ОБЛАСТЬ ПРИМЕНЕНИЯ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к гибким пористым растворимым твердым листовым изделиям, имеющим крупные поры на своих верхних поверхностях, а также способу их изготовления.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Хорошо известны гибкие растворимые листы, содержащие поверхностно-активное (-ые) вещество (-а) и/или другие активные ингредиенты в водорастворимом полимерном носителе или матрице. Такие листы особенно подходят для доставки поверхностно-активных веществ и/или других активных ингредиентов при растворении в воде. По сравнению с традиционными гранулированными или жидкими формами в той же категории продуктов, такие листы обладают лучшей структурной целостностью, являются более концентрированными и простыми в хранении, при перевозке/транспортировке, переноске и обращении. По сравнению с твердой таблетированной формой в той же категории продуктов, такие листы являются более гибкими и менее хрупкими и при этом обладают большей сенсорной привлекательностью для потребителей.
Чтобы обеспечить доставку достаточного количества поверхностно-активного вещества (поверхностно-активных веществ) и/или других активных ингредиентов для достижения требуемой функции продукта, желательно применять множество слоев таких гибких и растворимых листов, и дополнительно желательно произвести сборку такого множества слоев в единое растворимое твердое изделие, которое затем можно продавать в виде единого готового продукта. Однако при попытке сборки множества слоев этих гибких и растворимых листов в единое изделие могут возникать различные проблемы, включая значительно более низкую скорость растворения в воде по сравнению с однослойной структурой.
Для улучшения растворения в некоторых исследованиях были разработаны пористые листы из пеноматериала с открытыми ячейками (OCF), характеризующиеся процентным содержанием открытых ячеек от около 80% до 100%. В частности, в WO 2010077627 описан периодический процесс формирования таких пористых листов со структурами OCF, который включает интенсивное аэрирование предварительной смеси сырьевых материалов и последующую сушку аэрированной предварительной смеси партиями (например, в конвекционной печи или сушильном шкафу). микроволновая печь) для формирования пористых листов с требуемыми структурами OCF. В WO2012138820 описан способ, аналогичный описанному в WO2010077627, за исключением того, что непрерывная сушка аэрированной влажной предварительной смеси достигается с помощью, например, печи с принудительным обдувом струями горячего воздуха (вместо конвекционной печи или микроволновой печи). Хотя такие структуры OCF в этих исследованиях значительно повышают скорость растворения получаемых пористых листов, в таких листах по-прежнему остается визуально более плотная и менее пористая область (т.е. верхняя поверхность) с более толстыми стенками ячеек. Такая область высокой плотности может негативно влиять на поток воды через листы и, таким образом, отрицательно сказаться на общей скорости растворения листов.
Таким образом, существует постоянная потребность в улучшении поровых структур в гибких пористых растворимых листах и улучшении их профиля растворения.
ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
В настоящем изобретении предложен гибкий пористый растворимый лист, имеющий дополнительно улучшенную структуру пор особенно на верхней поверхности, а также способ изготовления такого листа. В частности, до настоящего изобретения считается, что пузырьки воздуха в аэрированной предварительной смеси могут постепенно разрушаться с течением времени и, таким образом, длительное хранение аэрированной предварительной смеси может отрицательно влиять на структуры пор в листах, а также профиль растворения листов. Таким образом, было предложено, чтобы аэрированная предварительная смесь немедленно подвергалась сушке после этапа аэрирования. Неожиданно авторами настоящего изобретения было обнаружено, что введение стадии старения (т. е. выдерживания аэрированной предварительной смеси в течение времени после прекращения аэрации) перед этапом сушки может привести к значительному улучшению поровых структур и таким образом значительно улучшенному профилю растворения. Таким образом, авторы настоящего изобретения успешно приготовили гибкий пористый растворимый лист, имеющий дополнительную улучшенную структуру пор, которая не была получена до настоящего изобретения.
В одном аспекте настоящее изобретение относится к способу изготовления листового изделия, включающему стадии: a) получения влажной предварительной смеси, содержащей водорастворимый полимер и поверхностно-активное вещество, и имеющей вязкость от примерно 1000 сП до примерно 25 000 сП, измеренную при 40 °C и 1 с –1; b) аэрации указанной влажной предварительной смеси с образованием аэрированной влажной предварительной смеси с плотностью от примерно 0,05 до примерно 0,5 г/мл; c) старения аэрированной влажной предварительной смеси в течение по меньшей мере примерно 5 минут; d) формирования из аэрированной влажной предварительной смеси листа с противоположными первой и второй сторонами; и e) сушки образованного листа со временем сушки от примерно 1 минуты до примерно 60 минут для изготовления листового изделия. Предпочтительно, стадия c) может проводиться в течение периода времени от примерно 5 мин до примерно 300 мин, предпочтительно от примерно 5 мин до примерно 200 мин, более предпочтительно от примерно 5 мин до примерно 200 мин, более предпочтительно от примерно 10 мин до примерно 150 мин, например, 5 мин, 6 мин, 7 мин, 8 мин, 9 мин, 10 мин, 15 мин, 20 мин, 25 мин, 30 мин, 35 мин, 40 мин, 45 мин, 50 мин, 55 мин, 60 мин, 70 мин, 80 мин, 90 мин, 100 мин, 110 мин, 120 мин, 130 мин, 140 мин или любые диапазоны между ними. Предпочтительно, сушка на стадии е) может быть проведена при температуре от 70 °C до 200 °C вдоль направления нагрева, которое образует температурный градиент, уменьшающийся от первой стороны ко второй стороне указанного сформированного листа, причем указанное направление нагрева по существу противоположно направлению силы тяжести в течение более половины времени сушки.
Лист, образованный аэрированной влажной предварительной смесью, может быть высушен на нагретой поверхности, которая предпочтительно имеет контролируемую температуру поверхности от примерно 70 °C до примерно 170 °C, предпочтительно от примерно 75 °C до примерно 150 °C, более предпочтительно от примерно 80 °C до примерно 120 °C. Предпочтительно, нагретая поверхность является единственным источником тепла для листа во время сушки. Более предпочтительно, нагретая поверхность может быть единственным источником тепла для листа во время сушки.
В частности, нагретая поверхность может представлять собой наружную поверхность поворотного сушильного барабана, которая предпочтительно имеет наружный диаметр в диапазоне от примерно 0,5 метра до примерно 10 метров, предпочтительно от примерно 1 метра до примерно 5 метров, более предпочтительно от примерно 1,5 метров до примерно 2 метров, и вращается со скоростью от примерно 0,005 об/мин до примерно 0,25 об/мин, предпочтительно от примерно 0,05 об/мин до примерно 0,2 об/мин, более предпочтительно от примерно 0,1 об/мин до примерно 0,18 об/мин, во время этапа сушки. Альтернативно нагретая поверхность может представлять собой наружную поверхность нагретой подвижной ленты (например, конвейерной ленты), которая предпочтительно перемещается со скоростью от примерно 0,1 м/мин до примерно 50 м/мин, предпочтительно от примерно 0,15 м/мин до примерно 20 м/мин, более предпочтительно от примерно 0,2 м/мин до примерно 10 м/мин, например, 0,1 м/мин, 0,2 м/мин, 0,3 м/мин, 0,4 м/мин, 0,5 м/мин, 0,7 мин, 1 м/мин, 2 м/мин, 3 м/мин, 5 м/мин, 10 м/мин, 15 м/мин, 20 м/мин или любые диапазоны между ними во время этапа сушки.
Кроме того, на стадии d) лист может быть образован с помощью крутящегося стержня, который вращается со скоростью от примерно 5 до примерно 80 об/мин, предпочтительно от примерно 6 до примерно 60 об/мин, более предпочтительно от примерно 8 до примерно 50 об/мин, наиболее предпочтительно от примерно 10 до примерно 40 об/мин. Предпочтительно крутящийся стержень может быть расположен таким образом, что расстояние между крутящимся стержнем и наружной поверхностью поворотного барабана или нагретой подвижной лентой составляет от примерно 3 мм до примерно 15 мм, предпочтительно от примерно 4 мм до примерно 12 мм, более предпочтительно от примерно 5 мм до примерно 10 мм, наиболее предпочтительно от примерно 6 мм до примерно 10 мм. В альтернативном варианте осуществления на стадии d) лист может быть образован штампом подачи, имеющим скорость подачи от примерно 0,1 м/мин до примерно 50 м/мин, предпочтительно от примерно 0,15 м/мин до примерно 20 м/мин, более предпочтительно от примерно 0,2 м/мин до примерно 10 м/мин, например, 0,1 м/мин, 0,2 м/мин, 0,3 м/мин, 0,4 м/мин, 0,5 м/мин, 0,7 м/мин, 1 м/мин, 2 м/мин, 10 м/мин, 15 м/мин, 20 м/мин или любые диапазоны между ними. Предпочтительно, чтобы штамп подачи имел толщину подачи от 0,5 мм до 10 мм, предпочтительно от 1 мм до 6 мм, более предпочтительно от 1,5 мм до 4 мм. Предпочтительно штамп подачи может быть расположен таким образом, что расстояние между штампом подачи и наружной поверхностью поворотного барабана или нагретой подвижной лентой составляет от примерно 0,1 мм до примерно 15 мм, предпочтительно от примерно 0,2 мм до примерно 12 мм, более предпочтительно от примерно 0,3 мм до примерно 10 мм, наиболее предпочтительно от примерно 0,5 мм до примерно 5 мм.
Кроме того, влажную предварительную смесь можно охарактеризовать следующим образом: (1) содержание твердых веществ в диапазоне от примерно 15% до примерно 70%, предпочтительно от примерно 20% до примерно 50%, более предпочтительно от примерно 25% до примерно 45% по массе указанной влажной предварительной смеси; и (2) вязкостью в диапазоне от примерно 3000 сП до примерно 24 000 сП, предпочтительно от примерно 5000 сП до примерно 23 000 сП, более предпочтительно от примерно 10 000 сП до примерно 20 000 сП при измерении при 40 °C и 1 с1.
Дополнительно влажную предварительную смесь выдерживают при повышенной температуре в диапазоне от примерно 40 °C до примерно 100 °C, предпочтительно от примерно 50 °C до примерно 95 °C, более предпочтительно от примерно 60 °C до примерно 90 °C, наиболее предпочтительно от примерно 75 °C до примерно 85 °C, перед аэрацией. и/или влажную предварительную смесь выдерживают при повышенной температуре в диапазоне от примерно 40 °C до примерно 100 °C, предпочтительно от примерно 50 °C до примерно 95 °C, более предпочтительно от примерно 60 °C до примерно 90 °C, наиболее предпочтительно от примерно 75 °C до примерно 85 °C, во время аэрации; и/или аэрированную влажную предварительную смесь выдерживают при повышенной температуре в диапазоне от примерно 10 °C до примерно 100 °C, предпочтительно от примерно 15 °C до примерно 70 °C, более предпочтительно от примерно 20 °C до примерно 50 °C, наиболее предпочтительно от примерно 20 °C до примерно 40 °C на стадии c).
Дополнительно время сушки может составлять от примерно 2 минут до примерно 30 минут, предпочтительно от примерно 2 минут до примерно 25 минут, более предпочтительно от примерно 2 до примерно 20 минут, наиболее предпочтительно от примерно 2 до примерно 15 минут; и/или в котором температура сушки составляет от 80 °C до 170 °C, предпочтительно от 90 °C до 150 °C, более предпочтительно от 100 °C до 140 °C; и направление нагрева может быть по существу противоположным направлению силы тяжести в течение более 55%, предпочтительно более 60%, более предпочтительно более 75% времени сушки.
Дополнительно аэрация на стадии b) может быть выполнена путем введения газа во влажную предварительную смесь посредством механического перемешивания, например с использованием любых подходящих механических средств обработки, включая, без ограничений: роторно-статорный смеситель, планетарный смеситель, смеситель под давлением, смеситель, не находящийся под давлением, порционный смеситель, смеситель непрерывного действия, смеситель полунепрерывного действия, смеситель с высоким сдвиговым усилием, смеситель с низким сдвиговым усилием, погружной аэратор или любые их комбинации.
В другом аспекте настоящее изобретение обеспечивает гибкое пористое растворимое твердое листовое изделие, содержащее водорастворимый полимер и поверхностно-активное вещество, причем указанное твердое листовое изделие характеризуется: (i) толщиной в диапазоне от 0,5 мм до 4 мм; и (ii) процентным содержанием открытых ячеек от 80% до 100%; и (iii) общим средним размером пор от 100 мкм до 2000 мкм; причем твердое листовое изделие имеет противоположные верхнюю и нижнюю поверхности, причем верхняя поверхность имеет средний диаметр пор на поверхности более 300 мкм; В частности, верхняя поверхность может иметь средний диаметр пор на поверхности, составляющий от примерно 300 мкм до примерно 2 мм, предпочтительно от примерно 350 мкм до примерно 1,5 мм, более предпочтительно от примерно 400 мкм до примерно 1 мм.
Твердое листовое изделие содержит верхнюю область смежно с верхней поверхностью, нижнюю область смежно с нижней поверхностью и среднюю область между ними; причем верхняя, средняя и нижняя области имеют одинаковую толщину, и каждая из верхняя, средняя и нижняя область характеризуется средним размером пор; В частности, отношение среднего размера пор в указанной нижней области к среднему размеру пор в указанной средней области может находиться в диапазоне от примерно 0,6 до примерно 1,5, предпочтительно от примерно 0,7 до примерно 1,4, более предпочтительно от примерно 0,8 до примерно 1,3, наиболее предпочтительно от примерно 1 до примерно 1,2. и/или отношение среднего размера пор в указанной нижней области к среднему размеру пор в средней области может быть от примерно 0,5 до примерно 1,5, предпочтительно от примерно 0,6 до примерно 1,3, более предпочтительно от примерно 0,8 до примерно 1,2, наиболее предпочтительно от примерно 0,9 до примерно 1,1. и/или отношение среднего размера пор в указанной средней области к среднему размеру пор в верхней области может находиться в диапазоне от примерно 1 до примерно 1,5, предпочтительно от примерно 1 до примерно 1,4, более предпочтительно от примерно 1 до примерно 1,2.
Твердое листовое изделие может содержать от примерно 5% до примерно 40%, предпочтительно от примерно 8% до примерно 30%, более предпочтительно от примерно 10% до примерно 25% водорастворимого полимера по общей массе твердого листового изделия. Предпочтительно водорастворимый полимер может иметь средневесовую молекулярную массу от примерно 5 000 до примерно 400 000 дальтон, более предпочтительно от примерно 10 000 до примерно 300 000 дальтон, еще более предпочтительно от примерно 15 000 до примерно 200 000 дальтон, наиболее предпочтительно от примерно 20 000 до примерно 150 000 дальтон. Более предпочтительно водорастворимый полимер может содержать первый водорастворимый полимер, имеющий первую средневесовую молекулярную массу, и второй водорастворимый полимер, имеющий вторую средневесовую молекулярную массу, в которой первая средневесовая молекулярная масса может составлять от примерно 5000 до примерно 50 000 дальтон, более предпочтительно от примерно 10 000 до примерно 40 000 дальтон, еще более предпочтительно от примерно 15 000 до примерно 35 000 дальтон, наиболее предпочтительно от примерно 20 000 до примерно 30 000 дальтон; и/или вторая средневесовая молекулярная масса может быть от примерно 20 000 до примерно 400 000 дальтон, более предпочтительно от примерно 30 000 до примерно 300 000 дальтон, еще более предпочтительно от примерно 40 000 до примерно 200 000 дальтон, наиболее предпочтительно от примерно 50 000 до примерно 150 000 дальтон. Предпочтительно, водорастворимый полимер может представлять собой поливиниловый спирт, который характеризуется степенью гидролиза от примерно 40% до примерно 100%, предпочтительно от примерно 50% до примерно 95%, предпочтительно от примерно 65% до примерно 92%, предпочтительно от примерно 70% до примерно 90%.
Твердое листовое изделие может содержать от 5% до 80%, предпочтительно от 10% до 70%, более предпочтительно от 30% до 65% поверхностно-активного вещества по массе твердого листового изделия. Предпочтительно, поверхностно-активное вещество может быть выбрано из группы, состоящей из анионных поверхностно-активных веществ, неионных поверхностно-активных веществ, катионных поверхностно-активных веществ, цвиттерионных поверхностно-активных веществ, амфотерных поверхностно-активных веществ, полимерных поверхностно-активных веществ и любых их комбинаций.
Дополнительно твердое листовое изделие может содержать от 0,1% до 25%, предпочтительно от 0,5% до 20%, более предпочтительно от 1% до 15%, наиболее предпочтительно от 2% до 12% пластификатора от общей массы указанного твердого листового изделия; Предпочтительно такой пластификатор может быть выбран из группы, состоящей из глицерина, этиленгликоля, полиэтиленгликоля, пропиленгликоля и их комбинаций. Более предпочтительно, пластификатор может представлять собой глицерин.
Кроме того, твердое листовое изделие может содержать один или более дополнительных ингредиентов, таких как активные компоненты для ухода за тканью, активные компоненты для мытья посуды, активные компоненты для чистки твердых поверхностей, активные компоненты для косметических средств и/или ухода за кожей, активные компоненты для личной гигиены, активные компоненты для ухода за волосами, активные компоненты для ухода за полостью рта, активные компоненты для женской гигиены, активные компоненты для ухода за детьми, а также любые их комбинации.
Гибкое пористое растворимое твердое листовое изделие настоящего изобретения может дополнительно характеризоваться:
● процентным содержанием открытых ячеек от 85% до 100%, предпочтительно от 90% до 100%; и/или
● общим средним размером пор от около 150 мкм до около 1000 мкм, предпочтительно от около 200 мкм до около 600 мкм; и/или
● средней толщиной стенок ячеек от около 5 мкм до около 200 мкм, предпочтительно от около 10 мкм до около 100 мкм, более предпочтительно от около 10 мкм до около 80 мкм; и/или
● окончательным содержанием влаги от 0,5% до 25%, предпочтительно от 1% до 20%, более предпочтительно от 3% до 10% по массе твердого листового изделия; и/или
● толщиной в диапазоне от около 0,6 мм до около 3,5 мм, предпочтительно от около 0,7 мм до около 3 мм, более предпочтительно от около 0,8 мм до около 2 мм, наиболее предпочтительно от около 1 мм до около 1,5 мм; и/или
● основной массой от примерно 50 грамм/м2 до примерно 250 грамм/м2, предпочтительно от примерно 80 грамм/м2 до примерно 220 грамм/м2, более предпочтительно от примерно 100 грамм/м2 до примерно 200 грамм/м2; и/или
● плотностью от около 0,05 грамма/см3 до около 0,5 грамма/см3, предпочтительно от около 0,06 грамма/см3 до около 0,4 грамма/см3, более предпочтительно от около 0,07 грамма/см3 до около 0,2 грамма/см3, наиболее предпочтительно от около 0,08 грамма/см3 до около 0,15 грамма/см3; и/или
● удельной площадью поверхности от около 0,03 м2/г до около 0,25 м2/г, предпочтительно от около 0,04 м2/г до 0,22 м2/г, более предпочтительно от около 0,05 м2/г до около 0,2 м2/г, наиболее предпочтительно от около 0,1 м2/г до около 0,18 м2/г.
Эти и другие аспекты настоящего изобретения станут более понятными после прочтения нижеследующего подробного описания изобретения.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
На фиг. 1 представлена схема конвекционного нагрева/сушки предшествующего уровня техники для изготовления гибкого пористого растворимого твердого листового изделия в периодическом процессе.
На фиг. 2 представлена схема микроволнового нагрева/сушки предшествующего уровня техники для изготовления гибкого пористого растворимого твердого листового изделия в периодическом процессе.
На фиг. 3 представлена схема нагрева/сушки в печи с принудительным обдувом струями горячего воздуха предшествующего уровня техники для изготовления гибкого пористого растворимого твердого листового изделия в непрерывном процессе.
На фиг. 4 представлена схема теплопроводного нагрева/сушки снизу для изготовления гибкого пористого растворимого листа в периодическом процессе в соответствии с одним вариантом осуществления настоящего изобретения.
На фиг. 5 представлена схема нагрева/сушки на поворотном барабане для изготовления другого гибкого пористого растворимого листа в непрерывном процессе в соответствии с другим вариантом осуществления настоящего изобретения.
На фиг. 6A представлено полученное с помощью растрового электронного микроскопа (РЭМ) изображение верхней поверхности гибкого пористого растворимого листа с содержанием активных компонентов для ухода за тканью, который изготовлен способом с применением схемы нагрева/сушки на поворотном барабане. На фиг. 6B представлено полученное с помощью РЭМ изображение верхней поверхности гибкого пористого растворимого листа, содержащего те же активные компоненты для ухода за тканью, что и лист, показанный на фиг. 6A, но изготовленного способом с применением схемы нагрева/сушки в печи с принудительным обдувом струями горячего воздуха.
На фиг. 7A представлено полученное с помощью РЭМ изображение верхней поверхности гибкого пористого растворимого листа с содержанием активных компонентов для ухода за волосами, который изготовлен способом с применением схемы теплопроводного нагрева/сушки снизу. На фиг. 7B представлено полученное с помощью РЭМ изображение верхней поверхности гибкого пористого растворимого листа, содержащего те же активные компоненты для ухода за волосами, что и лист, показанный на фиг. 7A, но изготовленного способом с применением схемы нагрева/сушки в печи с принудительным обдувом струями горячего воздуха.
На фиг. 8A показана фотография пузырьков в влажной предварительной смеси после стадии старения в течение 70 мин. На фиг. 8B показана фотография пузырьков во влажной предварительной смеси перед стадией старения в течение 70 мин (т. е. сразу после стадии аэрации).
На фиг. 9A показана фотография пузырьков во влажной предварительной смеси после 120-минутной стадии старения в процессе барабанной сушки. На фиг. 9B показана фотография пузырьков во влажной предварительной смеси, имеющей такой же состав, как показано на фиг. 9A без стадии выдерживания после аэрации в процессе барабанной сушки.
На фиг. 10A представлено полученное с помощью РЭМ изображение верхней поверхности изделия 1 (гибкое пористое растворимое листовое изделие по изобретению, имеющее большие поры на своей верхней поверхности) в примере 3. На фиг. 10B представлено полученное с помощью РЭМ изображение верхней поверхности изделия 2 (сравнительное гибкое пористое растворимое листовое изделие, имеющее относительно небольшие поры на своей верхней поверхности) в примере 3.
На фиг. 11 показаны профили растворения со временем в испытании на растворение для изделий 1 и 2 в примере 3, в котором в изделие 1 демонстрирует значительно улучшенный профиль растворения по сравнению с изделием 2.
На фиг. 12A представлено полученное с помощью РЭМ изображение верхней поверхности изделия 3 (гибкое пористое растворимое листовое изделие по изобретению, имеющее большие поры на своей верхней поверхности) в примере 4. На фиг. 12B представлено полученное с помощью РЭМ изображение верхней поверхности изделия 4 (сравнительное гибкое пористое растворимое листовое изделие, имеющее относительно небольшие поры на своей верхней поверхности) в примере 4.
На фиг. 13A представлено полученное с помощью РЭМ изображение верхней поверхности изделия 5 (гибкое пористое растворимое листовое изделие по изобретению, имеющее большие поры на своей верхней поверхности) в примере 5. На фиг. 13B представлено полученное с помощью РЭМ изображение верхней поверхности изделия 6 (сравнительное гибкое пористое растворимое листовое изделие, имеющее относительно небольшие поры на своей верхней поверхности) в примере 5.
На фиг. 14 представлены профили растворения с течением времени в испытании растворения для изделий 5 и 6 в примере 5, в котором изделие 5 демонстрирует значительно улучшенный профиль растворения по сравнению со структурой 6.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
I. ОПРЕДЕЛЕНИЯ
Используемый в настоящем документе термин «гибкий» относится к способности изделия выдерживать напряжение без разрушения или значительного разлома при сгибании под углом 90° вдоль центральной линии, перпендикулярной продольному направлению. Предпочтительно такое изделие способно подвергаться значительной упругой деформации и характеризуется модулем Юнга не более 5 ГПа, предпочтительно не более 1 ГПа, более предпочтительно не более 0,5 ГПа, наиболее предпочтительно не более 0,2 ГПа.
Используемый в настоящем документе термин «растворимый» относится к способности изделия полностью или существенным образом растворяться в достаточном количестве деионизированной воды при 20 °C и при атмосферном давлении в течение 8 (восьми) часов без какого-либо перемешивания, оставляя менее 5% масс. нерастворенных остатков.
Используемый в настоящем документе термин «твердый» относится к способности изделия по существу сохранять свою форму (т. е. без какого-либо видимого изменения своей формы) при 20 °C и при атмосферном давлении, когда оно не ограничено в пространстве и когда к нему не приложено какое-либо внешнее усилие.
Используемый в настоящем документе термин «лист» относится к неволокнистой структуре, имеющей трехмерную форму, т. е. толщину, длину и ширину, причем и аспектное отношение длины к толщине, и аспектное отношение ширины к толщине составляет по меньшей мере около 5 : 1, а отношение длины к ширине составляет по меньшей мере около 1 : 1. И аспектное отношение длины к толщине, и аспектное отношение ширины к толщине предпочтительно составляют по меньшей мере около 10 : 1, более предпочтительно по меньшей мере около 15 : 1, наиболее предпочтительно по меньшей мере около 20 : 1; а аспектное отношение длины к ширине предпочтительно составляет по меньшей мере около 1,2 : 1, более предпочтительно по меньшей мере около 1,5 : 1, наиболее предпочтительно по меньшей мере около 1,618 : 1.
