ОБЛАСТЬ ИЗОБРЕТЕНИЯ
ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННУЮ(ЫЕ) ЗАЯВКУ(И)
Приоритет данной заявки испрашивается по корейской патентной заявке №10-2019-0169104, поданной 17 декабря 2019 года в Корейское ведомство интеллектуальной собственности, описание которой полностью включено в данный документ посредством ссылки.
Данное изобретение относится к устройству радиантной трубы, расположенному в установке для термообработки материала, подлежащего термообработке, и к способу его изготовления.
УРОВЕНЬ ТЕХНИКИ
Металлические материалы, обработанные различными способами, такими как литье, ковка, прокат и экструзия, подвергают термообработке при определенной температуре для достижения желаемой прочности и размера кристаллов или пропускают через печь термообработки, поддерживаемую при определенной температуре, для обработки поверхности.
В процессе термообработки металлические материалы, например, полосы и пластины, могут окисляться под воздействием кислорода, присутствующего в печи для отжига. Для предотвращения образования оксидов используется термообработка в инертной атмосфере, например, в азоте или аргоне, или в состоянии вакуума. Когда требуется термообработка в инертной атмосфере или в состоянии вакуума, в качестве источника тепла иногда используют нагревательный элемент, работающий от электричества, но для недорогой термообработки массовых изделий подходит использование тепла, выделяемого при сжигании газа с помощью горелки. В этом случае, так как горелку нельзя непосредственно зажигать в инертной атмосфере без кислорода, необходимого для сгорания газа, используется радиантная труба, снабженная горелкой.
Даже в нормальной атмосфере, не в инертной атмосфере, если пламя распыляют напрямую, полоса может нагреваться неравномерно и обесцвечиваться, поэтому обеспечивают циркуляцию пламени, образуемого горелкой, в радиантной трубе для нагрева радиантной трубы, и полоса косвенно нагревается радиационным теплом, излучаемым нагретой радиантной трубой. Радиантная труба может быть изготовлена путем отливки трубчатой формы с использованием литья или путем придания пластинчатому материалу трубчатой формы и сварки изогнутой трубы и прямой трубы друг с другом.
Тем не менее, была предпринята попытка повысить тепловую эффективность радиантной трубы путем образования выступа отрицательного электрода на поверхности с использованием центробежного литья или путем образования рельефа из многоугольников на поверхности радиантной трубы.
Однако, так как высота выступа отрицательного электрода не может превышать толщину поверхности радиантной трубы, существует ограничение на улучшение тепловой эффективности. Кроме того, многоугольник, образующий указанный рельеф, расположен так, что одна его сторона совпадает со стороной смежного многоугольника, что ограничивает форму, которая может быть выполнена, а прерывистое формирование рельефа снижает производительность изготовления непрерывного рельефа, который может быть выполнен за единицу времени. Кроме того, когда один рельеф, образующий непрерывный рельеф, входит в контакт с другим рельефом, площадь поверхности, излучающей радиационное тепло, уменьшается настолько же, насколько уменьшается площадь контакта, поэтому увеличение тепловой эффективности также ограничено, что является проблемой.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ЦЕЛЬ
Целью данного изобретения является создание устройства радиантной трубы, в котором непрерывные рельефы, выполненные параллельно другим рельефам на заданном расстоянии от них, нанесены на поверхность радиантной трубы для увеличения площади поверхности излучения радиационного тепла, и создание способа изготовления такого устройства.
ТЕХНИЧЕСКОЕ РЕШЕНИЕ
Устройство радиантной трубы согласно одному аспекту данного изобретения содержит трубу, имеющую внутренний канал, причем труба имеет первый непрерывный рельеф и второй непрерывный рельеф, проходящие на поверхности рядом друг с другом и отстоящие друг от друга на заданное расстояние, причем в каждом непрерывном рельефе, первом и втором, единичные рельефы, имеющие заданную высоту от указанной поверхности, соединены друг с другом в продольном направлении.
Труба может содержать прямые проточные участки, проходящие по прямой линии, и изогнутый проточный участок, соединенный с концами прямых проточных участков так, что прямые проточные участки расположены параллельно.
В первом непрерывном рельефе первые единичные рельефы, содержащие гипотенузу или вертикальную сторону прямоугольного треугольника, могут быть соединены друг с другом с образованием зигзагообразной формы, а во втором непрерывном рельефе вторые единичные рельефы, образованные прямыми линиями, могут быть соединены друг с другом с образованием прямой линии.
В первом непрерывном рельефе первые единичные рельефы, содержащие две стороны с заданным прилежащим углом, могут быть соединены в продольном направлении с образованием пилообразной формы, а во втором непрерывном рельефе вторые единичные рельефы, образованные в виде прямой линии, могут быть соединены друг с другом с образованием прямой линии.
В каждом непрерывном рельефе, первом и втором, единичные рельефы, содержащие гипотенузу или вертикальную сторону прямоугольного треугольника, могут быть соединены друг с другом в продольном направлении с образованием зигзагообразной формы, при этом центры единичных рельефов, образующих второй непрерывный рельеф, могут быть смещены параллельно на заданное расстояние в продольном направлении от центров единичных рельефов, образующих первый непрерывный рельеф.
В каждом непрерывном рельефе, первом и втором, единичные рельефы, имеющие две стороны с заданным прилежащим углом, могут быть соединены в продольном направлении с образованием пилообразной формы, при этом центры единичных рельефов, образующих второй непрерывный рельеф, могут быть смещены параллельно на заданное расстояние в продольном направлении от центров единичных рельефов, образующих первый непрерывный рельеф.
В первом непрерывном рельефе первые единичные рельефы, имеющие три стороны, соединенные по вертикали с внутренней стороны, и одну сторону, соединенную по вертикали с внешней стороны, могут быть соединены в продольном направлении с образованием вогнуто-выпуклой формы, а во втором непрерывном рельефе вторые единичные рельефы, образованные из прямых линий, могут быть соединены в продольном направлении с образованием прямой линии.
В каждом непрерывном рельефе, первом и втором, единичные рельефы, содержащие три стороны, соединенные по вертикали с внутренней стороны, и одну сторону, соединенную по вертикали с внешней стороны, могут быть соединены в продольном направлении с образованием вогнуто-выпуклой формы.
В первом непрерывном рельефе первые единичные рельефы, имеющие три стороны, соединенные по вертикали с внутренней стороны, и одну сторону, соединенную по вертикали с внешней стороны, могут быть соединены в продольном направлении с образованием вогнуто выпуклой формы, а во втором непрерывном рельефе вторые единичные рельефы, имеющие три стороны, соединенные по вертикали с внутренней стороны, могут быть расположены так, что они входят в выпуклость с внутренней стороны указанного первого единичного рельефа с заданным интервалом, и могут быть прерывисто расположены так, что они проходят в продольном направлении.
В первом непрерывном рельефе первые единичные рельефы, имеющие три стороны, соединенные по вертикали с внутренней стороны, и одну сторону, соединенную по вертикали с внешней стороны, могут быть соединены в продольном направлении с образованием вогнуто-выпуклой формы, а во втором непрерывном рельефе вторые единичные рельефы, имеющие первую прямую линию и вторую прямую линию, соединенную по вертикали с указанной первой прямой линией, могут быть расположены так, что они входят в выпуклость с внутренней стороны указанного первого единичного рельефа с заданным интервалом, и соединены так, что они проходят в продольном направлении.
В способе изготовления устройства радиантной трубы в соответствии с другим аспектом данного изобретения устройство радиантной трубы по любому из п.п. 1-10 изготавливают путем печати первого непрерывного рельефа и второго непрерывного рельефа, проходящих рядом друг с другом и отстоящих друг от друга на заданный интервал, на поверхности трубы, имеющей внутренний канал, путем трехмерного моделирования.
В способе изготовления устройства радиантной трубы в соответствии с еще одним аспектом данного изобретения устройство радиантной трубы по любому из п.п. 1-10 изготавливают путем наваривания первого непрерывного рельефа и второго непрерывного рельефа, проходящих рядом друг с другом и отстоящих друг от друга на заданный интервал, на поверхности трубы, имеющей внутренний канал, с помощью любого вида сварки из следующих: холодный перенос металла, сварка вольфрамовым электродом в среде инертного газа и сварка металлическим электродом в среде инертного газа.
