с этим предложением могут использоваться схемы штампов с крупными величинами шагов подачи заготовки, например 100 мм, благодаря возможности экономии времени части цикла на подачу заготовки, так как каретка может пробегать большую часть величины шага подачи свободно, без торможения. Здесь подпружинивание каретки обычными пружинами сжатия и растяжения не совсем уместно, так как приведет к необходимости использования пружин сжатия или растяжения длиной около 300 мм, а это приведет к большим габаритам штампа. Здесь предлагается использовать подпружинивание каретки сочленением кривошипа 83 с шатуном 79, как в А.С. 551090, связанных между собой осью 80, на которой установлена мощная пружина кручения 81, здесь одна, а в точке 82 каретка 4 шарнирно связана с шатуном 79. Пружина кручения 81 стремится передвинуть каретку 4 влево и совместить кривошип с шатуном, создавая силу, толкающую каретку к кулачкам 11. Таких сочленений, в зависимости от требуемого усилия подпружинивания, может быть от двух до четырех, по числу применяемых колонок штампа. Такой вид подпружинивания каретки вообще не приведет к изменению габаритов штампа. Жирными точками на фиг. 8 обозначены места оптимального расположения захватных органов каретки.
В варианте выполнения б) фиг. 8 каретка выполнена С-образной формы, кулачки 11 установлены позади каретки 4, по отношению к направлению подачи заготовки, с профилями кулачков, ориентированными навстречу подачи заготовки, как показано на фиг. 3.
В варианте выполнения в) фиг. 8 применена каретка для подачи одновременно двух заготовок, а кулачки установлены тоже на кронштейнах 74, позади каретки, справа относительно плиты на которой установлена каретка, и подпружинены к этой плите одной или двумя пружинами 18 растяжения (как здесь), при этом каретка 4 может взаимодействовать штифтом 9 с кулачками 11.
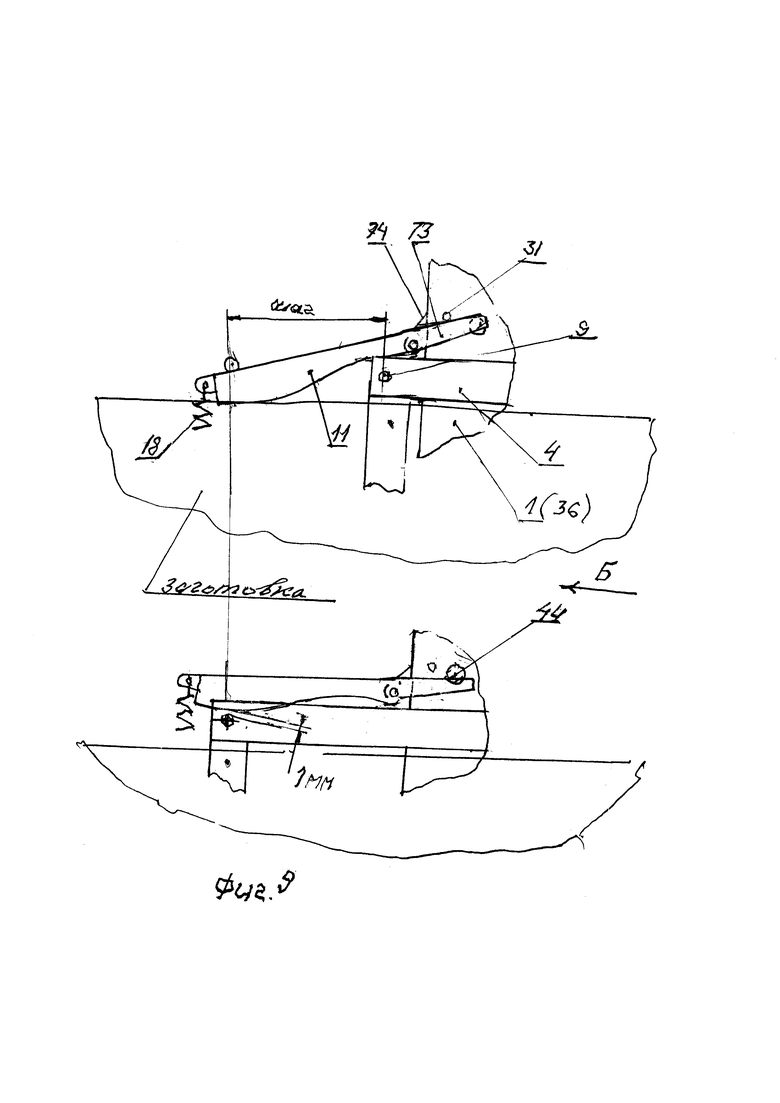
Согласно фиг. 9 (верхний фрагмент), каретка 4 показана в исходном для подачи заготовки положении. Кулачки 11 установлены на кронштейнах 74, одновременно являются длинными плечами рычагов, а малые плечи 73 рычагов прямые. Кулачки своими профилями стоят на пути перемещения штифта 9 каретки 4, опираясь малыми плечами 73 на ограничители 31 в виде штифтов для них.