Используемый в настоящем документе термин «нижняя поверхность» относится к поверхности гибкого пористого растворимого твердого листового изделия по настоящему изобретению, которая непосредственно контактирует с опорной поверхностью, на которую помещают лист аэрированной влажной предварительной смеси на стадии сушки, тогда как термин «верхняя поверхность» относится к поверхности указанного листового изделия, противоположной нижней поверхности. Кроме того, такое твердое листовое изделие можно разделить на 3 (три) области по его толщине, включая верхнюю область, смежную с его верхней поверхностью, нижнюю область, смежную с его нижней поверхностью, и среднюю область, расположенную между верхней и нижней областями. Верхняя, средняя и нижняя области имеют одинаковую толщину, т. е. толщина каждой из них составляет приблизительно 1/3 от общей толщины листового изделия.
Используемый в настоящем документе термин «пеноматериал с открытыми ячейками» или «поровая структура с открытыми ячейками» относится к твердой взаимосвязанной, содержащей полимер матрице, которая образует сеть пространств или ячеек, содержащих газ, обычно газ (такой как воздух), причем в процессе сушки не происходит разрушения пеноструктуры, и таким образом поддерживается физическая прочность и связность твердого вещества. Взаимосвязанность структуры можно описать как процентное содержание открытых ячеек, которое измеряют с помощью описанного ниже теста 3.
Используемый в настоящем документе термин «водорастворимый» относится к способности материала пробы полностью растворяться или диспергироваться в воде, не оставляя видимых твердых веществ или не образуя визуально различимую отдельную фазу, когда по меньшей мере около 25 грамм, предпочтительно по меньшей мере около 50 грамм, более предпочтительно по меньшей мере около 100 грамм, наиболее предпочтительно по меньшей мере около 200 грамм такого материала помещают в 1 л (один литр) деионизированной воды при 20 °С и при атмосферном давлении при достаточном перемешивании.
Используемый в настоящем документе термин «аэрировать», «аэрирование» или «аэрация» относится к способу введения газа в жидкую или пастообразную композицию механическими и/или химическими средствами.
Используемый в настоящем документе термин «направление нагрева» относится к направлению, по которому источник тепла прикладывает тепловую энергию к изделию, что приводит к возникновению в таком изделии температурного градиента, который уменьшается от одной стороны такого изделия к другой стороне. Например, если источник тепла, расположенный с одной стороны изделия, прикладывает тепловую энергию к изделию для создания температурного градиента, уменьшающегося от одной стороны к противоположной стороне, то считается, что направление нагрева проходит от одной стороны к противоположной стороне. Если обе стороны такого изделия или различные части такого изделия нагревают одновременно без наблюдаемого температурного градиента в таком изделии, то нагревание осуществляется ненаправленным образом, и направление нагрева при этом отсутствует.
Используемый в настоящем документе термин «по существу противоположный» или «по существу отклоненный от» относится к двум направлениям или двум линиям, угол отклонения которыми составляет 90° или более.
Используемый в настоящем документе термин «по существу совпадают» или «существенное совпадение» относится к двум направлениям или двум линиям, угол отклонения которых составляет менее 90°.
Используемый в настоящем документе термин «первичный источник тепла» относится к источнику тепла, который обеспечивает более 50%, предпочтительно более 60%, более предпочтительно более 70%, наиболее предпочтительно более 80% общей тепловой энергии, поглощенной объектом (например, лист аэрированной влажной предварительной смеси в соответствии с настоящим изобретением).
Используемый в настоящем документе термин «регулируемая температура поверхности» относится к температуре поверхности, которая является относительно постоянной, т. е. с колебаниями менее +/-20%, предпочтительно с колебаниями менее +/-10%, более предпочтительно с колебаниями менее +/-5%.
Используемый в настоящем документе термин «возраст» или «старение» относится к способу выдерживания аэрированной влажной смеси или предварительной смеси в течение времени без дополнительного введения значительного количества газа. Предпочтительно старение может проводиться в условиях, по существу не содержащих механического ввода энергии и/или по существу не содержащего теплового ввода. Более предпочтительно старение может проводиться при комнатной температуре без перемешивания.
Термин «по существу не содержит» или «по существу без» означает, что указанный материал как минимум не был специально добавлен в композицию или продукт, или предпочтительно не присутствует в такой композиции или продукте на уровне, который может быть обнаружен аналитическими методами. Он может включать композиции или продукты, в которых указанный материал присутствует только в виде примеси одного или более материалов, специально добавленных в такие композиции либо продукты.
II ОБЗОР СПОСОБОВ ИЗГОТОВЛЕНИЯ ТВЕРДЫХ ЛИСТОВЫХ ИЗДЕЛИЙ
Для улучшения растворения в WO2010077627 описан периодический процесс формирования пористых листов из пеноматериала с открытыми ячейками (open-celled foam — OCF), характеризующегося процентным содержанием открытых ячеек от около 80% до 100%. А именно, сначала формируют предварительную смесь сырьевых материалов, которую энергично аэрируют, а затем подвергают термической сушке партиями (например, в конвекционной печи или микроволновой печи) с образованием пористых листов с желаемыми структурами OCF. Хотя такие структуры OCF значительно повышают скорость растворения получаемых пористых листов, в таких листах по-прежнему остается визуально более плотная и менее пористая нижняя область с более толстыми стенками ячеек. Такая нижняя область высокой плотности может негативно влиять на поток воды через листы и, таким образом, отрицательно сказаться на общей скорости растворения листов. Если множество таких листов уложено друг на друга с образованием многослойной конструкции, эффект «барьера» от множества нижних областей высокой плотности особенно усиливается.
В WO2012138820 описан способ, аналогичный описанному в WO2010077627, за исключением того, что непрерывная сушка аэрированной влажной предварительной смеси достигается с помощью, например, печи с принудительным обдувом струями горячего воздуха (вместо конвекционной печи или микроволновой печи). Листы OCF, сформированные с помощью подобного непрерывного процесса сушки, характеризуются улучшенной однородностью/постоянством поровых структур в разных областях листов. К сожалению, в таких листах OCF по-прежнему присутствуют факторы ограничения скорости, такие как верхняя поверхность с отверстиями пор относительно меньшего размера и верхняя область с порами относительно меньшего размера (т. е. верхняя область, напоминающая корку), что может отрицательно повлиять на поток воды через листы и замедлить их растворение.
Структуры OCF в вышеописанных процессах формируются на стадии сушки при одновременном осуществлении механизмов испарения воды, разрушения пузырьков, стекания промежуточной жидкости с внешних слоев тонкопленочных пузырьков на границы плато между пузырьками (что приводит к появлению отверстий между пузырьками и образованию открытых ячеек) и затвердевания предварительной смеси. На эти механизмы могут влиять различные технологические условия, например содержание твердого вещества во влажной предварительной смеси, вязкость влажной предварительной смеси, сила тяжести и температура сушки, а также необходимость обеспечения баланса таких технологических условий для достижения контролируемого стекания и формирования требуемых структур OCF.
Неожиданным и непредвиденным открытием настоящего изобретения стало то, что, помимо вышеупомянутых технологических условий, на образующиеся структуры OCF также может оказывать значительное влияние направление тепловой энергии (т. е. направление нагрева), используемой на стадии сушки.
Например, если на стадии сушки тепловая энергия прикладывается ненаправленным образом (т. е. четкое направление нагрева отсутствует) или если направление нагрева по существу совпадает с направлением силы тяжести (т. е. угол отклонения между ними менее 90°) на протяжении большей части времени стадии сушки, полученный гибкий пористый растворимый твердый лист обычно имеет верхнюю поверхность с меньшими отверстиями пор и большими вариациями размеров пор в различных областях вдоль направления через его толщину. Напротив, при отклонении направления нагрева от направления силы тяжести (т. е. угол между ними составляет 90° или более) на протяжении большей части времени стадии сушки полученный твердый лист может иметь верхнюю поверхность с более крупными отверстиями пор и уменьшенными вариациями размеров пор в различных областях вдоль направления через толщину такого листа. Соответственно, последние листы в большей степени восприимчивы к протекающей через них воде и поэтому являются более растворимыми, чем первые листы.
Без ограничений, накладываемых какой-либо теорией, считается, что совпадение или несовпадение между направлением нагрева и направлением силы тяжести во время стадии сушки и продолжительность этой стадии могут существенно влиять на стекание промежуточной жидкости между пузырьками, соответственно воздействуя на расширение пор и открытие пор в затвердевающей предварительной смеси с получением твердых листов с очень разными структурами OCF. Такие различия более четко проиллюстрированы на фиг. 1–4 ниже в данном документе.
На фиг. 1 представлена схема конвекционного нагрева/сушки. На стадии сушки пресс-форму 10 (которая может быть выполнена из любых подходящих материалов, таких как металл, керамика или Teflon®) заполняют аэрированной влажной предварительной смесью, которая образует лист 12, имеющий первую сторону 12A (т. е. верхнюю сторону) и противоположную вторую сторону 12B (т. е. нижнюю сторону, поскольку она находится в непосредственном контакте с опорной поверхностью пресс-формы 10). На стадии сушки такую пресс-форму 10 помещают в конвекционную печь при 130 °C приблизительно на 45–46 минут. Конвекционная печь нагревает лист 12 сверху, т. е. в направлении нагрева сверху вниз (показано заштрихованной стрелкой), что образует температурный градиент в листе 12, который уменьшается от первой стороны 12А к противоположной второй стороне 12B. Направление нагрева сверху вниз совпадает с направлением силы тяжести (показано белой стрелкой), и такое совпадающее положение поддерживается на протяжении всего времени сушки. Во время сушки жидкая предварительная смесь под действием силы тяжести стекает вниз к нижней области, при этом направление нагрева сверху вниз высушивает сначала верхнюю область и в конце нижнюю область. В результате этого формируется пористый твердый лист с верхней поверхностью, которая содержит многочисленные поры с небольшими отверстиями, образованные пузырьками газа, у которых не было возможности полностью расшириться. Такая верхняя поверхность с более мелкими отверстиями пор не является оптимальной для проникновения воды в лист, что может ограничить скорость растворения листа. С другой стороны, нижняя область такого листа является плотной и менее пористой, с более крупными порами, образованными полностью расширенными пузырьками газа, но в очень небольшом количестве, а стенки ячеек между порами в такой нижней области являются толстыми из-за стекания жидкости вниз под действием силы тяжести. Такая плотная нижняя область с меньшим количеством пор и толстыми стенками ячеек является дополнительным фактором, ограничивающим общую скорость растворения листа.
На фиг. 2 представлена схема микроволнового нагрева/сушки. На стадии сушки форму 30 заполняют аэрированной влажной предварительной смесью, из которой формируют лист 32, имеющий первую сторону 32A (верхняя сторона) и противоположную вторую сторону 32B (нижняя сторона). Затем такую форму 30 помещают в микроволновое устройство с низкой плотностью энергии (не показано), которое предоставлено компанией Industrial Microwave System Inc. (штат Северная Каролина, США) и работает при мощности 2,0 кВт, скорости ленты 1 фут в минуту и температуре окружающего воздуха 54,4 °C. Форму 30 помещают в такое микроволновое устройство приблизительно на 12 минут на стадии сушки. Такое микроволновое устройство нагревает лист 32 изнутри без какого-либо четкого или постоянного направления нагрева. Соответственно, в листе 32 не образуется температурный градиент. Во время сушки весь лист 32 нагревается одновременно или почти одновременно, хотя под действием силы тяжести (показано белой стрелкой) жидкая предварительная смесь по-прежнему стекает вниз к нижней области. В результате этого сформированный таким образом затвердевший лист имеет поры с более равномерным распределением и более равномерным размером по сравнению с листом, сформированным по схеме конвекционного нагрева/сушки. Однако стекание жидкости под действием силы тяжести во время стадии микроволновой сушки по-прежнему может приводить к образованию плотной нижней области с толстыми стенками ячеек. Кроме того, одновременный нагрев всего листа 32 может по-прежнему ограничивать расширение пор и открытие пор на верхней поверхности на стадии сушки, и полученный лист может по-прежнему иметь верхнюю поверхность с относительно более мелкими отверстиями пор. Кроме того, энергия микроволнового излучения нагревает воду внутри листа 32 и вызывает закипание такой воды, что может приводить к образованию пузырьков неправильных размеров и формированию непредусмотренных плотных областей с толстыми стенками ячеек.
На фиг. 3 представлена схема нагрева/сушки в печи с принудительным обдувом струями горячего воздуха. На стадии сушки форму 40 заполняют аэрированной влажной предварительной смесью, из которой формируют лист 42, имеющий первую сторону 42A (верхняя сторона) и противоположную вторую сторону 42B (нижняя сторона). Затем такую форму 40 помещают в печь с принудительным обдувом струями горячего воздуха непрерывного действия (не показана) в условиях, аналогичных описанным в WO2012138820 (пример 1, таблица 2). Такая печь с принудительным обдувом струями горячего воздуха непрерывного действия нагревает лист 42 как сверху, так и снизу в противоположных и смещенных направлениях нагрева (показаны двумя заштрихованными стрелками). Соответственно, во время сушки в листе 42 четкий температурный градиент не образуется, и весь лист 42 почти одновременно нагревается как с верхней, так и с нижней поверхности. Аналогично схеме микроволнового нагрева/сушки, представленной на фиг. 3, жидкая предварительная смесь под действием силы тяжести (показано белой стрелкой) продолжает стекать вниз к нижней области в такой схеме нагрева/сушки в печи с принудительным обдувом струями горячего воздуха, показанной на фиг. 4. В результате этого сформированный таким образом затвердевший лист имеет поры с более равномерным распределением и более равномерным размером по сравнению с листом, сформированным по схеме конвекционного нагрева/сушки. Однако стекание жидкости под действием силы тяжести во время стадии сушки по-прежнему может приводить к образованию плотной нижней области с толстыми стенками ячеек. Кроме того, почти одновременный нагрев всего листа 42 с обеих может по-прежнему ограничивать расширение пор и открытие пор на верхней поверхности на стадии сушки, и полученный лист может по-прежнему иметь верхнюю поверхность с относительно более мелкими отверстиями пор.
В отличие от описанных выше схем нагрева/сушки (конвекционного, микроволнового или в печи с принудительным обдувом струями горячего воздуха), в настоящем изобретении предложена схема нагрева/сушки для сушки аэрированной влажной предварительной смеси, в которой направление нагрева целенаправленно выполнено с возможностью противодействия стеканию/ уменьшения стекания жидкости под действием силы тяжести к нижней области (что ведет к уменьшению плотности и улучшению поровых структур в нижней области) и с возможностью обеспечения большего количества времени для расширения пузырьков воздуха вблизи верхней поверхности во время сушки (что ведет к формированию значительно более крупных отверстий пор на верхней поверхности полученного листа). Оба признака служат для повышения общей скорости растворения листа и поэтому являются желательными.
На фиг. 4 представлена схема теплопроводного нагрева/сушки снизу для изготовления гибкого пористого растворимого листа в соответствии с одним вариантом осуществления настоящего изобретения. В частности, форму 50 заполняют аэрированной влажной предварительной смесью, из которой формируется лист 52, имеющий первую сторону 52A (т. е. нижнюю сторону) и противоположную вторую сторону 52B (т. е. верхнюю сторону). На стадии сушки такую форму 50 помещают на нагретую поверхность (не показана), например сверху на предварительно нагретый элемент Пельтье с регулируемой температурой поверхности около 125–130 °C приблизительно на 30 минут. Тепло передается от нагретой поверхности на дне формы 50 через форму, нагревая лист 52 снизу, т. е. по направлению нагрева снизу вверх (показано заштрихованной стрелкой), в результате чего в листе 52 образуется температурный градиент, который уменьшается от первой стороны 52A (нижней стороны) к противоположной второй стороне 52B (верхней стороне). Такое направление нагрева снизу вверх противоположно направлению силы тяжести (показано белой стрелкой), оно поддерживается на протяжении всего времени сушки (т. е. направление нагрева противоположно направлению силы тяжести в течение почти 100% времени сушки). Во время сушки жидкая предварительная смесь по-прежнему стекает вниз к нижней области под действием силы тяжести. Однако направление нагрева снизу вверх высушивает лист снизу вверх, и водяной пар, генерируемый теплом в нижней области, поднимается вверх и выходит из затвердевающей матрицы, поэтому стекание жидкости вниз к нижней области существенно ограничено, и ему «противодействуют»/его уменьшают затвердевающая матрица и восходящий водяной пар. Соответственно, нижняя область полученного сухого листа является менее плотной и содержит множество пор с относительно тонкими стенками ячеек. Кроме того, поскольку верхняя область является последней областью, которая высушивается в течение данного процесса, пузырьки воздуха в верхней области имеют достаточно времени для расширения с образованием значительно более крупных открытых пор на верхней поверхности полученного листа, что особенно эффективно для облегчения проникновения воды в лист. Более того, в полученном листе общие размеры пор распределены более равномерно по разным областям (например, верхней, средней, нижней).
На фиг. 5 представлена схема нагрева/сушки на поворотном барабане для изготовления гибкого пористого растворимого листа в соответствии с другим вариантом осуществления настоящего изобретения. В частности, подающий лоток 60 заполняют аэрированной влажной предварительной смесью 61. Над подающим лотком 60 расположен нагретый поворотный цилиндр 70 (называемый также сушильным барабаном). Нагретый сушильный барабан 70 имеет цилиндрическую нагретую внешнюю поверхность, которая характеризуется регулируемой температурой поверхности около 130 °C и вращается по часовой стрелке (как показано тонкой кривой линией со стрелкой) для захвата аэрированной влажной предварительной смеси 61 из подающего лотка 60. Из аэрированной влажной предварительной смеси 61 формируется тонкий лист 62 на цилиндрической нагретой внешней поверхности сушильного барабана 70, который вращается и высушивает такой лист 62 аэрированной влажной предварительной смеси в течение приблизительно 10–15 минут. Рядом с точкой захвата суспензии можно разместить планировочный нож (не показан) для обеспечения постоянной толщины формируемого листа 62, хотя толщину листа 62 можно регулировать путем простого корректирования вязкости аэрированной влажной предварительной смеси 61, скорости вращения и температуры поверхности сушильного барабана 70. После высушивания лист 62 можно захватить вручную либо скребком 72 в конце вращения барабана.
Как показано на фиг. 5, лист 62, сформированный из аэрированной влажной предварительной смеси 61, содержит первую сторону 62A (т. е. нижнюю сторону), которая непосредственно контактирует с нагретой внешней поверхностью нагретого сушильного барабана 70, и противоположную вторую сторону 62B (т. е. верхнюю сторону). Соответственно, тепло от сушильного барабана 70 передается листу 62 в направлении нагрева изнутри наружу для нагрева сначала первой стороны 62A (нижней стороны) листа 62, а затем противоположной второй стороны 62B (верхней стороны). Такое направление нагрева изнутри наружу образует в листе 62 температурный градиент, который уменьшается от первой стороны 62А (нижней стороны) к противоположной второй стороне 62B (верхней стороне). Направление нагрева изнутри наружу медленно и постоянно изменяется по мере вращения сушильного барабана 70, но по очень четкой и предсказуемой траектории (показано множеством направленных наружу заштрихованных стрелок на фиг. 4). Относительное положение направления нагрева изнутри наружу и направления силы тяжести (показано белой стрелкой) также замедляется и постоянно меняется аналогичным четким и предсказуемым образом. В течение менее половины времени сушки (т. е. когда направление нагрева находится ниже горизонтальной пунктирной линии) направление нагрева изнутри наружу по существу совпадает с направлением силы тяжести с углом отклонения между ними менее 90°. В течение большей части времени сушки (т. е. когда направление нагрева находится на одном уровне с горизонтальной пунктирной линией или над ней) направление нагрева изнутри наружу противоположно или по существу противоположно направлению силы тяжести с углом отклонения между ними 90° или более. В зависимости от первоначального положения «начала» нанесения листа 62 направление нагрева может быть противоположным или по существу противоположным направлению силы тяжести в течение более 55% времени сушки (если нанесение начинается в самом низу сушильного барабана 70), предпочтительно более 60% времени сушки (если нанесение начинается с более высокого положения сушильного барабана 70, как показано на фиг. 5). Следовательно, на протяжении большей части стадии сушки это замедляющееся, вращающееся и изменяющееся направление нагрева в схеме нагрева/сушки на поворотном барабане может по-прежнему служить для ограничения и «противодействия»/уменьшения стекания жидкости в листе 62, вызванного силой тяжести, что приводит к улучшению структур OCF в сформированном таким образом листе. Полученный лист, высушенный с помощью нагретого сушильного барабана 70, также характеризуется менее плотной нижней областью с многочисленными порами более равномерных размеров и верхней поверхностью с относительно более крупными отверстиями пор. Более того, в полученном листе общие размеры пор распределены более равномерно по разным областям (например, верхней, средней, нижней).
Кроме использования требуемого направления нагрева (т. е. по существу отклоненного относительно направления силы тяжести), как упоминалось выше в настоящем документе, также может быть желательно и даже важно тщательно отрегулировать вязкость влажной предварительной смеси и/или содержание в ней твердых веществ, количество и скорость аэрации (скорость работы насоса подачи воздуха, скорость смесительной головки, расход воздуха, плотность аэрированной предварительной смеси и т. п., что может влиять на размеры и количество пузырьков в аэрированной предварительной смеси и, соответственно, влиять на размер/распределение/количество/характеристики пор в затвердевшем листе), температуру сушки и время сушки для достижения оптимальной структуры OCF в полученном листе в соответствии с настоящим изобретением.
Кроме того, неожиданно в настоящем изобретении было обнаружено, что введение этапа выдержки (т. е. выдерживание аэрированной предварительной смеси в течение времени после прекращения аэрации) перед этапом сушки может привести к еще более улучшенным поровым структурам и таким образом дополнительно улучшенному профилю растворения. До настоящего изобретения считалось, что пузырьки воздуха в аэрированной влажной предварительной смеси могут постепенно разрушаться с течением времени, и, таким образом, длительное хранение аэрированной влажной предварительной смеси может отрицательно влиять на поровые структуры в листах, а также профиль растворения листов. Таким образом, было высказано предположение, чтобы аэрированная предварительная смесь была немедленно высушена после стадии аэрации. Неожиданно авторы настоящего изобретения обнаружили, что, хотя пузырьки воздуха в аэрированной влажной предварительной смеси действительно постепенно разрушаются после длительного хранения (например, 6–8 часов), стадия выдерживания в течение соответствующего периода времени (например, менее 5 часов) будет полезна для поровой структуры, особенно для пор на верхней поверхности. В частности, введение стадии старения перед стадией сушки может обеспечивать более крупные поры на верхней поверхности гибкого пористого растворимого листа по сравнению с листами, полученными способом без такой стадии старения.
Более подробные описания способов изготовления гибких пористых растворимых листов, а также физических и химических характеристик таких листов, приведены в последующих разделах.
III. СПОСОБ ИЗГОТОВЛЕНИЯ ТВЕРДЫХ ЛИСТОВЫХ ИЗДЕЛИЙ В СООТВЕТСТВИИ С НАСТОЯЩИМ ИЗОБРЕТЕНИЕМ
В настоящем изобретении предложен новый улучшенный способ изготовления гибких пористых растворимых твердых листовых изделий, который включает следующие стадии: (a) формирование предварительной смеси, содержащей сырьевые материалы (например, водорастворимый полимер, активные ингредиенты, такие как поверхностно-активные вещества, и необязательно пластификатор), растворенные или диспергированные в воде или подходящем растворителе, которая характеризуется вязкостью от около 1000 сП до около 25 000 сП при измерении при температуре около 40 °C и 1 с-1; (b) аэрирование указанной предварительной смеси (например, путем введения газа во влажную суспензию) с образованием аэрированной влажной предварительной смеси; (c) старение аэрированной влажной предварительной смеси в течение по меньшей мере 5 мин; (d) формирование из аэрированной влажной предварительной смеси листа с противоположными первой и второй сторонами; и (e) сушка сформированного листа в течение времени сушки от 1 минуты до 60 минут при температуре от 70 °C до 200 °C вдоль направления нагрева, которое образует температурный градиент, уменьшающийся от первой стороны ко второй стороне сформированного листа, причем направление нагрева по существу отклонено относительно направления силы тяжести в течение более половины времени сушки, т. е. стадию сушки проводят при нагреве в направлении нагрева в основном «против силы тяжести». Такого направления нагрева в основном «против силы тяжести» можно достичь различными средствами, которые включают, без ограничений, схему теплопроводного нагрева/сушки снизу и схему нагрева/сушки на поворотном барабане, как показано выше в настоящем документе на фиг. 4 и 5, соответственно.
Стадия (A). Получение влажной предварительной смеси
Влажную предварительную смесь согласно настоящему изобретению обычно получают путем смешивания представляющих интерес твердых веществ, включая водорастворимый полимер, поверхностно-активное (-ые) вещество (-а) и/или другие полезные агенты, необязательный пластификатор и другие необязательные ингредиенты, с достаточным количеством воды или другого растворителя в резервуаре для предварительного смешивания. Влажную предварительную смесь можно формировать с помощью механического смесителя. Используемые в настоящем изобретении механические смесители включают, без ограничений, турбины с наклонными лопастями или смеситель MAXBLEND (производство Sumitomo Heavy Industries).