ПРЕИМУЩЕСТВА
Предложены устройство радиантной трубы, выполненное с возможностью повышения эффективности термообработки в печи для отжига путем повышения эффективности радиационного тепла, и способ его изготовления.
ОПИСАНИЕ ЧЕРТЕЖЕЙ
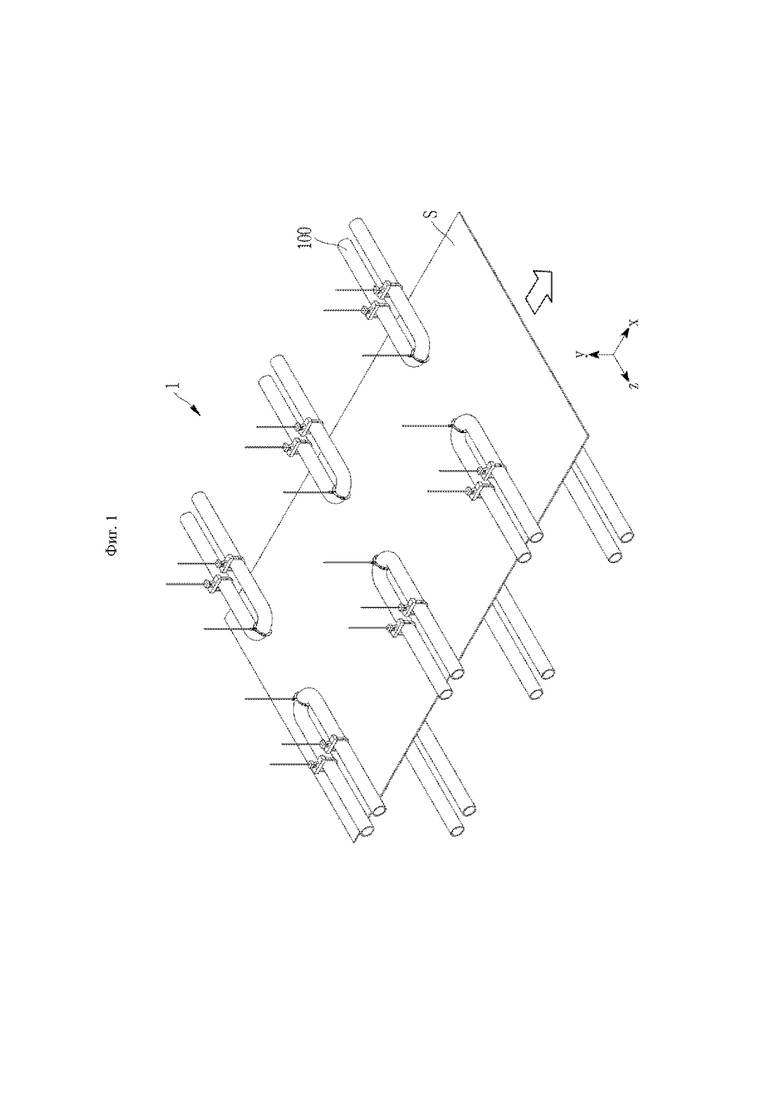
Фиг. 1 изображает вид, иллюстрирующий термообработку полосы, проходящей через внутреннюю часть установки для термообработки согласно примерному варианту выполнения;
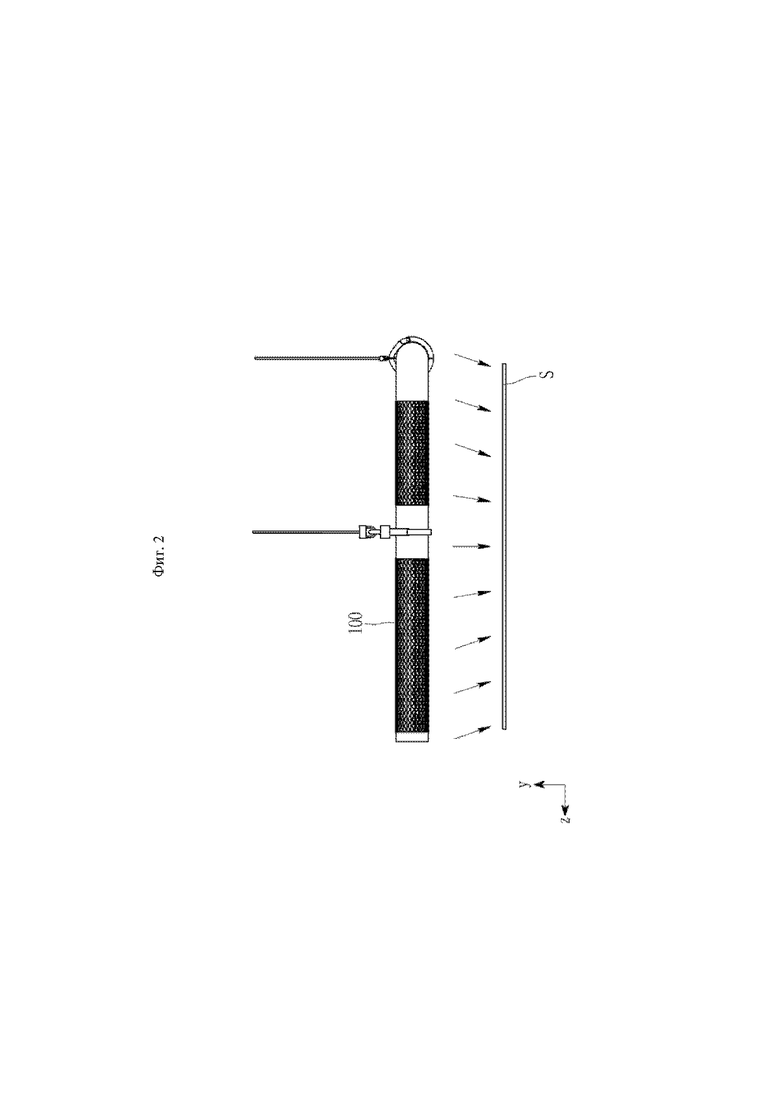
Фиг. 2 изображает вид, иллюстрирующий пример, в котором полоса проходит термообработку радиационным теплом, излучаемым устройством радиантной трубы, показанным на Фиг. 1;
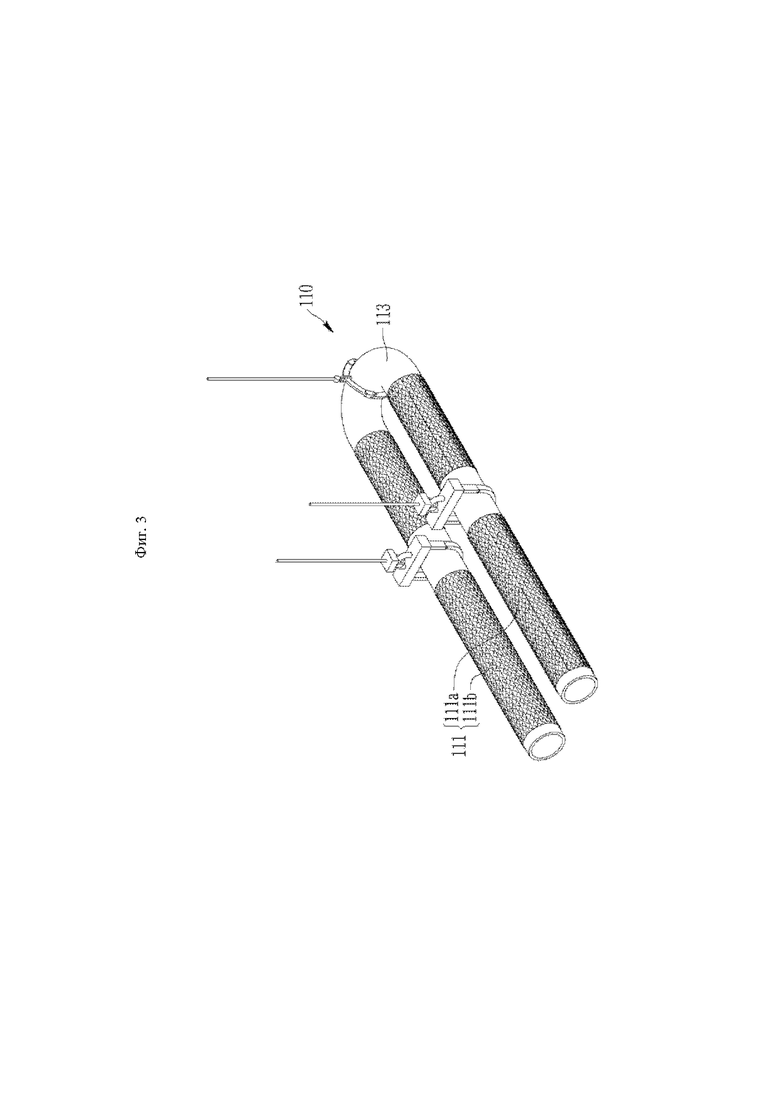
Фиг. 3 изображает вид, подробно показывающий устройство радиантной трубы, показанного на Фиг. 1;
