Изобретение относится к магнитно-абразивной обработке машиностроительных изделий, в частности к обработке сложнопрофильных поверхностей изделий.
Известен способ и устройство для обработки внутренней поверхности волноводов сложной формы и любой длины (патент RU № 2534656, опубл. 10.12.2014 г.). Устройство, представляющее собой шестикоординатную пространственную систему, состоит из приводов, системы управления перемещением, кронштейнов, на которых закрепляют заготовку и рабочий орган с постоянными магнитами, равноудаленными от обрабатываемой поверхности и полностью ее охватывающими. Способ, заключающийся в том, что абразивный материал или металлические шарики, помещенные в жидкость или без нее, распределяют по внутренней поверхности волновода, а затем вдоль волновода перемещают рабочий орган с постоянными магнитами, производя магнитно-абразивную обработку внутренней поверхности волновода.
Недостатком данного способа является использование абразивного материала без магнитных частиц значительно снижает производительность обработки, а формирующаяся абразивная щетка будет состоять из большого количества не отработавших абразивных частиц, так как они не имеют возможности перемешиваться.
Недостатком данного устройства является приводы и устройства поворота, входящие в состав многокоординатной пространственной системы и перемещающие рабочий орган, совершающий возвратно-поступательные движения вдоль обрабатываемого волновода сложной формы, способны обеспечить скорость обработки до 10 м/мин, что является недостаточным для получения качественной обработанной поверхности, так как магнитно-абразивная обработка эффективна при скоростях резания на порядок выше (около 60 м/мин).
Известен способ магнитно-абразивной обработки фасонных изделий (авторское свидетельство SU № 867619, опубл. 30.09.1981 г.), при котором деталь, изначально установленную с эксцентриситетом относительно оси ее вращения, прокатывают по смеси магнитно-абразивного порошка и гипса, находящейся на полюсных наконечниках, формируя на ней сложный профиль изделия.
Недостатком способа являются пониженные режущие свойства магнитно-абразивного порошка, обусловленные смешиванием его с вязким веществом, гипсом или смолой.
Известен способ подачи магнитно-абразивного материала в зону магнитно-абразивной обработки сложных поверхностей изделий (патент RU № 2336155, опубл. 20.10.2008), при котором обработку ведут в камере, в которой располагается магнитно-абразивный материал, электромагнитные диски и обрабатываемая заготовка, при этом подача и смена магнитно-абразивного материала происходит непрерывно в процессе магнитно-абразивной обработки.
Недостатком данного способа является ограниченность рабочих движений, только вращение электромагнитных дисков, постоянно изменяющиеся свойства режущего инструмента, что влечет за собой невозможность предсказать качество обработанной поверхности, повышенный расход магнитно-абразивного порошка и смена еще не отработавших абразивных частиц на новые.
Известен способ магнитно-абразивной обработки (авторское свидетельство SU № 1585124, опубл. 15.08.1990), в котором обработка производится за счет вращения заготовки между парами двумя парами С-образных магнитных систем, которым придается переменное осциллирующее движение.
Недостатком данного способа является возникающие пересечения магнитных полей, вызванных парами магнитных полюсов, влечет за собой неравномерность магнитно-абразивной обработки и формирование качества обрабатываемой поверхности.
Известен способ магнитно-абразивной обработки фасонных поверхностей (автореферат диссертации по машиностроению и машиноведению, 05.02.08, на тему: «Совершенствование технологии магнитно-абразивной обработки фасонных поверхностей», автор Иконников Алексей Михайлович, 2004 год, стр. 10-11) принятый за прототип способа, который заключается в том, что копирование профиля обрабатываемой сложнопрофильной поверхности происходит за счет соприкосновения рабочих плоскостей постоянных магнитов индуктора и фиксации их положения, после чего индуктор ориентируют на необходимую величину рабочего зазора, в который помещается магнитно-абразивный порошок, формирующий магнитно-абразивную щетку, и приводится в осциллирующее движение, а заготовка во вращательное движение, что позволяет проводить магнитно-абразивную обработку.
Недостатком данного способа является то, что соприкосновение рабочих поверхностей индуктора с обрабатываемой заготовкой влечет за собой возникновение местных напряжений, которые негативно влияют на качество обработанной поверхности.
