Изобретение относится к изготовлению волочильного инструмента и может быть использовано при шлифовке и полировке отверстий в другом инструменте (к примеру, при обработке канала канатных плашек) или в деталях станков.
Известно устройство для обработки канала волоки проволокой, перематываемой с подающей катушки на приемную по направляющим роликам, обеспечивающим изменение угла ее наклона, снабженное связанным с приводом вращения средством крепления волоки.
Однако, данное устройство без применения ультразвуковой головки обладает низкой производительностью.
Цель изобретения - повышение производительности механической обработки канала волоки и улучшение условий труда работающих.
Указанная цель достигается тем, что устройство для обработки канала волоки проволокой, перематываемой с подающей катушки на приемную по направляющим роликам, обеспечивающим изменение угла ее наклона, снабженное связанным с приводом вращения средством крепления волоки, дополнительно снабжено приводным роликом, установленным своим валом перпендикулярно осевой линии волоки и другим свободно вращающимся роликом, установленным по другую сторону волоки и подпружиненным вдоль своей линии волоки, причем на обеих роликах выполнены канавки треугольного или трапециевидного или радиусного профиля, а обе ветви бесконечной обрабатывающей канал проволоки проходят внутри канала волоки и располагаются в канавках роликов, а также механизмом подачи абразивной суспензии в зону шлифования, установленным под перемычкой станины (корытом) и выполненным в виде цилиндра, сообщенного патрубком с полостью корыта, имеющего привод возвратно-поступательного движения штока, диска, закрепленного на конце штока внутри цилиндра, резинового кольца, закрепленного на диске и на внутренней поверхности цилиндра и наконечников, направленных в зону обработки и сообщенных с цилиндром при помощи патрубков.
Благодаря этому рабочий канал волоки обрабатывается одновременно двумя проволоками, а подача абразивной суспензии в зону обработки производится автоматически; также повышаются функциональные возможности устройства.
На фиг. 1 показан разрез станка во фронтальной проекции; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4-7 - варианты обработки рабочих частей канала волок самых разных диаметров.
Станок состоит из следующих основных узлов.
1) Узел шлифовки и полировки рабочего канала волок диаметром 1,2 мм и больше.
2) Узел шлифовки и полировки рабочего канала волок диаметром менее 1,2 мм.
3) Узел для создания возможности обработки любой части канала волок и в любой комбинации.
4) Механизм подачи абразивной суспензии в зону шлифования.
Первый узел содержит приводной ролик 1, неприводной ролик 2 и обойму 3 (волокодержатель), имеющий привод вращения и в которой закрепляется обрабатываемая волока 4. На роликах 1, 2 выполнены канавки треугольного или трапециевидного или радиусного профиля. Ролик 1 выполнен сборным и жестко закреплен на валу 5, который установлен в подшипниках в корпусе 6. Корпус 6 жестко закреплен в отверстии, выполненном во внутренней перемычке 7 станины 8 станка. Внизу вал 5 оканчивается шлицевым хвостовиком, на котором насажена шлицевая муфта 9. Внизу в станине 8 на подшипниках закреплен вал 10, на котором жестко закреплена шестерня 11 и текстропный шкив 12. Шкив 12 текстропным ремнем связан со шкивом 13, жестко закрепленным на валу электродвигателя 14 (желательно постоянного тока). Верх вала 10 заканчивается шлицевым хвостовиком. Валы 5 и 10 могут сцепляться между собой за счет муфты 9 вилкой 15 переключения. Обойма 3 установлена в подшипнике (ках) в корпусе 16, который жестко закреплен на перемычке 7. На полом хвостовике обоймы 3 жестко закреплено червячное колесо 17 (см. фиг. 2), которое находится в зацеплении с червяком 18, выполненным на валике 19. Валик 19 с червяком 18 установлены на подшипниках (на конце и в середине) в корпусе 16 и в перемычке 7. Внизу (см. фиг. 1) валика 19 закреплена своя часть соединительной муфты 20. Вторая часть муфты 20 закреплена на валу электродвигателя 14. Волока 4 может крепиться в обойме 3 при помощи винта 21 (см. фиг. 2).
