ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к устройствам и способам сушки шпона. Изобретение относится к способу переоборудования сушилки для формирования устройства для сушки шпона.
УРОВЕНЬ ТЕХНИКИ
Чтобы изготовить фанеру, деревянный пакет шпона вырезают из дерева, затем пакет шпона высушивают и разрезают с получением листов шпона. Листы шпона накладывают друг на друга и прикрепляют друг к другу с помощью клея. Пакет шпона может быть сначала высушен, а затем нарезан на листы шпона, или же пакет шпона может быть сначала нарезан на листы, а после этого листы шпона могут быть высушены.
Листы шпона могут сушиться в сушилках различного типа. На сегодняшний день наиболее распространенной сушилкой для шпона является роликовый конвейер с прямым или паровым или горячим водоснабжением. В роликовой сушилке роликами обычно являются трубы, которые транспортируют листы шпона или формируют пары роликов, которые транспортируют листы шпона между этими парами. Однако в полевых условиях используются также сетчатые конвейеры, а также обжиговые печи непрерывного действия, тигельные сушилки непрерывного действия и перфорированные барабаны с частичным вакуумом внутри барабанов. Настоящее изобретение относится к сушилке для шпона роликового конвейерного типа, способу переоборудования существующей сушилки для шпона роликового конвейерного типа и к способу сушки шпона.
Известная роликовая конвейерная сушилка 900 изображена на виде сбоку на Фиг. 1а. Сушилка 900 содержит большое количество пар роликов, которые транспортируют листы шпона. Между парами роликов листы шпона нагревают, чтобы высушить их. Пары роликов могут быть расположены на нескольких разных уровнях высоты, например на четырех уровнях, как показано на Фиг. 1а, для одновременной сушки нескольких листов шпона. Во время сушки листы шпона перемещаются в продольном направлении SX сушилки 900. Часть Ib, показанная на Фиг. 1а, более подробно изображена на Фиг. 1b.
Было обнаружено, что в роликовой конвейерной сушилке 900 для шпона листы шпона могут эпизодически стремиться проходить на неправильную сторону ролика. Как показано на Фиг. 1b, листы шпона должны проходить через первый зазор 215 между первой парой 210 роликов 211, 212 и второй зазор 225 между второй парой 220 роликов 221, 222, то есть от «ВХОДА» к «ВЫХОДУ». Однако эпизодически вместо прохождения через второй зазор 225 шпон проходит между струйной камерой 311 и роликом 221, образующим второй зазор 225, как показано пунктирной стрелкой на Фиг. 1b. Это явление вызывает заклинивание сушилки 900 для шпона. Когда происходит заклинивание, по меньшей мере один уровень сушилки может быть остановлен, при этом проблему решают путем устранения заклинивания. После этого может произойти последующее заклинивание. В результате, во время работы сушилки для шпона заклинивание происходит с некоторой частотой заклинивания.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Было установлено, что при надлежащей конструкции опорной поверхности струйной камеры частота заклинивания может быть значительно уменьшена. Опорная поверхность выполнена так, чтобы направлять шпон к зазору между роликами. Соответствующее устройство более подробно описано в независимом п. 1 формулы изобретения. Такое устройство может быть получено из существующей сушилки путем установки на нее подходящего направляющего элемента, описанного в независимом п. 8 формулы изобретения. Шпон можно высушивать с помощью устройства, описанного в независимом п. 11 формулы изобретения. В зависимых пунктах формулы изобретения раскрыты наиболее предпочтительные варианты выполнения. Описание и чертежи достаточно раскрывают изобретение и его наиболее предпочтительные варианты выполнения, а также его дополнительные варианты выполнения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Варианты выполнения поясняются чертежами, на которых направление SX обозначает продольное направление устройства 100, в котором листы шпона транспортируются во время сушки, SY обозначает поперечное направление, которое перпендикулярно SX и по существу параллельно осям вращения роликов роликового конвейера, a SZ перпендикулярно как SX, так и SY. При обычном использовании SZ является вертикальным и обратным направлению силы гравитации. На чертежах:
Фиг. 1а изображает, на виде сбоку, сушилку известного уровня техники,
Фиг. 1b подробно изображает, на виде сбоку, часть Ib, показанную на Фиг. 1а,
Фиг. 2а изображает, на виде сбоку, устройство для сушки шпона,
Фиг. 2b изображает, на виде сбоку, часть IIb устройства, показанного на Фиг. 2а, с некоторыми параметрами,
Фиг. 2c изображает, на виде сбоку, часть IIb устройства, показанного на Фиг. 2а, с некоторыми параметрами,
Фиг. 2d изображает, на виде сбоку, часть IIb устройства, показанного на Фиг. 2а, с некоторыми параметрами,
Фиг. 2е изображает, на виде сбоку, часть устройства для сушки шпона с некоторыми параметрами,
Фиг. 2f изображает, на виде сбоку, часть устройства для сушки шпона с некоторыми параметрами,
Фиг. 2g изображает, на виде сбоку, большую часть устройства для сушки шпона,
Фиг. 2h изображает, на виде сбоку, большую часть устройства для сушки шпона,
Фиг. 3a изображает, на виде сбоку, другое устройство для сушки шпона,
Фиг. 3b изображает, на виде сбоку, часть IIIb устройства, показанного на Фиг. 3а, с некоторыми параметрами,
Фиг. 3с изображает, на виде сбоку, часть IIIb устройства, показанного на Фиг. 3a, с некоторыми параметрами,
Фиг. 3d изображает, на виде сбоку, часть устройства для сушки шпона с некоторыми параметрами,
Фиг.3е изображает, на виде сбоку, часть устройства для сушки шпона с некоторыми параметрами,
Фиг. 4а изображает, на виде сбоку, другое устройство для сушки шпона,
Фиг. 4b изображает, на виде сбоку, часть IVb устройства, показанного на Фиг. 4а, с некоторыми параметрами,
Фиг. 5 изображает, на виде сзади, как показано на Фиг. 2f, струйную камеру, пару роликов, зазор между роликами этой пары, а также нагревающую и циркулирующую среду,
Фиг. 6a изображает, на виде сверху, первый основной ролик, второй основной ролик и струйную камеру, имеющую опорную поверхность между этими роликами,
Фиг. 6b изображает, на виде сверху, первый основной ролик, второй основной ролик и струйную камеру, имеющую другую опорную поверхность между этими роликами,
Фиг. 7а-7с иллюстрируют, на виде сбоку, способ переоборудования существующей сушилки с использованием направляющего элемента,
Фиг. 7d изображает, на виде сбоку, переоборудованную сушилку, то есть устройство, в котором сушилка была переоборудована с использованием другого направляющего элемента,
Фиг. 7е изображает, на виде сбоку, переоборудованную сушилку, то есть устройство, в котором сушилка была переоборудована с использованием другого направляющего элемента, прикрепленного к боковой части струйной камеры,
Фиг. 7f изображает, на виде спереди, как обозначено на Фиг. 7е, струйную камеру и направляющий элемент, показанный на Фиг. 7е, а также пару роликов,
Фиг. 7g изображает, на виде сбоку, устройство, имеющее держатель для направляющего элемента,
Фиг. 8а и 8b иллюстрируют, на виде сбоку, способ переоборудования другой существующей сушилки с использованием другого аналогичного направляющего элемента,
Фиг. 9 изображает, на виде сверху, первый лист шпона и иллюстрирует подачу первого листа шпона в зазор пары роликов,
Фиг. 10а и 10b иллюстрируют, на виде сбоку, расположение двух листов шпона в частичном перекрытии и подачу двух листов шпона между парой роликов, и
Фиг. 11а и 11b иллюстрируют, на виде сбоку, способ переоборудования сушилки с использованием направляющего элемента другого типа.
ПОДРОБНОЕ ОПИСАНИЕ
Как отмечено в разделе «Уровень техники», было обнаружено, что в роликовой конвейерной сушилке 900 для шпона листы шпона могут эпизодически стремиться проходить на неправильную сторону ролика, в частности, лист шпона может проходить между струйной камерой 311 и роликом 221, как показано пунктирной стрелкой на Фиг. 1b. Это явление можно назвать «нырянием шпона», так как из-за этого явления лист шпона проходит (то есть «ныряет») на нижний уровень роликовой конвейерной сушилки. В результате ныряние вызывает заклинивание. Заклинивания происходят не только в уровне, с которого лист шпона начинает нырять, но также и в уровне или в уровнях ниже этого уровня. Таким образом, это явление вызывает заклинивание по меньшей мере двух уровней сушилки 900. Даже если это явление не слишком типично, например, могут нырять только несколько промилле (несколько из тысячи) листов шпона, этот факт замедляет производство или временно вынуждает его останавливать для устранения заклинивания.
Не вдаваясь слишком сильно в подробности, представляется, что фактором, влияющим на ныряние, является деформация листов шпона. Чем больше деформация в листах шпона, тем больше вероятность ныряния. Деформация листов шпона во время сушки обусловлена по меньшей мере двумя факторами: неравномерным высыханием листов шпона и коэффициентом анизотропного расширения влаги листов шпона, которые обычно изготавливаются из дерева. Как правило, процесс сушки является относительно однородным, вследствие чего первый аспект может играть менее значительную роль в сушке. Обычно содержание влаги в шпоне уменьшается с уровня 70% - 160% до уровня 2% - 15%, в результате чего становится очевидным, что происходит значительное сжатие, вызванное высыханием. В случае деревянных листов шпона, как правило, листы шпона сжимаются примерно на 7%, по меньшей мере в двух ориентациях, которые перпендикулярны ориентации волокна древесины. В отличие от этого, в направлении ориентации волокна набухание, вызванное влагой (или сжатие, вызванное сушкой), значительно меньше. Кроме того, разные части листов шпона могут поглощать разные количества воды, например, годовые кольца могут поглощать другое количество воды, чем области между кольцами. Следовательно, в листах шпона происходит неравномерное сжатие, что также приводит к деформации.
Ныряние шпона, являющееся результатом сушки, наблюдалось в известных сушилках 900, в которых ныряние чаще всего происходило вблизи такого ролика, вблизи которого листы шпона уже были достаточно высушены, прежде чем возникла проблема. Как правило, наиболее критические места расположены на полпути между впускным и выпускным концами устройства 900. Поскольку влажный лист шпона высыхает быстрее, чем сухой лист, обычно в самой критической точке сушилки 900 намного больше половины влаги в листе шпона уже испарилось. Однако все еще оставшаяся влага подразумевает, что шпон относительно легко сгибается. Термин «критические» относится здесь к таким местам, в которых риск ныряния листов шпона является самым высоким. Таким образом, проблема становится более заметной при сушке деревянных шпонов, чем при сушке других листовых материалов.
Сушилка 900 обычно содержит струйные камеры как над листом шпона, так и под ним, когда тот проходит между струйными камерами. Воздух, выдуваемый из струйных камер, также может захватывать шпон таким образом, что возрастает риск ныряния шпона вышеупомянутым способом.
В целом представляется, что толщина листа шпона также влияет на риск ныряния. Тонкие листы гнутся легче, чем толстые. Более того, тонкий лист шпона легче изгибается воздушными потоками из струйных камер, чем толстый лист шпона. Таким образом, проблема становится более заметной при сушке тонких листов шпона, чем при сушке толстых листов шпона.
На Фиг. 2а, 3а и 4а изображены устройства 100 для сушки листа или листов шпона. Фиг. 2b, 3b и 4b подробно изображают части IIb, IIIb и IVb, соответственно, показанные на Фиг. 2а, 3а и 4а. Как показано на этих чертежах, устройство 100 для сушки листа 111 шпона содержит первую пару 210 роликов 211, 212. Первая пара 210 роликов выполнена с возможностью перемещения листа 111 шпона в продольном направлении SX. При обычном использовании направление SX является горизонтальным. Варианты выполнения в первую очередь поясняются со ссылкой на такое использование, при котором направление SZ является вертикальным и направленным вверх, при этом основные ролики 211, 221 расположены ниже вспомогательных роликов 212, 222. Это связано с тем, что было обнаружено, что проблема устройств предшествующего уровня техники, как было указано выше, заключается в том, что листы шпона проходят вдоль неправильной стороны нижнего одного из роликов. Однако подобное решение может быть применено только на верхней стороне пар роликов, и в этом случае варианты выполнения объясняют такое использование, при котором направление SZ является вертикальным и направленным вниз. Однако предпочтительно, чтобы решение было применимо как к верхней, так и к нижней стороне пар роликов.
Первая пара 210 роликов содержит первый основной ролик 211, проходящий в направлении, по существу параллельном поперечному направлению SY. Таким образом, первый основной ролик 211 имеет круговой профиль, который проходит в продольном направлении ролика 211. Первый основной ролик 211 выполнен с возможностью вращения вокруг оси, параллельной продольному направлению ролика 211. Кроме того, продольное направление ролика 211 по существу параллельно поперечному направлению SY, которое перпендикулярно продольному направлению SX. Угол между осью вращения ролика 211 и поперечным направлением SY может составлять, например, максимум 1 градус. Как правило, угол намного меньше, например самое большее 0,1 градуса, но не меньше нуля. Однако для направления листа 111 шпона может использоваться ненулевой угол.
Первая пара 210 роликов также содержит первый вспомогательный ролик 212, который по существу параллелен первому основному ролику 211. Таким образом, угол между осью вращения первого вспомогательного ролика 212 и осью вращения первого основного ролика 211 может составлять, например, самое большее 0,1 градуса. Кроме того, угол между осью вращения ролика 212 и поперечным направлением SY может составлять, например, самое большее 0,1 градуса. Обычно угол (углы) намного меньше, но не меньше нуля. Однако для направления листа 111 шпона можно использовать ненулевой угол. Между роликами 211, 212 первой пары 210 роликов образован первый зазор 215.
Устройство 100 также содержит вторую пару 220 роликов 221, 222. Вторая пара 220 роликов расположена на первом расстоянии d1 от первой пары 210 роликов в продольном направлении SX. Первое расстояние d1 может относиться, например, к расстоянию между первым зазором 215 и вторым зазором 225.
Вторая пара 220 роликов содержит второй основной ролик 221, проходящий в направлении, по существу параллельном поперечному направлению SY. Таким образом, второй основной ролик имеет круговой профиль, который проходит в продольном направлении ролика 221. Ролик 221 выполнен с возможностью вращения вокруг оси, параллельной продольному направлению ролика 221. То, что было сказано о направлении первого основного ролика 211 относительно поперечного направления SY, с необходимыми изменениями применимо ко второму основному ролику 221.
Вторая пара 220 роликов дополнительно содержит второй вспомогательный ролик 222, по существу параллельный второму основному ролику 221. То, что было сказано о направлении первого основного ролика 211 относительно первого вспомогательного ролика 212, с необходимыми изменениями применимо и к взаимной ориентации второго основного ролика 221 и второго дополнительного ролика 222. Между роликами 221, 222 второй пары 220 роликов образован второй зазор 225.
Зазоры 215, 225 проходят в направлении, по существу параллельном поперечному направлению SY и отделены друг от друга в продольном направлении SX. Таким образом, первый зазор 215 и второй зазор 225 задают плоскую расчетную траекторию Т для листа 111 шпона. Таким образом, при использовании лист 111 шпона должен проходить вдоль плоской расчетной траектории Т от первого зазора 215 ко второму зазору 225. Плоская расчетная траектория Т включает центральную линию первого зазора 215, а также включает центральную линию второго зазора 225. Как было указано выше, центральные линии зазоров 215, 225 проходят по существу в поперечном направлении SY.
Как показано на Фиг. 2b-4c, в вариантах выполнения первый основной ролик 211 и второй основной ролик 221 остаются на основной стороне плоской расчетной траектории Т. Соответственно, первый вспомогательный ролик 212 и второй вспомогательный ролик 222 остаются на вспомогательной стороне, другой стороне, плоской расчетной траектории Т.