Известна установка для магнитно-абразивной очистки и/или обработки поверхностей изделий сложной формы (патент RU № 2336985, опубл. 27.10.2010 г.), которая содержит камеру с магнитно-абразивным материалом, электромагниты переменного тока, расположенные по периметру камеры, и подвеску для закрепления заготовки с возможностью вращения.
Недостатком данной установки является конструктивное исполнение рабочего пространства в виде камеры, наполненной магнитно-абразивным материалом, значительно снижает коэффициент полезного использования магнитно-абразивного материала, так как в процессе магнитно-абразивной обработки будут формировать зоны, в которых магнитно-абразивный материал не будет двигаться. Помимо этого, обеспечение вращательного движения заготовки исключительно одной подвеской обуславливает неравномерную обработку деталей, имеющих сложную пространственную форму.
Известно устройство для магнитно-абразивной обработки (авторское свидетельство SU № 779042, опубл. 15.11.1980), которое позволяет обрабатывать криволинейные поверхности тел вращения, посредством вращения полюсных наконечников перпендикулярно оси сердечников. При этом полюсные наконечники могут совершать возвратно-поступательное движение относительно заготовки.
Основным недостатком данного устройства является полюсной наконечник выполнен в форме цилиндра, что существенно ограничивает производительность магнитно-абразивной обработки, так как в контакт с обрабатываемой поверхностью вступает только тот ферромагнитный порошок, который находится на образующей цилиндра, наиболее близкой к обрабатываемой заготовке.
Известно устройство для магнитно-абразивной обработки (авторское свидетельство SU № 1201109, опубл. 30.12.1985), в котором магнитный индуктор связан с эксцентриковым механизмом осцилляции и снабжен планетарным механизмом, обеспечивающий радиальную осцилляцию полюсного наконечника.
Недостатком устройства является малая площадь рабочей поверхности полюсного наконечника, что обуславливает низкую производительность обработки, и ограниченная возможность обрабатывать только плоские или криволинейные с постоянным радиусом образующей наружные поверхности.
Известно устройство для магнитно-абразивной обработки поверхностей деталей (патент RU № 2599765, опубл. 10.10.2016), принятое за прототип устройства, в котором деталь размещается между магнитными системами с индукторами, собранные из чередующихся постоянных магнитов и магнитопроводов тороидальной формы, которые расположены друг против друга на кронштейнах, закрепленных на салазках, с возможностью перемещения вдоль осей трёхмерной прямоугольной системы координат. Конструкция устройства обладает широкими технологическими возможностями обрабатывать цилиндрические, сферические и плоские поверхности деталей.
Основным недостатком данного устройства является изменяющаяся удаленность поверхности рабочего органа от обрабатываемой поверхности, так как дисковый индуктор имеет определенный рабочий профиль и поверхность, которые невозможно изменить под определенный профиль обрабатываемой поверхности, что обуславливает неравномерные съем материала, формирование шероховатости поверхности, низкое качество магнитно-абразивной обработки сложнопрофильной поверхности детали.
Техническим результатом способа является равномерная магнитно-абразивная обработка сложнопрофильных поверхностей.
Технический результат достигается тем, что спользуют магнитные системы с индукторами, выполненные в виде кассеты, состоящей из набора чередующихся постоянных магнитов и пластин магнитопровода различной конфигурации, которые компонуют из условия копирования их рабочими поверхностями обрабатываемой сложнопрофильной поверхности, после чего кассету ориентируют относительно сложнопрофильной поверхности заготовки так, чтобы рабочие поверхности постоянных магнитов были параллельны касательным к обрабатываемой поверхности, и обеспечивают заданную величину рабочего зазора путем возвратно-поступательного движения кассеты.
Техническим результатом устройства является создание конструкции индуктора и механизма его ориентации для равномерной магнитно-абразивной обработки сложнопрофильных поверхностей.
Технический результат достигается тем, что использованы магнитные системы с индукторами, выполненные в виде кассеты, состоящей из набора чередующихся постоянных магнитов и пластин магнитопровода различной конфигурации, которые скомпонованы из условия копирования их рабочими поверхностями обрабатываемой сложнопрофильной поверхности и соединены с кассетой посредством разъемного соединения «ласточкин хвост», при этом первый и последний постоянные магниты закреплены на кассете посредством стопорных винтов.
