При построении структур методом холодного газодинамического напыления, в частности, трехмерных структур, в некоторых случаях имеют место пересечения траектории движения за пределами функциональной геометрии. Это привело бы к нежелательным завышениям структуры и создавало бы опасность столкновений с распылительным инструментом.
Если необходимо изготовить сложные структуры, то не всегда удается избежать таких пересечений. До сих пор они должны были иметь место в свободном пространстве, что не всегда возможно, так как для геометрического отображения получаемых холодным газодинамическим напылением структур идеальной является постоянная скорость перемещения, и геометрия структуры часто является ограничивающим фактором.
В основу данного изобретения положена задача разработать способ, который позволяет эффективно изготовлять сложные структуры методом холодного газодинамического напыления.
Эта задача решается посредством способа с признаками, приведенными в пункте 1 формулы изобретения. При этом указанный способ изготовления структуры методом холодного газодинамического напыления включает в себя следующие этапы:
- обеспечение подложки с поверхностью подложки, на которую наносят указанную структуру методом холодного газодинамического напыления при прохождении по траектории движения,
- обеспечение элемента с поверхностью элемента, отличающейся от поверхности подложки, причем элемент располагают на траектории движения таким образом и/или траекторию движения задают таким образом, что пересечения траектории движения и/или разрывы структуры расположены на поверхности элемента.
Траектория движения представляет собой тот путь, который проходит по подложке струя холодного газа с частицами и вдоль которого на подложке образуется структура. Другими словами, струя холодного газа с частицами проходит по этой траектории движения. Таким образом, инструмент для холодного газодинамического напыления перемещают так, что струя холодного газа с частицами максимально точно следует по траектории движения.
Предпочтительно, поверхность подложки оптимизирована в отношении нанесения покрытия или, соответственно, построения структуры (конструкции) методом холодного газодинамического напыления. Предпочтительно, указанный элемент или поверхность элемента характеризуется тем, что наносимый материал не прилипает к его поверхности, и тем, что по меньшей мере временно выдерживает бомбардировку материала струей частиц. При этом пересечения включают в себя перекрещивания траектории движения. Пересечения могут также включать в себя полные и/или частичные наложения траектории движения, если она выполнена как ленточная структура и тем самым имеет ширину.
При этом способ обладает тем преимуществом, что даже сложные структуры, изготовление которых требует многих пересечений или, соответственно, пересечений траектории движения, могут изготовляться без корректировки этой траектории движения, так как в тех местах траектории движения, в которых могло бы произойти нежелательное повышенное нанесение материала, происходит лишь сильно уменьшенное нанесение материала или совсем никакого. Это реализуется благодаря поверхности элемента, которая выполнена отличающейся от поверхности подложки.
В критических областях, которые должны быть защищены от струи частиц, или, соответственно, пересечения или иные завышения, которые влекут за собой чрезмерное нанесение материала, могут быть защищены посредством элемента или нескольких элементов. В примерном случае в качестве наносимого материала применяется медь, а в качестве «напыляемой мишени» (Opferplatte) используется пластина слоистого материала из пропитанной эпоксидной смолой ткани с наполнителем из стекловолокна. Далее, элемент может быть расположен так, что критические структуры, которые ни в коем случае не должны подвергаться воздействию струи частиц, закрываются элементом и, тем самым, защищаются.
С предлагаемым способом траектория движения поэтому может быть задана так и/или указанный элемент может быть расположен так, что разрывы структуры и/или пересечения траектории движения расположены на поверхности указанного элемента. В дополнение к или в качестве альтернативы выбору положения одного или нескольких элементов, траектория движения может быть также выбрана или оптимизирована так, что пересечения и/или разрывы структуры располагаются на элементе, повторяясь. Так как поверхность элемента допускает лишь уменьшенное нанесение покрытия струей частиц или не допускает никакого нанесения, то могут быть простым образом реализованы разрывы, например, изолированные друг от друга частичные структуры.
В еще одном варианте выполнения поверхность элемента по сравнению с поверхностью подложки имеет меньшую покрываемость. При этом поверхность элемента предпочтительно выполнена так, что нанесение на нее покрытия методом холодного газодинамического напыления практически не имеет места или значительно уменьшено.
