Изобретение относится к технологии машиностроения, внутреннему шлифованию и предназначено для осуществления отделочной обработки внутренних конических поверхностей.
Известен способ внутреннего шлифования неподвижной заготовки, где круг совершает вращательное движение вокруг собственной оси, которая в свою очередь перемещается по окружности, при этом кругу сообщают возвратно-поступательное движение вдоль оси заготовки и поперечное - на глубину резания в конце каждого прохода или двойного хода [1].
Недостатком известного способа является узкая технологическая специализация и сложность, а порой невозможность обработки внутренних конических поверхностей.
Известен способ планетарного внутреннего шлифования неподвижной заготовки, при котором круг совершает вращательное движение и перекатывание по обрабатываемой поверхности - планетарное движение по орбите [2]. Одновременно кругу сообщается поперечная подача и возможно шлифование методом продольной подачи.
Недостатком известного способа является сложность, а порой невозможность обработки внутренних конических поверхностей и узкая технологическая специализация.
Наиболее близким по технической сущности и достигаемому результату к изобретению является способ обработки конических отверстий при планетарном вращении инструмента, реализованный устройством, которое выполнено в виде шпиндельного узла с гильзой, установленной в нем с возможностью осевого движения от механизма вертикального перемещения, и шпинделем с подвижной в радиальном направлении кареткой со шлифовальной головкой, снабженной индивидуальным приводом вращения, механизма радиального перемещения каретки, выполненного в виде регулируемого кулачка с реечной передачей, причем механизм радиального перемещения каретки выполнен в виде свободной в осевом направлении резьбовой втулки с ввернутой в нее тягой и снабжен переключаемой зубчатой муфтой, связывающей его с механизмом вертикального перемещения [5].
Недостатком известного способа является сложность конструкции устройства, реализующего способ, требующего двух-продольного и радиального - движений для обработки внутренних конических поверхностей, способ требует большого расхода абразива, т.к. при переходе от шлифования цилиндрических к коническим поверхностям круг необходимо править, превращая его из цилиндрического в конический и наоборот, кроме того, узкая технологическая специализация, которая потребует существенных затрат средств и времени при переходе, например, на более широкий диапазон конусности и диаметров отверстий, т. к. потребует замены примерно половины деталей устройства, это: кулачка с пазом, резьбовой втулки, гильзы, шпинделя с эксцентричным отверстием, вала с кулачком, каретки с упором и др.
Задачей изобретения является расширение технологических возможностей внутреннего планетарного шлифования, таких как обработка конических поверхностей, снижение теплонапряженности, повышение качества и производительности обработки и др. и упрощение конструкции устройства, реализующего способ, а следовательно, упрощение управления им при эксплуатации.
Поставленная задача решается предлагаемым способом планетарного внутреннего шлифования конических поверхностей, который включает сообщение шлифовальному кругу вращения вокруг собственной оси, планетарного вращения и продольной подачи при неподвижной заготовке, причем шлифовальный круг устанавливают с расположением его собственной оси вращения под углом α к оси его планетарного вращения, при этом точку пересечения собственной оси вращения шлифовального круга и оси его планетарного вращения располагают со стороны вершины конуса обрабатываемой детали.
Сущность способа планетарного внутреннего шлифования конических поверхностей поясняется чертежами.
