Изобретение относится к области электротехники, а именно к способу герметизации воздушных промежутков в кабельных изделиях с пластмассовой и резиновой изоляцией, находящихся во взрывоопасных зонах всех классов для ограничения перемещения горючих веществ в виде газа, пара, тумана, пыли, волокон или летучих частиц, а также для увеличения продольной и радиальной герметичности при проникновении воды в кабель.
Из уровня техники известны различные конструкции герметизированных кабелей и способов их изготовления.
Из уровня техники известен способ герметизации кабеля по патенту РФ №89755 на полезную модель «Кабель силовой (Варианты)» (МПК H01B9/00). Данный способ включает изготовление центрального элемента в силовом кабеле в виде центрального профильного секционного элемента, в секции которого уложены покрытые изоляцией токопроводящие жилы, при этом центральный профильный секционный элемент и изоляция токопроводящих жил, внутренняя и наружная оболочки выполнены из полимерных материалов. Данный аналог имеет ряд недостатков, во-первых, технология изготовления центрального профильного секционного элемента достаточно сложная и требует изготовления технологического инструмента под каждый маркоразмер кабеля; во-вторых, у данного центрального элемента недостаточно плотное прилегание к изолированным жилам в силу отсутствия адгезии между центральным элементом и изолированными жилами, поэтому кабель не является достаточно герметичным во взрывоопасных средах и воде.
Наиболее близким аналогом (прототипом) заявленного изобретения является способ герметизации кабеля по патенту РФ № 203498 «Кабель силовой герметизированный на среднее и высокое напряжение» (МПК H01B 7/295). Данный способ включает изготовление центрального элемента в виде жгута из невулканизированной резины и скрутку изолированных жил вокруг данного жгута, жгут в сердечнике может быть выполнен с добавлением синтетических нитей. Данный аналог имеет ряд недостатков, во-первых, резина относится к третьему классу опасности из-за пожароопасного свойства — горючести (способности вещества или материала к распространению пламенного горения или тления), следовательно центральный элемент снижает пожаробезопасность кабеля; во-вторых, невулканизированная резина низкой плотности недостаточно обеспечивает стойкость к механическим ударам из-за высокой пластичности и деформации, в-третьих, обычная резина является диэлектрическим материалом и в кабелях на среднее или высокое напряжение вызывает неровности электрического поля.
Задача заявленного изобретения заключалась в разработке нового способа изготовления центрального элемента, обеспечивающего максимальную герметичность и пожаробезопасность кабеля во взрывоопасных зонах, в том числе стойкость к гидростатическому давлению и механическому удару. Технический результат заключается в увеличении продольной герметичности для ограничения горючих веществ по кабелю, повышение пожаробезопасности во взрывоопасных средах, стойкости к механическому удару и гидростатическому давлению. Данный технический результат достигается за счет всей совокупности существенных признаков.
Сущность изобретения состоит в том, что способ герметизации кабеля заключается в том, что предварительно изготавливают на экструзионном оборудовании круглый в сечении кордель из невулканизированной силиконовой резины, в том числе полупроводящей и не распространяющей горение, затем кордель талькируют и подают на линию скрутки в центр кабеля между изолированными токопроводящими жилами, при этом изолированные жилы при скрутке сжимают и вдавливают кордель в центральные промежутки между изолированными жилами. Также способ герметизации кабеля заключается в том, что предварительно изготавливают на экструзионном оборудовании круглый в сечении кордель из силиконовой резиновой смеси с предварительно добавленным вулканизирующим агентом, в том числе полупроводящей и не распространяющей горение, затем кордель талькируют и подают на линию скрутки в центр кабеля между изолированными токопроводящими жилами, при этом изолированные жилы при скрутке сжимают и вдавливают кордель в центральные промежутки между изолированными жилами, затем осуществляют вулканизацию или частичную подвулканизацию корделя путем выдерживания скрученной заготовки в среде горячего воздуха или пара. Кроме того, в центр которого добавляют стальную оцинкованную проволоку диаметром не менее 0,3 мм. А вулканизацию или частичную подвулканизацию корделя осуществляют путем подачи тока на стальную оцинкованную проволоку. Причем вулканизацию или частичную подвулканизацию корделя из полупроводящей силиконовой смеси осуществляют путем выдерживания скрученной заготовки в среде пара при температуре не ниже 90 оС и давлении не менее 6 бар. Вместе с тем диаметр корделя 1 подбирают таким образом, чтобы заполнить все внутренние промежутки между изолированными жилами. Кроме того, кордель талькируют и укладывают в контейнер либо наматывают спирально на специальную тарелку. Кроме того, кордель получают с помощью охлаждаемых экструдеров. А герметичный кабель, включает сердечник, выполненный из корделя с вдавленными в него изолированными токопроводящими жилами, изготовленный заявленным способом.
