Изобретение относится к деревообработке и может быть использовано при сушке лущеного и строганого шпона.
Шпон (лущеный и строганый) имеет большую удельную поверхность при незначительной толщине (0,4-2,5 мм), благодаря чему при сушке в свободном состоянии образуются волнистость, покоробленность, гофр, являющиеся следствием неодинаковой усушки в разных местах шпона. Во избежание этих дефектов в существующих устройствах шпон сушат в плоскозакрепленном состоянии при обеспечении непрерывной (роликовые и ленточные сушилки) или прерывистой (дыхательные прессы) усушки шпона во избежание его растрескивания.
Например, при сушке в ленточных сушилках [1] шпон транспортируется вдоль сушилки между непрерывно двигающимися одна над другой горизонтальными металлическими сетками (лентами). При этом расстояние (зазор) между этими лентами превышает толщину шпона для обеспечения свободной усушки. Вместе с тем неизбежное превышение размера зазора над толщиной шпона не обеспечивает полного предотвращения его гофристости и волнистости при сушке.
Цель изобретения - предотвращение при сушке местного деформирования листов и обеспечение свободной непрерывной усушки с целью исключения растрескивания. Это обеспечивается тем, что в способе сушки шпона в листах путем помещения их в газообразную среду с фиксированием формы листов, отличающийся тем, что листы предварительно изгибают вдоль волокон и фиксируют между ограждающими поверхностями, причем расстояние между упомянутыми поверхностями меньше длины листа шпона.
Шпон после сушки получается с гладкой поверхностью, но изогнутой формы, которая при последующих операциях склеивания фанеры в прессах или фанерования становится плоской, а поверхность остается гладкой.
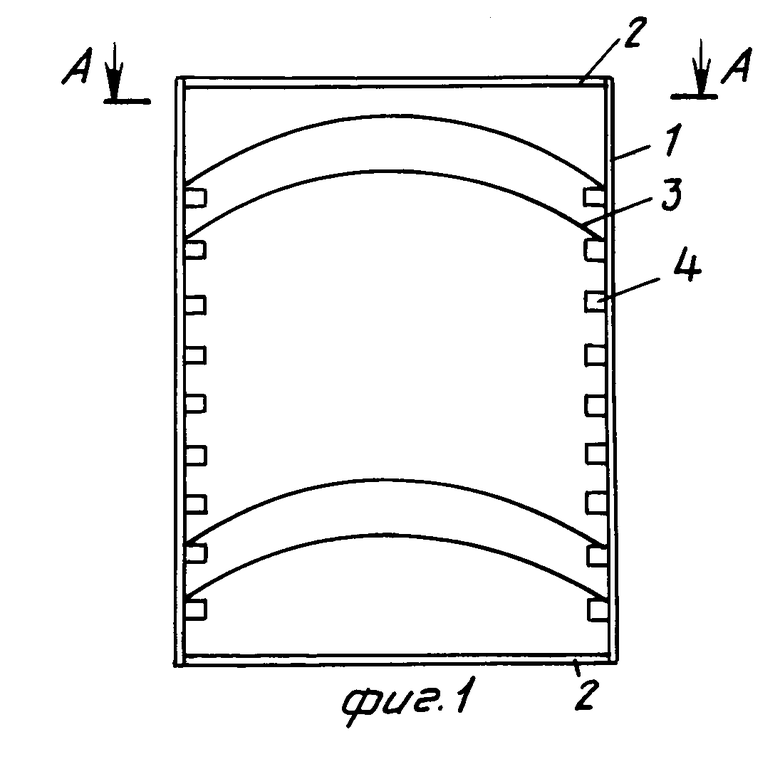
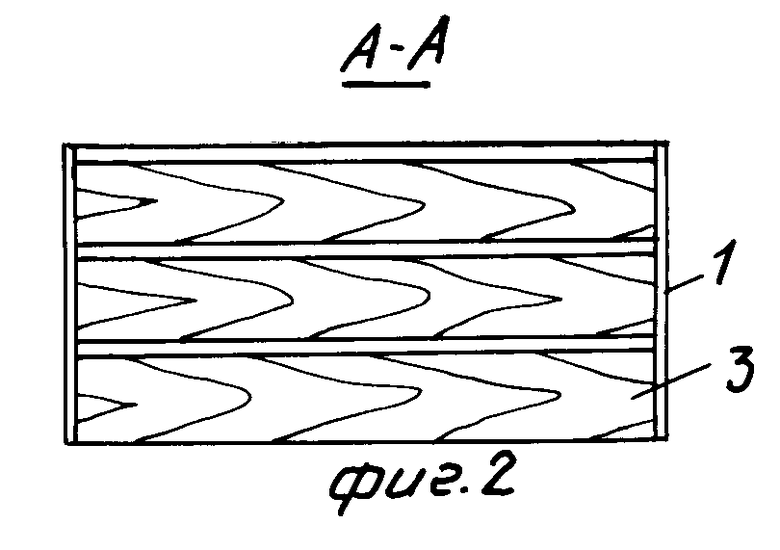
На фиг. 1 показано устройство для осуществления способа; на фиг. 2 - разрез А-А на фиг. 1.