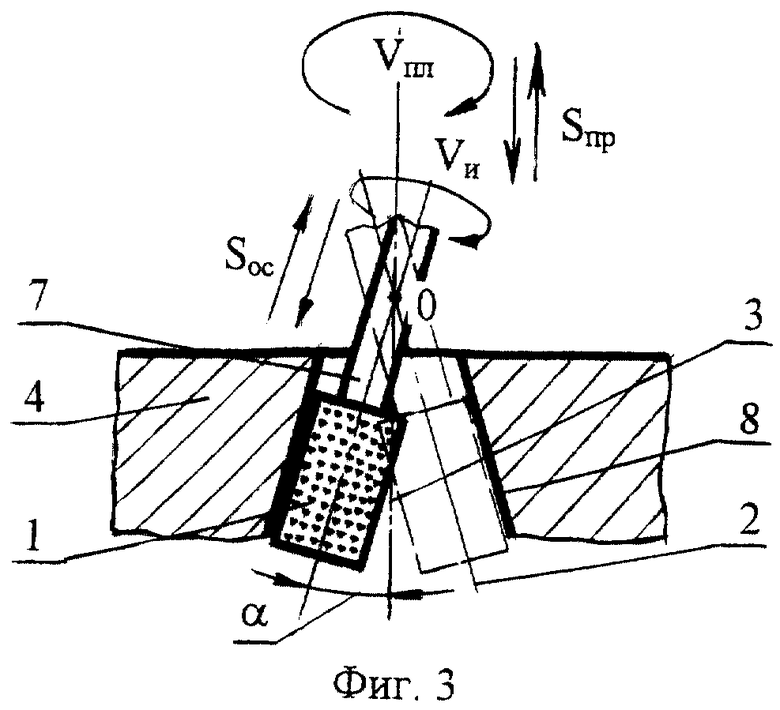
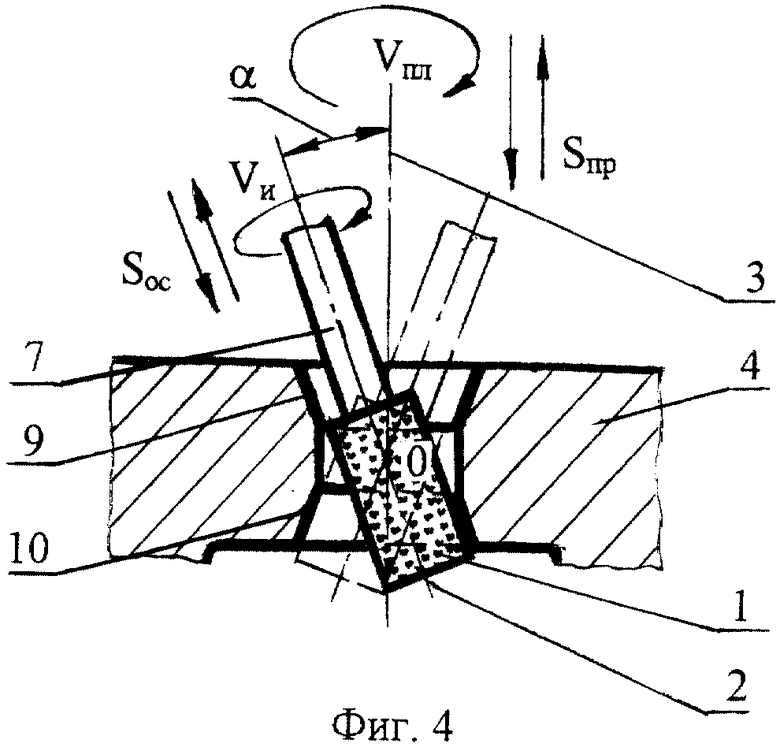
На фиг. 1 показана схема планетарного внутреннего шлифования конической поверхности седла клапана двигателя внутреннего сгорания с использованием только продольной подачи; на фиг.2 - схема обработки конической поверхности с использованием осевой и продольной подач; на фиг.3 - схема обработки конуса с вершиной, расположенной со стороны инструмента; на фиг.4 - схема обработки двойной конической поверхности одновременно; на фиг.5 - кинематическая схема ускорительной головки для планетарного внутреннего шлифования конических поверхностей; на фиг.6 - конструкция ускорительной головки для планетарного внутреннего шлифования конических поверхностей.
Способ планетарной внутренней обработки конических поверхностей включает вращение абразивного круга 1 или другого осевого инструмента (например, сверла, центровки, зенкера, концевой, грибковой или шпоночной фрезы, абразивной головки и т.п.) вокруг собственной оси 2, которую наклоняют на острый угол α относительно оси 3 его планетарного вращения (фиг.1).
Ось 3 является осью планетарного вращения инструмента, относительно которой инструменту сообщают продольную подачу Sпр. Обрабатываемая заготовка 4 находится в неподвижном состоянии.
Угол α может быть равен углу конуса обрабатываемой конической поверхности 6, 8-10, если обработка ведется периферией круга (фиг.2-4).
Для шлифования конической поверхности, например 5 или 6 (фиг.1-2), точку О пересечения собственной оси 2 вращения шлифовального круга 1 и оси его планетарного вращения 3 располагают со стороны вершины конуса обрабатываемой детали 4.
Предлагаемый планетарный способ позволяет шлифовать конические поверхности не только методом продольной подачи Sпр (см. фиг.1). При обработке периферией круга, высота которого меньше образующей обрабатываемого конуса, дополнительно сообщается кругу осевая возвратно-поступательная подача Soc вдоль собственной оси 2 круга 1 (см. фиг.2-4).
Планетарное вращательное перемещение шлифовального круга по всей конической поверхности воспроизводит бегущий контакт инструмента с заготовкой, позволяющий увеличить скорость резания и стойкость инструмента, повысить производительность и снизить теплонапряженность процесса шлифования.