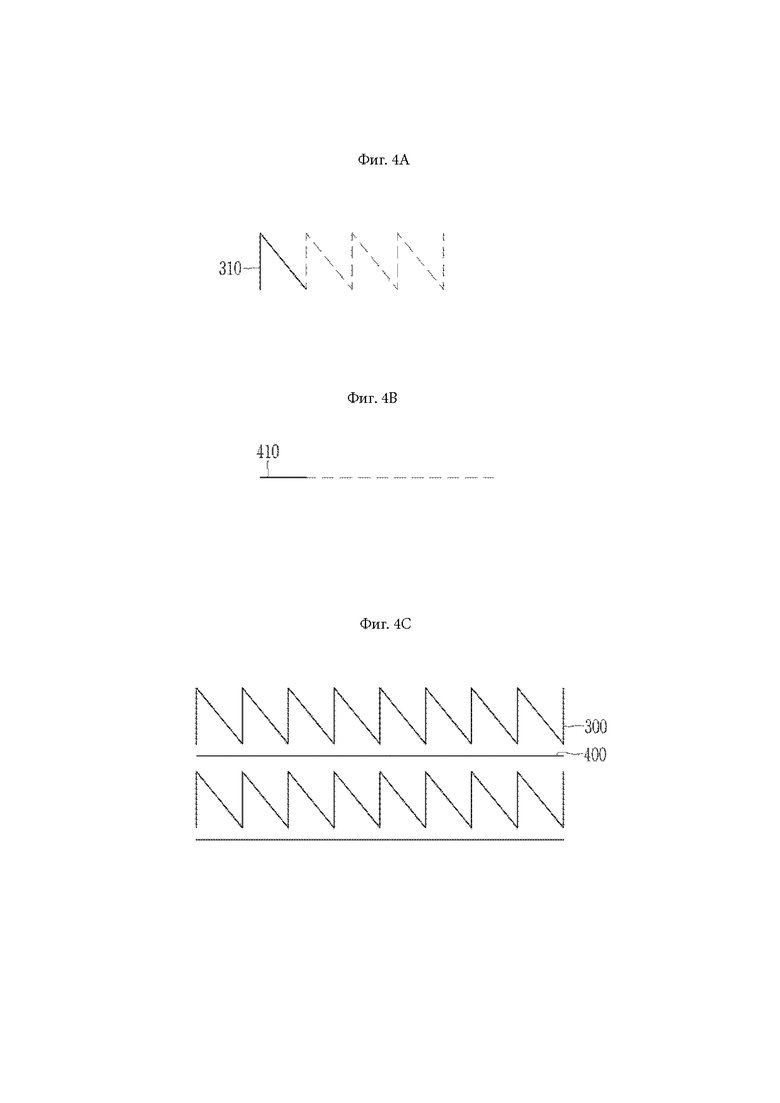
Фиг. 4 изображает вид, показывающий примерный вариант выполнения зигзагообразного рельефа, расположенного на поверхности радиантной трубы, показанной на Фиг. 1;
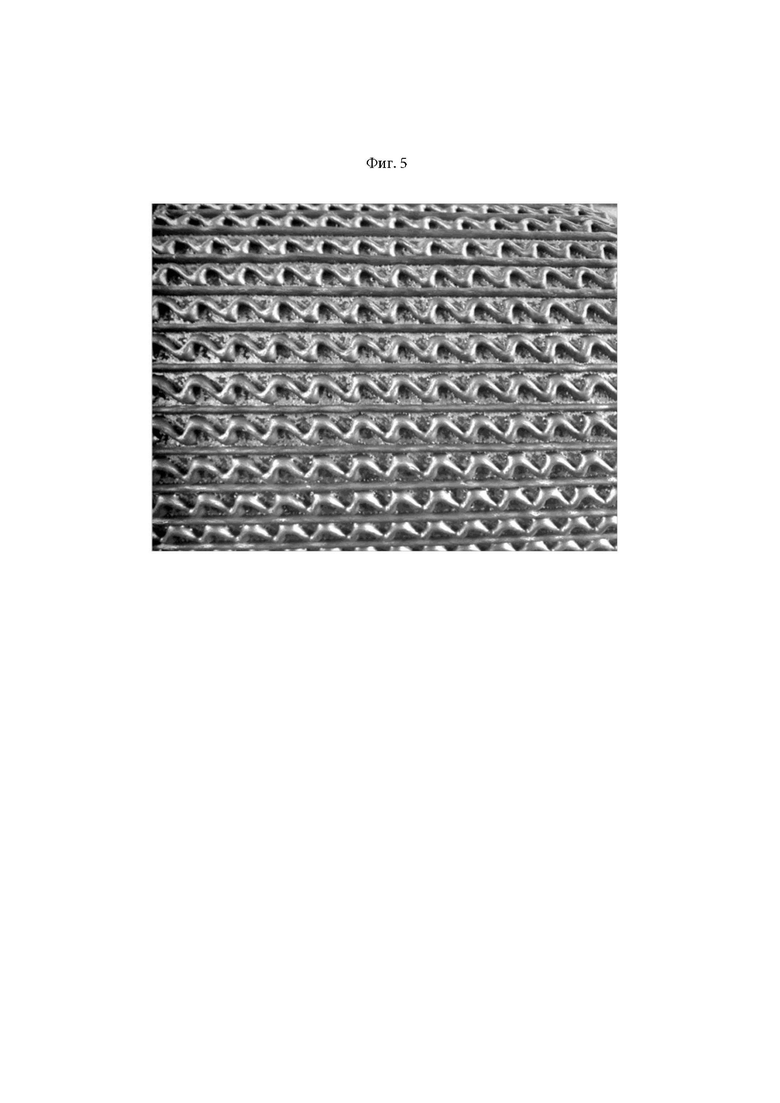
Фиг. 5 изображает фотографию, иллюстрирующую зигзагообразный рельеф, показанный на Фиг. 4;
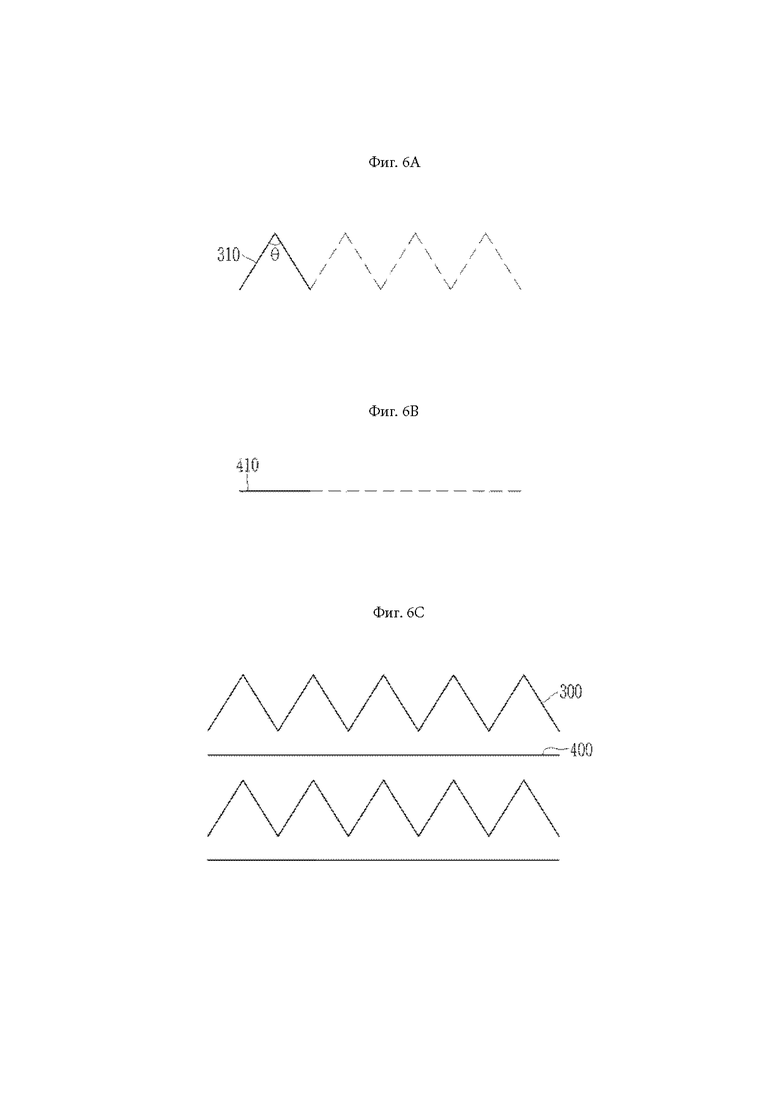
Фиг. 6 изображает вид, показывающий примерный вариант выполнения пилообразного рельефа, расположенного на поверхности радиантной трубы, показанной на Фиг. 1;
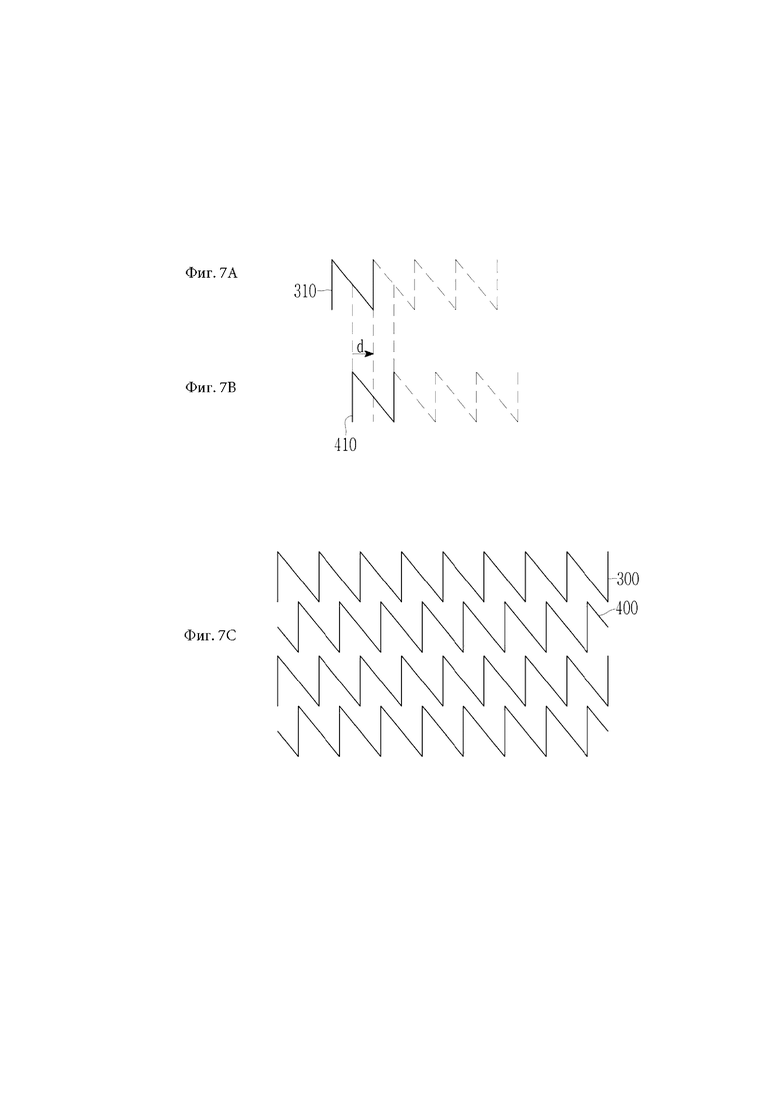
Фиг. 7 изображает вид, показывающий другой примерный вариант выполнения зигзагообразного рельефа, расположенного на поверхности радиантной трубы, показанной на Фиг. 1;
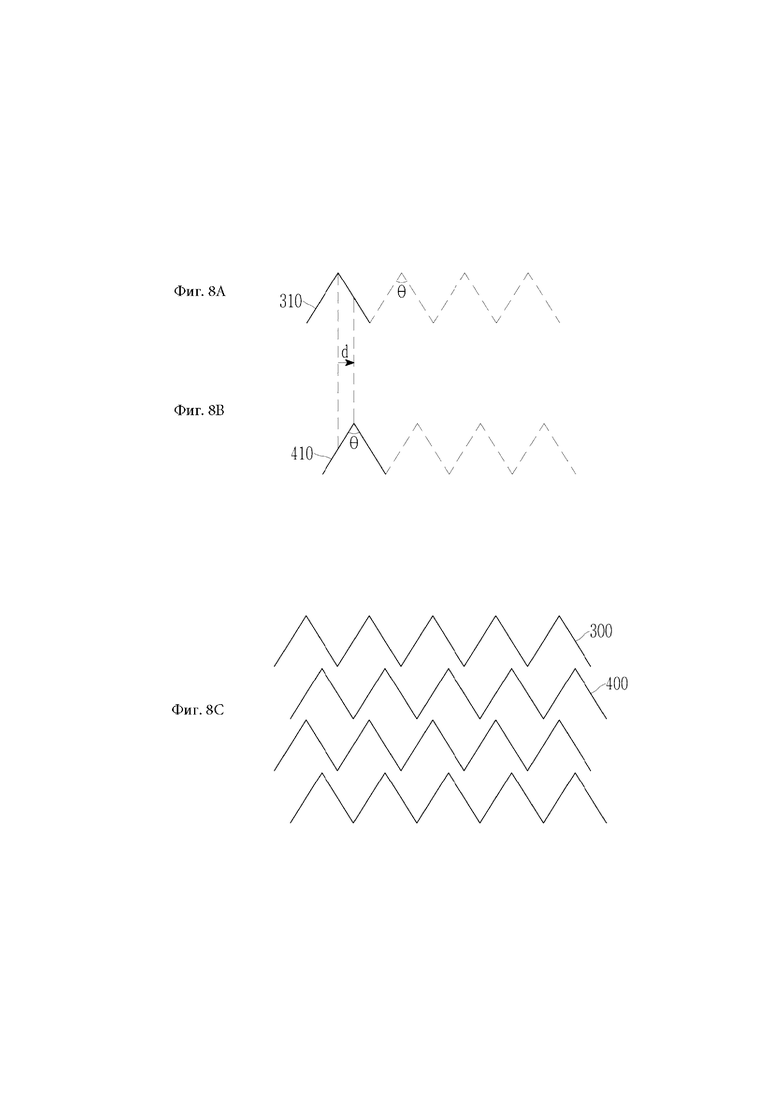
Фиг. 8 изображает вид, показывающий другой примерный вариант выполнения пилообразного рельефа, расположенного на поверхности радиантной трубы, показанной на Фиг. 1;
Фиг. 9 изображает вид, показывающий примерный вариант выполнения вогнуто-выпуклого рельефа, расположенного на поверхности радиантной трубы, показанной на Фиг. 1;
Фиг. 10 изображает вид, показывающий другой примерный вариант выполнения вогнуто выпуклого рельефа, расположенного на поверхности радиантной трубы, показанной на Фиг. 1;
Фиг. 11 изображает вид, показывающий другой примерный вариант выполнения вогнуто выпуклого рельефа, расположенного на поверхности радиантной трубы, показанной на Фиг. 1;
Фиг. 12 изображает вид, показывающий другой примерный вариант выполнения вогнуто выпуклого рельефа, расположенного на поверхности радиантной трубы, показанной на Фиг. 1.