В настоящем изобретении особенно важно отрегулировать вязкость влажной предварительной смеси таким образом, чтобы она находилась в пределах предварительно заданного диапазона от около 1000 сП до около 25 000 сП при измерении при 40 °C и 1 с-1. Вязкость влажной предварительной смеси оказывает значительное влияние на расширение пор и открытие пор аэрированной предварительной смеси во время последующей стадии сушки, и влажные предварительные смеси с различными значениями вязкости могут образовывать гибкие пористые растворимые твердые листовые изделия с очень разными пеноструктурами. С одной стороны, если влажная предварительная смесь слишком густая/вязкая (например, имеет вязкость более чем около 25 000 сП при измерении при 40 °C и 1 с-1), аэрация такой влажной предварительной смеси может быть затруднена. Что еще более важно, на стекание промежуточной жидкости с внешних слоев тонкопленочных пузырьков на границы плато трехмерного пеноматериала во время последующей стадии сушки может быть оказано неблагоприятное влияние, или оно может быть существенно ограничено. Полагают, что стекание промежуточной жидкости во время сушки имеет важнейшее значение для обеспечения расширения пор и открытия пор во влажной предварительной смеси во время последующей стадии сушки. В результате сформированное таким образом гибкое пористое растворимое твердое листовое изделие может иметь значительно более мелкие поры и меньшую взаимосвязанность между порами (т. е. больше «закрытых» пор, чем открытых пор), что затрудняет поступление воды в такое листовое изделие и ее истечение из него. С другой стороны, когда влажная предварительная смесь слишком жидкая/текучая (например, имеет вязкость менее около 1000 сП при измерении при 40 °C и 1 с-1), аэрированная влажная предварительная смесь может быть недостаточно стабильной, т. е. пузырьки воздуха могут разрываться, разрушаться или слипаться слишком быстро во влажной предварительной смеси после аэрации и перед сушкой. Следовательно, полученное твердое листовое изделие может быть гораздо менее пористым и более плотным, чем требуется.
В частности, вязкость влажной предварительной смеси находится в диапазоне от примерно 3000 сП до примерно 24 000 сП, предпочтительно от примерно 5000 сП до примерно 23 000 сП, более предпочтительно от примерно 10 000 сП до примерно 20 000 сП при измерении при 40 °C и 1 с-1. Значения вязкости предварительной смеси измеряют с помощью реометра Malvern Kinexus Lab+ с геометрией с конусом и плоскостью (CP1/50 SR3468 SS), шириной зазора 0,054 мм, при температуре 40 °C и скорости сдвига 1,0 обратная секунда в течение периода 360 секунд.
Предпочтительно, представляющие интерес твердые вещества присутствуют во влажной предварительной смеси в количестве от примерно 15% до примерно 70%, предпочтительно от примерно 20% до примерно 50%, более предпочтительно от примерно 25% до примерно 45% от общей массы указанной влажной предварительной смеси. Процентное содержание твердых веществ представляет собой сумму массовых процентов всех твердых компонентов, полутвердых компонентов и жидких компонентов за исключением воды и любых очевидно летучих материалов, таких как спирты с низкой температурой кипения, от общей массы технологической смеси. С одной стороны, если содержание твердых веществ во влажной предварительной смеси слишком велико, вязкость влажной предварительной смеси может увеличиться до уровня, который будет препятствовать стеканию промежуточной жидкости или отрицательно влиять на нее и предотвращать формирование требуемой преимущественно пористой твердой структуры с открытыми ячейками в соответствии с описанием в настоящем документе. С другой стороны, если содержание твердых веществ во влажной предварительной смеси слишком низкое, вязкость влажной предварительной смеси может уменьшиться до уровня, который будет вызывать разрыв/разрушение/слипание пузырьков и больший процент (%) усадки поровых структур во время сушки, что приводит к тому, что полученное твердое листовое изделие является значительно менее пористым и более плотным.
Из представляющих интерес твердых веществ во влажной предварительной смеси согласно настоящему изобретению может присутствовать поверхностно-активное вещество (вещества) в количестве от около 1% до около 75%, водорастворимый полимер — от около 0,1% до около 25%, и необязательно пластификатор — от около 0,1% до около 25% от общей массы твердых веществ. В предварительную смесь также можно добавлять и другие активные компоненты или полезные агенты.
Необязательно влажную предварительную смесь предварительно нагревают непосредственно перед процессом аэрации и/или во время него при температуре выше температуры окружающей среды, но ниже любых температур, которые могут вызвать разложение ее компонентов. В одном варианте осуществления влажную предварительную смесь выдерживают при повышенной температуре в диапазоне от примерно 40 °C до примерно 100 °C, предпочтительно от примерно 50 °C до примерно 95 °C, более предпочтительно от примерно 60 °C до примерно 90 °C, наиболее предпочтительно от примерно 75 °C до примерно 85 °C. В одном варианте осуществления перед стадией аэрации применяют необязательный непрерывный нагрев. Кроме того, в процессе аэрации можно приложить дополнительное тепло, чтобы попытаться поддержать влажную предварительную смесь при такой повышенной температуре. Этого можно достичь посредством кондуктивного нагрева с одной или более поверхностей, нагнетания пара или других средств обработки. Считается, что предварительный нагрев влажной предварительной смеси до и/или во время стадии аэрации может обеспечить средство для снижения вязкости предварительных смесей с более высоким процентным содержанием твердых веществ для улучшения ввода пузырьков в смесь и формирования желаемого твердого листового изделия. Желательно достичь более высокого процентного содержания твердых веществ, поскольку это может снизить общие потребности в энергии для сушки. Таким образом, увеличение процентного содержания твердых веществ может привести к снижению содержания воды и повышению вязкости. Как упомянуто выше в настоящем документе, влажные предварительные смеси со слишком высокими значениями вязкости являются нежелательными для практического применения настоящего изобретения. Предварительный нагрев способен эффективно противодействовать такому повышению вязкости и тем самым позволить изготавливать быстро растворяющееся листовое изделие даже при использовании предварительных смесей с высоким содержанием твердых веществ.
Стадия (B). Аэрация влажной предварительной смеси
Аэрацию влажной предварительной смеси проводят с целью введения достаточного количества пузырьков воздуха во влажную предварительную смесь для последующего формирования в ней структур OCF после сушки. После достаточной аэрации влажная предварительная смесь характеризуется плотностью, которая значительно ниже плотности неаэрированной влажной предварительной смеси (которая может содержать несколько непреднамеренно захваченных пузырьков воздуха) или недостаточно аэрированной влажной предварительной смеси (которая может содержать некоторое количество пузырьков, но с намного меньшим объемным процентным содержанием пузырьков и значительно большим их размером). Аэрированная влажная предварительная смесь предпочтительно имеет плотность в диапазоне от около 0,05 г/мл до около 0,5 г/мл, предпочтительно от около 0,08 г/мл до около 0,4 г/мл, более предпочтительно от около 0,1 г/мл до около 0,35 г/мл, еще более предпочтительно от около 0,15 г/мл до около 0,3 г/мл, наиболее предпочтительно от около 0,2 г/мл до около 0,25 г/мл.
В настоящем изобретении аэрацию можно осуществить физическими либо химическими средствами. В одном варианте осуществления это можно реализовать путем введения газа во влажную предварительную смесь посредством механического перемешивания, например с использованием любых подходящих механических средств обработки, включая, без ограничений: роторно-статорный смеситель, планетарный смеситель, смеситель под давлением, смеситель, не находящийся под давлением, порционный смеситель, смеситель непрерывного действия, смеситель полунепрерывного действия, смеситель с высоким сдвиговым усилием, смеситель с низким сдвиговым усилием, погружной аэратор или любые их комбинации. В другом варианте осуществления этого можно достичь химическими средствами, например с помощью химических пенообразователей для обеспечения образования газа на месте посредством химической реакции одного или более ингредиентов, включая образование диоксида углерода (газообразного CO2) с помощью какой-либо системы выделения газа.
В особенно предпочтительном варианте осуществления было обнаружено, что аэрация влажной предварительной смеси может быть осуществлена экономически эффективно с помощью аэратора или смесителя непрерывного действия под давлением, который традиционно используют в пищевой промышленности при производстве маршмэллоу. Смесители непрерывного действия под давлением могут осуществлять гомогенизацию или аэрацию влажной предварительной смеси с образованием пеноструктур высокой однородности и стабильности с однородными размерами пузырьков. Уникальная конструкция роторно-статорной смесительной головки с высоким сдвиговым усилием может обеспечить получение пузырьков однородных размеров в слоях пеноматериала с открытыми ячейками. К подходящим аэраторам или смесителям непрерывного действия под давлением относятся взбиватель Morton (Morton Machine Co., Motherwell, Шотландия), автоматический миксер непрерывного действия Oakes (E.T. Oakes Corporation, Hauppauge, г. Нью-Йорк), смеситель непрерывного действия Fedco (The Peerless Group, г. Сидней, штат Огайо), Mondo (Haas-Mondomix B.V., Нидерланды), Aeros (Aeros Industrial Equipment Co., Ltd., провинция Гуандун, Китай) и Preswhip (Hosokawa Micron Group, г. Осака, Япония). Например, аэратор непрерывного действия Aeros A20 может работать при установленном значении скорости работы питающего насоса около 300–800 (предпочтительно около 500–700), установленном значении скорости смесительной головки около 300–800 (предпочтительно около 400–600) и расходе воздуха около 50–150 (предпочтительно 60–130, более предпочтительно 80–120), соответственно. В другом примере автоматический смеситель непрерывного действия Oakes может работать при установленном значении скорости смесительной головки около 10–30 об/мин (предпочтительно около 15–25 об/мин, более предпочтительно около 20 об/мин) при расходе воздуха около 10–30 литров в час (предпочтительно около 15–25 л/ч, более предпочтительно около 19–20 л/ч).
Как упомянуто выше в настоящем документе, влажную предварительную смесь можно поддерживать при повышенной температуре в течение процесса аэрации для регулирования вязкости влажной предварительной смеси для оптимизированной аэрации и контролируемого стекания во время сушки.
Размер пузырьков в аэрированной влажной предварительной смеси способствует получению равномерных слоев в структурах OCF полученного твердого листового изделия. В одном варианте осуществления размер пузырьков в аэрированной влажной предварительной смеси составляет от примерно 5 до примерно 200 мкм; а в другом варианте осуществления размер пузырьков составляет от примерно 20 мкм до примерно 100 мкм. Благодаря однородности размеров пузырьков получаемые твердые листовые изделия имеют постоянные значения плотности.
Стадия (C). Старение
После достаточной аэрации аэрированную влажную предварительную смесь выдерживают в течение некоторого времени без дополнительного введения значительного количества воздуха. Такая стадия старения может проводиться любым подходящим способом. Например, аэрированная влажная предварительная смесь может храниться в контейнере, таком как бак, без перемешивания. В другом примере аэрированная влажная предварительная смесь может быть перемешана с использованием крутящегося стержня для предотвращения разделения фаз или осаждения, при этом скорость вращения крутящегося стержня предпочтительно достаточно низкая (например, от около 5 до около 80 об/мин) для предотвращения введения дополнительного воздуха и/или высокого усилия сдвига в аэрированной влажной предварительной смеси. Без ограничений, накладываемых какой-либо теорией, считается, что высокая сила сдвига в аэрированной влажной предварительной смеси может нарушить дальнейшее расширение пузырьков или даже уменьшать пузырьки вместо этого.
В частности, старение может проводиться в течение от 5 мин до 300 мин, предпочтительно от 5 мин до 200 мин, более предпочтительно от 10 мин до 150 мин. Как указано выше, влажная предварительная смесь может выдерживаться при температуре окружающей среды или при повышенной температуре во время стадии старения, например от 10 °C до 100 °C, предпочтительно от 15 °C до 70 °C, более предпочтительно от 20 °C до 50 °C, наиболее предпочтительно от 20 °C до 40 °C.
Стадия (D). Формирование листа
После старения из состаренной влажной предварительной смеси формируют один или более листов с противоположными первой и второй сторонами. Стадию формирования листа можно проводить любыми подходящими способами, например с помощью экструзии, литья, формования, вакуумного формования, прессования, печати, нанесения покрытия и т. п. Более конкретно, лист из аэрированной влажной предварительной смеси можно сформировать: (i) литьем смеси в неглубокие полости, или поддоны, или листовые формы специальной конструкции; (ii) экструзией смеси на непрерывную ленту или сито сушилки; или (iii) нанесением смеси на внешнюю поверхность поворотного сушильного барабана. Несущая поверхность, на которой формируется лист, предпочтительно образована или покрыта антикоррозионными, не взаимодействующими и/или нелипкими материалами, такими как металл (например, сталь, хром и т. п.), TEFLON®, поликарбонат, NEOPRENE®, ПЭВП, ПЭНП, резина, стекло и т. п.
Сформированный лист аэрированной влажной предварительной смеси предпочтительно имеет толщину в диапазоне от 0,5 мм до 4 мм, предпочтительно от 0,6 мм до 3,5 мм, более предпочтительно от 0,7 мм до 3 мм, еще более предпочтительно от 0,8 мм до 2 мм, наиболее предпочтительно от 0,9 мм до 1,5 мм. Регулирование толщины такого сформированного листа аэрированной влажной предварительной смеси может быть важным для обеспечения того, чтобы полученное твердое листовое изделие имело требуемые структуры OCF. Если сформированный лист слишком тонкий (например, толщиной менее 0,5 мм), многие пузырьки воздуха, захваченные в аэрированную влажную предварительную смесь, будут расширяться во время последующей стадии сушки с образованием сквозных отверстий, проходящих через всю толщину полученного твердого листового изделия. Такие сквозные отверстия, если их слишком много, могут существенно нарушать как общую структурную целостность, так и эстетический внешний вид листового изделия. Если сформированный лист слишком толстый, для него не только требуется более продолжительное время сушки, но и в результате получают твердое листовое изделие с большими вариациями размеров пор между различными областями (например, верхней, средней и нижней областями) по всей толщине, поскольку чем дольше время сушки, тем больший дисбаланс сил может возникать из-за разрыва/разрушения/слипания пузырьков, стекания жидкости, расширения пор, раскрытия пор, испарения воды и т. п. Кроме того, множество слоев относительно тонких листов можно собрать в трехмерные структуры большей толщины для достижения желаемого очищающего эффекта или других преимуществ, обеспечивая при этом удовлетворительное качество поровых структур для быстрого растворения, а также обеспечивая эффективную сушку в течение относительно короткого времени сушки.
Стадия (E). Сушка при нагревании против силы тяжести
Ключевым признаком настоящего изобретения является использование направления нагрева против действия силы тяжести во время стадии сушки, либо в течение всего времени сушки, либо по меньшей мере в течение более половины времени сушки. Без ограничений, накладываемых какой-либо теорией, считается, что такое направление нагрева против действия силы тяжести может уменьшить чрезмерное стекание промежуточной жидкости к нижней части сформированного листа во время стадии сушки или противодействовать ему. Кроме того, поскольку верхняя поверхность высушивается последней, это дает пузырькам воздуха вблизи верхней поверхности сформированного листа больше времени для расширения и формирования отверстий пор на верхней поверхности (поскольку после высыхания влажной матрицы пузырьки воздуха больше не могут расширяться и формировать отверстия на поверхности). Следовательно, твердый лист, сформированные путем сушки с таким нагревом против силы тяжести, характеризуется улучшенными структурами OCF, которые обеспечивают более быстрое растворение, а также другие неожиданные и непредвиденные преимущества.
В конкретном варианте осуществления направление нагрева против силы тяжести обеспечивается схемой теплопроводного нагрева/сушки, которая идентична или аналогична представленной на фиг. 4. Например, аэрированную влажную предварительную смесь можно отливать в форму с формированием листа с двумя противоположными сторонами. Затем форму можно поместить на нагревательную плиту, или нагретую движущуюся ленту (например, нагретую конвейерную ленту) или любое другое подходящее нагревательное устройство с плоской нагретой поверхностью, характеризующейся регулируемой температурой поверхности от примерно 80 °C до примерно 170 °C, предпочтительно от примерно 90 °C до примерно 150 °C, более предпочтительно от примерно 100 °C до примерно 140 °C. Альтернативно аэрированная влажная предварительная смесь может быть нанесена на внешнюю поверхность нагретого движущегося пояса, такого как конвейерная лента, с образованием листа с двумя противоположными сторонами. Тепловая энергия передается от плоской нагретой поверхности нижней поверхности листа из аэрированной влажной предварительной смеси посредством теплопроводности, так что затвердевание листа начинается с нижней области и постепенно перемещается вверх до достижения верхней области в последнюю очередь. Для обеспечения того, чтобы направление нагрева было преимущественно направлено против силы тяжести (т. е. по существу было отклонено от направления силы тяжести) во время этого процесса, предпочтительно, чтобы нагретая поверхность являлась первичным источником тепла для листа во время сушки. При наличии каких-либо других источников нагрева общее направление нагрева может изменяться соответствующим образом. Более предпочтительно нагретая поверхность является единственным источником тепла для листа во время сушки. И, если используется нагретая движущаяся лента, предпочтительно, чтобы аэрированная влажная предварительная смесь была нанесена на внешнюю поверхность подвижного пояса, когда наружная поверхность подвижной ленты направлена вверх или изменяется от низа к верху. После высушивания лист можно захватывать вручную или скребком, предпочтительно, когда наружная поверхность подвижного пояса все еще увеличивается или изменяется от верха к низу. Предпочтительно движущийся пояс может перемещаться со скоростью от примерно 0,1 м/мин до примерно 50 м/мин, предпочтительно от примерно 0,15 м/мин до примерно 20 м/мин, более предпочтительно от примерно 0,2 м/мин до примерно 10 м/мин во время этапа сушки.
В другом конкретном варианте осуществления направление нагрева против силы тяжести обеспечивается схемой нагрева/сушки в поворотном барабане, которую также называют барабанной сушкой или вальцовой сушкой, аналогичной представленной на фиг. 5. Барабанная сушка представляет собой один тип способов контактной сушки, который применяют для удаления жидкостей из вязкой предварительной смеси сырьевых материалов на внешней поверхности нагретого вращающегося барабана (называемого также валком или цилиндром) при относительно низких температурах с формированием листовых изделий. Это непрерывный процесс сушки, который особенно подходит для сушки больших объемов. Поскольку сушку проводят при относительно низких температурах посредством контактного нагрева/сушки, она обычно имеет высокую энергоэффективность и не оказывает неблагоприятного влияния на целостность состава сырьевых материалов. Нагретый поворотный цилиндр, используемый в барабанной сушке, нагревается изнутри, например паром или электричеством, и приводится во вращение с заданной частотой вращения электроприводом, установленным на кронштейне основания. Нагретый поворотный цилиндр или барабан предпочтительно имеет наружный диаметр в диапазоне от около 0,5 метра до около 10 метров, предпочтительно от около 1 метра до около 5 метров, более предпочтительно от около 1,5 метра до около 2 метров. Он может иметь регулируемую температуру поверхности от около 80 °C до около 170 °C, предпочтительно от около 90 °C до около 150 °C, более предпочтительно от около 100 °C до около 140 °C. Кроме того, такой нагретый поворотный цилиндр вращается со скоростью от около 0,005 об/мин до около 0,25 об/мин, предпочтительно от около 0,05 об/мин до около 0,2 об/мин, более предпочтительно от около 0,1 об/мин до около 0,18 об/мин. На наружную поверхность нагретого поворотного цилиндра предпочтительно наносят нелипкое покрытие. Нелипкое покрытие может быть нанесено на наружную поверхность нагретого поворотного барабана, или оно может быть прикреплено к носителю на наружной поверхности нагретого поворотного барабана. Носитель включает, без ограничений, термостойкие нетканые материалы, термостойкое углеволокно, термостойкую металлическую или неметаллическую сетку и т. п. Нелипкое покрытие может эффективно защищать структурную целостность листового изделия от повреждений в процессе формирования листа.
Для формирования листа на нагретой поверхности (например, наружной поверхности роторного барабанного сушильного барабана или нагретой подвижной ленты) механизм подачи может быть выполнен независимо или в виде части сушильного устройства (например, поворотного барабанного сушильного барабана или нагретого движущегося пояса). Такой механизм подачи используют для нанесения аэрированной влажной предварительной смеси сырьевых материалов, как описано выше в настоящем документе, на нагретую поверхность, образуя таким образом тонкий слой вязкой предварительной смеси на нагретой поверхности. Такой тонкий слой предварительной смеси высушивают нагретым поворотным барабаном посредством контактного нагрева/сушки. Механизм подачи может включать в себя бункер подачи, штамп подачи, экструдер или крутящийся стержень, через который аэрированная влажная предварительная смесь наносится на нагретую поверхность. Механизм подачи может дополнительно включать в себя подающий лоток, который используется для размещения влажной аэрированной предварительной смеси, устройство для визуализации для динамического наблюдения за подачей и/или регулирующее устройство для регулировки положения и/или угла наклона бункера подачи, штампа подачи, экструдера или крутящегося стержня.
В предпочтительном, но не обязательном варианте осуществления крутящийся стержень используют для нанесения аэрированной влажной предварительной смеси. Предпочтительно крутящийся стержень может вращаться со скоростью от 5 до 80 об/мин, предпочтительно от 6 до 60 об/мин, более предпочтительно от 8 до 50 об/мин, наиболее предпочтительно от 10 до 40 об/мин. Кроме того, предпочтительно крутящийся стержень может быть расположен таким образом, что расстояние между крутящимся стержнем и наружной поверхностью поворотного барабана или нагретой подвижной ленты составляет от 3 мм до 15 мм, предпочтительно от 4 мм до 12 мм, более предпочтительно от 5 мм до 10 мм, наиболее предпочтительно от 6 мм до 10 мм. Без ограничений, накладываемых какой-либо теорией, считается, что при использовании соответствующей скорости вращения и/или соответствующего расстояния между крутящимся стержнем наружной поверхности поворотного барабана или нагретого движущегося пояса используют дополнительные пузырьки воздуха и/или вызывают высокое усилие сдвига, которое может нарушить образование крупных пузырьков. Таким образом, это может привести к еще большему размеру пузырьков предварительной смеси, подаваемой на нагретую поверхность, и в свою очередь улучшенную поровую структуру в сформированном листе.
В другом предпочтительном, но не обязательном варианте осуществления, для нанесения аэрированной влажной предварительной смеси используют штамп подачи. Предпочтительно штамп подачи может иметь скорость подачи от примерно 0,1 м/мин до примерно 50 м/мин, предпочтительно от примерно 0,15 м/мин до примерно 20 м/мин, более предпочтительно от примерно 0,2 м/мин до примерно 10 м/мин. Также предпочтительно штамп подачи может быть расположена таким образом, чтобы расстояние между штампом подачи и наружной поверхностью поворотного барабана или нагревательной движущейся лентой составляло от 0,1 мм до 15 мм, предпочтительно от 0,2 мм до 12 мм, более предпочтительно от 0,3 мм до 10 мм, наиболее предпочтительно от 0,5 мм до 5 мм. Без ограничений, накладываемых какой-либо теорией, считается, что при использовании соответствующей скорости кормления и/или соответствующего расстояния между штампом подачи и наружной поверхностью поворотного барабана или нагретой подвижной ленты он может достигать предпочтительного формирования листа и/или еще большего размера пузырьков.
Кроме того, для предотвращения быстрой потери тепла может быть предусмотрен термоэкран, предпочтительно установленный на кронштейне основания. Термоэкран также позволяет эффективно экономить энергию, необходимую для нагретой поверхности, тем самым обеспечивая снижение энергопотребления и экономию затрат. Термоэкран представляет собой модульную конструкцию из узлов или цельную конструкцию, и его можно свободно отсоединять от кронштейна основания. На термоэкране также установлено аспирационное устройство для всасывания горячего пара с целью предотвращения попадания водного конденсата на формируемое листовое изделие.
Также может быть предусмотрен необязательный статический скребковый механизм, предпочтительно установленный на кронштейне основания, для соскабливания или захвата листового изделия, уже сформированного с помощью нагретой поверхности. Статический скребковый механизм можно установить на кронштейне основания или на одной его стороне для перемещения уже сформированного листового изделия вниз по потоку для дальнейшей обработки. Статический скребковый механизм можно автоматически или вручную пододвигать к нагретому поворотному барабану либо отодвигать от него.
Предпочтительно, процесс изготовления гибкого пористого растворимого твердого листа в соответствии с настоящим изобретением осуществляется следующим образом. Прежде всего, нагретый поворотный барабан с нелипким покрытием на кронштейне основания приводится в движение электроприводом. Затем регулирующее устройство регулирует механизм подачи таким образом, чтобы расстояние между бункером для подачи и наружной поверхностью нагретого поворотного барабана достигло предварительно заданного значения. При этом бункер для подачи подает аэрированную влажную предварительную смесь, содержащую все или некоторые сырьевые материалы для получения гибкого пористого растворимого твердого листа, на внешнюю поверхность нагретого поворотного барабана для формирования на ней тонкого слоя аэрированной влажной предварительной смеси требуемой толщины, как описано выше в предыдущем разделе настоящего документа. Аспирационное устройство термоэкрана необязательно отводит горячий пар, генерируемый нагретым поворотным барабаном. Затем статический скребковый механизм соскабливает/захватывает высушенный/затвердевший лист, образованный тонким слоем аэрированной влажной предварительной смеси после его высушивания нагретым поворотным барабаном при относительно низкой температуре (например, 130 °C). Высушенный/затвердевший лист также можно отделить вручную или автоматически без применения такого статического скребкового механизма и затем свернуть с помощью роликового стержня.