Предлагаемый способ планетарного внутреннего шлифования позволяет вести обработку конусов (фиг.3) с вершиной со стороны инструмента. Для шлифования таких конических поверхностей 8 (фиг.3) использованы как продольная Sпр, так и осевая Soc подачи. Планетарный способ внутреннего шлифования конусов расширяет технологические возможности и позволяет вести обработку в труднодоступных местах.
Предлагаемый способ планетарного внутреннего шлифования позволяет одновременно обрабатывать двойные конические поверхности, например 9 и 10, без переустановки заготовки (фиг. 4). При этом использованы продольная Sпр и осевая Soc подачи.
Предлагаемый способ реализован с помощью ускорительной головки (фиг.6), кинематическая схема которой показана на фиг.5.
Корпус 11 через промежуточную плиту 12 неподвижно соединен с хвостовиком 13, который имеет конус, например 7:24, устанавливаемый в шпиндель станка с ЧПУ или обрабатывающий центр. Установка корпуса 11 головки на плите 12 осуществляется с возможностью углового смещения и регулирования угла α наклона оси головки относительно оси вращения хвостовика 13. Угловое смещение корпуса 11 осуществляется по направляющим плиты 12, которые выполнены в виде цилиндрической поверхности с радиусом R. С этой целью на плите 12 профрезерованы пазы (не показаны) под крепежные винты. Корпус 11 выполняет роль водила, в котором на осях 14 закреплены сателлиты 15. Сателлиты 15 находятся в зацеплении с корончатым колесом 16, которое остановлено путем соединения двумя пружинами 17 с упором 18.
Через солнечное колесо 19 вращение передается на выходной вал 20, который движется с частотой, в несколько раз (например, в 5...7 раз) большей частоты вращения шпинделя с хвостовиком 13. На открытом конце выходного вала 20 расположен цанговый патрон с цангой 21, которая с помощью гайки 22 зажимает цилиндрический хвостовик инструмента 23. На другом конце выходного вала 20 с помощью шайбы 24 закреплен маховик 25, предназначенный для повышения равномерности вращения инструмента.
Останов корончатого колеса 16 осуществляется, как указывалось выше, путем поворота кольца 26, с размещенным в нем упором 18, который предназначен для соединения с позиционирующим блоком (не показан), расположенным на станке около шпинделя. Во время входа хвостовика 13 в коническое отверстие шпинделя станка ползун 27 после контакта с позиционирующим блоком перемещается по упору 18, сжимая пружину 28. При этом поводок 29, размещенный в кольце 30, выходит из зацепления с ползуном 27; корончатое колесо 16 с упором 18 останавливаются в заданном положении благодаря пружинам 17, а хвостовик 13, вращаясь, передает крутящий момент на выходной вал 20. По окончании работы шпиндель станка останавливается в определенном угловом положении. Пружина 28 выталкивает ползун 27, и в результате головка оказывается в необходимом исходном положении.
Поддержка упора 18 в вертикальном положении осуществляется с помощью кольца 26, подвижно закрепленного на вращающемся хвостовике 13 через подшипник 31.
Угловое смещение корпуса головки вызывает большой дисбаланс при ее работе, который ликвидируют с помощью груза 31, который устанавливается на направляющих плиты 12 с помощью крепежных винтов (не показаны).
Ускорительная головка используется для обработки на станках с ЧПУ конструкционных сталей и чугунов нормальной обрабатываемости концевыми твердосплавным, быстрорежущим и абразивным инструментом (сверлами, центровками, зенкерами, концевыми, грибковыми и шпоночными фрезами, абразивными головками и т.п.) со скоростями резания, имеющими оптимальные значения.
Необходимость в таких головках предопределяется тем, что станки для обработки корпусных деталей имеют ограниченную частоту вращения шпинделя, недостаточную для достижения необходимой скорости резания.
Предлагаемая головка используется для обработки мелкоразмерным инструментом для изготовления крупногабаритных деталей, имеющих максимальную частоту вращения до 60 с-1, и применима для случая (фиг.1), когда используется только продольная подача Sпр. Для осуществления осевой подачи Soc нужен специальный механизм, который на фиг.5-6 не показан.
Скорость относительного скольжения складывается из скорости вращательного движения головки и скорости дополнительного вращения инструмента.
Скорость резания равна сумме скоростей вращения корпуса-водила головки и инструмента. Планетарный механизм головки позволяет в широких пределах изменять скорость круга.
Пример 1. Рассчитана и изготовлена ускорительная головка с угловым смещением. Поскольку габариты планетарной передачи определяются условиями автоматической смены инструмента, то задаемся диаметром делительной окружности d16 корончатого колеса 16, который должен быть не более 70 мм, согласно рекомендации [3] - табл. 54, с. 353.