ВАРИАНТЫ ВЫПОЛНЕНИЯ ИЗОБРЕТЕНИЯ
Здесь и далее примерные варианты выполнения данного изобретения описаны со ссылкой на сопутствующие чертежи, на которых одинаковые номера позиции обозначают одинаковые элементы, несмотря на то, что примерные варианты выполнения различаются, и излишнее их описание опущено. В последующем описании использование слов, например, "модуль", "часть" или "единичный", используемых для обозначения элементов, приведено только для облегчения объяснения данного изобретения, не имея никакого существенного значения само по себе. При описании данного изобретения, если подробное объяснение соответствующей известной функции или конструкции считается излишне отвлекающим от сути данного изобретения, такое объяснение опущено, но будет понятно специалистам в данной области. Сопутствующие чертежи данного изобретения направлены на обеспечение понимания данного изобретения и не должны толковаться как ограничительные. Кроме того, данное изобретение не ограничено конкретной описанной формой, а включает все модификации, эквиваленты и замены без отклонения от объема и сущности данного изобретения.
Следует понимать, что несмотря на то, что в данном документе возможно использование терминов «первый», «второй» и т.д. для описания различных элементов, данные элементы не должны быть ограничены данными терминами. Эти термины используются только для отличия одного элемента от другого.
Следует понимать, что, когда один элемент упомянут как "соединенный с" или "находящийся в зацеплении с" другим элементом, он может быть соединен непосредственно с другим элементом или находиться в зацеплении непосредственно с другим элементом или может быть соединен с другим элементом или находиться в зацеплении с ним при нахождении между ними еще одного элемента. Тем не менее, следует понимать, что, когда один элемент упомянут как "соединенный непосредственно с" или "находящийся в непосредственном зацеплении с" другим элементом, он может быть соединен с другим элементом или находиться в зацеплении с ним без другого элемента между ними.
Также следует понимать, что термины "содержит" или "имеет", используемые в данном описании, указывают на присутствие указанных признаков, этапов, операций, компонентов, частей или их комбинации, но не исключают присутствия или добавления одного или нескольких других признаков, чисел, этапов, операций, компонентов, частей или их комбинации.
На Фиг. 1 показан вид, иллюстрирующий термообработку полосы, проходящей через внутреннее пространство установки для термообработки согласно примерному варианту выполнения изобретения, на Фиг. 2 показан вид, иллюстрирующий пример, в котором полосу подвергают термообработке под воздействием радиационного тепла, излучаемого устройством радиантной трубы, показанным на Фиг. 1, на Фиг. 3 показан вид, подробно показывающий устройство радиантной трубы, показанной на Фиг. 1, и на Фиг. 4-12 показаны виды, показывающие различные примерные варианты непрерывного рельефа, расположенного на поверхности радиантной трубы, показанной на Фиг. 1.
Как показано на Фиг. 1, устройство 100 радиантной трубы нагревает металлический материал (полосу, далее именуемую "полоса") S, проходящий через печь 1 термообработки, поддерживаемую при определенной температуре, для обработки поверхности. Устройство 100 радиантной трубы может быть установлено в печи 1, но не ограничено этим, и может быть установлено в различных других средствах термообработки.
Как показано на Фиг. 2, пламя, генерируемое форсункой для сжигания (не показана), циркулирует внутри устройства 100 для его нагрева, и полоса S нагревается косвенно за счет радиационного тепла, излучаемого нагретым устройством 100. Здесь форсунка для сжигания распыляет и сжигает газ, жидкое или порошкообразное топливо для нагрева устройства 100. Например, форсунка для сжигания включает, без ограничений, горелку и может содержать различные средства для сжигания, которые могут быть установлены в устройстве 100. Полоса S представляет собой металлический материал, обработанный различным образом, таким как литье, ковка, прокат, экструзия, и может включать, например, стальную пластину.
Как показано на Фиг. 3, устройство 100 содержит трубу 110, имеющую внутренний канал, через который проходит тепло, образованное пламенем. Когда труба 110 нагревается образуемым в ней пламенем, радиационное тепло излучается наружу для нагрева низкотемпературной полосы S. Таким образом предотвращено окисление полосы S.
Труба 110 может содержать прямые проточные участки 111а и 111b: 111, проходящие по прямой линии, и изогнутый проточный участок 113, соединенный с концами прямых участков 111а и 111b: 111 так, что прямые участки 111а и 111b: 111 расположены параллельно друг другу с образованием U-образной формы. Например, труба 110 может иметь U-образную или W-образную форму в зависимости от размера и температуры нагрева полосы S, но не ограничена этим.
Труба 110 имеет непрерывные рельефы, образованные на ее внешней поверхности. В данном случае площадь поверхности для излучения радиационного тепла увеличивается, тем самым повышая эффективность радиационного тепла. По мере увеличения высоты непрерывного рельефа площадь поверхности увеличивается, тем самым повышая эффективность радиационного тепла, но может быть задана оптимальная высота в зависимости от места установки устройства 100 или расстояния до других соседних средств.
Как показано на Фиг. 4-12, непрерывный рельеф содержит первый непрерывный рельеф 300 и второй непрерывный рельеф 400, которые отстоят друг от друга и проходят вблизи друг друга. В частности, первый непрерывный рельеф 300 и второй непрерывный рельеф 400 являются независимыми рельефами, которые не соприкасаются друг с другом и не имеют общих составляющих сторон, а отстоят друг от друга и проходят вблизи друг друга.
Каждый рельеф, первый 300 и второй 400, могут быть выполнены путем соединения единичных рельефов, имеющих заданную высоту от внешней поверхности трубы 110 в продольном направлении. Например, непрерывный рельеф может быть напечатан 3D способом аддитивного производства (далее "3D печать"), такого как направленное энергетическое осаждение, наплавочная сварка с использованием холодного переноса металла, сварка вольфрамовым электродом в среде инертного газа, сварка металлическим электродом в среде инертного газа и т.д.
На Фиг. 4А показан вид, иллюстрирующий первый единичный рельеф 310, содержащий либо гипотенузу, либо вертикальную сторону прямоугольного треугольника, на Фиг. 4В показан вид, иллюстрирующий второй единичный рельеф 410, содержащий прямую линию, и на Фиг. 4С показан вид, иллюстрирующий первые непрерывные рельефы 300, в которых первые единичные рельефы 310 соединены в продольном направлении с образованием зигзагообразной формы, и вторые непрерывные рельефы 400, в которых вторые единичные рельефы 410 соединены в продольном направлении с образованием прямой линии.
Как показано на Фиг. 3, первые непрерывные рельефы 300 и вторые непрерывные рельефы 400, показанные на Фиг. 4С, могут быть выполнены на внешней поверхности трубы 110. Например, когда непрерывный рельеф, показанный на Фиг. 3, выполнен на внешней поверхности трубы 110 путем сварки с холодным переносом металла, высота непрерывного рельефа может составлять 3 мм или более, а отношение высоты к толщине непрерывного рельефа может составлять 1,0 или более, тем самым повышая эффективность радиационного тепла. В частности, при выполнении сварки в условиях, при которых диаметр сварочной проволоки может составлять 0,6 мм или больше и 1,5 мм или меньше, сварочный ток может составлять 70 А или больше, сварочное напряжение может составлять 8 В или больше и 12 В или меньше, расстояние между контактным наконечником и рабочей поверхностью может составлять 10 мм или больше и 40 мм или меньше, а скорость сварки может составлять 0.3 м/мин или больше и 0,7 м/мин или меньше, высота непрерывного рельефа может быть 3 мм или больше, а отношение высоты к толщине непрерывного рельефа может быть 1,0 или больше. Кроме того, первый непрерывный рельеф 300 и второй непрерывный рельеф 400 не ограничены сваркой с холодным переносом металла, а выполнены различными видами сварки, такими как сварка вольфрамовым электродом в среде инертного газа или сварка металлическим электродом в среде инертного газа.
Например, что касается выполнения первого непрерывного рельефа 300 и второго непрерывного рельефа 400, показанных на Фиг. 4 и 5, путем печати 44 пар единичных рельефов на одном устройстве 100 с высотой 3,34 мм, эффективность радиационного тепла улучшена на 13,38% по сравнению с устройством 100 радиантной трубы, на котором ничего не напечатано. По сравнению с улучшением на 8,6% эффективности радиационного тепла с рельефом в виде сот по сравнению с устройством 100 радиантной трубы, на котором ничего не напечатано, при тех же условиях, улучшение радиационного тепла первого непрерывного рельефа 300 и второго непрерывного рельефа 400 является значительным.
