Перекрестная ссылка на родственные заявки
[0001] Не применимо.
Положение о федеральном субсидировании исследования
[0002] Не применимо.
Область техники изобретения
[0003] Настоящее изобретение относится к сварной стали и способам получения такой сварной стали для применения в резервуарах-хранилищах, трубопроводах и другом оборудовании. Более конкретно, сварную сталь, включая само сварное соединение, формируют из железоникелевого сплава, имеющего низкий коэффициент теплового расширения. Такая сварная сталь может быть использована для формирования конструкций, подходящих для транспортировки и/или хранения криогенных веществ, таких как сжиженный природный газ (СПГ).
Предпосылки изобретения
[0004] В различных отраслях промышленности, таких как нефтегазовая промышленность, существует потребность в хранении и транспортировке веществ в криогенных условиях, при которых вещество может быть охлаждено и сжижено из газообразного состояния. Например, существует потребность в контейнерах для хранения и транспортировки СПГ в криогенных условиях, таких как температуры, составляющие в диапазоне от примерно -110°С до примерно -170°С, и давления в широком диапазоне от примерно атмосферного до примерно 6000 кПа. Существует также потребность в контейнерах для безопасного и экономичного хранения и транспортировки других находящихся под давлением жидких или газообразных веществ, таких как кислород, азот, гелий, водород, аргон, неон, фтор, воздух, метан, этан или пропан, при криогенных температурах.
[0005] При выборе материалов для хранения или транспортировки криогенных веществ существует несколько трудностей. Выбранные материалы должны сохранять достаточную пластичность и прочность на растяжение, чтобы избежать разрушения при криогенных условиях. Пластичные материалы являются предпочтительными потому, что они деформируются при избыточном напряжении, в то время как хрупкие материалы разрушаются. Многие материалы переходят из пластичного состояния в хрупкое по мере снижения температуры, что делает их непригодными для криогенных вариантов применения. Между тем, такой материал должен также иметь низкий коэффициент теплового расширения (КТР). КТР определяет величину сжатия в материале при понижении температуры. Такое сжатие создает термическое напряжение в криогенной конструкции и изменяет ее геометрию; поэтому более низкий КТР сводит такие эффекты к минимуму. В частности, криогенные трубы часто требуют петлевания труб для снижения термических напряжений, вызываемых высоким КТР, за счет снижения скорости потока внутри трубы.
[0006] Обычно предпочтительными для криогенных конструкций являются металлы благодаря их высокой механической прочности и пластичному характеру при низких температурах. Хотя многие металлы являются хрупкими при криогенных условиях, металлы с гранецентрированной кубической (ГЦК) кристаллической структурой, такие как алюминий, медь, никель и их сплавы, являются пластичными. Железоникелевые сплавы, содержащие 35-50% по массе никеля, являются предпочтительными металлами с ГЦК-структурой благодаря их низкому КТР. Сплав 36% Ni-Fe, иногда называемый FeNi36 и обычно продаваемый под товарным знаком “Invar” фирмой Imphy Alloys, является предпочтительным, поскольку он имеет исключительно низкий КТР.
[0007] Обработка металлов до криогенных конструкций также создает определенные трудности. Желательным является получение конструкций, имеющих равномерные свойства материала во всех точках. В частности желательно, чтобы криогенные конструкции обладали равномерными свойствами механической прочности и теплового расширения. В том случае если конструкция не обладает равномерной механической прочностью, в механически более слабых областях при напряжениях, выдерживаемых более сильными областями, возможно начнется разрушение. Между тем неравномерное тепловое расширение создает дополнительные напряжения при криогенных условиях. Когда одна область конструкции подвергается более сильному сжатию из-за более высокого КТР, вдоль границы между областями с высоким и низким КТР возникает дополнительное напряжение, которое может вызвать механическое разрушение. Такое явление часто называют «несоответствием КТР».
