00
СО
Фиг.1
Изобретение относится к магнитно- абразивной обработке поверхностей,
Целью изобретения является повышение производительности и качества . обработки за счет повьшения режущей способности магнитно-абразивных щеток путем сообщения им осциллирующих перемещений,
Ка фиг,1 показано устройство для реализации способа; на фиг,2 - вид А на фиг.11 на фиг.З - разрез Б-Б на фиг.2.
Устройство для реализации способа (фиг.1) при обработке торцовой поверхностью индуктора состоит из внутренней 1 и наружной 2 электромагнитных катушек с наружным 3 и внутренним 4 сердечниками. На внутреннем сердечнике 4 закреплен полюсный наконечник 5, вьтолненный в виде диска со ступицей, Нарзжный сердечник 3 экранирован от диска проставкой 6, выполненной из немагнитного материала, В про
0
и подача изделия 11. При вращении немагнитной проставки 6 цапфы кулачков 7 скользят по боковым поверхностям эксцентричной канавки на торце сердечника 3 и сообщают кулачкам 7 возвратно-поступательное перемещение, При этом рабочая поверхность кулачков 7 перемещается (осциллирует) относительно пазов во фланце полюсного наконечника 5, в результате чего происходит ворошение порошка в обрабатывающих щетках, т,е, их самозатачивание.
Осциллирующее движение полюсных наконечников одной полярности относительно полюсных наконечников противоположной полярности в плоскости, параллельной обрабатываемой поверх- Q ности, разрывает сложившиеся цепочки из ферроабразивного порошка, разрыхляет обрабатываемые щетки, т.е, восстанавливает их режущие свойства, что позволяет повысить производительность
5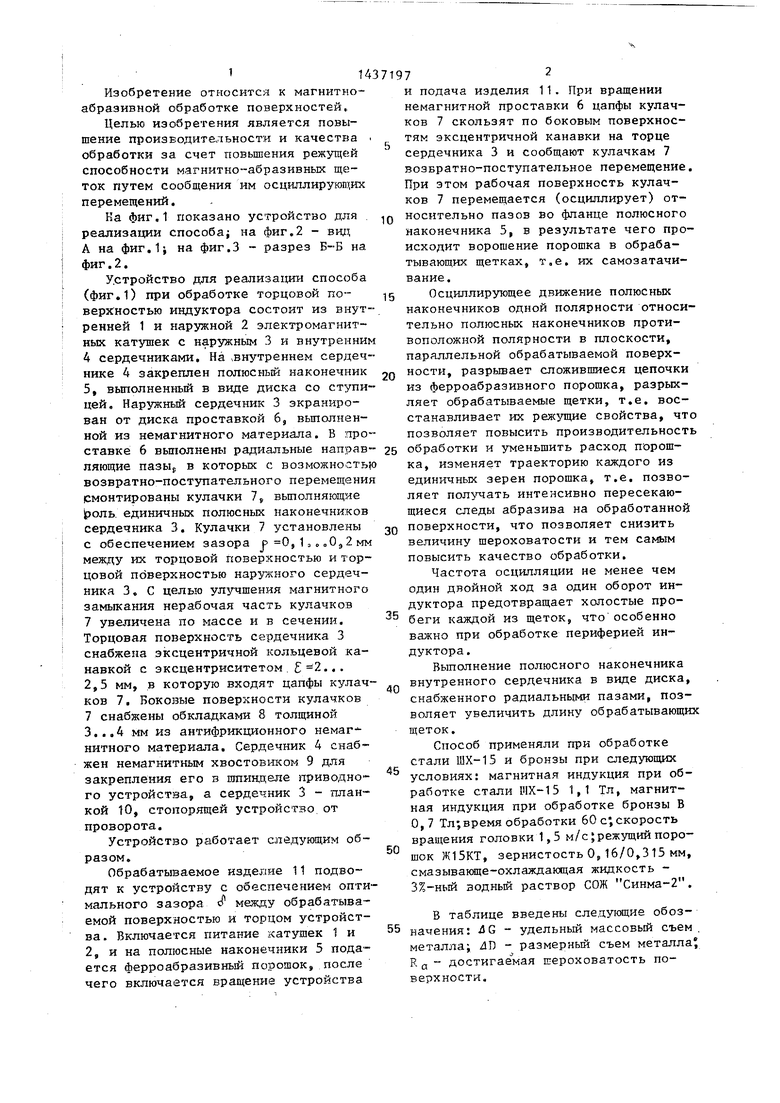
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АНОДНОГО МАГНИТОАБРАЗИВНОГО ПОЛИРОВАНИЯ НЕМАГНИТНЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2022 |
|
RU2779560C1 |
| Устройство для магнитно-абразивной обработки | 1989 |
|
SU1646808A1 |
| Способ магнитно-абразивной обработки кромок деталей | 1984 |
|
SU1284799A1 |
| СПОСОБ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2022 |
|
RU2787597C1 |
| Устройство для абразивной обработки в магнитном поле | 1982 |
|
SU1196235A1 |
| Способ обработки лезвий режущих инструментов | 1989 |
|
SU1689042A1 |
| Способ магнитно-абразивной обработки | 1991 |
|
SU1816664A1 |
| Устройство для магнитно-абразивной обработки | 1979 |
|
SU931414A1 |
| Устройство для магнитно-абразивной обработки | 1978 |
|
SU779042A1 |
| Устройство для магнитно-абразивной обработки | 1979 |
|
SU859126A1 |

