Изобретение относится к машиностроению и может быть использовано для чистовой обработки и упрочнения заготовок деталей типа тел вращения из различных металлов и сплавов.
Известен комбинированный способ шлифования с фрикционным поверхностным упрочнением по патенту РФ №2241587 (опубл. 10.12.2004, В24В 39/00). В соответствии с ним обработку выполняют комбинированным инструментом, содержащим общий корпус в виде втулки, и расположенные на нем соосно шлифовальный круг и упрочняющий инструмент. Повышение производительности и качества обработки в указанном способе достигается за счет установки шлифовального круга с аксиальным смещением периферийного режущего слоя с обеспечением возможности восстановления наружного диаметра и изменения амплитуды осцилляции его режущего слоя, а упрочняющего инструмента - с возможностью наклона к плоскости, перпендикулярной общей оси вращения комбинированного инструмента.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, относится то, что известный способ не обеспечивает эффективного упрочнения поверхностного слоя заготовки, поскольку значительная часть работы пластического деформирования затрачивается на перемещение волны пластически вытесненного упрочняющим инструментом материала заготовки. Кроме того, в процессе такой комбинированной обработки упрочненный слой снимается рабочей поверхностью шлифовального круга. В результате глубина упрочненного слоя относительно невелика.
Известен также способ комбинированной обработки шлифованием и поверхностным пластическим деформированием заготовок деталей типа тел вращения по патенту РФ №2006128862 (опубл. 20.02.2008, B24B 39/04), принятый за прототип. В соответствии с ним комбинированную обработку ведут шлифовальным кругом и упрочняющим инструментом в конце рабочего цикла круглого наружного шлифования с продольной подачей на этапе выхаживания. Причем упрочняющий инструмент настраивают с натягом относительно прошлифованной поверхности, т.е. с вылетом относительно рабочей поверхности шлифовального круга, и перемещают в процессе обработки вместе со шлифовальным кругом вдоль обрабатываемой поверхности заготовки. При этом деформирующий инструмент располагают в одном сечении со шлифовальным кругом таким образом, чтобы вытесняемая деформирующим инструментом волна материала заготовки подрезалась кругом.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, относится то, что в качестве упрочняющего элемента используется индентор, пятно контакта которого с обрабатываемой поверхностью заготовки имеет форму эллипса, в результате упрочнение обрабатываемой поверхности в процессе обработки происходит неравномерно, и абсолютная величина сжимающих остаточных напряжений относительно невелика.
Технический результат состоит в повышении качества изготавливаемых комбинированной обработкой деталей за счет формирования в их поверхностном слое сжимающих остаточных напряжений большой величины и увеличения производительности процесса путем наложения амплитудно-модулированных колебаний ультразвуковой частоты на упрочняющий элемент, причем в качестве последнего используется пластина, имеющая с обрабатываемой заготовкой полосовой контакт и выполненная из материала, твердость которого превышает твердость обрабатываемого материала.
Для достижения указанного технического результата в предлагаемом способе комбинированной чистовой обработки в конце цикла круглого наружного шлифования с продольной подачей, на этапе выхаживания, к обрабатываемой поверхности заготовки подводят упрочняющий элемент, имеющий с обрабатываемой поверхностью заготовки полосовой контакт и настроенный с натягом относительно операционного размера на шлифование, при этом упрочняющий элемент пластически деформирует и упрочняет поверхностный слой заготовки с одновременным образованием перед собой «волны» вытесненного материала. Вершина этой волны подрезается рабочей поверхностью шлифовального круга, при этом облегчаются условия работы выглаживателя, что способствует увеличению степени и глубины упрочнения. Использование амплитудно-модулированных ультразвуковых колебаний способствует значительному снижению усилий деформирования, необходимых для получения эквивалентных деформаций, позволяя уменьшить высоту микронеровностей в 2,5-3 раза, получить высокую поверхностную микротвердость, создать сжимающие остаточные напряжения в поверхностном слое.
Отличительные признаки предлагаемого способа заключаются в использовании упрочняющего элемента более высокой твердости по сравнению с твердостью материала обрабатываемой заготовки, имеющего с обрабатываемой поверхностью заготовки полосовой контакт и настроенного с вылетом относительно абразивного инструмента вдоль оси обрабатываемой заготовки так, чтобы он располагался с опережением относительно торца круга, и с наложением на упрочняющий элемент амплитудно-модулированных колебаний ультразвуковой частоты. Это позволяет формировать сжимающие остаточные напряжения в поверхностном слое обработанной детали, а также увеличить производительность до 2 раз при сохранении или улучшении заданных параметров качества поверхностного слоя обработанной детали.