Общее время сушки согласно настоящему изобретению зависит от составов и содержания твердых веществ во влажной предварительной смеси, температуры сушки, притока тепловой энергии и толщины листового материала, подлежащего сушке. Предпочтительно время сушки составляет от примерно 1 минуты до примерно 60 минут, предпочтительно от примерно 2 минут до примерно 30 минут, более предпочтительно от примерно 2 до примерно 15 минут, еще более предпочтительно от примерно 2 до примерно 10 минут, наиболее предпочтительно от примерно 2 до примерно 5 минут, например, 3 минуты, 5 минут, 7 минут, 10 минут, 15 минут, 20 минут, 25 минут, 30 минут или любые диапазоны между ними.
Во время такого времени сушки направление нагрева устанавливают таким образом, чтобы оно было по существу противоположным направлению силы тяжести в течение более половины времени сушки, предпочтительно более 55% или 60% времени сушки (например, как в описанной выше в настоящем документе схеме нагрева/сушки на поворотном барабане), более предпочтительно более 75% или даже 100% времени сушки (например, как в описанной выше в настоящем документе схеме теплопроводного нагрева/сушки снизу). Кроме того, лист аэрированной влажной предварительной смеси можно сушить при первом направлении нагрева в течение первого периода времени, а затем при втором, противоположном, направлении нагрева в течение второго периода времени, при этом первое направление нагрева по существу противоположно направлению силы тяжести, и при этом первый период времени составляет от 51% до 99% (например, от 55%, 60%, 65%, 70% до 80%, 85%, 90% или 95%) от общего времени сушки. Такое изменение направления нагрева может быть легко достигнуто с помощью различных других конфигураций, не показанных в настоящем документе, например с помощью удлиненной нагретой ленты извилистой формы, которая может поворачиваться вдоль продольной центральной оси.
IV. Физические характеристики твердых листовых изделий, обладающих признаками изобретения
Гибкое пористое растворимое твердое листовое изделие, сформированное посредством описанных выше технологических стадий, характеризуется улучшенными поровыми структурами, которые обеспечивают более легкое проникновение воды в листовое изделие и более быстрое растворение листового изделия в воде. Такие улучшенные поровые структуры достигаются в основном за счет регулирования различных условий обработки, как описано выше в настоящем документе, и они относительно независимы или в меньшей степени подвержены влиянию химических составов либо конкретных ингредиентов, используемых для изготовления такого листового изделия.
В целом такое твердое листовое изделие может характеризоваться: (i) процентным содержанием открытых ячеек от около 80% до 100%, предпочтительно от около 85% до 100%, более предпочтительно от около 90% до 100% при измерении с помощью теста 3, описанного ниже в настоящем документе; и (ii) общим средним размером пор от около 100 мкм до около 2000 мкм, предпочтительно от около 150 мкм до около 1000 мкм, более предпочтительно от около 200 мкм до около 600 мкм при измерении методом компьютерной микротомографии, описанным в тесте 2 ниже в настоящем документе. Общий средний размер пор определяет пористость структуры OCF настоящего изобретения. Процентное содержание открытых ячеек определяет взаимосвязанность между порами в структуре OCF настоящего изобретения. Взаимосвязанность структуры OCF можно также описать как объем звезды (Star Volume) или структурный модельный индекс (Structure Model Index — SMI) в соответствии с описанием в WO2010077627 и WO2012138820.
Такое твердое листовое изделие настоящего изобретения имеет противоположные верхнюю и нижнюю поверхности, при этом его верхняя поверхность может характеризоваться средним диаметром пор на поверхности более чем около 300 мкм, предпочтительно более чем около 310 мкм, более предпочтительно более чем около 320 мкм, еще более предпочтительно более чем около 330 мкм, наиболее предпочтительно более чем около 350 мкм при измерении методом РЭМ, описанным в тесте 1 ниже в настоящем документе. При сравнении с твердыми листовыми изделиями, сформированными в виде композиций нагрева/сушки предшествующего уровня техники (например, на основе конвекции, микроволновой обработки или компоновки на основе печи для текучей среды), твердое листовое изделие, образованное с помощью системы нагрева/сушки в соответствии с настоящим изобретением, имеет значительно больший диаметр поверхности пор на верхней поверхности (как показано на фиг. 6A–6B, 7A–7B и 8A–8B, которые подробно описаны в примере 1 ниже).
Кроме того, твердое листовое изделие, сформированное с помощью схемы нагрева/сушки в соответствии с настоящим изобретением, характеризуется более равномерным распределением пор по размерам между различными областями в направлении его толщины по сравнению с листами, сформированными по схемам нагрева/сушки предшествующего уровня техники. В частности, твердое листовое изделие настоящего изобретения содержит верхнюю область, прилегающую к верхней поверхности, нижнюю область, прилегающую к нижней поверхности, и среднюю область, расположенную между ними, при этом верхняя, средняя и нижняя области имеют одинаковую толщину. Каждая из верхней, средней и нижней областей такого твердого листового изделия характеризуется средним размером пор, при этом отношение среднего размера пор в нижней области к среднему размеру пор в верхней области (т. е. отношение среднего размера пор в нижней и верхней областях) составляет от около 0,6 до около 1,5, предпочтительно от около 0,7 до около 1,4, предпочтительно от около 0,8 до около 1,3, более предпочтительно от около 1 до около 1,2. Для сравнения: твердое листовое изделие, сформированное с помощью схемы нагрева/сушки в печи с принудительным обдувом струями горячего воздуха предшествующего уровня техники, может иметь отношение среднего размера пор в нижней и верхней областях более 1,5, обычно около 1,7–2,2 (как показано в примере 1 ниже в настоящем документе). Кроме того, твердое листовое изделие настоящего изобретения может характеризоваться отношением среднего размера пор в нижней области к среднему размеру пор в средней области от около 0,5 до около 1,5, предпочтительно от около 0,6 до около 1,3, более предпочтительно от около 0,8 до около 1,2, наиболее предпочтительно от около 0,9 до около 1,1, и отношением среднего размера пор в средней области к среднему размеру пор в верхней области от около 1 до около 1,5, предпочтительно от около 1 до около 1,4, более предпочтительно от около 1 до около 1,2.
Более того, относительное стандартное отклонение (ОСО) между средними размерами пор в верхней, средней и нижней областях твердого листового изделия настоящего изобретения составляет не более 20%, предпочтительно не более 15%, более предпочтительно не более 10%, наиболее предпочтительно не более 5%. В отличие от этого, твердое листовое изделие, сформированное с помощью схемы нагрева/сушки в печи с принудительным обдувом струями горячего воздуха предшествующего уровня техники, может иметь относительное стандартное отклонение (ОСО) между средними размерами пор в верхней, средней и нижней областях более 20%, вероятно, более 25% или даже более 35%.
Предпочтительно твердое листовое изделие настоящего изобретения дополнительно характеризуется средней толщиной стенки ячейки от около 5 мкм до около 200 мкм, предпочтительно от около 10 мкм до около 100 мкм, более предпочтительно от около 10 мкм до около 80 мкм при измерении с помощью теста 2, описанного ниже в настоящем документе.
Твердое листовое изделие настоящего изобретения может содержать небольшое количество воды. Предпочтительно оно характеризуется окончательным содержанием влаги от 0,5% до 25%, предпочтительно от 1% до 20%, более предпочтительно от 3% до 10% по массе указанного твердого листового изделия при измерении с помощью теста 4, описанного ниже в настоящем документе. Подходящее конечное содержание влаги в полученном твердом листовом изделии может обеспечить требуемую гибкость/деформируемость листового изделия, а также обеспечить потребителям сенсорное ощущение мягкости/гладкости. Если окончательное содержание влаги слишком низкое, листовое изделие может быть слишком хрупким или жестким. Если окончательное содержание влаги слишком высокое, листовое изделие может быть слишком липким, и его общая структурная целостность может быть нарушена.
Твердое листовое изделие настоящего изобретения может иметь толщину в диапазоне от около 0,6 мм до около 3,5 мм, предпочтительно от около 0,7 мм до около 3 мм, более предпочтительно от около 0,8 мм до около 2 мм, наиболее предпочтительно от около 1 мм до около 1,5 мм. Толщину твердого листового изделия можно измерить с помощью теста 6, описанного ниже в настоящем документе. Твердое листовое изделие после сушки может быть немного толще листа аэрированной влажной предварительной смеси вследствие расширения пор, которое, в свою очередь, ведет к общему увеличению объема.
Твердое листовое изделие настоящего изобретения может дополнительно характеризоваться основной массой от около 50 грамм/м2 до около 250 грамм/м2, предпочтительно от около 80 грамм/м2 до около 220 грамм/м2, более предпочтительно от около 100 грамм/м2 до около 200 грамм/м2 при измерении с помощью теста 6, описанного ниже в настоящем документе.
Кроме того, твердое листовое изделие настоящего изобретения может иметь плотность в диапазоне от около 0,05 грамма/см3 до около 0,5 грамма/см3, предпочтительно от около 0,06 грамма/см3 до около 0,4 грамма/см3, более предпочтительно от около 0,07 грамма/см3 до около 0,2 грамма/см3, наиболее предпочтительно от около 0,08 грамма/см3 до около 0,15 грамма/см3 при измерении с помощью теста 7, описанного ниже в настоящем документе. Плотность твердого листового изделия настоящего изобретения ниже, чем у листа аэрированной влажной предварительной смеси — также вследствие расширения пор, которое, в свою очередь, ведет к общему увеличению объема.
Кроме того, твердое листовое изделие настоящего изобретения может характеризоваться удельной площадью поверхности от около 0,03 м2/г до около 0,25 м2/г, предпочтительно от около 0,04 м2/г до 0,22 м2/г, более предпочтительно от 0,05 м2/г до 0,2 м2/г, наиболее предпочтительно от 0,1 м2/г до 0,18 м2/г при измерении с помощью теста 8, описанного ниже в настоящем документе. Удельная площадь поверхности твердого листового изделия настоящего изобретения может служить показателем его пористости и может влиять на скорость растворения: например, чем больше удельная площадь поверхности, тем более пористым является листовое изделие и тем выше скорость его растворения.
V. Составы твердых листовых изделий, обладающих признаками изобретения
1. Водорастворимый полимер
Как упоминалось выше в настоящем документе, гибкое пористое растворимое твердое листовое изделие настоящего изобретения может быть сформировано из влажной предварительной смеси, содержащей водорастворимый полимер и поверхностно-активное вещество. Такой водорастворимый полимер в полученном твердом листовом изделии может выполнять функцию пленкообразователя, структурообразующего средства, а также носителя для других активных ингредиентов (например, поверхностно-активных веществ, эмульгаторов, наполнителей, хелатирующих средств, ароматических веществ, красящих веществ и т. п.).
Предпочтительно, влажная предварительная смесь может содержать от примерно 3% до примерно 20% по массе предварительной смеси водорастворимого полимера, в одном варианте осуществления от примерно 5% до примерно 15% по массе предварительной смеси водорастворимого полимера, в одном варианте осуществления от примерно 7% до примерно 10% по массе предварительной смеси водорастворимого полимера.
После сушки предпочтительно, чтобы водорастворимый полимер присутствовал в гибком пористом растворимом твердом листовом изделии настоящего изобретения в количестве в диапазоне от около 5% до около 40%, предпочтительно от около 8% до около 30%, более предпочтительно от около 10% до около 25% от общей массы указанного твердого листового изделия. В особенно предпочтительном варианте осуществления настоящего изобретения общее количество водорастворимого (-ых) полимера (-ов), присутствующего (-их) в гибком пористом растворимом твердом листовом изделии настоящего изобретения, составляет не более 25% от общей массы такого изделия.
Водорастворимые полимеры, подходящие для практического применения настоящего изобретения, можно выбрать из полимеров со средневесовой молекулярной массой в диапазоне от примерно 5 000 до примерно 400 000 дальтон, более предпочтительно от примерно 10 000 до примерно 300 000 дальтон, более предпочтительно от примерно 15 000 до примерно 200 000 дальтон, наиболее предпочтительно от примерно 20 000 до примерно 150 000 дальтон. Средневесовую молекулярную массу рассчитывают путем суммирования средних молекулярных масс каждого полимерного сырьевого материала, умноженных на их соответствующие относительные массовые процентные доли от общей массы полимеров, присутствующих в пористом твердом веществе. Средневесовая молекулярная масса водорастворимого полимера, используемого в настоящем изобретении, может влиять на вязкость влажной предварительной смеси, что, в свою очередь, может влиять на количество и размер пузырьков на стадии аэрации, а также на результаты расширения/открытия пор на стадии сушки. Кроме того, средневесовая молекулярная масса водорастворимого полимера может влиять на общие пленкообразующие свойства влажной предварительной смеси и ее совместимость/несовместимость с некоторыми поверхностно-активными веществами.
Водорастворимые полимеры настоящего изобретения могут включать, без ограничений, синтетические полимеры, включая поливиниловые спирты, поливинилпирролидоны, полиалкиленоксиды, полиакрилаты, капролактамы, полиметакрилаты, полиметилметакрилаты, полиакриламиды, полиметилакриламиды, полидиметилакриламиды, полиэтиленгликольмонометакрилаты, сополимеры акриловой кислоты и метилакрилата, полиуретаны, поликарбоновые кислоты, поливинилацетаты, сложные полиэфиры, полиамиды, полиамины, полиэтиленимины, сополимеры малеинового ангидрида/(акрилата или метакрилата), сополимеры метилвинилового эфира и малеинового ангидрида, сополимеры винилацетата и кротоновой кислоты, сополимеры винилпирролидона и винилацетата, сополимеры винилпирролидона и капролактама, сополимеры винилпироллидона/винилацетата, сополимеры анионных, катионных и амфотерных мономеров и их комбинации.
Водорастворимые полимеры настоящего изобретения также можно выбрать из полимеров природного происхождения, включая полимеры растительного происхождения, примеры которых включают камедь карайи, трагакантовую камедь, гуммиарабик, ацеманнан, глюкоманнан, аравийскую камедь, камедь гхатти, изолят сывороточного белка и изолят соевого белка; экстракты семян, включая гуаровую камедь, камедь бобов рожкового дерева, семена айвы и семена подорожника; экстракты морских водорослей, такие как каррагенан, альгинаты и агар; фруктовые экстракты (пектины); полимеры микробного происхождения, включая ксантановую камедь, геллановую камедь, пуллулан, гиалуроновую кислоту, хондроитинсульфат и декстран; а также полимеры животного происхождения, включая казеин, желатин, кератин, гидролизаты кератина, сульфоновые кератины, альбумин, коллаген, глютелин, глюкагоны, глютен, зеин и шеллак.
Модифицированные природные полимеры можно также использовать в качестве водорастворимых полимеров в настоящем изобретении. Подходящие модифицированные природные полимеры включают, без ограничений, производные целлюлозы, такие как гидроксипропилметилцеллюлоза, гидроксиметилцеллюлоза, гидроксиэтилцеллюлоза, метилцеллюлоза, гидроксипропилцеллюлоза, этилцеллюлоза, карбоксиметилцеллюлоза, ацетатфталат целлюлозы, нитроцеллюлоза и другие простые или сложные эфиры целлюлозы; и производные гуара, такие как гидроксипропилгуар.
Водорастворимый полимер настоящего изобретения может включать крахмал. При использовании в настоящем документе термин «крахмал» включает как крахмалы природного происхождения, так и модифицированные крахмалы. Типичные натуральные источники крахмалов могут включать зерновые, клубни, корнеплоды, бобовые и фрукты. Более конкретные натуральные источники могут включать кукурузу, горох, картофель, бананы, ячмень, пшеницу, рис, саго, амарант, тапиоку, маранту, канну, сорго и их восковидные разновидности или разновидности с высоким содержанием амилазы. Природные крахмалы могут быть модифицированы любым способом модификации, известным в данной области техники, с образованием модифицированных крахмалов, включая физически модифицированные крахмалы, подвергнутые сдвигу крахмалы или термически ингибированные крахмалы; химически модифицированные крахмалы, например поперечносшитые, ацетилированные и органически этерифицированные, гидроксиэтилированные и гидроксипропилированные, фосфорилированные и неорганически этерифицированные, катионные, анионные, неионные, амфотерные и цвиттерионные, а также их сукцинатные и замещенные сукцинатные производные; в настоящем изобретении также могут использоваться продукты преобразования, полученные из любого из крахмалов, включая крахмалы жидкой варки, полученные путем окисления, ферментативного осахаривания, кислотного гидролиза, тепловой или кислотной декстринизации, продукты термической обработки и сдвигового воздействия; и клейстеризованные крахмалы, известные в данной области техники.
Предпочтительные водорастворимые полимеры настоящего изобретения включают поливиниловые спирты, поливинилпирролидоны, полиалкиленоксиды, крахмал и производные крахмала, пуллулан, желатин, гидроксипропилметилцеллюлозы, метилцеллюлозы и карбоксиметилцеллюлозы. Более предпочтительные водорастворимые полимеры настоящего изобретения включают поливиниловые спирты и гидроксипропилметилцеллюлозы.
Наиболее предпочтительными водорастворимыми полимерами настоящего изобретения являются поливиниловые спирты, которые характеризуются степенью гидролиза от около 40% до около 100%, предпочтительно от около 50% до около 95%, предпочтительно от около 65% до около 92%, предпочтительно от около 70% до около 90%. К доступным на рынке поливиниловым спиртам относятся спирты от компании Celanese Corporation (штат Техас, США) под торговой маркой CELVOL, включая, без ограничений, CELVOL 523, CELVOL 530, CELVOL 540, CELVOL 518, CELVOL 513, CELVOL 508, CELVOL 504; от компании Kuraray Europe GmbH (г. Франкфурт, Германия) под торговыми марками Mowiol® и POVAL™; и PVA 1788 (известный также как PVA BP17), доступные на рынке от различных поставщиков, включая компанию Lubon Vinylon Co. (г. Нанкин, Китай); и их комбинации. В особенно предпочтительном варианте осуществления настоящего изобретения гибкое пористое растворимое твердое листовое изделие содержит поливиниловый спирт со средневесовой молекулярной массой в диапазоне от 80 000 до около 150 000 дальтон и степенью гидролиза в диапазоне от около 80% до около 90% в количестве от около 10% до около 25%, более предпочтительно от около 15% до около 23% от общей массы такого изделия.
Кроме поливиниловых спиртов, как упоминалось выше в настоящем документе, в качестве материала-наполнителя можно использовать какой-либо один крахмал или комбинацию крахмалов в таком количестве, чтобы снизить общее содержание необходимых водорастворимых полимеров, при условии что это помогает обеспечить твердому листовому изделию требуемую структуру и физико-химические характеристики в соответствии с описанием в настоящем документе. Однако слишком большое количество крахмала может нарушить растворимость и структурную целостность листового изделия. Таким образом, в предпочтительных вариантах осуществления настоящего изобретения желательно, чтобы твердое листовое изделие содержало не более 20%, предпочтительно от 0% до 10%, более предпочтительно от 0% до 5%, наиболее предпочтительно от 0% до 1% крахмала по массе указанного твердого листового изделия.
2. Поверхностно-активные вещества
Кроме описанного выше водорастворимого полимера, твердое листовое изделие настоящего изобретения содержит одно или более поверхностно-активных веществ. Поверхностно-активные вещества могут выполнять функцию эмульгаторов в процессе аэрации для создания достаточного количества стабильных пузырьков для формирования желательной структуры OCF настоящего изобретения. Кроме того, поверхностно-активные вещества могут выполнять функцию активных ингредиентов для обеспечения желаемого очищающего эффекта.
В предпочтительном варианте осуществления настоящего изобретения твердое листовое изделие содержит одно или более поверхностно-активных веществ, выбранных из группы, состоящей из анионных ПАВ, неионных ПАВ, катионных ПАВ, цвиттерионных ПАВ, амфотерных ПАВ, полимерных ПАВ или их комбинаций. В зависимости от требуемого применения такого твердого листового изделия и желаемой выгоды потребителя можно выбирать различные поверхностно-активные вещества. Одним из преимуществ настоящего изобретения является то, что структуры OCF твердого листового изделия могут включать высокое содержание поверхностно-активных веществ, обеспечивая при этом быстрое растворение. Следовательно, в состав твердых листовых изделий настоящего изобретения можно включить высококонцентрированные очищающие композиции для обеспечения потребителям новых превосходных впечатлений от очищения.
Поверхностно-активные вещества, используемые в настоящем изобретении, могут включать как поверхностно-активные вещества в традиционном смысле (т. е. вещества, обеспечивающие заметный для потребителя пенообразующий эффект), так и эмульгаторы (т. е. вещества, которые не призваны обеспечивать какую-либо эффективность пенообразования, а в первую очередь предназначены в качестве вспомогательного средства в технологическом процессе при создании стабильной пеноструктуры). Примеры эмульгаторов для применения в качестве поверхностно-активного компонента в настоящем изобретении включают моно-и диглицериды, жирные спирты, сложные эфиры полиглицерина, сложные эфиры пропиленгликоля, сложные эфиры сорбитана и другие эмульгаторы, известные или иным образом широко используемые для стабилизации поверхностей раздела с воздухом.
Общее количество поверхностно-активных веществ в твердом листовом изделии настоящего изобретения может находиться в широком диапазоне от около 5% до около 80%, предпочтительно от около 10% до около 70%, более предпочтительно от около 30% до около 65% от общей массы указанного твердого листового изделия. Соответственно, влажная предварительная смесь может содержать от около 1% до около 40% ПАВ по массе влажной предварительной смеси, в одном варианте осуществления от около 2% до около 35% ПАВ по массе влажной предварительной смеси, в одном варианте осуществления от около 5% до около 30% ПАВ по массе влажной предварительной смеси.
В предпочтительном варианте осуществления настоящего изобретения твердое листовое изделие согласно настоящему изобретению представляет собой чистящий продукт, содержащий от около 30% до около 80%, предпочтительно от около 40% до около 70%, более предпочтительно от около 50% до около 65% одного или более ПАВ от общей массы указанного твердого листового изделия. В таких случаях влажная предварительная смесь может содержать от около 10% до около 40% ПАВ по массе влажной предварительной смеси, в одном варианте осуществления от около 12% до около 35% ПАВ по массе влажной предварительной смеси, в одном варианте осуществления от около 15% до около 30% ПАВ по массе влажной предварительной смеси.
Не имеющие ограничительного характера примеры анионных поверхностно-активных веществ, подходящих для применения в настоящем изобретении, включают алкил-и алкилэфирсульфаты, сульфатированные моноглицериды, сульфонированные олефины, алкиларилсульфонаты, первичные или вторичные алкансульфонаты, алкилсульфосукцинаты, ацилтаураты, ацилизетионаты, алкилглицерилэфирсульфонат, сульфонированные метиловые сложные эфиры, сульфонированные жирные кислоты, алкилфосфаты, ацилглутаматы, ацилсаркозинаты, алкилсульфоацетаты, ацилированные пептиды, алкилэфиркарбоксилаты, ациллактилаты, анионные фторированные ПАВ, лауроилглутамат натрия и их комбинации.
Одна категория анионных поверхностно-активных веществ, особенно подходящих для практического применения настоящего изобретения, включает ПАВ на основе C6–C20 линейного алкилбензолсульфоната (linear alkylbenzene sulphonate — LAS). Поверхностно-активные вещества на основе LAS хорошо известны в данной области техники и могут быть легко получены путем сульфонирования имеющихся на рынке линейных алкилбензолов. Примеры C10–C20 линейных алкилбензолсульфонатов, которые можно использовать в настоящем изобретении, включают соли щелочных металлов, щелочноземельных металлов или аммонийные соли с C10–C20 линейными алкилбензолсульфоновыми кислотами, предпочтительно натриевые, калиевые, магниевые и/или аммонийные соли C11–C18 или C11–C14 линейных алкилбензолсульфоновых кислот. Более предпочтительными являются натриевые или калиевые соли C12 и/или C14 линейных алкилбензолсульфоновых кислот (LAS), а наиболее предпочтительной является натриевая соль C12 и/или C14 линейной алкилбензолсульфоновой кислоты, т. е. додецилбензолсульфонат натрия или тетрадецилбензолсульфонат натрия.
LAS обеспечивает превосходный очищающий эффект и особенно подходит для применения в областях, связанных с моющими средствами для стирки. В рамках настоящего изобретения неожиданным и непредвиденным образом было обнаружено, что при использовании поливинилового спирта, имеющего более высокую средневесовую молекулярную массу (например, от около 50 000 до около 400 000 дальтон, предпочтительно от около 60 000 до около 300 000 дальтон, более предпочтительно от около 70 000 до около 200 000 дальтон, наиболее предпочтительно от около 80 000 до около 150 000 дальтон), в качестве пленкообразователя и носителя LAS можно использовать в качестве основного ПАВ, т. е. присутствующего в количестве более 50% по массе от общего содержания ПАВ в твердом листовом изделии, не оказывая неблагоприятного влияния на пленкообразующую способность и стабильность всей композиции в целом. Соответственно, в конкретном варианте осуществления настоящего изобретения LAS используют в качестве основного поверхностно-активного вещества в твердом листовом изделии. При его наличии количество LAS в твердом листовом изделии настоящего изобретения может находиться в диапазоне от около 10% до около 70%, предпочтительно от около 20% до около 65%, более предпочтительно от около 40% до около 60% от общей массы твердого листового изделия.
