Область техники, к которой относится изобретение
Изобретение относится, главным образом, к способу для контактной сушки лущеного или резаного (строганного) древесного шпона, в котором шпон, имеющий влажность свежесрубленной древесины, нагревается и одновременно сжимается, в результате чего получается высушенный шпон. Изобретение относится также к устройству для контактной сушки лущеного или резаного древесного шпона, которое содержит узел первой ленты и узел второй ленты, причем узел первой ленты содержит первую металлическую ленту, а узел второй ленты содержит по меньшей мере вторую металлическую ленту, при этом узлы ленты расположены с возможностью приема между ними древесного шпона; нагревательные средства для нагревания, по меньшей мере, первой металлической полосы до первой температуры; и сжимающие средства для прижатия узла первой ленты и узла второй ленты по направлению друг к другу во время указанного нагревания, обеспечивая при этом сжатие находящегося между ними древесного шпона.
Уровень техники
В настоящее время при сушке шпона широко используется роликовая сушилка, т.е. горячевоздушная (конвекционная) сушилка, которая работает по принципу сквозной подачи и основана на явлении конвекции. Она работает таким образом, что горячий воздух продувается через отдельные корпуса форсунок на обе поверхности шпона в то время, как он перемещается между роликами от переднего конца сушилки к ее заднему концу. Влага, т.е. вода, перемещается из шпона в этот горячий воздух в виде газа и/или пара и удаляется из сушильной камеры с горячим воздухом. Прежде чем шпон достигает конца, он охлаждается путем забора воздуха для продувания непосредственно извне и его выдувания наружу после охлаждения. Этот тип системы для сушки жестких и полужестких листов шпона описывается в патентном документе США 4,215,489. Здесь способ для сушки шпонов зачастую вызывает появление водяных пятен на шпоне, поскольку древесный шпон не является однородным ни в отношении концентрации, ни в отношении выхода влаги. Чтобы избежать водяных пятен, шпон должен быть «пересушен» до влажности почти 0%, хотя оптимальной величиной в отношении прочности является влажность предела 6-7% относительно сухого вещества. Чрезмерно сухой шпон является слишком хрупким и становится скрученным, при этом он является недостаточно прочным для обработки, и прочность изделия, которое будет из него изготавливаться, пострадает. Как правило, многослойная фанера и слоистая клееная древесина или другие подобного рода изделия образуются из слоев путем склеивания шпонов вместе, один поверх другого, и в соответствующих положениях относительно друг друга и других возможных материалов. На практике разброс влажности шпонов, высушенных с помощью конвекции, является значительным, и в этом случае возможности производителей клея разрабатывать клей так, чтобы он обладал реакционной способностью желаемым и контролируемым образом, становятся более ограниченными.
Другая возможность заключается в том, чтобы использовать такой тип способа контактной сушки и компрессионной сушилки, как описано в патентном документе США 4,193,207, в котором каждый лист шпона удерживается в сжатом состоянии между двумя горячими жесткими металлическими пластинами, при этом на обеих сторонах шпона имеется одинаковая высокая температура, и вода из шпона испаряется через испарительные выпускные канавки на поверхности металлических пластин. В этом случае контактная температура металлических пластин относительно шпонов для сглаживания разницы во влажности регулируется в диапазоне между 121°C и 204°C, а давление сжатия шпонов поддерживается в диапазоне между 34 кПа и 483 кПа, т.е. достаточно высоким для того, чтобы шпон не раскалывался. Таким способом можно достигнуть относительно равномерного уровня влажности, который, как правило, может находиться в диапазоне между 1% и 5%. Вследствие значительного сжимающего давления, шпон сжимается и эффективность процесса, по сравнению с вышеописанной конвекционной/горячевоздушной сушилкой, уменьшается. Опубликованная японская патентная заявка JP-01-107084 также описывает компрессионную сушилку для сушки одиночных листов шпона, у которой, в попытке не допустить образования водяного пятна в середине листа шпона, поверхностям горячих металлических пластин, которые сжимают шпон, придается слегка выпуклая форма. Из-за изменений и температурных перепадов на поверхностях металлических пластин имеются канавки, а, кроме того, предлагается, чтобы между горячими металлическими пластинами и шпоном использовались стальные ленты с тем, чтобы позволить стальным лентам перемещаться на предварительно заданное расстояние.
Раскрытие изобретения
Цель изобретения заключается в том, чтобы создать способ и устройство для сушки древесного шпона с целью достижения желаемой величины окончательной влажности, которая будет являться настолько равномерной, насколько это возможно. Дополнительная цель изобретения заключается в том, чтобы уменьшить тенденцию шпонов к образованию трещин при отслаивании, а также удержать на минимальном уровне изменения объема шпона во время сушки. Еще одна цель изобретения заключается в том, чтобы создать высушенные шпоны, которые могут быть использованы для изготовления фанеры и/или слоистой клееной древесины с приемлемыми прочностными свойствами.
Вышеуказанные проблемы могут быть решены, а ранее определенные цели могут быть достигнуты, с помощью способа для контактной сушки в соответствии с настоящим изобретением, отличающегося признаками, определенными в отличительной части пункта 1 формулы изобретения, а также с помощью устройства для контактной сушки в соответствии с настоящим изобретением, отличающегося признаками, которые определены в отличительной части пункта 10 формулы изобретения.
Краткое описание чертежей
Далее изобретение будет объяснено подробно со ссылкой на прилагаемые чертежи.
Фиг.1 представляет собой схематический вид первого предпочтительного варианта осуществления устройства по изобретению, проиллюстрированного в направлении транспортировки с разрезом по линии I-I с фиг.3.
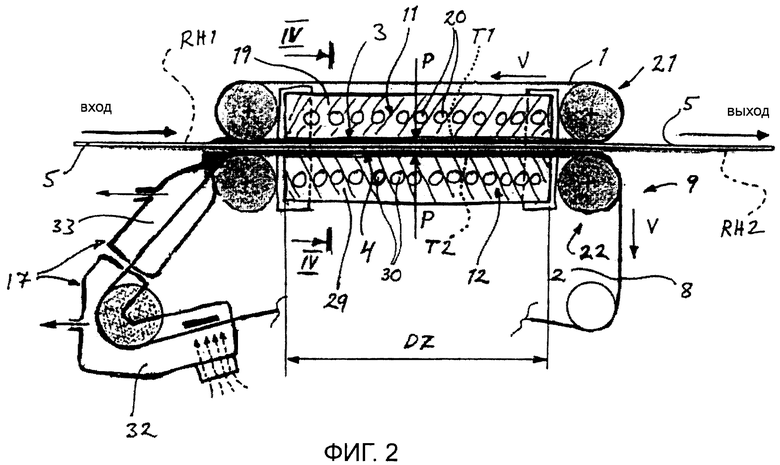
Фиг.2 представляет собой схематический вид второго предпочтительного варианта осуществления устройства по изобретению, проиллюстрированного в направлении транспортировки с разрезом по линии II-II с фиг.4.