На нижнем рисунке фиг. 9 каретка заняла конечное положение, при котором малое плечо рычага - кулачка 11 изменило свое положение, перекрыв собою некоторую часть отверстия под штырь 44.
Возвратимся к рассмотрению фиг. 3, где в сечении Д-Д показаны два заостренных штыря 44 с фланцами, в вариантах их выполнения и установки на различных плитах, с возможностью их перемещения фланцами в горизонтальной плоскости и последующего закрепления штырей за фланцы винтами 70. Так, для примера, правый штырь показан установленным в пазу прижима 23 и прикрепленным к прижиму через фланец винтом 70, а левый установлен и закреплен в пазу верхней плиты 21, показан пропущенным сквозь отверстие в прижиме 23, соединенным и прикрепленным через прокладку 76 к верхней плите. В едином варианте выполнения штампа, штыри 44 должны быть и выполнены, и установлены одинаково. При расстоянии между штырями 44, равным условно М+2 мм, расстояние между краями 69 отверстий 84 кулачков 11, при защемленном положении штифта 9, устанавливается меньшим - по размеру М, и может регулироваться в небольших пределах за счет смещения штырей пазами во фланце, затем закрепляться винтами 70. Из рисунка (Фиг. 3 сечение Д-Д) видно, что при соприкосновении плит прижима 23 с матрицей 2 или съемником 36, в зависимости от выполнения штампа, штыри 44 своими скошенными участками заострений, и за счет движения верхней плиты вниз, попадают в предусмотренные для них отверстия 84 в копирах и провальные отверстия 78 под штыри (фиг. 3 сечение Д-Д) в плите, и отодвигают заостренными участками кулачки 11 от штифта 9, во внешние стороны на 1…1,5 мм, разгружая каретку теперь уже от вредных защемляющих усилий со стороны кулачков 11 при ее взведении.
Возможно, сила трения, создаваемая прижатием кулачков к штифтам 9, мала и можно не усложнять устройство штырями 44 с фланцами, их закреплением на плите, а кулачки отверстиями 84.