Другая категория анионных поверхностно-активных веществ, подходящих для практического применения настоящего изобретения, включает тридецетсульфаты натрия (sodium trideceth sulfates — STS), имеющие средневесовую степень алкоксилирования в диапазоне от около 0,5 до около 5, предпочтительно от около 0,8 до около 4, более предпочтительно от около 1 до около 3, наиболее предпочтительно от около 1,5 до около 2,5. Тридецет представляет собой разветвленный алкоксилированный углеводород с 13 атомами углерода, содержащий в одном варианте осуществления в среднем по меньшей мере 1 ответвление метильной группы на молекулу. STS, используемые в настоящем изобретении, могут включать ST(EOxPOy)S, где EOx относится к повторяющимся этиленоксидным звеньям с повторяющимся числом x в диапазоне от 0 до 5, предпочтительно от 1 до 4, более предпочтительно от 1 до 3, а POy относится к повторяющимся пропиленоксидным звеньям с повторяющимся числом y в диапазоне от 0 до 5, предпочтительно от 0 до 4, более предпочтительно от 0 до 2. Следует понимать, что такой материал, как ST2S со средневесовой степенью этоксилирования, например около 2, может содержать значительное количество молекул, не содержащих этоксилата, содержащих 1 моль этоксилата, 3 моля этоксилата и т. д., тогда как распределение этоксилирования может быть широким, узким или усеченным, что по-прежнему дает в результате общую средневесовую степень этоксилирования около 2. STS особенно подходит для применения в областях, связанных с личной гигиеной, и в рамках настоящего изобретения неожиданным и непредвиденным образом было обнаружено, что при использовании поливинилового спирта, имеющего более высокую средневесовую молекулярную массу (например, от около 50 000 до около 400 000 дальтон, предпочтительно от около 60 000 до около 300 000 дальтон, более предпочтительно от около 70 000 до около 200 000 дальтон, наиболее предпочтительно от около 80 000 до около 150 000 дальтон) в качестве пленкообразователя и носителя, STS можно использовать в качестве основного ПАВ, т. е. присутствующего в количестве более 50% по массе от общего содержания ПАВ в твердом листовом изделии, не оказывая неблагоприятного влияния на пленкообразующую способность и стабильность всей композиции в целом. Соответственно, в конкретном варианте осуществления настоящего изобретения STS используют в качестве основного поверхностно-активного вещества в твердом листовом изделии. При его наличии количество STS в твердом листовом изделии настоящего изобретения может находиться в диапазоне от около 10% до около 70%, предпочтительно от около 20% до около 65%, более предпочтительно от около 40% до около 60% от общей массы твердого листового изделия.
Другая категория анионных поверхностно-активных веществ, подходящих для практического применения настоящего изобретения, включает алкилсульфаты. Эти материалы имеют соответствующие формулы ROSO3M, где R — это алкил или алкенил, содержащий от около 6 до около 20 атомов углерода, x = от 1 до 10, а M — это водорастворимый катион, такой как аммоний, натрий, калий и триэтаноламин. Предпочтительно, R содержит от около 6 до около 18, предпочтительно от около 8 до около 16, более предпочтительно от около 10 до около 14 атомов углерода. Ранее предпочтительными поверхностно-активными веществами в растворимых твердых листовых изделиях считались неалкоксилированные C6–C20 линейные или разветвленные алкилсульфаты, особенно в качестве основного поверхностно-активного вещества в них благодаря совместимости с низкомолекулярными поливиниловыми спиртами (например, со средневесовой молекулярной массой не более 50 000 дальтон) с точки зрения пленкообразующей способности и стабильности при хранении. Однако в рамках настоящего изобретения неожиданным и непредвиденным образом было обнаружено, что при использовании поливинилового спирта, имеющего более высокую средневесовую молекулярную массу (например, от около 50 000 до около 400 000 дальтон, предпочтительно от около 60 000 до около 300 000 дальтон, более предпочтительно от около 70 000 до около 200 000 дальтон, наиболее предпочтительно от около 80 000 до около 150 000 дальтон) в качестве пленкообразователя и носителя, другие ПАВ, такие как LAS и/или STS, можно использовать в качестве основного ПАВ в твердом листовом изделии, не оказывая неблагоприятного влияния на пленкообразующую способность и стабильность всей композиции в целом. Поэтому в особенно предпочтительном варианте осуществления настоящего изобретения желательно предоставить твердое листовое изделие, содержащее алкилсульфаты в количестве не более чем около 20%, предпочтительно от 0% до около 10%, более предпочтительно от 0% до около 5%, наиболее предпочтительно от 0% до около 1% по массе указанного твердого листового изделия.
Еще одна категория анионных поверхностно-активных веществ, подходящих для практического применения настоящего изобретения, включает C6–C20 линейные или разветвленные алкилалкоксисульфаты (alkylalkoxy sulfates — АAS). Среди этой категории особенно предпочтительными являются линейные или разветвленные алкилэтоксисульфаты (alkylethoxy sulfates — AES), имеющие соответствующие формулы RO(C2H4O)xSO3M, где R — алкил или алкенил, содержащий от около 6 до около 20 атомов углерода, x = от 1 до 10, а M — это водорастворимый катион, такой как аммоний, натрий, калий и триэтаноламин. Предпочтительно, R содержит от около 6 до около 18, предпочтительно от около 8 до около 16, более предпочтительно от около 10 до около 14 атомов углерода. Поверхностно-активные вещества AES обычно получают как продукты конденсации этиленоксида и одноатомных спиртов, содержащих от около 6 до около 20 атомов углерода. Пригодные спирты можно получить из жиров, например из кокосового масла или таллового жира, либо они могут быть синтетическими. В настоящем изобретении предпочтительными являются лауриловый спирт и неразветвленные спирты, полученные из кокосового масла. Такие спирты вводят в реакцию с этиленоксидом в молярных пропорциях от около 1 до около 10, предпочтительно от около 3 до около 5 и особенно около 3, и полученную смесь химических соединений, содержащую, например, в среднем 3 моля этиленоксида на моль спирта, сульфатируют и нейтрализуют. Наиболее предпочтительными AES являются те, которые содержат смесь отдельных соединений, причем указанная смесь имеет среднюю длину алкильной цепи от около 10 до около 16 атомов углерода и среднюю степень этоксилирования от около 1 до около 4 молей этиленоксида. При их наличии количество AAS в твердом листовом изделии настоящего изобретения может находиться в диапазоне от около 2% до около 40%, предпочтительно от около 5% до около 30%, более предпочтительно от около 8% до около 12% от общей массы твердого листового изделия.
Другие подходящие анионные поверхностно-активные вещества включают водорастворимые соли органических продуктов реакции с серной кислотой с общей формулой [R1–SO3–M], где R1 выбирают из группы, состоящей из неразветвленных или разветвленных насыщенных алифатических углеводородных радикалов, содержащих от около 6 до около 20, предпочтительно от около 10 до около 18 атомов углерода; и M — это катион. Предпочтительными являются сульфонированные C10–18 н-парафины с щелочным металлом и аммонием. Другие подходящие анионные поверхностно-активные вещества включают сульфонаты олефинов, содержащие от около 12 до около 24 атомов углерода. α-олефины, из которых получают сульфонаты олефинов, являются моноолефинами, содержащими от около 12 до около 24 атомов углерода, предпочтительно от около 14 до около 16 атомов углерода. Предпочтительно они представляют собой неразветвленные олефины.
Другим классом анионных поверхностно-активных веществ, подходящих для использования в композициях бытовой химии и для ухода за тканями, являются β-алкилоксиалкансульфонаты. Эти соединения имеют следующую формулу:

где R1 — это неразветвленная алкильная группа, содержащая от около 6 до около 20 атомов углерода, R2 — это более низкая алкильная группа, содержащая от около 1 (предпочтительно) до около 3 атомов углерода, а M — это водорастворимый катион в соответствии с описанием выше в настоящем документе.
Дополнительными примерами подходящих анионных поверхностно-активных веществ являются продукты реакции жирных кислот, этерифицированных изетионовой кислотой и нейтрализованных гидроксидом натрия, где, например, жирные кислоты получают из кокосового масла; натриевые или калиевые соли амидов жирных кислот метилтаурида, в которых жирные кислоты, например, получают из кокосового масла. Другими подходящими анионными поверхностно-активными веществами являются сукцинаматы, примеры которых включают динатрий N-октадецилсульфосукцинамат; диаммонийлаурилсульфосукцинамат; тетранатрий N-(1,2-дикарбоксиэтил)-N-октадецилсульфосукцинамат; натриевая соль диамилового эфира сульфоянтарной кислоты; натриевая соль дигексилового эфира сульфоянтарной кислоты; и натриевая соль диоктилового эфира сульфоянтарной кислоты.
Неионные поверхностно-активные вещества, которые могут быть включены в состав твердого листового изделия настоящего изобретения, могут представлять собой любые традиционные неионные поверхностно-активные вещества, включая, без ограничений: алкилалкоксилированные спирты, алкилалкоксилированные фенолы, алкилполисахариды (в особенности алкилглюкозиды и алкилполиглюкозиды), амиды жирных полигидроксикислот, алкоксилированные эфиры жирных кислот, сложные эфиры сахарозы, сложные эфиры сорбитана и алкоксилированные производные сложных эфиров сорбитана, аминоксиды и т. п. Предпочтительными неионными ПАВ являются соединения с формулой R1(OC2H4)nOH, где R1 представляет собой C8–C18 алкильную группу или алкилфенильную группу, а n = от около 1 до около 80. Особенно предпочтительными являются C8–C18 алкилэтоксилированные спирты, имеющие средневесовую степень этоксилирования от около 1 до около 20, предпочтительно от около 5 до около 15, более предпочтительно от около 7 до около 10, такие как неионные ПАВ NEODOL®, доступные в продаже от компании Shell. К другим не имеющим ограничительного характера примерам используемых неионных ПАВ относятся: C6–C12 алкилфенолалкоксилаты, в которых алкоксилатные звенья могут представлять собой этиленокси-звенья, пропиленокси-звенья или их смесь; C12–C18 спирт и продукты конденсации C6–C12 алкилфенола с блочными полимерами этиленоксида/пропиленоксида, такими как Pluronic® от компании BASF; C14–C22 среднецепочечные разветвленные спирты; C14–C22 разветвленные среднецепочечные алкилалкоксилаты, BAEx, где x составляет от 1 до 30; алкилполисахариды, в частности алкилполигликозиды; амиды жирных полигидроксикислот; и ПАВ на основе полиоксиалкилированного спирта с эфирными концевыми группами. К подходящим неионным ПАВ также относятся выпускаемые под торговой маркой Lutensol® от компании BASF.
В предпочтительном варианте осуществления неионное поверхностно-активное вещество выбирают из сложных эфиров сорбитана и алкоксилированных производных сложных эфиров сорбитана, включая сорбитанмонолаурат (SPAN® 20), сорбитанмонопальмитат (SPAN® 40), сорбитанмоностеарат (SPAN® 60), сорбитантристеарат (SPAN® 65), сорбитанмоноолеат (SPAN® 80), сорбитантриолеат (SPAN® 85), сорбитанизостеарат, полиоксиэтилен (20) сорбитанмонолаурат (Tween® 20), полиоксиэтилен (20) сорбитанмонопальмитат (Tween® 40), полиоксиэтилен (20) сорбитанмоностеарат (Tween® 60), полиоксиэтилен (20) сорбитанмоноолеат (Tween® 80), полиоксиэтилен (4) сорбитанмонолаурат (Tween® 21), полиоксиэтилен (4) сорбитанмоностеарат (Tween® 61), полиоксиэтилен (5) сорбитанмоноолеат (Tween® 81), все производства компании Uniqema, и их комбинации.
Наиболее предпочтительные неионные ПАВ для практического применения настоящего изобретения включают C6–C20 неразветвленные или разветвленные алкилалкоксилированные спирты, имеющие средневесовую степень алкоксилирования в диапазоне от 5 до 15, более предпочтительно C12–C14 линейные этоксилированные спирты, имеющие средневесовую степень алкоксилирования в диапазоне от 7 до 9. При их наличии количество неионного поверхностно-активного вещества (веществ) типа алкилалкоксилированных спиртов в твердом листовом изделии настоящего изобретения может находиться в диапазоне от около 2% до около 40%, предпочтительно от около 5% до около 30%, более предпочтительно от около 8% до около 12% от общей массы твердого листового изделия.
Амфотерные поверхностно-активные вещества, подходящие для использования в твердом листовом изделии настоящего изобретения включают соединения, которые в широком смысле описываются как производные алифатических вторичных и третичных аминов, в которых алифатический радикал может иметь прямую или разветвленную цепь, и при этом один из алифатических заместителей содержит от около 8 до около 18 атомов углерода, а один содержит анионную группу, способствующую растворению в воде, например карбоксильную, сульфонатную, сульфатную, фосфатную или фосфонатную. Примерами соединений, соответствующих данному определению, являются 3-додецил-аминопропионат натрия, 3-додециламинопропансульфонат натрия, лаурилсаркозинат натрия, N-алкилтаурины, например соединение, полученное в результате реакции додециламина с изетионатом натрия и высшими N-алкиласпарагиновыми кислотами.
Одна категория амфотерных ПАВ, особенно подходящих для включения в состав твердых листовых изделий с компонентами для применения в области личной гигиены (например, шампунь, средство для умывания или мытья тела и т. п.), включает алкиламфоацетаты, такие как лауроамфоацетат и кокоамфоацетат. Алкиламфоацетаты могут состоять из моноацетатов и диацетатов. В некоторых типах алкиламфоацетатов диацетаты являются примесями или непреднамеренными продуктами реакции. При его наличии количество алкиламфоацетата (-ов) в твердом листовом изделии настоящего изобретения может находиться в диапазоне от примерно 2% до примерно 40%, предпочтительно от примерно 5% до примерно 30%, более предпочтительно от примерно 10% до примерно 20% от общей массы твердого листового изделия.
Подходящие цвиттерионные поверхностно-активные вещества включают соединения, которые в широком смысле описываются как производные соединений алифатического четвертичного аммония, фосфония и сульфония, в которых алифатические радикалы могут иметь неразветвленную или разветвленную цепь, и при этом один из алифатических заместителей содержит от около 8 до около 18 атомов углерода, а один содержит анионную группу, например карбоксильную, сульфонатную, сульфатную, фосфатную или фосфонатную группу. Такие подходящие цвиттерионные ПАВ можно представить формулой:

где R2 — это алкильный, алкенильный или гидроксиалкильный радикал с числом атомов углерода от около 8 до около 18, от 0 до около 10 этиленоксидных функциональных групп и от 0 до около 1 глицериловой функциональной группы; Y выбирают из группы, состоящей из атомов азота, фосфора и серы; R3 — это алкильная или моногидроксиалкильная группа, содержащая от около 1 до около 3 атомов углерода; X = 1, если Y — это атом серы, и 2, если Y — это атом азота или фосфора; R4 — это алкилен или гидроксиалкилен с числом атомов углерода от около 1 до около 4, а Z — радикал, выбранный из группы, состоящей из карбоксилатных, сульфонатных, сульфатных, фосфонатных и фосфатных групп.
Другие цвиттерионные ПАВ, подходящие для использования в настоящем изобретении, включают бетаины, включая высшие алкилбетаины, такие как кокодиметилкарбоксиметилбетаин, кокоамидопропилбетаин, кокобетаин, лауриламидопропилбетаин, олеилбетаин, лаурилдиметилкарбоксиметилбетаин, лаурилдиметилальфакарбоксиэтилбетаин, цетилдиметилкарбоксиметилбетаин, лаурил-бис-(2-гидроксиэтил)карбоксиметилбетаин, стеарил-бис-(2-гидроксипропил)карбоксиметилбетаин, олеилдиметил-гамма-карбоксипропилбетаин и лаурил-бис-(2-гидроксипропил)альфа-карбоксиэтилбетаин. Сульфобетаины могут представлять собой кокодиметилсульфопропилбетаин, стеарилдиметилсульфопропилбетаин, лаурилдиметилсульфоэтилбетаин, лаурил-бис-(2-гидроксиэтил)сульфопропилбетаин и т. п.; в настоящем изобретении также можно использовать амидобетаины и амидосульфобетаины, в которых радикал RCONH(CH2)3, где R — C11–C17 алкил, присоединенный к атому азота бетаина.
В настоящем изобретении также можно использовать катионные ПАВ, особенно в таких продуктах, как мягчители тканей и кондиционеры для волос. При использовании для изготовления продуктов, содержащих катионные ПАВ в качестве основных ПАВ, предпочтительно, чтобы такие катионные ПАВ присутствовали в количестве в диапазоне от около 2% до около 30%, предпочтительно от около 3% до около 20%, более предпочтительно от около 5% до около 15% от общей массы указанного твердого листового изделия.
Катионные поверхностно-активные вещества могут включать диамидные соединения четвертичного аммония (diamide quaternary ammonium — DEQA), которые охватывают описание диамидных активных компонентов, а также активных компонентов со смешанными амидо- и сложноэфирными связями. Предпочтительные соединения DEQA, как правило, получают путем взаимодействия алканоламинов, таких как метилдиэтаноламин (МДЭА) и триэтаноламин (ТЭА), с жирными кислотами. Некоторые материалы, которые обычно образуются в результате таких реакций, включают N,N-ди(ацилоксиэтил)-N,N-диметиламмоний хлорид или N,N-ди(ацилоксиэтил)-N,N-метилгидроксиэтиламмоний метилсульфат, в котором ацильная группа получена из животных жиров, ненасыщенных и полиненасыщенных жирных кислот.
Другие подходящие активные вещества для использования в качестве катионного ПАВ включают продукты реакции жирных кислот с диалкилентриаминами, например с молекулярным соотношением около 2 : 1, причем указанные продукты реакции содержат соединения с формулой:
R1–C(O)–NH–R2–NH–R3–NH–C(O)–R1
где R1, R2 определяются, как указано выше, а каждый R3 — это C1–6 алкиленовая группа, предпочтительно этиленовая группа. Примерами этих активных веществ являются продукты реакции кислоты таллового жира, кислоты масла канолы или олеиновых кислот с диэтилентриамином в молекулярном соотношении около 2 : 1, причем указанная смесь продуктов реакции содержит N,N"-диталлоилдиэтилентриамин, N,N"-диканолаоилдиэтилентриамин или N,N"-диолеоилдиэтилентриамин, соответственно, с формулой:
R1–C(O)–NH–CH2CH2–NH–CH2CH2–NH–C(O)–R1,
где R2 и R3 – это двухвалентные этиленовые группы, R1 определен выше, и приемлемые примеры этой структуры, когда R1 представляет собой олеоиловую группу доступной на рынке олеиновой кислоты, полученной из растительных или животных источников, включают EMERSOL® 223LL или EMERSOL® 7021, поставляемые компанией Henkel Corporation.
Другое активное вещество для применения в качестве катионного ПАВ имеет формулу:
[R1–C(O)–NR–R2–N(R)2–R3–NR–C(O) –R1]+ X-
где R, R1, R2, R3 и X- определяются, как указано выше. Примерами такого активного вещества являются мягчитель на основе жирных диамидоаминов, имеющий формулу:
[R1–C(O)–NH–CH2CH2–N(CH3)(CH2CH2OH)–CH2CH2–NH–C(O)–R1]+ CH3SO4-,
где R1–C(O) – это олеоиловая группа, группа легкоплавкого таллового жира или группа отвержденного таллового жира, доступные на рынке от компании Degussa под торговыми марками VARISOFT® 222LT, VARISOFT ® 222 и VARISOFT ® 110, соответственно.
Второй тип соединения DEQA (DEQA (2)), подходящего в качестве активного вещества для использования в качестве катионного поверхностно-активного вещества, имеет общую формулу:
[R3N+CH2CH(YR1)(CH2YR1)] X-,
где Y, R, R1, и X- в каждом случае имеют те же значения, что и выше. Примером предпочтительного соединения DEQA (2) является «пропиловый» эфир четвертичного аммония, используемый как активное вещество в качестве мягчителя ткани, который имеет формулу 1,2-ди(ацилокси)-3-триметиламмониопропан хлорид.
Полимерные поверхностно-активные вещества, подходящие для использования в композициях для личной гигиены настоящего изобретения, включают, без ограничений, блок-сополимеры этиленоксида и остатков жирных алкилов, блок-сополимеры этиленоксида и пропиленоксида, гидрофобно модифицированные полиакрилаты, гидрофобно модифицированные целлюлозы, силиконовые полиэфиры, силиконовые сложные эфиры сополиола, дичетвертичные полидиметилсилоксаны и совместно модифицированные амино-/полиэфирные силиконы.
3. Пластификаторы
В предпочтительном варианте осуществления настоящего изобретения гибкое пористое растворимое твердое листовое изделие настоящего изобретения дополнительно содержит пластификатор, предпочтительно в количестве в диапазоне от около 0,1% до около 25%, предпочтительно от около 0,5% до около 20%, более предпочтительно от около 1% до около 15%, наиболее предпочтительно от 2% до 12% от общей массы указанного твердого листового изделия. Соответственно, влажная предварительная смесь, используемая для формирования такого твердого листового изделия, может содержать от около 0,02% до около 20% по массе указанной влажной предварительной смеси, в одном варианте осуществления от около 0,1% до около 10% по массе указанной влажной предварительной смеси, в одном варианте осуществления от около 0,5% до около 5% по массе влажной предварительной смеси.
Пластификаторы, подходящие для использования в настоящем изобретении, включают, например, полиолы, сополиолы, поликарбоновые кислоты, сложные полиэфиры, сополиолы диметикона и т. п.
Примеры пригодных для использования полиолов включают, без ограничений: глицерин, диглицерин, этиленгликоль, полиэтиленгликоль (особенно 200–600), пропиленгликоль, бутиленгликоль, пентиленгликоль, производные глицерина (такие как пропоксилированный глицерин), глицидол, циклогександиметанол, гександиол, 2,2,4-триметилпентан-1,3-диол, пентаэритрит, мочевину, сахарные спирты (такие как сорбит, маннит, лактит, ксилит, мальтит и другие одно- и многоатомные спирты), моно-, ди- и олигосахариды (например, фруктозу, глюкозу, сахарозу, мальтозу, лактозу, твердые вещества кукурузного сиропа с высоким содержанием фруктозы и декстрины), аскорбиновую кислоту, сорбаты, этиленбисформамид, аминокислоты и т. п.
Примеры поликарбоновых кислот включают, без ограничений, лимонную кислоту, малеиновую кислоту, янтарную кислоту, полиакриловую кислоту и полималеиновую кислоту.
Примеры подходящих полиэфиров включают, без ограничений, триацетат глицерина, ацетилированный моноглицерид, диэтилфталат, триэтилцитрат, трибутилцитрат, ацетилтриэтилцитрат, ацетилтрибутилцитрат.
Примеры подходящих сополиолов диметикона включают, без ограничений, диметикон PEG-12, диметикон PEG/PPG-18/18 и диметикон PPG-12.
К другим подходящим пластификаторам относятся, без ограничений, алкил- и аллилфталаты; нафталаты; лактаты (например, соли натрия, аммония и калия); сорбет-30; мочевина; молочная кислота; натриевая соль пирролидонкарбоновой кислоты (pyrrolidone carboxylic acid — PCA); гиалуронат натрия или гиалуроновая кислота; растворимый коллаген; модифицированный белок; L-глутамат мононатрия; альфа- и бета-гидроксильные кислоты, такие как гликолевая кислота, молочная кислота, лимонная кислота, малеиновая кислота и салициловая кислота; глицерилполиметакрилат; полимерные пластификаторы, такие как поликватерниумы; белки и аминокислоты, такие как глутаминовая кислота, аспарагиновая кислота и лизин; гидрогенизированные гидролизаты крахмала; другие низкомолекулярные сложные эфиры (например, сложные эфиры C2–C10 спиртов и кислот); и любой другой водорастворимый пластификатор, известный специалисту в области пищевой промышленности и производства пластмасс; и их смеси.
Особенно предпочтительные примеры пластификаторов включают глицерин, этиленгликоль, полиэтиленгликоль, пропиленгликоль и их смеси. Наиболее предпочтительным пластификатором является глицерин.
4. Дополнительные ингредиенты
Кроме описанных выше ингредиентов, например, водорастворимого полимера, поверхностно-активного (-ых) вещества (веществ) и пластификатора, твердое листовое изделие настоящего изобретения может содержать один или более дополнительных ингредиентов в зависимости от предполагаемого применения. Такой один или более дополнительных ингредиентов могут быть выбраны из группы, состоящей из активных компонентов для ухода за тканью, активных компонентов для мытья посуды, активных компонентов для чистки твердых поверхностей, активных компонентов для косметических средств и/или ухода за кожей, активных компонентов для личной гигиены, активных компонентов для ухода за волосами, активных компонентов для ухода за полостью рта, активных компонентов для женской гигиены, активных компонентов для ухода за детьми, а также любые их комбинации.
