Изобретение относится к области машиностроения и может быть использовано при магнитно-абразивной обработке конусных поверхностей сопрягаемых деталей.
Известно устройство для магнитно-абразивной обработки (патент RU № 2314185, опубл. 10.01.2008 г.), которое содержит магнитные системы с индукторами, расположенными друг против друга с возможностью перемещения и поворота, имеющих тороидальную форму, каждый из которых установлена на кронштейне и салазках.
Недостатком данного устройства является низкое качество магнитно-абразивной обработки вследствие неравномерного рабочего зазора при обработке изделий со сложной геометрической формой, так как индуктор тороидальной формы всегда будет иметь неравномерное распределение магнитного поля и рабочий зазор при обработке, например, плоских или конических поверхностей.
Известно устройство для магнитно-абразивной обработки (патент RU № 2599765, опубл. 10.10.2016 г.), которое содержит магнитные системы с индукторами, расположенными друг против друга с возможностью перемещения вдоль трех взаимно перпендикулярных осей координат и представляющих собой две чаши тороидальной формы, каждая из которых установлена на кронштейне и салазках.
Недостатком данного устройства является низкое качество магнитно-абразивной обработки вследствие неравномерного рабочего зазора при обработке изделий со сложной геометрической формой, так как индуктор тороидальной формы всегда будет иметь неравномерное распределение магнитного поля и рабочий зазор при обработке, например, плоских или конических поверхностей.
Известно устройство для магнитно-абразивной обработки (патент RU № 2220836, опубл. 10.01.2004 г.), которое содержит корпус и перемещающийся относительно него магнитный индуктор, установленный с возможностью осцилляции, внутри магнитной головки которого размещены верхний с механизмом перемещения и нижний блоки из ряда поочередно расположенных вертикальных магнитов и магнитопроводов, при этом магниты и магнитопроводы расположены в шахматном порядке рядами и подпружинены относительно монолитной части верхнего блока с возможностью фиксации каждого ряда в нижнем блоке магнитного индуктора.
Недостатком данного устройства является применение постоянных магнитов, рабочими поверхностями которых описывается обрабатываемая поверхность, является низкопроизводительным при обработке сопрягаемых изделий, имеющих малые размеры, так как обрабатываемую поверхность будет покрывать лишь часть всех постоянных магнитов устройства.
Известна установка для магнитно-абразивной очистки и/или обработки поверхностей изделий сложной формы (патент RU № 2336985, опубл. 27.10.2010 г.), которая содержит камеру с мелкозернистым магнитно-абразивным материалом и заслонками для его загрузки/выгрузки, электромагниты переменного тока, расположенные по периметру камеры, и подвеску для закрепления заготовки с возможностью вращения.
Недостатком данной установки является наполнение замкнутого объема камеры, который больше объема обрабатываемого изделия, влечет за собой значительное снижение полезного использования магнитно-абразивного материала, так как большая часть материала будет не задействована в обработке. Помимо этого, к снижению производительности обработки ведет наличие одного вращательного движения, которое осуществляется медленно.
Известно устройство для магнитно-абразивной обработки (патент RU № 2098258, опубл. 10.12.1997 г.), принятое за прототип, которое содержит две магнитные системы, полюса противоположной полярности которых расположены друг против друга, собранных из блоков, каждый из которых выполнен в виде постоянного магнита и Г-образного полюсного наконечника, способного поворачиваться на угол 180°, а блоки магнитов установлены с возможностью изменения расстояния между ними.
Недостатком данного устройства является использование постоянных магнитов в качестве источников магнитного поля при магнитно-абразивной обработке существенно ограничивает применимость устройства при обработке изделий с различными механическими свойствами, так как магнитное поле постоянных магнитов является неизменным. Помимо этого, выполнение блоков магнитов и полюсных наконечников вдоль одной прямой существенно снижает производительность магнитно-абразивной обработки при обработке изделий с осевой симметрией. Устройство не обеспечивает параллельность рабочих поверхностей полюсов и обрабатываемой поверхности заготовки.
Техническим результатом является расширение технологических возможностей устройства.