В еще одном варианте выполнения поверхность элемента выполнена как поглотитель частиц в процессе холодного газодинамического напыления. Преимуществом здесь является то, что указанные частицы не могут откладываться на поверхности элемента или могут откладываться лишь в незначительном объеме. Например, в качестве такого поглотителя могут служить пластмассы.
В еще одном варианте выполнения поверхность элемента выполнена так, что частицы в процессе холодного газодинамического напыления проникают в поверхность элемента. Предпочтительно, это достигается с помощью поверхности элемента, которая не обеспечивает возможности кинетической деформации частиц в холодном газе, поскольку она достаточно мягкая, пластичная и/или эластичная для того, чтобы подаваться. Здесь наряду с пластмассовыми материалами могут также использоваться упругие материалы, например, резиновые материалы и композиты. Частицы соответственно проникают в эту поверхность вместо того, чтобы откладываться на ней, и благодаря этому не может образоваться никакого покрытия и, соответственно, никакого нежелательного в этих местах нанесения материала.
В еще одном варианте выполнения поверхность элемента содержит пластик. В частности, предпочтительным при этом оказался наполненный волокном пластик. Элемент может полностью состоять из пластика, в частности, из наполненного волокном пластика, или иметь слой пластика на поверхности (элемента). Поверхности элемента из пластика обладают тем особым преимуществом, что они дешевы и легко доступны и могут быть просто адаптированы к конкретному применению или даже могут быть выполнены по специальному заказу непосредственно для применения (например, методом 3D-печати).
В еще одном варианте выполнения траекторию движения выбирают так, что поверхность указанного элемента имеет оптимальную площадь. Оптимальной площадь может быть, например, тогда, когда эта площадь минимальна, а ее протяженность в одном из ее измерений была оптимизирована. Она зависит от подлежащей изготовлению структуры и, в зависимости от применения, может иметь особенно равномерно распределенную, особенно небольшую форму и/или быть поверхностью с определенной формой. К расположению и выбору этой поверхности могут предъявляться дополнительные критерии оптимизации и/или краевые условия.
Способ по любому из предыдущих пунктов формулы изобретения, при котором траекторию движения выбирают так, что пересечения траектории движения расположены на поверхности одного единственного элемента. Альтернативно и/или дополнительно, элемент может быть расположен или выполнен так, что все пересечения траектории движения лежат на этом элементе. Альтернативно и/или дополнительно, траекторию движения задают так, что разрывы структуры расположены в пределах поверхности одного единственного элемента. Это обладает тем преимуществом, что должен быть расположен только один элемент и, соответственно, для этого элемента должна быть предусмотрена меньшая эффективная площадь.
В еще одном варианте выполнения способ включает в себя этап: изготовление структуры посредством холодного газодинамического напыления при следовании по траектории движения. Струя частиц следует по траектории движения, при этом структура осаждается на поверхности подложки и тем самым эта структура образуется слой за слоем. Если струя частиц перемещается по поверхности элемента, то частицы не осаждаются на ней, а, наоборот, приникают в нее, в результате чего элемент может многократно оказываться на траектории движения, и при этом не происходит нежелательно большого нанесения материала.
В еще одном варианте выполнения элемент после изготовления структуры удаляют. При этом, в частности, элемент удаляют из структуры, так что структура не содержит никаких остатков этого элемента. Альтернативно и/или дополнительно, элемент или его части могут и оставаться в структуре. Элемент или его части могут при этом выполнять опорную функцию для структуры. Так, элемент может гибко использоваться в процессе изготовления структуры и брать на себя дополнительные функции.
В еще одном варианте выполнения структура является лобовой частью обмотки для электрической машины. Лобовые части обмотки или поворотные зоны электрических обмоток электрических машин имеют ограничение по минимальному размеру из-за минимальных радиусов изгиба обычно используемых медных проводников, которые не могут быть уменьшены еще больше. За счет построения лобовых частей обмотки как структуры согласно предложенному способу больше не требуется учитывать радиусы изгиба, и используемое для лобовых частей обмотки конструктивное пространство может быть значительно уменьшено.