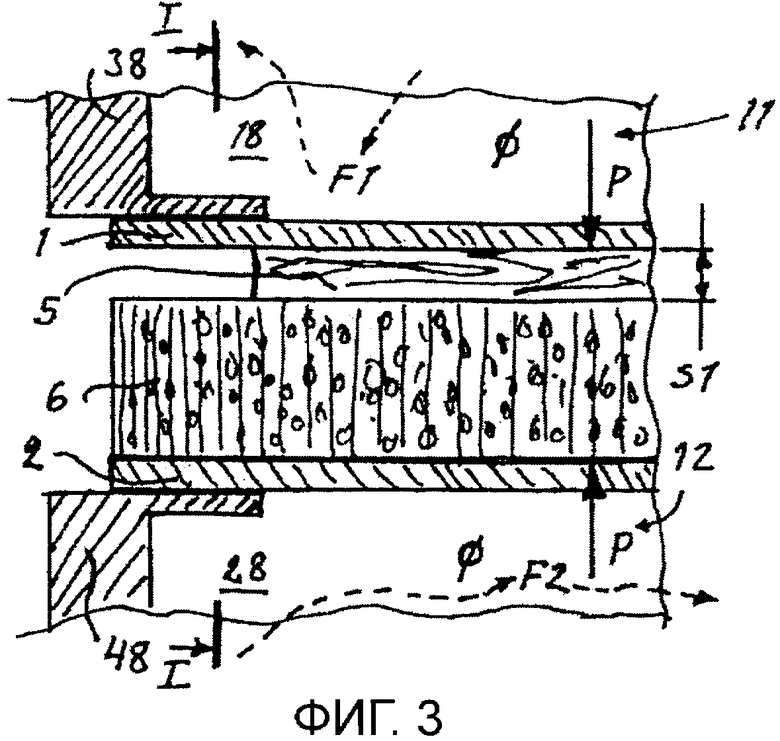
Фиг.3 представляет собой схематический вид в поперечном разрезе устройства по первому варианту осуществления относительно направления транспортировки, где разрез выполнен по линии III-III с фиг.1.
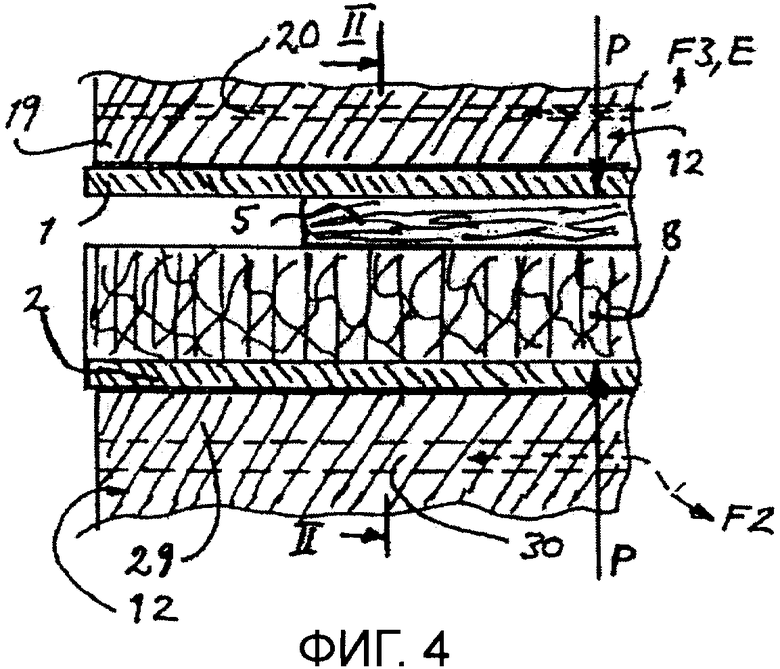
Фиг.4 представляет собой схематический вид в поперечном разрезе устройства по второму варианту осуществления относительно направления транспортировки, где разрез выполнен по линии IV-IV с фиг.2.
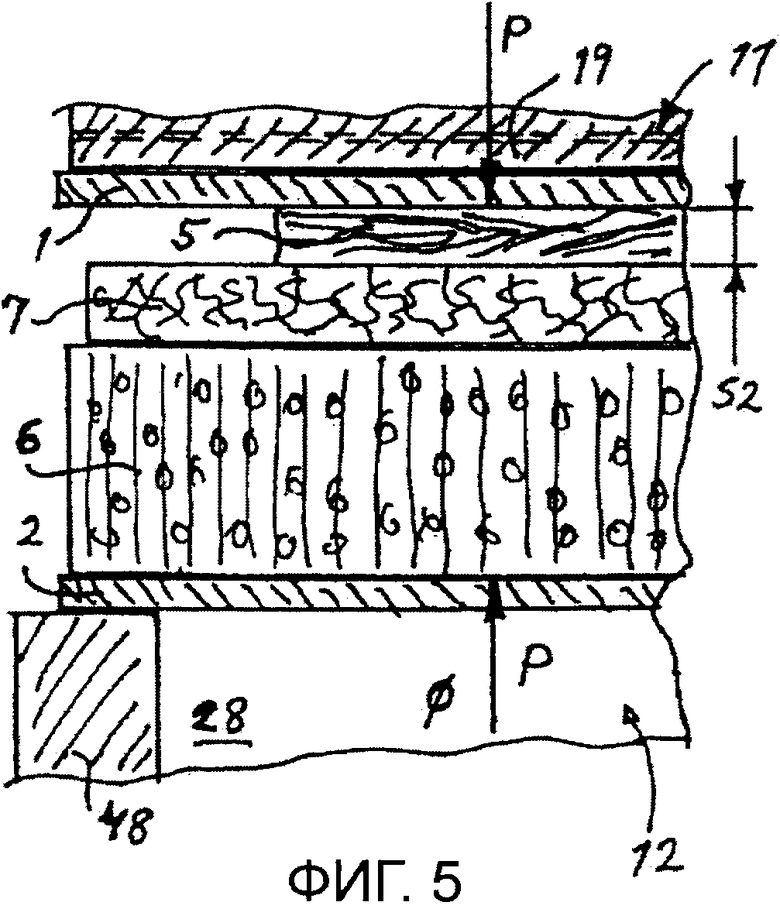
Фиг.5 представляет собой схематический вид в поперечном разрезе устройства по третьему варианту осуществления относительно направления транспортировки, который соответствует сечениям на фиг.3 и 4.