Подходящие активные компоненты для ухода за тканью включают, без ограничений: органические растворители (разветвленные или разветвленные низшие C1–C8 спирты, диолы, глицерины или гликоли; низшие аминовые растворители, такие как C1–C4 алканоламины и их смеси; более конкретно, 1,2-пропандиол, этанол, глицерин, моноэтаноламин и триэтаноламин), носители, гидротропные вещества, наполнители, хелатирующие средства, диспергирующие агенты, ферменты и стабилизаторы ферментов, каталитические материалы, отбеливатели (включая фотоотбеливатели) и активаторы отбеливания, ароматические вещества (включая инкапсулированные ароматические вещества или микрокапсулы с ароматическими веществами), красящие вещества (такие как пигменты и красители, включая красящие пигменты), осветлители, средства, ингибирующие перенос красителей, средства для удаления/против переосаждения глинистой почвы, структурообразующие средства, модификаторы реологии, подавители пенообразования, технологические добавки, мягчители ткани, противомикробные агенты и т. п.
Подходящие активные компоненты для ухода за волосами включают, без ограничений: материалы для контроля влаги класса II для разглаживания волос (салициловые кислоты и производные, органические спирты и сложные эфиры), катионные ПАВ (особенно нерастворимые в воде, имеющие растворимость в воде при 25 °C предпочтительно менее 0,5 г/100 г воды, более предпочтительно менее 0,3 г/100 г воды), соединения жирного ряда с высокой температурой плавления (например, жирные спирты, жирные кислоты и их смеси с температурой плавления 25 °C или выше, предпочтительно 40 °C или выше, более предпочтительно 45 °C или выше, еще более предпочтительно 50 °C или выше), силиконовые соединения, кондиционирующие агенты (такие как гидролизованный коллаген с торговым названием Peptein 2000, поставляемый компанией Hormel, витамин E с торговым названием Emix-d, поставляемый компанией Eisai, пантенол, поставляемый компанией Roche, пантенилэтиловый эфир, поставляемый компанией Roche, гидролизованный кератин, белки, растительные экстракты и питательные вещества), консерванты (такие как бензиловый спирт, метилпарабен, пропилпарабен и имидазолидинилмочевина), средства для регулирования pH (такие как лимонная кислота, цитрат натрия, янтарная кислота, фосфорная кислота, гидроксид натрия, карбонат натрия), соли (такие как ацетат калия и хлорид натрия), красящие средства, ароматические вещества или отдушки, комплексообразующие вещества (такие как динатрий этилендиаминтетраацетат), средства для защиты от ультрафиолетового и инфракрасного излучения (такие как октилсалицилат), средства для обесцвечивания волос, средства для перманентной завивки волос, фиксаторы волос, средства против перхоти, противомикробные средства, средства для роста или восстановления волос, сорастворители или другие дополнительные растворители и т. п.
Подходящие активные компоненты для косметических средств и/или ухода за кожей включают материалы, одобренные для применения в косметических средствах и описанные в справочных книгах, таких как CTFA Cosmetic Ingredient Handbook, Second Edition, The Cosmetic, Toiletries, and Fragrance Association, Inc. 1988, 1992. Дополнительные, не имеющие ограничительного характера примеры приемлемых активных компонентов для косметических средств и/или ухода за кожей включают консерванты, ароматические вещества или отдушки, красящие средства или красители, загустители, увлажнители, мягчители, фармацевтические активные компоненты, витамины или питательные вещества, солнцезащитные средства, дезодоранты, создающие ощущение вещества, растительные экстракты, питательные вещества, вяжущие средства, косметические частицы, абсорбирующие частицы, волокна, противовоспалительные средства, средства для осветления кожи, средство для улучшения цвета кожи (который служит для улучшения общего цвета кожи и может содержать соединения витамина В3, сахарные амины, соединения гексамидина, салициловую кислоту, 1,3-дигидрокси-4-алкилбензол, такой как гексилрезорцин и ретиноиды), средство для загара, отшелушивающие агенты, влагоудерживающие агенты, ферменты, антиоксиданты, ловушки свободных радикалов, активные компоненты против морщин, средства против угревой сыпи, кислоты, основания, минеральные вещества, суспендирующие агенты, модификаторы рН, пигментные частицы, противомикробные средства, средства для отпугивания насекомых, лосьоны для бритья, сорастворители или другие дополнительные растворители и т. п.
Твердое листовое изделие настоящего изобретения может дополнительно содержать и другие необязательные ингредиенты, которые известны в применении или иным образом пригодны для использования в композициях, при условии, что такие необязательные материалы совместимы с выбранными существенными материалами, описанными в настоящем документе, или не ухудшают качества продукта иным образом.
Не имеющие ограничительного характера примеры вариантов осуществления типа продукта, которые могут быть образованы из твердого листового изделия настоящего изобретения, включают моющие средства для стирки, продукты для мягчения ткани, продукты для очистки рук, шампуни для волос или другие средства для ухода за волосами, продукты для очистки тела, продукты для бритья, продукты для мытья посуды, субстраты для личной гигиены, содержащие фармацевтические или другие активные компоненты для ухода за кожей, увлажняющие продукты, солнцезащитные продукты, косметические продукты или продукты для ухода за кожей, дезодорирующие продукты, продукты для ухода за полостью рта, продукты для женской гигиены, продукты для ухода за детьми, продукты, содержащие душистые вещества, и т. д.
VI. Преобразование МНОЖЕСТВА ЛИСТОВ в МНОГОСЛОЙНЫЕ структуры
После формирования гибких растворимых пористых твердых листовых изделий настоящего изобретения в соответствии с описанием выше в настоящем документе два или более таких листов можно дополнительно комбинировать и/или обрабатывать с образованием растворимых твердых изделий любых желаемых трехмерных форм, включая, без ограничений: сферическую, кубическую, прямоугольную, продолговатую, цилиндрическую, стержневую, листовую, в форме цветка, веерообразную, звездообразную, дискообразную и т. п. Листы можно комбинировать и/или обрабатывать любыми средствами, известными в данной области техники, примеры которых включают, без ограничений, химические средства, механические средства и их комбинации. Такие этапы комбинации и/или обработки в совокупности называются в настоящем документе процессом «преобразования», т. е. процессом, который служит для преобразования двух или более гибких растворимых пористых листов настоящего изобретения в растворимое твердое изделие желаемой трехмерной формы.
Традиционные растворимые твердые изделия имеют относительно высокие отношения длины/ширины к толщине, т. е. они являются относительно тонкими, чтобы обеспечить быстрое растворение таких изделий в воде. Следовательно, такие растворимые твердые изделия, как правило, представлены в форме относительно больших, но тонких листовых продуктов, которые могут быть сложными в обращении (например, слишком мягкие и гибкие, легко слипаются друг с другом, с трудом отделяются друг от друга при использовании) и которые не являются эстетически привлекательными для потребителей. Однако из-за ограничений, накладываемых требованием растворимости, пространство для изменений или улучшений такой формы продукта отсутствует или его очень мало.
В рамках настоящего изобретения неожиданным и непредвиденным образом было обнаружено, что трехмерные многослойные твердые изделия, образованные путем наложения друг на друга множества слоев твердых листовых изделий настоящего изобретения, являются более растворимыми, чем однослойные твердые изделия с таким же аспектным отношением. Это позволяет значительно растягивать такие твердые изделия по направлению толщины для создания трехмерных форм продукта, с которыми легче обращаться и которые более эстетически привлекательны для потребителей (например, продукты в форме толстых матов или даже кубов).
В частности, многослойные растворимые твердые изделия, образованные путем наложения друг на друга множества слоев твердых листовых изделий настоящего изобретения, характеризуются максимальным размером D и минимальным размером z (который перпендикулярен максимальному размеру), в то время как отношение D / z (в дальнейшем также называемое «аспектным отношением») находится в диапазоне от 1 до около 10, предпочтительно от около 1,4 до около 9, предпочтительно от около 1,5 до около 8, более предпочтительно от около 2 до около 7. Следует отметить, что, если аспектное отношение равно 1, растворимое твердое изделие имеет сферическую форму. Если аспектное отношение составляет около 1,4, растворимое твердое изделие имеет кубическую форму.
Многослойное растворимое твердое изделие настоящего изобретения может иметь минимальный размер z, который составляет более чем около 3 мм, но менее чем около 20 см, предпочтительно от около 4 мм до около 10 см, более предпочтительно от около 5 мм до около 30 мм.
Вышеописанное многослойное растворимое твердое изделие может содержать более двух таких гибких растворимых пористых листов. Например, оно может содержать от около 4 до около 50, предпочтительно от около 5 до около 40, более предпочтительно от около 6 до около 30 указанных гибких растворимых пористых листов. Улучшенные структуры OCF в гибких растворимых пористых листах, изготовленных в соответствии с настоящим изобретением, позволяют складывать много листов (например, 15–40) друг на друга, при этом по-прежнему обеспечивая удовлетворительную общую скорость растворения для всей стопки.
В особенно предпочтительном варианте осуществления настоящего изобретения многослойное растворимое твердое изделие содержит от 15 до 40 слоев описанных выше гибких растворимых пористых листов и имеет аспектное отношение в диапазоне от около 2 до около 7.
Многослойное растворимое твердое изделие настоящего изобретения может содержать отдельные листы различных цветов, которые визуально видны с внешней поверхности (например, одной или более боковых поверхностей) такого изделия. Такие видимые листы различных цветов являются эстетически привлекательными для потребителей. Кроме того, различные цвета отдельных листов могут давать визуальные подсказки, указывающие на различные полезные агенты, содержащиеся в отдельных листах. Например, многослойное растворимое твердое изделие может содержать первый лист, имеющий первый цвет и содержащий первый полезный агент, и второй лист, имеющий второй цвет и содержащий второй полезный агент, при этом первый цвет дает визуальную подсказку о первом полезном агенте, а второй цвет дает визуальную подсказку о втором полезном агенте.
Кроме того, один или более функциональных ингредиентов можно поместить между отдельными листами многослойного растворимого твердого изделия (типа «сэндвич»), как описано выше в настоящем документе, например путем распыления, разбрызгивания, напыления, нанесения покрытия, намазывания, погружения, впрыскивания или даже осаждения из паровой фазы. Чтобы избежать нежелательного взаимодействия таких функциональных ингредиентов с уплотнением на срезах или на краях вблизи периферийных зон отдельных листов, предпочтительно помещать такие функциональные ингредиенты между двумя соседними листами в центральной области, которая определяется как область, расположенная от периферийных зон таких смежных листов на расстоянии, составляющим, по меньшей мере, 10% максимального размера D.
Подходящие функциональные ингредиенты можно выбрать из группы, состоящей из очищающих активных компонентов (поверхностно-активных веществ, свободных ароматических веществ, инкапсулированных ароматических веществ, микрокапсул с ароматическими веществами, силиконов, смягчающих агентов, ферментов, отбеливателей, красящих веществ, наполнителей, модификаторов реологии, модификаторов pH и их комбинаций) и активных компонентов для личной гигиены (например, мягчителей, увлажнителей, кондиционирующих агентов и их комбинаций).
СПОСОБЫ ИСПЫТАНИЙ
Испытание 1: Способ растровой электронной микроскопии (РЭМ) для определения среднего диаметра пор листового изделия
Настольный микроскоп Hitachi TM3000 (серийный №: 123104-04) используют для получения микрофотографий образцов, выполненных с помощью РЭМ. Площадь образцов твердых листовых изделий согласно настоящему изобретению составляет приблизительно 1 см × 1 см, их вырезают из листов большего размера. Изображения получают при 50-кратном увеличении, на устройстве работают при 15 кВ. Получают как минимум 5 микрофотографических изображений произвольно выбранных мест на каждом образце, в результате чего общая проанализированная площадь составляет приблизительно 43,0 мм2, по которой оценивают средний диаметр пор.
Затем микрофотографии, выполненные с РЭМ, прежде всего обрабатывают с помощью комплекта инструментов для анализа изображений в программе Matlab. При необходимости изображения конвертируют в оттенки серого цвета. Для данного изображения генерируется гистограмма значений интенсивности для каждого отдельного пикселя с помощью функции Matlab ‘imhist’. Обычно из такой гистограммы очевидны два отдельных распределения, соответствующих пикселям более яркой поверхности листа и пикселям более темных областей внутри пор. Выбирают пороговое значение, соответствующее значению интенсивности между пиковым значением этих двух распределений. Затем всем пикселям, имеющим значение интенсивности ниже данного порогового значения, присваивают значение интенсивности 0, а пикселям, имеющим более высокое значение интенсивности, присваивают значение 1 и таким образом получают двоичное черно-белое изображение. Затем двоичное изображение анализируют с помощью программы ImageJ (https://imagej.nih.gov, версия 1.52a) для изучения как доли площади пор, так и распределения пор по размерам. Масштабную метку каждого изображения используют для определения коэффициента масштабирования пиксель/мм. В целях анализа используют функции автоматического определения пороговых значений и анализа частиц для выделения каждой поры. Выходной результат функции анализа включает долю площади для изображения в целом, а также площадь пор и периметр пор для каждой отдельной обнаруженной поры.
Средний диаметр пор определяется как DA50: 50% общей площади пор состоит из пор, имеющих одинаковые или меньшие гидравлические диаметры, чем средний диаметр DA50.
Гидравлический диаметр = ‘4 * Площадь поры (м2) / Периметр поры (м)’.
Он представляет собой эквивалентный диаметр, рассчитанный с учетом того, что не все поры являются круглыми.
Испытание 2: Метод компьютерной микротомографии (мкКТ) для определения общего или регионального среднего размера пор и средней толщины стенки ячеек для пеноматериалов с открытыми ячейками (OCF)
Пористость представляет собой отношение объема пустого пространства к общему объему пространства, занимаемого OCF. Пористость можно рассчитать по сканам мкКТ путем сегментирования пустого пространства посредством определения пороговых значений и определения отношения количества вокселей пустот к общему количеству вокселей. Аналогичным образом объемная доля твердого вещества (solid volume fraction — SVF) представляет собой отношение между объемом пространства, занятого твердым веществом, и общим объемом пространства, и значение SVF можно рассчитать как отношение количества занятых вокселей к общему количеству вокселей. Как пористость, так и SVF представляют собой средние скалярные величины, которые не предоставляют структурную информацию, такую как распределение пор по размерам в направлении высоты OCF или средняя толщина стенок ячеек распорок OCF.
Чтобы охарактеризовать трехмерную структуру OCF, образцы визуализируют с помощью рентгеновского сканирующего мкКТ-прибора, способного получать набор данных с высоким изотропным пространственным разрешением. Одним примером подходящего прибора является мкКТ-сканер системы SCANCO, модель 50 (Scanco Medical AG, Brüttisellen, Швейцария), работающий со следующими настройками: уровень энергии 45 кВп при 133 мкА; 3000 проекций; поле зрения 15 мм; время интегрирования 750 мс; усреднение 5; и размер вокселя 3 мкм на пиксель. После завершения сканирования и последующей реконструкции данных сканер создает набор 16-битных данных, называемый «файлом ISQ», в котором уровни серого отражают изменения в затухании рентгеновского излучения, что, в свою очередь, относится к плотности материала. Затем файл ISQ преобразуют в 8 бит с использованием коэффициента масштабирования.
Сканируемые образцы OCF обычно готовят путем пробивания сердцевины диаметром приблизительно 14 мм. Выбитый образец OCF укладывают горизонтально на пеноматериал с низким ослаблением, затем устанавливают в пластиковую цилиндрическую трубку диаметром 15 мм для сканирования. Сканирование образцов получают таким образом, чтобы в набор данных включался весь объем всего установленного вырезанного образца. Из этого более крупного набора данных извлекают меньший субобъем набора данных по образцу из общего поперечного сечения отсканированного пеноматериала с открытыми ячейками (OCF) с созданием трехмерного слоя данных, где можно осуществить качественную оценку пор без краевых/граничных эффектов.
Чтобы охарактеризовать распределение пор по размерам в направлении высоты и размер распорок, в отношении набора данных субобъема осуществляют алгоритм карты локальных толщин (Local Thickness Map — LTM). Метод LTM начинается с построения карты евклидовых расстояний (Euclidean Distance Mapping — EDM), в ходе которого присваиваются значения уровня серого, равные расстоянию, на котором находится каждый пустой воксел от ближайшей границы. На основании данных EDM выполняют тесселяцию трехмерного пустого пространства, представляющего поры (или трехмерного пространства твердого вещества, представляющего распорки), сферами, размеры которых соответствует значениям EDM. Вокселям, охватываемым сферами, присваивают значение радиуса наибольшей сферы. Другими словами, каждому пустому вокселю (или вокселю твердого вещества для распорок) присваивается радиальное значение наибольшей сферы, которая вписывается в границу пустого порового пространства (или границу пространства твердого вещества для распорок), и включает в себя назначенный воксел.
Выходной результат в виде трехмерного распределения меченых сфер, полученный от сканирования данных LTM, можно рассматривать как стек двух двухмерных изображений в направлении высоты (или в направлении Z) и использовать для оценки изменения диаметра сферы от среза до среза в зависимости от глубины OCF. Толщина распорки рассматривается как набор трехмерных данных, и среднее значение можно оценить для всего субобъема или его частей. Расчеты и измерения проводили с использованием программного обеспечения AVIZO Lite (9.2.0) от компании Thermo Fisher Scientific и MATLAB (R2017a) от Mathworks.
Испытание 3: Процентное содержание открытых ячеек в листовом изделии
Процентное содержание открытых ячеек измеряют с помощью газовой пикнометрии. Газовая пикнометрия представляет собой распространенную аналитическую методику, согласно которой для точного измерения объема применяют метод вытеснения газа. В качестве вытесняющей среды используют инертные газы, такие как гелий или азот. Образец твердого листового изделия настоящего изобретения герметично закрывают в отсеке прибора известного объема, подают соответствующий инертный газ и затем расширяют до другого прецизионного внутреннего объема. Давление до и после расширения измеряют и используют для вычисления объема образца изделия.
В стандартном методе испытания ASTM D2856 описана процедура определения процентного содержания открытых ячеек с помощью более старой модели воздушного пикнометра сравнения. Данное устройство больше не производится. Однако можно удобно и точно определить процентную долю открытых ячеек путем проведения теста с использованием пикнометра AccuPyc компании Micromeritics. В процедуре ASTM D2856 описаны 5 способов (A, B, C, D и E) для определения процента открытых пор в пеноматериалах. Для этих экспериментов образцы можно проанализировать с помощью пикнометра Accupyc 1340 с использованием газообразного азота и с помощью программного обеспечения ASTM Foampyc. Для расчета процентного содержания открытых ячеек следует использовать способ C процедуры ASTM. В этом способе просто сравнивают геометрический объем, определенный с помощью толщиномера и стандартных расчетов объема с объемом открытых ячеек, измеренным с помощью пикнометра Accupyc, согласно следующему уравнению:
Процент открытых ячеек = Объем открытых ячеек образца / Геометрический объем образца * 100
Рекомендуется, чтобы эти измерения проводились компанией Micromeritics Analytical Services, Inc. (One Micromeritics Dr, Suite 200, г. Норкросс, штат Джорджия, 30093). Более подробная информация о данной методике приведена на веб-сайтах Micromeritics Analytical Services (www.particletesting.com или www.micromeritics.com) и опубликована в книге «Analytical Methods in Fine Particle Technology», авторы Clyde Orr и Paul Webb.
Испытание 4: Окончательное содержание влаги в листовом изделии
Окончательное содержание влаги в твердом листовом изделии настоящего изобретения получают с помощью анализатора влажности Mettler Toledo HX204 (серийный № B706673091). На измерительный лоток помещают не менее 1 г высушенного листового изделия. Затем выполняют стандартную программу с дополнительными программными настройками: время анализа 10 минут, температура 110 °C.
Испытание 5: Толщина листового изделия
Толщину гибкого пористого растворимого твердого листового изделия настоящего изобретения получают с помощью микрометра или толщиномера, например микрометра Mitutoyo Corporation Digital Disk Stand Micrometer Model No IDS-1012 E (Mitutoyo Corporation, 965 Corporate Blvd, г. Орора, штат Иллинойс, США 60504). У микрометра имеется пластина диаметром 1 дюйм массой около 32 грамм, с помощью которой измеряется толщина при давлении прижатия около 0,09 фунт/кв. дюйм (6,32 г/см2).
Толщину гибкого пористого растворимого твердого листового изделия измеряют путем поднятия пластины, помещения части листового изделия на подставку под пластиной, аккуратного опускания пластины до соприкосновения с листовым изделием, отпускания пластины и измерения толщины листового изделия в миллиметрах по цифровой индикации. Листовое изделие должно быть полностью растянуто до всех краев пластины, чтобы обеспечить измерение толщины при минимальном возможном поверхностном давлении, за исключением случая более жестких субстратов, которые не являются плоскими.
Испытание 6: Основная масса листового изделия
Основную массу гибкого пористого растворимого твердого листового изделия настоящего изобретения рассчитывают как массу листового изделия на его площадь (грамм/м2). Площадь рассчитывают как площадь, проецируемую на плоскую поверхность, перпендикулярную внешним краям листового изделия. Твердые листовые изделия настоящего изобретения нарезают на квадратные образцы размером 10 см × 10 см, поэтому площадь известна. Затем каждый из таких квадратных образцов взвешивают, и потом полученную массу делят на известную площадь 100 см2 для определения соответствующей основной массы.
Для изделия неправильной формы, если это плоский объект, площадь вычисляют, исходя из площади, заключенной внутри внешнего периметра такого объекта. Для сферического объекта площадь вычисляют исходя из среднего диаметра как 3,14 x (диаметр/2)2. Для цилиндрического объекта площадь вычисляют исходя из среднего диаметра и средней длины как диаметр x длина. Для трехмерного объекта неправильной формы площадь вычисляют исходя из стороны с наибольшими внешними размерами, спроецированной на плоскую поверхность, ориентированную перпендикулярно этой стороне. Это можно осуществить путем тщательного нанесения внешних размеров объекта на масштабно-координатной бумаге карандашом с последующим вычислением площади путем приблизительного подсчета квадратов и умножения на известную площадь квадратов либо путем фотографирования нанесенной площади (заштрихованной для контраста), включая шкалу, и применения методик анализа изображений.
Испытание 7: Плотность листового изделия
Плотность гибкого пористого растворимого твердого листового изделия настоящего определяют по уравнению: Расчетная плотность = основная масса пористого твердого изделия / (толщина пористого твердого изделия x 1000). Основную массу и толщину растворимого пористого твердого изделия определяют в соответствии с методиками, описанными выше в настоящем документе.
Испытание 8: Удельная площадь поверхности листового изделия
Удельную площадь поверхности гибкого пористого растворимого твердого листового изделия измеряют методом адсорбции газа. Площадь поверхности является мерой открытой поверхности твердого образца в молекулярном масштабе. Теория BET (Brunauer, Emmet и Teller) является самой популярной моделью, используемой для определения площади поверхности, и основана на изотермах адсорбции газа. В методе адсорбции газа используют физическую адсорбцию и капиллярную конденсацию для измерения изотермы адсорбции газа. Методику можно кратко описать в виде следующих этапов; образец помещают в пробирку для образца и нагревают под вакуумом или в потоке газа для удаления загрязнений с поверхности образца. Массу образца получают путем вычитания массы пустой пробирки для образца из общей массы дегазированного образца и пробирки для образца. Затем пробирку с образцом помещают в отверстие для анализа и приступают к анализу. Первый этап процесса анализа заключается в вакуумировании пробирки с последующим измерением объема свободного пространства в пробирке с использованием газообразного гелия при температуре жидкого азота. Затем проводят вакуумирование второй раз для удаления газообразного гелия. Затем прибор начинает определять изотерму адсорбции путем добавления газообразного криптона через установленные пользователем интервалы времени до тех пор, пока не будут достигнуты требуемые результаты измерения давления. Затем образцы могут быть проанализирована с помощью системы ASAP 2420 с адсорбцией газообразного криптона. Рекомендуется, чтобы эти измерения проводились компанией Micromeritics Analytical Services, Inc. (One Micromeritics Dr, Suite 200, г. Норкросс, штат Джорджия, 30093). Более подробная информация о данной методике приведена на веб-сайтах Micromeritics Analytical Services (www.particletesting.com или www.micromeritics.com) и опубликована в книге «Analytical Methods in Fine Particle Technology», авторы Clyde Orr и Paul Webb.
Испытание 9: Скорость растворения
Прежде всего, твердые листы хранят при относительной влажности 50 ± 2% и температуре 23 ± 1 °C окружающей среды в течение 24 часов (т. е. этап кондиционирования). После описанного выше этапа начального кондиционирования сначала из большого твердого листа с использованием полого 25 мм дырокола вырезали диски диаметром 25 мм. Требуемое количество дисков из пенопласта установлено таким образом, что общая масса всех дисков из пенопласта составляет не менее 0,1 г.
Требуемое количество дисков из пенопласта затем ориентируют сверху вниз на зубчатую поверхность и помещают внутрь хроматографической колонки Omnifit™ EZ (006EZ-25-10-AF), имеющей внутренний диаметр 25 мм, длину 100 м и регулируемый съемный концевой элемент. Стопку дисков пены помещают внутри колонны таким образом, что направление потока через колонку перпендикулярно верхней поверхности дисков пены. После размещения внутри колонны концевая часть вставляется в колонку и отрегулирована до тех пор, пока перпендикулярное расстояние между двумя внутренними краями не станет толщиной стопки дисков пены.