Кроме того, первый непрерывный рельеф 300 и второй непрерывный рельеф 400, показанные на Фиг. 4 и 5, могут быть выполнены в контакте друг с другом. Таким образом, точка первого непрерывного рельефа 300, смежная с вторым непрерывным рельефом 400, может быть выполнена так, чтобы было обеспечено непосредственное соединение с вторым непрерывным рельефом 400. Эффективность радиационного тепла с рельефом, выполненным путем частичного контакта первого непрерывного рельефа 300 и второго непрерывного рельефа 400, улучшена на 12,2% по сравнению с устройством 100 радиантной трубы, в котором ничего не напечатано.
На Фиг. 6А показан вид, иллюстрирующий первый единичный рельеф 310, имеющий две стороны с заданным прилежащим углом 9°, на Фиг. 6В показан вид, иллюстрирующий второй единичный рельеф 410, содержащий прямую линию, и на Фиг. 6С показан вид, иллюстрирующий первые непрерывные рельефы 300, в которых первые единичные рельефы 310 соединены в продольном направлении с образованием пилообразной формы, и вторые непрерывные рельефы 400, в которых вторые единичные рельефы 410 соединены в продольном направлении с образованием прямой линии. Здесь заданный прилежащий угол 0° может быть задан как произвольный угол, составляющий более 0° и менее 180°, что также применимо в следующем описании.
На Фиг. 7А показан вид, иллюстрирующий первый единичный рельеф 310, содержащий либо гипотенузу, либо вертикальную сторону прямоугольного треугольника, на Фиг. 7В показан вид, иллюстрирующий второй единичный рельеф 410, который содержит либо гипотенузу, либо вертикальную сторону прямоугольного треугольника, и центр которого перемещен параллельно на заданное расстояние d в продольном направлении от центра первого единичного рельефа 310, и на Фиг. 7С показан вид, иллюстрирующий первые непрерывные рельефы 300, в которых первые единичные рельефы 310 соединены в продольном направлении с образованием зигзагообразной формы, и вторые непрерывные рельефы 400, в которых вторые единичные рельефы 410 соединены в продольном направлении с образованием зигзагообразной формы. Например, заданное расстояние d может быть задано меньше горизонтального интервала между первым единичным рельефом 310 и вторым единичным рельефом 410, что также одинаково применимо в следующем описании.
На Фиг. 8А показан вид, иллюстрирующий первый единичный рельеф 310, содержащий две стороны с заданным прилежащим углом 8°, на Фиг. 8В показан вид, иллюстрирующий второй единичный рельеф 410, который содержит две стороны с заданным прилежащим углом 0° и центр которого смещен параллельно на заданное расстояние d в продольном направлении от центра первого единичного рельефа 310, и на Фиг. 8С показан вид, иллюстрирующий первые непрерывные рельефы 300, в которых первые единичные рельефы 310 соединены в продольном направлении с образованием пилообразной формы, и вторые непрерывные рельефы 400, в которых вторые единичные рельефы 410 соединены в продольном направлении с образованием пилообразной формы.
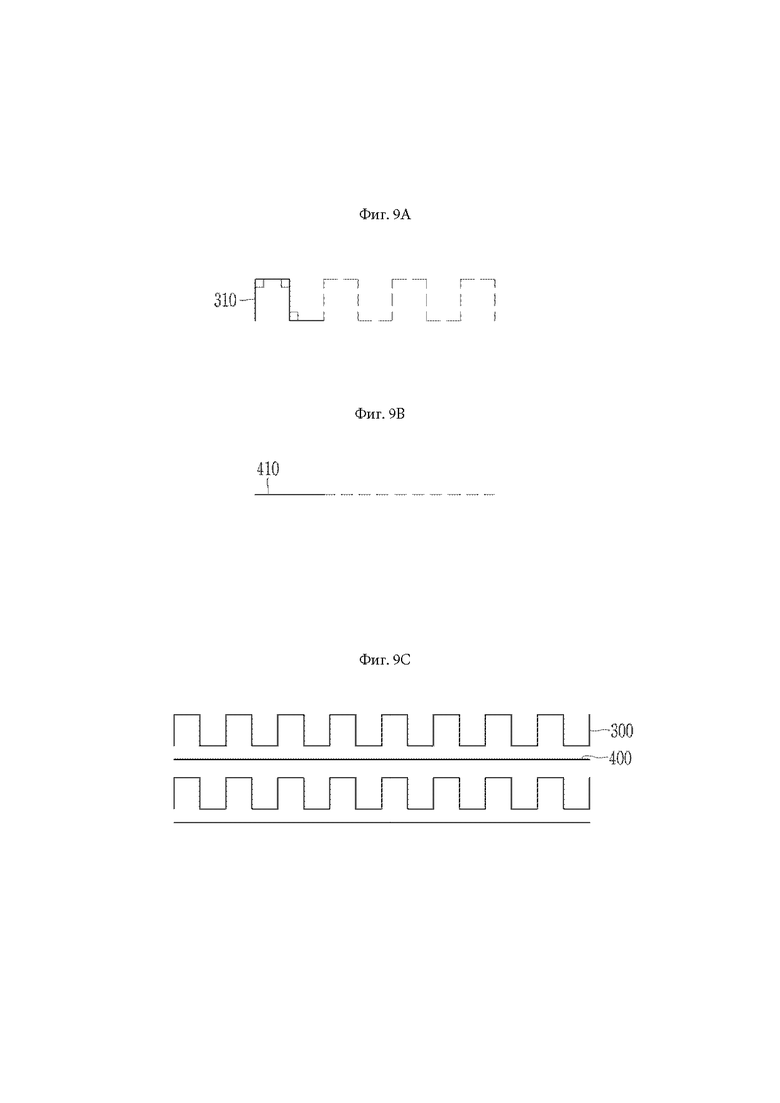
На Фиг. 9А показан вид, иллюстрирующий первый единичный рельеф 310, имеющий три стороны, соединенные по вертикали с внутренней стороны, и одну сторону, присоединенную по вертикали с внешней стороны, на Фиг. 9В показан вид, иллюстрирующий второй единичный рельеф 410, содержащий прямую линию, и на Фиг. 9С показан вид, иллюстрирующий первые непрерывные рельефы 300, в которых первые единичные рельефы 310 соединены друг с другом в продольном направлении с образованием вогнуто выпуклой формы, и вторые непрерывные рельефы 400, в которых вторые единичные рельефы 410 соединены друг с другом в продольном направлении с образованием прямой линии.
На Фиг. 10А и Фиг. 10В показаны виды, иллюстрирующие первый единичный рельеф 310 и второй единичный рельеф 410, в которых одна из четырех сторон, образующих четырехугольник, проходит вертикально к внешней стороне другой смежной стороны, соответственно, и на Фиг. 10С показан вид, иллюстрирующий первые непрерывные рельефы 300, в которых первые единичные рельефы 310 соединены друг с другом в продольном направлении с образованием вогнуто выпуклой формы, и вторые непрерывные рельефы 400, в которых вторые единичные рельефы 410 соединены друг с другом в продольном направлении с образованием вогнуто-выпуклой формы.