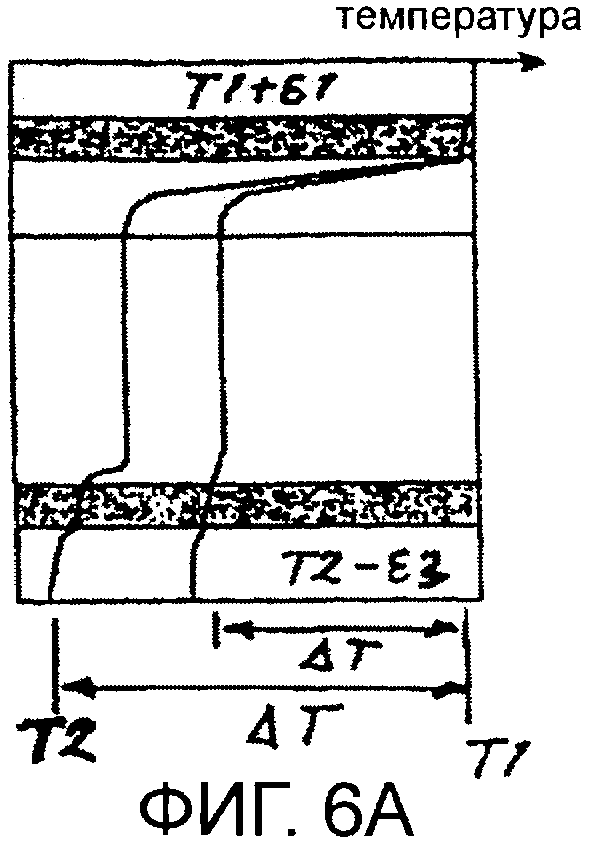
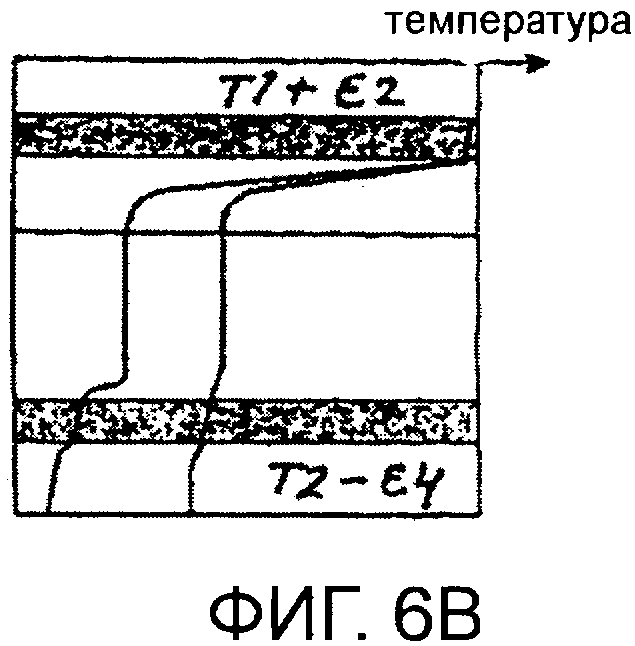
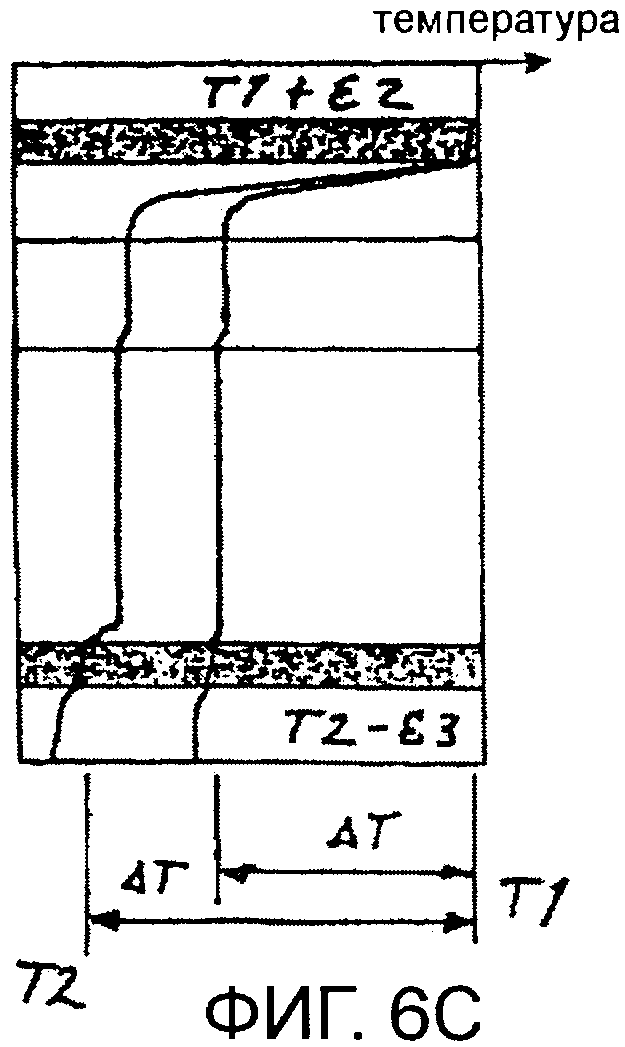
Фигуры 6А-6С иллюстрируют распределения температур, обеспечиваемые посредством изобретения, которые соответствуют соседним фигурам 3, 4 и 5, по шпону и компонентам на обеих его сторонах, т.е. профили распределения температур между высокой первой температурой и низкой второй температурой, которые находятся на двух разных температурных уровнях.
Осуществление изобретения
Устройство для контактной сушки лущеного или резаного древесного шпона содержит узел 3 первой ленты и узел 4 второй ленты. Узел 3 первой ленты содержит первую металлическую ленту 1, а узел 4 второй ленты содержит по меньшей мере вторую металлическую ленту 2. Эти узлы 3 и 4 ленты располагаются так, чтобы принимать между ними древесный шпон 5, который будет высушиваться с помощью этого устройства. С этой целью узлы 3 и 4 ленты идут параллельно на некотором протяжении на расстоянии S3, соответствующем толщине S2 шпона. Термин «древесный шпон» или «шпон» относится к тонко резанным деревянным панелям, которые получены путем лущения, т.е. были вырезаны по спирали из бревна, или к тонко строганным деревянным панелям, которые были вырезаны параллельно, т.е. выстроганы из бревна. Таким образом, в обоих случаях дерево режется с помощью режущего полотна, которое имеет непрерывную/прямую режущую кромку, с помощью которой резы выполняются таким образом, чтобы получать шпоны из древесины по существу без отходов производства, то есть согласно принципу, который отличается от пиления, когда большое количество небольших отдельных режущих полотен удаляют из материала между конечными изделиями в виде щепы и опилок. Лущение представляет собой наиболее широко применяемый способ, поскольку обеспечивает получение деревянных панелей, которые имеют большую площадь поверхности. Следует отметить, что настоящее изобретение не относится к сушке пиленых изделий. Древесные шпоны используются для производства фанеры либо для изготовления шпонированной древесины (laminated veneer lumber, LVL), у которых направления волокон в древесных шпонах могут быть перпендикулярными друг другу или же направления волокон в древесных шпонах могут быть параллельными; направления волокон в древесных шпонах могут образовывать угол относительно друг друга в диапазоне между 90° и 0°, или же структура фанеры/LVL может представлять собой комбинацию указанных вариантов. Толщина и размер древесного шпона варьируется в зависимости от типа древесины и требуемого применения, но обычно составляет максимум 8 мм, как правило, лежит в диапазоне 2,5 - 5 мм для LVL, a для фанеры обычно составляет максимум 5 мм и, как правило, лежит в диапазоне 1,5 - 4 мм. Строганные, т.е. резаные древесные шпоны часто являются более тонкими, с толщиной до 0,5 мм. Помимо этого, устройство содержит нагревательные средства 11, предназначенные для нагревания по меньшей мере первой металлической ленты 1 до первой температуры Т1, а также сжимающие средства, предназначенные для прижатия узла 3 первой ленты и узла 4 второй ленты по направлению друг к другу во время указанного нагревания; причем в это время находящийся между ними древесный шпон 5 подвергается сжимающему давлению Р.