Как показано на Фиг. 2b, 3b и 4b, для нагревания и высушивания листа 111 шпона устройство 100 содержит первую основную струйную камеру 311. По меньшей мере часть первой основной струйной камеры 311 расположена между первым основным роликом 211 и вторым основным роликом 221. По меньшей мере часть первой основной струйной камеры 311 расположена на основной стороне плоской расчетной траектории Т. Предпочтительно вся первая основная струйная камера 311 расположена на основной стороне плоской расчетной траектории Т. Первая основная струйная камера 311 имеет основную опорную поверхность 313. Основная опорная поверхность 313 выполнена с возможностью поддержки листа 111 шпона при использовании устройства 100; то есть при использовании она выполнена с возможностью направления листа 111 шпона. Основная опорная поверхность 313 выполнена с возможностью поддержки листа 111 шпона (т.е. выполнена с возможностью направления листа 111 шпона) таким образом, что вероятность ныряния листа 111 шпона на неправильную сторону второго основного ролика 221 (то есть между первой основной струйной камерой 311 и вторым основным роликом 221) снижается. Соответственно, основная опорная поверхность 313 выполнена с возможностью направления листа 111 шпона ко второму зазору 225. Таким образом, основная опорная поверхность 313 первой основной струйной камеры 313 выполнена с возможностью предотвращения прохождения листа 111 шпона между первой основной струйной камерой 313 и вторым основным роликом 221. Далее будут приведены технические детали этого решения.
Чтобы высушить лист 111 шпона, первая основная струйная камера 311 выполнена с возможностью подачи газообразной сушильной среды 120 через основную опорную поверхность 313 по направлению к плоской расчетной траектории Т. В одном варианте выполнения, чтобы обеспечить непрерывное прохождение листа 111 шпона, ни основная опорная поверхность 313, ни первая основная струйная камера 311 не пересекаются с плоской расчетной траекторией Т. Таким образом, в таком варианте выполнения вся основная опорная поверхность 313 расположена на основной стороне плоской расчетной траектории Т. Тем не менее, в частности, если вспомогательная струйная камера не используется или она расположена достаточно далеко от траектории Т, то основная опорная поверхность 313 может и пересекаться с плоской расчетной траекторией Т. Таким образом, по меньшей мере часть основной опорной поверхности 313 расположена на основной стороне плоской расчетной траектории Т. В качестве газообразной сушильной среды 120 обычно используется нагретый воздух. Газообразная сушильная среда может иметь влажность и содержать испарение некоторых летучих соединений из шпона.
Для направления листа 111 шпона таким образом, что вероятность того, что лист 111 шпона не будет следовать плоской расчетной траектории Т, снижается, первая пара 210 роликов, вторая пара 220 роликов и основная опорная поверхность 313 первой основной струйной камеры 311 расположены относительно друг друга следующим образом:
Как показано на Фиг. 2b и 4b, первый зазор 215 и основная опорная поверхность 313 определяют основную воображаемую плоскость Р1. Основная воображаемая плоскость Р1 определена так, что центральная линия первого зазора 215, которая проходит по существу в поперечном направлении SY, принадлежит основной воображаемой плоскости Р1. Другая точка или линия также определяет основную воображаемую плоскость Р1. Эта другая точка или линия выбрана таким образом, что (i) основная воображаемая плоскость Р1 соприкасается с основной опорной поверхностью 313 и (ii) угол β1 между основной воображаемой плоскостью Р1 и плоской расчетной траекторией Т минимален. Другими словами, (i) основная воображаемая плоскость Р1 соприкасается с основной опорной поверхностью 313 и (ii) основная воображаемая плоскость Р1 не проходит через основную опорную поверхность 313. Таким образом, в качестве точки экстремума основной опорной поверхности 313 выбрана другая точка или линия, как показано на Фиг. 2b и 4b.
Как показано на Фиг. 2b и 4b, основная воображаемая плоскость Р1, определенная таким образом, может
- не пересекать поверхность второго основного ролика 221 (Фиг. 2f),
- пересекать поверхность второго основного ролика 221 только по одной линии I11 пересечения (Фиг. 2е), или
- пересекать поверхность второго основного ролика 221 по первой основной линии I11 пересечения и по второй основной линии I21 пересечения (Фиг. 2b, 3b и 4b).
Первый и второй варианты указывают, что лист 111 шпона направляется ко второму зазору 225, как показано на Фиг. 2f и 2е. Однако в этих альтернативах опорная поверхность 313 находится настолько близко к плоской расчетной траектории Т, что она может препятствовать прохождению листов шпона. Это происходит, в частности, когда имеются как основные 313, так и вспомогательные опорные поверхности 314, поскольку обычно они присутствуют.
Что касается третьего варианта, то две линии I11 и I21 пересечения определены так, что первая основная линия I11 пересечения находится ближе к первой основной струйной камере 311, чем вторая основная линия I21 пересечения, как показано на чертежах, в особенности на Фиг. 2b и 4b. По первой основной линии I11 пересечения поверхность второго основного ролика 221 имеет касательную плоскость ТР1. Основная воображаемая плоскость Р1 пересекает касательную плоскость ТР1, в результате чего пересечение образует четыре угла: два угла на первой стороне Р1, отделенные друг от друга ТР1, и два угла на второй стороне Р1, отделенные друг от друга ТР1. Как показано на Фиг. 2b и 4b, только один из этих четырех углов, основной угол α1, открыт в направлении плоской расчетной траектории Т и первой пары 210 роликов. Другими словами, основной угол α1 расположен между основной стороной основной воображаемой плоскости Р1 и основной стороной касательной плоскости ТР1, причем по меньшей мере часть первого вспомогательного ролика 212 расположена на основной стороне основной воображаемой плоскости Р1 и на основной стороне касательной плоскости ТР1.
Было обнаружено, что именно этот основной угол α1 отвечает за исходную проблему. В том случае, когда основной угол α1 мал, например 90 градусов или даже меньше, проблема возникает с большой вероятностью. Однако, когда основной угол α1 больше, то вероятность ныряния шпона значительно снижается. Следовательно, основной угол α1 составляет по меньшей мере 115 градусов. В некоторых вариантах выполнения изобретения основной угол α1 составляет более 120 градусов, более 125 градусов или по меньшей мере 135 градусов. Было обнаружено, что, чем больше основной угол α1, тем меньше частота заклинивания.
Как показано на Фиг. 2е, основная воображаемая плоскость Р1 может пересекать поверхность второго основного ролика 221 только по одной линии I11 пересечения. Однако, как видно из Фиг. 2е, струйную камеру 311 не следует размещать в таком низком положении, чтобы вспомогательные ролики 222 и 221 были расположены на одной стороне плоскости Р1. Таким образом, в том случае, когда основная воображаемая плоскость Р1 пересекает поверхность второго основного ролика 221 только по одной линии I11 пересечения, второй основной ролик 221 расположен на первой стороне основной воображаемой плоскости Р1, а второй вспомогательный ролик 222 расположен на второй, противоположной, стороне основной воображаемой плоскости Р1. Другими словами, основная воображаемая плоскость Р1 расположена между вторым основным роликом 221 и вторым вспомогательным роликом 222.
Как показано на Фиг. 2f, в одном варианте выполнения основная воображаемая плоскость Р1 не пересекает поверхность второго основного ролика 221. Однако в этом случае, чтобы струйная камера 311 позволяла листу шпону перемещаться от первого зазора 215 ко второму зазору, предпочтительно, чтобы вторые ролики 221, 222 были расположены на разных сторонах плоскости Р1. Другими словами, основная воображаемая плоскость Р1 расположена между вторым основным роликом 221 и вторым вспомогательным роликом 222. Следовательно, в одном варианте выполнения основная воображаемая плоскость Р1 не пересекает поверхность второго основного ролика 221, причем второй основной ролик 221 расположен на первой стороне основной воображаемой плоскости P1, а второй вспомогательный ролик 222 расположен на второй, противоположной, стороне основной воображаемой плоскости Р1.
В принципе возможно, чтобы основная воображаемая плоскость Р1 не пересекала поверхность второго основного ролика 221, но пересекала поверхность второго вспомогательного ролика 222. Например, такая ситуация может возникнуть при перемещении струйной камеры 313, изображенной на Фиг. 2f, в направлении SZ относительно роликов 211, 212, 221, 222. В том случае, когда основная воображаемая плоскость Р1 не пересекает поверхность второго основного ролика 221, а основная воображаемая плоскость Р1 пересекает поверхность второго вспомогательного ролика 222, предпочтительно, чтобы меньшая часть второго вспомогательного ролика 222 была расположена на той же стороне основной воображаемой плоскости Р1, где расположен второй основной ролик 221. Таким образом, в одном варианте выполнения основная воображаемая плоскость Р1 не пересекает поверхность второго основного ролика 221, основная воображаемая плоскость Р1 пересекает поверхность второго вспомогательного ролика 222, второй основной ролик 221 расположен на первой стороне основной воображаемой плоскости Р1, при этом самое большее 33%, самое большее 25% или самое большее 10% второго вспомогательного ролика 222 расположено на первой стороне основной воображаемой плоскости Р1. Такая ситуация не показана на чертежах. Что касается угла β1 (см. Фиг. 2b или 4b и определение выше), угол β1 может составлять, например, не менее минус 5 градусов, не менее минус 1 градуса или не менее нуля градусов. Соглашение о знаке угла β1 обсуждается ниже.
Как указано выше, плоская расчетная траектория Т задается первым зазором 215 и вторым зазором 225 таким образом, что первый основной ролик 211 и второй основной ролик 221 расположены на основной стороне плоской расчетной траектории Т, а первый вспомогательный ролик 212 и второй вспомогательный ролик 222 расположены на вспомогательной стороне, на другой стороне, плоской расчетной траектории Т. Кроме того, линия основной воображаемой плоскости Р1 расположена в первом зазоре 215. Как показано на Фиг. 2b, положительное направление угла β1 между основной воображаемой плоскостью Р1 и плоской расчетной траекторией Т, когда угол β1 минимизирован, выбирается таким, что если основную воображаемую плоскость Р1 поворачивать вокруг первого зазора 215 в месте расположения второго зазора 225 в направлении, которое направлено от второго вспомогательного ролика 222 ко второму основному ролику 221, то угол β1 увеличивается. Как указано в обсуждении выше и в определении положительного направления, данным выше, угол β1 между основной воображаемой плоскостью Р1 и плоской расчетной траекторией может быть отрицательным. Однако в предпочтительном варианте выполнения угол β1 между основной воображаемой плоскостью Р1 и плоской расчетной траекторией Т не меньше нуля. Кроме того, в случае, когда β1 является положительным, по меньшей мере часть второго основного ролика 221 расположена на первой стороне основной воображаемой плоскости Р1, а весь второй вспомогательный ролик 222 расположен на второй, противоположной, стороне основной воображаемой плоскости Р1.
Как показано, в частности, на Фиг. 3a и 3b, когда устройство 100 содержит первую вспомогательную струйную камеру 312, по меньшей мере часть которой расположена между первым вспомогательным роликом 212 и вторым вспомогательным роликом 222, предпочтительно также и опорная поверхность 314 первой вспомогательной струйной камеры 312 выполнена с возможностью предотвращения прохождения листа 111 шпона между первой вспомогательной струйной камерой 312 и вторым вспомогательным роликом 222, т.е. выполнена с возможностью направления листа шпона в направлении второго зазора 225. Когда устройство 100 содержит первую вспомогательную струйную камеру 312, по меньшей мере часть первой вспомогательной струйной камеры 312 расположена на вспомогательной стороне плоской расчетной траектории Т. Однако в таком случае, предпочтительно вся первая вспомогательная струйная камера 312, включая опорную поверхность 314, расположена на вспомогательной стороне плоской расчетной траектории Т.
В одном варианте выполнения, изображенном на Фиг. 3a и 3b, первая вспомогательная струйная камера 312 устройства 100 содержит вспомогательную опорную поверхность 314 и выполнена с возможностью подачи газообразной сушильной среды 120 через вспомогательную опорную поверхность 314 по направлению к плоской расчетной траектории Т. По меньшей мере часть вспомогательной опорной поверхности 314 расположена на вспомогательной стороне плоской расчетной траектории Т. Кроме того, в одном варианте выполнения вся вспомогательная опорная поверхность 314 расположена на вспомогательной стороне плоской расчетной траектории Т. Таким образом, в одном варианте выполнения, ни вспомогательная опорная поверхность 314, ни первая вспомогательная струйная камера 312 не пересекается с плоской расчетной траекторией Т.
По причинам, указанным выше, в этом варианте выполнения первая пара 210 роликов, вторая пара 220 роликов и вспомогательная опорная поверхность 314 первой вспомогательной струйной камеры 312 расположены следующим образом:
Вспомогательная воображаемая плоскость Р2 определена первым зазором 215 и вспомогательной опорной поверхностью 314 таким образом, что (i) вспомогательная воображаемая плоскость Р2 соприкасается со вспомогательной опорной поверхностью 314 и (ii) угол β2 между вспомогательной воображаемой плоскостью Р2 и плоской расчетной траекторией Т минимален. Здесь положительное направление угла β2 противоположно положительному направлению угла β1, подробно рассмотренному выше. Вспомогательная воображаемая плоскость Р2, определенная таким образом, (i) не пересекает поверхность второго вспомогательного ролика 222, как показано на Фиг. 3е, (ii) пересекает поверхность второго вспомогательного ролика 222 только по одной вспомогательной линии I12 пересечения так, как показано на Фиг. 3d, или (iii) пересекает поверхность второго вспомогательного ролика 222 по первой вспомогательной линии I12 пересечения и по второй вспомогательной линии I22 пересечения, как показано на Фиг. 3b. В третьем альтернативном варианте первая вспомогательная линия I12 пересечения расположена ближе к первой вспомогательной струйной камере 312, чем вторая вспомогательная линия 122 пересечения. Кроме того, вспомогательный угол α2, который образован между вспомогательной воображаемой плоскостью Р2 и касательной плоскостью ТР2 второго вспомогательного ролика 222 к первой вспомогательной линии I12 пересечения и открыт в направлении плоской расчетной траектории Т и первой пары 210 роликов, составляет минимум 115 градусов. Вспомогательный угол α2 может составлять более 120 градусов, более 125 градусов или по меньшей мере 135 градусов. Предпочтительно вспомогательный угол α2 равен основному углу α1.
Как показано на Фиг. 4а и 4b, в случае, если устройство 100 содержит как первую основную струйную камеру 311, расположенную между основными роликами 211 и 221, так и первую вспомогательную струйную камеру 312, расположенную между вспомогательными роликами 212 и 222, достаточно, чтобы только основной угол α1 был большим, как подробно описано выше, тогда как вспомогательный угол α2 может быть меньше, причем даже меньше, чем вышеупомянутые 115 градусов. Однако в таком решении ныряние уменьшается только на основной стороне плоской расчетной траектории Т. Предпочтительно, если устройство 100 содержит как первую основную струйную камеру 311, так и первую вспомогательную струйную камеру 312, расположение роликов 211 212, 221, 222 и струйных камер 311, 312, имеющих опорные поверхности 313, 314, симметрично относительно плоской расчетной траектории Т.
При использовании лист 111 шпона перемещается от первого зазора 215 ко второму зазору 225, направляясь основной опорной поверхностью 313. Таким образом, форма основной опорной поверхности 313 предпочтительно не содержит выступы или тому подобные элементы, которые могут помешать перемещению листа шпона. Таким образом, форма основной опорной поверхности 313 (а также вспомогательной опорной поверхности 314, если это применимо) является предпочтительно такой, что она не препятствует свободному прохождению листа 111 шпона. Таким образом, предпочтительно, основная опорная поверхность 313 не имеет такой части, которая (i) имеет длину более 5 мм, (ii) имеет ширину более 5 мм, и (ii) перпендикуляр к этой части образует угол с продольным направлением SX менее 10 градусов. Такая часть (или части) будет представлять собой ступеньку (или ступеньки) на основной опорной поверхности 313, которая будет предотвращать свободное прохождение листа 111 шпона. Таким образом, в одном варианте выполнения основная опорная поверхность 313 не имеет ступенек. Предпочтительно также, вспомогательная опорная поверхность 314, если она имеется в устройстве 100, также не имеет ступенек, как подробно описано выше.
При типичном использовании первый основный ролик 211 расположен ниже первого вспомогательного ролика 212, а второй основной ролик 221 расположен ниже второго вспомогательного ролика 222.