Сведения, подтверждающие возможность осуществления, заключаются в следующем.
Сущность изобретения состоит в том, что комбинированную обработку вращающейся заготовки ведут шлифовальным кругом и упрочняющим инструментом в конце рабочего цикла круглого наружного шлифования с продольной подачей, на этапе выхаживания, относительно которых перемещают обрабатываемую заготовку. В качестве упрочняющего элемента используют индентор, имеющий с обрабатываемой поверхностью заготовки полосовой контакт. Индентор, выполненный из материала, твердость которого превышает твердость обрабатываемого материала, прижимают к прошлифованной поверхности и располагают в одном сечении со шлифовальным кругом таким образом, чтобы вытесняемая упрочняющим инструментом волна материала заготовки подрезалась кругом, а сам упрочняющий элемент был выставлен с опережением относительно торца круга. При этом упрочняющему элементу сообщают амплитудно-модулированные колебания ультразвуковой частоты, которые существенно снижают затраты на трение в зоне обработки, а следовательно, - снижают теплосиловую напряженность.
Предлагаемый способ иллюстрируется чертежом, на котором представлены варианты комбинированной обработки. На схеме показаны:
1 - шлифовальный круг;
2 - заготовка;
3 - упрочняющий инструмент;
Vc - скорость подачи стола;
Δ - величина опережения упрочняющего элемента относительно торца круга.
Комбинированной упрочняющей обработке подвергали цилиндрические заготовки диаметром 50 мм и длиной 170 мм, изготовленные из конструкционной стали 40Х, быстрорежущей стали Р18 и коррозионностойкой подшипниковой стали 95Х18. Обработку осуществляли на круглошлифовальном станке мод. 3М151В шлифовальным кругом 24А25НС17К26 с режимами: рабочая скорость круга 50 м/с, окружная скорость заготовки 20 м/мин, СОЖ - 3% эмульсия Автокат-Ф78, общий объемный расход СОЖ 40 л/мин, подача 0,02 мм/ход, окружная скорость заготовки 20 м/мин, скорость продольной подачи стола 30 мм/мин; глубина резания 0,02 мм.
В результате комбинированной упрочняющей обработки глубина залегания сжимающих остаточных напряжений увеличилась до 2,5 раз при значении среднего арифметического отклонения профиля обработанной поверхности до 0,2 мкм.
Результаты исследований параметров качества поверхностного слоя заготовок из стали 95Х18, сформированных в процессе комбинированной обработки шлифованием и твердосплавным выглаживанием с наложением УЗК приведены в таблице.
Ra, мкм
колебаний
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ШЛИФОВАНИЕМ И ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2011 |
|
RU2464153C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ШЛИФОВАНИЕМ И ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2011 |
|
RU2464155C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ШЛИФОВАНИЕМ И ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2009 |