[0008] Для того чтобы избежать вариаций механической прочности и КТР, металлические криогенные конструкции часто формируют, используя единственную литейную форму или заготовку, чтобы получить равномерные свойства материала. Например, металлическая труба может быть отформована из одной единственной заготовки из стали вначале путем нагревания заготовки до температуры около 1000°С и пробивания продольного отверстия по оси заготовки способом прошивки Маннесмана. Затем толщину стенки и диаметр трубы доводят до нужной геометрии, подвергая ее последовательности способов экструзии и горячей или холодной продольной прокатки. Такие процессы являются эффективными для получения равномерных механической прочности и КТР у криогенных конструкций, однако их эффективность ограничена из-за экономических и размерных соображений. Обычно формовка или отливка заготовки является более дорогостоящей, чем другие методы, из-за требуемых высоких температур, а также экстенсивной экструзии и продольной прокатки. К тому же общий размер полученной конструкции ограничен объемом обрабатываемой отливки или заготовки. Непрактично формировать металлические криогенные конструкции из одной единственной отливки или заготовки свыше определенного размера из-за тех ограниченных объемов, которые в настоящее время могут быть получены литьем, ковкой или любым другим способом. Требования транспортировки также могут ограничивать размер конструкций, формируемых из одной единственной отливки или заготовки.
[0009] В качестве альтернативы получению металлических криогенных конструкций из одной единственной отливки или заготовки конструкция может быть изготовлена с использованием процесса сварки, при котором материал соединяют вдоль шва. Типичный процесс сварки включает использование какого-либо источника энергии вдоль шва для формирования ванны жидкого материала, который сплавляется и образует твердое соединение при охлаждении. Существуют многочисленные источники энергии, которые могут быть использованы для сваривания криогенных конструкций, включая газовое пламя, электрическую дугу, лазер, электронный луч, трение и ультразвук.
[0010] Часто вдоль шва добавляют присадочный материал для способствования свариванию основного материала. Присадочный материал плавится и сплавляется во время процесса сварки, становясь частью наплавленного валика, затвердевающего вдоль шва соединения. Присадочный материал часто используют для улучшения различных свойств сварного соединения. Например, присадочный материал может быть выбран таким образом, чтобы сварное соединение было механически более прочным, чем основной материал, гарантируя отсутствие возникновения механического разрушения вдоль сварного шва.
[0011] Примером использования методов сварки для криогенных конструкций является производство труб. Труба может быть изготовлена вначале путем придания металлическому листу трубчатой формы с нужным диаметром, длиной и областью продольного шва при помощи высокоскоростного роликового листогибочного стана. Затем область шва может быть проварена с использованием газовой дуговой сварки вольфрамовым электродом, также известной как сварка вольфрамовым электродом в среде инертного газа (TIG), с металлическим присадочным материалом, который является механически более прочным, чем основной материал, что требуется согласно стандартам отраслей промышленности по производству труб и криогенным материалам.
[0012] Методы сварки часто предпочтительны для получения криогенных конструкций, поскольку они делают возможным производство конструкции больших размеров и являются более экономичными, чем формование заготовки или отливки. Вместо формования заготовки или отливки исходный материал может представлять собой металлический лист, сформованный дешевым методом непрерывного литья. Процесс сварки позволяет соединять, при необходимости, большое количество листов. Соответственно, размер изготавливаемой конструкции не ограничен исходным материалом, и поэтому в некоторых случаях она может быть изготовлена непосредственно на рабочей площадке, чтобы избежать ограничений транспортировки. Более того, процесс сварки сам по себе может быть более экономичным, чем альтернативная экструзия и/или горячая и холодная обработка давлением.
[0013] Несмотря на эти преимущества использование методов сварки для изготовления криогенных конструкций является ограниченным, поскольку они по своей сути создают неоднородные свойства материала. Сварной шов обычно имеет иные механические свойства, потому что процесс сварки создает иную микроструктуру вдоль шва. Обычно сварка с присадочным материалом, который соответствует основному материалу, вызывает образование зерен более крупных размеров вдоль шва, что приводит к получению механически более слабого шва, который подвержен разрушению. Для того чтобы избежать разрушения вдоль сварного шва, часто используют механически более прочный присадочный материал, чтобы сделать шов прочнее, чем основной материал. Тем не менее, более прочный присадочный материал, используемый для сваривания сплавов 36% Ni-Fe, обычно имеет более высокий КТР, чем основной материал (из-за введения в сплав легирующих добавок для прочности), что приводит к несоответствию КТР, которое может оказаться пагубным при криогенных условиях. Таким образом, существует насущная потребность в усовершенствованных конструкциях со сварным швом из сплава 36% Ni-Fe, а также способах их изготовления и использования.