Даже если на Фиг. 2a-2f изображены только две пары роликов, как показано на Фиг. 2а, 3а, 4а, 2g и 2h, устройство 100 предпочтительно содержит более двух пар роликов. Как показано, в частности, на Фиг. 2g или 2h, предпочтительно, чтобы устройство 100 содержало третью пару 230 роликов. Третья пара 230 роликов расположена на третьем расстоянии d3 от первой пары 210 роликов в продольном направлении SX. Третье расстояние d3 может относиться, например, к расстоянию между первым зазором 215 и третьим зазором 235 третьей пары 230 роликов. На Фиг. 2g первая пара 210 роликов расположена между второй парой 220 роликов и третьей парой 230 роликов. На Фиг. 2h вторая пара 220 роликов расположена между первой парой 210 роликов и третьей парой 230 роликов. На Фиг. 2g третье расстояние d3 может быть равно первому расстоянию d1, но это не обязательно. В случае если вторая пара 220 роликов расположена между первой парой 210 роликов и третьей парой 230 роликов (как показано на Фиг. 2h), то расстояние d3 больше, чем расстояние d1 и, предпочтительно, в два раза больше первого расстояния d1.
Третья пара 230 роликов содержит третий основной ролик 231, проходящий в направлении, по существу параллельном поперечному направлению SY. Таким образом, третий основной ролик 231 имеет круглый профиль, который проходит в продольном направлении ролика 231. Ролик 231 выполнен с возможностью вращения вокруг оси, которая параллельна продольному направлению ролика 231. Что было сказано о направление первого основного ролика 211 относительно поперечного направления SY, также с необходимыми изменениями применимо и к третьему основному ролику 231. Третья пара 230 роликов дополнительно содержит третий вспомогательный ролик 232, по существу параллельный третьему основному ролику 231. То, что было сказано о направлении первого основного ролика 211 относительно первого вспомогательного ролика 212, также с необходимыми изменениями применимо к взаимной ориентации третьего основного ролика 231 и третьего дополнительного ролика 232. Между роликами 231, 232 третьей пары 230 роликов образован третий зазор 235. Третий основный ролик 231 расположен на основной стороне плоской расчетной траектории Т. Третий вспомогательный ролик 232 расположен на вспомогательной стороне плоской расчетной траектории Т. Кроме того, плоская расчетная траектория Т проходит в третий зазор 235.
Вариант выполнения, показанный на Фиг. 2g или 2h, также содержит вторую основную струйную камеру 321. По меньшей мере часть второй основной струйной камеры 321 расположена между двумя соседними основными роликами, например, между первым основным роликом 211 и третьим основным роликом 231, как показано на Фиг. 2g, или между вторым основным роликом 221 и третьим основным роликом 231, как показано на Фиг. 2h. По меньшей мере часть второй основной струйной камеры 321 расположена на основной стороне плоской расчетной траектории Т. Предпочтительно вся вторая основная струйная камера 321 расположена на основной стороне плоской расчетной траектории Т. Вторая основная струйная камера 321 имеет вторую основную опорную поверхность 323. Предпочтительно также, чтобы вторая основная опорная поверхность 323 была выполнена с возможностью поддержки листа 111 шпона (т.е. выполнена с возможностью направления листа 111 шпона) таким образом, чтобы вероятность ныряния шпона на неправильную сторону основного ролика была уменьшена. Соответственно, вторая основная опорная поверхность 323 может быть выполнена с возможностью направления листа 111 шпона к следующему зазору (например, зазору 215 на Фиг. 2g). То, что было и будет сказано о форме и положении основной опорной поверхности 313 относительно первого основного ролика и второго основного ролика, с соответствующими изменениями предпочтительно применимо и ко второй основной опорной поверхности 323.
Как показано на Фиг. 2g и 2h, если устройство содержит третью пару 230 роликов, то третья пара 230 роликов может быть расположена в продольном направлении SX перед первой парой 210 роликов или после второй пары 220 роликов. Однако нумерация пар роликов такова, что между первой парой 210 роликов и второй парой 220 роликов нет другой пары роликов. Более конкретно, устройство не содержит такой пары (например, 230) роликов, которая
- выполнена с возможностью перемещения листа 111 шпона,
- содержит два таких ролика (например, 321, 322), что плоская расчетная траектория Т расположена между роликами (321, 322) пары (например, 230) роликов, и
- расположена, в продольном направлении SX, между первой парой 210 роликов и второй парой 220 роликов.
Таким образом, первая основная струйная камера 311 расположена рядом с первым основным роликом 211 и вторым основным роликом 221. В одном варианте выполнения между первой основной струйной камерой 311 и первым основным роликом 211 нет никакого другого ролика. В одном варианте выполнения между первой основной струйной камерой 311 и вторым основным роликом 221 нет никакого другого ролика.
Как показано на Фиг. 3а, 3b, 4а и 4b, когда устройство содержит третью пару 230 роликов, устройство может содержать вторую вспомогательную струйную камеру, по меньшей мере часть которой расположена между двумя соседними вспомогательными роликами (например, 232 и 212, или 212 и 232), и по меньшей мере часть которой расположена на вспомогательной стороне плоской расчетной траектории Т.
Как показано на Фиг. 2с и 3с, предпочтительная форма основной опорной поверхности может быть также определена в терминах расстояний. Как показано на Фиг. 2с, второй зазор 225 расположен на первом расстоянии d1 от первого зазора 215. Первое расстояние d1 может составлять, например, от 200 мм до 700 мм, например от 300 мм до 600 мм.
Как показано на Фиг. 2с, основная опорная поверхность 313 может быть разделена на переднюю часть 313f и заднюю часть 313r плоскостью DP деления. Нормаль к плоскости DP деления параллельна продольному направлению SX; то есть нормаль к DP соответствует направлению SX. Кроме того, плоскость DP деления расположена на втором расстоянии d2 от первого зазора 215. Второе расстояние d2 составляет по меньшей мере одну треть (1/3), а самое большее две трети (2/3) от первого расстояния d1, например, половину (1/2) от первого расстояния d1. Что касается терминов «передняя» и «задняя», то передняя часть 313f основной опорной поверхности 313 находится ближе к первой паре 210 роликов, чем ко второй паре 220 роликов. Соответственно, задняя часть 313r находится ближе ко второй паре 220 роликов, чем к первой паре 210 роликов.
В предпочтительном варианте выполнения основная опорная поверхность 313 имеет такую форму, что минимальное расстояние dr1 между задней частью 313r основной опорной поверхности 313 и плоской расчетной траекторией Т меньше, чем минимальное расстоянием dƒ1 между передней частью 313f основной опорной поверхности 313 и плоской расчетной траекторией Т.
Предпочтительно, минимальное расстояние dr1 между задней частью 313r основной опорной поверхности 313 и плоской расчетной траекторией Т по меньшей мере на 3 мм, например, по меньшей мере на 5 мм или по меньшей мере на 10 мм меньше, чем минимальное расстояние dƒ1 между передней частью 313f основной опорной поверхности 313 и плоской расчетной траекторией Т. Минимальное расстояние dr1 может составлять, например, не менее 0 мм. Однако для того, чтобы поверхность 313 не препятствовала свободному прохождению шпона 110, минимальное расстояние dr1 предпочтительно составляет по меньшей мере 5 мм или по меньшей мере 10 мм. Кроме того, для направления листа 111 шпона к плоской расчетной траектории в достаточной степени, в одном варианте выполнения минимальное расстояние dr1 составляет самое большее 30 мм, например, самое большее 25 мм. Расстояние dr1 может составлять, например, от 10 мм до 20 мм. Что касается расстояния dƒ1 (см. Фиг. 2с), то dƒ1 может составлять, например, от 15 мм до 50 мм, предпочтительно от 20 мм до 35 мм.
Кроме того, как показано на Фиг. 2b, 2d и 11b, предпочтительно также передний край основной опорной поверхности 313 выполнен с возможностью направления шпона. Таким образом, в одном варианте выполнения передний край основной опорной поверхности 313 содержит только внутренний угол γ (Фиг. 2b и 2d) или внутренние углы γ (Фиг. 11b), которые имеют значение более 90 градусов. Передний край относится к такому краю или краям передней части 313f основной опорной поверхности 313, которые расположены близко как к первой паре 210 роликов, так и к плоской расчетной траекторией Т.
Таким образом, и как показано на Фиг. 2d, в одном варианте выполнения расстояние  между передним краем передней части 314f основной опорной поверхности 314 и плоской расчетной траекторией Т больше, чем расстояние dƒt между (i) пересечением плоскости DP деления и основной опорной поверхности 314 и (ii) плоской расчетной траекторией Т. Предпочтительно, расстояние
между передним краем передней части 314f основной опорной поверхности 314 и плоской расчетной траекторией Т больше, чем расстояние dƒt между (i) пересечением плоскости DP деления и основной опорной поверхности 314 и (ii) плоской расчетной траекторией Т. Предпочтительно, расстояние  по меньшей мере на 5 мм больше, чем расстояние dƒt. В качестве примера, разность
по меньшей мере на 5 мм больше, чем расстояние dƒt. В качестве примера, разность  может составлять от 5 мм до 15 мм. То, что было сказано о переднем крае основной опорной поверхности 313, с соответствующими изменениями применимо, в одном варианте выполнения, к вспомогательной опорной поверхности 314 (если она имеется).
может составлять от 5 мм до 15 мм. То, что было сказано о переднем крае основной опорной поверхности 313, с соответствующими изменениями применимо, в одном варианте выполнения, к вспомогательной опорной поверхности 314 (если она имеется).
Основная опорная поверхность 313 может иметь такую форму, которая не зависит от наличия вспомогательной опорной поверхности 314 и ее формы. Однако как показано на Фиг. 3с, предпочтительно, устройство 100 содержит первую вспомогательную струйную камеру 312, по меньшей мере часть которой расположена между первым вспомогательным роликом 212 и вторым вспомогательным роликом 222, причем первая вспомогательная струйная камера 312 содержит вспомогательную опорную поверхность 314. Первая вспомогательная струйная камера 312 также выполнена с возможностью подачи газообразной сушильной среды 120 через вспомогательную опорную поверхность 314 по направлению к плоской расчетной траектории Т. Кроме того, в одном варианте выполнения ни вторая опорная поверхность 314, ни первая вспомогательная струйная камера 312 не пересекается с плоской расчетной траекторией Т. Аналогично основной опорной поверхность 313, вспомогательная опорная поверхность 314 также может быть разделена плоскостью DP деления на переднюю часть 314f и заднюю часть 314r таким образом, что передняя часть 314f вспомогательной опорной поверхности 314 находится ближе к первой паре 210 роликов, чем ко второй паре 220 роликов. Кроме того, минимальное расстояние dr2 между задней частью 314r вспомогательной опорной поверхности 314 и плоской расчетной траекторией Т меньше, чем минимальное расстоянием dƒ2 между передней частью 314f вспомогательной опорной поверхности 314 и плоской расчетной траекторией Т.
Предпочтительно, минимальное расстояние dr2 между задней частью 314r вспомогательной опорной поверхности 314 и плоской расчетной траекторией Т по меньшей мере на 3 мм, например, по меньшей мере на 5 мм, или по меньшей мере на 10 мм меньше, чем минимальное расстояние dƒ2 между передней частью 314f вспомогательной опорной поверхности 314 и плоской расчетной траекторией Т. Минимальное расстояние dr2 может составлять, например, по меньшей мере 0 мм, по меньшей мере 5 мм или по меньшей мере 10 мм. Кроме того, минимальное расстояние dr2 в одном варианте выполнения составляет самое большее 30 мм, например самое большее 25 мм. Минимальное расстояние dr2 может составлять, например, от 10 мм до 20 мм. Расстояние dƒ2 может составлять, например, от 15 мм до 50 мм, предпочтительно, от 20 мм до 35 мм.
На Фиг. 2d также показано расстояние ddν между вторым основным роликом 221 и первой основной струйной камерой 311. Таким образом, расстояние ddν представляет собой длину (например, в направлении SX, как показано на Фиг. 2d, или в другом направлении, как показано на Фиг. 2е) такого зазора, через который происходит (нежелательное) ныряние листа шпона, если такое ныряние вообще имеет место. В случае, когда расстояние ddν велико, ныряние становится более вероятным, если это не предотвращается достаточно большим основным углом α1. Более того, когда расстояние ddν слишком мало, возникают риски безопасности. Например, если ddν мало, то между вторым основным роликом 221 и первой основной струйной камерой 311 может накапливаться пыль, при этом трение между вращающимся роликом 221 и пылью может нагревать или даже зажигать пыль. Таким образом, если ddν слишком мало, то существует повышенный риск возникновения пожара. По этим причинам расстояние ddν предпочтительно составляет от 5 мм до 30 мм, например от 5 до 20 мм или от 5 мм до 10 мм. Кроме того, предпочтительно, расстояние ddν составляет от 5 мм до 30 мм, а основной угол α1 составляет по меньшей мере 115 градусов, более 120 градусов, более 125 градусов или по меньшей мере 135 градусов. Более предпочтительно, расстояние ddν составляет от 5 мм до 20 мм, а основной угол α1 составляет по меньшей мере 115 градусов, более 120 градусов, более 125 градусов или по меньшей мере 135 градусов. Еще более предпочтительно, расстояние ddν составляет от 5 мм до 10 мм, а основной угол α1 составляет по меньшей мере 115 градусов, более 120 градусов, более 125 градусов или по меньшей мере 135 градусов.
При использовании устройства 100, выполненного в соответствии с настоящим изобретением, поверхности первого основного ролика 211, второго основного ролика 221, первого вспомогательного ролика 212 и второго вспомогательного ролика 222 выполнены с возможностью вхождения в контакт с листом 111 шпона для перемещения листа 111 шпона в продольном направлении SX.
Было обнаружено, что техническая проблема, упомянутая в разделе «Уровень техники», является более заметной, когда листы шпона тонкие. Авторы изобретения полагают, что толстый лист шпон является более жестким, поэтому он следует плоской расчетной траектории Т с большей вероятностью, чем тонкий лист шпона. Было обнаружено, что проблема возникает, в частности, для листов шпона, имеющих толщину самое большее 3,5 мм или самое большее 2,0 мм. Однако обычно толщина листов шпона составляет по меньшей мере 0,5 мм. Следовательно, в одном варианте выполнения минимальное расстояние gh1 (см. Фиг. 2b) между наружными поверхностями первого основного ролика 211 и первого вспомогательного ролика 212 составляет самое большее 3,5 мм, например от 0,5 мм до 3,5 мм или от 0,5 мм до 2,0 мм. Минимальное расстояние gh1 относится также к высоте первого зазора 215. Кроме того, в одном варианте выполнения минимальное расстояние gh2 между наружными поверхностями второго основного ролика 221 и второго вспомогательного ролика 222 составляет самое большее 3,5 мм, например от 0,5 мм до 3,5 мм или от 0,5 мм до 2,0 мм. Минимальное расстояние gh2 относится также к высоте второго зазора 225 (см. Фиг. 2b).
Как показано на Фиг. 5, в устройстве может циркулировать по меньшей мере некоторая часть газообразной сушильной среды 120. Однако, в качестве альтернативы, газообразная сушильная среда может представлять собой воздух. Воздух также может быть смешан с циркулирующим газом. В предпочтительном варианте выполнения содержание влаги в газообразной сушильной среде 120 составляет самое большее 600 г/м3, при этом содержание влаги контролируется путем выпуска газообразной сушильной среды и забора воздуха, чтобы компенсировать выпуск газообразной сушильной среды. Это достаточно низкая влажность, которая высушивает листы шпона, по меньшей мере в том температурном диапазоне, который будет представлен ниже. Предпочтительно, когда процесс запущен и работает, содержание влаги в газообразной сушильной среде 120 предпочтительно составляет по меньшей мере 200 г/м3. Использование более сухого газа привело бы к циркуляции только небольшого количества газа, что увеличило бы затраты на нагревание.
Как показано на Фиг. 5, устройство 100 содержит теплообменное устройство 132, выполненное с возможностью нагревания газообразной сушильной среды 120, такой как газообразная сушильная среда 120, содержащая воздух, с использованием теплообменной среды, такой как пар. Теплообменное устройство 132 может быть расположено в верхней части устройства 100. Теплообменная среда на Фиг. 5 не показана. Пар (то есть теплообменная среда) может находиться под давлением и быть насыщенным. Чтобы обеспечить надлежащую температуру для газообразной сушильной среды 120, давление насыщенного пара может составлять, например, от 10 до 20 бар, например от 14 до 16 бар. Теплообменное устройство 132 содержит по меньшей мере один теплообменник. Устройство 100 дополнительно содержит воздуходувное устройство 134, выполненное с возможностью пропускания газообразной сушильной среды 120 через теплообменное устройство 132 и по меньшей мере основную опорную поверхность 313. Газообразная сушильная среда может перемещаться в канале 121. Когда имеется первая вспомогательная струйная камера 312, воздуходувное устройство 134 предпочтительно выполнено с возможностью подачи газообразной сушильной среды 120 через теплообменное устройство 132, а также через вспомогательную опорную поверхность 314 первой вспомогательной струйной камеры 312. Воздуходувное устройство 134 содержит по меньшей мере одну воздуходувку.