Технический результат достигается тем, что оно снабжено рабочим столом, стойками Г-образной формы, установленными на рабочем столе друг напротив друга, и катушками индуктивности, установленными на указанные стойки, при этом стойки в своей верхней части выполнены со сквозным отверстием с внутренней резьбой для установки регулировочного штока, обеспечивающего установку заданного рабочего зазора между обрабатываемыми поверхностями и рабочими поверхностями полюсных наконечников, а магнитные подсистемы противоположных полярностей установлены на указанных стойках за катушками индуктивности и состоят из основания, которое зафиксировано на регулировочном штоке болтом регулировочного штока и выполнено с пазом, подшипников, установленных в верхней и нижней частях паза основания, вала, выполненного в верхней части с левой резьбой, а в нижней - с правой резьбой и закрепленного в подшипниках с возможностью вращения, и двух полюсных наконечников Г-образной формы, выполненных с углом наклона рабочих поверхностей, равным углу конусности обрабатываемой поверхности и установленных на противоположных концах вала внешней рабочей поверхностью противоположно друг к другу и с возможностью перемещения относительно друг друга с обеспечением параллельности внутренних рабочих поверхностей и внешних рабочих поверхностей полюсных наконечников и обрабатываемой конусной поверхности.
Устройство поясняется следующими фигурами:
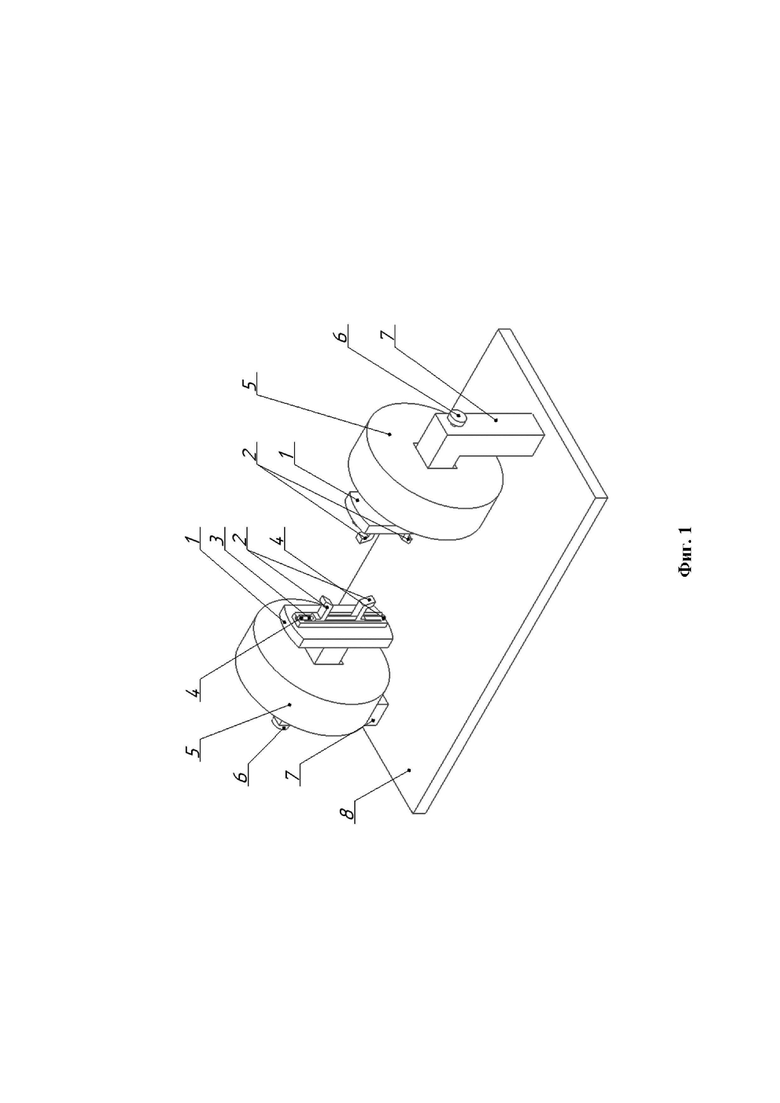
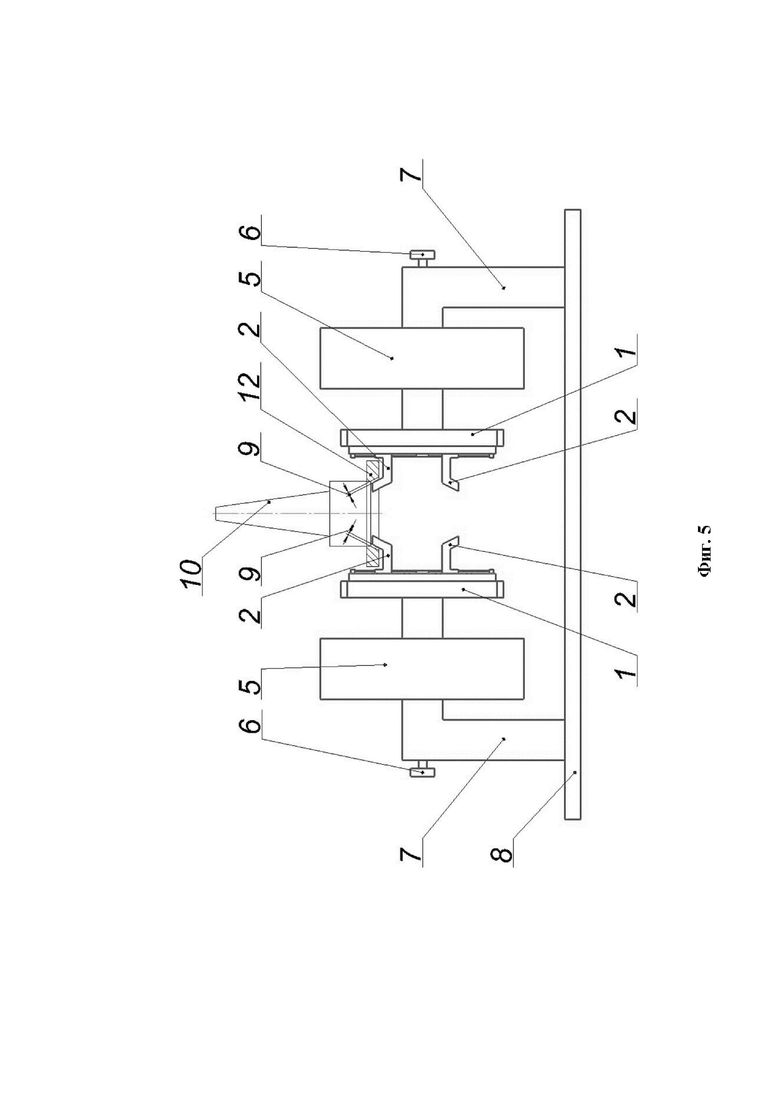
фиг. 1 - общий вид устройства;
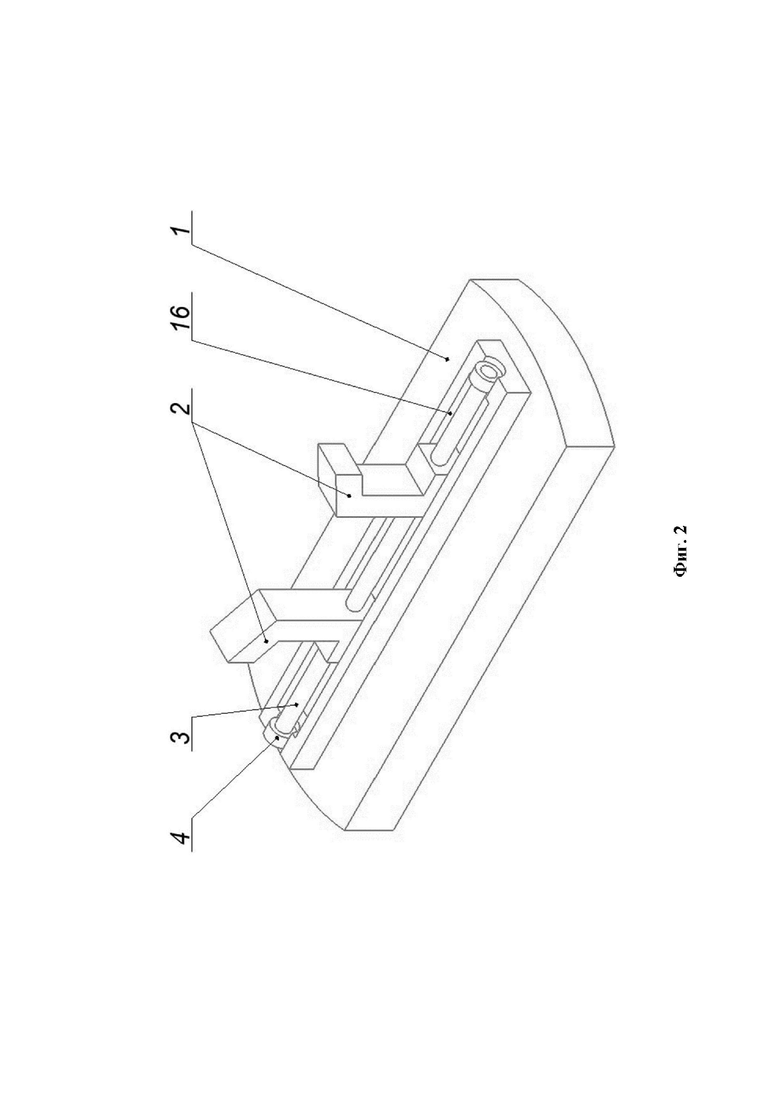
фиг. 2 - магнитная подсистема;
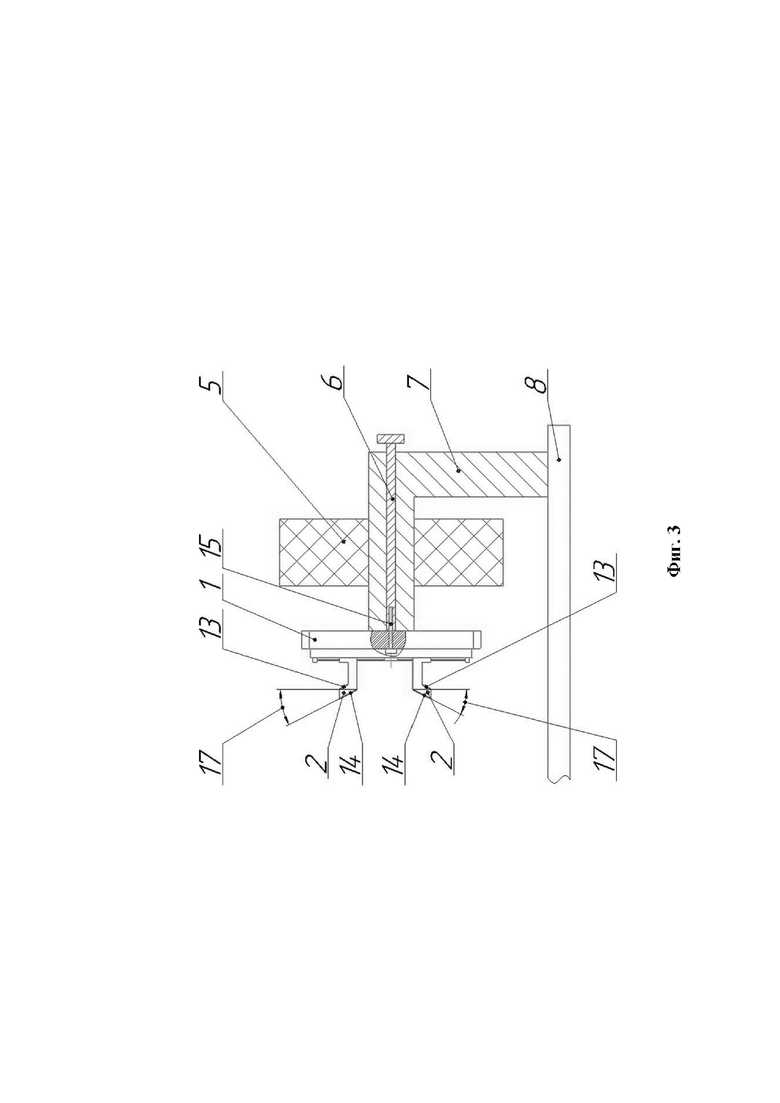
фиг. 3 - механизм горизонтального перемещения полюсного наконечника;
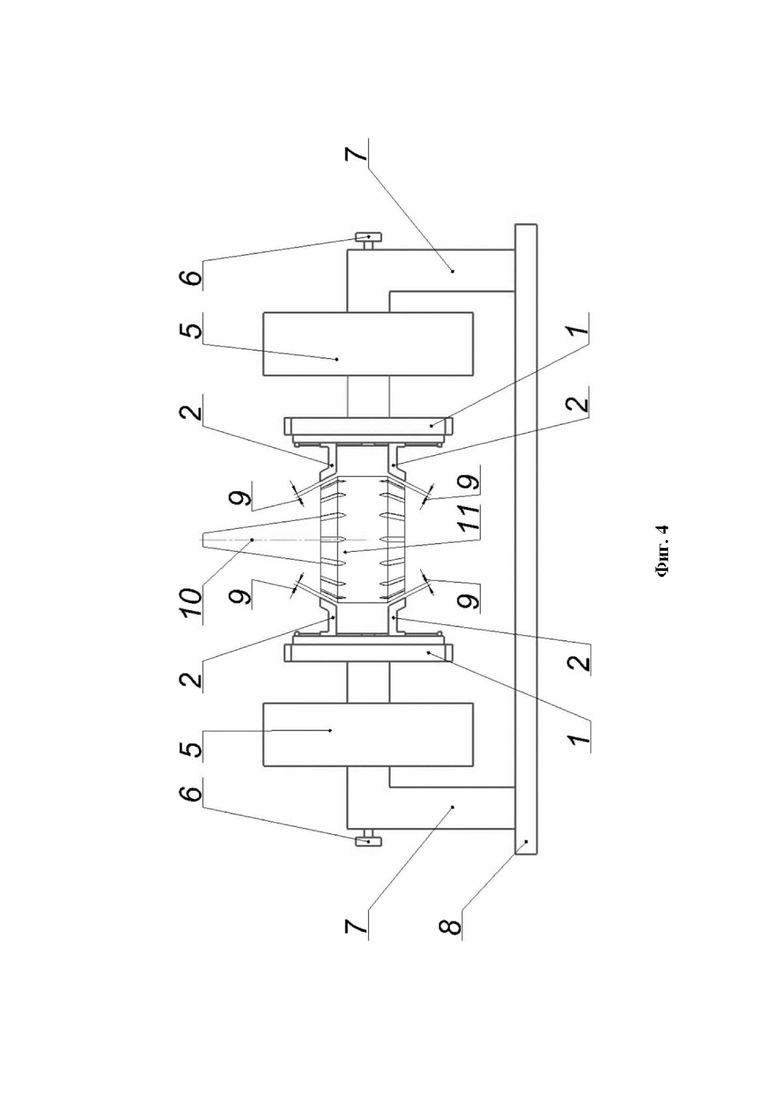
