Изобретение относится к магнитно-абразивной обработке машиностроительных изделий, в частности к обработке наружных и внутренних резьбовых поверхностей изделий.
Известен способ магнитно-абразивной обработки цилиндрических отверстий (Авторское свидетельство СССР SU 1255403 А1, опубл. 07.09.1986 г.), при котором деталь устанавливают между наружными полюсными наконечниками магнитной системы одноименной полярности, а внутренний полюсной наконечник противоположной полярности располагают в отверстии детали с рабочими зазорами, заполненными ферро-абразивным порошком, и задают относительное перемещение вращающейся детали и полюсным наконечникам.
Основным недостатком данного способа является то, что обработка, происходящая в два этапа, при чем первый наладочный этап осуществляется при неравных рабочих зазорах, увеличивает время обработки и, следовательно, влияет на себестоимость финишной обработки.
Известен способ обработки внутренней поверхности волноводов сложной формы и любой длины (патент RU№2534656, опубл. 10.12.2014 г.). Способ, заключающийся в том, что абразивный материал или металлические шарики, помещенные в жидкость или без нее, распределяют по внутренней поверхности волновода, а затем вдоль волновода перемещают рабочий орган с постоянными магнитами, производя магнитно-абразивную обработку внутренней поверхности волновода.
Недостатком данного способа магнитно-абразивной обработки является применение абразивного материала без магнитных частиц, что значительно снижает производительность обработки, а сформированная абразивная щетка будет состоять из большого количества не отработавших абразивных частиц, по причине того, что они не имеют возможности перемешиваться.
Известен способ магнитно-абразивной обработки (Авторское свидетельство SU№1585124, опубл. 15.08.1990), в котором обработка производится за счет вращения заготовки между парами двумя парами С-образных магнитных систем, которым придается переменное осциллирующее движение.
Недостатком данного способа магнитно-абразивной обработки является возникающие пересечения магнитных полей, вызванных парами магнитных полюсов, влечет за собой неравномерность магнитно-абразивной обработки и непостоянное формирование качества обрабатываемой поверхности.
Известен способ магнитно-абразивной обработки (Акулович Л.М., Сергеев Л.Е., Сенчуров Е.В., Падаляк В.В., Лебедев В.Я., Бабич В.Е. «Магнитно-абразивная обработка поворотных резцов для проходческих и очистных комбайнов» // Вестник Полоцкого государственного университета. Серия B, Промышленность. Прикладные науки: научно-теоретический журнал- Новополоцк, 2011- №11. - С.78-85.), при котором полюсной наконечник изготовлен с определенной конусностью для обработки деталей с коническими отверстиями.
Основным недостатком данного способа является необходимость смены полюсных наконечников для обработки деталей с другой конусностью, что увеличивает затраты времени на обработку деталей.
Известен способ магнитно-абразивной обработки поверхностей цилиндрических отверстий деталей из высоколегированных композитов (патент UA№94657C2, опубл. 25.05.2011 г.), принятый за прототип способа для обработки внутренней резьбы, который включает размещение рабочего инструмента в цилиндрическом отверстии с образованием рабочего зазора между поверхностями инструмента и отверстия, создания в рабочем зазоре магнитного поля, размещение в рабочем зазоре ферро-магнитного абразивного порошка и вращения рабочего инструмента вокруг своей оси, отличающийся тем, что рабочий инструмент дополнительно перемещают по круговой траектории, причем траектория оси рабочего инструмента смещена на расстояние от поверхности отверстия, что составляет сумму величин рабочего зазора и радиуса рабочего инструмента.
Недостатком данного способа является ограниченность в выборе обработки отверстий другого типа, например, конических.
Техническим результатом способа является равномерная магнитно-абразивная обработка наружных и внутренних резьбовых поверхностей.
Технический результат достигается тем, что при обработке наружных резьбовых поверхностей полюсные наконечники устанавливают параллельно углу наклона резьбы и задают им вращательное движение с одновременной синхронизацией их поступательного и осцилляционного движений с поступательным движением заготовки, а при обработке внутренних резьбовых поверхностей вращающиеся полюса устанавливают параллельно оси заготовки, и дополнительно во внутреннюю область обработки устанавливают конусный наконечник, угол уклона которого равен углу наклона резьбовой поверхности заготовки, со смещением относительно собственной оси и оси заготовки, и задают вращательное движение с эксцентриситетом и одновременной синхронизацией его поступательного движения с поступательным движением заготовки.
