j-f-5 4 О С35
О5
Изобретение относится к чистовой обработке изделий ферроабразивным порошком в магнитном поле и может быть использовано в различных областях машиностроения, преимущественно при обработке пазов, канавок, боковых поверхностей витков резьб, червяков и зубчатых колес.
Цель изобретения - осуществление равномерной обработки поверхностей узких пазов путем изменения распределения маг-, нитного поля и введения ферроабразивного порошка в полость паза.
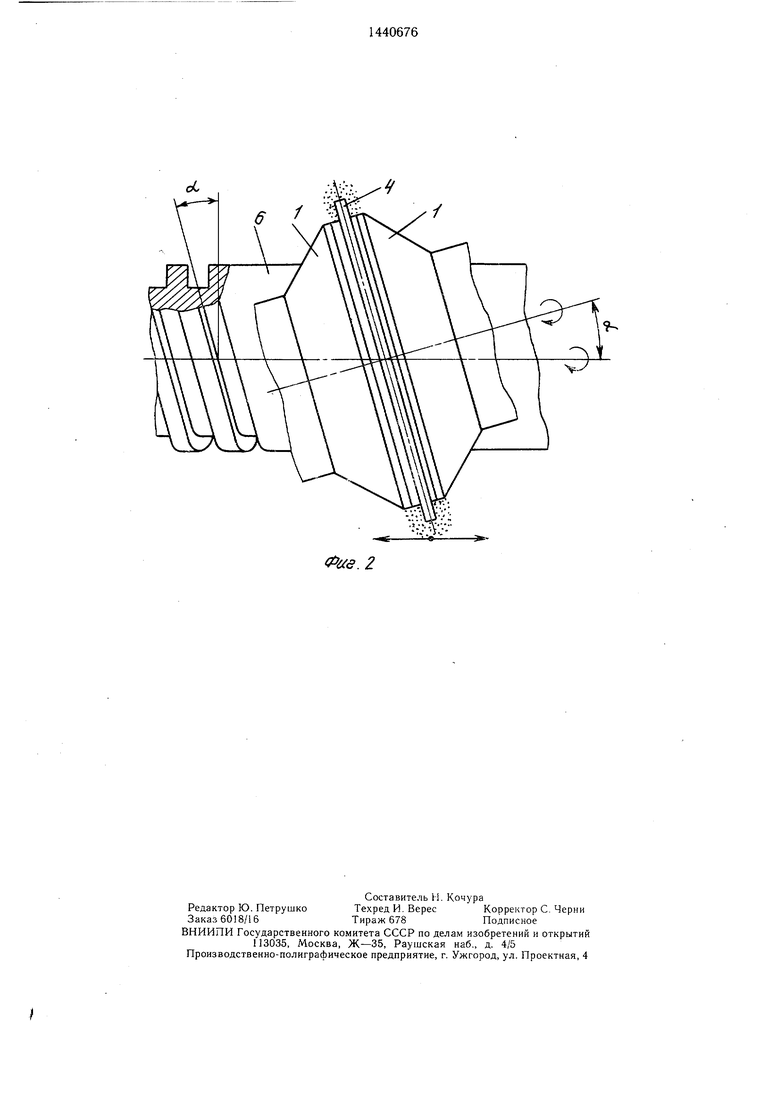
На фиг. 1 изображено предлагаемое устройство, разрез; на фиг. 2 - схема монтажа устройства при обработке винтовых канавок.
Устройство содержит магнитную систему с обращенными один к другому чашечными полюсными наконечниками 1 противоположной полярности, установленными на немагнитной оси 2, и привод (не показан) синхронного вращения полюсных наконечников 1. Между чашечными полюсными наконечниками I соосно с зазорами установлен диск 3 из ферромагнитного материала, закрепленный на немагнитной ступице 4. Диаметр диска 3 больше диаметра чашечных полюсных наконечников 1, а зазоры между ними и диском 3 заполнены кольцевыми выступами ступицы 4. На периферийных поверхностях диска 3 распределен ферроабра- зивный порошок 5.
Устройство устанавливается на суппорте токарного станка вместо резцедержателя и работает следующим образом.