Число зубьев солнечного колеса 19 принимаем Z19=12.
Подбор чисел зубьев других колес производим, учитывая три условия: соосности, симметричного расположения сателлитов (условие сборки) и соседства [4] . Кинематический расчет планетарной передачи выполнили, исходя из общего передаточного числа i=5, по формулам
i = ω19/ω11 =1+Z16/Z19, (1)
где ω19, ω11 - угловые скорости солнечного колеса 19 и корпуса 11, выполняющего функции водила;
Z16 - число зубьев корончатого колеса 16;
Z19 - число зубьев солнечного колеса 19.
Условия соосности валов центральных колес соблюдаются при
Z16=Z19+2Z15, (2)
где Z15 - число зубьев сателлита.
Условие симметричности расположения сателлитов (условие сборки) обеспечивается при
(Z16+Z19)/n=γ, (3)
где n=3 - принятое число сателлитов [4],
γ - любое целое число.
Условие соседства:
Aisinπ/n>0,5d15д, (4)
где Ai - межосевое расстояние передачи (фиг.5);
d15д - диаметр вершин зубьев сателлита.
Задаваясь межосевым расстоянием Аi и модулем m определяем число зубьев этих колес из выражения [4]
Z19+Z15=2Ai/m.
Из уравнений (2) и (3) следует
2(Z19+Z15)/n=γ,
при i= 5 из формулы (1) получаем, что 4Z19≈Z16, тогда из выражения (2) следует, что
Z15=1,5Z19,
а соотношение диаметров делительных окружностей этих колес
d15=1,5d19.
При i=5 и d18≤70 мм
4d19≤70 мм, d19=mZ19=17,5 мм,
d15≤26,25 мм; 2Ai≤17,5+26,25;
2Ai≤43,75 мм и n=3.
При m=1 мм Z19=17. Однако последнее не удовлетворяет условию (3).
Окончательно принимая m= 0,75 мм, получаем Z19=17,5/0,75=23, Z15=34 и Z16=91, что удовлетворяет перечисленным выше условиям.
Использование в конструкции головки планетарной передачи наиболее полно отвечает современным требованиям.
Такая передача имеет большие нагрузочные способности и КПД, чем зубчатые передачи тех же габаритов с неподвижными осями колес.
Отношение угловых скоростей солнечного и корончатого колес может достигать ω19/ω15 = 7.
Пример 2. Проводилась обработка внутреннего конуса 7:24 в корпусе на многоцелевом сверлильно-фрезерно-расточном станке с ЧПУ мод. ИР500ПМФ4 по схеме, показанной на фиг.2. Материал заготовки корпуса сталь 45 ГОСТ 1050-74, НВ 260, размеры обрабатываемого конуса 50 по ГОСТ 24644-81 D=69,85 мм, d= 39,6 мм, L= 140 мм, режущий инструмент - абразивный круг ПП 32•40•10 24А25ПС25К8А.
Режимы обработки: частота планетарного движения головки nпл=3000 мин-1, что соответствует Vпл= 356,72 м/мин (5,95 м/с) при работе круга на большом диаметре конуса и Vпл=71,62 м/мин (1,12 м/с) при работе круга на малом диаметре конуса; частота вращения инструмента увеличилась в пять раз по сравнению с вращением шпинделя станка и равна nи=15000 мин-1, что соответствует Vи= 25 м/с; осевая подача Soc=400 мм/мин; продольная подача Sпр= 0,008 мм/дв.ход. Обработку осуществляли за 35 проходов. Охлаждающая жидкость - эмульсия.
Заданный параметр шероховатости Ra 0,2 мкм и размер отверстия с необходимой точностью были достигнуты через 1,88 мин, что в два раза быстрее, чем при обычном способе шлифования конических поверхностей, а удельное тепловыделение в 2-3 раза меньше.
При этом были отмечены благоприятные условия резания, виброустойчивость, минимальный нагрев заготовки. Хотя обработка производилась при повышенной производительности съема металла, появления прижогов и микротрещин на обработанной поверхности зафиксировано не было.
Отмечено наличие угла пересечения траектории движения шлифовального круга с направлением исходной шероховатости, что обуславливает сетку следов и характер микрогеометрии как при шлифовании с наложением вибраций. Улучшились условия самозатачиваемости абразивного шлифовального круга.
Такие показатели процесса планетарного внутреннего шлифования получены благодаря уменьшению площади контакта, а также силы внешнего трения по обрабатываемой поверхности.