Неприводной ролик 2, выполненный для простоты изготовления сборным, установлен на подшипнике(ках) на оси 22, которая жестко закреплена на кронштейне 23. Кронштейн 23 заканчивается осью 24, которая установлена в отверстии стойки 25, выполненной на перемычке 7. На оси 24, вдоль нее, выполнены продольные канавки, в каждую из которых может заходить конец подпружиненного фиксатора 26. Кронштейн 23 прижимается к стойке 25 пружиной 27.
Второй узел содержит шпуленамотки проволоки и те же механизмы крепления и вращения волоки 4 (3, 16-21) и ролик 2 с его креплением (2, 22-27). Шпуленамотка содержит два одинаково выполненных механизма, которые состоят из (см. фиг. 2 и 3) шпулей 28 и 29, установленных на своих цангах 30. Каждая цанга 30 жестко закреплена на валу 31. Вал 31 установлен вверху на подшипниках в корпусе 32, который жестко закреплен на перемычке 7. На валу 31 жестко закреплен стакан 33, который нужен для отсекания абразива от подшипников. Низ вала 31 установлен в подшипниках в станине 8. На валах 31 жестко закреплены шестерни 34, которые могут попеременно связываться с шестерней 11 через паразитные шестерни 35. Оси шестерен 35 в дне станины 8 могут двигаться и вводить в зацепление шестерни 35 с шестернями 11 и 34. Для притормаживания вала 31 (при смотке проволоки со шпулей) эти валы оснащены тормозами, выполненными из барабанчиков 36 и хомутов-тормозов 37, которые рукояткой вводятся в работу. Для укладки проволоки по ширине шпули применяются укладчики.
Третий узел содержит две пары прижимных - обводных роликов 39 и 40, 41 и 42. Эти ролики имеют механизм их подвода к (от) центральной линии волоки. Гидравлический механизм состоит из штока 43, на конце которого закреплен с возможностью вращения ролик, поршня 44 и гидроцилиндра 45. Шток 43 может быть связан с концевым выключателем, который настраивается на определенную величину подачи. Но возможно выполнение этого механизма и по другому - винтовое, эксцентриковое и т.д., причем ролики 39 и 40 (также ролики 41 и 42) могут подводиться (отводиться) относительно друг друга синхронно.
Механизм подачи абразивной суспензии в зону шлифования выполнен следующим образом. В перемычке 7 выполнено отверстие 46, которое через патрубок 47 сообщается с полостью цилиндра 48 через обратный клапан (например шариковый) 49. Цилиндр 48 оснащен штоком 50, имеющим привод возвратно-поступательного движения (например кулачковым). На штоке 50 закреплен диск 51, на котором имеется резиновое кольцо 52. Кольцо 52 также закреплено на стенке цилиндра 48. Цилиндр 48 через патрубки 53 сообщается с наконечником 54 и 55, которые направлены в зону шлифования, причем таких механизмов выполнено два комплекта, т.е. 46-52 - два комплекта и они включаются в работу попеременно: перед окончанием работы одного цилиндра 48 включается в работу другой цилиндр 48 и т.д. Для перемешивания абразивной суспензии применяется барботаж, например воздушный.
Станок работает следующим образом.