В соответствии с изобретением узел 4 второй ленты содержит, помимо указанной второй металлической ленты 2, по меньшей мере, одну пористую проницаемую полосу 6 или пористый поверхностный участок 8 в данной второй металлической ленте 2. Каждый из этих альтернативных компонентов, пористый компонент, т.е. первая проницаемая полоса 6, так же как и пористый поверхностный участок 8, помещается между второй металлической лентой 2 и древесным шпоном 5. Тем не менее, следует подчеркнуть, что, если устройство содержит первую проницаемую полосу 6, то она находится между второй металлической лентой и древесным шпоном так, как это проиллюстрировано на фиг.3; если же устройство содержит пористый участок 8 на поверхности второй металлической ленты 2, то он расположен между второй металлической лентой и древесным шпоном так, как это проиллюстрировано на фиг.4. В соответствии с изобретением устройство содержит специальные охлаждающие средства 12, предназначенные для того, чтобы поддерживать вторую металлическую ленту 2 при второй температуре Т2, которая ниже указанной первой температуры Т1, т.е. температуры первой металлической ленты, на величину порядка температурного перепада ΔТ. Указанный температурный перепад ΔТ составляет по меньшей мере 60°C, или же по меньшей мере 80°C, или же по меньшей мере 100°C. Указанная выше первая температура Т1 соответственно составляет по меньшей мере 120°C и самое большее 210°С. Тип древесины и желаемые характеристики фанеры и материала LVL, которые должны изготавливаться из шпона, влияют на выбор первой температуры в пределах указанного температурного интервала. В соответствии с изобретением указанная выше вторая температура Т2 составляет, как максимум, 50°С или же составляет, как максимум, 30°С. В этом случае температурный перепад между первой и второй температурами Т1-Т2=ΔТ составляет по меньшей мере 60°С, или по меньшей мере 80°С, или по меньшей мере 100°C. По существу, чем больше температурный перепад ΔТ между первой и второй температурами Т1, Т2, тем более эффективной будет сушка древесного шпона с соответствии с данным изобретением. Этот температурный перепад ограничивается только тепловым сопротивлением древесины, а также той температурой, до которой имеет смысл охлаждение с экономической точки зрения. На практике возможно использовать температурный перепад ΔТ даже больший, чем те перепады, о которых говорится выше, например 130°C, 160°C или даже 180°C.
Вышеописанные нагревательные средства 11 для нагревания первой металлической ленты 1 могут быть реализованы несколькими способами. Во-первых, может быть использована горячая находящаяся под давлением камера 18, одна стенка которой образована рассматриваемой перемещающейся первой металлической лентой 1. Другие стенки 38 горячей находящейся под давлением камеры 18 обычно неподвижны. В этом способе, как можно видеть на фиг.1 и 3, горячая находящаяся под давлением камера ограничена пятью неподвижными стенками, например, если камера точно близка к форме параллелепипеда, а также одной стороной или стенкой в направлении ее поверхности, образованной подвижным или перемещающимся узлом 3 ленты и первой металлической лентой 1. Разумеется, можно использовать и горячую находящуюся под давлением камеру другой формы. В находящейся под давлением камере, сформированной подобным образом, циркулирует находящаяся под давлением горячая среда F1, имеющая температуру Т1+ε1, что обеспечивает первую температуру Т1 для первой металлической ленты. Понятно, что имеется незначительная разность ε1 температур металлической ленты и горячей среды, возникающая из-за теплопередачи, но часто ею можно пренебречь. Точнее говоря, температура находящейся под давлением горячей среды F1 выше, чем заранее заданная температура первой металлической ленты на величину, соответственно равную первой разности ε1, т.е. она составляет Т1+ε1. В качестве альтернативы может быть использован жесткий горячий блок 19, вдоль одной из наружных поверхностей которого, как можно видеть на фиг.2 и 4, перемещаются узел 3 первой ленты и первая металлическая лента 1. Горячий блок 19 имеет кабели 20, либо шланги для среды, либо электрические провода, в которых циркулирует горячая среда F1 или проходит электрический ток Е, создавая на указанном горячем блоке 19 температуру Т1+ε2, которая обеспечивает температуру Т1 на первой металлической ленте. Вообще говоря, эта вторая незначительная разность ε2 температур немного больше, чем ранее указанная первая разность ε1 температур, поскольку на пути самой передачи тепла имеется горячий блок и есть переходная область при контакте металлической ленты и горячего блока. В данном последнем варианте осуществления из-за передачи тепла между горячей средой и горячим блоком температура горячей среды F1 фактически выше, нежели температура горячего блока 19, Т1+ε2.
В соответствии с изобретением охлаждающие средства 12 могут быть реализованы нескольким способами. Во-первых, может быть использована холодная, находящаяся под давлением камера 28, одна стенка которой образована перемещающейся второй металлической лентой 2. Другие стенки 48 холодной находящейся под давлением камеры 28 обычно являются неподвижными. В этом способе, как можно видеть на фиг.1 и 3, холодная, находящаяся под давлением камера ограничена пятью неподвижными стенками, например, если камера точно близка к форме параллелепипеда, а также одной стороной или стенкой в направлении ее поверхности, образованной подвижным или перемещающимся узлом 4 ленты и второй металлической лентой 2. Разумеется, можно использовать и холодную, находящуюся под давлением камеру 28 другой формы. В этом способе в образуемой находящейся под давлением камере циркулирует находящаяся под давлением холодная среда F2, имеющая температуру Т2-ε3, что обеспечивает вторую температуру Т2 для второй металлической ленты. Понятно, что имеется незначительная третья разность ε3 температур металлической ленты и холодной среды, возникающая из-за теплопередачи, но часто ею можно пренебречь. Точнее говоря, температура находящейся под давлением холодной среды F2 ниже, чем заранее заданная температура второй металлической ленты на величину, соответственно равную третьей разности ε3 температур, т.е. она составляет Т2-ε3. В качестве альтернативы может быть использован жесткий холодный блок 29, вдоль одной из наружных поверхностей которого, как можно видеть на фиг.2 и 4, перемещаются узел 4 второй ленты и вторая металлическая лента 2. Холодный блок 29 имеет каналы 30, в которых циркулирует холодная среда F2, создавая на указанном холодном блоке 29 температуру Т2-ε4, которая обеспечивает вторую температуру Т2 на второй металлической ленте. Вообще говоря, эта четвертая незначительная разность ε4 температур немного больше, чем ранее указанная третья разность ε3 температур, поскольку на пути самой передачи тепла имеется холодный блок и есть переходная область при контакте металлической ленты и холодного блока. В данном последнем варианте осуществления из-за передачи тепла между холодной средой и холодным блоком температура холодной среды F2 фактически ниже, нежели температура холодного блока 29, Т2-ε4.
Следует понимать, что можно использовать комбинацию горячей находящейся под давлением камеры 18 и холодной, находящейся под давлением камеры 19, как это показано на фиг.3, или комбинацию жесткого горячего блока 19 и жесткого холодного блока 29, как это показано на фиг.4, или комбинацию горячей, находящейся под давлением камеры 18 и жесткого холодного блока 29, или комбинацию жесткого горячего блока 19 и холодной находящейся под давлением камеры 28, как это показано на фиг.5.
Устройство содержит блоки 9 управления для непрерывного или прерывистого перемещения узла 3 первой ленты и узла 4 второй ленты на одинаковой скорости V между указанной выше горячей находящейся под давлением камерой или горячим блоком и холодной находящейся под давлением камерой или холодным блоком. Одновременно с тем, как узлы первой и второй ленты с их первой и второй металлической лентой 1, 2 перемещаются между горячей находящейся под давлением камерой или горячим блоком и расположенной напротив холодной находящейся под давлением камерой или холодным блоком, посредством этих камер/компонентов сжимающее давление Р прикладывается к узлам ленты и далее посредством металлических лент 1, 2 к древесному шпону 5, находящемуся между металлическими лентами. Область, ограниченная горячей, находящейся под давлением камерой или горячим блоком и расположенной напротив холодной, находящейся под давлением камерой или холодным блоком, в направлении узлов ленты, т.е. в направлении скорости V, на которой узлы 3, 4 ленты с их металлическими лентами 1, 2 проходят между указанными компонентами, в то же самое время, когда указанное сжимающее давление прикладывается к узлам ленты и их металлическим лентам, называется сушильной зоной (DZ). Блоки 9 управления во всех вариантах осуществления содержат комплект роликов 21, вокруг которых обернута, по меньшей мере, первая металлическая лента 1 первого узла 3 ленты, и второй комплект роликов 22, вокруг которых обернута по меньшей мере вторая металлическая лента 2 узла 4 второй ленты. В соответствии с изобретением, первый вариант осуществления содержит также третий комплект роликов 23, вокруг которых, как можно видеть на фиг.1, обернута пористая первая проницаемая полоса 6. В варианте осуществления на фиг.1 имеется также вторая проницаемая полоса 7, которая проходит между первой проницаемой полосой 6 и древесным шпоном в области сушильной зоны DZ; или же, во втором возможном варианте осуществления, между первым пористым поверхностным участком 8 второй металлической ленты и древесным шпоном 5. Эта возможная вторая проницаемая полоса 7 проходит через четвертый комплект роликов 24. Во втором варианте осуществления изобретения, вторая металлическая лента 2, включающая ее пористый поверхностный участок 8, обернута вокруг второго комплекта роликов 22. Блоки управления могут быть любого известного в данной области типа или нового типа, соответствующего назначению, поэтому далее они объясняться не будут.