Как подробно описано ниже и показано на Фиг. 7а-7с, устройство 100 для сушки шпона может быть получено путем переоборудования существующей сушилки 900. При таком усовершенствовании для изменения существующей поверхности, которая может поддерживать лист шпона, используется по меньшей мере основной направляющий элемент 315. Таким образом, в одном варианте выполнения устройства 100 по меньшей мере часть основной опорной поверхности 313 является поверхностью основного направляющего элемента 315, который выполнен из металлической пластины, имеющей толщину по меньшей мере 1,5 мм. Предпочтительно, толщина основного направляющего элемента 315 составляет от 1,5 мм до 5 мм, например от 1,5 мм до 3 мм.
На Фиг. 6а и 6b на виде сверху показаны основные ролики 211 и 221 и основная струйная камера 311, основная направляющая поверхность 313 которой показана на виде сверху. Как показано на Фиг. 6а, основная направляющая поверхность 313 может иметь отверстия 317 для подачи газообразной сушильной среды 120 через основную опорную поверхность 313. Основная опорная поверхность может представлять собой верхнюю поверхность основного направляющего элемента 315. Как показано на Фиг. 6b, основная направляющая поверхность 313 может содержать пальцеобразные выступы, например в задней части 313р. Между пальцеобразными выступами расположены пазы 318 для подачи газообразной сушильной среды 120 через основную опорную поверхность 313. Основная опорная поверхность может представлять собой верхнюю поверхность основного направляющего элемента 315. Передняя часть 313f может быть, например, приварена к струйной камере. Ниже будут обсуждаться и другие возможности крепления направляющего элемента 315 к струйной камере 311. То, что было сказано об отверстиях и пазах основной опорной поверхности 313, с соответствующими изменениями применимо и к вспомогательной опорной поверхности 314.
Как показано на Фиг. 2а, 3а и 4а, в одном варианте выполнения устройство 100 содержит первый датчик 142, выполненный с возможностью определения содержания влаги в листе шпона, который не прошел через устройство 100. Лист шпона, в котором измеряется содержание влаги, может представлять собой лист 111 шпона, который сушат с помощью устройства позже. Однако это необязательно. Содержание влаги в другом листе шпона или в других листах шпона можно рассматривать как представляющее собой содержание влаги в листе 111 шпона, подлежащем сушке. В дополнение или в качестве альтернативы, в одном варианте выполнения устройство содержит второй датчик 144, выполненный с возможностью определения содержания влаги в листе шпоне, который уже был высушен, т.е. прошел через устройство 100. Лист шпона, в котором измеряется содержание влаги, может представлять собой лист 111 шпона, который уже был высушен с помощью устройства. Однако это необязательно. Содержание влаги в другом листе шпона или в других листах шпона можно рассматривать как оценку оставшейся влаги в листе 111 шпона, подлежащем сушке, если параметры процесса не отрегулированы. Устройство может содержать второй датчик 144, даже если оно не содержит первый датчик 142.
Информация об одном из содержаний влаги или об обоих содержаниях влаги может применяться для управления процессом сушки. Например, если содержание влаги (после сушки) слишком высокое или содержание влаги (до сушки) выше расчетного значения, то сушка может быть интенсифицирована. Сушка может быть интенсифицирована путем замедления роликов, то есть уменьшения их угловой скорости, в результате чего листы шпона имеют больше времени для высушивания при прохождении через устройство 100. В дополнение или в качестве альтернативы, может быть увеличена температура газообразной сушильной среды 120. Это может быть сделано, например, за счет увеличения потока теплообменной среды через теплообменник 132. Дополнительно или в качестве альтернативы, может быть увеличена циркуляция газа внутри устройства 100. Это может быть сделано, например, путем увеличения потока газа 120 с помощью воздуходувного устройства 134.
Таким образом, в одном варианте выполнения устройство 100 содержит блок 146 управления, который выполнен с возможностью управления по меньшей мере одним из: (i) скоростью вращения первого основного ролика 211, (ii) температурой сушильной среды 120 и (iii) скоростью потока сушильной среды 120. Управление предпочтительно автоматизировано. Таким образом, в одном варианте выполнения блок 146 управления выполнен с возможностью приема сигнала от по меньшей мере одного из: первого датчика 142 и второго датчика 144, и управления, используя сигнал (сигналы) по меньшей мере одним из (i) скоростью вращения первого основного ролика 211, (ii) температурой сушильной среды 120 и (iii) скоростью потока сушильной среды 120.
Однако температура газообразной сушильной среды 120 не должна быть слишком высокой. В одном варианте выполнения устройство 100 содержит датчик 147 температуры, выполненный с возможностью измерения температуры в устройстве 100, в частности, температуры циркулирующей газообразной сушильной среды 120. В одном варианте выполнения устройство 100 содержит датчик 148 влажности, выполненный с возможностью измерения влажности внутри устройства 100, в частности, влажности циркулирующей газообразной сушильной среды 120. Также для управления по меньшей мере одной из вышеупомянутых величин могут использоваться сигнал/сигналы от по меньшей мере одного из этих датчиков (147, 148). Более конкретно, в одном варианте выполнения блок 146 управления выполнен с возможностью приема сигнала от по меньшей мере одного из: датчика 147 температуры и датчика 148 влажности и для управления, используя этот сигнал (эти сигналы), по меньшей мере один из следующих: (i) скорость вращения первого основного ролика 211, (ii) температура сушильной среды 120 и (iii) скорость потока сушильной среды 120. В дополнение к сигналу (сигналам) от датчика температуры и/или влажности (147, 148) могут быть использованы сигналы от первого датчика 142 и/или от второго датчика 144.
Кроме того, в одном варианте выполнения сигнал от датчика 148 влажности используется для управления количеством газообразной сушильной среды, выпущенной из контура циркуляции, для поддержания содержания влаги на уровне, обсужденном выше. В одном варианте выполнения блок 146 управления выполнен с возможностью приема сигнала от датчика 148 влажности и для управления, используя сигнал (сигналы), количеством газообразной сушильной среды, выпущенной из контура циркуляции.
Как очевидно, устройство 100 может быть использовано для сушки различных листов листа 111 шпона последовательно и по отдельности. Кроме того, различные уровни устройства могут быть использованы для одновременной сушки разных листов шпона.
Как показано на Фиг. 10а и 10b, в одном варианте выполнения два листа шпона, которые частично перекрываются, подаются одновременно через первый зазор 215. Это улучшает производительность устройства 100. Таким образом, вариант выполнения устройства 100 содержит стопорно-подъемное устройство 152, которое выполнено с возможностью размещения первого листа 111 шпона и другого второго листа 112 шпона частично перекрывающимся образом. Стопорно-подъемное устройство 152 может представлять собой один элемент, который одновременно останавливает движение второго листа 112 шпона и поднимает заднюю часть первого листа 111 шпона. Например, на Фиг. 10а стопорно-подъемное устройство 152 показано расположенным в положении остановки второго листа 112 шпона и поднятия задней части первого листа 111 шпона. Стопорно-подъемное устройство 152 может сначала поднимать заднюю часть первого листа 111 шпона, а после этого обеспечивать возможность перемещения второго листа 112 шпона в частичном перекрытии с первым листом 111 шпона. Когда стопорно-подъемное устройство 152 опущено, то также и второй лист 112 шпона может продолжать перемещаться в продольном направлении SX. Предпочтительно, стопорно-подъемное устройство 152 выполнено с возможностью размещения первого листа 111 шпона и второго листа 112 шпона так, чтобы они перекрывали длину LO от 20 мм до 50 мм, при этом длина LO измеряется в направлении SX перемещения листов шпона.
Устройство 100 может быть получено путем переоборудования сушилки 900 (т.е. существующей сушилки 900). Сушилка 900 изображена на Фиг. 1а и 1b. На Фиг. 7b таким же образом, аналогичным Фиг. 1b, показана часть сушилки. Как показано на Фиг. 1b и 7а, сушилка 900 содержит первую пару 210 роликов, выполненных с возможностью перемещения шпона в продольном направлении SX. Первая пара 210 роликов содержит первый основной ролик 211, проходящий в направлении, которое по существу параллельно поперечному направлению SY, и первый вспомогательный ролик 212, по существу параллельный первому основному ролику 211, в результате чего между первым основным роликом 211 и первым вспомогательным роликом 212 образован первый зазор 215. Что касается термина «по существу параллельно», то, что было сказано о роликах устройства 100, выполненного в соответствии с изобретением, также применимо к существующей сушилке 900. Существующая сушилка 900 также содержит вторую пару 220 роликов, расположенных в продольном направлении SX от первой пары 210 роликов. Вторая пара 220 роликов содержит второй основной ролик 221, проходящий в направлении, по существу параллельно поперечному направлению SY, и второй вспомогательный ролик 222, по существу параллельный второму основному ролику 221, в результате чего между вторым основным роликом 221 и вторым вспомогательным роликом 222 образован второй зазор 225. Что касается термина «по существу параллельно», то, что было сказано о роликах устройства 100, выполненного в соответствии с изобретением, также применимо к существующей сушилке 900.
Первый зазор 215 и второй зазор 225 существующей сушилки 900 определяют плоскую расчетную траекторию Т для листа 111 шпона (не показан на Фиг. 1b, но показан, например, на Фиг. 7а). Между зазорами 215, 225 имеется первое расстояние d1. Существующая сушилка 900 также содержит первую основную струйную камеру 311, расположенную между первым основным роликом 211 и вторым основным роликом 221, имеющую существующую основную поверхность 313о (см. Фиг. 7а) и выполненную с возможностью подачи газообразной сушильной среды 120 через существующую основную поверхность 313о по направлению к плоской расчетной траектории Т. Основные ролики 211, 221 и первая основная струйная камера 311, включая существующую основную поверхность 313о, расположены на основной стороне плоской расчетной траектории Т. Вспомогательные ролики 212, 222 расположены на вспомогательной (другой) стороне плоской расчетной траектории Т.
Как правило, в существующей сушилке 900 минимальное расстояние do1 между существующей основной поверхностью 313о и плоской расчетной траекторией Т составляет от 15 мм до 50 мм, более типично от 20 до 40 мм.
Способ переоборудования существующей сушилки 900 включает размещение имеющегося основного направляющего элемента 315. То, что было сказано о материалах и толщинах направляющего элемента 315 в контексте устройства 100, также применимо и в контексте способа переоборудования существующей сушилки. 900. Пример такого направляющего элемента показан на Фиг. 7b. Как показано на Фиг. 7с, способ включает прикрепление основного направляющего элемента 315 к основной струйной камере 311 таким образом, что (i) поверхность основного направляющего элемента 315 или (ii) поверхность основного направляющего элемента 315 в комбинации с частью существующей основной поверхности 313о формирует такую основную опорную поверхность 313 переоборудованного устройства, которое имеет свойства, описанные выше для основной опорной поверхности 313 устройства 100 для сушки листа 111 шпона.
Таким образом, первая пара 210 роликов, вторая пара 220 роликов и основная опорная поверхность 313 расположены следующим образом:
Основная воображаемая плоскость Р1 определена первым зазором 215 и основной опорной поверхностью 313 таким образом, что (i) основная воображаемая плоскость Р1 соприкасается с основной опорной поверхностью 313 и (ii) угол β1 между основной воображаемой плоскостью Р1 и плоской расчетной траекторией Т минимален. Кроме того, как указано выше, в одном варианте выполнения основная воображаемая плоскость Р1 пересекает поверхность второго основного ролика 221 только по одной линии 111 пересечения. В другом варианте выполнения основная воображаемая плоскость не пересекает поверхность второго основного ролика 221. В предпочтительном варианте выполнения основная воображаемая плоскость Р1 пересекает поверхность второго основного ролика 221 по первой основной линии 111 пересечения и по второй основной линии 121 пересечения, причем первая основная линия 111 пересечения расположена ближе к первой основной струйной камере 311, чем вторая основная линия 121 пересечения. Основной угол α1, который образован между основной воображаемой плоскостью Р1 и касательной плоскостью ТР1 второго основного ролика 221 к первой основной линии 111 пересечения и открыт в направлении плоской расчетной траектории Т, и первой парой 210 роликов имеет значение по меньшей мере 115 градусов, например, более 120 градусов, более 125 градусов или по меньшей мере 135 градусов. В одном варианте выполнения по меньшей мере часть основной опорной поверхности 313 расположена на основной стороне плоской расчетной траектории Т. В одном варианте выполнения вся основная опорная поверхность 313 расположена на основной стороне плоской расчетной траектории Т. Дополнительные подробности о положительном направлении угла β1 были обсуждены выше в контексте устройства 100. Более того, дополнительные подробности, касающиеся случаев, когда основная воображаемой плоскость Р1 пересекает поверхность второго основного ролика 221 только по одной линии 111 пересечения или не пересекает поверхность второго основного ролика 221, были обсуждены выше в контексте устройства 100.
То, что было сказано выше о расстоянии ddν между (а) основной опорной поверхностью 313 первой основной струйной камеры 311 или между первой основной струйной камерой 311 и (б) вторым основным роликом 221 также применимо и для способа.
Как было указано выше, предпочтительный вариант выполнения включает выбор формы основного направляющего элемента 315, так что также применяются признаки, обсужденные выше для минимальных расстояний dr1 и dƒ1. В качестве альтернативы или в дополнение, вариант выполнения включает прикрепление основного направляющего элемента 315 к основной струйной камере 311 таким образом, что применяются описанные выше признаки для минимальных расстояний dr1 и dƒ1. Таким образом, вариант выполнения включает выбор формы основного направляющего элемента 315 или прикрепление основного направляющего элемента 315 к основной струйной камере 311 таким образом, что основная опорная поверхность 313 может быть разделена на переднюю часть 313f и заднюю часть 313r плоскостью DP деления, которая имеет нормаль, параллельную продольному направлению SX, и которая расположена на втором расстоянии d2 от первого зазора 215, причем второе расстояние d2 составляет по меньшей мере одну треть и, самое большее, две трети от первого расстояния d1, например, половину первого расстояния d1, причем передняя часть 313f основной опорной поверхности 313 расположена ближе к первой паре 210 роликов, чем ко второй паре 220 роликов. Направляющий элемент 315 выбирают и/или прикрепляют таким образом, что минимальное расстояние dr1 между задней частью 313 г основной опорной поверхности 313 и плоской расчетной траекторией Т меньше, чем минимальное расстояние dƒ1 между передней частью 313f основной опорной поверхности 313 и плоской расчетной траекторией Т. То, что было сказано выше о разнице между dr1 и dƒ1 для устройства 100, также применимо и в этом случае. Таким образом, в одном варианте выполнения после того, как основной направляющий элемент 315 был прикреплен, расстояние dr1 задней части (см. Фиг. 2а-2 с и 7а-7с) меньше, чем расстояние do1 до прикрепления основного направляющего элемента.
Однако, как показано на Фиг. 7d, может быть достаточно, чтобы плоский направляющий элемент 315 использовался таким образом, чтобы он был параллелен плоской расчетной траектории Т. Как показано на Фиг. 7d, может быть достаточно, чтобы зазор между вторым основным роликом 221 и основной струйной камерой 311 был выполнен более узким с помощью направляющего элемента 315, чтобы увеличить угол α1 до достаточного уровня, как обсуждалось выше. Однако, в зависимости от расстояния основной струйной камеры 311 от плоской расчетной траектории 311, возможно, что плоского и параллельного направляющего элемента 315 будет недостаточно.