Изобретение относится к области магнитно-абразивной обработки поверхностей. Целью изобретения является повьшение производительности и качества обработки за счет повьшеЕшя режущей способности магнитно-абразивных щеток путем сообщения им осциллирующих перемещений. При вращении немагнитной проставки цапфы кулачков 7 скользят по боковым поверхностям эксцентричной канавки на торце сердечника 3 и сообщают кулачкам 7 возвратно- поступательное перемещение. Рабочая поверхность кулачков 7 осциллирует относительно пазов во фланце полюсного наконечника 5, в результате чего происходит ворощение порошка в обрабатывающих щетках, т.е. их самозатачивание. 2 с.п. ф-лы, 3 ип., 1 табл. г 1сл
ставке 6 вьпюлнены радиальные направ- 25 обработки и уменьшить расход порош- ляющие пазЫр в которых с возможностью возвратно-поступательного перемещения
ка, изменяет траекторию каждого из единичных зерен порошка, т,е, позволяет получать интенсивно пересекающиеся следы абразива на обработанной 30 поверхности, что позволяет снизить величину шероховатости и тем самым повысить качество обработки.
смонтированы кулачки 7, вьтолняющие 1роль. единичных полюсных наконечников сердечника 3, Кулачки 7 установлены с обеспечением зазора р 0,1,„0,2 мм между их торцовой поверхностью и торцовой поверхностью наружного сердечника 3. С целью улучшения магнитного замыкания нерабочая часть кулачков 7 увеличена по массе и в сечении, Торцовая поверхность сердечника 3 снабжена эксцентричной кольцевой канавкой с эксцентриситетом .2.,. 2,5 мм, в которую входят цапфы кулачков 7, Бокоззые поверхности кулачков 7 снабжены обкладками 8 толщиной 3,,,4 мм из антифрикционного немаг-- нитного материала. Сердечник 4 снабжен немагнитным хвостовиком 9 для
ка, изменяет траекторию каждого из единичных зерен порошка, т,е, позволяет получать интенсивно пересекающиеся следы абразива на обработанной 30 поверхности, что позволяет снизить величину шероховатости и тем самым повысить качество обработки.
Частота осцилляции не менее чем один двойной ход за один оборот индуктора предотвращает холостые про- беги каждой из щеток, что особенно важно при обработке периферией индуктора ,
Выполнение полюсного наконечника внутренного сердечника в виде диска, снабженного радиальнь1ми пазами, позволяет увеличить длину обрабатывающих щеток,
Способ применяли при обработке стали ШХ-15 и бронзы при следующих
40
закрепления его в птин,п;еле приводно- условиях: магнитная индукция при обработке стали ШХ-15 1,1 Тл, магнитная индукция при обработке бронзы В 0,7 Тл;время обработки 60 с; скорость вращения головки 1,5 м/с;режущий порошок Ж15КТ, зернистость О, 16/0,315 мм, смазывакяце-охлаждающая жидкость - 3%-ный водньй раствор СОЖ Синма-2,
го устройства, а сердечник 3 - планкой Ю, стопорящей устройство от проворота.
Устройство работает следующим образом.