В дальнейшем изобретение будет описано и разъяснено более подробно на примерах выполнения, представленных на прилагаемых чертежах, где показано:
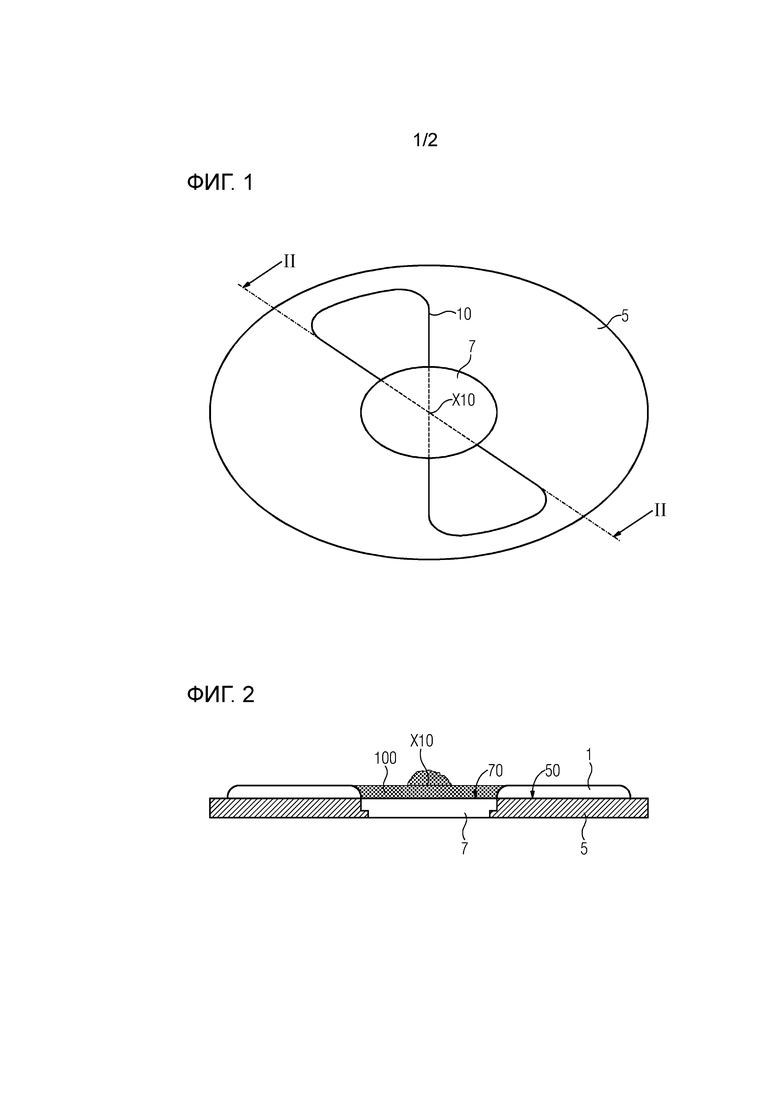
ФИГ. 1 - схематично траектория движения,
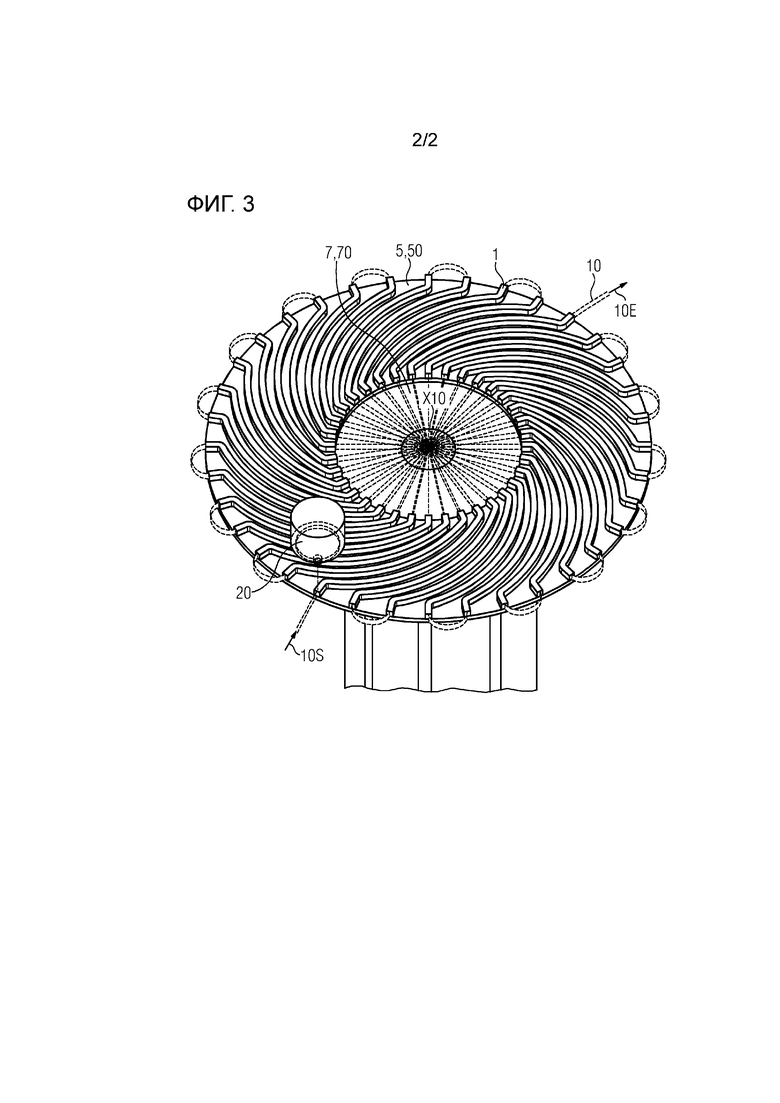
ФИГ. 2 - разрез подложки и элемента, и
ФИГ. 3 - пример сложной структуры.
ФИГ. 1 схематично показывает траекторию 10 движения для структуры 1, которая здесь не показана или, соответственно, еще не была построена. Траектория 10 движения находится при этом на подложке 5, в середине которой расположен элемент 7. Траектория 10 движения имеет штриховые области, которые расположены на этом элементе 7. Траектория 10 движения пересекается на пересечении X10. На пересечении X10 могло бы возникать нежелательное нанесение материала, что могло бы привести к столкновению с инструментом для холодного газодинамического напыления. Поэтому согласно изобретению элемент 7 имеет поверхность 70 элемента, которая отличается от поверхности 50 подложки 5.
Более подробно это поясняется на ФИГ. 2, для чего на ФИГ. 1 обозначена ось разреза II-II.
ФИГ. 2 показывает разрез вдоль оси разреза II-II показанной на ФИГ. 1 подложки 5 и элемента 7. При этом изображение представлено без соблюдения масштаба, чтобы прояснить возникающие эффекты. При прохождении по траектории 10 движения на подложке возникает структура 1. Структура 1 в этом случае уже изготовлена и соответственно полностью изображена. Также можно видеть нежелательное отложение 100 материала, которое обозначено пунктиром. На пересечении X10 отложение материала слишком велико, что могло бы привести к столкновению с инструментом для холодного газодинамического напыления. Однако, так как поверхность 70 элемента выполнена отличающейся от поверхности 50 подложки, на поверхности 70 элемента не происходит никакого накопления материала. Таким образом, это пересечение X10 можно проходить неоднократно, и при этом не произойдет нежелательного накопления материала. Предпочтительно, элемент 7 может быть выполнен в виде пластины из эпоксидной смолы. В этом случае элемент 7 выполнен как дисковый элемент («шайба») и может вкладываться в выемку в подложке 5, так что из поверхности 70 элемента и из поверхности 50 подложки образуется плоская поверхность.