Обрабатываемое изделие 6 устанавливают в патрон (не показан) и поджимают задним центром (не показан). Разворачивают устройство на угол а, равный углу подъема винтовой линии изделия 6, и вводят диск 3 в канавку, выдерживая одинаковые зазоры б между боковыми поверхностями канавки и диска в пределах 0,8- 1,2 мы. Подают на полюсные наконечники 1 ферро- абразивпый порошок 5 и включают прнвод вращения устройства. . Затем синхронно включают вращение изделия и движение продольной подачи. В зависимости от требуемого качества обработки делают один ш и несколько проходов.
Экспериментально установлено, что толщина магнитного диска 3
,
где В - ширина обрабатываемой канавки изделия;
б - величина рабочего зазора.
При магнитно-абразивной обработке 6 0,8-1,2 мм. Диаметр диска 3 определяется из эмпирического соотношения
Д
А
,
где DH-диаметр полюсного наконечника;
А - глубина обрабатываемой.канавки.
Диск 3 из ферромагнитного мат5;р г:ла,
диаметр которого больше наружггого диаметра полюсных наконечников 1, позволяет «растянуть обрабатывающую щетку, сфер мированную магнитным полем из ферроаб разменного порошка, т. е. сформировать обрабатывающую щетку, соизмеримую с га- барнтами обрабатываемых канавок, и ввести
ее во внутрь их, так как диск 3, намагнитившись от полюсных наконечников 1, сам становится магнитом, и обрабатывающая щетка формируется не только на периферии полюсных наконечников 1, но и на
5 периферии диска 3, что дает возможность обрабатывать канавки и пазы глубиной более 2-3 мм, при этом обрабатываются не только боковые поверхности, но и дно канавок, а также удаляются заусенцы и острые кромки.
0 Кольцевые выступы ступицы 4 из немагнитного материала уменьшают потери магнитного потока внутри меЖполюсного пространства, что позволяет повысить эффективность обработки.
Зазоры в 3-5 мм между полюсными наконечниками и боковыми поверхностями диска 3 позволяют создать обрабатывающую щетку оптимальной жесткости и максимально использовать достигнутую величину магнитной индукции, так как в этом
Q случае замыкание магнитных силовых линий происходит в системе «полюсный наконечник-диск-полюсный наконечник.
Уменьшение зазора ведет к потерям .лагнитной индукц,,;; за счет возможного-за- мыкания .магнитных силовых линий в систег- ме «полюсный нако;;ечкик - полюсный наконечник, т. е. помимо диска. Увеличение зазора приводит к потерям магнитной индукции ;.а рассеивания в пространство.
40
Формула изобретения
