00
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для формовки и обрезки выводов радиоэлементов | 1981 |
|
SU1023686A1 |
| Штамп для формовки и обрезки выводов радиоэлементов | 1985 |
|
SU1354449A1 |
| Штамп для гибки и отрезки выводов радиоэлементов | 1982 |
|
SU1078679A1 |
| Штамп для формовки и обрезки выводов радиоэлементов | 1984 |
|
SU1228324A1 |
| Штамп для гибки и отрезки выводов радиоэлементов | 1981 |
|
SU1026331A1 |
| Устройство для формовки выводов радиоэлементов | 1984 |
|
SU1224842A1 |
| Устройство для формовки и обрезки выводов радиоэлементов | 1977 |
|
SU661879A1 |
| Штамп для гибки и отрезки выводов радиоэлементов | 1985 |
|
SU1307617A1 |
| Штамп совмещенного действия для гибки и обрезки деталей | 1980 |
|
SU931261A1 |
| Штамп для чистовой вырубки | 1982 |
|
SU1031580A1 |
Изобретение относится к радиоэлектронике и может быть использовано в машиностроении, приборостроении, в частности, при подготовке радиоэлементов (РЭ), например микросхем и особенно микросборок к монтажу на печатные платы. Целью изобретения является повышение производительности. Поставленная цель достигается тем, что дополнительный прижим и гибочный пуансон установлены с возможностью горизонтального перемещения совместно с защемленными между ними концами выводов РЭ. Использование предложенного штампа позволит исключить повреждение покрытия на выводах РЭ при их формовке. При этом растягивающие усилия, стремящиеся оторвать выводы от корпуса РЭ. не будут превышать пределов, допустимых техническими условиями, чем исключается как прямой так и скрытый брак РЭ 2 з.п ф-лы, 5 ил.