Следует также отметить, что основной направляющий элемент 315, даже если это плоский направляющий элемент 315, как показано на Фиг. 7d, делает расстояние dr1 (см. Фиг. 2с) задней части основной опорной поверхности 313 меньше, чем расстояние do1 (см. Фиг. 7а), что одновременно увеличивает и основный угол α1. Следовательно, даже если предпочтительно значения для расстояния dr1 были представлены в связи с тем, что также имеется меньшее расстояние dƒ1, следует отметить, что предпочтительные значения для dr1 применяются также и в случае, когда основная опорная поверхность 313 является плоской и параллельной расчетной траектории Т. Направляющий элемент 315 может быть прикреплен к верхней части струйной камеры 311 существующей сушилки, как показано на Фиг. 7d. Направляющий элемент 315 может быть прикреплен к передней стороне струйной камеры 311 существующей сушилки, как показано на Фиг. 7с. Даже если это не показано, направляющий элемент 315 может быть прикреплен к задней стороне струйной камеры 311 существующей сушилки. Как показано на Фиг. 7е и 7f, направляющий элемент может быть прикреплен к концу струйной камеры 311 существующей сушилки. Конец здесь относится к такой стороне струйной камеры 311, нормалью к которой является поперечное направление SY. Как показано на Фиг. 7f, в таком случае опорная поверхность 313 может быть поверхностью пластины, причем эта пластина может быть отделена от существующей основной поверхности 313o.
Как показано на Фиг. 7g, устройство 100 может содержать держатель 316 для направляющего элемента 315. При таком решении направляющий элемент 315 может быть прикреплен к струйной камере 311 с возможностью отсоединения, то есть так, что направляющий элемент 315 может быть отсоединен от устройства без использования инструментов, или, например, путем откручивания по меньшей мере одного винта. Такое решение может помочь устранить заклинивание. В случае заклинивания направляющий элемент 315 может быть отсоединен от устройства 100 для устранения заклинивания. В качестве примера, на Фиг. 7g струйная камера 311 и держатель 316 вместе образуют паз, в котором направляющий элемент может скользить в поперечном направлении SY. Решение, показанное на Фиг. 7g, может быть использовано для переоборудования существующей сушилки, или же это решение может быть применено при изготовлении нового устройства 100 для сушки шпона.
Как показано на Фиг. 8а и 8b, в случае, если существующая сушилка 900 содержит вспомогательную струйную камеру 312, имеющую существующую вспомогательную поверхность 314о, так что плоская расчетная траектория Т расположена между существующей основной поверхностью 313о основной струйной камеры 311 и существующей вспомогательной поверхностью 314о вспомогательной струйной камеры 312, предпочтительно, вспомогательный направляющий элемент 315s (см. Фиг. 8b) прикреплен к вспомогательной струйной камере 312, как показано на Фиг. 8b. Таким образом, формируется вспомогательная направляющая поверхность 314 переоборудованного устройства. То, что было сказано выше о взаимной конфигурации первой пары 210 роликов, второго вспомогательного ролика 222 и вспомогательной направляющей поверхности 314 первой вспомогательной струйной камеры 312 устройства 100, применимо также и к переоборудованному устройству.
Когда используется устройство 100, выполняют способ сушки по меньшей мере первого листа 111 шпона. Такой способ включает размещение доступного устройства 100 для сушки листа 111 шпона (то есть первого листа 111 шпона), как обсуждалось выше. Устройство 100 может быть переоборудовано из сушилки 900 с использованием направляющего элемента 315.
Способ включает (i) подачу первого листа 111 шпона через первый зазор 215 первой пары 210 роликов в продольном направлении SX, (ii) подачу газообразной сушильной среды 120 через основную опорную поверхность 313 по направлению к плоской расчетной траектории Т и перемещение первого листа 111 шпона вдоль первой основной струйной камеры 311 (т.е. вдоль основной опорной поверхности 313) для того, чтобы высушить первый лист 111 шпона, и (iii) подачу первого листа 111 шпона через второй зазор 225 второй пары 220 роликов. Когда первый лист 111 шпона перемещается, ролики 211, 212, 221 и 222 вращаются, как показано стрелками, например, на Фиг. 2b, 3b и 4b, чтобы привести в движение первый лист 111 шпона.
Лист 111 шпона может быть использован при производстве фанеры. Как было указано выше, техническая проблема является более заметной в случае сушки тонких листов шпона, чем в случае сушки толстых листов шпона. Поэтому предпочтительно, чтобы первый лист 111 шпона содержал древесину, а толщина первого листа 111 шпона составляла самое большее 3,5 мм, например, от 0,5 мм до 3,5 мм, например, от 1,0 мм до 2,0 мм. Эта толщина соответствует высотам gh1, gh2 зазоров 215, 225 устройства 100; однако, высота gh1, gh2 зазора (зазоров) может быть несколько меньше, чем толщина листа 111 шпона. Более предпочтительно, чтобы первый лист шпона во время сушки не имел покрытия. Однако первый лист шпона и/или кряж, из которого он получился, может уже быть пропитан некоторой жидкостью, такой как вода, содержащая примеси. В одном варианте выполнения способа первый лист шпона состоит из дерева и имеет толщину от 0,5 мм до 3,5 мм, например от 1,0 мм до 2,0 мм.
Было обнаружено, что техническая проблема с большей вероятностью возникает в случае, если первый лист 111 шпона содержит древесину твердых пород, чем в случае, когда первый лист 111 шпона содержит древесину мягких пород. Следовательно, в одном варианте выполнения первый лист 111 шпона содержит древесину твердых пород. Термин «древесина твердых пород» относится к древесине покрытосеменных, таких как ясень, осина, липа, береза, вишня, гикори, красное дерево, клен, дуб, тополь, азиатское красное дерево лауан, тик, палисандр, окуме и азиатское красное дерево меранти, в особенности, березу. Это может быть связано с разной деформацией древесины мягких пород и древесины твердых пород во время сушки. В одном варианте выполнения первый лист 111 шпона содержит древесину твердых пород, такую как береза, причем толщина листа 111 шпона составляет от 0,5 мм до 2,0 мм. В одном варианте выполнения первый лист 111 шпона содержит березу. В одном варианте выполнения первый лист 111 шпона состоит из древесины твердых пород. В одном варианте выполнения первый лист 111 шпона состоит из березы. Однако способ можно использовать для сушки древесины мягких пород. Термин «древесина мягких пород» относится к древесине хвойных деревьев, таких как ель, сосна, пихта и канадская ель, в особенности, ель. В одном варианте выполнения первый лист 111 шпона содержит ель. В одном варианте выполнения первый лист 111 шпона содержит ель. В одном варианте выполнения первый лист 111 шпона содержит древесину мягких пород, такую как ель, причем толщина листа 111 шпона составляет от 0,5 мм до 3,5 мм. В одном варианте выполнения первый лист 111 шпона содержит березу или ель. В одном варианте выполнения первый лист 111 шпона содержит березу или ель, причем толщина листа 111 шпона составляет от 0,5 мм до 3,5 мм.
Может случиться так, что первый лист 111 шпона является анизотропным. В частности, когда первый лист 111 шпона содержит древесину, первый лист 111 шпона является анизотропным. В случае древесины жесткость на изгиб первого листа 111 шпона меньше, когда он изгибается относительно оси, параллельной (например, в одном направлении с) направлению волокна древесины первого листа 111 шпона, чем при изгибе относительно оси, которая перпендикулярна направлению волокна. Поэтому, как показано на Фиг. 9, первый лист 111 шпона предпочтительно подают в устройство 100 таким образом, что направление G волокна параллельно (например, в одном направлении с) продольному направлению SX. Таким образом, более высокая жесткость на изгиб листа шпона, когда он изгибается относительно поперечного направления SY, чем когда он изгибается относительно продольного направления SX, снижает, в свою очередь, вероятность ныряния листа шпона. Вероятность уменьшается путем ориентации листа 111 шпона таким образом, чтобы волокна листа 111 шпона были направлены в продольном направлении SX. Как видно, направление G волокон перпендикулярно направлению SZ линии между центрами роликов 211, 212 первой пары 210 роликов.
Подача анизотропного первого листа 111 шпона в таком направлении в устройство 100 снижает вероятность ныряния шпона к неправильной стороне ролика. Это происходит потому, что, как было указано выше, первый лист 111 шпона является относительно жестким, когда его в этой ориентации подают в устройство 100. В частности, при изгибе относительно поперечного направления SY жесткость на изгиб листа шпона выше, чем при его изгибе относительно продольного направления SX.
Следовательно, и как показано на Фиг. 9, в одном варианте выполнения первый лист 111 шпона имеет длину L111 и ширину W111. Здесь длина L111 может быть меньше ширины W111 или больше ширины W111. Кроме того, как указано выше, первый лист 111 шпона имеет (i) первую жесткость на изгиб, когда он изгибается относительно первой линии изгиба, которая параллельна (например, в одном направлении с) направлению длины L111, и (ii) вторую жесткость на изгиб, когда он изгибается относительно второй линии изгиба, которая параллельна (например, в одном направлении с) направлению ширины W111. Когда первый лист 111 шпона является анизотропным, как это имеет место в одном варианте выполнения, вторая жесткость на изгиб больше, чем первая жесткость на изгиб. В одном варианте выполнения способа первый лист 111 шпона подают через первый зазор 215 первой пары 210 роликов (211, 212) в продольном направлении SX таким образом, что направление длины L111 первого листа 111 шпона параллельно (например, в одном направлении с) продольному направлению SX устройства. Как было указано выше, в одном варианте выполнения первый лист 111 шпона содержит древесину, имеющую ориентацию G волокна, причем ориентация G волокна параллельна (например, в одном направлении с) направлению длины L111 первого листа 111 шпона.
Газообразная сушильная среда 120 предпочтительно настолько горячая, что обеспечивает возможность закипания воды в первом листе 111 шпона. Кроме того, газообразная сушильная среда 120 предпочтительно является горячей до такой степени, что при этой температуре древесина не горит и не меняет заметно свой цвет. Следовательно, вариант выполнения включает нагревание газообразной сушильной среды 120, такой как воздух, до температуры от 120 до 210°С, предпочтительно от 140 до 205°С. Кроме того, нагретую газообразную сушильную среду 120 подают через основную опорную поверхность 313 по направлению к плоской расчетной траектории Т. Нагревание можно осуществлять с использованием теплообменника 132 (Фиг. 5). В качестве теплообменной среды можно использовать насыщенный и находящийся под давлением пар, как указано выше. Для подачи нагретой газообразной сушильной среды 120 через основную опорную поверхность 313 можно использовать воздуходувное устройство 134 (Фиг. 5).
Как показано на Фиг. 2а, 3а и 4а, содержание влаги можно измерять и использовать для управления сушкой. Следовательно, вариант выполнения способа включает (i) определение, перед подачей первого листа 111 шпона через первый зазор 215, первого содержания влаги в таком листе шпона, который еще не был пропущен через устройство 100, и/или (ii) определение, перед подачей первого листа 111 шпона через первый зазор 215, второго содержания влаги в таком листе шпона, который уже был пропущен через устройство. Первое содержание влаги может быть измерено первым датчиком 142. Второе содержание влаги может быть измерено вторым датчиком 144 (см. Фиг. 2а и 3а).
Кроме того, один вариант выполнения включает управление, с использованием определенного первого содержания влаги и/или определенного второго содержания влаги, по меньшей мере одного из: (i) угловой скоростью ν11, ν12 первого основного ролика 211 и первого вспомогательного ролика 212, (ii) температурой газообразной сушильной среды 120 и (iii) скоростью потока газообразной сушильной среды 120. Управление можно осуществлять с использованием блока 146 управления.
Кроме того, может быть измерено содержание влаги в нескольких листах шпона, которые еще не были высушены в устройстве 100. На основании своего содержания влаги каждый лист шпона может быть классифицирован по определенному классу влажности таким образом, что к каждому классу влажности относятся несколько листов шпона. После этого листы шпона из каждого класса влажности могут быть более сухими, так что параметры сушки варьируются от одного класса влажности к другому. Например, листы шпона могут быть классифицированы перед сушкой по классам «больше средней влажности», «средней влажности» и «меньше средней влажности». Затем листы шпона из класса «больше средней влажности» могут быть высушены с использованием первых параметров сушки, а листы шпона из класса «средней влажности» могут быть высушены с использованием вторых параметров сушки, при этом вторые параметры сушки (или по меньшей мере один из вторых параметров сушки) отличаются от первых параметров сушки. Параметры сушки включают: (i) частоту вращения первого основного ролика 211, (ii) температуру сушильной среды 120 и (iii) скорость потока сушильной среды 120. Например, когда листы шпона класса «больше средней влажности» сушат, можно использовать меньшую скорость вращения первого основного ролика 211, чем при сушке листов шпона из класса «средней влажности», чтобы было больше времени для сушки листов шпона.
Как указано выше, температура газообразной сушильной среды 120 не должна быть слишком высокой. Следовательно, вариант выполнения способа включает определение по меньшей мере одного из: температуры и влажности газообразной сушильной среды. Для этой цели можно использовать датчик 147, 148 температуры и/или влажности. Один вариант выполнения включает управление, используя определенную температуру и/или влажность по меньшей мере одним из: (i) угловой скоростью ν11, ν12 первого основного ролика 211 и первого вспомогательного ролика 212, (ii) температурой газообразной сушильной среды 120, и (iii) скоростью потока газообразной сушильной среды 120. Управление можно выполнять с использованием блока 146 управления. Кроме того, один вариант выполнения включает по меньшей мере одно из следующего: определение влажности газообразной сушильной среды и управление количеством газообразной сушильной среды, выпущенной из контура циркуляции.
В одном варианте выполнения способа первый лист 111 шпона высушивают таким образом, что при выходе из устройства 100 содержание влаги в первом листе 111 шпона составляет от 2% до 15%, предпочтительно от 3% до 8%. Содержание влаги (то есть содержание воды в граммах, поделенное на сухую массу в граммах) в первом листе 111 шпона перед сушкой может составлять, например, от 100% до 160%, если первый шпон не был предварительно высушен. Содержание влаги в первом листе 111 шпона перед сушкой может составлять, например, от 10% до 110%, если первый лист шпона был предварительно высушен. Предварительная сушка может происходить путем сжатия после отделения листа шпона с кряжа. Таким образом, в одном варианте выполнения содержание влаги в первом листе 111 шпона при входе в устройство 100 составляет от 70% до 160%. Как указано выше, содержание влаги представляет собой весовой процент воды по отношению к сухой массе, при этом он может составлять более 100%.
Устройство 100 представляет собой устройство ролико-конвейерного типа. Следовательно, один вариант выполнения включает перемещение первого листа 111 шпона через устройство 100 путем введения первого листа 111 шпона в контакт с наружными поверхностями первого основного ролика 211, второго основного ролика 221, первого вспомогательного ролика 212 и второго вспомогательного ролика 222.
Очевидно, что устройство 100 можно использовать для сушки нескольких листов шпона, в частности, первого листа 111 шпона и второго листа 212 шпона. Эти листы шпона могут быть поданы в устройство 100 последовательно. Однако для увеличения пропускной способности, пространство между первым 111 и вторым 112 листами шпона должно быть небольшим. Было обнаружено, что достаточная сушка может быть достигнута также тогда, когда последовательные листы шпона частично перекрываются. Как показано на Фиг. 10а и 10b, один вариант выполнения включает размещение имеющегося второго листа 112 шпона. Один вариант выполнения включает, перед перемещением первого листа 111 шпона через второй зазор 225 устройства 100, размещение первого листа 111 шпона и второго листа 112 шпона в частичном перекрытии друг с другом (см. Фиг. 10а). Кроме того, этот вариант выполнения включает подачу первого листа 111 шпона и второго листа 112 шпона через первый зазор 215 первой пары 210 роликов (221, 222) в продольном направлении SX таким образом, что части первого 111 и второго 112 листов шпона, которые частично перекрываются, также частично перекрываются, когда они проходят через первый зазор 215 устройства. Было обнаружено, что подходящая длина перекрывающейся части составляет несколько сантиметров. Таким образом, в одном варианте выполнения длина LO перекрывающихся частей в продольном направлении SX составляет от 20 мм до 50 мм.
Было обнаружено, что два листа 111, 112 шпона могут быть легко размещены в частичном перекрытии с использованием стопорно-подъемного устройства 152, как указано выше. При использовании стопорно-подъемного устройства 152, как указано выше и на Фиг. 10а, листы 111, 112 шпона располагают в частичном перекрытии таким образом, что задний край первого листа 111 шпона частично перекрывается с передним краем второго листа 112 шпона. Кроме того, как показано на Фиг. 10b, при прохождении через первый зазор 215 передний край второго листа 112 шпона располагается между первым основным роликом 211 и задним краем первого листа 111 шпона. Передний и задний края листов шпона в данном варианте определены так, что передний край перемещают через первый зазор 215 до того как перемещают задний край (в отношении обеих листов 111, 112 шпона). Однако нельзя исключать, что этот тип частичного перекрытия увеличивает риск попадания листов шпона на неправильную сторону второго основного ролика 221. Фактически, по меньшей мере когда длина L111 первого шпона мала, например, по сравнению с первым расстоянием d1, второй лист 112 шпона может иметь тенденцию поворачивать первый лист I11 шпона таким образом, что передний край первого листа шпона проходит на неправильную сторону второго основного ролика 221.