В первом варианте осуществления, в котором используется первая проницаемая полоса 6, которая забирает конденсированную воду и уносит ее, устройство дополнительно содержит сушилку 34 для второй металлической ленты 2 и сушилку или сушилки 35 и/или 36 для пористой проницаемой полосы. Сушилка 34 для второй металлической ленты представляет собой, например, ракель, с помощью которого с поверхности второй металлической ленты 2, которая в сушильной зоне DZ обращена к древесному шпону, снаружи сушильной зоны DZ удаляется избыточная вода, где указанная избыточная вода присутствует тогда, когда узел 4 второй ленты отделяется от высушенного древесного шпона, и первая проницаемая полоса 6 также отделяется от второй металлической ленты 2. В этом варианте осуществления большая часть конденсированной воды находится на указанной второй проницаемой полосе из-за влияния отделенного древесного шпона и холодной второй металлической ленты. Возможная вторая проницаемая полоса 7 функционирует как разделитель мокрой первой проницаемой полосы и сухого древесного шпона, и предполагается, что вода проходит только через нее. Пористая первая проницаемая полоса 6 имеет свои собственные сушилки 35, 36, которые предпочтительно представляют собой всасывающие устройства низкого давления, т.е. устройства для всасывания воды из пор в проницаемой полосе 6, после чего первая проницаемая полоса 6 снова может принимать воду с тем, чтобы высушивать древесный шпон. Сушилки 35, 36 могут быть довольно простыми, но при этом эффективными, поскольку первая проницаемая полоса 6, как и раскрытая далее вторая проницаемая полоса 7, пропускает воздух, и в этом случае сушка может выполняться посредством просачивания (перколяции). Возможная вторая проницаемая полоса 7 может высушиваться с помощью средств, аналогичных тем, которые используются для высушивания первой проницаемой полосы, или же, в зависимости от структуры проницаемой полосы, ее можно оставлять не высушенной, поскольку принципиальное назначение второй проницаемой полосы заключается в том, чтобы отделять первую проницаемую полосу 6, которая принимает и уносит конденсированную воду, от высушиваемого древесного шпона. Таким образом, вторая проницаемая полоса 7 функционирует в качестве изолятора. Поскольку она также должна хорошо пропускать влагу, поступающую из древесного шпона, то было бы целесообразно изготавливать ее более разреженной, или же чтобы ее поры были больше, чем у первой проницаемой полосы. Во втором варианте осуществления, в котором на поверхности второй металлической ленты используется пористый поверхностный участок 8, который принимает и уносит сконденсированную воду, устройство дополнительно содержит сушилку 17 для поверхностного участка второй металлической ленты, с помощью которой вода удаляется из пор пористого поверхностного участка 8, после чего поверхностный участок 8 второй металлической ленты может принимать воду с тем, чтобы высушивать новый древесный шпон. Поскольку это покрытие, то его невозможно высушивать с помощью такого же типа просачивания воздуха, что используется в случае проницаемых полос. Следовательно, сушилка 17 может включать в себя испаритель 32, который нагревает металлическую ленту и ее поверхностный участок, выпаривая воду из пор, а также, возможно, всасывающее устройство 33 низкого давления, которое удаляет эту выпаренную воду. Сушилки могут быть любого общеизвестного типа или какого-либо нового типа, соответствующего назначению.
В соответствии с изобретением сжимающее давление Р, которое составляет по меньшей мере 20 кПа и самое большое 500 кПа, прикладывается к древесному шпону 5 посредством указанной горячей находящейся под давлением камеры 18, и/или холодной находящейся под давлением камеры 28, и/или горячего блока 19, и/или холодного блока. Эти сжимающие средства реализуются, используя один из нижеследующих вариантов:
горячая находящаяся под давлением камера 18 и холодная находящаяся под давлением камера 28 находятся напротив друг друга, и в этих находящихся под давлением камерах обе указанные среды F1 и F2 имеют заранее заданное избыточное давление Ф, которое создает указанное сжимающее давление Р на шпоне; или
жесткий горячий блок 19 и жесткий холодный блок 29 находятся напротив друг друга, наряду со сжимающим механизмом 23, который располагается таким образом, что создает указанное сжимающее давление Р на шпоне; или
горячая находящаяся под давлением камера 18 и жесткий холодный блок 29 находятся напротив друг друга, при этом горячая среда F1 имеет в горячей находящейся под давлением камере заранее заданное избыточное давление Ф, которое создает указанное сжимающее давление Р на шпоне; или
жесткий горячий блок 19 и холодная находящаяся под давлением камера 28 находятся напротив друг друга, при этом холодная среда F2 имеет в холодной находящейся под давлением камере заранее заданное избыточное давление Ф, которое создает указанное сжимающее давление Р.
В соответствии с данным способом лущеный или резаный древесный шпон 5 подвергается контактной сушке следующим образом. Согласно способу, не высушенный шпон 5 из свежесрубленной древесины, который имеет влажность RH1 свежесрубленной древесины, подается между узлом 3 первой ленты, который содержит первую металлическую ленту 1, и узлом 4 второй ленты, который содержит вторую металлическую ленту 2, а также по меньшей мере одну пористую проницаемую полосу 6 или пористый поверхностный участок 8, и приводится с ними в контакт. Узлы 3, 4 ленты сводятся вместе с помощью первого комплекта роликов 21 и по меньшей мере второго комплекта роликов (как можно видеть на фиг.1 и 2), и в ту же область помещается шпон, как правило, в виде листов. Узлы ленты выполнены так, что пористая проницаемая полоса 6 или, аналогичным образом, пористый поверхностный участок 8 второй металлической ленты поступает между второй металлической лентой и древесным шпоном. Узел 3 первой ленты и узел 4 второй ленты во время сушки перемещаются на одинаковой скорости V либо прерывистым образом, либо непрерывно. Таким образом, узлы ленты синхронно перемещаются и, возможно, вместе задерживаются на расстоянии S1 друг от друга, равном толщине S2 древесного шпона 5 в продольном направлении лент по меньшей мере в сушильной зоне DZ. Перед сушкой в сушильной зоне DZ в соответствии с изобретением древесный шпон 5 имеет влажность RH1 свежесрубленной древесины, которая может представлять собой естественную влажность, или влажность, которая была увеличена путем увлажнения шпона до желаемого значения, или же, чаще всего, влажность, которая была увеличена в максимально возможной степени. Естественная влажность в древесине и, следовательно, в древесном шпоне может существенно колебаться в зависимости от породы дерева, места, в котором дерево выросло, от того, когда оно было срублено, а также от условий транспортировки и хранения дерева, т.е. бревен, вывезенных из леса. Кроме того, влажность в одном бревне, т.е. влажность в сердцевине дерева и заболони, могут значительно отличаться. Особое внимание необходимо обратить на тот факт, что выраженная здесь в процентах влажность RH1 и RH2 относится к весу воды в древесине относительно веса сухого вещества в рассматриваемой древесине, т.е. имеется в виду выраженный в процентах вес воды относительно количества сухого вещества. Таким образом, например, RH1=40% подразумевает 40 кг воды в древесине, которая весит 100 кг, когда является абсолютно сухой, 100%-ная влажность будет подразумевать 100 кг воды в 100 кг вещества сухой древесины, и т.д. Бревно может быть увлажнено путем его замачивания в воде, например, перед лущением или резанием шпона. Смысл замачивания заключается в том, чтобы в древесину впиталось столько воды, чтобы клетки и пространство между клетками были заполнены водой, что позволяет удерживать материал древесины во время резания/лущения, вследствие чего древесина не разламывается путем раскалывания. По этой причине влажность в шпоне после выполнения лущения является максимально высокой, а следовательно, влажность RH1 является максимальной или, если принять во внимание возможные неизбежные потери, то почти максимальной.