фиг. 4 - вид устройства при обработке конуса;
фиг. 5 - вид устройства при обработке кольца, где:
1 - основание;
2 - полюсные наконечники;
3 - вал;
4 - подшипник;
5 - катушка индуктивности;
6 - регулировочный шток;
7 - стойка;
8 - рабочий стол;
9 - рабочий зазор;
10 - оправка;
11 - конус;
12 - кольцо;
13 - внутренняя рабочая поверхность;
14 - внешняя рабочая поверхность;
15 - болт регулировочного штока;
16 - паз;
17 - угол наклона рабочей поверхности.
Устройство содержит рабочий стол 8, на котором установлены стойки 7 (Фиг. 1) Г-образной формы. На стойках 7 (фиг. 3) установлены катушки индуктивности 5. Внутри верхней части стойки 7 выполнено сквозное отверстие, на стенках которого нанесена резьба, в него установлен регулировочный шток 6. На стойке 7 за катушкой индуктивности 5 закреплена магнитная подсистема противоположных полярностей, которая состоит из основания 1, которое фиксируется на регулировочном штоке 6 болтом регулировочного штока 15. В основании 1 выполнен паз 16 (Фиг. 2) в верхней и нижней части которого установлены подшипники 4, в которые закреплен с возможностью вращения вал 3. На валу 3 с возможностью перемещения относительно друг друга установлены не менее двух полюсных наконечников 2 с внутренними рабочими поверхностями 13 и внешними рабочими поверхностями 14. Магнитные подсистемы противоположных полярностей установлены друг напротив друга на стойках 7 (фиг. 1). Полюсные наконечники 2 (фиг. 3) Г-образной формы с углом наклона рабочей поверхности 17, который равен углу конусности обрабатываемой поверхности. На валу 3 выполнена резьба в верхней части левая, а в нижней - правая. Внутренняя рабочая поверхность 13 и внешняя рабочая поверхность 14 полюсного наконечника 2 параллельны друг другу (Фиг. 3).