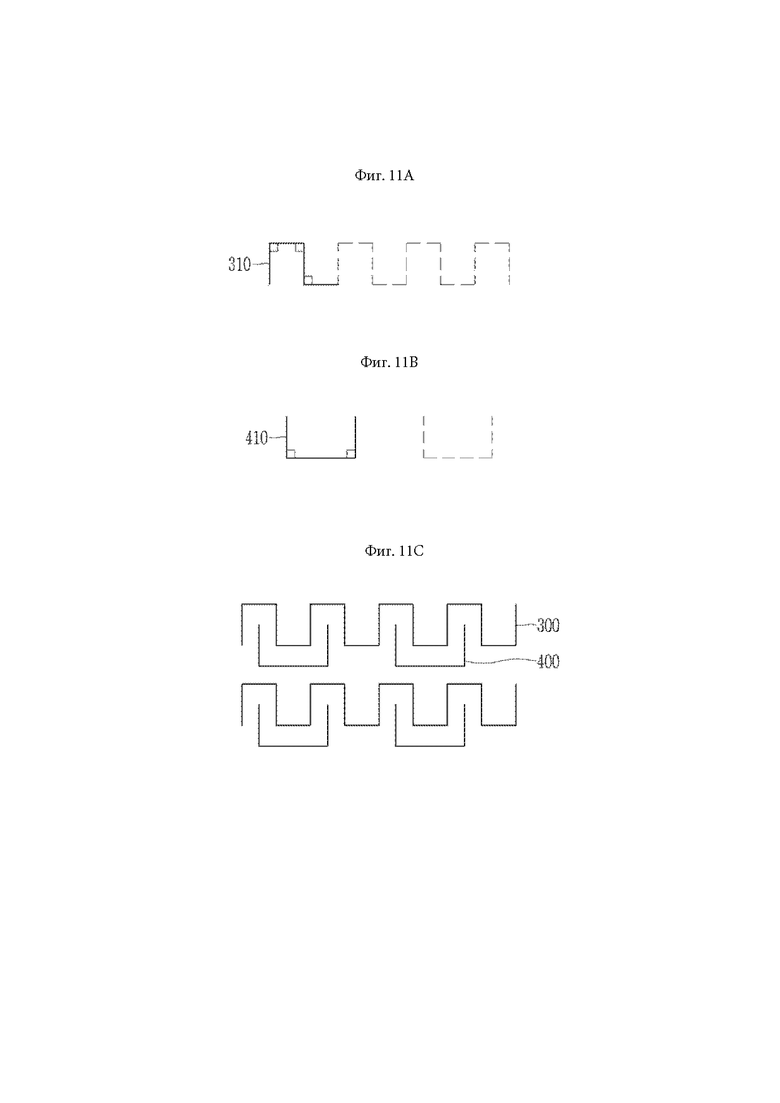
На Фиг. 11А показан вид, иллюстрирующий первый единичный рельеф 310, содержащий три стороны, соединенные по вертикали с внутренней стороны, и одну сторону, соединенную по вертикали с внешней стороны, на Фиг. 11В показан вид, иллюстрирующий второй единичный рельеф 410, содержащий три стороны, соединенные по вертикали с внутренней стороной, и на Фиг. 11С показан вид, иллюстрирующий первые непрерывные рельефы 300, в которых первые единичные рельефы 310 соединены друг с другом в продольном направлении с образованием вогнуто-выпуклой формы, и напечатаны вторые непрерывные рельефы 400, в которых прерывисто с заданным промежутком расположены вторые единичные рельефы 410, расположенные так, что они входят в первый непрерывный рельеф 300 с внутренней стороны выпуклой части. В данном случае вторые единичные рельефы 410 могут быть расположены так, что они проходят с заданным промежутком в пределах расстояния, на котором второй единичный рельеф 410 не находится в контакте с внутренней стороной выпуклой части первого непрерывного рельефа 300.
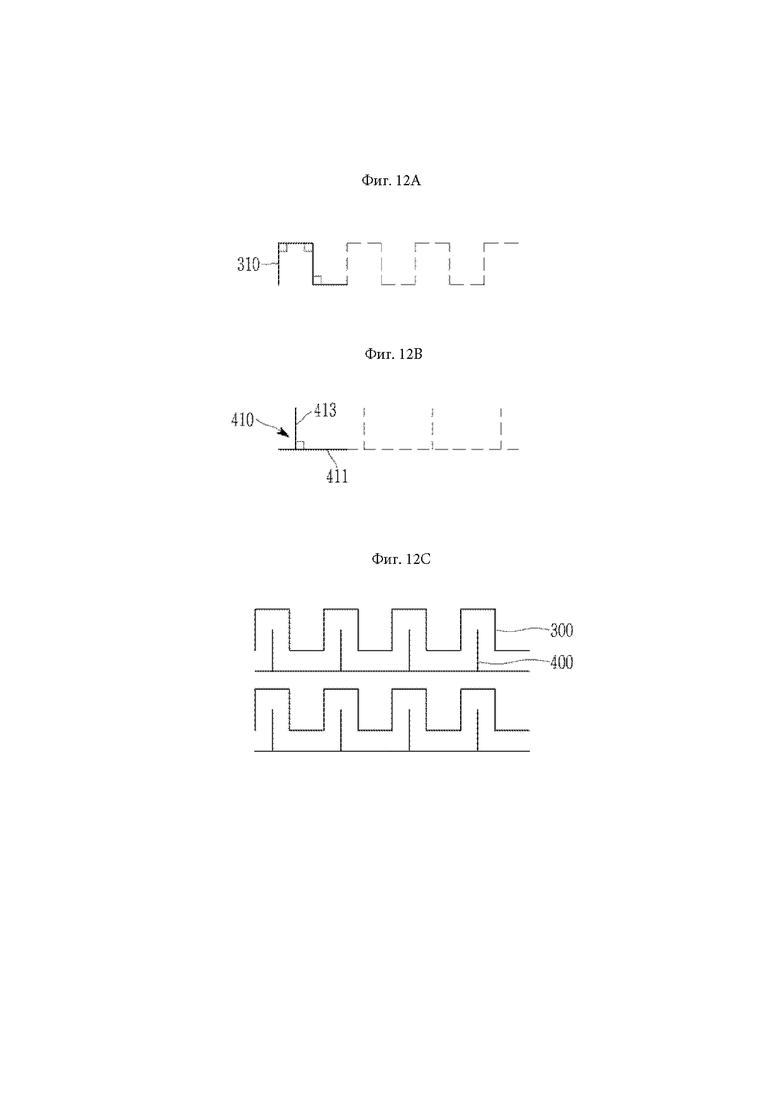
На Фиг. 12А показан вид, иллюстрирующий первый единичный рельеф 310, содержащий три стороны, соединенные по вертикали с внутренней стороны, и одну сторону, соединенную по вертикали с внешней стороны, на Фиг. 12В показан вид, иллюстрирующий второй единичный рельеф 410, содержащий первую прямую линию 411 и вторую прямую линию 413, соединенную по вертикали с произвольным местом на первой прямой линии 411, и на Фиг. 12С показан вид, иллюстрирующий первые непрерывные рельефы 300, в которых первые единичные рельефы 310 соединены друг с другом в продольном направлении с образованием вогнуто-выпуклой формы, и напечатаны вторые непрерывные рельефы 400, в которых вторая прямая линия 413 расположена так, что она входит с заданным интервалом с внутренней стороны выпуклой части первого непрерывного рельефа 300, и которые соединены друг с другом в продольном направлении. В данном случае, вторая прямая линия 413 второго единичного рельефа 410 может быть расположена так, что она проходит с заданным промежутком в пределах расстояния, в котором вторая прямая линия 413 не находится в контакте с внутренней стороной выпуклой части первого непрерывного рельефа 300.