П р и м е р 1. На полу помещения закрепляют параллельно друг другу две доски на расстоянии между собой меньшем, чем длина листов шпона, который будет подвергнут сушке. Листы шпона по одному или сложенные по несколько вместе изгибают вручную вдоль волокон и размещают между досками таким образом, что после изгиба торцы упираются в вертикальные стороны досок (надежнее - в угол между досками и полом), после чего форма листов оказывается зафиксированной. Вдоль длины досок может быть размещено несколько рядов листов шпона. Далее шпон сушится при комнатной температуре в условиях естественной конвекции (без обдува) или с применением обдува, например, вентилятором. После окончания сушки изогнутые листы шпона вынимаются и складываются в стопы. Листы шпона готовы к дальнейшим операциям технологического процесса. Например, при толщине ясеневого строганого шпона 0,8 мм при укладке по одному листу по толщине, при начальной влажности Wн = 70%, конечной влажности Wк = 12%, температуре воздуха tс = 25оС, относительной его влажности ϕ= 60% продолжительность сушки составит примерно 4,5 ч. При тех же условиях, но при досушке шпона (Wн = 20%) продолжительность сушки составит примерно 40 мин.
П р и м е р 2. Листы шпона изгибают вдоль волокон и помещают в простейшее приспособление типа этажерки без полок (см. фиг. 1, 2). Оно выполняется в виде двух вертикальных, параллельных друг другу пластин 1, соединенных между собой внизу и вверху, например, горизонтальными пластинами 2. Расстояние между вертикальными пластинами устанавливают меньшим, чем длина листов 3 шпона. На внутренних гладких поверхностях вертикальных пластин через определенные промежутки по высоте закреплены горизонтальные планки 4, в углы между которыми и вертикальными пластинами упираются торцы изогнутых листов шпона. Для удобства при сушке листов, длина которых отличается от длины листов, подвергавшихся сушке до этого, одна из вертикальных пластин может перемещаться в горизонтальном направлении, где функцию горизонтальных пластин могут выполнять, например, направляющие поперечные балки или трубы. Этажерку удобнее загружать, начиная с нижней ее полки. После сушки листы вынимаются и укладываются в стопы. По условиям примера 1 продолжительность сушки на этажерках будет несколько большей, чем в том примере, так как вследствие относительно большого объема загружаемого на этажерку материала внутри нее создается микроклимат с пониженной температурой.
Как вариант, возможно размещение таких этажерок в среде повышенной температуры с наличием циркуляции воздуха, например, в сушильной камере для пиломатериалов, где продолжительность сушки существенно сокращается. При этом этажерки удобнее заполнять шпоном вне камеры с последующей закаткой этажерок в нее. Длительность процесса сушки шпона по условиям, приведенным выше в диапазоне влажности древесины, например, от 20 до 6% при температуре среды tc = 70оС составит примерно 6 мин, а при начальной влажности Wн = 70% - 35 мин. По прошествии этого времени этажерку (или несколько этажерок, поставленных на тележку) выгружают из камеры, листы шпона вынимают из этажерок и укладывают в стопы.