Изобретение поясняется графически, где
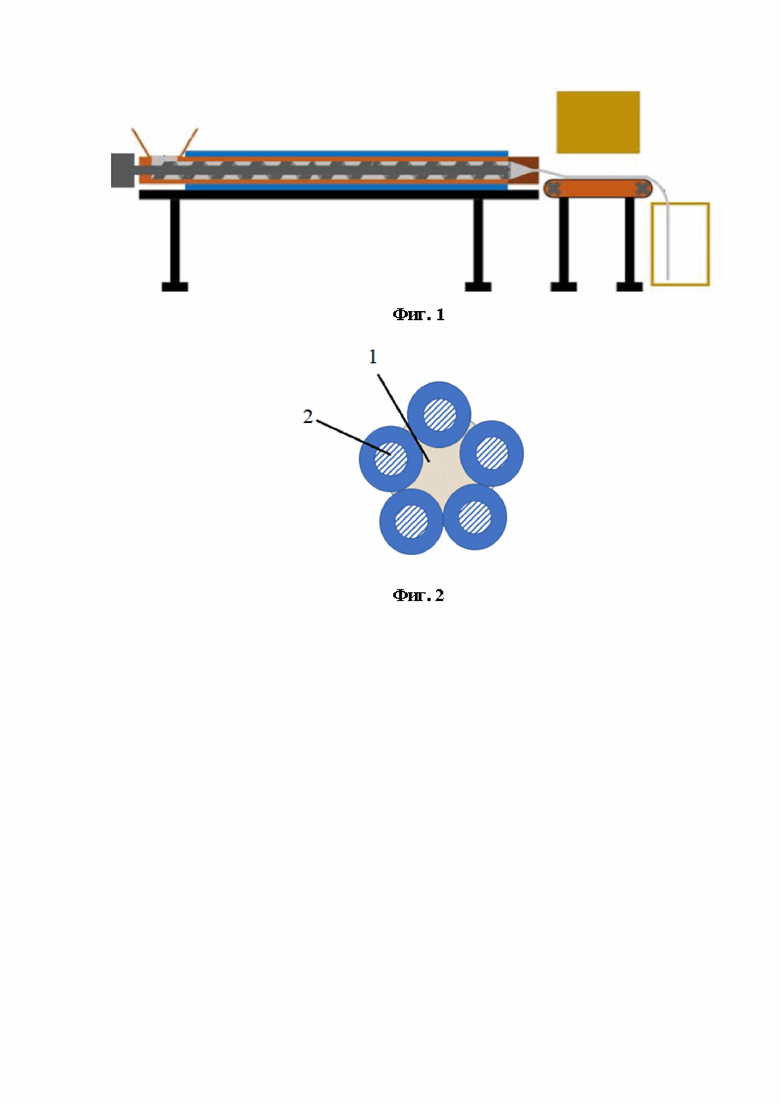
на фиг. 1 схематично показан процесс экструзии корделя из невулканизированной силиконовой резиновой смеси;
на фиг. 2 показан силовой кабель с сформированным центральным элементом.
