Изобретение относится к съемным приспособлениям для станков или ручного инструмента и позволяет производить шлифование и исправление валов различных размеров (в зависимости от применяемого размера изобретения).
Далее по тексту словосочетание «оснастка для шлифования валов» может быть заменено на «оснастка».
Актуальность предлагаемого изобретения обусловлена такими причинами как:
- Упрощение шлифовки валов на станках;
- Обеспечение шлифовки валов ранее закрепленных на какой-либо поверхности, что не позволяет закрепить или отцентровать вал в станке;
- Необходимость шлифовки валов в домашних условиях, когда у человека нет доступа к станкам.
Из уровня техники известен патент CN 106736320, описывающий способ обработки валов представляющий собой станок в котором закрепляется вал для дальнейшей обработки.
Отличия от заявленного решения состоят в том, что:
- Оснастка позволяет шлифовать вал по окружности одновременно;
- Оснастка может применяться как на станках, так и на ручном инструменте;
- Оснастка позволяет шлифовать валы, закрепленные на каких-либо поверхностях.
Известен патент RU 2142875, описывающий способ шлифования отверстия в цилиндрической детали.
Отличия от заявленного решения состоят в том, что:
- Оснастка предназначена для шлифовки не отверстий, а валов и внешней поверхности труб;
- Оснастка может быть установлена на станок или ручной инструмент.
Из патента FR 2545748 известна оснастка выполненная в виде установленного на станок шлифовального круга.
Отличия от заявленного решения состоят в том, что:
- Заявленное решение представляет собой оснастку и может устанавливаться как на станки, так и на ручной инструмент;
- Оснастка предназначена для шлифовки валов или труб по внешнему диаметру с центровкой.
Технический результат заявленного изобретения состоит в разработке устанавливаемого на станок или в/на ручной инструмент приспособления позволяющего шлифовать валы как незакрепленные на других поверхностях, так и закрепленные.
Технический результат достигается с помощью выполнения оснастки в виде полого цилиндра, открытого с одной стороны, с хвостовиком (для закрепления в станке или ручном инструменте) на внутренней поверхности которого расположено не менее двух пластин с нанесенным на них абразивом (абразивной поверхностью, абразивным порошком), которые выполнены из гибких или пружинных материалов в виде пластмассы, металлов или сплавов, картона, резины или силикона или фанеры для обеспечения поджима расположенного в центре оснастки вала.
Частными случаями изготовления конструкции являются:
- изменение размеров конструкции;
- изменение числа элементов в конструкции, применение двух или более тонких пластин и равного им количества абразивных поверхностей.
Краткое описание чертежей
Фиг. 1 - Общий вид оснастки;
Фиг. 2 - Увеличенный вид на переднюю (входную) часть оснастки;