Стружка отводится из зоны резания в результате бегущего контакта инструмента с заготовкой и встречного вращения круга. Интенсивность адгезионного и диффузионного износа абразива снижается вследствие кратковременного контакта инструмента с заготовкой и эффективного охлаждения. Следовательно, производительность планетарного шлифования значительно выше, чем обычного.
Использование способа повысило производительность обработки минимум в 2 раза, позволило исключить операцию получистового шлифования благодаря улучшению шероховатости поверхности на 1-2 класса. При этом расход абразивного инструмента снизился на 25%.
Источники информации
1. Лоскутов В. В. Шлифование металлов: Учебник для средних профессионально-технических училищ. - 7-е изд., перераб. и доп. - М.: Машиностроение, 1985. - С.94-95.
2. Справочник шлифовщика / Л.М.Кожуро, А.А.Панов, Э.И.Ремизовский, П.С. Чистосердов; Под общ. ред. П.С.Чистосердова. - Минск.: Выш. школа, 1981. - С.48 - прототип.
3. Кузнецов Ю.И., Маслов А.Р., Байков А.Н. Оснастка для станков с ЧПУ: Справочник. - 2-е изд. , перераб. и доп. - М.: Машиностроение, 1990. - С. 352-353.
4. Дунаев П.Ф., Леликов О.П. Детали машин. - М.: Высшая школа, 1984. - 336 с.
5. А. с. СССР 510356, МКИ В 24 В 5/14, 5/06, 47/10. Устройство для шлифования цилиндрических и конических отверстий / Левитин Б.А. и др. Заявка 1899477/25-8, заяв. 02.04.73, опубл. 24.05.76, БИ 14 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСКОРИТЕЛЬНАЯ ГОЛОВКА | 2000 |
|
RU2185936C2 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ ШЛИФОВАЛЬНЫМ КРУГОМ | 1998 |
|
RU2130375C1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ | 1998 |
|
RU2121422C1 |
| САМОЦЕНТРИРУЮЩАЯ ГОЛОВКА ДЛЯ ШЛИФОВАНИЯ ЭЛЛИПТИЧЕСКИХ ПОВЕРХНОСТЕЙ ВАЛОВ | 2002 |
|
RU2211134C1 |
| ШЛИФОВАЛЬНОЕ УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ КРУГА ДЛЯ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 1999 |
|
RU2146995C1 |
| ГОЛОВКА ДЛЯ ШЛИФОВАНИЯ ЭЛЛИПТИЧЕСКИХ ПОВЕРХНОСТЕЙ ВАЛОВ | 2002 |
|
RU2211133C1 |
| УСТРОЙСТВО КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА ДЛЯ ПРЕРЫВИСТОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 1999 |
|
RU2147978C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ВАЛОВ | 2001 |
|
RU2196662C1 |
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 1998 |
|
RU2123925C1 |
| СПОСОБ ШЛИФОВАНИЯ | 1998 |
|
RU2146586C1 |



Изобретение относится к технологии машиностроения, а именно к внутреннему шлифованию, и предназначено для осуществления отделочной обработки внутренних конических поверхностей. Способ включает сообщение шлифовальному кругу вращения вокруг собственной оси, планетарного вращения и продольной подачи при неподвижной заготовке. Шлифовальный круг устанавливают с расположением его собственной оси вращения под углом α к оси его планетарного вращения. Точку пересечения упомянутых осей располагают со стороны вершины конуса обрабатываемой детали. Использование способа ведет к повышению качества и производительности обработки конических поверхностей, снижению теплонапряженности и упрощению конструкции устройства для реализации способа. 6 ил.
Способ планетарного внутреннего шлифования конических поверхностей, включающий сообщение шлифовальному кругу вращения вокруг собственной оси, планетарного вращения и продольной подачи при неподвижной заготовке, отличающийся тем, что шлифовальный круг устанавливают с расположением его собственной оси вращения под углом α к оси его планетарного вращения, при этом точку пересечения собственной оси вращения шлифовального круга и оси его планетарного вращения располагают со стороны вершины конуса обрабатываемой детали.
| Устройство для шлифования цилиндрических и конических отверстий | 1973 |
|
SU510356A1 |
| Устройство для группового шлифования беговых дорожек и внутренних поверхностей наружных колец роликоподшипников на бесцентрово внутришлифовальном станке | 1960 |
|
SU141764A1 |
| Фрезерный станок | 1971 |
|
SU456689A1 |
| ФРЕЗЕРНАЯ НАСАДКА | 1989 |
|
RU2034682C1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ТРУБОПРОВОДОВ | 1992 |
|
RU2018817C1 |
| DE 3447595 A1, 03.07.1986. | |||