Силиконовую трубку Masterflex (MFLEX силикон № 25 25') и перистальтический насос Masterflex (MFLX L/S 1CH 300R 115/230 13124) используют для управления потоком воды через колонку. Скорость потока системы откалибрована посредством проточной воды через насос, трубку и пустую колонну при различных установках помпы, и регистрируют объем воды, собранный в течение определенного периода времени. Для всех экспериментов использовали расход 5 литров в час.
Впускную и выпускную трубку помещают в стакан объемом 1 литр, содержащий 500 мл деионизированной воды при температуре окружающей среды. Указанный стакан помещают на магнитную пластину мешалки, а магнитная мешалка имеет длину 23 мм и толщину 10 мм, а скорость вращения мешалки устанавливается на 300 об/мин. Кондуктометр Mettler Toledo S230 калибруют на 1413 мкСм/см и помещают датчик в химический стакан с водой.
Начинается поток воды через систему. После того как первые капли воды можно визуально видеть внутри колонны в контакте с пенопластом, начинается функция записи данных измерителя проводимости. Данные регистрировали в течение по меньшей мере 20 минут.
Для оценки времени, необходимого для достижения 90% или 95% растворения пенопласта, сначала получают калибровочную кривую, в которой слои дисков из пенопласта сбрасываются один раз в стакан для перемешивания 500 мл деионизированной воды. Также регистрировали массу каждого отдельного диска из пенопласта и проводимость через 5 минут. Этот процесс повторяют до 5 дисков. Линейную функцию устанавливают на данные, которые затем используют для оценки максимальной проводимости в каждом эксперименте с растворением на основе общей массы дисков из пенопласта, размещенных в колонне. Процентное содержание растворения затем рассчитывают как
% растворения = экспериментально измеренная проводимость/максимальная проводимость * 100
Время, требуемое для достижения 90% или 95% растворения, затем получают по этим расчетным данным. Процедура калибровки повторяется для каждой исследуемой смеси.
Испытание 10: Размер пузырьков
Размер пузырьков аэрированной предварительной смеси измеряют следующим образом.
Прямоугольные предметные стекла, шириной и длиной в 2 см и толщиной в 1 мм сначала приклеивают на предметном стекле, имеющем ширину 6 см и длину 2 см, так что полость, имеющая толщину 1 мм, длину 2 см и ширину немного менее 2 см, расположена в центре предметного стекла. Ширина полости должна выдерживаться на расстоянии менее 2 см, так что дополнительное покрывающее предметное стекло может быть размещено поверх полости.
Для захвата изображения для анализа размера пузырьков аэрированная жидкая пена осаждается в полость с помощью шпателя, а другое покрывающее предметное стекло помещено сверху и прижимается вниз для уменьшения толщины жидкости до 1 мм.
Для захвата изображений использовали микроскоп SMZ-T4 Chongqing Optec и цифровую камеру RZIMAGE MicroUL300 R. Предметное стекло помещали на область с подсветкой микроскопа, при этом увеличениекорректировалось таким образом, чтобы площадь изображения составляла менее 16 мм2. Дополнительное изображение выполнено с прозрачной линейкой, расположенной в области изображения, так что градуированные линии можно видеть и использовать для определения отношения расстояния между пикселями.
Размеры пузырьков рассчитывали с использованием функции «imfindcircles» в программном пакете для анализа изображений в программном обеспечении Matlab 2017b. Для каждого изображения функция вызывалась четыре раза, в диапазоне размеров пикселей от 21 до 40, от 41 до 50, от 51 до 100 и от 101 до 200 соответственно, где 20 пикселей соответствуют примерной длине 60 микрон. Параметр чувствительности был установлен на 0,95. Радиус пузырьков, оцененный по каждому вызову функции, объединяли для генерации одноразового распределения, и радиусы преобразовали в микрон с использованием калибровочного изображения, полученного с помощью прозрачной линейки.
ПРИМЕРЫ
Пример 1: Различные структуры OCF в твердых листовых изделиях, изготовленных по различным схемам нагрева/сушки
Приготовили влажные предварительные смеси со следующими композициями ПАВ/полимеров для изделий по уходу за бельем и изделий по уходу за волосами, описанными в таблице 1 и таблице 2 ниже, соответственно.
ТАБЛИЦА 1
(СОСТАВ ДЛЯ УХОДА ЗА БЕЛЬЕМ)
Вязкость композиции влажной предварительной смеси, представленной в таблице 1, составляет около 14309,8 сП. После аэрации средняя плотность такой аэрированной влажной предварительной смеси составляет около 0,25 г/см3.
ТАБЛИЦА 2
(СОСТАВ ДЛЯ УХОДА ЗА ВОЛОСАМИ — ШАМПУНЬ)
Вязкость композиции влажной предварительной смеси, представленной в таблице 2, составляет примерно 19 254,6 сП. После аэрации средняя плотность такой аэрированной влажной предварительной смеси составляет около 0,225 г/см3.
Гибкие пористые растворимые твердые листовые изделия A и B получены из вышеуказанных влажных предварительных смесей, описанных в таблицах 1 и 2, с применением аэратора непрерывного действия (Aeros) и поворотного сушильного барабана со следующими настройками и условиями, приведенными ниже в таблице 3.
Таблица 3
(Барабанная сушка)
Гибкий пористый растворимый твердый лист C также получен из вышеуказанной влажной предварительной смеси, описанной в таблице 2, с применением аэратора непрерывного действия (Oakes) и формы, помещенной на нагревательную плиту (которая обеспечивает теплопроводный нагрев снизу) со следующими настройками и условиями, приведенными ниже в таблице 4.
Таблица 4
(Сушка на нагревательной плите)
Кроме того, гибкие пористые растворимые твердые листы I и II получены из вышеуказанных влажных предварительных смесей, описанных в таблицах 1 и 2, с применением аэратора непрерывного действия (Oakes) и формы, помещенной в печь с принудительным обдувом струями горячего воздуха, со следующими настройками и условиями, приведенными ниже в таблице 5:
Таблица 5
(сушка в печи с принудительным обдувом струями горячего воздуха)
Ниже в таблицах 6–9 приведены различные физические параметры и поровые структуры, измеренные для твердых листов A–C и для твердых листов I–II, изготовленных с применением описанных выше влажных предварительных смесей и способов сушки.
ТАБЛИЦА 6
(ФИЗИЧЕСКИЕ ПАРАМЕТРЫ)
ТАБЛИЦА 7
(ПОРОВЫЕ СТРУКТУРЫ В ЦЕЛОМ)
ТАБЛИЦА 8
(ПОРОВЫЕ СТРУКТУРЫ НА ПОВЕРХНОСТИ И В ОБЛАСТЯХ)
ТАБЛИЦА 9
(ВАРИАЦИИ МЕЖДУ ПОРОВЫМИ СТРУКТУРАМИ ОБЛАСТЕЙ)
(%)
Приведенные выше данные демонстрируют, что при смещении направления нагрева от направления тяжести во время большей части стадии сушки полученное твердое листовое изделие (например, изделия A, B и C) может иметь верхнюю поверхность с более крупными отверстиями пор и уменьшенными вариациями размера пор в разных областях вдоль направления по толщине такого листового изделия по сравнению с твердыми листовыми изделиями, полученными при по существу выровненном направлении нагревания с направлением тяжести (например, изделия I и II). В частности, в приведенных выше таблицах показано, что в изделиях A, B и C средний диаметр пор верхней поверхности составляет более 100 мкм, тогда как диаметр изделий I и II не такой. В частности, на фиг. 6A показано полученное с помощью растрового электронного микроскопа (РЭМ) изображение верхней поверхности изделия A, а на фиг. 6B показано изображение РЭМ верхней поверхности изделия I. На фиг. 7A показано полученное с помощью РЭМ изображение верхней поверхности изделия C, а на фиг. 7B показано полученное с помощью РЭМ изображение верхней поверхности изделия II.
Пример 2: Увеличение размера пузырьков в выдержанной аэрированной предварительной смеси по сравнению с аэрированной предварительной смесью перед стадией выдерживания
Готовится влажная предварительная смесь, содержащая ингредиенты твердых листов (состав 1), приведенные в следующей таблице 10, и дополнительную воду с получением общего содержания твердых веществ примерно 35% по массе (т. е. общее содержание воды в суспензии составляет примерно 65% по массе).
ТАБЛИЦА 10
(Уход за тканью)
Использовали следующий способ приготовления суспензии:
1. Сначала в стеклянный химический стакан добавили вместе воду и глицерин и перемешали со скоростью 200 об/мин с использованием верхнеприводной мешалки.
2. При продолжающемся перемешивании в содержащий воду и глицерин стакан медленно добавили поливиниловый спирт, не допуская вспенивания раствора или комкования поливинилового спирта.
3. Затем стакан поместили на водяную баню и подогрели до 80 °C при постоянном перемешивании. Стакан закрыли пищевой пленкой или фольгой для уменьшения испарения воды и оставили для продолжения перемешивания еще на по меньшей мере 1,0 час.
4. Взвесили остальные компоненты и добавили их все вместе в отдельный стеклянный стакан. В тот же стакан добавили необходимое количество воды для получения общего содержания воды в суспензии 65%.
5. Этот стакан поместили на водяную баню при 80 °C и перемешивали его содержимое с использованием верхнеприводной мешалки на скорости 500 об/мин в течение по меньшей мере 30 минут.
6. По истечении заданного времени перемешивания в обоих стаканах их содержимое объединили в одном стеклянном стакане с последующим перемешиванием на скорости 500 об/мин и поддержанием температуры на уровне 80 °C в течение еще по меньшей мере 30 минут.
Затем образованную суспензию аэрировали следующим образом:
1. Аэратор непрерывного действия Aeros A20, состоящий из питателя с рубашкой (модель JCABT10) и смесительной головки A20, предварительно прогрели до 80 °C с использованием водяной бани и насоса.
2. Затем приготовленную ранее суспензию поместили в питатель. После этого включили модуль аэратора и установили скорость смесительной головки, скорость подачи насоса и расход воздуха на уровне 600, 500 и 100, соответственно.
3. Аэрированную суспензию собирали на выходе из аэратора и измеряли ее плотность путем заполнения измерительной чашки известного объема и взвешивания аэрированной суспензии. При описанных выше настройках аэратора достигается плотность аэрированной суспензии около 0,225 г/см3.
Затем аэрированную суспензию, полученную из выходного канала Aeros A20, выдерживают в течение 70 минут в контейнере (открытом) без перемешивания при температуре окружающей среды. В разные моменты времени от 0 мин (т. е. образец отбирают сразу после заполнения контейнера аэрированной суспензии, выходящей из выходного канала аэратора) до 70 мин (т. е. после завершения стадии старения) образуется проба аэрированной суспензии из контейнера. Затем размер пузырьков аэрированной суспензии определяют в соответствии с испытанием 10 и они приведены в следующей таблице.
ТАБЛИЦА 11
(РОСТ РАЗМЕРА ПУЗЫРЬКОВ ПО ВРЕМЕНИ СТАРЕНИЯ)
(мкм)
*Для обнаружения пузырьков использовали минимальное пороговое значение 60 мкм. Для образца, проанализированного сразу после аэрации, пузырьки не были обнаружены выше 60 мкм.
В приведенной выше таблице показано, что пузырьки постепенно расширяются во время стадии старения. Кроме того, на фиг. 8A и 8B соответственно показана фотография пузырьков в суспензии состава 1 при 70 мин (фиг. 8A) и при 0 мин (фиг. 8B) на стадии старения 70 мин под оптической микроскопией с использованием такого же увеличения. Эти данные указывают на то, что, неожиданно, пузырьки после стадии старения намного больше, чем в начале этапа старения сразу после аэрации. Таким образом, введение довольно длинной стадии старения (например, до 70 минут) не приводит к разрушению пузырьков, но значительно увеличивает размер пузырьков. Увеличенный размер пузырьков приведет к получению более крупных пор в твердом листовом изделии, образованном суспензии, и, в свою очередь, к улучшенному профилю растворения твердого листового изделия.
Пример 3: Улучшенная поровая структура и улучшенный профиль растворения твердого листового изделия, достигаемые путем введения этапа выдержки в процессе барабанной сушки
1) Приготовление твердых листовых изделий
Аналогично примеру 2, готовят влажную предварительную смесь (т. е. суспензию) состава 1 и дополнительную воду, а затем аэрируют для обеспечения плотности аэрированной суспензии примерно 0,225 г/см3.
Обладающее признаками изобретения гибкое, пористое и твердое листовое изделие (изделие 1) и сравнительное гибкое, пористое и твердое листовое изделие (изделие 2) получают с использованием системы поворотного сушильного барабана, содержащей лоток подачи и крутящийся стержень (например, системы, показанной на фиг. 5), в которой изделие 1 получают в процессе, имеющем стадию выдерживания после аэрации, и изделие 2 получают в процессе, в котором сушка проводится сразу после аэрации (не стадия выдерживания).
Способ получения изделий 1 и 2 из влажных предварительных смесей выглядит следующим образом:
1. Поворотный сушильный барабан (с диаметром барабана около 1,5 м) нагревали до около 130 °C.
2. Собранную на выходе из аэратора Aeros A20 аэрированную суспензию помещали в питательный желоб сушильного барабана.
3. В случае листового изделия, обладающего признаками изобретения (изделие 1), аэрированная суспензия выдерживается в контейнере в течение общего времени старения 120 минут. Затем выдержанную аэрированную суспензию перемещают из контейнера в лоток подачи.
4. Изделия 1 и 2 образованы путем подачи аэрированной суспензии на поверхность поворотного сушильного барабана с крутящимся стержнем, который вращается в противоположном направлении к поворотному сушильному барабану (например, по часовой стрелке против часовой стрелки), в котором скорость вращения поворотного сушильного барабана установлена таким образом, что время пребывания суспензии на нагретом барабане составляет приблизительно 15 минут. Для листового изделия, обладающего признаками изобретения (изделие 1), скорость вращения крутящегося стержня относительно низкая (т. е. 30 об/мин), а расстояние между крутящимся стержнем и поверхностью поворотного сушильного барабана относительно длинное (т. е. 8 мм). В таких условиях суспензия может подаваться на поверхность вращающегося сушильного барабана без дополнительного введения пузырьков воздуха. Для сравнительного листового изделия (изделие 2) скорость вращения крутящегося стержня относительно высокая (т. е. 180 об/мин), а расстояние между крутящимся стержнем и поверхностью сушильного барабана относительно короткое (т. е. 4,5 мм). В таких условиях суспензию энергично перемешивают на границе раздела воздуха и, таким образом, пузырьки воздуха дополнительно вводят в суспензию. Таким образом, эффект, вызванный этапом старения, является обратным или по меньшей мере нарушенным этой дополнительной аэрацией, что можно считать сопоставимым с процессом без стадии старения. Для обеспечения постоянной толщины листа (примерно 0,8–1,5 мм) используют выравнивающие лезвие, размещенное рядом с местоположением захвата суспензии.
5. После высушивания сформированные таким образом гибкие и пористые листы отделяли от поверхности барабана и помещали в пластиковый пакет.
2) Больший размер пузырьков в суспензии, достигаемый путем введения этапа старения
Образец аэрированной суспензии для изделия 1 или 2 соответственно вынимают из лотка подачи вблизи места подачи суспензии. Затем размер пузырьков суспензии определяют в соответствии с испытанием 10 и они приведены в следующей таблице.
ТАБЛИЦА 12
(мкм)
(Обладающее признаками изобретения)
(Сравнительное)
Приведенная выше таблица демонстрирует, что пузырьки в суспензии, полученной после стадии старения (изделие 1) намного больше, чем в суспензии, полученной без стадии старения (изделие 2). Кроме того, на фиг. 9A и 9B соответственно показана фотография пузырьков в суспензии для изделий 1 и 2 в оптической микроскопии с использованием такого же увеличения. Эти данные указывают на то, что в процессе барабанной сушки введение стадии старения после аэрации приводит к гораздо большему количеству пузырьков в предварительно смеси, подаваемой на сушилку барабана. Напротив, если аэрированная предварительная смесь подается на сушилку барабана непосредственно после аэрации, пузырьки остаются относительно маленькими.
3) Улучшенная поровая структура твердых листовых изделий, полученная путем введения стадии старения
Испытания РЭМ проводят в соответствии с испытанием 1. На фиг. 10A и фиг. 10B соответственно показано полученное с помощью РЭМ изображение верхней поверхности изделий 1 и 2, а в следующей таблице показана поровая структура для изделий 1 и 2. Эти данные указывают на то, что листовое изделие согласно изобретению (т. е. изделие 1) имеет значительно более крупные поры на своей верхней поверхности, а также значительно больший средний размер пор по сравнению со сравнительным листовым изделием (т. е. изделием 2).
ТАБЛИЦА 13
(Обладающее признаками изобретения)
(Сравнительное)
4) Улучшенный профиль растворения твердых листовых изделий, достигаемый путем введения стадии старения
Скорости растворения листов 1 и 2 определяют в соответствии с испытанием 9. Следующая таблица 14, а также фиг. 11 показывают результаты тестирования скорости растворения, указывающие на то, что листовое изделие согласно изобретению (изделие 1) имеет значительно улучшенные профили растворения по сравнению со сравнительным листовым изделием (изделие 2). В частности, время растворения 90% изделия 1 составляет всего 301 секунды, в то время как время растворения 90% изделия 2 составляет 928 секунд, которые составляют более трех складок для изделия 1.
ТАБЛИЦА 14
Время, секунды
Время, секунды
В заключение, введение стадии старения (т. е. поддержание аэрированной предварительной смеси в течение времени аэрации) в процесс барабанной сушки приводит к получению значительно улучшенных пор и, таким образом, значительно улучшенного профиля растворения.
Пример 4: Улучшенная поровая структура твердого листового изделия, достигаемая путем введения стадии старения в процессе ленточной сушки
1) Приготовление твердых листовых изделий
Аналогично примеру 2, готовят влажную предварительную смесь (т. е. суспензию) состава 2 в следующей таблице 15 и дополнительную воду, а затем аэрируют для обеспечения плотности аэрированной суспензии примерно 0,225 г/см3.
ТАБЛИЦА 15
(Уход за тканью)
Обладающее признаками изобретения, гибкое, пористое и твердое листовое изделие (изделие 3) и сравнительное, гибкое, пористое и твердое листовое изделие (изделие 4) получают с использованием системы сушки ленточного конвейера вместо процесса барабанной сушки. В системе ленточной сушки поверхность сушки представляет собой движущуюся ленту из нержавеющей стали длиной примерно 4 м и шириной 60 см, которая нагревается с подложки с помощью конвекции горячего воздуха. Аэрированную суспензию закачивают из непрерывного аэратора в нагретый сосуд из нержавеющей стали объемом 50 литров, при этом ее хранили в различных количествах (т. е. в течение времени старения), чтобы увеличить размер пузырьков. Для подачи суспензии на сушильную поверхность подвижной ленты сосуд помещали над поверхностью сушки и открывали выпускное отверстие, расположенное в нижней части сосуда, чтобы обеспечить постоянный поток суспензии на поверхность ленты. Лезвие для контроля толщины расположено рядом с этим местоположением осаждения, чтобы накапливать избыточную суспензию и только нести определенный объем (т. е. толщину) суспензии вдоль поверхности сушки для сушки и последующего удаления. После высушивания сформированные таким образом гибкие и пористые листы отделяли от поверхности барабана и помещали в пластиковый пакет. Параметры процесса ленточной сушки показаны в следующей таблице.
ТАБЛИЦА 16
(ПАРАМЕТРЫ ПРОЦЕССА БАРАБАННОЙ СУШКИ)
2) Улучшенная поровая структура твердых листовых изделий, полученная путем введения стадии старения
Испытания РЭМ проводят в соответствии с испытанием 1 для листов 3 и 4. На фиг. 12A и фиг. 12B соответственно показано полученное с помощью РЭМ изображение верхней поверхности листов 3 и 4, а в следующей таблице показана поровая структура для листов 3 и 4 в соответствии с испытанием 1. Эти данные указывают на то, что листовые изделия согласно изобретению (т. е. изделие 3) имеют значительно более крупные поры на своей верхней поверхности, а также значительно больший средний размер пор по сравнению со сравнительными листовыми изделиями (т. е. изделием 4).
ТАБЛИЦА 17
(Обладающее признаками изобретения)
(Сравнительное)
В заключение, введение стадии старения (т. е. поддержание аэрированной предварительной смеси в течение времени аэрации) в процессе ленточной сушки приводит к получению значительно улучшенной поровой структуры.
Пример 5: Улучшенная поровая структура и улучшенный профиль растворения твердого листового изделия, достигаемые путем введения этапа выдержки в процессе барабанной сушки, включающего штамп подачи
1) Приготовление твердых листовых изделий
Аналогично примеру 2, готовят влажную предварительную смесь (т. е. суспензию) состава 3 в следующей таблице 18 и дополнительную воду, а затем аэрируют для обеспечения плотности аэрированной суспензии примерно 0,225 г/см3.
ТАБЛИЦА 18
(Личная гигиена)
Обладающее признаками изобретения, гибкое, пористое и твердое изделие 5 и сравнительное, гибкое пористое и твердое изделие 6 получают с использованием вращающейся системы сушильного барабана, содержащего штамп подачи, в котором штамп подачи расположен в верхней части сушильного барабана и используется для непрерывной подачи суспензии на поверхность барабана. Внутренний проточный канал штампа подачи имеет ширину подачи примерно 30 см и толщину подачи примерно 2 мм. Сначала суспензию закачивают из непрерывного аэратора в емкость 50 л, где ее выдерживали в течение определенного периода времени (т. е. время старения), чтобы размер пузырьков увеличился, а затем перекачивали из этого сосуда в головку для кормления. После высушивания сформированные таким образом гибкие и пористые листы отделяли от поверхности барабана и помещали в пластиковый пакет. Параметры процесса сушильный барабан-штамп показаны в следующей таблице.
ТАБЛИЦА 19
(ПАРАМЕТРЫ ПРОЦЕССА СУШИЛЬНЫЙ БАРАБАН-ШТАМП)
2) Улучшенная поровая структура твердых листовых изделий, полученная путем введения стадии старения
Испытания РЭМ проводят в соответствии с испытанием 1 для листов 5 и 6. На фиг. 13A и фиг. 13B соответственно показано полученное с помощью РЭМ изображение верхней поверхности листов 5 и 6, а в следующей таблице показана поровая структура для листов 5 и 6 в соответствии с испытанием 1. Эти данные указывают на то, что листовые изделия, обладающие признаками изобретения согласно изобретению (т. е. изделие 5), имеют значительно более крупные поры на своей верхней поверхности по сравнению с сравнительными листовыми изделиями (т. е. изделие 6).
ТАБЛИЦА 20
(Обладающее признаками изобретения)
(Сравнительное)
3) Улучшенный профиль растворения твердых листовых изделий, достигаемый путем введения стадии старения
Скорости растворения листов 5 и 6 определяют в соответствии с испытанием 9. Следующая таблица 21, а также фиг. 14 показывают результаты тестирования скорости растворения, указывающего на то, что листовое изделие, обладающее признаками изобретения (изделие 5), имеет значительно улучшенные профили растворения по сравнению со сравнительным листовым изделием (изделие 6).
ТАБЛИЦА 21
Время, секунды
Время, секунды
В заключение, введение стадии старения (т. е. поддержание аэрированной предварительной смеси в течение времени аэрации) в процесс барабанной сушилки с штампом подачи также приводит к значительному улучшенному профилю пор и, таким образом, значительно улучшенному профилю растворения.
Размеры и величины, описанные в настоящем документе, не следует понимать как строго ограниченные перечисленными точными числовыми значениями. Напротив, если не указано иное, каждый такой размер предполагает как указанное значение, так и функционально эквивалентный диапазон, в который входит это значение. Например, размер, описанный как «40 мм», подразумевает «около 40 мм».
Каждый документ, упомянутый в настоящем описании, включая любой родственный патент или заявку или патент или заявку с перекрестной ссылкой и любую заявку на патент или патент, на который испрашивается приоритет или преимущество в данной заявке, полностью включен в настоящий документ путем ссылки, если какой-либо из документов не исключен намеренно или не ограничен иным образом. Упоминание любого документа не является признанием, что он представляет собой предшествующий уровень техники в отношении любого изобретения, описанного или заявленного в настоящем документе, или что в нем самом или в любой комбинации с любой другой ссылкой или ссылками представлено, предложено или описано любое такое изобретение. Кроме того, если какое-либо значение или определение термина в этом документе противоречит какому-либо значению или определению этого же термина в документе, включенном в настоящий документ путем ссылки, преимущество имеет значение или определение, закрепленное за этим термином в настоящем документе.