Сущность изобретения
[0014] Настоящее изобретение относится к способу сварки конструкции, имеющей сходный коэффициент теплового расширения и в сварном соединении, и в основном материале конструкции. Более конкретно, настоящее изобретение относится к новым способам получения конструкций из сплава 36% Ni-Fe, например таких конструкций, как трубы, предназначенные для использования в криогенных вариантах применения, таких как транспортировка, перемещение или хранение криогенной жидкости.
[0015] В одном варианте реализации способ сварки конструкции включает в себя: (1) формирование конструкции с желаемой толщиной стенки, длиной и областью шва, (2) сварку конструкции вдоль области шва со сплавом 36% Ni-Fe так, что оставляют избыток сварочного сплава как часть наплавленного валика в области шва, (3) деформационное упрочнение (т.е. холодную обработку давлением) наплавленного валика так, чтобы толщина в области шва была приблизительно такой же, как и желаемая толщина стенки конструкции, и (4) термообработку области шва. После завершения термообработки размер зерен в пределах области шва является сходным с тем, что и у всей остальной конструкции. Такие конструкции пригодны для использования в криогенных вариантах применения и условиях.
[0016] В другом варианте реализации труба включает в себя: (1) трубчатое тело, имеющее заданную толщину стенки и длину, и (2) сварной шов, простирающийся по длине трубчатого тела. Трубчатое тело и сварной шов изготовлены из сплава 36% Ni-Fe и имеют по существу одинаковый размер зерен. Такие трубы пригодны для использования в криогенных вариантах применения и условиях.