В сушильной зоне узлы ленты, включая их конструктивные детали, и шпон располагаются в нижеследующей последовательности, если идти от горячей стороны к холодной стороне: первая металлическая лента 1 узла 3 первой - древесный шпон 5 - возможная вторая проницаемая полоса 7 - пористая первая проницаемая полоса 6 узла 4 второй ленты или пористый поверхностный участок 8 второй металлической ленты 8 - вторая металлическая лента узла 4 второй ленты. В этой сушильной зоне DZ первая металлическая лента 1 нагревается до первой температуры Т1 и, в то же время, вторая металлическая лента 2 поддерживается холодной, т.е. при второй температуре Т2, которая приблизительно на величину температурного перепада ΔТ ниже, чем указанная первая температура. Таким образом, вторая металлическая лента 2 охлаждается, например, водой и т.п. по меньшей мере пропорционально первой металлической ленте 1. В этой сушильной зоне DZ и, тем самым, во время нагревания, металлические ленты 1, 2 прижимаются по направлению друг к другу при температуре Т1 и там, где происходит охлаждение, при температуре Т2, при этом древесный шпон между ними воспринимает сжимающее давление Р от указанной первой металлической ленты и указанной проницаемой полосы или поверхностного участка. При этом в данной сушильной зоне DZ вода в древесном шпоне 5 отделяется от него под воздействием первой температуры Т1, конденсируется под воздействием второй температуры Т2 и переносится на первую проницаемую полосу 6 или поверхностный участок 8. Эти процессы, имеющие место в сушильной зоне DZ, происходят по существу одновременно, вне зависимости от того, является ли перемещение узлов ленты постоянным или прерывистым. Таким образом, в результате этого в сушильной зоне получается высушенный шпон 5, из которого вода отделена и перенесена под воздействием температурного перепада на первую проницаемую полосу 6 или на поверхностный участок 8. Одновременное поддержание сжимающего давления Р дополнительно повышает прочность высушенного шпона.
Затем высушенный таким образом древесный шпон 5 удаляется из области между узлом 3 первой ленты и узлом 4 второй ленты, т.е. из сушильной зоны DZ. Как было объяснено ранее, после удаления древесного шпона 5 из области между узлом 3 первой ленты и узлом 4 второй ленты указанная вторая металлическая лента 2 и по меньшей мере одна пористая проницаемая полоса 6 или поверхностный участок 8 высушиваются с помощью ракеля К и/или при помощи вакуума низкого давления. Для узла 3 первой ленты и узла 4 второй ленты обеспечивается возможность возвращения к фазе, в которой новый шпон 5 из свежесрубленной древесины подается в область между указанными компонентами, вследствие чего происходит контактная сушка либо прерывистым образом, либо непрерывно. Другими словами, узлы 3, 4 ленты перемещаются через сушильную зону DZ и переносят с собой шпон, высушиваемый в соответствии с изобретением. Обычно только блоки 9 управления для второй ленты, либо в комплекте роликов 21 узла 3 первой ленты, либо в комплекте роликов 22 узла 4 второй ленты содержат движущий механизм, поскольку узел 3 или 4 другой ленты перемещается вместе с другим точно так же, как и шпон. Предпочтительно, чтобы окончательная влажность RH2 древесного шпона, высушенного в соответствии с изобретением, была меньше 12%, при этом данная концентрация воды рассчитывается также исходя из веса сухого материала.
Таким образом, изобретение работает следующим образом: резаный/строганный или лущеный мокрый лист шпона подается в компрессионную сушилку, в которой на противоположных сторонах древесного шпона имеется горячая верхняя поверхность и холодная нижняя поверхность. Шпон сжимается посредством небольшого, но достаточного сжимающего давления между поверхностями. Горячая верхняя поверхность, как правило, гладкая, а холодная нижняя поверхность снабжена либо канавчатой, либо просеивающей сеткой для удаления воды. Кроме того, удаление воды на нижней поверхности может выполняться более эффективно при помощи вакуума. Когда между поверхностями имеется четкий температурный перепад, вода конденсируется на нижней поверхности сушилки. Таким способом значительное количество воды в древесине удаляется без закипания и интенсивного расширения, вызывающего повреждение шпона. Однако нагревание древесного шпона повышает давление испарения воды в шпоне, вследствие чего вода стремится переместиться в зону, в которой давление испарения ниже, т.е. в пористую первую проницаемую полосу или поверхностный участок второй металлической ленты, где она затем конденсируется под действием низкой температуры, т.е. тогда, когда температура ниже точки росы. Говоря коротко, вода удаляется из древесного шпона 5 в виде пара под действием первой температуры Т1, ей позволяют конденсироваться в другом месте под действием второй температуры Т2 и, в конце концов, она удаляется путем отделения первой проницаемой полосы или поверхностного участка от сухого шпона.
Новый способ обеспечивает сушку каждого листа шпона различным образом или разделение совместных шпонов или листов шпона на участки, для которых может быть организована модель сушки в зависимости от положения. С этой целью скорость V транспортирования через сушильную зону DZ может быть отрегулирована, например, прогрессирующе, если процесс является непрерывным, или же время, которое листы шпона проводят в сушильной зоне, может быть задано, например, в зависимости от каждого отдельного шпона, когда процесс является прерывистым. В непрерывно функционирующем процессе древесный шпон перемещается через сушильную зону на установленной или изменяемой скорости V, тогда как в процессе с прерывистым функционированием древесный шпон перемещается в сушильную зону на некоторой скорости V, остается в ней в течение заранее заданного времени и затем удаляется на некоторой скорости V. Таким способом можно осуществлять прецизионную сушку шпонов до желаемого уровня влажности. Вследствие этого, реактивные характеристики клея для шпона могут быть усовершенствованы, а процесс склеивания можно сделать более эффективным. В результате этого удается обеспечить более высокую среднюю прочность и меньшие отклонения. Оба эти результата увеличивают нормативную прочность изделия. Кроме того, крупноячеистая нижняя поверхность, создаваемая благодаря операциям нарезки во время лущения, может быть выполнена более плотной. Это помогает оказывать влияние на характеристики сопротивления срезу при прокатывании в направлении поверхности шпона.