Фиг. 3-Вид на оснастку спереди;
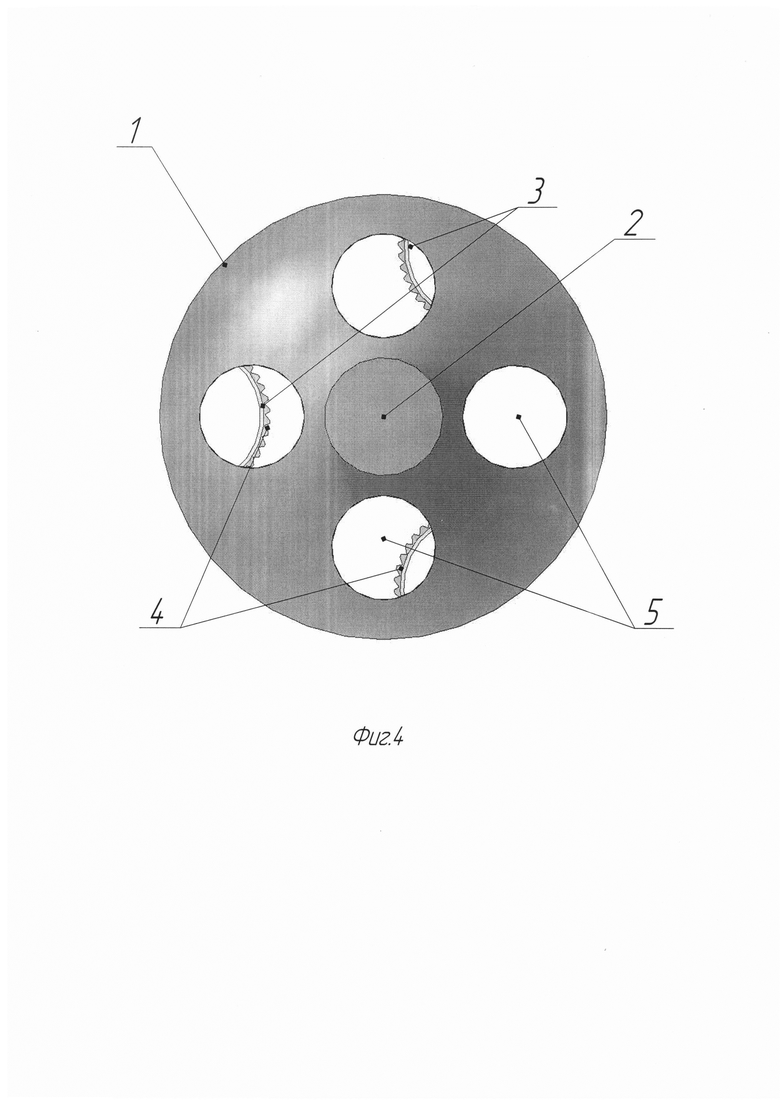
Фиг. 4 - Вид на оснастку с тыловой стороны.
На изображениях оснастки для шлифования валов представлены следующие элементы:
1. Цилиндрическая основа с открытой с одной стороны внутренней частью;
2. Крепежный хвостовик;
3. Тонкая загнутая пластина;
4. Абразивная поверхность;
5. Отверстия на тыловой части оснастки для выхода отработанного абразива и частичек обрабатываемого вала или трубы.
Оснастка устанавливается и эксплуатируется следующим образом.
Оснастка закрепляется путем вставки хвостовика 2 в патрон станка или ручного инструмента, который затягивается для обеспечения прочного соединения. Далее цилиндрическая основа 1 своей передней, открытой частью надевается на обрабатываемый вал таким образом, чтобы тонкая пластина 3 слегка прогнулась в поперечном направлении в своей центральной части по направлению ближе к внутренней поверхности основы 1. При этом абразивная поверхность 4 непосредственно примыкает к обрабатываемому валу или трубе (которая по сути представляет собой полый вал открытый с двух концов).
После этого можно привести в действие станок или инструмент, инициируя вращение оснастки вокруг своей оси. При этом абразивная поверхность 4 будет править и шлифовать поверхность вставленного в основу вала, а отработанные частички абразива и снятые при шлифовании частички поверхности вала будут отводиться через оставшееся свободным пространство в передней части основы 1 (пространство между внутренней поверхностью основы и валом) и через отверстия 5 с тыловой стороны основы.
Можно привести следующий пример использования оснастки.
В случае когда вал закреплен на поверхности какого-либо механизма, человек вставляет оснастку хвостовиком 2 в патрон дрели и закрепляет ее там. Затем одевает основу 1 на обрабатываемый вал (преимущественно сохраняя центровку) и включает дрель, инициируя вращение оснастки вокруг вала. При этом вращение оснастки приводит к дополнительной центровки оснастки и вала, так как при вращении тонкие пластины за счет сил упругости будут отталкивать вал, вызывая движения рук человека направленные на достижения наилучшей центровки и соответственно достижения равных сил упругости на пластинах. Абразивная поверхность 4 тонких пластин 3 правит (обтачивает) и шлифует вал, а отработанный материал выходит с переднего открытого конца основы 1 и отверстий 5.
Когда вращение оснастки становится более свободным - это свидетельствует о том, что абразивные поверхности 4 уже не касаются вала, следовательно достигнут необходимый размер. В этом случае человек немедленно выключает дрель останавливая вращение оснастки (немедленно, поскольку при свободной вращении оснастки может быть нарушена центровка из-за движения рук человека, что может привести к ненамеренным искажениям поверхности вала).