[0017] Эти и другие варианты реализации, признаки и преимущества настоящего изобретения станут очевидными при обращении к дальнейшему подробному описанию и примерам.
Краткое описание чертежей
[0018] С целью более подробного описания настоящего изобретения обратимся к прилагаемым чертежам, на которых:
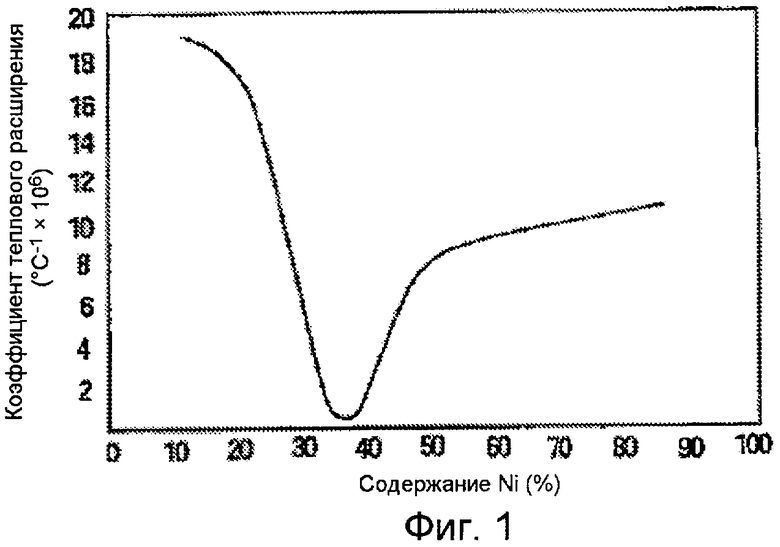
[0019] Фиг. 1 представляет график коэффициентов теплового расширения различных составов сплава Ni-Fe;
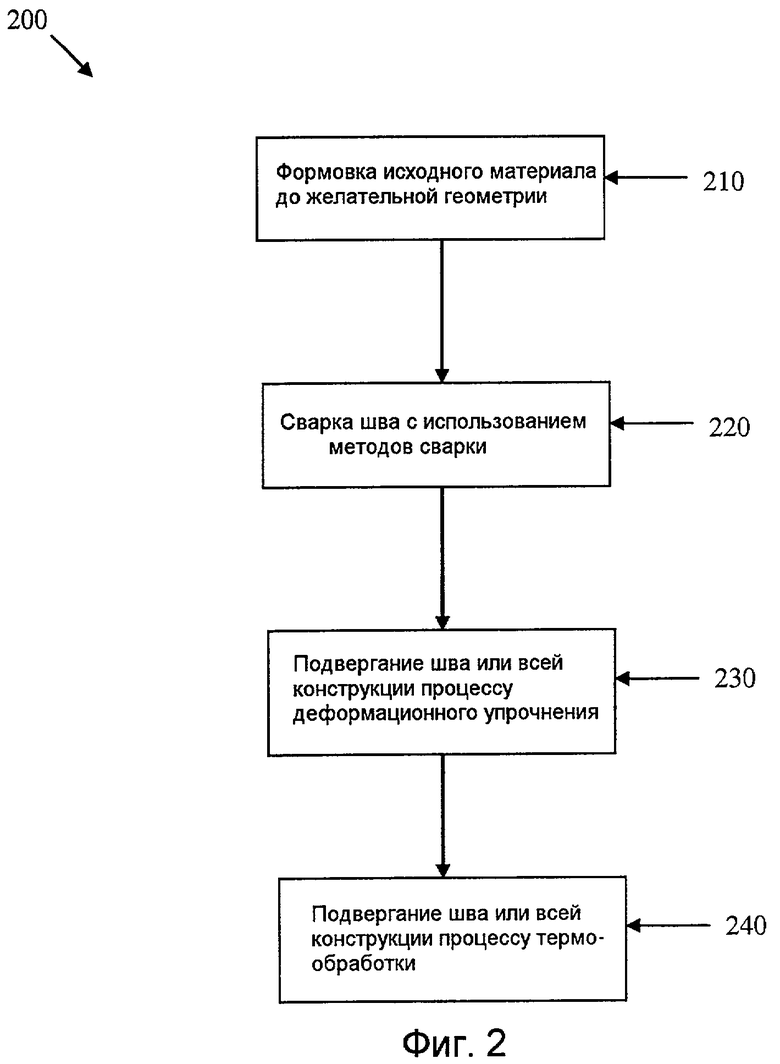
[0020] Фиг. 2 представляет блок-схему технологических стадий согласно настоящему изобретению; и
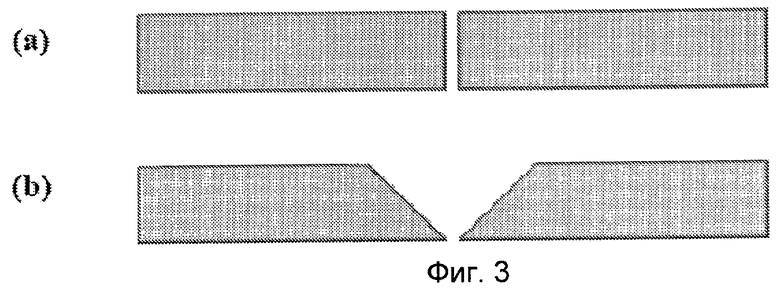
[0021] Фиг. 3а-3b представляют виды в перспективе различных сварных соединений согласно настоящему изобретению.
Подробное описание предпочтительных вариантов реализации
[0022] Настоящее изобретение относится к свариванию сплава 36% Ni-Fe, который может быть сформирован в конструкции (например, трубы), подходящей для применения при криогенных условиях. Использование сплава 36% Ni-Fe в криогенных конструкциях является желательным потому, что он пластичен при криогенных температурах, а его состав имеет минимальный для Ni-Fe сплавов КТР, который является исключительно низким. Обращаясь к фиг. 1, там представлен график, иллюстрирующий КТР в диапазоне составов сплава Ni-Fe. Из фиг. 1 видно, что у сплава 36% Ni-Fe имеется явный минимум КТР, составляющий примерно 1,3×10-6 °С-1 при -196°С. Это приблизительно равно 1/10 КТР обычной нержавеющей стали.