Несмотря на то, что выше подробно описаны примерные варианты выполнения данного изобретения, его объем этим не ограничен, и предусмотрены различные модификации и усовершенствования, выполненные специалистами в той области техники, к которой относится данное изобретение.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАЩИТНЫЙ ОПТИЧЕСКИЙ КОМПОНЕНТ, ВИДИМЫЙ ПРИ ОТРАЖЕНИИ, ИЗГОТОВЛЕНИЕ ТАКОГО КОМПОНЕНТА И ЗАЩИЩЕННЫЙ ДОКУМЕНТ, СНАБЖЕННЫЙ ТАКИМ КОМПОНЕНТОМ | 2018 |
|
RU2728815C1 |
| КОТЕЛ С ВЕНТИЛЯТОРНЫМ ВОЗДУХОНАГРЕВАТЕЛЕМ | 2018 |
|
RU2721742C1 |
| ЭЛЕМЕНТЫ ФОРМИРОВАНИЯ СКОБ ДЛЯ ХИРУРГИЧЕСКОГО СШИВАЮЩЕГО ИНСТРУМЕНТА | 2014 |
|
RU2663717C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ РЕЛЬЕФНОГО ПОКРЫТИЯ | 2003 |
|
RU2329876C2 |
| КОНТЕЙНЕР ДЛЯ ЖИДКОСТИ, ПОТРЕБЛЯЮЩЕЕ ЖИДКОСТЬ УСТРОЙСТВО, СИСТЕМА ПОДАЧИ ЖИДКОСТИ И БЛОК КОНТЕЙНЕРОВ ДЛЯ ЖИДКОСТИ | 2013 |
|
RU2647099C2 |
| Устройство для нагрева воздуха | 2017 |
|
RU2680283C1 |
| РАЗЛИВОЧНЫЙ СТАКАН | 2007 |
|
RU2559011C2 |
| РАЗЛИВОЧНЫЙ СТАКАН | 2007 |
|
RU2432226C2 |
| СПИРАЛЬНЫЙ ВОЗДУХОВОД | 2007 |
|
RU2339882C1 |
| ТРУБЧАТАЯ ПЕЧЬ ДЛЯ КРЕКИНГА | 2008 |
|
RU2453580C2 |

Изобретение относится к устройству радиантной трубы, расположенному в установке для термообработки для выполнения термообработки полосы, и к способу его изготовления. Устройство радиантной трубы содержит трубу, имеющую внутренний канал, причем труба имеет первый непрерывный рельеф и второй непрерывный рельеф, проходящие на поверхности рядом друг с другом и отстоящие друг от друга на заданное расстояние, причем в каждом непрерывном рельефе, первом и втором, единичные рельефы, имеющие заданную высоту от указанной поверхности, соединены друг с другом в продольном направлении. Технический результат изобретения - увеличение площади поверхности излучения радиационного тепла. 3 н. и 9 з.п. ф-лы, 12 ил.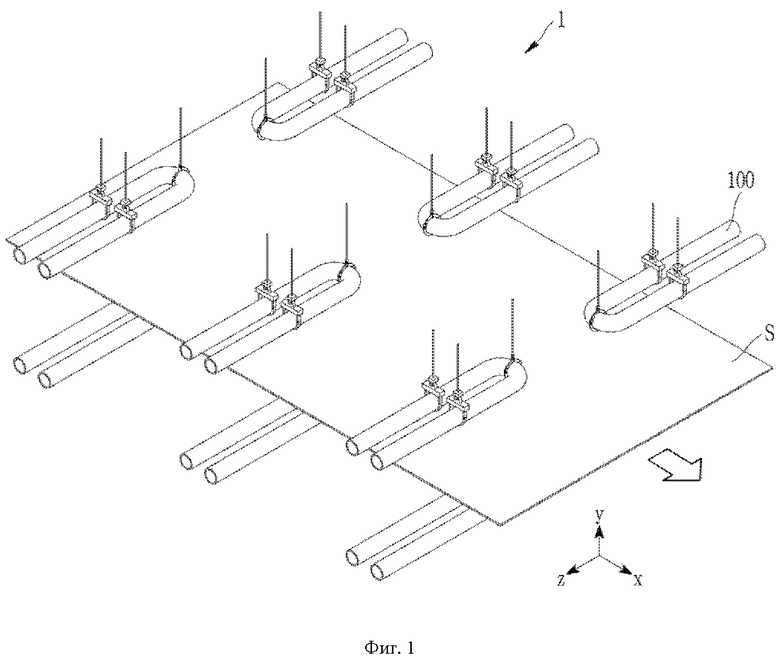
1. Устройство радиантной трубы, содержащее трубу, имеющую внутренний канал, причем труба имеет первый непрерывный рельеф и второй непрерывный рельеф, проходящие на поверхности рядом друг с другом и отстоящие друг от друга на заданное расстояние, причем в каждом непрерывном рельефе, первом и втором, единичные рельефы, имеющие заданную высоту от указанной поверхности, соединены друг с другом в продольном направлении.
2. Устройство по п. 1, в котором труба содержит прямые проточные участки, проходящие по прямой линии, и изогнутый проточный участок, соединенный с концами прямых проточных участков так, что прямые проточные участки расположены параллельно.
3. Устройство по п. 1, в котором в первом непрерывном рельефе первые единичные рельефы, содержащие гипотенузу или вертикальную сторону прямоугольного треугольника, соединены друг с другом с образованием зигзагообразной формы, а во втором непрерывном рельефе вторые единичные рельефы, образованные прямыми линиями, соединены друг с другом с образованием прямой линии.
4. Устройство по п. 1, в котором в первом непрерывном рельефе первые единичные рельефы, содержащие две стороны с заданным прилежащим углом, соединены в продольном направлении с образованием пилообразной формы, а во втором непрерывном рельефе вторые единичные рельефы, образованные в виде прямой линии, соединены друг с другом с образованием прямой линии.
5. Устройство по п. 1, в котором в каждом непрерывном рельефе, первом и втором, единичные рельефы, содержащие гипотенузу или вертикальную сторону прямоугольного треугольника, соединены друг с другом в продольном направлении с образованием зигзагообразной формы, при этом центры единичных рельефов, образующих второй непрерывный рельеф, смещены параллельно на заданное расстояние в продольном направлении от центров единичных рельефов, образующих первый непрерывный рельеф.
6. Устройство по п. 1, в котором в каждом непрерывном рельефе, первом и втором, единичные рельефы, имеющие две стороны с заданным прилежащим углом, соединены в продольном направлении с образованием пилообразной формы, при этом центры единичных рельефов, образующих второй непрерывный рельеф, смещены параллельно на заданное расстояние в продольном направлении от центров единичных рельефов, образующих первый непрерывный рельеф.
7. Устройство по п. 1, в котором в первом непрерывном рельефе первые единичные рельефы, имеющие три стороны, соединенные по вертикали с внутренней стороны, и одну сторону, соединенную по вертикали с внешней стороны, соединены в продольном направлении с образованием вогнуто-выпуклой формы, а во втором непрерывном рельефе вторые единичные рельефы, образованные из прямых линий, соединены в продольном направлении с образованием прямой линии.
8. Устройство по п. 1, в котором в каждом непрерывном рельефе, первом и втором, единичные рельефы, содержащие три стороны, соединенные по вертикали с внутренней стороны, и одну сторону, соединенную по вертикали с внешней стороны, соединены в продольном направлении с образованием вогнуто-выпуклой формы.
9. Устройство по п. 1, в котором в первом непрерывном рельефе первые единичные рельефы, имеющие три стороны, соединенные по вертикали с внутренней стороны, и одну сторону, соединенную по вертикали с внешней стороны, соединены в продольном направлении с образованием вогнуто-выпуклой формы, а во втором непрерывном рельефе вторые единичные рельефы, имеющие три стороны, соединенные по вертикали с внутренней стороны, расположены так, что они входят в выпуклость с внутренней стороны указанного первого единичного рельефа с заданным интервалом, и прерывисто расположены так, что они проходят в продольном направлении.
10. Устройство по п. 1, в котором в первом непрерывном рельефе первые единичные рельефы, имеющие три стороны, соединенные по вертикали с внутренней стороны, и одну сторону, соединенную по вертикали с внешней стороны, соединены в продольном направлении с образованием вогнуто-выпуклой формы, а во втором непрерывном рельефе вторые единичные рельефы, имеющие первую прямую линию и вторую прямую линию, соединенную по вертикали с указанной первой прямой линией, расположены так, что они входят в выпуклость с внутренней стороны указанного первого единичного рельефа с заданным интервалом, и соединены так, что они проходят в продольном направлении.
11. Способ изготовления устройства радиантной трубы по любому из пп. 1-10 путем печати первого непрерывного рельефа и второго непрерывного рельефа, проходящих рядом друг с другом и отстоящих друг от друга на заданный интервал, на поверхности трубы, имеющей внутренний канал, путем трехмерного моделирования.
12. Способ изготовления устройства радиантной трубы по любому из пп. 1-10 путем наваривания первого непрерывного рельефа и второго непрерывного рельефа, проходящих рядом друг с другом и отстоящих друг от друга на заданный интервал, на поверхности трубы, имеющей внутренний канал, с помощью любого вида сварки из следующих: холодный перенос металла, сварка вольфрамовым электродом в среде инертного газа и сварка металлическим электродом в среде инертного газа.
| KR 20170045000 A, 26.04.2017 | |||
| Способ лазерной термической обработки металлического листа | 2016 |
|
RU2653738C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРУКТУРЫ НА ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ | 2009 |
|
RU2494844C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНОЙ КОНСТРУКЦИИ ИЗ СПЛАВА FeNi 36 | 2008 |
|
RU2461452C2 |
| Способ упрочнения поверхности металлов | 1990 |
|
SU1740440A1 |
| RU 2058400 C1, 20.04.1996 | |||
| Способ обработки детали газовой турбины посредством сварки (варианты) и обработанная деталь | 2012 |
|
RU2606285C2 |
| KR 101620383 B1, 12.05.2016 | |||
| KR 20180125518 A, 23.11.2018. | |||