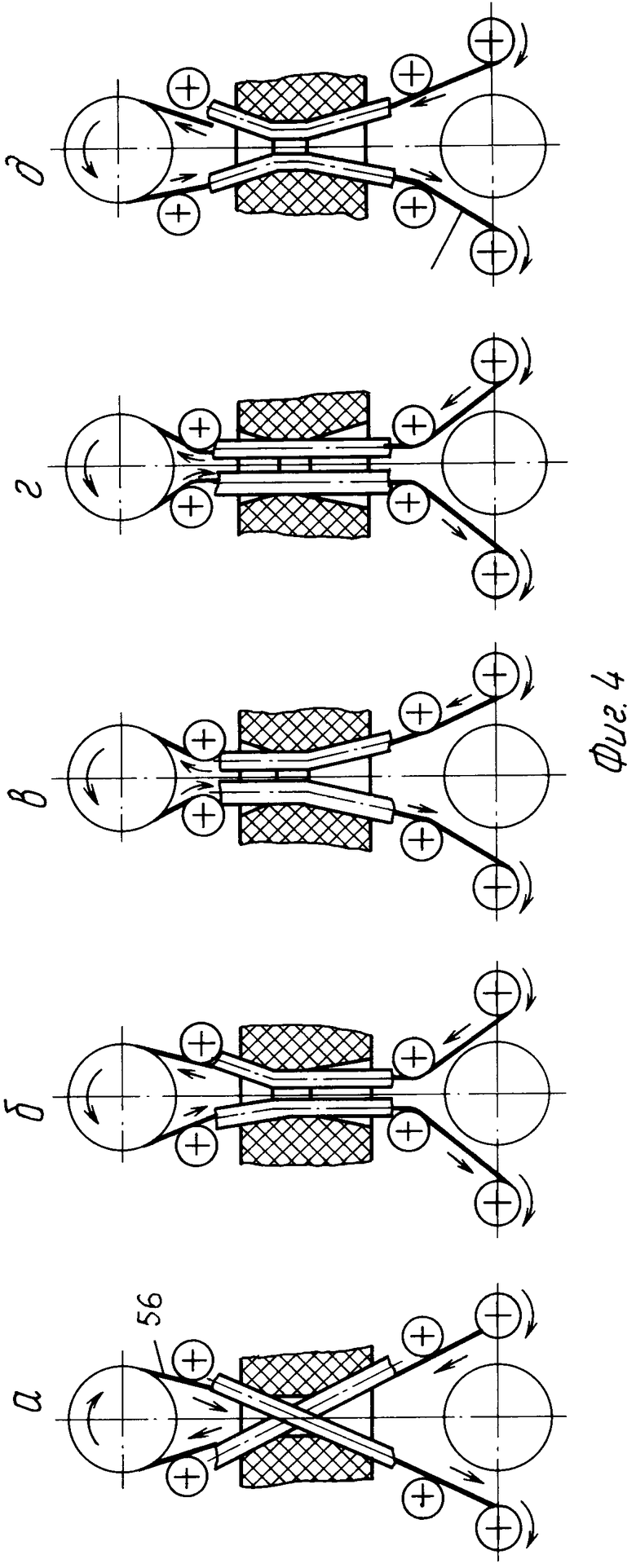
Необходимо произвести полировку волок диаметром рабочего канала 1 мм. Так как проволоку можно сваривать (стыковая сварка) только диаметром не менее 0,5 мм, то в этом случае используют для полировки канала волок в остановке шпуленамотки. Для этого на цангу 30 устанавливают шпулю 29 с намотанной на ней проволокой 56 диаметром, например 0,4 мм, изготовленной на низкоуглеродистой стали. Данную волоку можно обрабатывать двумя путями - или по фиг. 4, или по фиг. 5, что показано на фиг. 2 штрихпунктирными линиями.