На Фиг. 11а показан другой тип направляющего элемента 315, который можно использовать для переоборудования существующей сушилки 900. На Фиг. 11b показана часть устройства 100, имеющего направляющие элементы 315, показанные на Фиг. 11а, для направления листа 111 шпона. Устройство 100, имеющееся в продаже, может уже с самого начала иметь направляющие поверхности 313, 314 типа, показанного на Фиг. 11b. В альтернативном варианте направляющий элемент 315 может уже быть переоборудован в существующую сушилку 900.
Как показано на Фиг. 2а, 3а и 4а, устройство 100 может иметь несколько пар роликов и струйную камеру, расположенную между каждыми двумя парами соседних роликов. Например, на каждом из Фиг. 2а, 3а и 4а каждая линия сушки содержит восемь пар струйных камер, расположенных между парами соседних роликов. Таким образом, каждая линия сушки содержит девять пар роликов. Линия сушки относится к горизонтальному уровню устройства 100 роликового конвейера. Кроме того, устройство 100 может содержать несколько параллельных линий сушки. Параллельные линии сушки обычно расположены друг над другом. Например, устройство, показанное на Фиг. 2а, 3а или 4а, содержит четыре линии сушки, расположенные друг над другом. Устройство 100 может содержать, например, одну, две, три, четыре, пять, шесть, семь, восемь или более восьми линий сушки. Линия сушки содержит по меньшей мере две пары роликов. Как правило, линия сушки содержит по меньшей мере четыре пары роликов, а лист шпона выполнен с возможностью прохождения через зазор каждой из пар роликов. Каждая из струйных камер образует опорную поверхность, причем опорная поверхность каждой из струйных камер может быть выполнена, как указано выше, относительно соседних пар роликов. Устройство 100 может работать таким образом, что температура внутри устройства 100 рядом с входом (то есть на Фиг. 2а, 3а и 4а с правой стороны) выше, чем температура внутри устройства 100 возле выхода (то есть на Фиг. 2а, 3а и 4а с левой стороны).
Что касается типичных размеров таких устройств, то типичное расстояние между зазорами 215, 225 было указано выше (например, от 200 мм до 700 мм), a d1 может составлять от 300 мм до 550 мм. Диаметр первого основного ролика 211 может составлять от 50 мм до 200 мм, предпочтительно от 100 мм до 125 мм. Это помогает управлять подачу листов шпона через зазор 215. Предпочтительно, диаметр первого вспомогательного ролика 212 равен диаметру первого основного ролика 211. Диаметр второго основного ролика 221 может составлять от 50 мм до 200 мм, предпочтительно от 100 до 125 мм. Предпочтительно, диаметр второго вспомогательного ролика 222 равен диаметру второго основного ролика 221. Также предпочтительно, диаметр второго основного ролика 221 равен диаметру первого основного ролика 211. Это помогает в техническом обслуживании устройства 100.
Обычно зазор 215 выполнен так, что по меньшей мере один из роликов 211, 212, между которыми расположен зазор 215, содержит кольцевой выступ, а поверхность или выступ другого ролика, соответственно, 212, 211 образуют контакт с выступом первого упомянутого ролика, соответственно, 211, 212. Высота выступа может составлять, например, от 0,5 мм до 2 мм.
Длина первого основного ролика, измеренная вдоль его оси вращения, предпочтительно составляет от 3 до 9 м, например от 4 до 6 м. Ширина W111 листа шпона в этом направлении предпочтительно составляет от 5 футов (то есть 1,5 м) до 10 футов (то есть 3 м с одной значащей цифрой после запятой). Длина L111 листа шпона предпочтительно составляет от 5 футов (то есть 1,5 м) до 10 футов (то есть 3 м с одной значащей цифрой после запятой).
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СУШКИ С УСОВЕРШЕНСТВОВАННОЙ НАПРАВЛЯЮЩЕЙ ДЛЯ ДРЕВЕСНОГО ШПОНА, ПОЛУЧЕННОГО РОТАЦИОННЫМ СРЕЗАНИЕМ | 1995 |
|
RU2146349C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СУШКИ ЛУЩЕНОГО ИЛИ РЕЗАНОГО ДРЕВЕСНОГО ШПОНА | 2007 |
|
RU2438082C2 |
| СПОСОБ СУШКИ ШПОНА | 1992 |
|
RU2029205C1 |
| Установка для сушки шпона | 1973 |
|
SU567917A1 |
| УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВКИ ЛИСТОВ ШПОНА С ВОЗМОЖНОСТЬЮ ПЛОТНОГО СОЕДИНЕНИЯ ЛИСТОВ ШПОНА НЕСТАНДАРТНОГО РАЗМЕРА | 2019 |
|
RU2727677C1 |
| Транспортирующее устройство сушилки для шпона | 1981 |
|
SU954751A1 |
| СВЧ-КАМЕРА ДЛЯ СУШКИ ШПОНА | 2013 |
|
RU2531709C1 |
| СПОСОБ СУШКИ ШПОНА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2353871C1 |
| УСТРОЙСТВО И СПОСОБ УЛУЧШЕННОЙ СУШКИ ВЫПАРИВАНИЕМ | 2016 |
|
RU2697463C2 |
| Способ сушки шпона | 1990 |
|
SU1749657A2 |
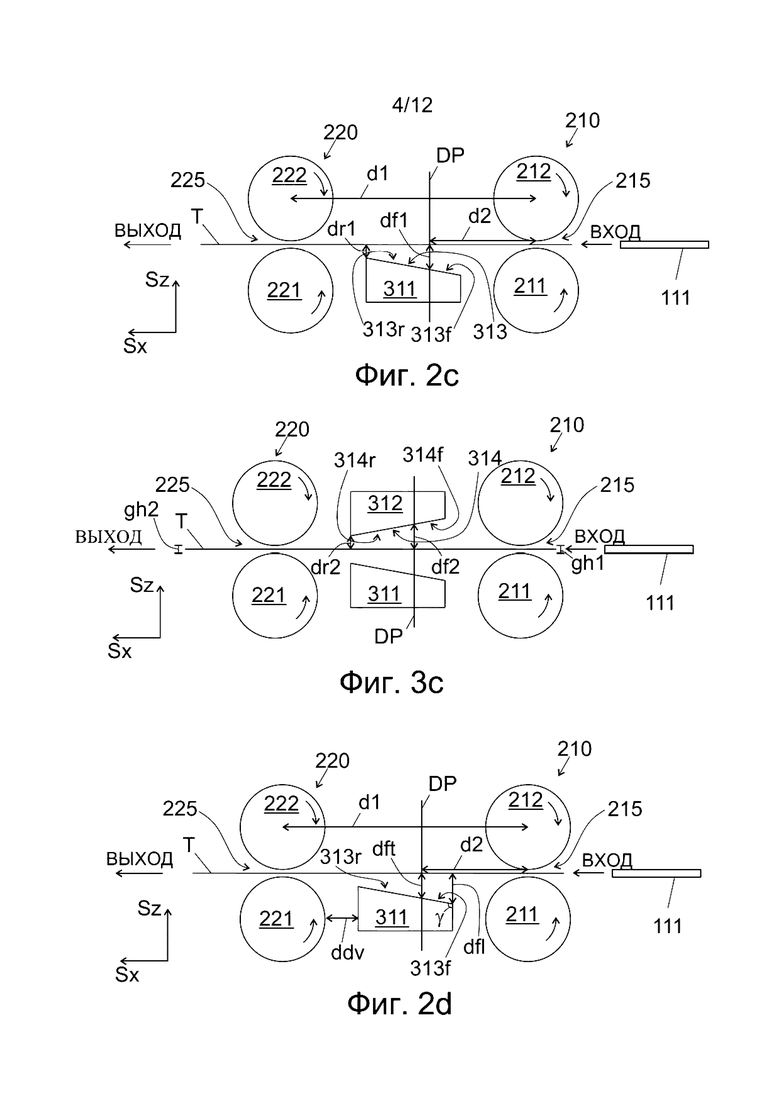
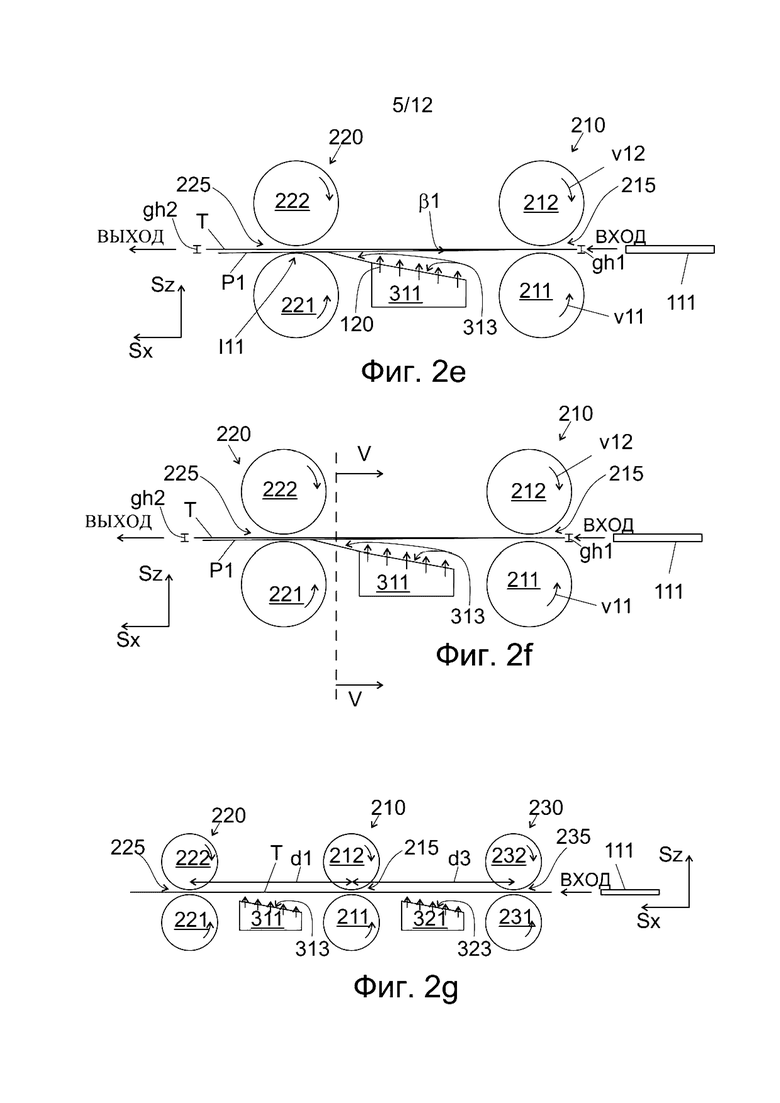
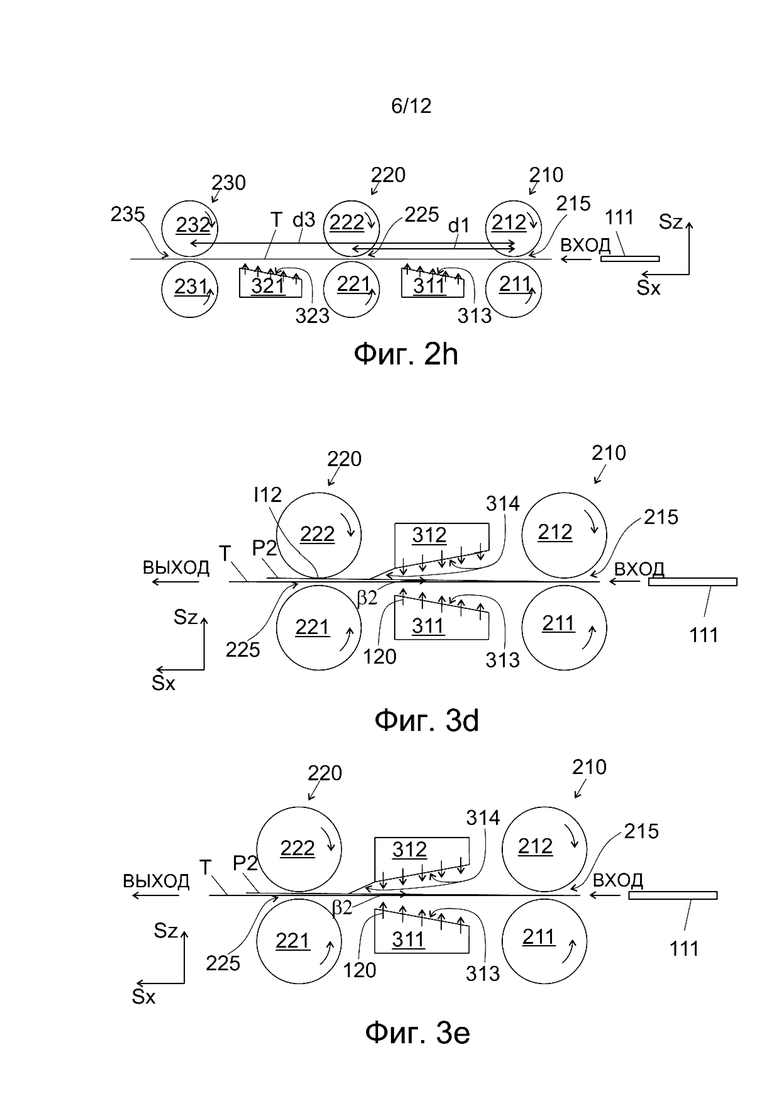
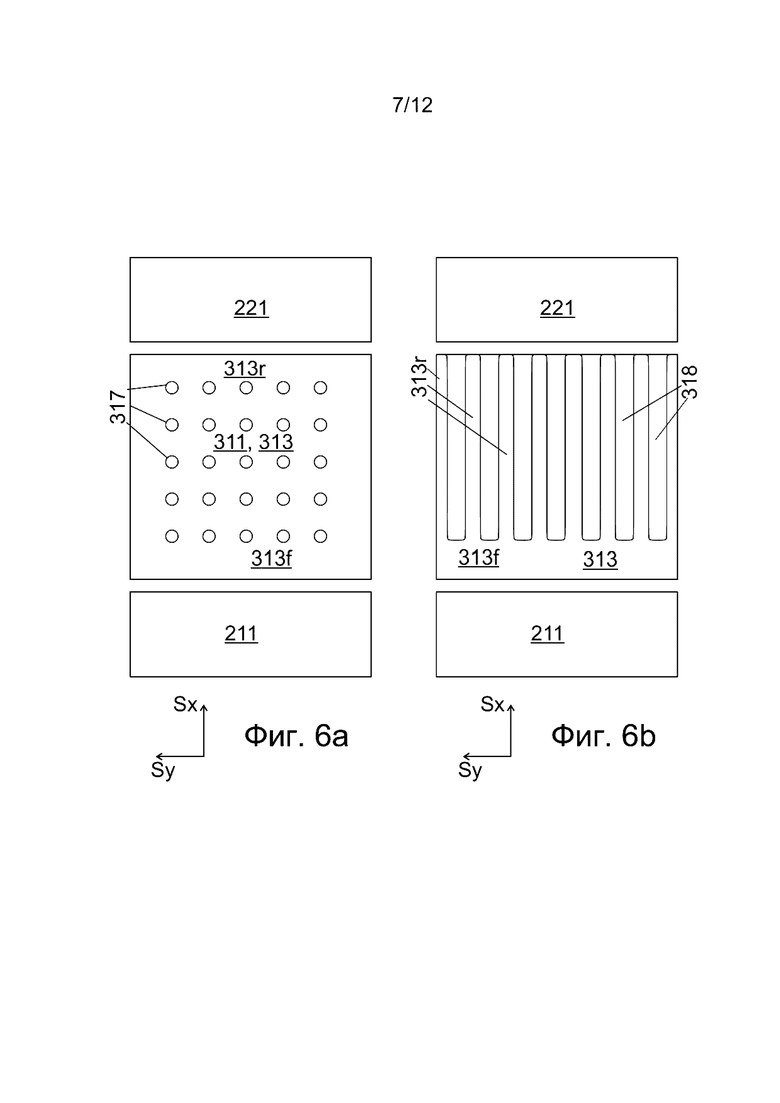
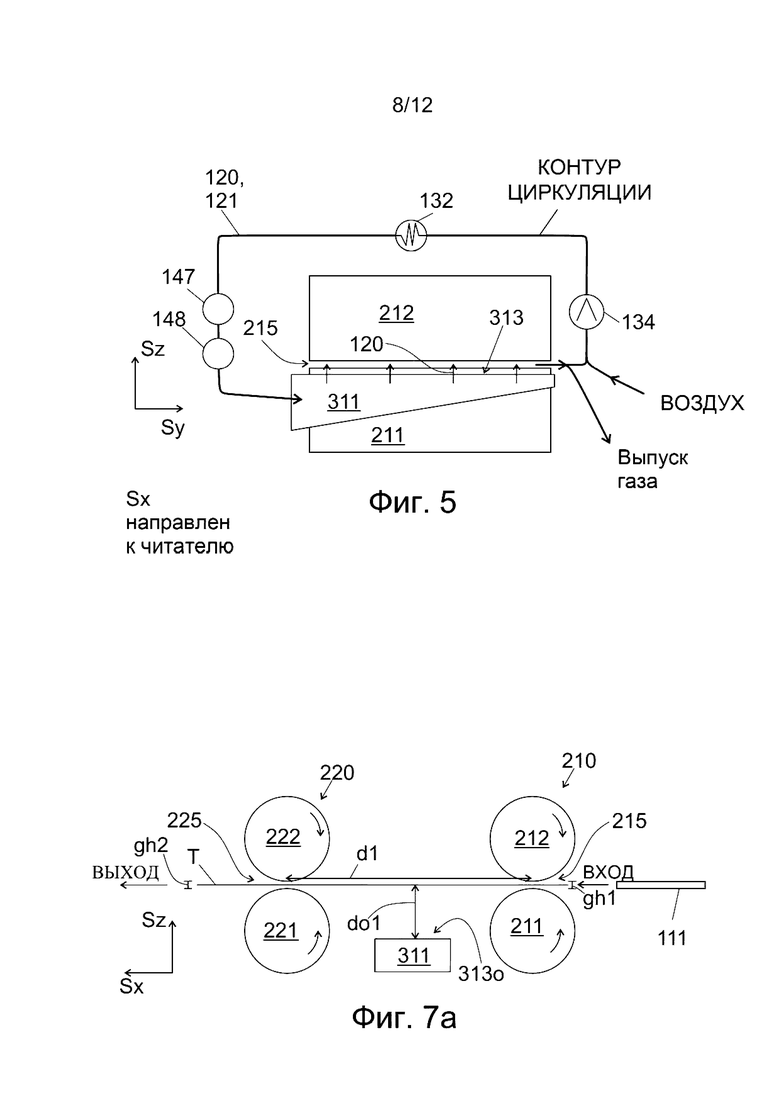
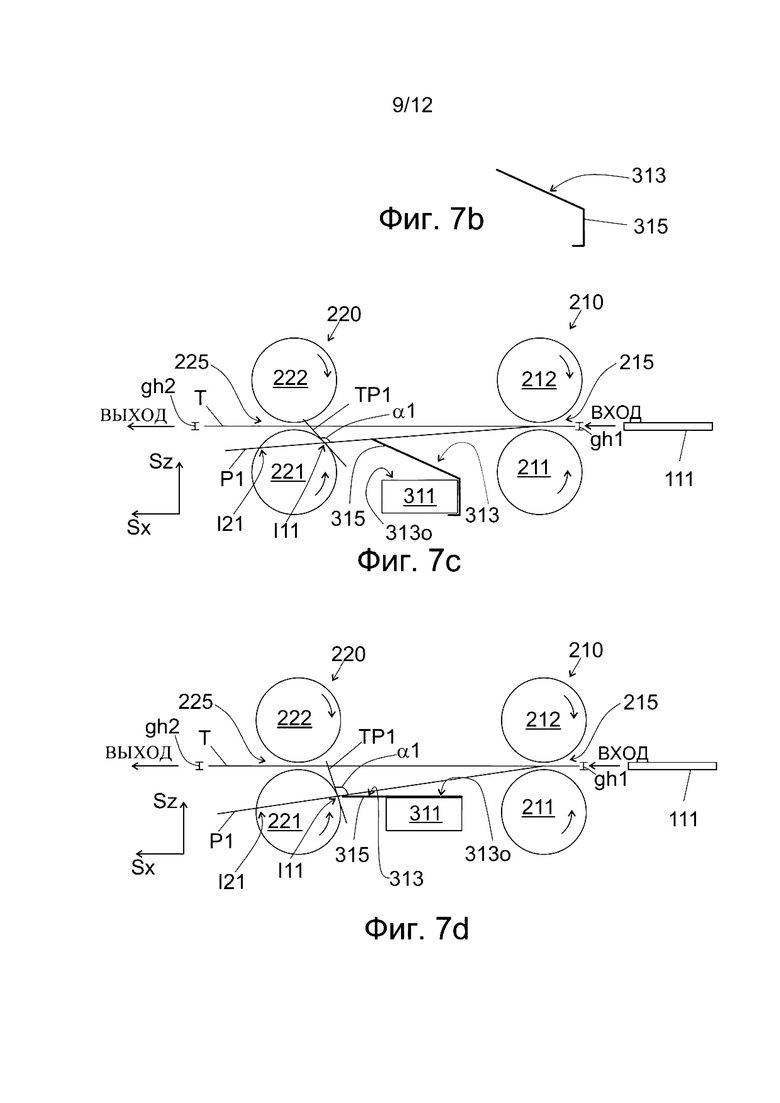
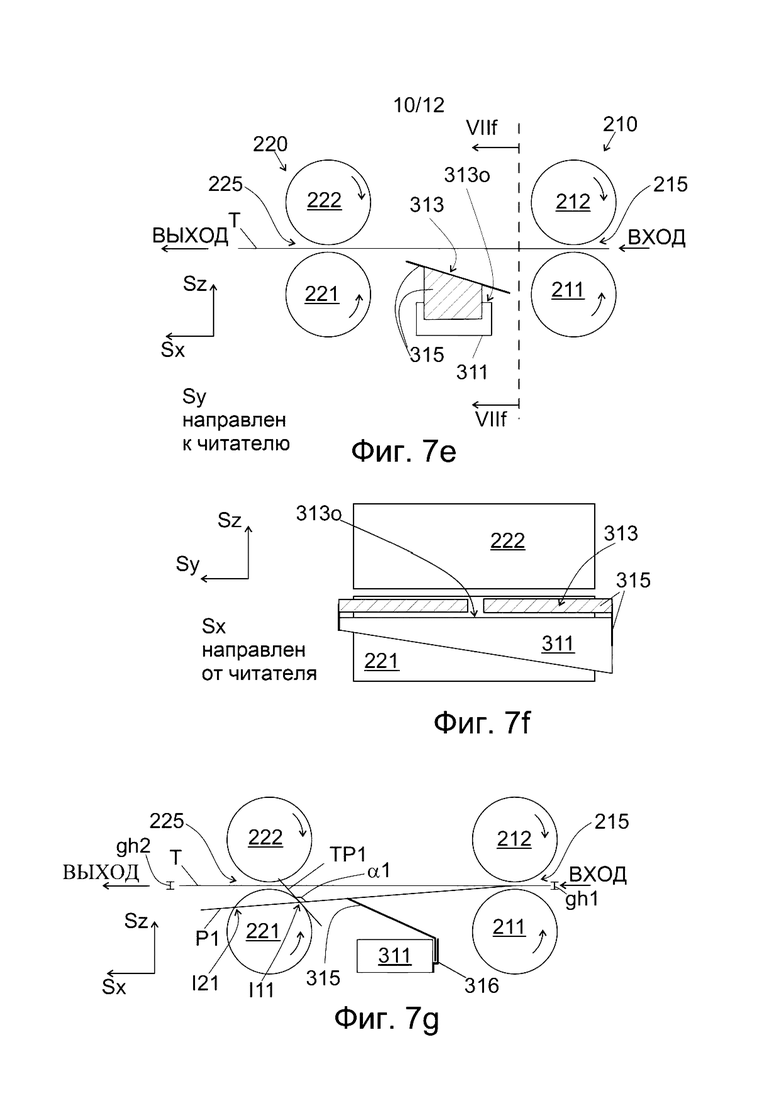
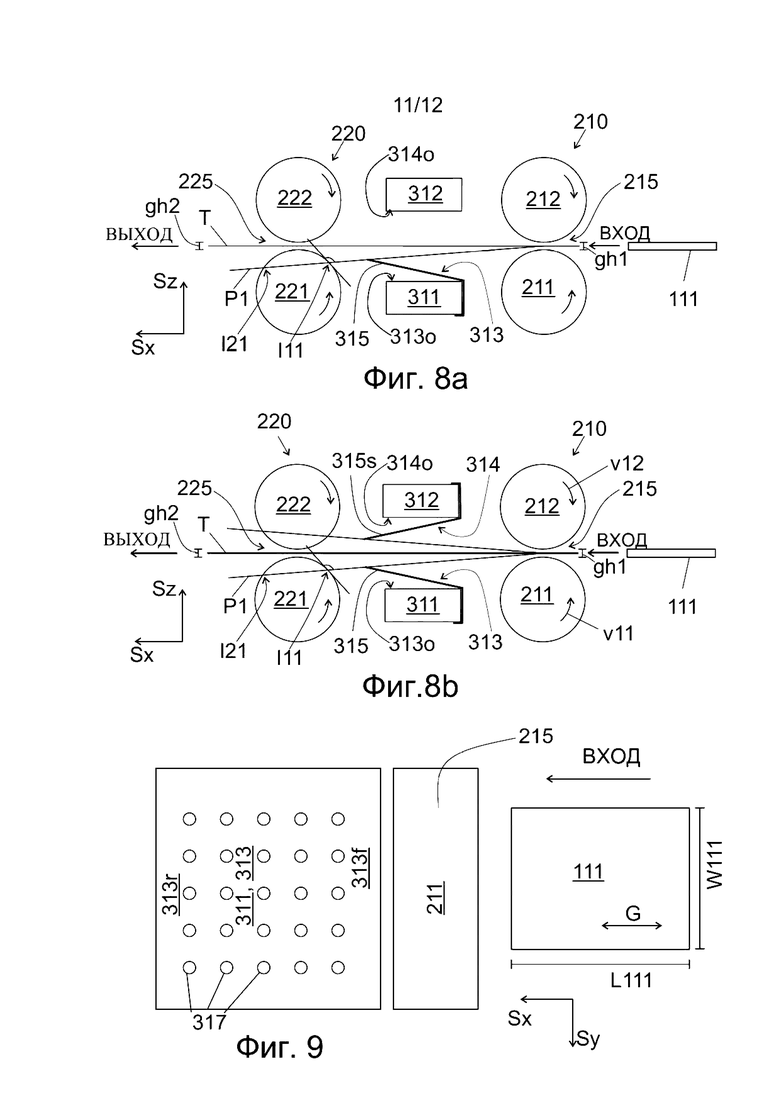
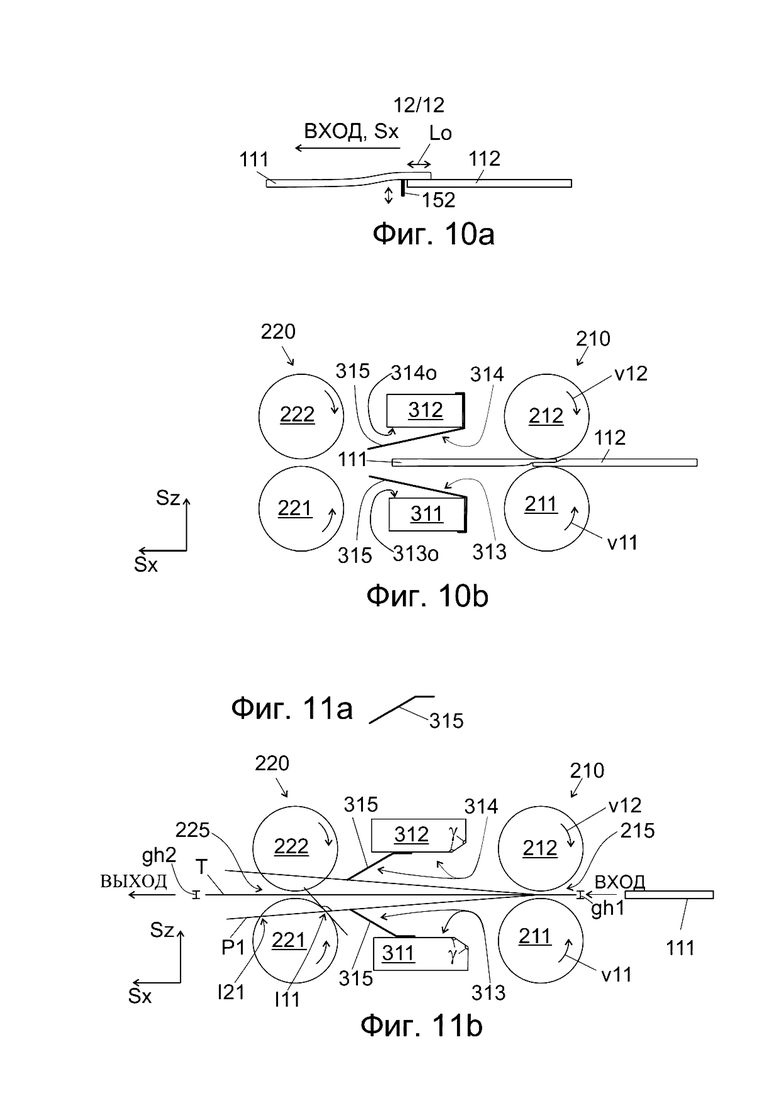