[0023] Используемый здесь сплав 36% Ni-Fe определяется по спецификациям ASTM F 1684 или ASTM A 333/A 333M, каждая из которых включена сюда во всей своей полноте посредством ссылки. В вариантах реализации сплав 36% Ni-Fe содержит 36% Ni, а остальное - Fe и следовые элементы в количествах, указанных в спецификациях ASTM. В одном варианте реализации сплав 36% Ni-Fe включает сплав UNS № К93603, описанный в ASTM F 1684. В одном варианте реализации сплав 36% Ni-Fe включает сплав марки 11, описанный в ASTM A 333/A 333M. В одном варианте реализации сплав 36% Ni-Fe включает один или более сплавов, представленных в таблице 1. В одном варианте реализации сплав 36% Ni-Fe включает сплав, имеющий минимальный КТР, как показано на графике фиг. 1. Понятно, что содержание всех элементов приведено в расчете на массовые %.
ASTM F 1684
В Общее содержание алюминия, магния, титана и циркония не должно превышать 0,20%
С Содержание таких элементов в данном сплаве не определяется
D Общее содержание фосфора и серы не должно превышать 0,025%
ASTM A333/A333M
[0024] Исходный или основной материал предпочтительно представляет собой один или более листов (плит), полученных способом непрерывного литья или подобным способом, известным в данной области техники. В вариантах реализации листы дополнительно характеризуются согласно изложенному в спецификациях ASTM F 1684 или ASTM A 333/A 333M. Металлические листы могут быть подвергнуты дальнейшей обработке для достижения желаемых свойств, таких как гладкость, коррозионная стойкость и т.д. Листы предпочтительно имеют по существу гомогенную микроструктуру с тем, чтобы гарантировать равномерные механические свойства внутри исходного материала.
[0025] Обращаясь к фиг. 2, там представлена блок-схема, иллюстрирующая технологические стадии 200 согласно данному описанию. Как упомянуто выше, исходный материал может быть вначале подвергнут различным известным в данной области техники процессам обработки металла давлением для формовки листа до желаемой геометрии 210 перед сваркой. Исходный материал может быть подвергнут механической обработке резанием различными методами, включая сверление, точение, нарезание резьбы, резку, шлифовку или любые другие способы, известные в данной области техники. Кроме того, исходный материал может быть отформован ковкой, прокаткой, экструзией, вытягиванием, изгибанием или любым другим способом, известным в данной области техники. Например, лист может быть подвергнут горячей или холодной прокатке для придания ему трубчатой формы для изготовления трубы. В некоторых вариантах реализации края трубы могут быть затем обработаны на конус с использованием методов механической обработки резанием.
[0026] После получения желательных геометрических размеров сваривают по меньшей мере один шов, используя метод 220 сварки, такой как дуговая сварка покрытым металлическим электродом, дуговая сварка вольфрамовым электродом в среде защитного газа или сварка вольфрамовым электродом в среде инертного газа (TIG), дуговая сварка металлическим электродом в среде защитного газа или сварка металлическим электродом в среде инертного газа (MIG), плазменно-дуговая сварка, электронно-лучевая сварка, ацетиленокислородная сварка, точечная сварка, шовная (роликовая) сварка, рельефная сварка, стыковая контактная сварка оплавлением или любой другой метод, известный в данной области техники. Для сварки может быть использован любой вид соединения. Например, может быть использовано соединение встык, как проиллюстрировано на фиг. 3а, или соединение с V-образной подготовкой с одним скосом двух кромок, как проиллюстрировано на фигуре 3b. Дополнительные подходящие виды соединений включают угловые соединения, торцевые соединения, соединения с X-образной подготовкой с двумя (симметричными) скосами двух кромок, U-образные соединения с одним скосом (т.е. соединения с V-образной подготовкой с одним криволинейным скосом двух кромок) и U-образные соединения с двумя скосами (т.е. соединения с Х-образной подготовкой с двумя криволинейными скосами двух кромок). Например, как показано на фиг. 3b, соединение с V-образной подготовкой с одним скосом двух кромок включает две обработанные на конус поверхности, совмещаемые в одной точке вдоль оси шва с образованием V-образной формы. Пустота при такой геометрии соединения предназначена для приема присадочного материала, вводимого во время процесса сварки для образования наплавленного валика, который специально делают более толстым, чем основной материал, для приема последующего обжатия в холодном состоянии. Для заполнения пустот, образующихся в различных видах соединений, может быть использован присадочный материал, имеющий точно такой же или по существу такой же состав, как и основной материал - сплав 36% Ni-Fe. Соответствие присадочного и основного материалов гарантирует точно такой же или по существу такой же КТР как в сварном шве, так и в основном материале, и устраняет несоответствие КТР. В одном варианте реализации присадочный материал из сплава 36% Ni-Fe используют для формирования наплавленного валика при соединении с V-образной подготовкой с одним скосом двух кромок, образованном из листа(ов) 36% Ni-Fe при помощи дуговой сварки вольфрамовым электродом в среде защитного газа.