Изобретение относится к радиоэлектронике и может быть использовано в машиностроении и приборостроении, в частности, при подготовке радиоэлементов (РЭ), например микросхем и особенно микросборок, к монтажу на печатные платы.
Цель изобретения - повышение производительности.
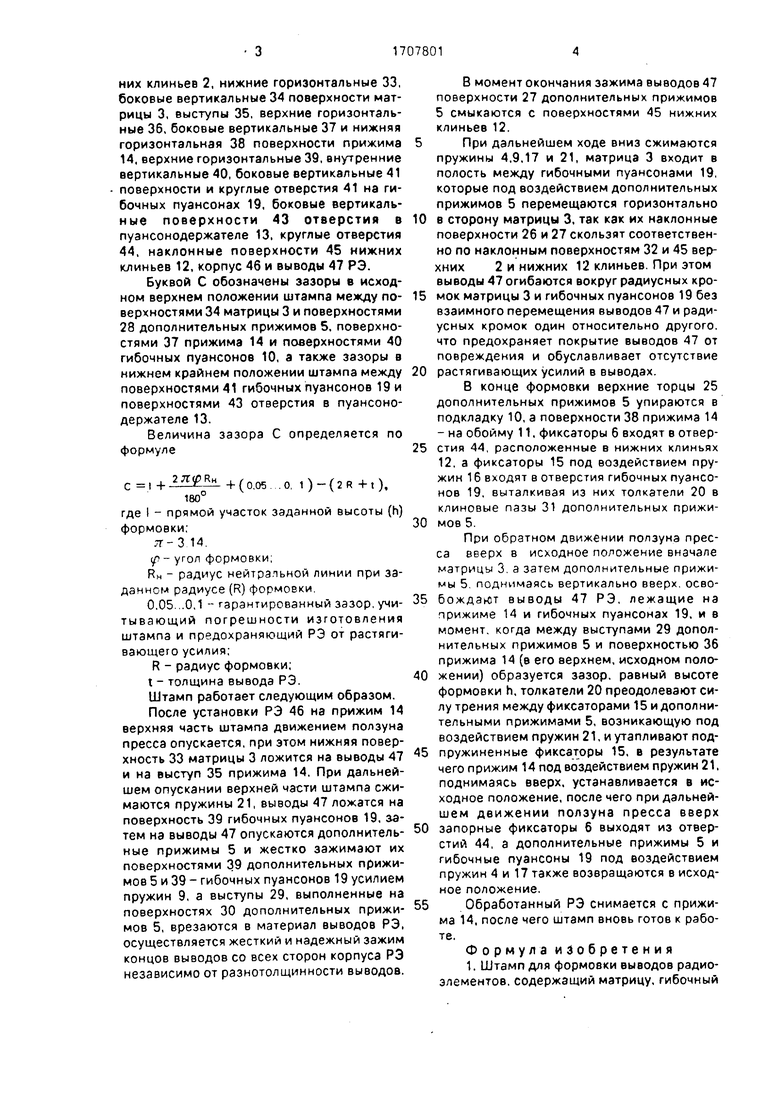
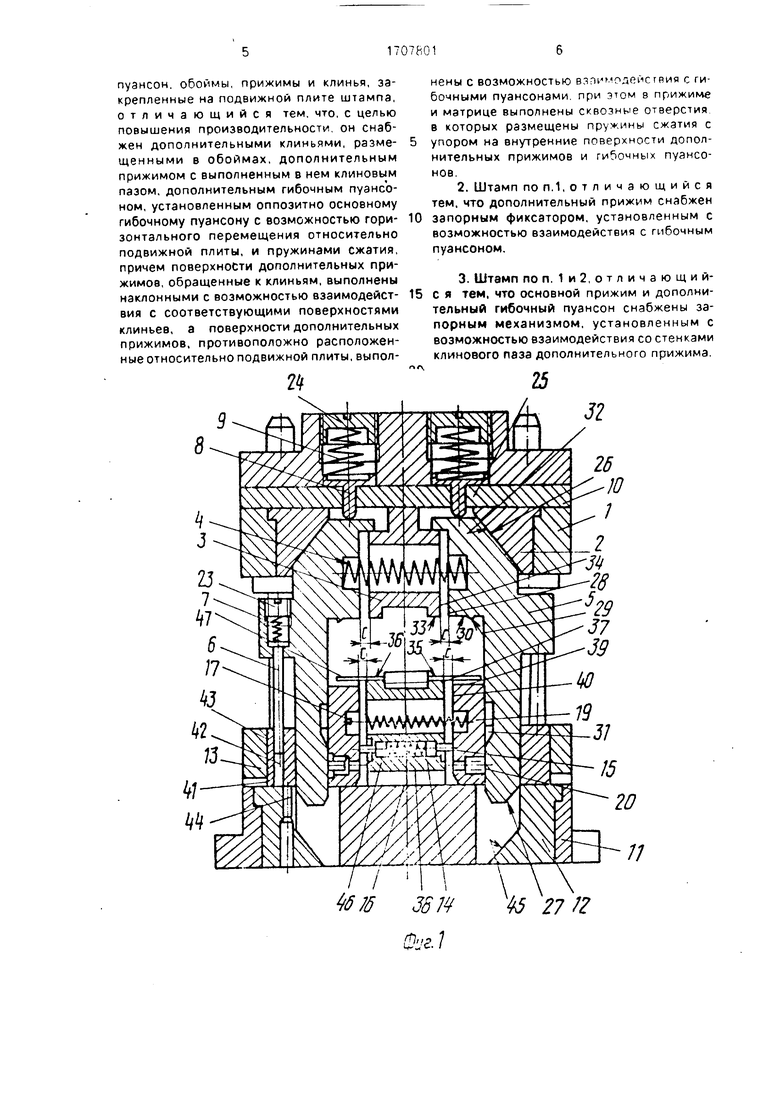
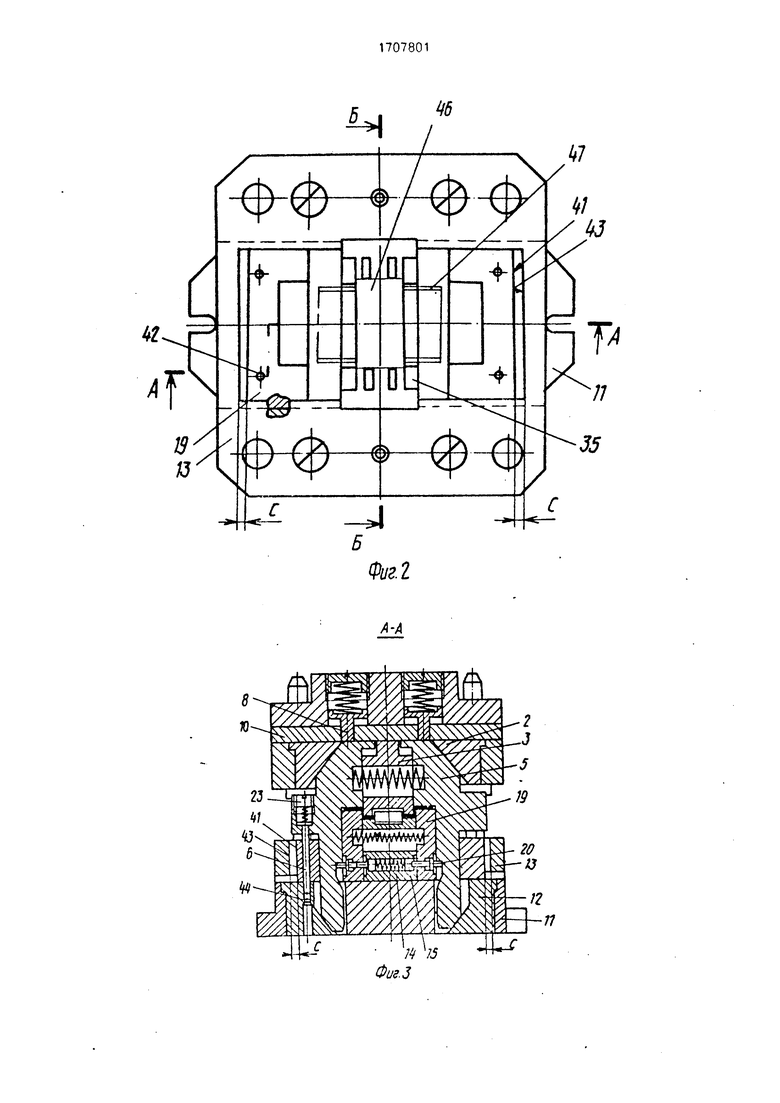
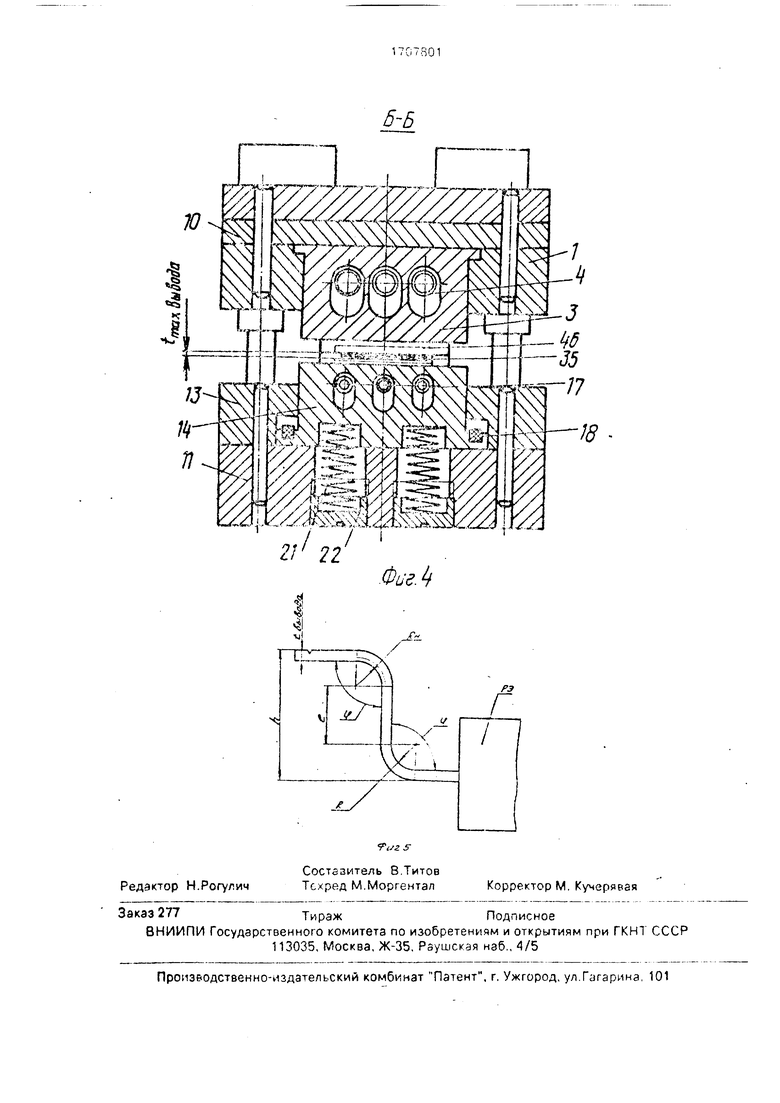
На фиг.1 показан штамп в исходном верхнем положении с установленным РЭ до формовки его выводов, поперечный разрез; на фиг.2 - штамп без его верхней части в крайнем нижнем положении штампа, вид сверху; на фиг.З - сечение А-А на фиг.2; на фиг.4 - сечение Б-Б на фиг.2; на фиг.5 - вид и размеры формовки выводов РЭ.