Способ магнитно-абразивной обработки поясняется следующими фигурами:
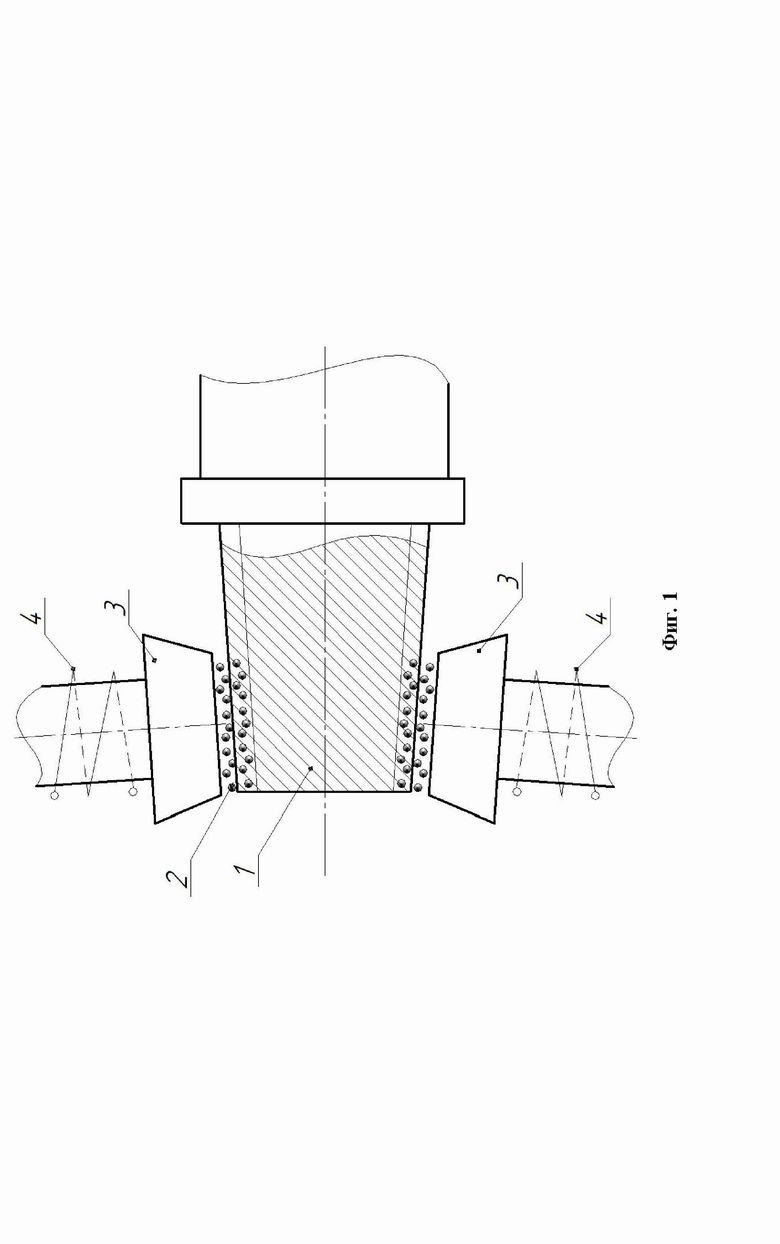
фиг.1 - схема магнитно-абразивной обработки наружной резьбовой поверхности буровой штанги;
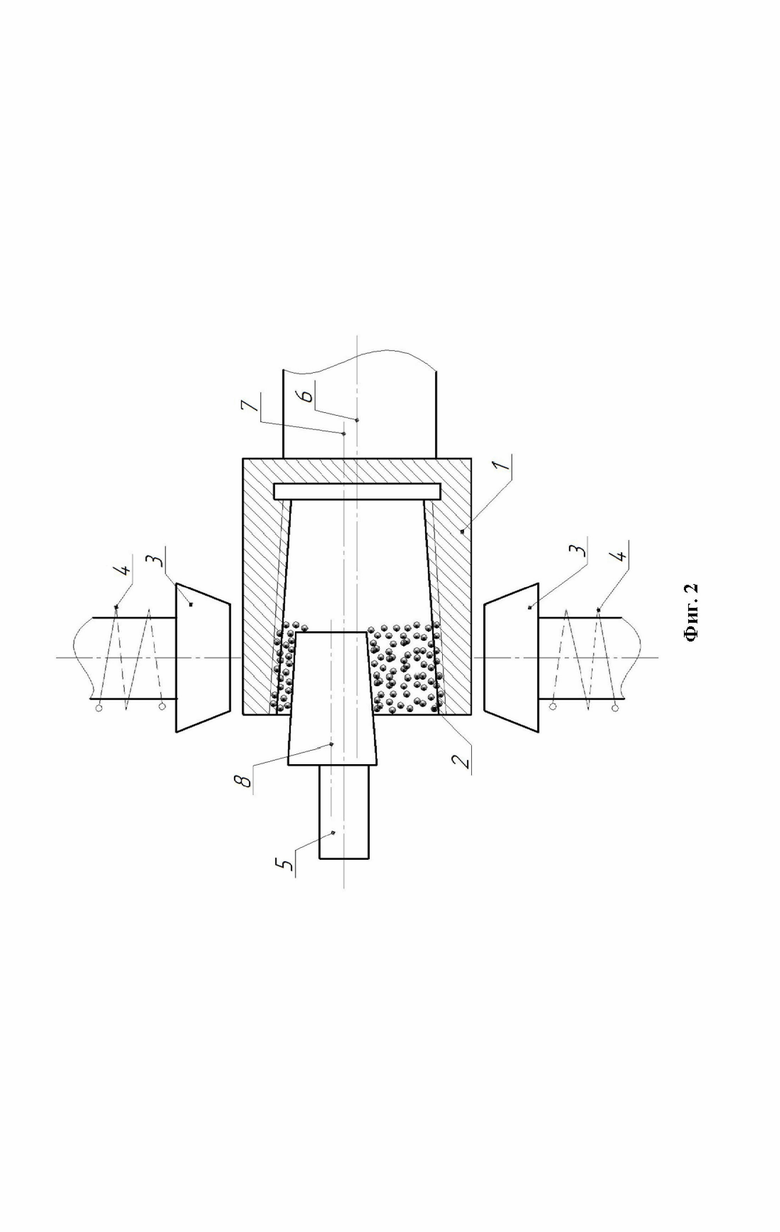
фиг.2 - схема магнитно-абразивной обработки внутренней резьбовой поверхности буровой штанги;
фиг.3 - график изменения шероховатости наружной резьбовой поверхности;
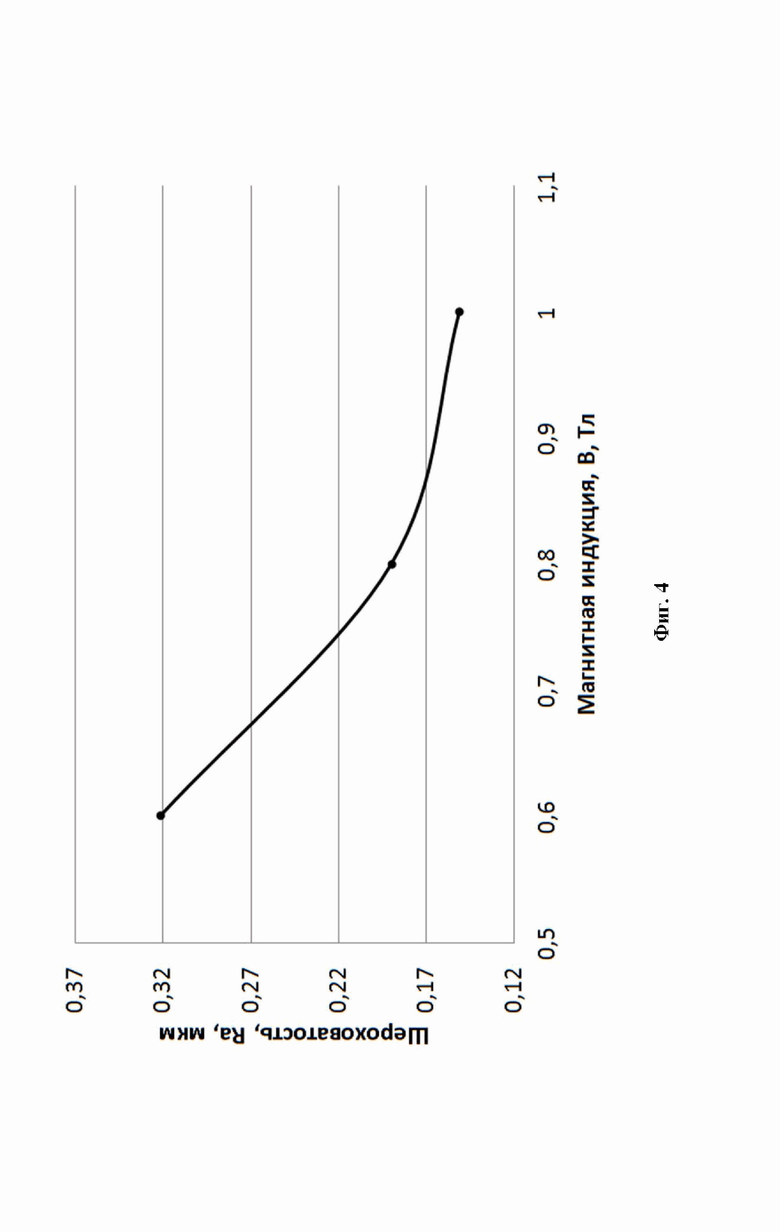
фиг.4 - график изменения шероховатости внутренней резьбовой поверхности;
фиг.5 - график зависимости шероховатости наружной резьбовой поверхности от угла наклона полюсных наконечников, α;
фиг.6 - график зависимости шероховатости внутренней резьбовой поверхности от величины эксцентриситета Е, где:
1 - заготовка;
2 - магнитно-абразивный порошок;
3 - полюсные наконечники;
4 - электромагнитные катушки;
5 - конусный наконечник;
6 - ось заготовки;
7 - ось конусного наконечника;
8 - ось эксцентриситета Е.
Способ осуществляется следующим образом. В начале для обработки наружной резьбовой поверхности (Фиг.1), заготовку 1 закрепляют в шпинделе станка, например, вертикально-фрезерного между полюсными наконечниками разноименной полярности 3 с установленным рабочим зазором, создаваемым