П р и м е р 3. На описанной выше (см. пример 2) этажерке сушат березовый лущеный шпон толщиной 1,5 мм, поверхностью 1600х1600 мм, с начальной влажностью Wн = 70% и конечной Wк = 6%. При температуре среды 70оС продолжительность сушки составит 30 мин при общем цикле сушки с учетом погрузочно-разгрузочных работ - 90 мин. При температуре среды 100оС продолжительность собственно сушки сократится в 2,2 раза, а производительность возрастет на 20% . Высушенный материал готов к дальнейшему использованию, например, при склеивании фанеры.
П р и м е р 4. Сушку осуществляют на конвейере, например, цепном вертикальном или горизонтальном или на карусельном. На конвейере размещаются съемные приспособления с уложенными в них листами шпона. Приспособление может быть различных конструкций, но принципиально то, что расстояние между параллельными короткими пластинами, между которыми размещаются листы шпона, должно быть меньше длины листа. Для сушки листов шпона другой длины одна из ограничивающих пластин может быть передвижной. Как вариант, приспособления могут быть не съемными, а стационарными. Конвейер имеет ограждения, движется непрерывно или толчкообразно. Возле открытой части конвейера производят изъятие из него приспособления с высушенным шпоном (или просто шпона при стационарных приспособлениях) и вставляют новое приспособление с заранее вложенными в него листами сырого шпона (или просто листы шпона при несъемных приспособлениях). Конвейер снабжен нагревательной системой (паровые или электрические калориферы, топочные газы) и вентилятором для осуществления циркуляции среды. Например, сушат сдвоенные по толщине листы строганого ясеневого шпона толщиной 0,8 мм на карусельном (барабанном) конвейере диаметром 1,9 м и с 18 приспособлениями по окружности барабана при температуре 100оС. Начальная и конечная влажность шпона соответственно 70 и 6%. Продолжительность сушки при двух оборотах конвейера составит 36 мин.
П р и м е р 5. Аналогичен примеру 3. Отличие состоит том, что сушку осуществляют на конвейере в приспособлениях (см. пример 4). При температуре 100оС длительность цикла сушки составит 20 мин.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ склеивания пластин в многослойной панели (варианты) | 2016 |
|
RU2627396C1 |
| Заполняющая паста для укрытия дефектов шпона и способ производства фанеры с использованием заполняющей пасты | 2019 |
|
RU2708582C1 |
| Установка для сушки изделий | 1979 |
|
SU823792A1 |
| Способ производства фанеры | 2017 |
|
RU2654793C1 |
| Способ изготовления декоративных элементов из древесины | 1985 |
|
SU1320085A1 |
| СПОСОБ СУШКИ ШПОНА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2353871C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШПОНА | 2005 |
|
RU2361730C2 |
| СПОСОБ ПОЛУЧЕНИЯ КАРАНДАШНОЙ ДОЩЕЧКИ | 2011 |
|
RU2484976C1 |
| Способ упрочнения шпона | 1979 |
|
SU844289A1 |
| СПОСОБ ПОЛУЧЕНИЯ СТРОГАНОГО ШПОНА ИЗ КОРОТКОМЕРНЫХ ОТХОДОВ ВАНЧЕСОВ | 2016 |
|
RU2624285C1 |
Использование: деревообработка, при сушке шпона. Сущность изобретения: шпон обрабатывают в газовоздушной среде. При этом высушиваемым местам шпона обеспечивают полную свободную усушку поперек волокон путем их изгиба вдоль волокон с последующей фиксацией полученной формы упиранием его торцов между ограждающими поверхностями, расстояние между которыми меньше длины листа шпона. 2 ил.
СПОСОБ СУШКИ ШПОНА в листах путем помещения их в газообразную среду с фиксированием формы листов, отличающийся тем, что листы предварительно изгибают вдоль волокон и фиксируют между ограждающими поверхностями, расстояние между которыми меньше длины листа шпона.
| Стерлин Д.М | |||
| Сушка в производстве фанеры и древесностружечных плит | |||
| М.: Лесная промышленность, 1968, с.233. |