[0027] После того как сварной шов затвердел, шов подвергают процессу 230 деформационного упрочнения, такому как холодная прокатка, правка (рихтовка) или любой другой способ, известный в данной области техники, таким образом, чтобы осуществить нагартовку сварного шва. Не желая быть ограниченными теорией, авторы данного изобретения полагают, что процесс 230 деформационного упрочнения повышает плотность дислокаций и/или придает материалу энергию активации для использования при измельчении зерен во время последующих процессов термообработки или отжига. Механизм пластической деформации металлов включает движение дислокаций. Повышение плотности дислокаций препятствует их движению, потому что дислокации имеют тенденцию пересекать одна другую, формируя “порог”. Поскольку механизм пластической деформации затруднен, предел текучести в сварном шве повышается. В одном варианте реализации сварной шов подвергают деформационному упрочнению путем правки шва с уменьшением толщины шва. Выправленный шов может быть уменьшен в толщине на величину от примерно 20% до примерно 60%, альтернативно, на примерно 20, 25, 30, 35, 40, 45, 50, 55 или 60%. В одном варианте реализации шов рихтуют так, чтобы наплавленный валик был сходной толщины (например, примерно или по существу равной), что и основной материал.
[0028] Сварной шов или всю конструкцию подвергают процессу 240 термической обработки или отжига с тем, чтобы уменьшить размер зерен в пределах сварного шва до сходного размера зерен (например, примерно или по существу равного), что и у основного материала. В одном варианте реализации средний размер зерен в пределах сварного шва отклоняется от среднего размера зерен в основном материале на 10% или менее. Не желая быть ограниченными теорией, авторы данного изобретения полагают, что уменьшение размера зерен приводит к большему количеству границ зерен, препятствующих движению дислокаций, позволяющих пластическую деформацию, и предел текучести повышается. И, поскольку величина напряжения, требуемого для разрушения материала, обратно пропорциональна размеру зерен, в результате процесса термообработки предел прочности на растяжение материала повышается. По завершении процесса 240 термообработки прочность наплавленного валика может быть равной или превышающей прочность основного материала. Например, как наплавленный валик, так и основной материал могут превысить минимальную прочность на растяжение, установленную в соответствующих спецификациях, таких как упомянутые здесь спецификации ASTM.
[0029] В одном варианте реализации сварной шов сам по себе подвергают локальному нагреванию или же нагревают всю конструкцию при условиях, эффективных для уменьшения размера зерен, чтобы добиться равномерной зеренной структуры, обеспечивающей пластичное поведение, чтобы перекристаллизовать сварной шов или область шва либо их сочетания. Подходящие условия термообработки включают нагревание сварного шва и/или всей конструкции при временах и температурах, достаточных или эффективных для того, чтобы заставить сварной шов и/или область шва претерпеть такие изменения (т.е. перекристаллизацию, уменьшение/равномерность размера зерен и т.д.). В одном варианте реализации сварной шов и/или всю конструкцию нагревают до 760-870°С (1400-1600°F) в течение времени, достаточного или эффективного для того, чтобы произошли такие изменения (т.е. перекристаллизация, уменьшение/равномерность размера зерен и т.д.). Сварной шов или вся конструкция могут быть подвергнуты нескольким циклам термообработки.
[0030] После термообработки шов или вся конструкция могут быть подвергнуты различным промежуточным и/или чистовым операциям, включая, при желании, струйную обработку, очистку и травление. Например, в некоторых случаях может потребоваться ультразвуковая проверка сварного соединения. Аналогичным образом, в некоторых случаях конструкция может быть подвергнута струйной обработке или химическому травлению для удаления отложений оксидов. На изготовленную конструкцию могут быть необязательно нанесены покрытия.