магнитной системой с электромагнитными катушками 4. Полюсные наконечники установлены параллельно углу наклона резьбы заготовки 1. Рабочий зазор заполнен магнитно-абразивным порошком 2, который под действием сил магнитного поля удерживается и прижимается к обрабатываемой поверхности, копируя ее. После этого одновременно задают полюсным наконечникам 3 вращательное движение с одновременной синхронизацией их поступательного и осцилляционного движений с поступательным движением заготовки 1, чтобы соблюдать постоянный рабочий зазор, что позволяет магнитно-абразивной щетке воздействовать на наружную резьбовую поверхность заготовки 1 и производить равномерную магнитно-абразивную обработку по всей поверхности.
Для обработки внутренней резьбовой поверхности (Фиг.2) заготовку 1 закрепляют в шпинделе станка, например, вертикально-фрезерного между полюсными наконечниками разноименной полярности 3 с установленным рабочим зазором, создаваемым магнитной системой с электромагнитными катушками 4. Полюсные наконечники установлены параллельно оси заготовки 1. Во внутреннее пространство заготовки 1 устанавливают конусный наконечник 5, угол уклона которого равен углу наклона резьбы заготовки 1. Конусному наконечнику 5 со смещением относительно собственной оси 7 и оси заготовки 6 задают вращательное движение с эксцентриситетом. Пространство между конусным наконечником 5 и внутренней поверхностью заготовки 1 заполнено магнитно-абразивным порошком 2, который под действием сил магнитного поля удерживается и прижимается к обрабатываемой поверхности, копируя ее. После этого одновременно задают вращательное движение полюсных наконечников 3 с одновременной синхронизацией поступательного движения конусного наконечника 5 с поступательным движением заготовки 1, что позволяет магнитно-абразивной щетке воздействовать на внутреннюю резьбовую поверхность заготовки 1 и производить равномерную магнитно-абразивную обработку по всей поверхности.
Способ поясняется следующими примерами.
Наружная резьбовая поверхность заготовки 1 из стали 40Х имела значение шероховатости Ra - 0,322 мкм, величина рабочего межполюсного зазора равна 1,5 мм. Приведен график зависимости шероховатости наружной резьбовой поверхности заготовки 1 от угла наклона оси полюсных наконечников 3 (Фиг.5), на котором показано, что угол наклона оси полюсных наконечников 3, равный углу наклона резьбы заготовки 1 является оптимальным для достижения равномерной магнитно-абразивной обработки.
