Изобретение относится к области технологии машиностроения и может быть использовано для отделочной финишной обработки деталей комбинированием поверхностного пластического деформирования на универсальных токарных станках, алмазным или твердосплавным индентором и одновременного деформирования аналогичным инструментом с воздействием на него ультразвуковых колебаний.
Известен способ упрочнения деталей поверхностным пластическим деформированием, при котором осуществляют обкатку поверхности детали роликом с усилием, определяемым аналитически исходя из механических свойств материала детали (см. А.С. СССР №1543768, МПК В24В 39/00, опубл. 2013 г.).
Недостатком данного способа является сложность процесса, заключающаяся в большом количестве проходов (10-12) инструмента, и необходимости совершения технологического перехода для достижения требуемого качества поверхности заготовки.
Наиболее близким к заявляемому способу является способ комбинированной обработки деталей, который состоит в том, что комбинированную обработку вращающейся заготовки ведут токарным резцом и размещенным с некоторым отставанием в направлении движения продольной подачи деформирующим элементом шаровидной формы, установленным в акустическом концентраторе, через осевой канал которого в зону обработки подводится СОЖ, при этом деформирующему элементу и СОЖ сообщают амплитудно-модулированные колебания ультразвуковой частоты (см. патент РФ №2503532, МПК В24В 39/04, опубл. 2014 г.).
Недостатком данного способа является конструктивная сложность комбинированного процесса и ограничение показателей качества обработки, определяемое одним проходом деформирующего инструмента.
Технической задачей, на решение которой направлено изобретение, является повышение качества упрочнения при обработке удлиненных деталей за счет исключения их прогиба от давления инструмента и равномерной обработки по длине заготовки.
Решение поставленной технической задачи достигается тем, что в способе комбинированной обработки детали поверхностно-пластическим деформированием с использованием ультразвуковых колебаний, заключающийся в том, что осуществляют упрочнение поверхности вращающейся детали при поверхностно-пластическом деформировании, одновременно воздействуя на поверхность ультразвуковыми колебаниями, при этом используют два рабочих инструмента, установленные перпендикулярно поверхности с возможностью их перемещения вдоль детали с продольной подачей SПР, согласно изобретению упомянутые рабочие инструменты установлены по разные стороны от обрабатываемой детали супротивно друг другу в горизонтальной плоскости со смещением их осей, которое назначают кратным значению продольной подачи SПР с отсчетом от минимального смещения осей, равного значению половине продольной подачи SПР, при этом колебания ультразвуковой частоты сообщают рабочему инструменту, который установлен с отставанием по ходу перемещения.
Использование в процессе комбинированной обработки двух соответствующих инструментов, расположенных по разные стороны детали в одной плоскости супротивно друг другу и со смещением, кратным значению продольной подачи SПР с отсчетом от минимального смещения осей, позволяет повысить качество упрочнения при обработке удлиненных деталей за счет исключения их прогиба от давления инструмента и равномерной обработки по длине обрабатываемой детали.
Изобретение поясняется чертежами, где на фиг.1 представлена общая схема, поясняющая способ комбинированной обработки, а на фиг.2 и 3 изображен выносной элемент I на фиг, 1 для различных вариантов смещения оси рабочего инструмента.
На чертежах приняты следующие обозначения: FПР1 и FПР2, R1 и R2 - соответственно сила прижатия и радиусы поверхности рабочих инструментов, воздействующих на обрабатываемую деталь; n, ξ и f - соответственно частота вращения обрабатываемой детали, амплитуда и минимальное частота ультразвуковых колебаний ультразвуковой системы; Δ - минимальное смещение осей рабочего инструмента.
Способ комбинированной обработки деталей заключается в том, что вращающуюся деталь подвергают упрочнению, осуществляя воздействие на ее поверхность при поверхностно-пластическом деформировании. Одновременно на поверхность обрабатываемой детали воздействуют колебаниями ультразвуковой частоты. При этом в процессе обработки при продольной подаче SПР используют рабочие инструменты, которые установлены перпендикулярно поверхности упомянутой детали, но по разные стороны от обрабатываемой детали супротивно друг другу в горизонтальной плоскости и со смещением их осей. Причем смещение осей назначают кратным значению продольной подачи SПР с отсчетом от линии смещения осей, равному половине продольной подачи SПР рабочих инструментов. При этом колебания ультразвуковой частоты сообщаются рабочему инструменту, который установлен с отставанием по ходу перемещения.