При полировке канала волок по схеме по фиг. 4 конец проволоки 56 со шпули 29 (см. фиг. 2) протаскивается через отверстие в волоке 4, закрепленной в обойме 3 винтом 21, затем проволока обводится вокруг ролика 2 и снова протаскивается (но уже назад) через отверстие волоки 4 и закрепляется на пустой шпуле 28, при этом проволока обводится через ролики 39-42. В станок заливается абразивная суспензия (разведенный порошок карбида бора), который заполняет и один цилиндр 48. При помощи вилки 15 муфта 9 поднимается вверх (по фиг. 1) - вал 10 отсоединяется от вала 5; одна шестерня 35 вводится в зацепление с шестернями 11 и 34 - подключается в работу шпуля 28, а другая шестерня 35 выводится из зацепления, вал 31 шпули 29 притормаживается за счет включения в работу тормоза 37 ( другой тормоз 37 вала 31 шпули 28 находится в отжатом состоянии). Затем запускается двигатель в работу. При этом шпуля 28 за счет передачи: шкив 13 ->> шкив 12 ->> шестерня 11->> шестерня 35 ->> шестерня 34 ->> вал 31, приводится во вращение и наматывает на себя проволоку 56 (за счет укладчика 38, укладывая проволоку по всей ширине шпули), сматывая ее со шпули 29, а ввиду того, что шпуля 29 притормаживается, проволока находится в натянутом состоянии. За счет движения штоков 50 абразивная суспензия постоянно подается в зону полировки через наконечники 54 и 55. Волока 4 вращается вокруг своей оси, так как вращается обойма 3 от вала электродвигателя через муфту 20, вал 19, червяк 18, червячное колесо 17. При такой схеме (см. фиг. 4) можно за счет требуемого подвода-отвода роликов (за счет гидроцилиндра 45) полировать (шлифовать) все рабочие части канала волоки: производится полировка и одновременно и рабочего конуса и цилиндрической части и выходной распушки; производится полировка только цилиндрической части; производится полировка рабочего конуса и цилиндрической части; производится полировка цилиндрической части и выходной распушки; производится полировка рабочего конуса и выходной распушки - в этом случае ось 24, а значит и ролик 2, развернута вокруг своей оси на угол более 90о (или на угол немногим меньше 180о) за счет вывода фиксатора 26 из паза оси 24 поворота оси и ввода фиксатора в требуемый паз.
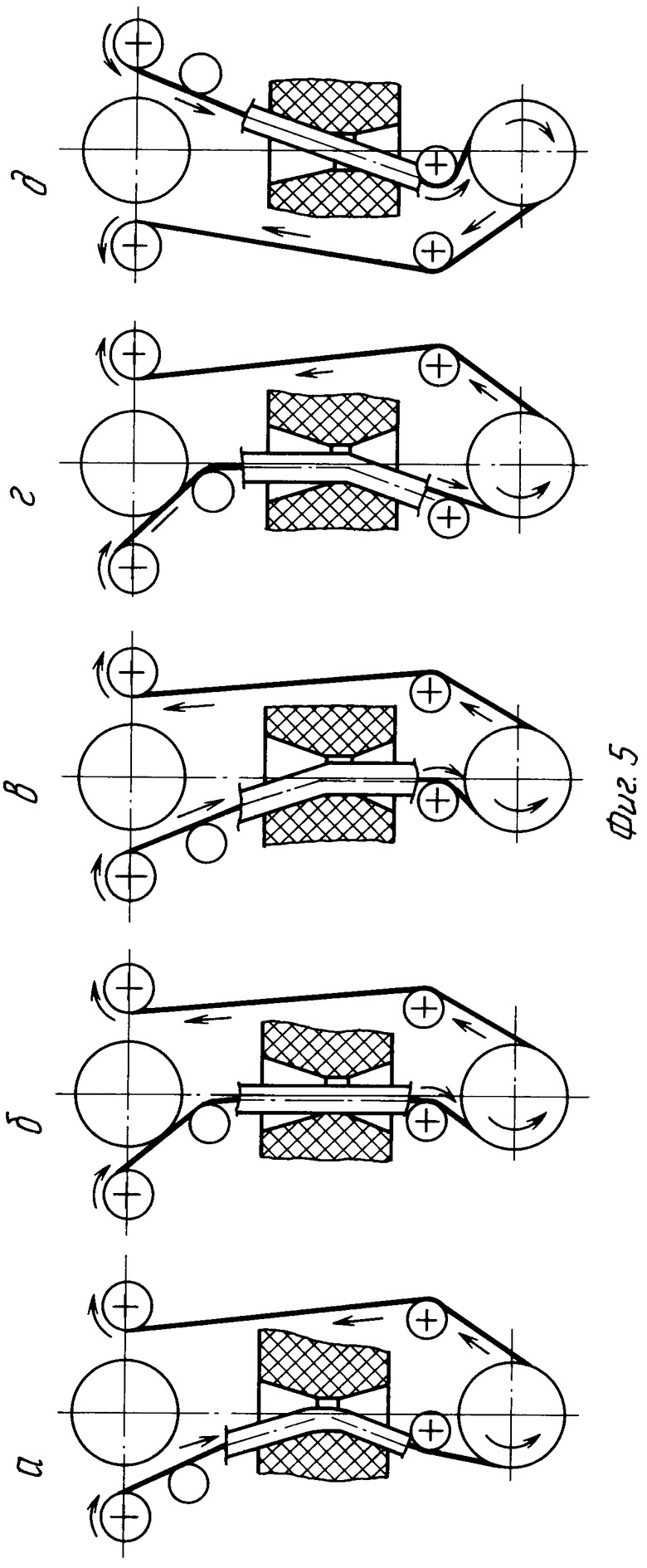
При полировке канала волоки по схеме фиг. 5 проволока 56 только один раз проходит в отверстие волоки, ролик 40 в этом случае служит в качестве обводного ролика. По этой схеме можно таким же образом обрабатывать все части рабочего канала волоки. При шлифовке (полировке) рабочего канала волок по схемам фиг. 4 и 5 в течение половины общего времени обработки (которое определяется ТИ) проволоку наматываeт шпуля 28, а в течение следующей половины общего времени обработки производится уже сматывание проволоки со шпули 28 на шпулю 29 за счет перенастройки станка - шпуля 29 приводится аналогично описанному во вращение, а шпуля 28 притормаживается.