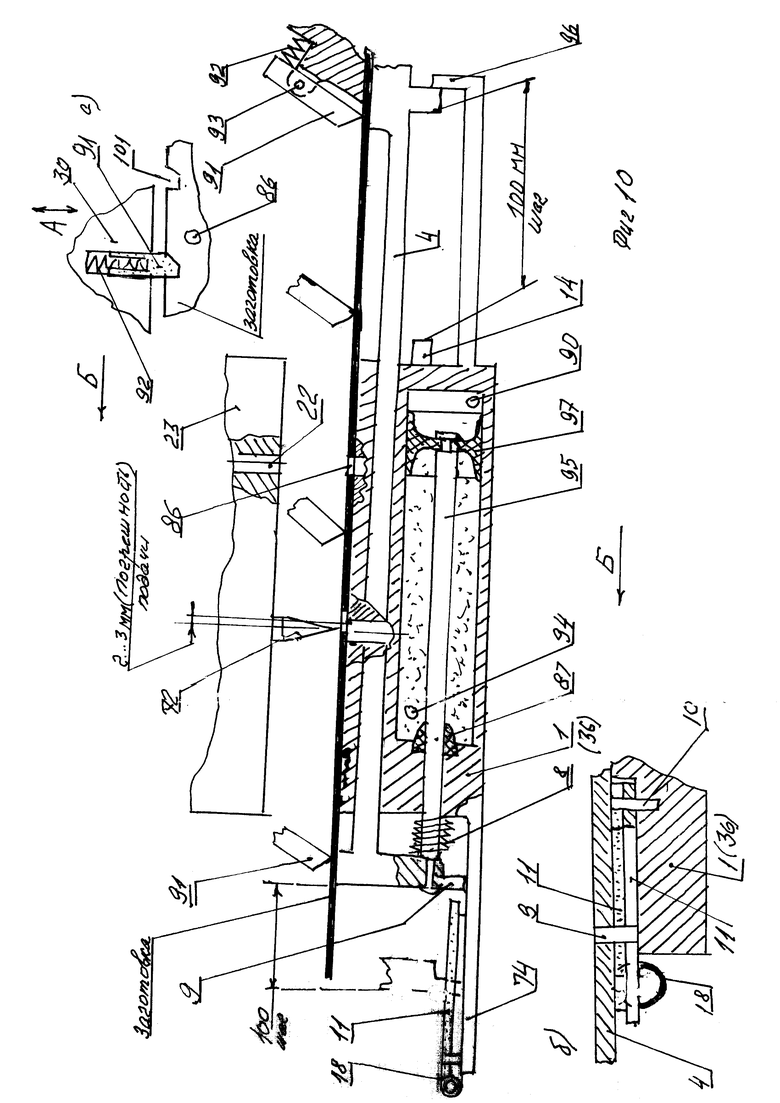
На фиг. 10 показан вариант использования кулачков с кареткой, приводимой пневматическим приводом от штока 95, уплотненного манжетой 87, за счет поршня 97, с захватами заготовки в виде ножей 91, шарнирно установленных на осях 93 и подпружиненных пружинами 92 к каретке, путем подачи сжатого воздуха через отверстие 94 и вытесняя его через отверстие 90. Так, на фрагменте а) - пример использования ножей с грейферными линейками 30, совершающими возвратно - поступательное перемещение при подаче или перехвате заготовки, где пуансоном 22 пробивается технологическое отверстие 86 на каждом шаге подачи, под ловитель 72, с расстояниями равными величине шага подачи, а под ножи 91 в заготовке предусматриваются высечки 101, позволяющие линейкам 30 с ножами 91 перемещаться лишь вправо, против стрелки Б. Здесь расстояние между высечками под ножи 91 можно принять меньшим на 1, 5…2 мм, чем требуется, то есть с расстоянием между технологическими отверстиями, с расчетом на то, что каретка с ножами поворачивающимися на осях 93, способна подтягивать заготовку ножами 91 к ловителям 72 за высечки 101, или просто за счет трения остриями ножей за поверхность заготовки на эти мм, в одну сторону, но проскальзывая ножами относительно заготовки в другую сторону, ибо ножи не могут увлечь заготовку в эту другую сторону благодаря односторонним скосам на высечках 101. Ограничители перемещения каретки здесь выполнены схематично в виде упора 14 и крючка 96.
Как вывод, применяемый здесь демпфер в виде одного или двух кулачков, может устанавливаться на любые свободные места на плите - съемнике или нижней плите штампа, или вынесен за пределы этих плит и закрепляться на кронштейнах 74, как спереди, так и сзади штампа, по отношению к направлению подачи заготовки. Может быть установлен в одной из плит штампа как в вертикальной, так и в горизонтальной плоскостях, применим со штампом любой схемы, включающей подающую каретку для заготовки, осуществляющую ее подачу пружинами любого вида, или пневматическим приводом. Рекомендации из данного предложения решают вопросы смягчения встречи каретки с упором, снижения шумности работы штампа, увеличения производительности, поскольку большую часть пути каретка преодолевает без торможения, экономя время цикла. Предложение приводит к снижению металлоемкости таких штампов, трудоемкости их изготовления, облегчает их ремонт и обслуживание. Оно расширяет его технологические и эксплуатационные возможности в части подачи заготовок на более крупные шаги - в общем, поднимает уровень штамповочного производства. А в сочетании с рекомендациями согласно патента №2591023, решает вопросы предельной точности штампуемых деталей.