Группа изобретений относится к устройствам роликового конвейерного типа и способам сушки шпона, а также к способу переоборудования сушилки для формирования устройства для сушки шпона. Устройство для сушки листа (111) шпона содержит первый основной ролик (211) и первый вспомогательный ролик (212), вместе образующие первую пару (210) роликов, выполненных с возможностью перемещения листа (111) шпона через первый зазор (215) первой пары (210). Устройство содержит второй основной ролик (221) и второй вспомогательный ролик (222), вместе образующие вторую пару (220) роликов, выполненных с возможностью перемещения листа (111) шпона через второй зазор (225) второй пары (220). По меньшей мере часть первой основной струйной камеры (311) расположена между основными роликами (211, 221) и имеет основную опорную поверхность (313). Зазоры (215, 225) задают плоскую расчетную траекторию (Т). Основная воображаемая плоскость (Р1), которая определена первым зазором (215) и основной опорной поверхностью (313) таким образом, что (i) основная воображаемая плоскость (Р1) соприкасается с основной опорной поверхностью (313) и (ii) угол (β1) между основной воображаемой плоскостью (Р1) и плоской расчетной траекторией (Т) минимален, пересекает поверхность второго основного ролика (221) по такой первой основной линии (111) пересечения, что основной угол (α1), который образован между основной воображаемой плоскостью (Р1) и касательной плоскостью (ТР1) второго основного ролика (221) по первой основной линии (I11) пересечения, составляет по меньшей мере 115 градусов. В альтернативном варианте основная воображаемая плоскость (Р1) не пересекает поверхность второго основного ролика (221). Также предложены способ переоборудования сушилки для создания такого устройства и способ сушки листа шпона с помощью такого устройства. Изобретения должны устранить заклинивание сушилки для шпона. 3 н. и 15 з.п. ф-лы, 11 ил.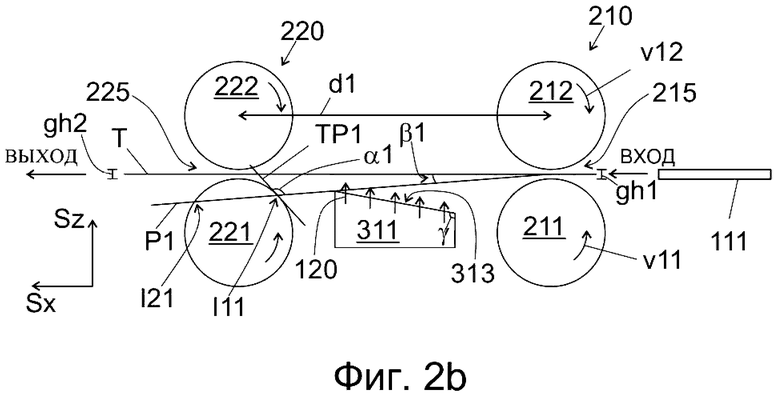
1. Устройство (100) для сушки листа (111) шпона, содержащее:
первую пару (210) роликов, выполненных с возможностью перемещения листа (111) шпона в продольном направлении (SX), причем первая пара роликов (210) содержит:
первый основной ролик (211), проходящий в направлении, по существу параллельном поперечному направлению (SY), и
первый вспомогательный ролик (212), по существу параллельный первому основному ролику (211),
причем между первым основным роликом (211) и первым вспомогательным роликом (212) образован первый зазор (215),
вторую пару (220) роликов, расположенную в продольном направлении (SX) на расстоянии от первой пары (210) роликов, причем вторая пара (220) роликов содержит
второй основной ролик (221), проходящий в направлении, по существу параллельном поперечному направлению (SY), и
второй вспомогательный ролик (222), по существу параллельный второму основному ролику (221),
причем между вторым основным роликом (221) и вторым вспомогательным роликом (222) образован второй зазор (225),
причем первый зазор (215) и второй зазор (225) задают плоскую расчетную траекторию (Т) для листа (111) шпона,
первую основную струйную камеру (311), по меньшей мере часть которой расположена между первым основным роликом (211) и вторым основным роликом (221), причем первая основная струйная камера (311) имеет основную опорную поверхность (313) и выполнена с возможностью подачи газообразной сушильной среды (120) через основную опорную поверхность (313) по направлению к плоской расчетной траектории (Т), причем
основная опорная поверхность (313) выполнена с возможностью поддержки листа (111) шпона,
расстояние (gh1) между наружными поверхностями первого основного ролика (211) и первого вспомогательного ролика (212) составляет от 0,5 мм до 3,5 мм, и
первая пара (210) роликов, вторая пара (220) роликов и основная опорная поверхность (313) первой основной струйной камеры (311) расположены так, что
основная воображаемая плоскость (Р1), которая определена первым зазором (215) и основной опорной поверхностью (313) таким образом, что (i) основная воображаемая плоскость (Р1) соприкасается с основной опорной поверхностью (313) и (ii) угол (β1) между основной воображаемой плоскостью (Р1) и плоской расчетной траекторией (Т) минимален:
[А]
пересекает поверхность второго основного ролика (221) по первой основной линии (I11) пересечения и по второй основной линии (I21) пересечения, причем первая основная линия (I11) пересечения расположена ближе к первой основной струйной камере (311), чем вторая основная линия (I21) пересечения, и
основной угол (α1), который образован между основной воображаемой плоскостью (Р1) и касательной плоскостью (ТР1) второго основного ролика (221) по первой основной линии (I11) пересечения и открыт в направлении плоской расчетной траектории (Т) и первой пары (210) роликов, составляет по меньшей мере 115 градусов, или
[В]
расположена между вторым основным роликом (221) и вторым дополнительным роликом (222), или
[С]
пересекает поверхность второго вспомогательного ролика (222).