| название | год | авторы | номер документа |
|---|---|---|---|
| Заполняющая паста для укрытия дефектов шпона и способ производства фанеры с использованием заполняющей пасты | 2019 |
|
RU2708582C1 |
| Способ производства фанеры | 2021 |
|
RU2764302C1 |
| Уплотнительный загрузочно-разгрузочный узел сушилки | 1982 |
|
SU1059389A1 |
| СУШИЛКА РОЛИКОВАЯ СЕКЦИОННАЯ С СОПЛОВЫМИ КОРОБАМИ, ПРИВОДОМ И МЕХАНИЗМАМИ ЗАГРУЗКИ И ВЫГРУЗКИ С ЛЕНТОЧНЫМ КОНВЕЙЕРОМ | 2009 |
|
RU2430004C1 |
| Способ получения декоративно-отделочных панелей | 2016 |
|
RU2611073C1 |
| Способ изготовления структурно-ориентированного древесно-композиционного материала | 2024 |
|
RU2832284C1 |
| Установка для сушки изделий | 1979 |
|
SU823792A1 |
| СПОСОБ ПРОИЗВОДСТВА ДРЕВЕСНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1994 |
|
RU2057638C1 |
| Способ склеивания пластин в многослойной панели (варианты) | 2016 |
|
RU2627396C1 |
| Способ получения облицованного шпоном древесного материала и древесный материал из несущей плиты и по меньшей мере двух слоев шпона | 2019 |
|
RU2764890C1 |
Изобретение относится к устройству для контактной сушки лущеного или резаного древесного шпона. Способ контактной сушки лущеного или резаного древесного шпона заключается в том, что шпон из свежесрубленной древесины, имеющий влажность (RH1) свежесрубленной древесины, нагревают и одновременно сжимают, в результате чего получают высушенный древесный шпон, при этом, указанный шпон (5) из свежесрубленной древесины подают между узлом (3) первой ленты и узлом (4) второй ленты и приводят с ними в контакт, причем узел первой ленты содержит первую металлическую ленту (1), а узел второй ленты содержит вторую металлическую ленту (2) вместе с по меньшей мере одной пористой проницаемой полосой (6) или пористым поверхностным участком между второй металлической лентой и древесным шпоном; первую металлическую ленту (1) нагревают до первой температуры (Т1), а вторую металлическую ленту (2) охлаждают до второй температуры (Т2), которая ниже, чем указанная первая температура (Т1), на величину температурного перепада (ΔТ); узлы (3, 4) ленты прижимают по направлению друг к другу во время указанного нагревания и охлаждения, вследствие чего обеспечивают приложение сжимающего давления (Р) к древесному шпону между указанными узлами от указанной первой металлической ленты и указанных проницаемой полосы или поверхностного участка; обеспечивают конденсацию воды, отделенной от древесного шпона (5) под действием первой температуры, в указанной проницаемой полосе (6) или в указанном поверхностном участке под действием второй температуры; и высушенный таким образом древесный шпон (5) удаляют из области между узлом (3) первой ленты и узлом (4) второй ленты. Устройство содержит узел (3) первой ленты, который содержит первую металлическую ленту (1), и узел (4) второй ленты, который содержит вторую металлическую ленту (2) и пористую проницаемую полосу (6) или пористый поверхностный участок в области между второй металлической лентой и древесным шпоном (5). Устройство содержит нагревательные средства (11) для нагревания первой металлической ленты (1) до первой температуры (Т1) и охлаждающие средства (12) для поддержания второй металлической ленты (2) при второй температуре (Т2), которая приблизительно на величину температурного перепада (ΔТ) ниже, чем указанная первая температура (Т1). Кроме того, устройство содержит сжимающие средства для прижатия узла (3) первой ленты и узла (4) второй ленты по направлению друг к другу во время нагревания и охлаждения, вследствие чего к древесному шпону между ними прикладывается сжимающее давление (Р). Узел (3) первой ленты и узел (4) второй ленты перемещаются на одинаковой скорости (V) с помощью блока (9) управления. Изобретение должно обеспечить равномерную влажность, уменьшить образование трещин при отслаивании, удержать на минимальном уровне изменения объема шпона во время сушки. Еще одна цель изобретения заключается в том, чтобы создать высушенные шпоны, которые могут быть использованы для изготовления фанеры и/или слоистой клееной древесины с приемлемыми прочностными свойствами. 2 н. и 16 з.п. ф-лы, 6 ил.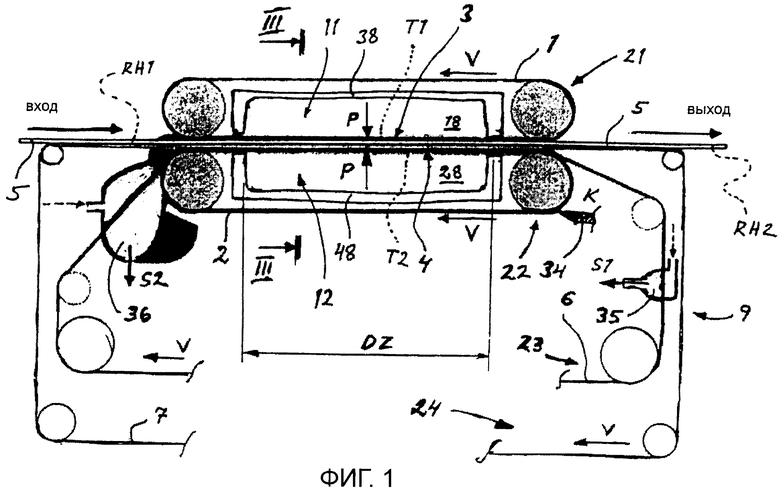
1. Способ контактной сушки лущеного или резаного древесного шпона, в котором шпон из свежесрубленной древесины, который имеет влажность (RH1) свежесрубленной древесины, нагревают и одновременно сжимают, в результате чего получают высушенный древесный шпон, отличающийся тем, что
- указанный шпон (5) из свежесрубленной древесины подают между узлом (3) первой ленты и узлом (4) второй ленты и приводят с ними в контакт, причем узел первой ленты содержит первую металлическую ленту (1), а узел второй ленты содержит вторую металлическую ленту (2) вместе с по меньшей мере одной пористой проницаемой полосой (6) или пористым поверхностным участком (8) между второй металлической лентой и древесным шпоном;
- первую металлическую ленту (1) нагревают до первой температуры (Т1), а вторую металлическую ленту (2) охлаждают до второй температуры (Т2), которая ниже, чем указанная первая температура (Т1), на величину температурного перепада (ΔT);
- узлы (3, 4) ленты прижимают по направлению друг к другу во время указанного нагревания и охлаждения, вследствие чего обеспечивают приложение сжимающего давления (Р) к древесному шпону между указанными узлами от указанной первой металлической ленты и указанных проницаемой полосы или поверхностного участка;
- обеспечивают конденсацию воды, отделенной от древесного шпона (5) под действием первой температуры, в указанной проницаемой полосе (6) или в указанном поверхностном участке (8) под действием второй температуры; и
- высушенный таким образом древесный шпон (5) удаляют из области между узлом (3) первой ленты и узлом (4) второй ленты.
2. Способ по п.1, отличающийся тем, что указанный температурный перепад (ΔТ) составляет по меньшей мере 60°С, или по меньшей мере 80°С, или по меньшей мере 100°С.
3. Способ по п.1 или 2, отличающийся тем, что указанная первая температура (Т1) составляет по меньшей мере 120°С и максимум 210°С, а указанная вторая температура (Т2) составляет максимум 50°С или максимум 30°С.