Трудно предвидеть будет ли актуальной необходимость разгрузки каретки от усилий со стороны копиров, создаваемых воздействием сильных пружин 18 на штифты 9 каретки, как проиллюстрировано фиг 3 и 9. Рассчитать же параметры пружин, копиров и каретки затруднительно - слишком много факторов следует учитывать. Нужны эксперименты. Вполне допустимо, что вся механика, связанная с этой разгрузкой штифтов 9, является лишь усложнением штампа и применять такую механику здесь не целесообразно.
Одним из условий повышения точности, производительности, надежности и долговечности эксплуатации таких штампов, является легкость каретки, учитывая инерционность. Будучи сложной для изготовления механической обработкой и сборки, она может быть выполнена литой, из алюминиевого сплава, с армированием сталью лишь отдельных ее элементов - направляющих для нее, упоров, проушин для эксцентриков и т.п., что особенно выгодно применять при изготовлении штампов серией.
Был случай использования автоматических штампов для штамповки определенной детали в течение 10 лет, когда было изготовлено и изношено 16 уникальных штампов. За 40 лет работы автором был разработан только один штамп для штамповки детали, предусматривающий 12 переходов штамповки. Усложнение штампа узлом, разгружающим каретку от усилий со стороны копиров (Фиг 3, 7 и 9) при взведении каретки, возможно, и оправдано лишь при стремлении увеличить долговечность эксплуатации штампа. А при малых партиях штампуемых деталей, получаемых со штампа перед его списанием, этот узел может оказаться излишним.
В условиях СССР предложение бесспорно было бы использовано в производстве, но, вероятно, только самим автором. Возможно специалисты России когда-либо дорастут до способности и конструировать, и изготавливать подобные штампы, если будет нужда. Отчего такой пессимизм ? Из опыта. Более 20 изобретений моих так и не были использованы за 20 лет никем. Были созданы, но не потребовались - иногда они очень узкого назначения. Тогда это можно понять.
Изобретение относится к области штамповочного производства с использованием механизированных штампов с подающими каретками для подачи ленточной или полосовой заготовки в зону штамповки. Каретка оснащена захватными органами для захвата заготовки и установлена на плите штампа с возможностью перемещения в сторону захвата заготовки посредством силового привода и возврата с захваченной заготовкой до жесткого упора посредством пружин или сжатого воздуха. Для снижения энергии удара предназначен демпфер, выполненный в виде по меньшей мере одного кулачка с фасонным или прямолинейным рабочим профилем. Кулачок шарнирно установлен на оси в пазу, выполненном в плите штампа, и подпружинен к направлению перемещения каретки. Кулачок имеет возможность взаимодействия рабочим профилем со штифтом, жестко закрепленным на каретке, и регулирования усилия подпружинивания и угла наклона рабочего профиля кулачка к направлению перемещения каретки. В результате обеспечивается упрощение конструкции демпфера. 8 з.п. ф-лы, 10 ил.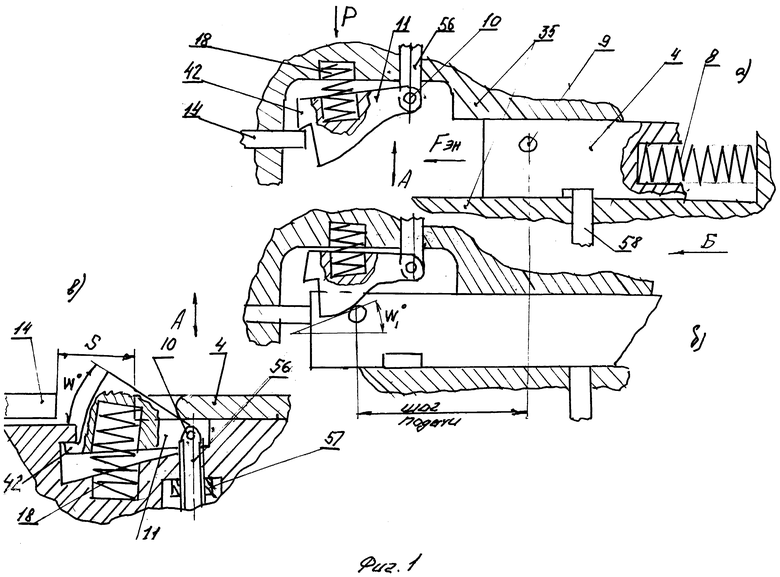
1. Демпфер штампа для подающей в зону штамповки ленточную или полосовую заготовку каретки, выполненной с захватными органами для захвата заготовки и установленной на одной из плит штампа с возможностью перемещения в сторону захвата заготовки посредством силового привода и возврата с захваченной заготовкой до жесткого упора посредством пружин или сжатого воздуха, отличающийся тем, что он выполнен в виде по меньшей мере одного кулачка с фасонным или прямолинейным рабочим профилем, шарнирно установленного на оси в пазу, выполненном в плите штампа, перпендикулярно направлению перемещения каретки и подпружиненного к упомянутому направлению с возможностью взаимодействия рабочим профилем со штифтом, закрепленным на каретке, и регулирования усилия подпружинивания и угла наклона рабочего профиля кулачка к направлению перемещения каретки.