Штамп для формовки выводов в своей верхней части содержит верхнюю обойму 1, верхние клинья 2, матрицу 3 с размещенной внутри ее пружиной 4, дополнительные прижимы 5 с запорным фиксатором 6, подпружиненным пружиной 7, толкатели 8, подпружиненные пружинами 9 и плиту 10. В нижней части штампа в обойме 11 установлены нижние клинья 12 и прикреплен к ней пуансонодержатель 13, в котором размещены прижим 14 с запорным механизмом, состоящим из фиксатора 15 и пружины 16. пружиной 17 сжатия и амортизатором 18 на его буртиках, гибочные пуансоны 19 с толкателями 20. В обойме 11 размещены пружины 21, регулируемые пробкой 22.
Усилие пружины 7 регулируется пробкой 23, а пружины 9 - пробкой 24.
Кроме того, штамп содержит верхние торцы 25. наклонные 26 и 27, внутренние вертикальные поверхности 28. выступы 29, внутренние горизонтальные поверхности 30 и клиновые пазы 31 на дополнительных прижимах, наклонные поверхности 32 верх
О vl СО
о
них клиньев 2, нижние горизонтальные 33, боковые вертикальные 34 поверхности матрицы 3, выступы 35, верхние горизонтальные 35, боковые вертикальные 37 и нижняя горизонтальная 38 поверхности прижима 14, верхние горизонтальные 39, внутренние вертикальные 40, боковые вертикальные 41 поверхности и круглые отверстия 41 на гибочных пуансонах 19, боковые вертикальные поверхности 43 отверстия в пуансонодержателе 13, круглые отверстия 44, наклонные поверхности 45 нижних клиньев 12, корпус 46 и выводы 47 РЭ.
Буквой С обозначены зазоры в исходном верхнем положении штампа между поверхностями 34 матрицы 3 и поверхностями 28 дополнительных прижимов 5, поверхностями 37 прижима 14 и поверхностями 40 гибочных пуансонов 10, а также зазоры в нижнем крайнем положении штампа между поверхностями 41 гибочных пуансонов 19 и поверхностями 43 отверстия в пуансонодержателе 13.
Величина зазора С определяется по формуле
+(0.05... О, l)-(2R+t), 180°
где I - прямой участок заданной высоты (h) формовки; тг-3.14.
(р - угол формовки;
RH - радиус нейтральной линии при заданном радиусе (R) формовки.
0.05.,.0,1 - гарантированный зазор, учитывающий погрешности изготовления штампа и предохраняющий РЭ от растягивающего усилия;
R - радиус формовки;
t - толщина вывода РЭ.
Штамп работает следующим образом.
После установки РЭ 46 на прижим 14 верхняя часть штампа движением ползуна пресса опускается, при этом нижняя поверхность 33 матрицы 3 ложится на выводы 47 и на выступ 35 прижима 14, При дальнейшем опускании верхней части штампа сжимаются пружины 21, выводы 47 ложатся на поверхность 39 гибочных пуансонов 19, затем на выводы 47 опускаются дополнительные прижимы 5 и жестко зажимают их поверхностями 39 дополнительных прижимов 5 и 39 - гибочных пуансонов 19 усилием пружин 9, а выступы 29, выполненные на поверхностях 30 дополнительных прижимов 5, врезаются в материал выводов РЭ, осуществляется жесткий и надежный зажим концов выводов со всех сторон корпуса РЭ независимо от разнотолщинности выводов.