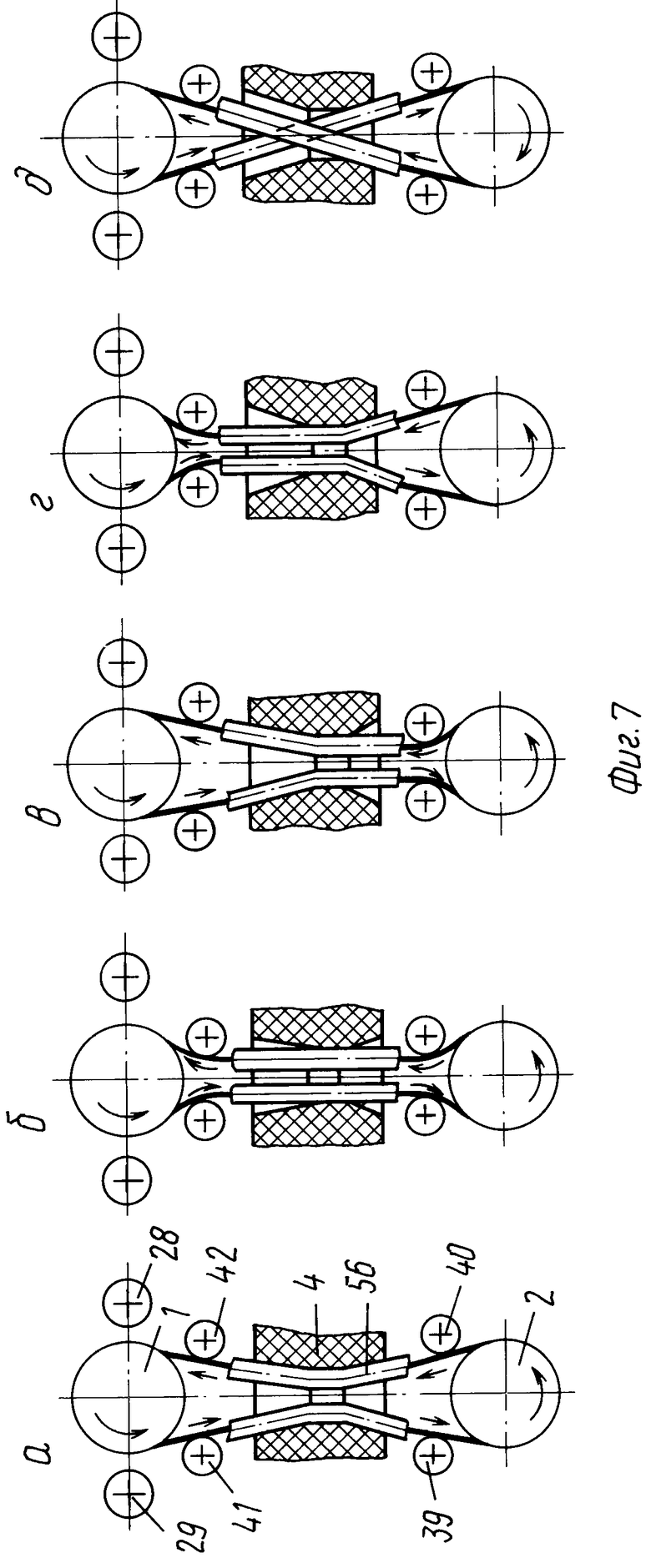
На фиг. 7 схематично показано проход проволоки 56, когда она сварена в кольцо и накинута на ролики 1 и 2. Протаскивание проволоки 56 через отверстие волоки производится после ее сдавливания в одном месте. При такой схеме обработки можно обрабатывать отверстие в волоке диаметром более 1,5-2 мм (показаны варианты обработки). В станке при этом муфта 9 вилкой 15 опускается вниз (валы 10 и 5 соединяются), а обе шестерни 35 выводятся из зацепления от шестерен 34 и 11.