[0031] Поскольку законченный сварной шов имеет сходные с основным материалом состав и зеренную структуру, при использовании стандартных методов сварки такой способ дает конструкцию с приблизительно равномерными свойствами механической прочности и теплового расширения. Механическая прочность конструкции должна быть достаточной для работы при криогенных условиях, измеряемыми показателями чего являются предел текучести, предел прочности на растяжение и вязкость разрушения.
[0032] Предел прочности на растяжение может быть измерен стандартными методами испытаний на растяжение, таких как, например, изложенные в Стандарте ASTM E8-04 «Стандартные измерительные способы испытаний на растяжение металлических материалов», включенном сюда посредством ссылки во всей своей полноте. В одном варианте реализации как основной материал, так и сварной шов конструкции имеют предел прочности на растяжение, равный или больший 58 ksi (килофунтов на квадратный дюйм) (400 МПа) при комнатной температуре, альтернативно, равный или больший 60 ksi либо, альтернативно, равный или больший 65 ksi (448 МПа).
[0033] Предел текучести может быть измерен стандартными методами испытаний на растяжение, такими как, например, изложенные в Стандарте ASTM E8-04 «Стандартные измерительные способы испытаний на растяжение металлических материалов». В предпочтительном варианте реализации как основной материал, так и сварной шов конструкции имеют предел текучести, равный или больший 30 ksi (207 МПа) при комнатной температуре, альтернативно, равный или больший 33,33 ksi (230 МПа) либо, альтернативно, равный или больший 35 ksi (241 МПа).
[0034] Настоящее изобретение может быть использовано для изготовления любой конструкции, применимой в промышленном процессе, например конструкций, требующих низкого КТР, таких как конструкции, эксплуатируемые при криогенных условиях. В частности, данное изобретение подходит для изготовления конструкций, предназначенных для хранения, перемещения и транспортировки сжиженных газов, включая, но не ограничиваясь ими, азот, кислород, гелий, водород, неон, фтор, аргон, метан, воздух, пропан (LP) и природный газ (СПГ). В одном варианте реализации описанные здесь конструкции могут быть использованы в процессе СПГ. Примеры подходящего процесса сжижения газа и связанного с ним оборудования и конструкций приведены в публикации заявки на патент США №20030005698 и патентах США №7074322, 7047764, 7127914, 6722157, 6658892, 6647744, 6250105, 6158240, 6125653, 6070429, 6023942, 5724833, 5651270, 5600969, 5611216, 5473900, 4698080, 4548629, 4430103, 4225329, 4195979 и 4172711, каждый из которых включен сюда посредством ссылки во всей своей полноте.
[0035] Конструкции, которые могут быть реализованы с использованием настоящего изобретения, имеют геометрии, обычно используемые в трубопроводах, такие как трубчатые формы или коленчатые соединения, либо в резервуарах-хранилищах, такие как сфера или цилиндр с выпуклыми, эллиптическими или плоскими торцами. Такие трубы и резервуары-хранилища могут быть использованы в технических средствах для сжижения, транспортировки, хранения или регазификации на суше или на шельфе, включая морские технические средства, такие как платформы, верфи и танкеры. При любой из выбранных конструкций подразумевается, что конструкция имеет желаемую толщину стенки, длину и область шва. Настоящее изобретение особенно подходит для производства труб, где трубчатая форма легко получается из листа и содержит линейный шов, который может быть легко выправлен.
[0036] Хотя выше были показаны и описаны предпочтительные варианты реализации данного изобретения, специалистом в данной области техники могут быть проделаны модификации без отклонения от сущности или идеи данного изобретения. Описанные здесь варианты реализации являются лишь примерными, а не ограничивающими. Многочисленные вариации и модификации системы и устройства возможны и находятся в рамках объема данного изобретения. Например, настоящее изобретение не предназначено ограничиваться какой-либо конкретной геометрией и может быть использовано для изготовления любой конструкции, которая работает при криогенных условиях. Соответственно, объем защиты не ограничивается описанными здесь вариантами реализации, а ограничивается только прилагаемой формулой изобретения, объем которой должен включать все эквиваленты предмета изобретения. В частности, если порядок явным образом не указан, указание стадий в формуле изобретения не предполагается требующим того, чтобы эти стадии осуществлялись в каком-либо конкретном порядке, либо того, что любая стадия должна быть завершена до начала другой стадии.