Если вал может быть установлен на станке (например, токарном), то оснастка также крепится на станок таким образом, чтобы обеспечить ее центровку относительно вала и возможность взаимной работы. При установке на станке вращению может быть подвержена или оснастка или вал, а оснастка может при этом остаться неподвижной относительно его. В дальнейшем пример аналогичен вышеуказанному за тем исключением, что немедленная остановка вращения оснастки или вала после окончания обработки не является критическим требованием, поскольку станок изначально способен обеспечить достижение и сохранение центровки.
Особенности конструкции
1. Тонкие пластины 3 могут быть изготовлены из любого материала способного к изгибу и обладающего упругостью. Это может быть мягкая пластмасса (например, ПЭТ), металл (преимущественно сталь) или сплавы, картон, резина или силикон или фанера.
2. Изгиб тонких пластин 3 изначально делается таким образом, чтобы их края крепились к внутренней поверхности основы 1, а центральная часть выступала в направлении осевого центра оснастки. При этом при вставке вала внутрь основы 1 центральная часть пластин 3 может поджиматься в направлении внутренней поверхности основы 1, поджимая установленный в центре оснастки вал.
3. В передней части основы 1 тонкие пластины 3 могут иметь скос для лучшей установки вала.
4. В качестве абразива может применяться любой абразивный материал в зависимости от предназначения оснастки (например, для обработки металла или камня необходим разный абразив).
5. Размер оснастки зависит от длины вала и диаметра который необходимо получить. При этом диаметру вала примерно должен соответствовать диаметр между тонкими пластинами с абразивом. То есть, если вал имеет диаметр 13,2 мм, а необходимо получить диаметр вала 13 мм, то берется оснастка диаметр пространства между тонких пластин покрытых абразивом которой 13 мм вне зависимости от внутреннего или внешнего диаметра основы 1.
Заявленная задача решается тем, что основа оснастки выполнена в виде полого цилиндра, открытого с одной стороны, на внутреннюю поверхность которого установлены тонкие, способные к изгибу пластины покрытые абразивом.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПАТРОН ДРЕЛИ, ШУРУПОВЕРТА ИЛИ СТАНКА С ПОДСВЕТКОЙ ЦЕЛИ | 2018 |
|
RU2688027C1 |
| КАМЕРА ДЛЯ ВЫПОЛНЕНИЯ РАБОТ И ЗАЩИТЫ ОКРУЖАЮЩЕГО ПРОСТРАНСТВА ОТ ПОЯВЛЯЮЩЕЙСЯ ПЫЛИ | 2020 |
|
RU2749260C1 |
| САМОСВЕРЛЯЩИЙ БОЛТ С ОТРЫВНОЙ СВЕРЛЯЩЕЙ ЧАСТЬЮ | 2023 |
|
RU2818403C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КАНАЛА ВОЛОКИ ПРОВОЛОКОЙ | 1991 |
|