ФИГ. 3 показывает пример сложной структуры 1, которая в этом случае выполнена как лобовая часть обмотки для электрической машины. При этом витки лобовой части обмотки создаются как структура 1 и могут, например, создаваться электрически не соединенными друг с другом, а затем, например, приводятся в электрический контакт с обмотками двигателя. Схематично показано сопло 20, предназначенное для нанесения структуры 1 методом холодного газодинамического напыления. Структура 1 при этом расположена на подложке 5 или, соответственно, на ее несущей поверхности 50. Штриховые части траектории 10 движения указывают на то, что структура 1 может быть пройдена одним единственным движением без разрыва струи частиц и без осаждения. Для этого траектория движения имеет начало 10S и конец 10E. Сопло 20 проходит по траектории 10 движения от начала 10S до конца 10E за одно движение. Элемент 7 расположен здесь посередине, причем поверхность 70 элемента содержит часть траектории движения. Пересечения X10 траектории движения тоже обозначены и лежат согласно одному варианту выполнения данного изобретения посередине на поверхности 70 элемента. Благодаря предлагаемому изобретением выполнению элемента 7 или поверхности 70 элемента, на поверхности 70 элемента не происходит никакого заметного нанесения материала, и траектория 10 движения может многократно пересекать элемент. Это значительно повышает технологичность изготовления сложных структур и расширяет степени свободы, которые имеются в распоряжении при конструировании структур.
Резюмируя, изобретение относится к способу изготовления структуры 1 методом холодного газодинамического напыления. Для того, чтобы эффективно изготовлять сложные структуры 1 посредством холодного газодинамического напыления, предлагаются следующие этапы:
- обеспечение подложки 5 с поверхностью 50 подложки, на которую наносят структуру 1 методом холодного газодинамического напыления при прохождении по траектории 10 движения,
- обеспечение элемента 7 с поверхностью 70 элемента, отличающейся от поверхности 50 подложки, причем элемент 7 располагают на траектории 10 движения таким образом и/или траекторию 10 движения задают таким образом, что пересечения X10 траектории 10 движения расположены на поверхности 70 элемента. Дополнительно изобретение относится к элементу 7 для применения с этим способом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА ЛОБОВОЙ ЧАСТИ ОБМОТКИ ДЛЯ ЭЛЕКТРИЧЕСКОЙ ВРАЩАЮЩЕЙСЯ МАШИНЫ | 2020 |
|
RU2777723C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ДЛЯ ВРАЩАЮЩЕЙСЯ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2019 |
|
RU2760203C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СИСТЕМЫ ЛОБОВОЙ ЧАСТИ ОБМОТКИ ДЛЯ ЭЛЕКТРИЧЕСКОЙ ВРАЩАЮЩЕЙСЯ МАШИНЫ | 2019 |
|
RU2772303C1 |
| СПОСОБ ХОЛОДНОГО ГАЗОДИНАМИЧЕСКОГО НАПЫЛЕНИЯ | 2006 |
|
RU2394940C2 |
| СПОСОБ ФОРМИРОВАНИЯ ТОКОВЕДУЩЕЙ ШИНЫ НА НИЗКОЭМИССИОННОЙ ПОВЕРХНОСТИ СТЕКЛА | 2014 |
|
RU2588921C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ОБРАЗЕЦ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2016 |
|
RU2645631C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФУНКЦИОНАЛЬНОЙ ПОВЕРХНОСТИ | 2007 |
|
RU2353706C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО КОМПОЗИЦИОННОГО НАНОСТРУКТУРИРОВАННОГО ПОКРЫТИЯ | 2008 |
|
RU2439198C2 |
| СПОСОБ СОЗДАНИЯ ПОРИСТОГО ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКОМ ЭЛЕКТРОПРОВОДЯЩЕМ НОСИТЕЛЕ | 2011 |
|
RU2499332C2 |