Способ герметизации кабеля заключается в том, что предварительно на экструзионном оборудовании изготавливают круглый в сечении кордель 1 из невулканизированной силиконовой резины, не распространяющей горение. В качестве которой используют, например, невулканизированную силиконовую резину марки «Пентасил 9901», выпускаемую по ТУ 22.19.20-301-40245042-2017 или резину высокой плотности марки «Пента-505М» по ТУ 2512-299-40245042-2016 без добавления вулканизирующего агента. Диаметр корделя 1 подбирают таким образом, чтобы заполнить все внутренние промежутки между изолированными жилами 2. Затем кордель 1 талькируют и укладывают в контейнер, либо наматывают спирально на специальную тарелку. Далее контейнер либо тарелку с корделем 1 подают на линию скрутки изолированных жил 2, где кордель 1 используют в качестве центрального элемента сердечника. При этом, использование специальной тарелки предпочтительно, так как при установке на вращающийся стол, кордель 1 будет сматываться равномерно. Далее кордель 1 подают в центр силового кабеля между изолированными жилами 2, при этом изолированные жилы 2 при скрутке сжимают и вдавливают кордель в центральные промежутки между изолированными жилами, обеспечивая хорошую адгезию и герметичность центрального элемента. В силовых кабелях на среднее и высокое напряжение используют кордель 1, выполненный из полупроводящей невулканизированной силиконовой резины, например, марки «Пентасил 16703», выпускаемую по ТУ 2512-261-40245042-20120. Кордель 1, выполненный из полупроводящей силиконовой резины, выравнивает электрическое поле и обеспечивает его симметрию вокруг жил 2 кабеля в кабелях среднего и высокого напряжения.
Также способ герметизации кабеля заключается в том, что предварительно на экструзионном оборудовании изготавливают круглый в сечении кордель 1 из силиконовой резиновой смеси с предварительно добавленным вулканизирующим агентом, например, перекись бис-(2,4-дихлорбензоила). При добавлении вулканагента в резиновую смесь сшивка силиконовой резины происходит под воздействием повышенной температуры. Условия вулканизации резины зависят от введенного вулканагента и его количества. Например, для силиконовой резиновой смеси марки «Пентасил 16703» подходит только перекись 2,5-диметил-2,5-ди-(трет-бутилперокси) гексана. Данный кордель 1 изготавливают на экструзионном оборудовании. Также при изготовлении корделя на экструзионном оборудовании в центр корделя 1 можно добавить стальную оцинкованную проволоку диаметром не менее 0,3 мм. Вулканизацию или частичную подвулканизацию центрального элемента из силиконовой резиновой смеси с добавленным вулканагентом осуществляют после деформации невулканизированной силиконовой резины при скрутке сердечника кабеля путем воздействия повышенной температуры воздуха не ниже 60 оС в специальной камере, либо путем подачи тока на стальную оцинкованную проволоку, находящуюся в центре корделя 1. Под воздействием тока проволока разогревается и осуществляет прогрев корделя 1, который под воздействием температуры вулканизируется. Диапазон тока, диаметр используемой проволоки и время выдержки подбирают в зависимости от размеров корделя 1. Вулканизацию или частичную подвулканизацию корделя 1 из полупроводящей силиконовой резиновой смеси осуществляют в специальной камере путем выдерживания скрученной заготовки в среде пара при температуре не ниже 90 оС и давлении не менее 6 бар. Продолжительность вулканизации и время пребывания должны быть отрегулированы в зависимости от сечения электрического кабеля и материала изоляции токопроводящих жил 2.