В результате предлагаемой магнитно-абразивной обработки значение шероховатости наружной резьбовой поверхности Ra после магнитно-абразивной обработки принимает значение 0,151 мкм (Фиг.3) при времени обработки t=120 с.
Внутренняя резьбовая поверхность заготовки из стали 40Х имела значение шероховатости Ra - 0,325 мкм. Приведен график зависимости шероховатости внутренней резьбовой поверхности заготовки 1 от величины эксцентриситета конусного наконечника 5 (Фиг.6), на котором показано, что величина эксцентриситета Е=2 мм является оптимальной для достижения равномерной магнитно-абразивной обработки.
В результате предлагаемой магнитно-абразивной обработки значение шероховатости внутренней резьбовой поверхности Ra после магнитно-абразивной обработки принимает значение 0,151 мкм (Фиг.4) при времени обработки t=145 с, при Е=2 мм.
Способ магнитно-абразивной обработки замкового соединения буровой штанги позволяют повысить качество обрабатываемых наружных и внутренних резьбовых поверхностей. Установка вращающихся полюсных наконечников параллельно углу наклона резьбы и задание им вращательного движения с одновременной синхронизацией их поступательного и осцилляционного движений с поступательным движением заготовки позволяет производить равномерную магнитно-абразивную обработку по всей наружной резьбовой поверхности. Установка вращающихся полюсных наконечников параллельно оси заготовки, и размещение во внутреннюю область обработки конусного наконечника, со смещением относительно собственной оси и оси заготовки, которому задают вращательное движение с эксцентриситетом и одновременной синхронизацией его поступательного движения с поступательным движением заготовки позволяет производить равномерную магнитно-абразивную обработку по всей внутренней резьбовой поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ КОНУСНЫХ ПОВЕРХНОСТЕЙ СОПРЯГАЕМЫХ ИЗДЕЛИЙ | 2023 |
|
RU2802926C1 |
| СПОСОБ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2022 |
|
RU2787597C1 |
| Способ односторонней магнитно-абразивной обработки поверхностей и устройство для его осуществления | 1987 |
|
SU1437197A1 |
| СПОСОБ МАГНИТНО-АБРАЗИВНОГО ПОЛИРОВАНИЯ МЕТЧИКА | 2014 |
|
RU2569261C2 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ | 1996 |
|
RU2098258C1 |
| СПОСОБ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2023 |
|
RU2800274C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ С ПЛАНЕТАРНЫМ ОСЦИЛЛИРУЮЩИМ ДВИЖЕНИЕМ | 2010 |
|
RU2426633C1 |
| УСТРОЙСТВО ДЛЯ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ С ПЛАНЕТАРНЫМ ОСЦИЛЛИРУЮЩИМ ДВИЖЕНИЕМ | 2010 |
|
RU2428297C1 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2015 |
|
RU2599765C2 |
| СПОСОБ ШЛИФОВАНИЯ ВИНТОВ ДИСКОВЫМ ОДНОНИТОЧНЫМ ШЛИФОВАЛЬНЫМ КРУГОМ | 1999 |
|
RU2176179C2 |