Устройство работает следующим образом. Стойки 7 устанавливают на рабочий стол 8 друг напротив друга. На стойки 7 устанавливают катушки индуктивности 5. На противоположные концы вала 3, выполненных с разнонаправленной резьбой, устанавливают два полюсных наконечника 2 Г-образной формы с углом наклона рабочей поверхности 17, который равен углу конусности обрабатываемой поверхности, ввиду необходимости обеспечения параллельности внутренних рабочих поверхностей 13 и внешних рабочих поверхностей 14 полюсных наконечников 2 и обрабатываемой конусной поверхности. Полюсные наконечники 2 устанавливают таким образом, чтобы они находились внешней рабочей поверхностью 14 противоположно друг к другу. Вал закрепляют в пазе 16 основания 1 при помощи подшипников 4. Вал 3, два полюсных наконечника 2, подшипники 4 и основание 1 представляют собой магнитную подсистему. На стойки 7 при помощи регулировочного штока 6 и болта регулировочного штока 15 закрепляют магнитную подсистему. Устройство устанавливают на станок, например, фрезерный. Таким образом, две магнитные подсистемы устанавливают симметрично относительно оси вращения шпинделя станка. При закреплении в шпиндель станка на оправку 10 конуса 11 (Фиг. 4) или кольца 12 (Фиг. 5), которые необходимо обработать, расстояние между полюсными наконечниками 2 регулируют при помощи регулировочного штока 6 таким образом, чтобы между обрабатываемыми поверхностями заготовки и рабочими поверхностями полюсных наконечников 2 установился необходимый и предусмотренный режимными параметрами обработки рабочий зазор 9. Обрабатываемые поверхности заготовки ориентируют относительно рабочих поверхностей полюсных наконечников 2 - если необходимо обработать наружную поверхность конуса 11, то ориентируют относительно внешних рабочих поверхностей 14 полюсных наконечников 2, если необходимо обработать внутреннюю поверхность кольца 12, то ориентируют относительно внутренней рабочей поверхности 13 полюсных наконечников 2. Регулирование рабочего зазора 9 между рабочими поверхностями полюсных наконечников 2 и обрабатываемой поверхностью производится с помощью вала 3, вращением которого полюсные наконечники 2 взаимно отдаляются или приближаются друг к другу, а также регулировочного штока 6, возвратно-поступательным движением которого магнитные подсистемы отдаляются или приближаются к оси заготовки. После установления необходимого рабочего зазора 9 производится включение установки для магнитно-абразивной обработки и заполнение рабочего зазора 9 магнитно-абразивной массой, а заготовке придается вращательное движение, в результате чего производится равномерная магнитно-абразивная обработка конической поверхности заготовки.
Предлагаемая конструкция устройства для магнитно-абразивной обработки конических поверхностей позволяет обеспечить постоянство базы при обработке поверхностей изделий, которые будут эксплуатироваться парно и находиться в одной паре зацепления, а также параллельность рабочих поверхностей полюсных наконечников и обрабатываемых поверхностей, что обеспечивает равномерность формирования наклепа, шероховатости и волнистости обрабатываемой поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ | 1996 |
|
RU2098258C1 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2015 |
|
RU2599765C2 |
| СПОСОБ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ ЗАМКОВОГО СОЕДИНЕНИЯ БУРОВОЙ ШТАНГИ | 2022 |
|
RU2797796C1 |
| Устройство для магнитно-абразивной обработки листовых материалов | 1980 |
|
SU931415A1 |