4. Способ по п.1 или 2, отличающийся тем, что сжимающее давление (Р) составляет по меньшей мере 20 кПа и максимум 500 кПа.
5. Способ по п.1 или 2, отличающийся тем, что указанная влажность (RH1) свежесрубленной древесины древесного шпона представляет собой влажность, достигнутую путем вымачивания бревна в воде перед лущением или резанием шпона.
6. Способ по п.5, отличающийся тем, что указанная влажность (RH1) свежесрубленной древесины является настолько высокой, насколько это возможно, а указанный высушенный древесный шпон (5) имеет окончательную влажность (RH2), которая составляет менее 12%.
7. Способ по п.1 или 2, отличающийся тем, что после удаления древесного шпона (5) из области между узлом (3) первой ленты и узлом (4) второй ленты высушивают указанную вторую металлическую ленту (2) и указанную по меньшей мере одну пористую проницаемую полосу (6) или пористый поверхностный участок (8) с помощью ракеля (К) и/или путем всасывания при низком давлении.
8. Способ по п.7, отличающийся тем, что обеспечивают возможность возврата указанного узла (3) первой ленты и указанного узла (4) второй ленты к фазе, в которой между указанными узлами подают новый шпон (5) из свежесрубленной древесины, вследствие чего контактная сушка происходит либо прерывистым образом, либо непрерывно.
9. Способ по п.1 или 2, отличающийся тем, что осуществляют перемещение узла (3) первой ленты и узла (4) второй ленты на одинаковой скорости (V) и без остановки во время сушки.
10. Устройство для контактной сушки лущеного или резаного древесного шпона, которое содержит:
- узел (3) первой ленты и узел (4) второй ленты, причем узел (3) первой ленты содержит первую металлическую ленту (1), а узел (4) второй ленты содержит вторую металлическую ленту (2), при этом узлы ленты расположены с возможностью приема между ними древесного шпона (5);
- нагревательные средства (11) для нагревания по меньшей мере первой металлической ленты (1) до первой температуры (Т1);
- сжимающие средства для прижатия узла (3) первой ленты и узла (4) второй ленты по направлению друг к другу во время нагревания, вследствие чего к древесному шпону между указанными узлами прикладывается сжимающее давление (Р), отличающееся тем, что дополнительно содержит:
- в дополнение ко второй металлической ленте (2) в узле второй ленты по меньшей мере одну пористую проницаемую полосу (6) или пористый поверхностный участок (8) между второй металлической лентой и древесным шпоном;
- охлаждающие средства (12) для поддержания второй металлической ленты (2) при второй температуре (Т2), которая ниже, чем указанная первая температура (Т1) на величину температурного перепада (ΔT);
- блоки (9) управления для перемещения узла (3) первой ленты и узла (4) второй ленты на одинаковой скорости (V).
11. Устройство по п.10, отличающееся тем, что указанные нагревательные средства (11) представляют собой:
- горячую находящуюся под давлением камеру (18), одна стенка которой образована указанной первой металлической лентой (1), при этом в указанной камере циркулирует находящаяся под давлением горячая среда (F1) при температуре (T1+ε1), что обеспечивает температуру (Т1) в первой металлической полосе; или
- жесткий горячий блок (19), вдоль одной из наружных сторон которого происходит перемещение указанной первой металлической ленты (1), и который имеет кабели (20), в которых циркулирует горячая среда (F1) или электрический ток (Е), создавая в указанном горячем блоке (19) температуру (Т1+ε2), что обеспечивает температуру (Т1) в первой металлической ленте.
12. Устройство по п.10, отличающееся тем, что указанные охлаждающие средства (12) представляют собой:
- холодную находящуюся под давлением камеру (28), одна стенка которой образована указанной второй металлической лентой (2), при этом в данной находящейся под давлением камере циркулирует холодная среда (F) при температуре (Т2-ε3), что обеспечивает вторую температуру (Т2) во второй металлической ленте; или
- жесткий холодный блок (29), вдоль одной из наружных сторон которого происходит перемещение указанной второй металлической ленты (2), и который имеет каналы (30), в которых циркулирует холодная среда (F2), создавая на указанном холодном блоке (29) температуру (Т2-ε4), что обеспечивает вторую температуру (Т2) во второй металлической ленте.
13. Устройство по любому из п.п.10-12, отличающееся тем, что блоки (9) управления содержат:
- первый комплект роликов (21), вокруг которых обернута первая металлическая лента (1);
- второй комплект роликов (22), вокруг которых обернута вторая металлическая лента (2); и
- третий комплект роликов (23), вокруг которых обернута пористая проницаемая полоса (6).
14. Устройство по п.13, отличающееся тем, что дополнительно содержит сушилку (34) для второй металлической ленты и сушилку или сушилки (35 и/или 36) для пористой проницаемой полосы, причем сушилка (34) для второй металлической ленты представляет собой ракель, а сушилка (сушилки) (35, 36) для пористой проницаемой полосы представляет (представляют) собой всасывающие устройства низкого давления.
15. Устройство по любому из п.п.10-12, отличающееся тем, что указанные блоки (9) управления содержат:
- первый комплект роликов (21), вокруг которых обернута первая металлическая лента (1); и
- второй комплект роликов (22), вокруг которых обернута вторая металлическая лента (2) с пористым поверхностным участком (8).
16. Устройство по п.15, отличающееся тем, что дополнительно содержит сушилку (17) для поверхностного участка второй металлической ленты, причем сушилка (17) для поверхностного участка второй металлической ленты представляет собой испаритель (32), а также предпочтительно всасывающее устройство (33) низкого давления.
17. Устройство по любому из пп.10-12, отличающееся тем, что указанные сжимающие средства представляют собой одно из следующего:
- горячая находящаяся под давлением камера (18) и холодная находящаяся под давлением камера (28), расположенные напротив друг друга, причем в указанных камерах обе указанные среды (F1 и F2) имеют заранее заданное избыточное давление (Ф), которое создает указанное сжимающее давление (Р) на шпоне; или
- жесткий горячий блок (19) и жесткий холодный блок (29), расположенные напротив друг друга, наряду со связанным с ними сжимающим механизмом (23), который расположен с возможностью создания указанного сжимающего давления (Р) на шпоне; или
- горячая находящаяся под давлением камера (18) и жесткий холодный блок (29), расположенные напротив друг друга, причем горячая среда (F1) в горячей находящейся под давлением камере имеет заранее заданное избыточное давление (Ф), которое создает указанное сжимающее давление (Р) на шпоне; или
- жесткий горячий блок (19) и холодная находящаяся под давлением камера (28), расположенные напротив друг друга, причем холодная среда (F2) в холодной находящейся под давлением камере имеет заранее заданное избыточное давление (Ф), которое создает указанное сжимающее давление (Р) на шпоне.
18. Устройство по любому из пп.10-12, отличающееся тем, что дополнительно содержит вторую проницаемую полосу (7), которая проходит между первой проницаемой полосой (6) и древесным шпоном (5) или между пористым поверхностным участком (8) второй металлической ленты и древесным шпоном (5).
| DE 10329832 A1, 20.01.2005 | |||
| СПОСОБ ПРОМЫВКИ ЗАБОЯ СКВАЖИНЫ | 2013 |
|
RU2527433C1 |
| Установка для контактной сушки ленточных волокнистых материалов | 1980 |
|
SU881487A1 |
| Сушилка для листовых материалов | 1986 |
|
SU1383064A2 |