Способ и устройство для магнитно-абразивной обработки поясняется следующими фигурами:
фиг. 1 – схема магнитно-абразивной обработки сложнопрофильной поверхности;
фиг. 2 – схема устройства для магнитно-абразивной обработки сложнопрофильной поверхности;
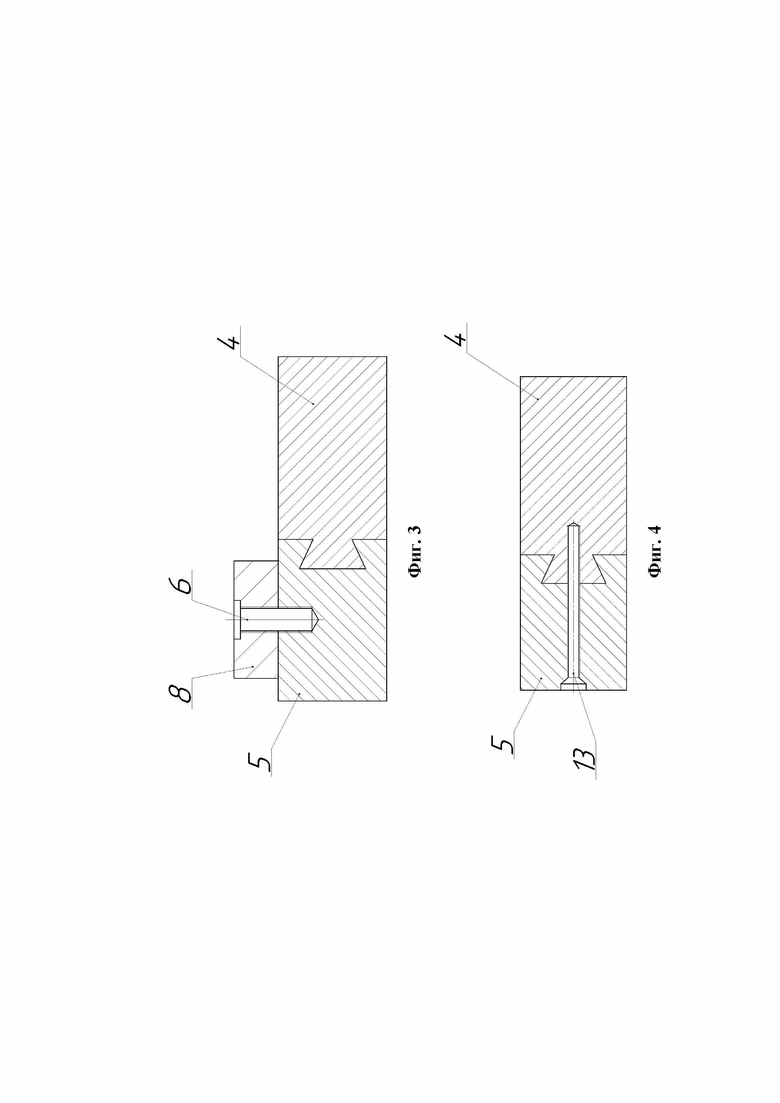
фиг. 3 – схема соединения кассеты, постоянного магнита и кронштейна;
фиг. 4 – схема соединения кассеты и крайних пластин магнитопровода;
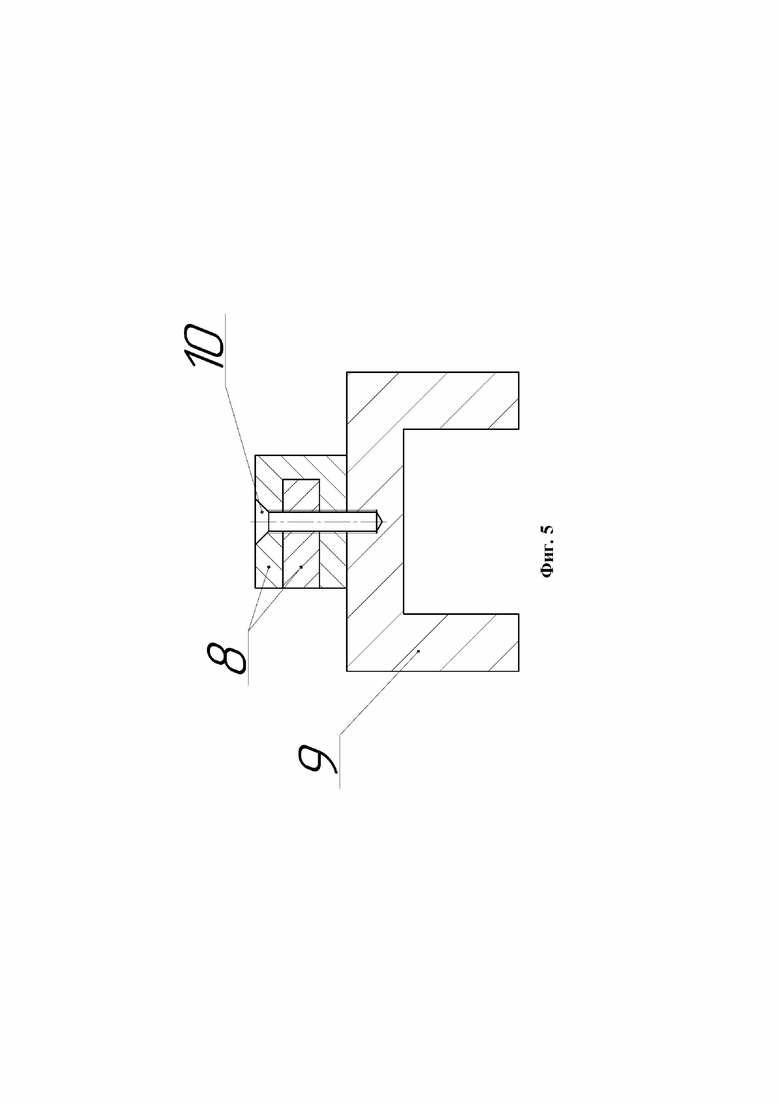
фиг. 5 – схема соединения кронштейнов и салазок;
фиг. 6 – модель магнитного поля в зоне магнитно-абразивной обработки сложнопрофильной поверхности;
фиг. 7 – график распределения магнитной индукции B в рабочем зазоре 1,5 мм модели магнитного поля в зоне магнитно-абразивной обработки сложнопрофильной поверхности, где:
1 – заготовка;
2 – ось симметрии заготовки;
3 – сложнопрофильная поверхность;
4 – постоянный магнит;
5 – кассета;
6 – фиксирующее устройство кассеты;
7 – магнитопровод;
8 – кронштейн;
9 – салазки;
10 – фиксирующее устройство салазок;
11 – рабочий зазор;
12 – касательная к обрабатываемой поверхности;
13 – стопорный винт.