Изобретение относится к магнитно-абразивной обработке машиностроительных изделий, в частности к обработке наружных и внутренних резьбовых поверхностей изделий. Способ включает обработку резьбовых поверхностей изделия в магнитно-абразивной массе, установку буровой штанги между полюсными наконечниками магнитной системы разноименной полярности, заполнение рабочих зазоров магнитно-абразивным порошком и задание относительного перемещения вращающейся буровой штанге и полюсным наконечникам. При обработке наружной резьбовой поверхности полюсные наконечники устанавливают параллельно углу наклона резьбы и задают им вращательное движение с одновременной синхронизацией их поступательного и осцилляционного движений с поступательным движением буровой штанги. При обработке внутренней резьбовой поверхности полюсные наконечники устанавливают параллельно оси буровой штанги. Во внутреннее пространство устанавливают конусный наконечник со смещением относительно собственной оси и оси буровой штанги. Задают конусному наконечнику вращательное движение с эксцентриситетом и одновременной синхронизацией его поступательного движения с поступательным движением буровой штанги. Обеспечивается равномерная обработка резьбовых поверхностей, повышается качество. 6 ил.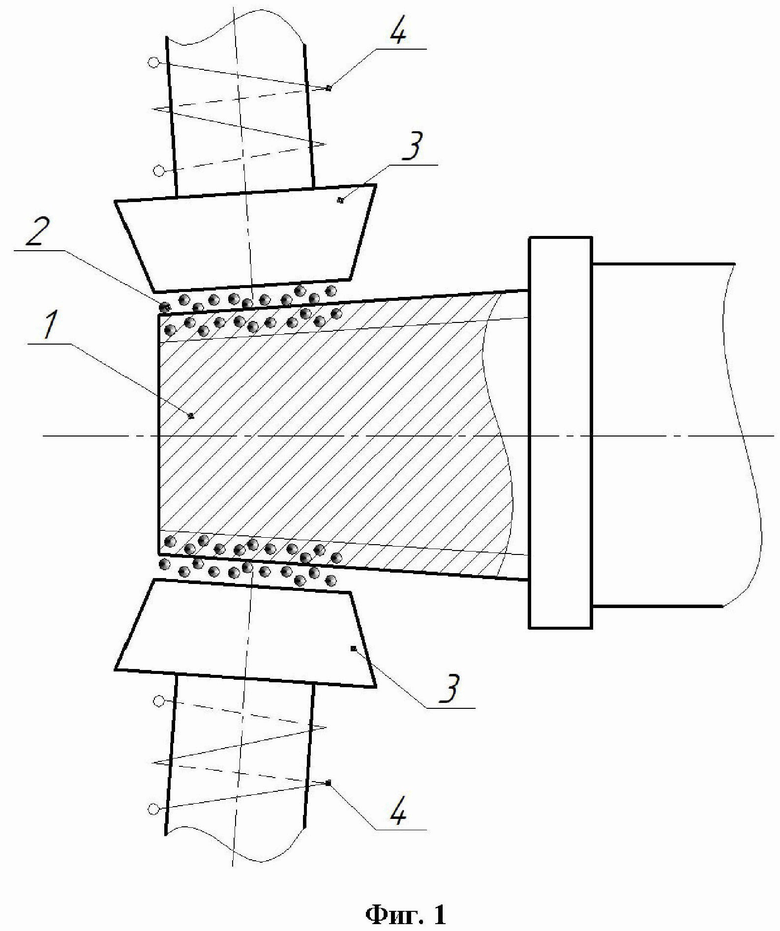
Способ магнитно-абразивной обработки замкового соединения буровой штанги, включающий обработку резьбовых поверхностей буровой штанги в магнитно-абразивной массе, установку ее между полюсными наконечниками магнитной системы разноименной полярности, заполнение рабочих зазоров магнитно-абразивным порошком и задание относительного перемещения вращающейся буровой штанге и полюсным наконечникам, отличающийся тем, что при обработке наружных резьбовых поверхностей буровой штанги полюсные наконечники устанавливают параллельно углу наклона резьбы и задают им вращательное движение с одновременной синхронизацией их поступательного и осцилляционного движений с поступательным движением буровой штанги, а при обработке внутренних резьбовых поверхностей полюсные наконечники устанавливают параллельно оси буровой штанги, при этом в обрабатываемое внутреннее пространство устанавливают конусный наконечник, выполненный с углом наклона, равным углу наклона обрабатываемой резьбовой поверхности буровой штанги, который располагают со смещением относительно собственной оси и оси буровой штанги, и задают конусному наконечнику вращательное движение с эксцентриситетом и одновременной синхронизацией его поступательного движения с поступательным движением буровой штанги.
| ПРИСПОСОБЛЕНИЕ К КРУГЛОЙ ТРИКОТАЖНОЙ МАШИНЕ ДЛЯ ВЫРАБОТКИ ДВУХЦВЕТНОГО ПОЛОСАТОГО ПОЛОТНА | 1950 |
|
SU94657A1 |
| Устройство для магнитно-абразивной очистки внутренних поверхностей труб из немагнитопроводного материала | 1978 |
|
SU716648A1 |
| Устройство для магнитно-абразивной обработки изделий | 1987 |
|
SU1440676A1 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ | 1996 |
|
RU2098258C1 |
| Способ измерения давлений при помощи манометра и V-образный манометр для осуществления этого способа | 1935 |
|
SU44708A1 |
| CN109333164 A, 15.02.2019. | |||