|
RU2423220C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ТОЧЕНИЕМ И ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2012 |
|
RU2503532C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ТОЧЕНИЕМ И ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2012 |
|
RU2495741C1 |
| УПРОЧНЯЮЩЕ-ПОЛИРОВАЛЬНЫЙ КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ С ПАРАМЕТРИЧЕСКОЙ ОСЦИЛЛЯЦИЕЙ | 2005 |
|
RU2283745C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ УПРОЧНЕНИЯ И ПОЛИРОВАНИЯ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284256C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ШЛИФОВАНИЯ С ФРИКЦИОННЫМ ПОВЕРХНОСТНЫМ УПРОЧНЕНИЕМ | 2003 |
|
RU2241587C1 |
| Способ получения упрочненного никельхромборкремниевого покрытия на металлических деталях | 2018 |
|
RU2709550C1 |
| СПОСОБ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2013 |
|
RU2548848C1 |
Изобретение относится к машиностроению и может быть использовано для чистовой обработки и упрочнения заготовок в форме тел вращения. Осуществляют подачу заготовки относительно шлифовального круга и индентора. Индентор устанавливают с опережением относительно торца шлифовального круга в направлении движения подачи. Индентор имеет с обрабатываемой поверхностью заготовки полосовой контакт и выполнен из материала, твердость которого превышает твердость обрабатываемого материала заготовки. Индентору сообщают амплитудно-модулированные колебания ультразвуковой частоты. В результате снижаются усилия деформирования и формируются сжимающие остаточные напряжения в поверхностном слое заготовки. 1 ил., 1 табл.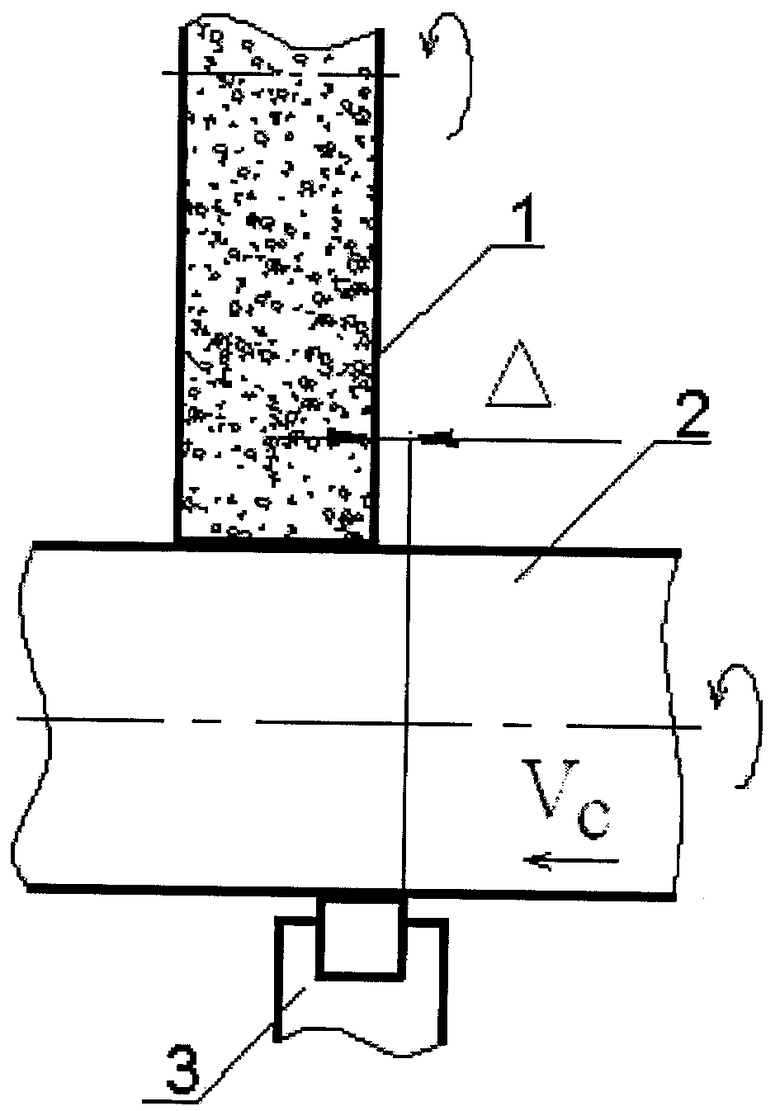
Способ комбинированной обработки шлифованием и поверхностным пластическим деформированием в конце рабочего цикла круглого наружного шлифования с продольной подачей, при котором на этапе выхаживания обработку вращающейся заготовки ведут шлифовальным кругом и упрочняющим элементом, относительно которых перемещают обрабатываемую заготовку, отличающийся тем, что упрочняющий элемент используют с опережением относительно торца шлифовального круга в направлении движения подачи в виде индентора, имеющего с обрабатываемой поверхностью заготовки полосовой контакт и выполненного из материала, твердость которого превышает твердость обрабатываемого материала заготовки, при этом упрочняющему элементу сообщают амплитудно-модулированные колебания ультразвуковой частоты.
| RU 2006128862 A, 20.02.2008 | |||
| Способ комбинированной обработки шлифованием и поверхностно-пластическим деформированием | 1985 |
|
SU1243935A1 |
| СПОСОБ КОМБИНИРОВАННОЙ УПРОЧНЯЮЩЕ-ЧИСТОВОЙОБРАБОТКИ | 0 |
|
SU358136A1 |
| СПОСОБ УПРОЧНЕНИЯ ДЕТАЛЕЙ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 1999 |
|
RU2170654C1 |
| US 5931038 A, 03.08.1999. | |||