| СПОСОБ ПОЛУЧЕНИЯ СПЕЦИАЛЬНЫХ ПОКРЫТИЙ И ТВЕРДОТЕЛЬНЫХ ФОРМ НА ХУДОЖЕСТВЕННЫХ ИЗДЕЛИЯХ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2011 |
|
RU2475365C2 |
Изобретение относится к металлургической и инструментальной промышленности и может быть использовано при напылении покрытий на сложные трёхмерные структуры и детали, например, на лобовую часть обмотки электрической машины. Для изготовления структуры (1) методом холодного газодинамического напыления используют подложку (5) с поверхностью (50) и элемент (7) с поверхностью (70), отличающейся от поверхности (50) подложки, который располагают на траектории (10) движения таким образом и/или траекторию (10) движения задают таким образом, что пересечения (X10) траектории (10) движения и/или разрывы структуры (1) расположены на поверхности (70) элемента. Поверхность (70) элемента по сравнению с поверхностью (50) подложки имеет меньшую покрываемость и может быть выполнена как поглотитель частиц в процессе холодного газодинамического напыления, которые проникают в поверхность (70). Например, поверхность (70) может содержать наполненный волокном пластик. Элемент (7) после изготовления структуры (1) можно удалить. Изобретение позволяет эффективно изготовлять сложные структуры. 8 з.п. ф-лы, 3 ил.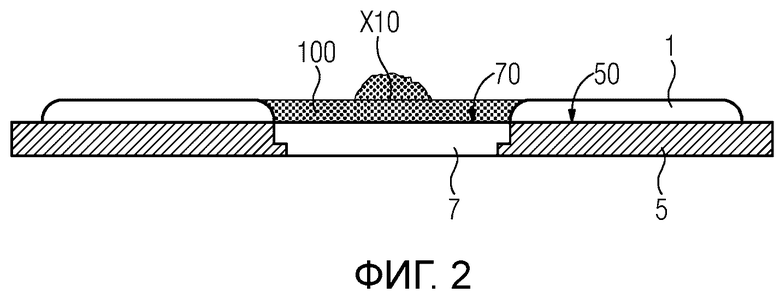
1. Способ изготовления структуры (1) методом холодного газодинамического напыления, включающий этапы:
- обеспечение подложки (5) с поверхностью (50) подложки, на которую наносят структуру (1) методом холодного газодинамического напыления при прохождении по траектории (10) движения,
- обеспечение элемента (7) с поверхностью (70) элемента, отличающейся от поверхности (50) подложки, причем элемент (7) располагают на траектории (10) движения таким образом и/или траекторию (10) движения задают таким образом, что пересечения (X10) траектории (10) движения и/или разрывы структуры (1) расположены на поверхности (70) элемента.
2. Способ по п. 1, причем поверхность (70) элемента по сравнению с поверхностью (50) подложки имеет меньшую покрываемость.
3. Способ по любому из предыдущих пунктов, причем поверхность (70) элемента выполнена как поглотитель частиц в процессе холодного газодинамического напыления.
4. Способ по любому из предыдущих пунктов, причем поверхность (70) элемента выполнена так, что частицы в процессе холодного газодинамического напыления проникают в поверхность (70) элемента.
5. Способ по любому из предыдущих пунктов, причем поверхность (70) элемента содержит пластик, в частности, наполненный волокном пластик.
6. Способ по любому из предыдущих пунктов, причем траекторию (10) движения задают так, что пересечения (X10) траектории (10) движения и/или разрывы структуры (1) расположены на поверхности (70) одного единственного элемента (7).
7. Способ по любому из предыдущих пунктов, включающий этап: изготовление структуры (1) методом холодного газодинамического напыления при следовании по траектории (10) движения.
8. Способ по любому из предыдущих пунктов, причем элемент (7) после изготовления структуры (1) удаляют.
9. Способ по любому из предыдущих пунктов, причем структура (1) представляет собой лобовую часть обмотки электрической машины.
| СПОСОБ ФОРМИРОВАНИЯ ТОКОВЕДУЩЕЙ ШИНЫ НА НИЗКОЭМИССИОННОЙ ПОВЕРХНОСТИ СТЕКЛА | 2014 |
|
RU2588921C2 |
| СПОСОБ ПОЛУЧЕНИЯ СЛОИСТЫХ СОТОВЫХ СТРУКТУР И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2041287C1 |
| US 5302414 A, 12.04.1994 | |||
| Способ получения цианистых соединений | 1924 |
|
SU2018A1 |
| Способ получения цианистых соединений | 1924 |
|
SU2018A1 |