На схеме (см. фиг.1), поясняющей способ комбинированной обработки, изображены следующие элементы: патрон 1; обрабатываемая деталь 2; прижимная штанга 3; корпус 4; пружина 5; инструменты 6 и 7; концентратор ультразвуковых колебаний 8; ультразвуковой преобразователь 9; кожух охлаждения 10; задняя бабка 11. При этом рабочий инструмент 7 представляет собой излучатель ультразвуковой системы.
Способ комбинированной обработки осуществляется следующим образом.
При вращении обрабатываемой детали 2 с частотой n оборотов, установленной в патроне 1 и задней бабке 11, на поверхность детали воздействуют рабочие инструменты 6 и 7, которые оснащены твердосплавным наконечником шаровидной формы с радиусами кривизны R1 и R2, соответственно. Рабочие инструменты 6 и 7 жестко связаны с суппортом токарно-винторезного станка и прижаты к обрабатываемой поверхности детали 2 с соответствующим усилием прижима FПР1 и FПР2. Первоначально поверхность деформируется рабочим инструментом 6, а затем обрабатывается рабочим инструментом 7 в виде излучателя, на который накладываются ультразвуковые колебания с амплитудой ξ, и частотой f. Упомянутый рабочий инструмент 7 установлен относительно рабочего инструмента 6 с отставанием, для чего между осями обоих инструментов 6 и 7 назначают смещение, которое кратно продольной подачи SПР, но с отсчетом от минимального смещения осей, значение которого равно половине продольной подачи, т.е. Δ = 0,5 SПР (см. фиг.2). Рабочий инструмент 7 осуществляет деформирование поверхностного слоя обрабатываемой детали 2, выравнивая неровности поверхности после рабочего инструмента 6. При этом рабочий инструмент 7 в качестве излучателя ультразвуковых колебаний входит в состав акустической системы, включающей также волновод-концентратор 8 и преобразователь 9, и может быть выполнен сменяемым. Вариант двукратного смещения оси рабочего инструмента 7 с отчетом от минимального значения Δ = 0,5 SПР указан на фиг.3. В процессе обработки в рабочую зону подается охлаждающая жидкость. В итоге описанная комбинированная обработка позволяет последовательно деформировать поверхностный слой обрабатываемой детали сначала одним рабочим инструментом, а затем другим, на который накладываются ультразвуковые колебания. Смещение излучателя, на величину равную Δ = 0,5 8пр,позволяет осуществлять дополнительное демпфирование поверхностного слоя с шагом, кратным продольной подачи SПР, строго по вершинам образовавшегося рельефа неровностей после предварительного демпфирования при поверхностно-пластическом деформировании. При этом расположенные в одной плоскости супротивно друг другу рабочие инструменты исключают возможность прогиба удлиненных деталей и тем самым улучшают качество обработки по всей длине обрабатываемой детали. В результате обеспечивается высокая производительность процесса поскольку обработка осуществляется за один проход, снижается шероховатость поверхности, создаются сжимающие напряжения в поверхностном слое обрабатываемой детали на глубину, превышающую ее величину при деформировании без ультразвука, что улучшает качество обработки.
Кроме этого, использование двух не совмещенных в одной конструкции рабочих инструментов, позволяет не тратить средства на изготовление специальных инструментов, как в прототипе, а дают возможность использовать уже имеющееся оборудование.