| МЕМБРАННЫЙ КОМПРЕССОР | 1996 |
|
RU2121078C1 |
| ЧАСОВОЙ СЕМИСЕГМЕНТНЫЙ ИНДИКАТОР | 1988 |
|
RU2050573C1 |
| ГРАВИРОВАЛЬНОЕ УСТРОЙСТВО (ВАРИАНТЫ) | 2010 |
|
RU2429139C1 |
| МАГНИТНЫЙ ПРИВОД С ХОДОВЫМ ЯКОРЕМ В ВИДЕ ПОСТОЯННОГО МАГНИТА | 1990 |
|
RU2083013C1 |
| Устройство для магнитно-абразив-НОй ОбРАбОТКи ТЕл ВРАщЕНия | 1979 |
|
SU814684A1 |
| Устройство для магнитно-абразивной обработки изделий | 1987 |
|
SU1440676A1 |
Изобретение относится к области машиностроения и может быть использовано при магнитно-абразивной обработке конусных поверхностей сопрягаемых деталей. Устройство содержит магнитные подсистемы с полюсами Г-образной формы противоположной полярности, расположенными напротив друг друга и установленными с возможностью изменения расстояния между ними с помощью винта с разнонаправленной резьбой. На указанные стойки установлены катушки индуктивности, а в ее внутри верхней части выполнено сквозное отверстие с резьбой для установки регулировочного штока. На стойке за катушкой индуктивности закреплена магнитная подсистема противоположных полярностей, которая состоит из основания с пазом, в верхней и нижней частях которого установлены подшипники, в которые закреплен с возможностью вращения вал. На валу установлены полюсные наконечники Г-образной формы, внутренняя и внешняя рабочие поверхности которых параллельны друг другу и выполнены с углом наклона рабочей поверхности, равным углу конусности обрабатываемой поверхности. Расширяются технологические возможности устройства. 5 ил.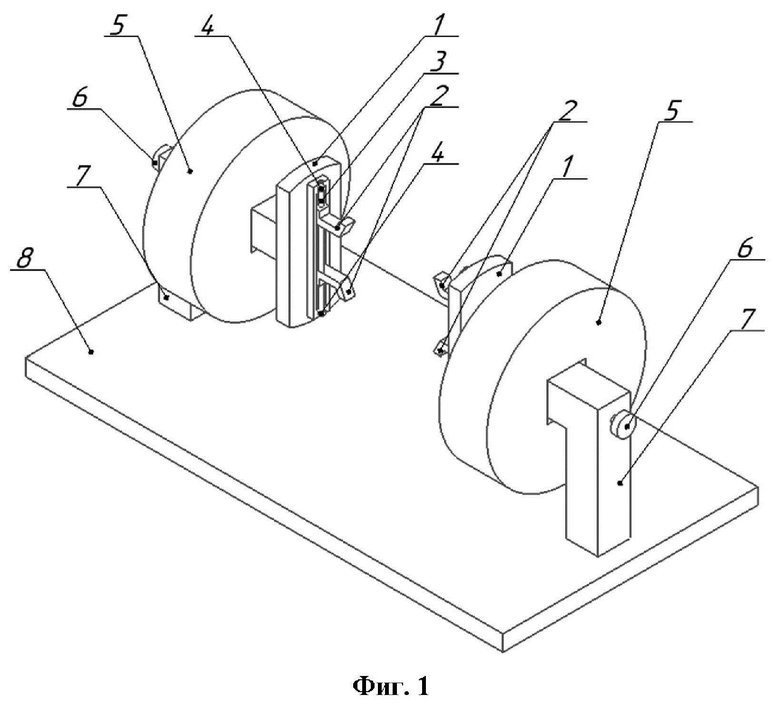
Устройство для магнитно-абразивной обработки конусных поверхностей сопрягаемых изделий, содержащее магнитные подсистемы противоположной полярности, расположенные напротив друг друга с возможностью изменения расстояния между ними, отличающееся тем, что оно снабжено рабочим столом, стойками Г-образной формы, установленными на рабочем столе напротив друг друга, и катушками индуктивности, установленными на указанные стойки, при этом стойки в своей верхней части выполнены со сквозным отверстием с внутренней резьбой для установки регулировочного штока, обеспечивающего установку заданного рабочего зазора между обрабатываемыми поверхностями и рабочими поверхностями полюсных наконечников, а магнитные подсистемы противоположных полярностей установлены на указанных стойках за катушками индуктивности и состоят из основания, которое зафиксировано на регулировочном штоке болтом регулировочного штока и выполнено с пазом, подшипников, установленных в верхней и нижней частях паза основания, вала, выполненного в верхней части с левой резьбой, а в нижней - с правой резьбой, и закрепленного в подшипниках с возможностью вращения, и двух полюсных наконечников Г-образной формы, выполненных с углом наклона рабочих поверхностей, равным углу конусности обрабатываемой поверхности, и установленных на противоположных концах вала внешней рабочей поверхностью противоположно друг к другу и с возможностью перемещения относительно друг друга с обеспечением параллельности внутренних рабочих поверхностей и внешних рабочих поверхностей полюсных наконечников и обрабатываемой конусной поверхности.
| УСТРОЙСТВО ДЛЯ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ | 1996 |
|
RU2098258C1 |
| Устройство для магнитно-абразивной обработки | 1989 |
|
SU1664530A1 |
| Автоматический мост переменного тока | 1962 |
|
SU151704A1 |
| ПЕРЕДВИЖНАЯ ЖЕЛЕЗНОДОРОЖНАЯ УГОЛЬНАЯ ЭСТАКАДА | 1929 |
|
SU14770A1 |
| JP 61076266 A, 18.04.1986. | |||