Способ предназначен для изготовления сварной конструкции из сплава FeNi 36, такой как резервуар-хранилище, трубопровод и другое оборудование, связанное с криогенными веществами. Осуществляют формирование конструкции с заданными толщиной стенки и длиной. Выполняют разделку кромок под сварку. Сваривают конструкцию с использованием присадочного материала из сплава FeNi 36 и с образованием усиления сварного шва. Затем выполняют холодную обработку наплавленного валика сварного шва давлением так, что уменьшают толщину в области шва. Термообрабатывают область шва с получением предела прочности на растяжение или предела текучести или того и другого шва примерно равными или большими, чем предел прочности на растяжение или предел текучести у основного материала соответственно. В результате получают сварные соединения высокой прочности. 2 н. и 12 з.п. ф-лы, 3 ил., 2 табл.
1. Способ изготовления сварной конструкции из сплава FeNi 36, включающий в себя:
формирование конструкции с заданными толщиной стенки и длиной и осуществление подготовки кромок под сварку;
сварку конструкции с использованием присадочного материала из сплава FeNi 36 и с образованием усиления сварного шва;
холодную обработку наплавленного валика сварного шва давлением так, что уменьшают толщину в области шва;
термообработку области шва с получением предела прочности на растяжение или предела текучести или того и другого сварного шва примерно равными или большими, чем предел прочности на растяжение или предел текучести у основного материала соответственно.
2. Способ по п.1, в котором область шва и основной материал имеют предел прочности на растяжение, равный или больший 400 МПа (58 ksi).
3. Способ по п.1, в котором область шва и основной материал имеют предел текучести, равный или больший 270 МПа (30 ksi).
4. Способ по п.1, в котором коэффициент теплового расширения является примерно равным в основном материале и области шва.
5. Способ по п.1, в котором размер зерен является примерно равным в основном материале и области шва.
6. Способ по п.1, в котором термообработку осуществляют при температурах в диапазоне от примерно 760 до примерно 870°С (от примерно 1400 до примерно 1600°F) в течение времени, эффективного для перекристаллизации области шва.
7. Способ по п.1, в котором толщина в области шва после холодной обработки давлением уменьшается в диапазоне от примерно 20% до примерно 80%.
8. Способ по п.1, в котором толщина в области шва является, по существу, такой же, как и заданная толщина стенки конструкции после холодной обработки давлением.
9. Способ по п.1, в котором сварку осуществляют, используя сварку вольфрамовым электродом в среде инертного газа.
10. Способ по п.1, в котором осуществляют подготовку кромок под сварку с одним скосом двух кромок с получением V-образной разделки.
11. Способ по п.1, в котором формирование конструкции дополнительно включает в себя профилирование листа для формирования области шва.
12. Способ по п.11, в котором конструкция представляет собой трубу или резервуар-хранилище, предназначенные для криогенной эксплуатации.
13. Способ изготовления сварной конструкции из сплава FeNi 36, включающий в себя:
формирование конструкции с заданными толщиной стенки и длиной и осуществление подготовки кромок под сварку;
сварку конструкции с использованием присадочного материала из сплава FeNi 36 и с образованием усиления сварного шва;
холодную обработку наплавленного валика сварного шва давлением так, что уменьшают толщину в области шва; и
термообработку области шва при условиях, эффективных для того, чтобы вызвать перекристаллизацию области шва.
14. Способ по п.13, в котором после перекристаллизации область шва и основной материал имеют примерно равный размер зерен.
| US 3184577 A, 18.05.1965 | |||
| US 2002011287 A1, 31.01.2002 | |||
| US 5702543 A, 30.12.1997 | |||
| Способ получения сварных соединений | 1987 |
|
SU1449248A1 |
| Способ обработки сварных соединений из аустенитных коррозионностойких сталей | 1983 |
|
SU1122718A1 |
| Способ устранения сварочных деформаций и напряжений в тонколистовых конструкциях | 1983 |
|
SU1139597A1 |