Таким образом, изобретение позволяет повысить качество упрочнения при обработке удлиненных деталей за счет исключения их прогиба от давления инструмента и равномерной обработки по длине обрабатываемой детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ШЛИФОВАНИЕМ И ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2011 |
|
RU2464155C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ШЛИФОВАНИЕМ И ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2011 |
|
RU2464153C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ТОЧЕНИЕМ И ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2012 |
|
RU2503532C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ШЛИФОВАНИЕМ И ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2011 |
|
RU2464154C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2293012C2 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ШЛИФОВАНИЕМ И ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2009 |
|
RU2423220C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ШЛИФОВАНИЯ И ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2006 |
|
RU2325261C2 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ТОЧЕНИЕМ И ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2012 |
|
RU2495741C1 |
| КОМБИНИРОВАННОЕ УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ И ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2006 |
|
RU2319595C1 |
| Способ поверхностного пластического деформирования | 2019 |
|
RU2707844C1 |

Изобретение относится к способу комбинированной обработки деталей поверхностно-пластическим деформированием с использованием ультразвуковых колебаний. Используют два рабочих инструмента, установленных перпендикулярно поверхности детали с возможностью их перемещения вдоль детали с продольной подачей. Рабочие инструменты устанавливают по разные стороны от обрабатываемой детали супротивно друг другу со смещением их осей в горизонтальной плоскости. Значение упомянутого смещения осей рабочих инструментов назначают кратным значению продольной подачи с отсчетом от минимального смещения осей, равного значению половине значения продольной подачи. Колебания ультразвуковой частоты сообщают рабочему инструменту, который установлен с отставанием по ходу перемещения рабочих инструментов вдоль детали. В результате повышается качество упрочнения при обработке деталей за счет исключения их прогиба от давления инструмента и равномерной обработки по длине обрабатываемой детали. 3 ил.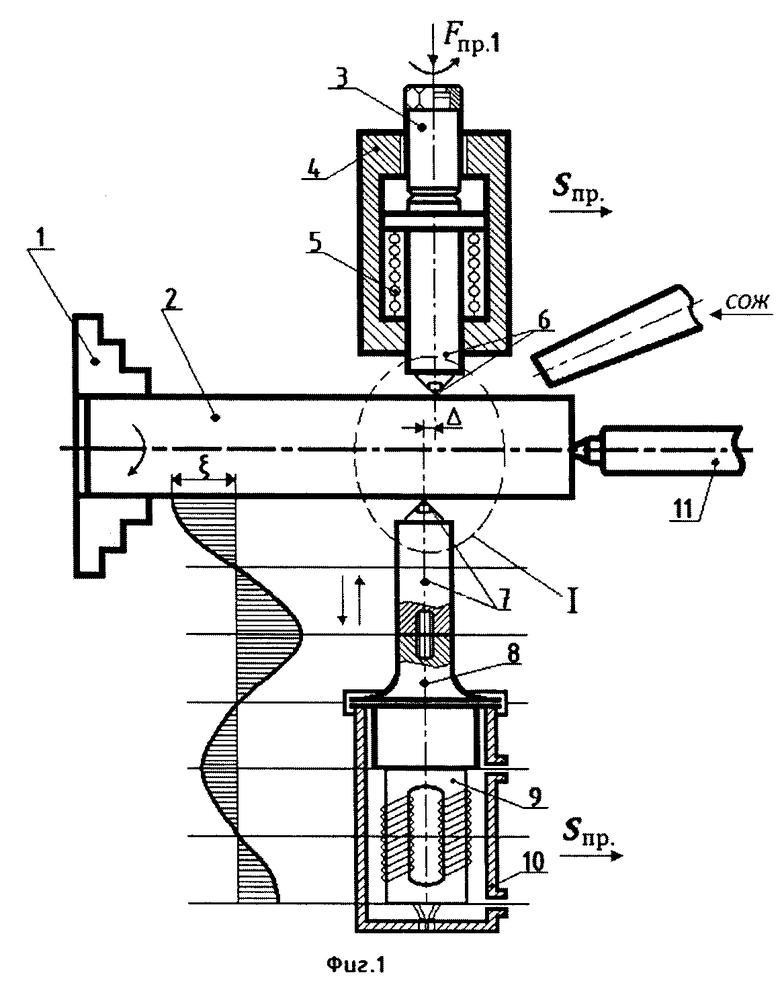
Способ комбинированной обработки деталей поверхностно-пластическим деформированием с использованием ультразвуковых колебаний, включающий осуществление упрочнения поверхности вращающейся детали при поверхностно-пластическом деформировании с одновременным воздействием на поверхность детали ультразвуковых колебаний, при этом используют два рабочих инструмента, установленных перпендикулярно поверхности детали с возможностью их перемещения вдоль детали с продольной подачей SПР, отличающийся тем, что упомянутые рабочие инструменты устанавливают по разные стороны от обрабатываемой детали супротивно друг другу со смещением их осей в горизонтальной плоскости, при этом значение упомянутого смещения осей рабочих инструментов назначают кратным значению продольной подачи SПР с отсчетом от минимального смещения осей, равного значению половине значения продольной подачи SПР, а колебания ультразвуковой частоты сообщают рабочему инструменту, который установлен с отставанием по ходу перемещения рабочих инструментов вдоль детали.
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ТОЧЕНИЕМ И ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2012 |
|
RU2503532C1 |
| СПОСОБ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
SU1797221A1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ШЛИФОВАНИЕМ И ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2011 |
|
RU2464154C1 |
| JP 6143099 A, 24.05.1994. | |||