Устройство для кагнг тно-абразивной об- рабогки изделий, :;одержапл.ее магнитную систему с обраш.с;:;;ыми друг к другу чашечг. ными ПОЛЮСНЫМИ наг.онечникамн, установ- ленны Н на немагнитной оси и связанными с 1риво.цом их синхронного вращения, отличающееся тем, что, с целью обеспечения равномерной обработки поверхностей узких пазов, устройство снабжено устоковлен0 ным с зазорами между полюсными наконечниками диском из ферромагнитного материала, диаметр которого превышает диаметр полюсного наконечника, а зазоры между диском и (юлюсными наконечниками составляют 3-5 мм и заполнены немагнитным материалом.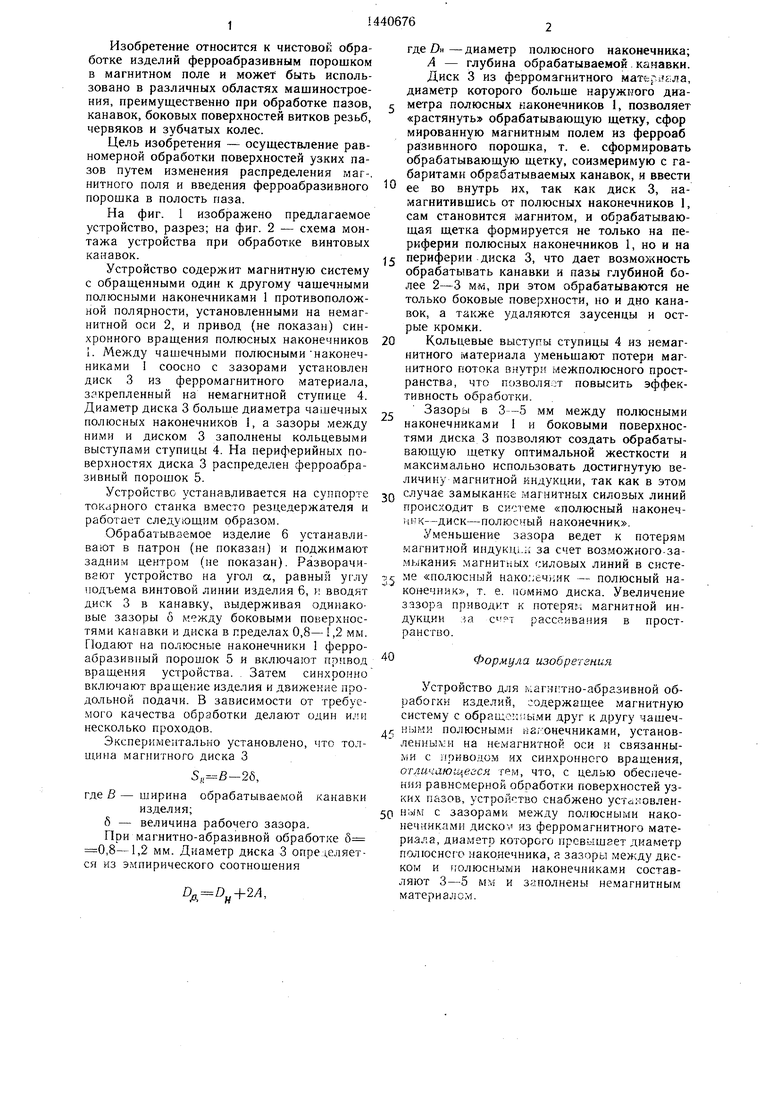
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ односторонней магнитно-абразивной обработки поверхностей и устройство для его осуществления | 1987 |
|
SU1437197A1 |
| Устройство для магнитно-абразивной обработки зубчатых колес | 1991 |
|
SU1774912A3 |
| Устройство для обработки витков червяка | 1991 |
|
SU1834790A3 |
| Способ магнитно-абразивной обработки кромок деталей | 1984 |
|
SU1284799A1 |
| Устройство для магнитно-абразивной обработки изделий | 1981 |
|
SU986748A1 |
| Устройство для магнитно-абразивной обработки | 1989 |
|
SU1646808A1 |
| Устройство для двухсторонней магнитно-абразивной обработки | 1983 |
|
SU1217637A1 |
| Устройство для обработки изделий в магнитном поле | 1976 |
|
SU603570A1 |
| Способ магнитно-абразивной обработки режущих кромок инструментов | 1988 |
|
SU1614906A1 |
| Устройство для магнитно-абразивной обработки | 1989 |
|
SU1722790A1 |
Изобретение относится к чистовой обработке изделий ферроабразивным порошком в магнитном поле и может быть использовано при обработке пазов, канавок, витков резьб, червяков, зубчатых колес. Целью изобрет зния является обеспечение равномерной обработки поверхностей узких пазов. Устройство содержит магнитную систему с обращенными друг к другу чашечными полюсными наконечниками 1 противоположной полярности, устаиовленными на немагнитной оси 2. Между полюсными наконечниками соосно с зазорами размещен ферромагнитный диск 3, установленный на HeMarHHTj ной ступице 4, кольцевые выступы которой заполняют зазоры. В процессе работы устройство приводится во вращение, на периферию диска подается ферроабразивный по- рощок 5, образующий упругую щетку, которая вместе с диском вводится в обрабатываемый паз и благодаря движению устройства относительно обрабатываемого изделия происходит обработка паза. 2 ил. (g
.Z
| Способ магнитно-абразивной обработки кромок деталей | 1984 |
|
SU1284799A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