Центральный элемент в виде круглого корделя 1 из силиконовых резин получают с помощью охлаждаемых экструдеров. Это особенно важно в случаях, когда используют вулканизующий агент на основе перекиси, поскольку максимальная производительность при этом может быть достигнута только в условиях охлаждения цилиндра экструдера. В экструдер вводят готовые к применению смеси в виде резиновых лент, которые нарезают из поставляемых пластин, либо предварительно подготовленных рулонов с лентой. При использовании лент материал предварительно наматывают на специальную бобину, которая может быть установлена на вращающийся стол. Отсюда силиконовая резиновая лента втягивается автоматически. Для обеспечения равномерной подачи материала экструдер оборудуют подающим роликом. В целях увеличения компрессии применяют шнеки с уменьшающимся диаметром червяка и/или шагом резьбы. Наиболее оптимально применение шнеков с диаметром от 45 до 90 мм и отношением длины шнека к диаметру цилиндра экструдера от 10 до 20. Чем более крупными будут экструдер и шнек, тем меньшей будет скорость шнека и тем меньше, соответственно, будет производиться теплоты в результате трения. Подвулканизации силиконовой резины в головке экструдера можно избежать, если последняя будет иметь только минимальный дополнительный объем и не будет иметь мертвых пространств. Конечно же, головка экструдера тоже должна быть охлаждаемой. Для получения силиконовой резиновой смеси высокой степени чистоты применяют сетку (плетением приблизительно 100 микрон). Сетка также способствует увеличению обратного потока в экструдере, повышая эффективность гомогенизации и способствуя удалению пузырьков воздуха.
Преимущества силиконовой резиновой смеси: температура эксплуатации материала от –70 °C до +200 °C, не выделяет никаких агрессивных газов, поскольку не содержат галогеносодержащих веществ; применение силиконовой резиновой смеси с антипиренами повышает пожаробезопасность кабеля и позволяет применять ее в кабелях, не распространяющих горение по категории «А» ГОСТ 31565-2012, обеспечивает высокую адгезию с изолированными жилами кабеля, что максимально обеспечивает его герметичность. Применение центрального элемента, выполненного из резин с высокой плотностью или не распространяющих горение, в том числе вулканизированных позволяет увеличить стойкость кабеля к механическому удару.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления силового кабеля и кабель, изготавливаемый данным способом | 2023 |
|
RU2808049C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКОГО КАБЕЛЯ | 2024 |
|
RU2825997C1 |
| Способ изготовления электрического кабеля и кабель, изготавливаемый данным способом | 2022 |
|
RU2797030C1 |
| ВЫСОКОЧАСТОТНЫЙ СИММЕТРИЧНЫЙ ОГНЕСТОЙКИЙ ГЕРМЕТИЗИРОВАННЫЙ КАБЕЛЬ | 2014 |
|
RU2573572C2 |
| КАБЕЛЬ ЭЛЕКТРИЧЕСКИЙ ХОЛОДОСТОЙКИЙ, ПРЕИМУЩЕСТВЕННО ВЗРЫВОПОЖАРОБЕЗОПАСНЫЙ, НЕРАСПРОСТРАНЯЮЩИЙ ГОРЕНИЕ, ДЛЯ ИСКРОБЕЗОПАСНЫХ ЦЕПЕЙ | 2013 |
|
RU2535603C2 |
| СИЛОВОЙ ГЕРМЕТИЗИРОВАННЫЙ КАБЕЛЬ (ВАРИАНТЫ) | 2021 |
|
RU2759825C1 |
| КАБЕЛЬ СВЯЗИ | 2017 |
|
RU2686112C2 |
| Кабель монтажный помехоустойчивый и способ его изготовления | 2024 |
|
RU2837336C1 |
| ГИБКАЯ ПРОТЯЖЕННАЯ ГИДРОАКУСТИЧЕСКАЯ АНТЕННА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2475774C1 |
| КАБЕЛЬ ЭЛЕКТРИЧЕСКИЙ ОГНЕСТОЙКИЙ, ПРЕИМУЩЕСТВЕННО ВЗРЫВОПОЖАРОБЕЗОПАСНЫЙ, НЕ РАСПРОСТРАНЯЮЩИЙ ГОРЕНИЕ, ДЛЯ ИСКРОБЕЗОПАСНЫХ ЦЕПЕЙ | 2013 |
|
RU2542350C1 |