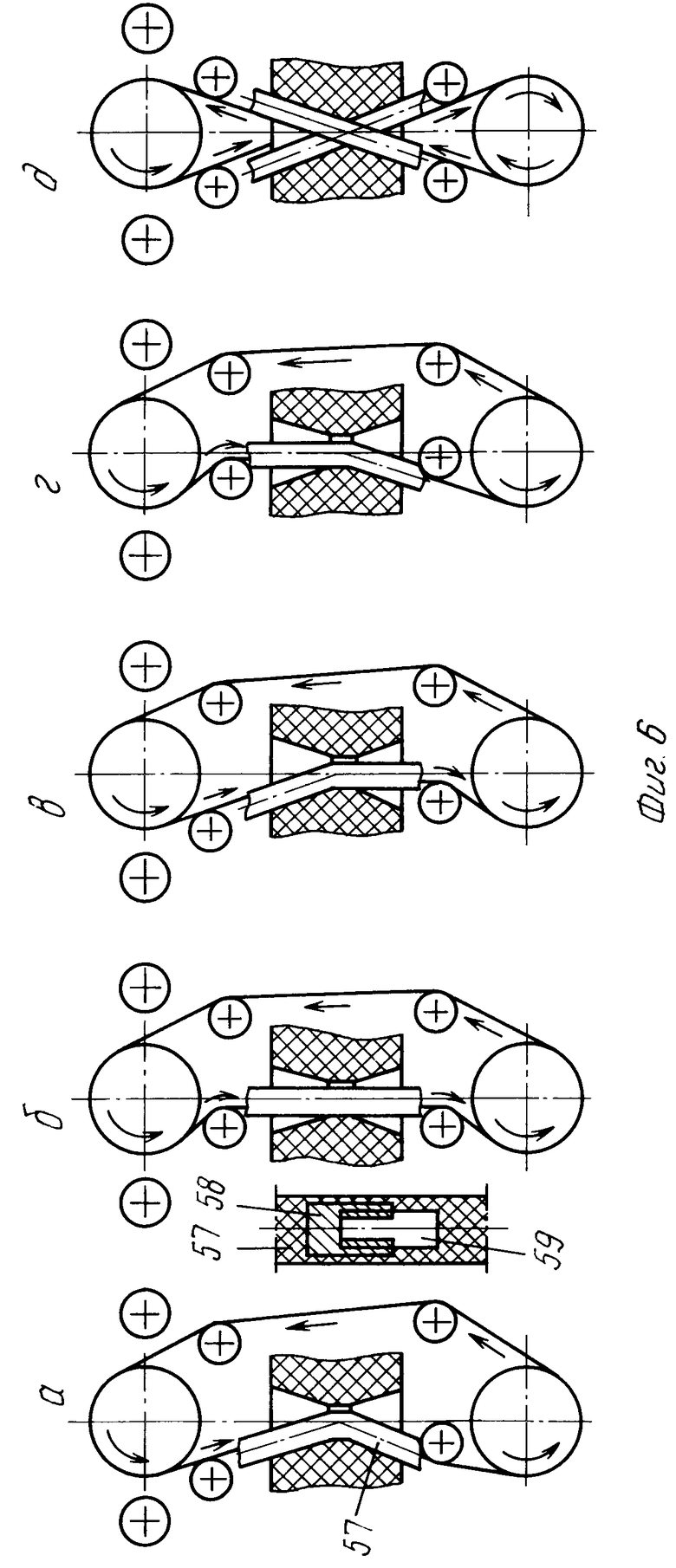
На фиг. 6 показана обработка рабочего канала волоки (разные ее варианты) гибким алмазным шнуpом. При этом на одном конце шнура 57 в отверстии закреплена (вклеена) гайка 58, а на другом конце шнура вклеен винт 59. После просовывания шнура в отверстие волоки винт ввинчивается в гайку и таким образом шнур 57 закольцовывается, а затем он обводится вокруг роликов 1, 2, 39-42. Концы шнура 57 можно соединять и крючками или другим способом.