В момент окончания зажима выводов 47 поверхности 27 дополнительных прижимов 5 смыкаются с поверхностями 45 нижних клиньев 12.
При дальнейшем ходе вниз сжимаются пружины 4,9,17 и 21, матрица 3 входит в полость между гибочными пуансонами 19, которые под воздействием дополнительных прижимов 5 перемещаются горизонтально
0 в сторону матрицы 3, так как их наклонные поверхности 26 и 27 скользят соответственно по наклонным поверхностям 32 и 45 верхних 2 и нижних 12 клиньев. При этом выводы 47 огибаются вокруг радиусных кро5 мок матрицы 3 и гибочных пуансонов 19 без взаимного перемещения выводов 47 и радиусных кромок один относительно другого, что предохраняет покрытие выводов 47 от повреждения и обуславливает отсутствие
0 растягивающих усилий в выводах.
В конце формовки верхние торцы 25 дополнительных прижимов 5 упираются в подкладку 10, а поверхности 38 прижима 14 - на обойму 11, фиксаторы 6 входят в отвер5 стия 44, расположенные в нижних клиньях 12, а фиксаторы 15 под воздействием пружин 16 входят в отверстия гибочных пуансонов 19, выталкивая из них толкатели 20 в клиновые пазы 31 дополнительных прижи0 мое 5.
При обратном движении ползуна пресса вверх в исходное положение вначале матрицы 3. а затем дополнительные прижимы 5, поднимаясь вертикально вверх, осво5 бождают выводы 47 РЭ, лежащие на прижиме 14 и гибочных пуансонах 19, и в момент, когда между выступами 29 дополнительных прижимов 5 и поверхностью 36 прижима 14 (в его верхнем, исходном поло0 жении) образуется зазор, равный высоте формовки h, толкатели 20 преодолевают силу трения между фиксаторами 15 и дополнительными прижимами 5, возникающую под воздействием пружин 21, и утапливают под5 пружиненные фиксаторы 15, в результате чего прижим 14 под воздействием пружин 21, поднимаясь вверх, устанавливается в исходное положение, после чего при дальнейшем движении ползуна пресса вверх
0 запорные фиксаторы 6 выходят из отверстий 44, а дополнительные прижимы 5 и гибочные пуансоны 19 под воздействием пружин 4 и 17 также возвращаются в исходное положение.
5 Обработанный РЭ снимается с прижима 14, после чего штамп вновь готов к работе,
Формула изобретения 1. Штамп для формовки выводов радиоэлементов, содержащий матрицу, гибочный
пуансон, обоймы, прижимы и клинья, закрепленные на подвижной плите штампа, отличающийся тем. что, с целью повышения производительности, он снабжен дополнительными клиньями, размещенными в обоймах, дополнительным прижимом с выполненным в нем клиновым пазом, дополнительным гибочным пуансоном, установленным оппозитно основному гибочному пуансону с возможностью горизонтального перемещения относительно подвижной плиты, и пружинами сжатия, причем поверхности дополнительных прижимов, обращенные к клиньям, выполнены наклонными с возможностью взаимодействия с соответствующими поверхностями клиньев, а поверхности дополнительных прижимов, противоположно расположенные относительно подвижной плиты, выпол24
8
0
йены с возможностью взаимодействия с гибочными пуансонами, при этом в прижиме и матрице выполнены сквозные отверстия в которых размещены пружины сжатия с упором на внутренние поверхности дополнительных прижимов и гибочных пуансонов.
25
32
& 27/г
с
Ј
19 Я
X X
X х
f
/
;
40
/
ч/
w
7
к
П
/
4J
D
Ч4
Л
Р /7 Д5
/
Лг2
4
Фиг. 4
гэ
| Штамп для формовки и обрезки выводов радиоэлементов | 1981 |
|
SU1023686A1 |
| кл | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