Способ осуществляется следующим образом. Вначале для обработки сложнопрофильной поверхности 3 (фиг. 1), заготовку 1 закрепляют в шпинделе станка, например, токарного. Кассеты 5, состоящие из набора чередующихся постоянных магнитов 4 и пластин магнитопровода 7 различной конфигурации, предварительно компонуют таким образом, чтобы их рабочие поверхности копировали сложнопрофильную поверхность 3 обрабатываемой заготовки 1. Установленную на кронштейн 8 кассету 5 ориентируют относительно сложнопрофильной поверхности 3 заготовки 1 так, чтобы рабочие поверхности постоянных магнитов 4 были параллельны касательным к обрабатываемой поверхности 12.
Ориентация кассеты 5 относительно обрабатываемой сложнопрофильной поверхности 3 и обеспечение постоянной величины рабочего зазора 11 происходит с помощью фиксирующего устройства кассеты 6 и фиксирующего устройства салазок 10.
После ориентации кассеты 5 относительно сложнопрофильной поверхности 3 так, чтобы рабочие поверхности постоянных магнитов 4 были параллельны касательным к обрабатываемой поверхности 12, возвратно-поступательным движением кассеты 5 обеспечивают необходимую величину рабочего зазора 11.
Пространство, обеспечиваемое рабочим зазором 11, между сложнопрофильной поверхностью 3 и рабочей поверхностью кассеты 5, заполняют магнитно-абразивной массой, которая при намагничивании на рабочие поверхности постоянных магнитов 4 формирует режущий инструмент – магнитно-абразивную щетку.