2. Демпфер по п. 1, отличающийся тем, что один кулачок установлен в вертикальном пазу плиты нижней части штампа, на которой установлена каретка, при этом штамп содержит плиту-прижим, на которой установлен стержень-толкатель, взаимодействующий с кулачком.
3. Демпфер по п. 1, отличающийся тем, что при установке двух кулачков ось для шарнирной установки каждого кулачка расположена на резьбовой шпильке с гайкой и контргайкой, которые выполнены с возможностью регулирования угла наклона рабочего профиля кулачка к направлению перемещения каретки.
4. Демпфер по п. 1, отличающийся тем, что он выполнен в виде двух кулачков, расположенных на вертикальных осях в горизонтальных пазах плиты, на которой установлена каретка, и подпружиненных пружинами сжатия с обеспечением их подпора посредством пробок.
5. Демпфер по п. 1, отличающийся тем, что кулачок установлен в вертикальном пазу плиты нижней части штампа и снабжен зацепом, выполненным с возможностью взаимодействия со штырем, установленным на плите-прижиме штампа с возможностью регулирования момента взаимодействия с зацепом кулачка путем регулировочного перемещения штыря относительно плиты-прижима с целью исключения сопротивления взведению каретки в исходное положение для подачи заготовки.
6. Демпфер по п. 1, отличающийся тем, что он выполнен в виде двух кулачков с отверстием, внахлест установленных на общей оси на плите, на которой установлена каретка, и стянутых общей пружиной с возможностью взаимодействия со штифтом каретки, а кромками отверстий - с заострением соответствующего из двух штырей, закрепленных на верхней плите штампа или на плите-прижиме, при этом расстояние между краями отверстий кулачков в исходном положении частей штампа меньше расстояния между штырями с обеспечением перед началом взведения каретки раздвижения кулачков посредством заострений штырей и освобождения ранее защемленного штифта каретки.
7. Демпфер по п. 6, отличающийся тем, что штыри закреплены на верхней плите штампа или на плите-прижиме с возможностью регулирования расстояния между ними.
8. Демпфер по п. 1, отличающийся тем, что кулачки установлены на кронштейнах плиты, на которой установлена каретка, спереди или сзади штампа, и подпружинены общей или самостоятельными пружинами, а штифты закреплены на каретке вертикально.
9. Демпфер по п. 1, отличающийся тем, что кулачки выполнены в виде двуплечих рычагов с возможностью частичного перекрытия отверстий вторыми плечами рычагов и отведения кулачков от штифтов каретки штырями перед взведением каретки.
| Устройство для подачи длинномерного материала в зону обработки | 1990 |
|
SU1731372A1 |
| Устройство для подачи материала в рабочую зону пресса | 1973 |
|
SU468678A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2006323C1 |
| МНОГОПРЕДЕЛЬНЫЙ СИЛОИЗМЕРИТЕЛЬ | 0 |
|
SU266290A1 |