2. Устройство по п. 1, в котором второй основной ролик (221) расположен на расстоянии (ddν) от первой основной струйной камеры (311), причем расстояние (ddν) составляет от 5 мм до 30 мм, предпочтительно расстояние (ddν) составляет от 5 мм до 20 мм, более предпочтительно от 5 до 10 мм.
3. Устройство по п. 1 или 2, в котором основной угол (α1) составляет более 120 градусов, предпочтительно более 125 градусов или по меньшей мере 135 градусов.
4. Устройство по любому из пп. 1-3, в котором
второй зазор (225) расположен на первом расстоянии (d1) от первого зазора (215) и
основная опорная поверхность (313) может быть разделена на переднюю часть (313f) и заднюю часть (313r) плоскостью (DP) деления, нормаль к которой параллельна продольному направлению (SX) и которая расположена на втором расстоянии (d2) от первого зазора (215), так что
минимальное расстояние (dr1) между задней частью (313r) основной опорной поверхности (313) и плоской расчетной траекторией (Т) меньше, чем минимальное расстояние (df1) между передней частью (313f) основной опорной поверхности (313) и плоской расчетной траекторией (Т), причем
передняя часть (313f) основной опорной поверхности (313) ближе к первой паре (210) роликов, чем ко второй паре (220) роликов, и
второе расстояние (d2) составляет по меньшей мере одну треть и самое большее две трети от первого расстояния (d1).
5. Устройство по любому из пп. 1-4, в котором поверхности первого основного ролика (211), второго основного ролика (221), первого вспомогательного ролика (212) и второго вспомогательного ролика (222) выполнены с возможностью, при использовании, вхождения в контакт с листом (111) шпона для перемещения листа (111) шпона в продольном направлении (SX), и/или
расстояние (gh2) между наружными поверхностями второго основного ролика (221) и второго вспомогательного ролика (222) составляет самое большее 3,5 мм, например от 0,5 мм до 3,5 мм.
6. Устройство по любому из пп. 1-5, содержащее
[А]
первую вспомогательную струйную камеру (312), расположенную между первым вспомогательным роликом (212) и вторым вспомогательным роликом (222), причем первая вспомогательная струйная камера (312) имеет вспомогательную опорную поверхность (314) и выполнена с возможностью подачи газообразной сушильной среды (120) через вспомогательную опорную поверхность (314) по направлению к плоской расчетной траектории (Т), и/или
[В]
теплообменное устройство (132), выполненное с возможностью нагрева газообразной сушильной среды (120), такой как воздух, с использованием теплообменной среды, такой как пар, и
воздуходувное устройство (134), выполненное с возможностью пропускания по меньшей мере некоторого количества газообразной сушильной среды (120) через теплообменное устройство (132) и через по меньшей мере основную опорную поверхность (313);
причем предпочтительно воздуходувное устройство (134) выполнено с возможностью пропускания по меньшей мере некоторого количества газообразной сушильной среды (120) через теплообменное устройство (132), а также через вспомогательную опорную поверхность (314).
7. Устройство по любому из пп. 1-6, в котором по меньшей мере часть основной опорной поверхности (313) представляет собой поверхность направляющего элемента (315), который выполнен из металлической пластины, имеющей толщину по меньшей мере 1,5 мм.
8. Способ переоборудования сушилки (900) для создания устройства (100) для сушки листа (111) шпона, причем сушилка (900) содержит:
первую пару (210) роликов, выполненных с возможностью перемещения листа (111) шпона в продольном направлении (SX), причем первая пара (210) роликов содержит:
первый основный ролик (211), проходящий в направлении, по существу параллельном поперечному направлению (SY), и
первый вспомогательный ролик (212), по существу, параллельный первому основному ролику (211),
причем между первым основным роликом (211) и первым вспомогательным роликом (212) образован первый зазор (215),
вторую пару (220) роликов, расположенную в продольном направлении (SX) на расстоянии от первой пары (210) роликов, причем вторая пара (220) роликов содержит:
второй основной ролик (221), проходящий в направлении, по существу параллельном поперечному направлению (SY), и
второй вспомогательный ролик (222), по существу параллельный второму основному ролику (221),
причем между вторым основным роликом (221) и вторым вспомогательным роликом (222) образован второй зазор (225), и
первый зазор (215) и второй зазор (225) задают плоскую расчетную траекторию (Т) для листа шпона,
первую основную струйную камеру (311), расположенную между первым основным роликом (211) и вторым основным роликом (221), имеющую основную поверхность (313o) и выполненную с возможностью подачи газообразной сушильной среды (120) через основную поверхность (313o) по направлению к плоской расчетной траектории (Т), причем
расстояние (gh1) между наружными поверхностями первого основного ролика (211) и первого вспомогательного ролика (212) составляет от 0,5 мм до 3,5 мм,
при этом указанный способ включает:
обеспечение наличия основного направляющего элемента (315),
прикрепление основного направляющего элемента (315) к сушилке (900) таким образом, что (i) поверхность основного направляющего элемента (315) или (ii) поверхность основного направляющего элемента (315) вместе с частью основной поверхности (313о) образует такую основную опорную поверхность (313), что
эта основная опорная поверхность (313) выполнена с возможностью поддержки листа (111) шпона, и
первая пара роликов (210), вторая пара роликов (220) и основная опорная поверхность (313) расположены так, что
основная воображаемая плоскость (Р1), которая определена первым зазором (215) и основной опорной поверхностью (313) таким образом, что (i) основная воображаемая плоскость (Р1) соприкасается с основной опорной поверхностью (313) и (ii) угол (β1) между основной воображаемой
плоскостью (Р1) и плоской расчетной траекторией (Т) минимален:
[А]
пересекает поверхность второго основного ролика (221) по первой основной линии (I11) пересечения и по второй основной линии (I21) пересечения, причем
первая основная линия (I11) пересечения расположена ближе к первой основной струйной камере (311), чем вторая основная линия (I21) пересечения, и
основной угол (α1), который образован между основной воображаемой плоскостью (Р1) и касательной плоскостью (ТР1) второго основного ролика (221) по первой основной линии (I11) пересечения и открыт в направлении плоской расчетной траектории (Т) и первой пары (210) роликов, составляет по меньшей мере 115 градусов, или
[В]
расположена между вторым основным роликом (221) и вторым вспомогательным роликом (222), или
[С]
пересекает поверхность второго вспомогательного ролика (222).
9. Способ по п. 8, в котором
[A] второй основной ролик (221) располагают на расстоянии (ddν) от первой основной струйной камеры (311), причем это расстояние (ddν) составляет от 5 мм до 30 мм, например, от 5 до 20 мм или от 5 до 10 мм, или же
[B] прикрепляют основной направляющий элемент (315) к сушилке (900) таким образом, что основная опорная поверхность (313) расположена на расстоянии (ddν) от второго основного ролика (221), причем это расстояние (ddν) составляет от 5 мм до 30 мм, например от 5 мм до 20 мм или от 5 мм до 10 мм.
10. Способ по п. 8 или 9, в котором в сушилке (900) второй зазор (225) расположен на первом расстоянии (d1) от первого зазора (215), причем в способе выбирают форму основного направляющего элемента (315) или прикрепляют основной направляющий элемент (315) к основной струйной камере (311) таким образом, чтобы:
основная опорная поверхность (313) могла быть разделена на переднюю часть (313f) и заднюю часть (313r) плоскостью (DP) деления, нормаль к которой параллельна продольному направлению (SX) и которая расположена на втором расстоянии (d2) от первого зазора 215, причем второе расстояние (d2) составляет по меньшей мере одну треть и самое большее две трети от первого расстояния (d1), а передняя часть (313f) основной опорной поверхности (313) была расположена ближе к первой паре (210) роликов, чем ко второй паре (220) роликов, так что
минимальное расстояние (dr1) между задней частью (313r) основной опорной поверхности (313) и плоской расчетной траекторией (Т) было меньше, чем минимальное расстояние (df1) между передней частью (313f) основной опорной поверхности (313) и плоской расчетной траекторией (Т).
11. Способ сушки первого листа (111) шпона, в котором:
используют устройство (100) по любому из пп. 1-7 или устройство (100), изготовленное способом по любому из пп. 8-10,
подают первый лист (111) шпона через первый зазор (215) первой пары (210) роликов (211, 212) в продольном направлении (SX),
подают газообразную сушильную среду (120) через основную опорную поверхность (313) по направлению к плоской расчетной траектории (Т) и перемещают первый лист (111) шпона вдоль первой основной струйной камеры (311) для сушки первого листа (111) шпона, и
перемещают первый лист (111) шпона через второй зазор (225) второй пары (220) роликов (221, 222).
12. Способ по п. 11, в котором первый лист (111) шпона содержит древесину, и толщина первого листа шпона составляет самое большее 3,5 мм, например, от 0,5 мм до 3,5 мм, причем, предпочтительно, первый лист (111) шпона содержит древесину твердых пород, такую как береза, и имеет толщину от 0,5 мм до 3,5 мм, например от 1,0 мм до 2,0 мм.
13. Способ по п. 11 или 12, в котором первый лист (111) шпона имеет длину (L111) и ширину (W111), причем длина (L111) может быть меньше, равна или больше ширины (W111), причем первый лист (111) шпона имеет первую жесткость на изгиб, когда его изгибают относительно первой линии изгиба, параллельной направлению длины (L111), и вторую жесткость на изгиб, когда его изгибают относительно второй линии изгиба, которая параллельна направлению ширины (W111), причем вторая жесткость на изгиб больше, чем первая жесткость на изгиб,
причем в способе подают первый лист (111) шпона через первый зазор (215) первой пары (210) роликов (211, 212) в продольном направлении (SX) устройства (100) таким образом, чтобы направление длины (L111) первого листа шпона было параллельно продольному направлению (SX);
при этом, предпочтительно, первый лист (111) шпона содержит древесину, у которой ориентация (G) волокна параллельна направлению длины (L111) первого листа (111) шпона.
14. Способ по любому из пп. 11-13, в котором нагревают газообразную сушильную среду (120), такую как воздух, до температуры от 120 до 210°С, и подают нагретую газообразную сушильную среду (120) через основную опорную поверхность (313) по направлению к плоской расчетной траектории (Т).
15. Способ по любому из пп. 11-14, в котором:
[А]
определяют первое содержание влаги в таком листе шпона, который не был пропущен через указанное устройство, до подачи первого листа шпона через первый зазор и/или
определяют второе содержание влаги в таком листе шпона, который был пропущен через указанное устройство перед подачей первого листа шпона через первый зазор и/или
определяют температуру газообразной сушильной среды (120) и/или
определяют влажность газообразной сушильной среды (120), и
[В]
управляют, используя по меньшей мере одно из следующего: определенное первое содержание влаги, определенное второе содержание влаги, температура газообразной сушильной среды (120) и влажность газообразной сушильной среды (120), по меньшей мере одним из следующих параметров:
угловая скорость (v11, v12) первого основного ролика (211) и первого вспомогательного ролика (212),
температура газообразной сушильной среды (120), и
скорость потока газообразной сушильной среды (120).
16. Способ по любому из пп. 11-15, в котором выполняют сушку первого листа (111) шпона таким образом, что после сушки содержание влаги в первом листе (111) шпона составляет от 2% до 15%, причем предпочтительно содержание влаги в первом листе (111) шпона на входе в устройство (100) составляет от 70% до 160%.
17. Способ по любому из пп. 11-16, в котором перемещают первый лист (111) шпона через указанное устройство (100) путем приведения первого листа (111) шпона в контакт с наружными поверхностями первого основного ролика (211), второго основного ролика (221), первого вспомогательного ролика (212) и второго вспомогательного ролика (222).
18. Способ по любому из пп. 11-17, в котором используют второй лист (112) шпона, размещают первый лист (111) шпона и второй лист (112) шпона с частичным перекрытием перед перемещением первого листа (111) шпона через второй зазор (225), и подают первый лист (111) шпона и второй лист (112) шпона через первый зазор (215) первой пары (210) роликов (221, 222) в продольном направлении (SX) таким образом, чтобы части первого и второго листов шпона (111, 112), которые частично перекрываются, частично перекрывались при прохождении через первый зазор (215) при этом предпочтительно длина (LO) перекрывающихся частей в продольном направлении (SX) составляет от 20 мм до 50 мм.
| US 20070107256 A, 17.05.2007 | |||
| УСТАНОВКА НЕПРЕРЫВНОГО ДЕЙСТВИЯ ДЛЯ КОНВЕКТИВНО-РАДИАЦИОННОЙ СУШКИ ЛИСТОВЫХМАТЕРИАЛОВ | 0 |
|
SU250734A1 |
| УСТРОЙСТВО ДЛЯ СУШКИ С УСОВЕРШЕНСТВОВАННОЙ НАПРАВЛЯЮЩЕЙ ДЛЯ ДРЕВЕСНОГО ШПОНА, ПОЛУЧЕННОГО РОТАЦИОННЫМ СРЕЗАНИЕМ | 1995 |
|
RU2146349C1 |
| CN 204027248 U, 17.12.2014 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СУШКИ ЛУЩЕНОГО ИЛИ РЕЗАНОГО ДРЕВЕСНОГО ШПОНА | 2007 |
|
RU2438082C2 |
| JP 59217487 A, 07.12.1984 | |||
| JP 61034063 B, 05.08.1986 | |||
| Способ снижения коксообразования в реакторах пиролиза углеводородов | 2018 |
|
RU2679610C1 |