При обработке канала волок по схемам фиг. 6 и 7 пружина 27 находится в сжатом состоянии, а значит она натягивает или проволоку 56 или гибкий шнур 57.
Пример выполнения станка.
Диаметр ролика 1 200 мм, диаметр бочки шпулей 28 и 29 100 мм. Скорость вращения вала электродвигателя 3000 об/мин. При передаточном отношении

 скорость вращения ролика 1
скорость вращения ролика 1
3000  = 5000 об/мин
= 5000 об/мин
скорость полировки (шлифовки)
V =  =
=  = 3140 м/мин = 50 м/с.
= 3140 м/мин = 50 м/с.
Чтобы была такая скорость полировки канала волоки при работе станка по схемам фиг. 4, 5 необходимо, чтобы




| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ РУЧЬЕВ И КАНАВОК НА ВАЛКАХ ИЛИ ШАЙБАХ | 1993 |
|
RU2121908C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУЧЕНОЙ ПРОВОЛОЧНОЙ СЕТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2067510C1 |
| РОТОРНАЯ ПРЯДЕВЬЮЩАЯ МАШИНА | 2017 |
|
RU2658524C1 |
| Устройство для очистки проволоки | 1989 |
|
SU1627377A1 |
| СПОСОБ ПРЕССОВАНИЯ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2009021C1 |
| Устройство для очистки проволоки | 1989 |
|
SU1673401A1 |
| Станок для обработки отверстий | 1988 |
|
SU1722700A1 |
| Волочильный стан | 1988 |
|
SU1675008A1 |
| Челнок круглоткацкого станка | 1986 |
|
SU1467104A1 |
| ПОРШНЕВАЯ МАШИНА | 1992 |
|
RU2079668C1 |
Использование: в оборудовании для обработки рабочего канала волок, для шлифовки и полировки отверстий в другом инструменте и деталях, например для обработки в канатных плашках. Станок позволяет обеспечивать шлифовку и полировку канала волок с большими скоростями (20 м/с) обработки. В станине станка установлены узел, содержащий приводной и неприводной ролики и механизм крепления и вращения волоки и используемый при шлифовке, полировке волок с диаметром канала из более 1,5 2 мм; узел, содержащий две шпуленамотки, которые имеют автономный друг от друга привод вращения, притормаживающие устройства и укладки проволоки по ширине шпули, и используемый при обработке волок с диаметром менее 1,5 2 мм; узел, необходимый для создания обработки любых частей рабочего канала волок и в любой комбинации, содержащий две пары роликов, расположенных попарно с обеих сторон волокодержателя и имеющих механизмы их отвода-подвода к центральной оси волоки; механизм для автоматического подвода абразивной суспензии в рабочую зону, содержащий два цилиндра, сообщенные с ванной станка с одной стороны и сообщенные с наконечниками, направленными в рабочую зону. В цилиндрах имеются штоки, оснащенные механизмами возвратно-поступательного движения, на штоках закреплены шайбы с резиновыми гофрами. Носителем абразива является мягкая проволока, причем она при использовании первого узла сварена в кольцо. Также может быть использован алмазный шнур, имеющий возможность соединяться в кольцо. 2 з.п.ф-лы, 7 ил.