Изобретение относится к области электротехники, в частности к способу герметизации воздушных промежутков в кабельных изделиях с пластмассовой и резиновой изоляцией. Технический результат заключается в увеличении продольной герметичности для ограничения горючих веществ по кабелю. Достигается тем, что предварительно изготавливают на экструзионном оборудовании круглый в сечении кордель из невулканизированной силиконовой резины, в том числе полупроводящей и не распространяющей горение, затем кордель талькируют и подают на линию скрутки в центр кабеля между изолированными токопроводящими жилами, при этом изолированные жилы при скрутке сжимают и вдавливают кордель в центральные промежутки между изолированными жилами. 3 н. и 6 з.п. ф-лы, 2 ил.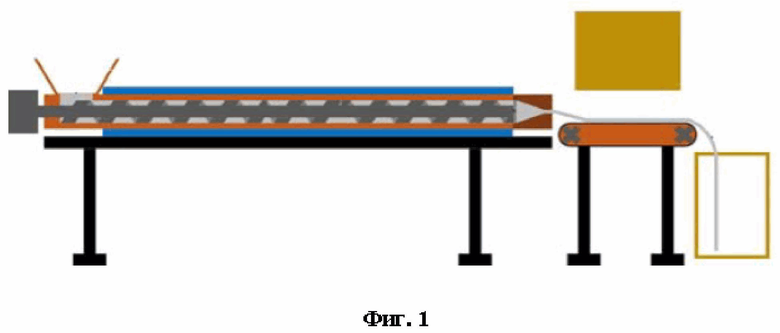
1. Способ герметизации кабеля, включающий предварительное изготовление на экструзионном оборудовании круглого в сечении корделя из невулканизированной силиконовой резины, в том числе полупроводящей и не распространяющей горение, затем кордель талькируют и подают на линию скрутки в центр кабеля между изолированными токопроводящими жилами, при этом изолированные жилы при скрутке сжимают и вдавливают кордель в центральные промежутки между изолированными жилами.
2. Способ герметизации кабеля, включающий предварительное изготовление на экструзионном оборудовании круглого в сечении корделя из силиконовой резиновой смеси с предварительно добавленным вулканизирующим агентом, в том числе полупроводящей и не распространяющей горение, затем кордель талькируют и подают на линию скрутки в центр кабеля между изолированными токопроводящими жилами, при этом изолированные жилы при скрутке сжимают и вдавливают кордель в центральные промежутки между изолированными жилами, затем осуществляют вулканизацию или частичную подвулканизацию корделя путем выдерживания скрученной заготовки в среде горячего воздуха или пара.
3. Способ по п. 2, отличающийся тем, что в центр корделя добавляют стальную оцинкованную проволоку диаметром не менее 0,3 мм.
4. Способ по п. 3, отличающийся тем, что вулканизацию или частичную подвулканизацию корделя осуществляют путем подачи тока на стальную оцинкованную проволоку.
5. Способ по п. 2, отличающийся тем, что вулканизацию или частичную подвулканизацию корделя из не распространяющей горение силиконовой резины осуществляют путем выдерживания скрученной заготовки в среде горячего воздуха при температуре не ниже 60 оС.
6. Способ по п. 2, отличающийся тем, что вулканизацию или частичную подвулканизацию корделя из полупроводящей силиконовой резины осуществляют путем выдерживания скрученной заготовки в среде пара при температуре не ниже 90 °С и давлении не менее 6 бар.
7. Способ по п. 1 или 2, отличающийся тем, что диаметр корделя 1 подбирают таким образом, чтобы заполнить все внутренние промежутки между изолированными жилами.
8. Способ по п. 1 или 2, отличающийся тем, что кордель талькируют и укладывают в контейнер либо наматывают спирально на специальную тарелку.
9. Герметичный кабель, включающий сердечник, выполненный из корделя с вдавленными в него изолированными токопроводящими жилами, изготовленный способом по любому из пп. 1-8.
| ЭЛЕКТРИЧЕСКИЙ КАБЕЛЬ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2594016C2 |
| СПОСОБ ПОЛИРОВАНИЯ МОНОКРИСТАЛЛОВ | 0 |
|
SU203498A1 |
| US 9613731 B2, 04.04.2017 | |||
| US 20210233686 A1, 29.07.2021. | |||