RU2014203C1 |
| ВРАЩАЮЩИЙСЯ ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 2004 |
|
RU2421323C2 |
| МУЗЫКАЛЬНЫЙ КОНСТРУКТОР | 2024 |
|
RU2830753C1 |
| СПОСОБ ПЛАНЕТАРНОГО ВНУТРЕННЕГО ШЛИФОВАНИЯ | 2000 |
|
RU2189895C2 |
| СПОСОБ ШЛИФОВАНИЯ И ПОЛИРОВАНИЯ СТЕКЛА | 2014 |
|
RU2595283C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИН МОНОКРИСТАЛЛОВ | 2005 |
|
RU2284073C1 |
| ТРУБОПРОВОДНЫЙ ВОДЯНОЙ КОНСТРУКТОР | 2022 |
|
RU2780106C1 |



Изобретение относится к съемным приспособлениям для станков или ручного инструмента и может быть использовано для шлифования и исправления валов различных размеров. Оснастка содержит хвостовик и основу и снабжена по меньшей мере двумя пластинами, выполненными из материала, обладающего упругостью и способностью к изгибу, и покрытыми абразивом. Основа выполнена в виде полого цилиндра, открытого с одной стороны, а указанные пластины закреплены своими краями к внутренним стенкам основы из условия выступания центральной части пластины в направлении осевого центра оснастки и расположены с обеспечением поджима установленного в центре оснастки вала. Обеспечивается возможность шлифования закрепленных и незакрепленных на других поверхностях валов при установке оснастки на станок или ручной инструмент. 3 з.п. ф-лы, 4 ил.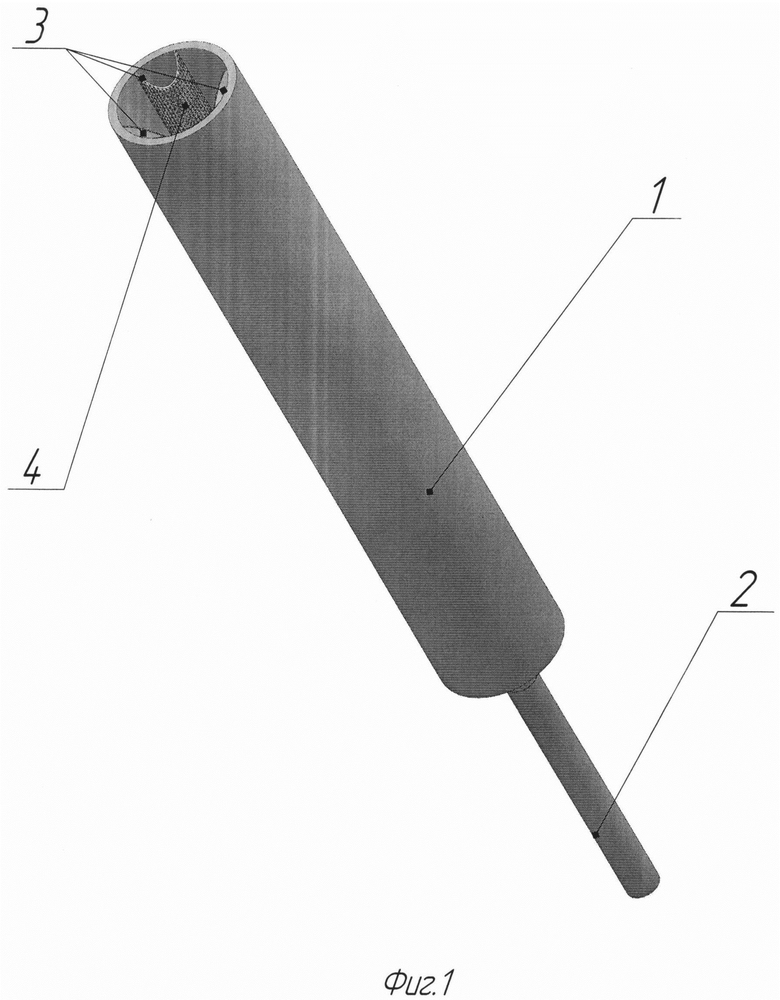
1. Оснастка для шлифования валов, содержащая хвостовик и основу, отличающаяся тем, что она снабжена по меньшей мере двумя пластинами, выполненными из материала, обладающего упругостью и способностью к изгибу, и покрытыми абразивом, при этом основа выполнена в виде полого цилиндра, открытого с одной стороны, а указанные пластины закреплены своими краями к внутренним поверхностям основы из условия выступания части пластины в направлении осевого центра оснастки и расположены с обеспечением поджима установленного в центре оснастки вала.
2. Оснастка по п.1, отличающаяся тем, что в качестве материала указанных пластин использована пластмасса, металл, сплавы, картон, резина, силикон или фанера.
3. Оснастка по п.1, отличающаяся тем, что в передней части основы указанные пластины выполнены со скосом.
4. Оснастка по п.1, отличающаяся тем, что в тыловой части основы выполнены отверстия.
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ НАРУЖНОЙ ПОВЕРХНОСТИ ТРУБЫ | 2020 |
|
RU2773947C2 |
| RU 205584 U1, 22.07.2021 | |||
| СПОСОБ ФИНИШНОЙ АБРАЗИВНОЙ ОБРАБОТКИ НАРУЖНЫХ ЭЛЛИПТИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2002 |
|
RU2211130C1 |
| СПОСОБ ПРОИЗВОДСТВА ПЛОМБИРА КОФЕЙНОГО (ВАРИАНТЫ) | 2014 |
|
RU2545748C1 |