После этого заготовке 1 придают вращательное движение относительно оси симметрии заготовки 2, а кассете 5 придают осциллирующее движение при помощи возвратно-поступательного движения салазок 9, что позволяет магнитно-абразивной щетке воздействовать на сложнопрофильную поверхность 3 заготовки 1 и производить равномерную магнитно-абразивную обработку с постоянным рабочим зазором 11 по всей сложнопрофильной поверхности.
Способ поясняется следующим примером.
Проведено моделирование распределения магнитного поля и силовых линий магнитного поля при магнитно-абразивной обработке сложнопрофильных поверхностей по предлагаемому способу. Сложнопрофильная поверхность изделия из алюминиевого сплава АМц имела радиус скругления R – 15 мм, величина рабочего зазора – 1,5 мм. Результаты моделирования (фиг. 6) показали, что распределение магнитного поля в рабочем зазоре является равномерным. Величина магнитной индукции B в рабочем зазоре по всей длине рабочего пространства в восьми точках наблюдения принимает значение от 1,726 Тл до 2,9562 Тл (фиг. 7). Равномерное распределение магнитного поля и указанные величины магнитной индукции являются оптимальными условиями для проведения равномерной магнитно-абразивной обработки сложнопрофильной поверхности, что говорит о работоспособности предлагаемого способа.
Устройство для магнитно-абразивной обработки сложнопрофильных поверхностей состоит из салазок 9 (фиг. 2), установленных на суппорте металлорежущего станка, например, на верхних салазках токарного станка с возможностью перемещения вдоль вертикальной оси координат. На салазках 9 установлены кронштейны 8, закрепленные на них при помощи фиксирующего устройства салазок 10 (фиг. 5). На кронштейн 8 установлена кассета 5, закрепленная на нем фиксирующим устройством кассеты 6 (фиг. 3) с возможностью перемещения вдоль трех взаимно перпендикулярных осей координат. Пластины магнитопровода 7 и постоянные магниты 4 соединяются с кассетой 5 посредством разъемного соединения «ласточкин хвост». Первый и последний постоянные магниты 4 закреплены на кассете 5 при помощи стопорных винтов 13 (фиг. 4). Кассеты 5 с установленными на них наборами чередующихся постоянных магнитов 4 и магнитопроводов 7 различной конфигурации являются магнитными системами с индукторами и располагаются друг против друга.
Устройство работает следующим образом. Перед началом магнитно-абразивной обработки сложнопрофильной поверхности 3 кассеты 5 компонуют набором постоянных магнитов 4 и пластин магнитопровода 7. После сборки кассет 5, их ориентируют относительно обрабатываемой сложнопрофильной поверхности 3 таким образом, чтобы их рабочие поверхности были параллельны сложнопрофильной поверхности 3 обрабатываемой заготовки 1. Ориентацию осуществляют при помощи ослабления и фиксации фиксирующих устройств кассет 6, обеспечивающих вращательное движение кассет, и фиксирующего устройства салазок 10, обеспечивающего вращательное движение кронштейнов 8. После придания заготовке 1 вращательного движения кассетам 5 задают осциллирующее движение посредством возвратно-поступательного движения салазок 9.