Обрабатываемое изделие 11 подводят к устройству с обеспечением оптимального зазора ( между обрабатываемой поверхностью и торцом устройства. Включается питание катушек 1 и 2, и на полюсные наконечники 5 подается ферроабразивный порошок, после чего включается вращение устройства
50
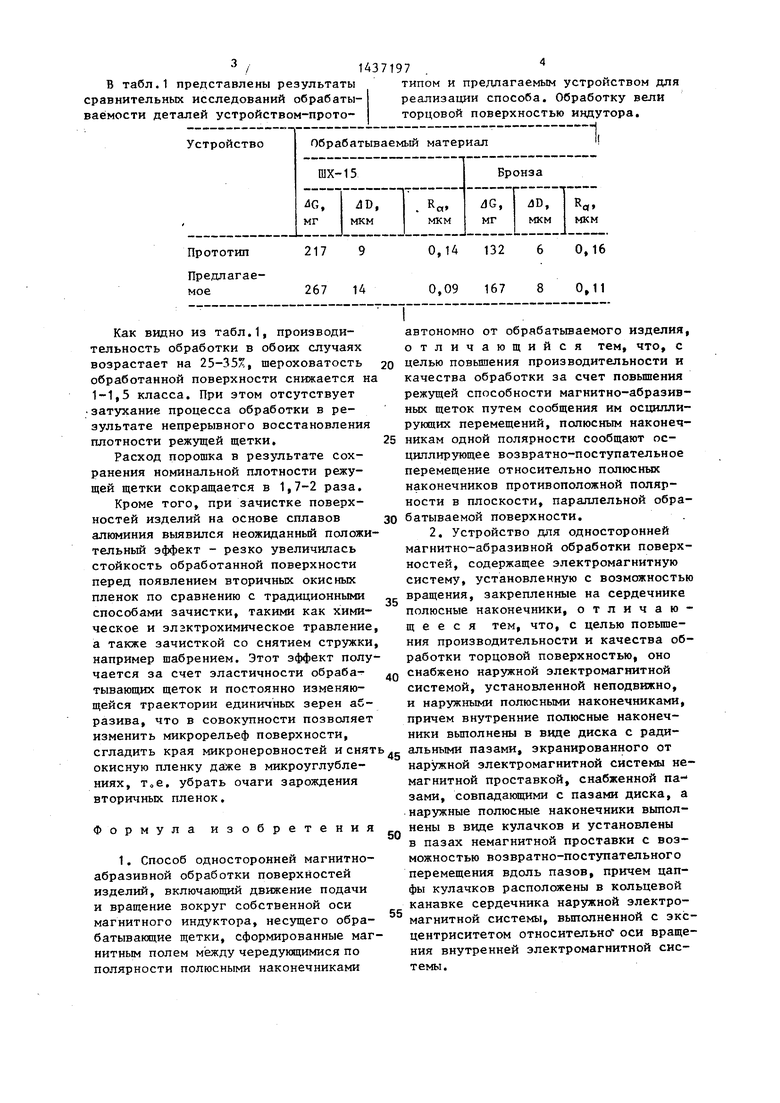
В таблице введены следующие обоз- 55 качения: ЛС - удельный массовый съем , металла; ЛТ - размерный съем металла R д - достигаемая шероховатость поверхности.
обработки и уменьшить расход порош-
ка, изменяет траекторию каждого из единичных зерен порошка, т,е, позволяет получать интенсивно пересекающиеся следы абразива на обработанной поверхности, что позволяет снизить величину шероховатости и тем самым повысить качество обработки.
Частота осцилляции не менее чем один двойной ход за один оборот индуктора предотвращает холостые про- беги каждой из щеток, что особенно важно при обработке периферией индуктора ,
Выполнение полюсного наконечника внутренного сердечника в виде диска, снабженного радиальнь1ми пазами, позволяет увеличить длину обрабатывающих щеток,
Способ применяли при обработке стали ШХ-15 и бронзы при следующих
В таблице введены следующие обоз- качения: ЛС - удельный массовый съем , металла; ЛТ - размерный съем металла R д - достигаемая шероховатость поверхности.
Как видно из табл,1, производительность обработки в обоих случаях возрастает на 25-35%, шероховатость обработанной поверхности снижается н 1-1,5 класса. При этом отсутствует затухание процесса обработки в результате непрерывного восстановления плотности режущей щетки.
Расход порошка в результате сохранения номинальной плотности режущей щетки сокращается в 1,7-2 раза.
Кроме того, при зачистке поверхностей изделий на основе сплавов алюминия выявился неожиданный положительный эффект - резко увеличилась стойкость обработанной поверхности перед появлением вторичных окискых пленок по сравнению с традиционными способами зачистки, такими как химическое и элзктрохимическое травление а также зачисткой со снятием стружки например шабрением. Этот эффект получается за Счет эластичности обрабатывающих щеток и постоянно изменяющейся траектории единичных зерен абразива, что в совокупности позволяет изменить микрорельеф поверхности, сгладить края микронеровностей и снят окисную пленку даже в микроуглублениях. Тов. убрать очаги зарождения вторичных пленок.
Формула изобретения
5
0
0
5
0
5
0
5
автономно от обрабатываемого изделия, отличающийся тем, что, с целью повьшения производительности и качества обработки за счет повьшгения режущей способности магнитно-абразивных щеток путем сообщения им осциллирующих перемещений, полюсным наконечникам одной полярности сообщают осциллирующее возвратно-поступательное перемещение относительно полюсных наконечников противоположной полярности в плоскости, параллельной обрабатываемой поверхности.
фМ.З
Редактор М.Циткина Заказ 5832/16
Составитель С.Никифоров
Техред А.Кравчук Корректор Н.Король
Тираж 678Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
б
в
| Б. В. П. В. Иванов, В. А. Блюмберг и Ю. М. Баро!Иванй,Д_^_|^(ьгоп @^'.^Р"^ТПВФШМ SiUisUl..» l*iJ- | 0 |
|
SU315577A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