Способ магнитно-абразивной обработки сложнопрофильных поверхностей и устройство для его реализации позволяют повысить качество обрабатываемой сложнопрофильной поверхности. Предварительная компоновка кассеты постоянными магнитами и магнитопроводов, образующими рабочую поверхность, параллельную сложнопрофильной поверхности заготовки, позволяет повысить производительность магнитно-абразивной обработки. Ориентация кассеты относительно обрабатываемой поверхности на равноотстоящий зазор без предварительного контакта позволяет избежать возникновения местных напряжений, которые оказывают негативное влияние на качество обработки. Конструкция магнитной системы с индуктором, представляющей собой кассету, состоящую из набора чередующихся постоянных магнитов и магнитопровода, рабочая поверхность которой повторяет профиль обрабатываемой поверхности, позволяет повысить производительность процесса по сравнению с известными решениями.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2015 |
|
RU2599765C2 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2005 |
|
RU2314185C2 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ | 1996 |
|
RU2098258C1 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ КОНУСНЫХ ПОВЕРХНОСТЕЙ СОПРЯГАЕМЫХ ИЗДЕЛИЙ | 2023 |
|
RU2802926C1 |
| Станок для обработки деталей магнито-абразивным порошком | 1977 |
|
SU776889A1 |
| УСТРОЙСТВО ДЛЯ ЧИСТОВОЙ АБРАЗИВНОЙ ОБРАБОТКИ | 1973 |
|
SU396254A1 |
| Устройство для магнитно-абразивной обработки | 1991 |
|
SU1816665A1 |
| СПОСОБ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ ЗАМКОВОГО СОЕДИНЕНИЯ БУРОВОЙ ШТАНГИ | 2022 |
|
RU2797796C1 |
| Способ односторонней магнитно-абразивной обработки поверхностей и устройство для его осуществления | 1987 |
|
SU1437197A1 |
| СПОСОБ АНОДНОГО МАГНИТОАБРАЗИВНОГО ПОЛИРОВАНИЯ НЕМАГНИТНЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2022 |
|
RU2779560C1 |




Группа изобретений относится к магнитно-абразивной обработке машиностроительных изделий и может быть использована обработке сложнопрофильных поверхностей изделий. Способ включает копирование профиля обрабатываемой поверхности магнитной системой, ее ориентацию на заданную величину рабочего зазора, который наполняют магнитно-абразивной массой, и придание магнитной системе осциллирующего движения, а заготовке - вращательного движения. Магнитную систему с индуктором выполняют в виде кассеты с постоянными магнитами и пластинами магнитопровода различной конфигурации. Ориентируют кассету относительно сложнопрофильной поверхности из условия расположения рабочих поверхностей постоянных магнитов параллельно касательным к обрабатываемой поверхности. Обеспечивают заданную величину рабочего зазора путем возвратно-поступательного движением кассеты. Приведена конструкция устройства для осуществления указанного способа обработки. Обеспечивается равномерная обработка сложнопрофильной поверхности. 2 н.п. ф-лы, 7 ил.
1. Способ магнитно-абразивной обработки сложнопрофильных поверхностей, включающий копирование профиля обрабатываемой сложнопрофильной поверхности магнитными системами с индукторами, ориентацию магнитной системы на заданную величину рабочего зазора, который наполняют магнитно-абразивной массой, и придание магнитной системе осциллирующего движения, а заготовке – вращательного движения, отличающийся тем, что используют магнитные системы с индукторами, выполненные в виде кассеты, состоящей из набора чередующихся постоянных магнитов и пластин магнитопровода различной конфигурации, которые компонуют из условия копирования их рабочими поверхностями обрабатываемой сложнопрофильной поверхности, после чего кассету ориентируют относительно сложнопрофильной поверхности заготовки так, чтобы рабочие поверхности постоянных магнитов были параллельны касательным к обрабатываемой поверхности, и обеспечивают заданную величину рабочего зазора путем возвратно-поступательного движения кассеты.
2. Устройство для магнитно-абразивной обработки сложнопрофильных поверхностей, содержащее магнитные системы с индукторами, расположенные друг против друга на кронштейнах и закрепленные на салазках с возможностью перемещения вдоль трех взаимно перпендикулярных осей координат, отличающееся тем, что использованы магнитные системы с индукторами, выполненные в виде кассеты, состоящей из набора чередующихся постоянных магнитов и пластин магнитопровода различной конфигурации, которые скомпонованы из условия копирования их рабочими поверхностями обрабатываемой сложнопрофильной поверхности и соединены с кассетой посредством разъемного соединения «ласточкин хвост», при этом первый и последний постоянные магниты закреплены на кассете посредством стопорных винтов.
| УСТРОЙСТВО ДЛЯ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2015 |
|
RU2599765C2 |
| УСТРОЙСТВО для МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ | 0 |
|
SU399352A1 |
| Цилиндрический индуктор для магнитно-абразивной обработки | 1987 |
|
SU1407774A1 |
| Способ получения р-п переходов | 1962 |
|
SU152033A1 |
| Форма выполнения охарактеризованного в патенте № 15908 предохранительного приспособления у трамвайного вагона | 1930 |
|
SU18814A1 |
| ПЕРЕДВИЖНАЯ ЖЕЛЕЗНОДОРОЖНАЯ УГОЛЬНАЯ ЭСТАКАДА | 1929 |
|
SU14770A1 |
| УСТРОЙСТВО ДЛЯ МЕСТНОЙ ТЕРМООБРАБОТКИ | 2005 |
|
RU2309993C2 |