Хотя в настоящем документе показаны и описаны конкретные варианты осуществления настоящего изобретения, специалистам в данной области будет понятно, что допустимы и другие различные изменения и модификации без отступления от сущности и объема изобретения. Таким образом, подразумевается, что прилагаемая формула изобретения охватывает все такие изменения и модификации в пределах объема настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКИХ ПОРИСТЫХ РАСТВОРИМЫХ ТВЕРДЫХ ЛИСТОВЫХ ИЗДЕЛИЙ С УЛУЧШЕННЫМИ ПОРОВЫМИ СТРУКТУРАМИ | 2019 |
|
RU2783265C1 |
| МНОГОСЛОЙНОЕ РАСТВОРИМОЕ ТВЕРДОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2784526C1 |
| МНОГОСЛОЙНОЕ РАСТВОРИМОЕ ТВЕРДОЕ ИЗДЕЛИЕ ДЛЯ УХОДА ЗА БЕЛЬЕМ И ДЛЯ УХОДА ЗА ВОЛОСАМИ С ЗАДАННЫМ АСПЕКТНЫМ ОТНОШЕНИЕМ | 2019 |
|
RU2779441C1 |
| МНОГОСЛОЙНОЕ РАСТВОРИМОЕ ТВЕРДОЕ ИЗДЕЛИЕ, СОДЕРЖАЩЕЕ КОМПОЗИЦИЮ ДЛЯ ПОКРЫТИЯ, И ПРОЦЕСС ЕГО ИЗГОТОВЛЕНИЯ | 2019 |
|
RU2792834C1 |
| БИОРАЗЛАГАЕМОЕ И/ИЛИ КОМПОСТИРУЕМОЕ В ДОМАШНИХ УСЛОВИЯХ САШЕ, СОДЕРЖАЩЕЕ ТВЕРДОЕ ИЗДЕЛИЕ | 2020 |
|
RU2804406C1 |
| ПОРОШКООБРАЗНЫЙ КОФЕ СУБЛИМАЦИОННОЙ СУШКИ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2017 |
|
RU2730862C2 |
| ФРУКТОСОДЕРЖАЩИЕ ЗАКУСОЧНЫЕ ПИЩЕВЫЕ ПРОДУКТЫ И ИХ ИЗГОТОВЛЕНИЕ | 2014 |
|
RU2611148C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВСПЕНИВАЮЩЕГОСЯ ПОРОШКООБРАЗНОГО КОФЕ | 2022 |
|
RU2837414C2 |
| ПОРИСТАЯ МЕМБРАНА И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2012 |
|
RU2532548C1 |
| ГАЗИРОВАННЫЕ ПИЩЕВЫЕ ПРОДУКТЫ И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 2007 |
|
RU2435441C2 |
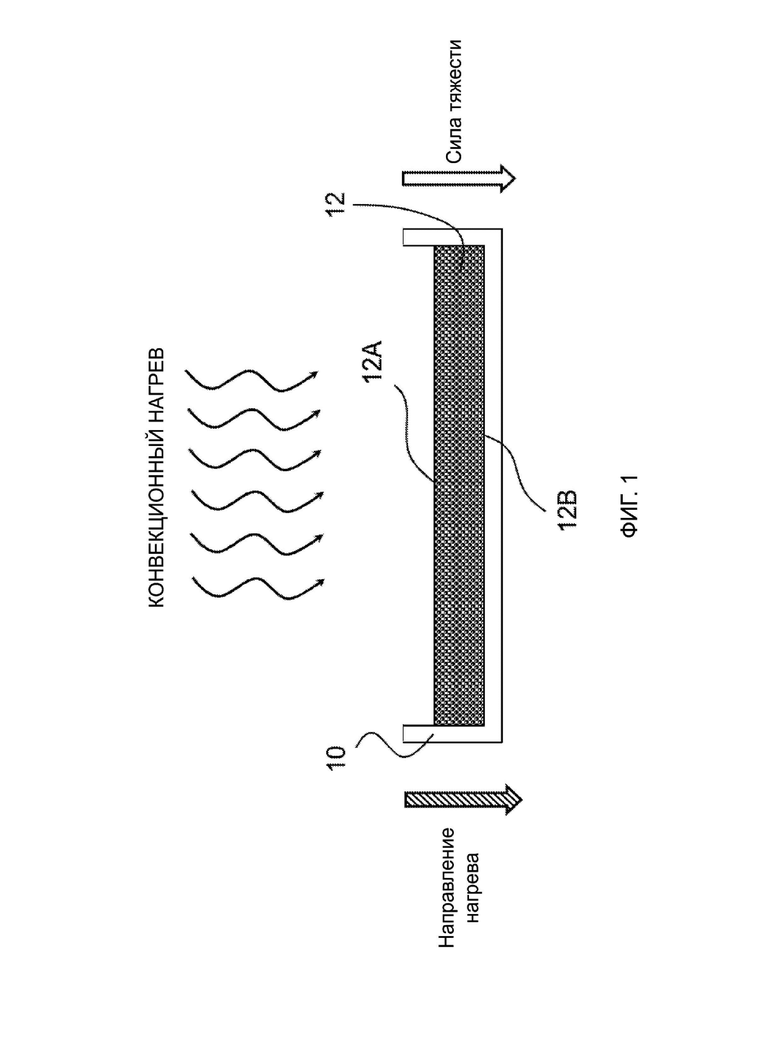




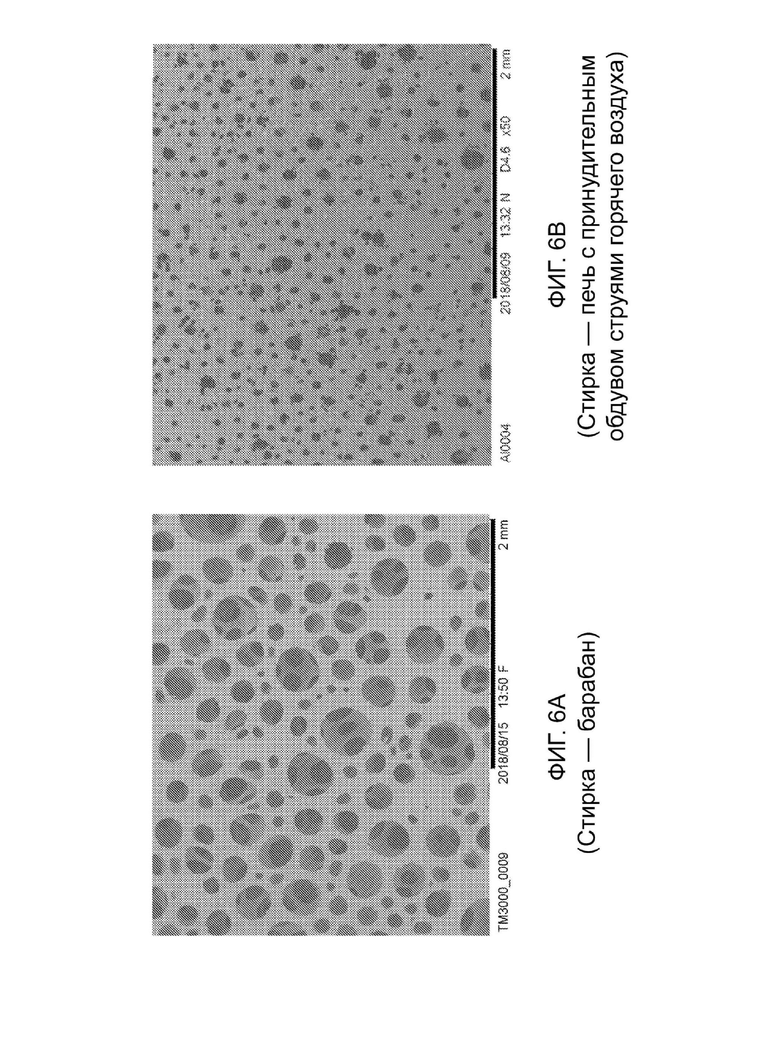


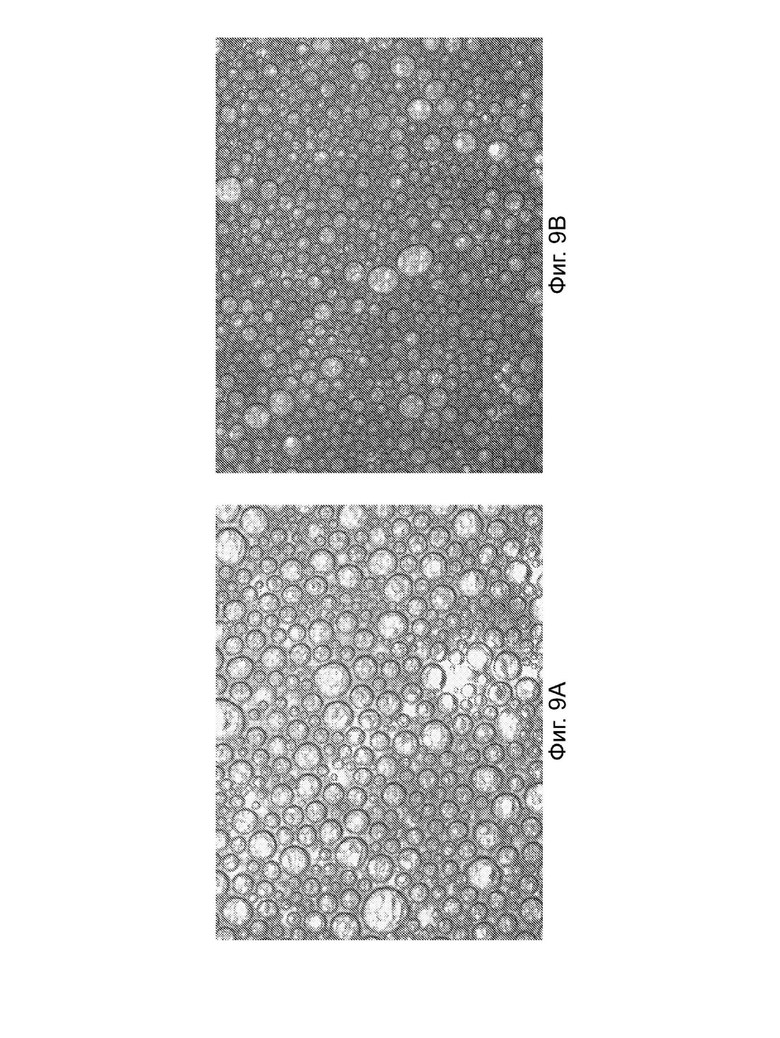
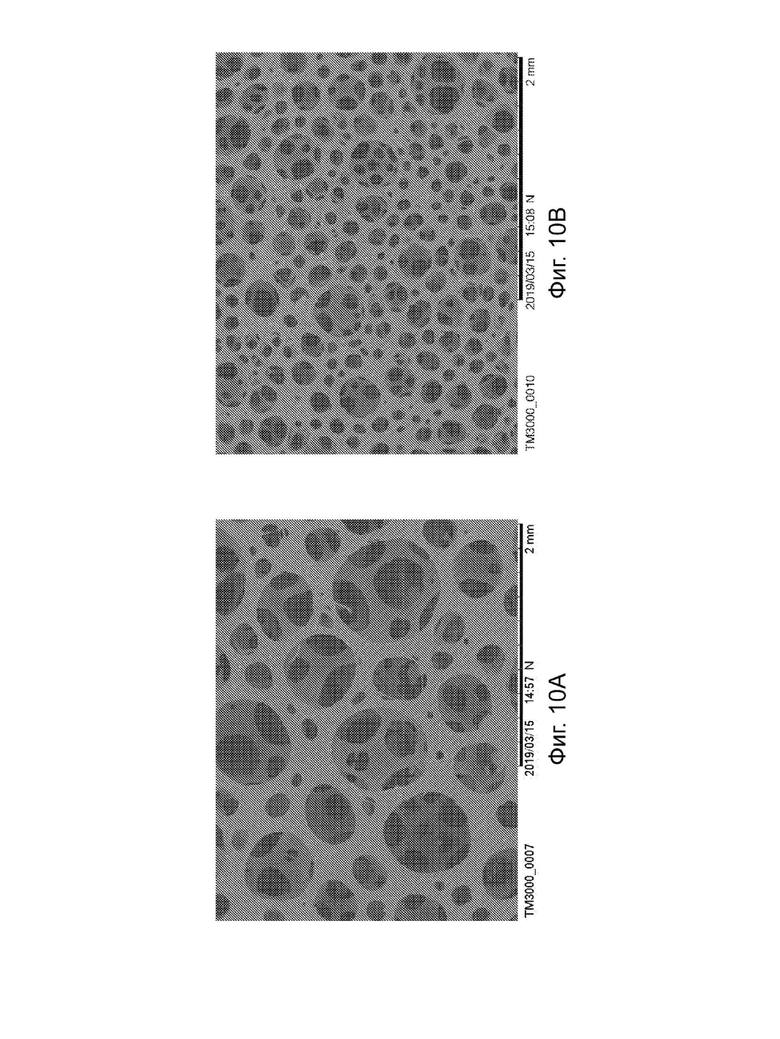
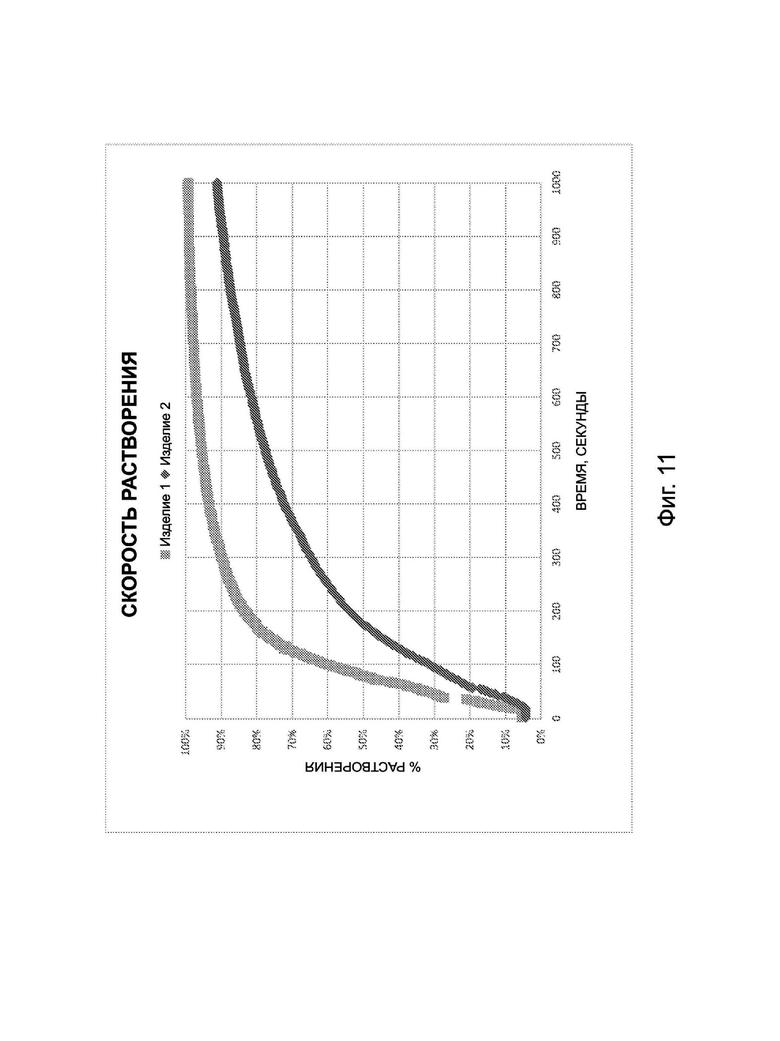
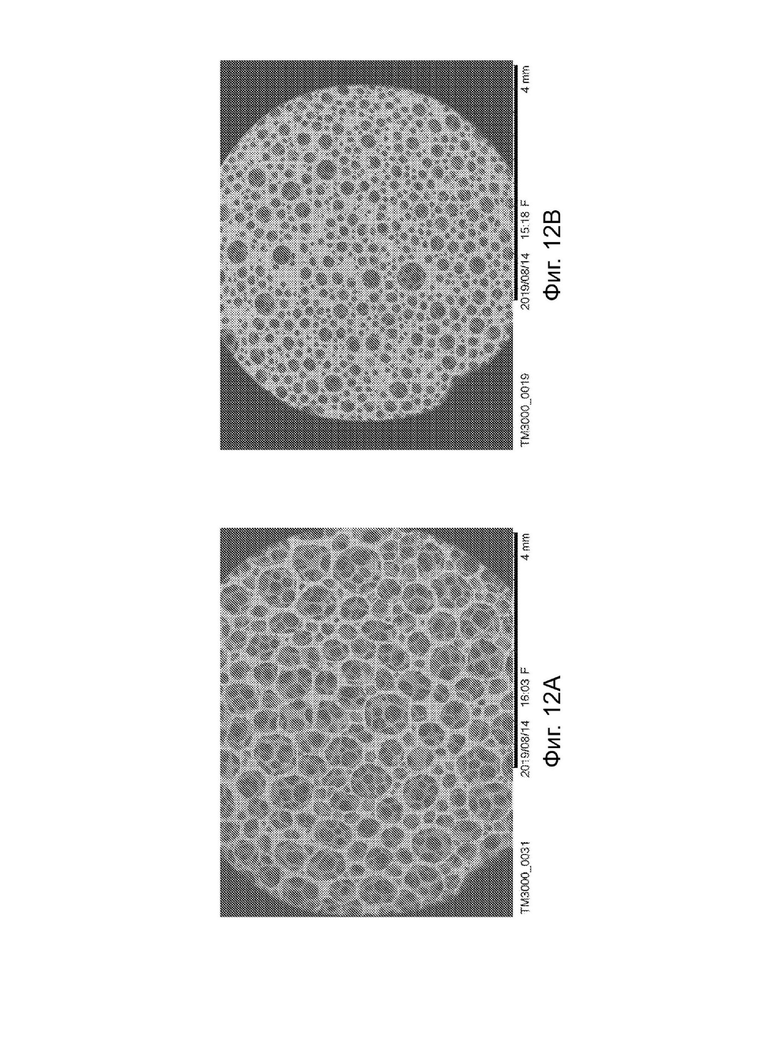

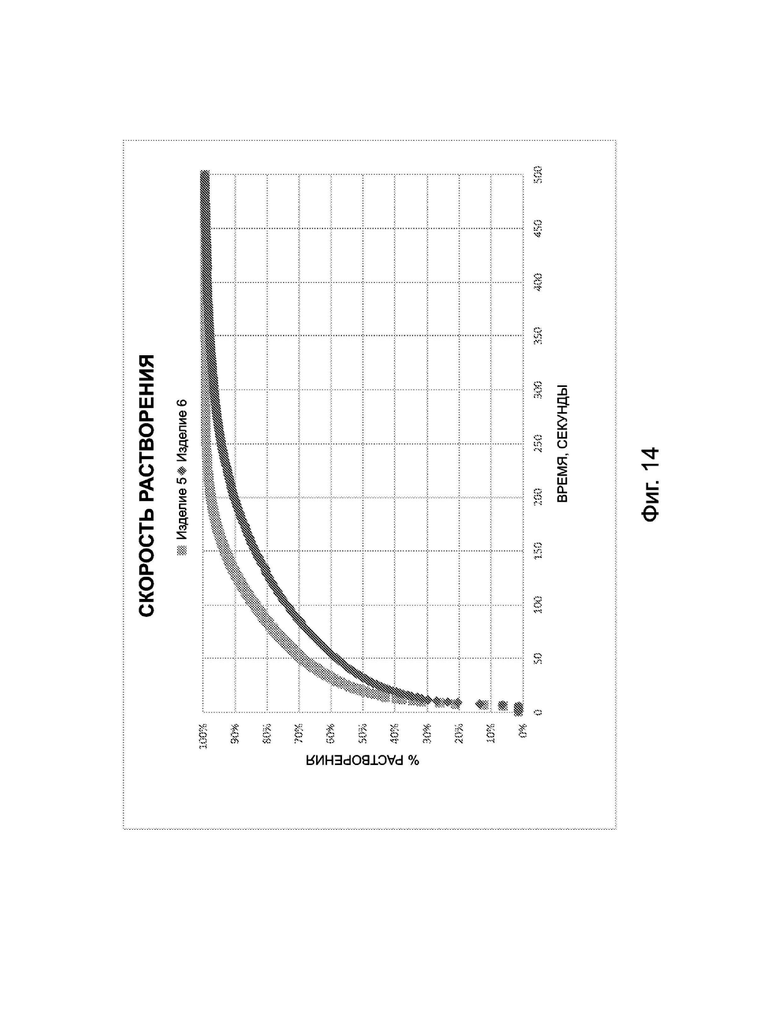
Изобретение относится к области химии, а именно к способу изготовления листового изделия, включающему следующие стадии: a) получение влажной предварительной смеси, содержащей водорастворимый полимер, который представляет собой поливиниловый спирт, характеризующийся степенью гидролиза в диапазоне от 40% до 100%, и одно или более поверхностно-активных веществ, и имеющей вязкость от 1000 сП до 25 000 сП при измерении при 40°C и 1 с-1; b) аэрация влажной предварительной смеси с образованием аэрированной влажной предварительной смеси с плотностью от 0,05 до 0,5 г/мл; c) старение аэрированной влажной предварительной смеси в течение по меньшей мере 5 мин; d) формирование из указанной аэрированной влажной предварительной смеси листа с противоположными первой и второй сторонами и e) сушка указанного сформированного листа для времени сушки от 1 минуты до 60 минут для изготовления листового изделия, причем сушку проводят при температуре от 70°C до 200°C вдоль направления нагрева, которое образует температурный градиент, уменьшающийся от первой стороны ко второй стороне указанного сформированного листа, причем указанное направление нагрева противоположно направлению силы тяжести в течение более половины времени сушки. Технический результат заключается в улучшении поровых структур в гибких пористых растворимых листах и улучшении их профиля растворения. 12 з.п. ф-лы, 14 ил., 21 табл., 5 пр.
1. Способ изготовления листового изделия, включающий следующие стадии:
a) получение влажной предварительной смеси, содержащей водорастворимый полимер, который представляет собой поливиниловый спирт, характеризующийся степенью гидролиза в диапазоне от 40% до 100%, и одно или более поверхностно-активных веществ, выбранных из группы, состоящей из анионных поверхностно-активных веществ, неионных поверхностно-активных веществ, катионных поверхностно-активных веществ, цвиттерионных поверхностно-активных веществ, амфотерных поверхностно-активных веществ, полимерных поверхностно-активных веществ или их комбинаций, и имеющей вязкость от 1000 сП до 25 000 сП при измерении при 40°C и 1 с-1;
b) аэрация указанной влажной предварительной смеси с образованием аэрированной влажной предварительной смеси с плотностью от 0,05 до 0,5 г/мл;
c) старение аэрированной влажной предварительной смеси в течение по меньшей мере 5 мин;
d) формирование из указанной аэрированной влажной предварительной смеси листа с противоположными первой и второй сторонами; и
e) сушка указанного сформированного листа для времени сушки от 1 минуты до 60 минут для изготовления листового изделия, причем сушку проводят при температуре от 70°C до 200°C вдоль направления нагрева, которое образует температурный градиент, уменьшающийся от первой стороны ко второй стороне указанного сформированного листа, причем указанное направление нагрева противоположно направлению силы тяжести в течение более половины времени сушки.
2. Способ по п. 1, в котором стадию c) проводят в течение от 5 мин до 300 мин, предпочтительно от 5 мин до 200 мин, более предпочтительно от 10 мин до 150 мин.
3. Способ по любому из пп. 1 или 2, в котором указанный лист аэрированной влажной предварительной смеси высушивают на нагретой поверхности, которая имеет регулируемую температуру поверхности от 70°C до 170°C, предпочтительно от 75°C до 150°C, более предпочтительно от 80°C до 140°C; и при этом указанная нагретая поверхность предпочтительно является основным источником тепла для указанного листа во время сушки; и при этом указанная нагретая поверхность более предпочтительно является единственным источником тепла для указанного листа во время сушки.
4. Способ по п. 3, в котором указанная нагретая поверхность представляет собой наружную поверхность роторного барабанного сушильного барабана, которая предпочтительно имеет наружный диаметр в диапазоне от 0,5 метра до 10 метров, предпочтительно от 1 метра до 5 метров, более предпочтительно от 1,5 метров до 2 метров, и вращается со скоростью от 0,005 об/мин до 0,25 об/мин, предпочтительно от 0,05 об/мин до 0,2 об/мин, более предпочтительно от 0,1 об/мин до 0,18 об/мин во время этапа сушки.
5. Способ по п. 4, в котором указанная нагретая поверхность представляет собой наружную поверхность нагретой движущейся лентой, которая предпочтительно перемещается со скоростью от 0,1 м/мин до 50 м/мин, предпочтительно от 0,15 м/мин до 20 м/мин, более предпочтительно от 0,2 м/мин до 10 м/мин во время этапа сушки.
6. Способ по п. 4 или 5, в котором на стадии d) указанный лист образован с помощью крутящегося стержня, вращающегося со скоростью от 5 до 80 об/мин, предпочтительно от 6 до 60 об/мин, более предпочтительно от 8 до 50 об/мин, наиболее предпочтительно от 10 до 40 об/мин.
7. Способ по п. 6, в котором крутящийся стержень расположен таким образом, что расстояние между крутящимся стержнем и наружной поверхностью поворотного барабана или нагретой подвижной лентой составляет от 3 мм до 15 мм, предпочтительно от 4 мм до 12 мм, более предпочтительно от 5 мм до 10 мм, наиболее предпочтительно от 6 мм до 10 мм.
8. Способ по п. 4 или 5, в котором на стадии d) указанный лист образуется с помощью штампа подачи, имеющей скорость подачи от 0,1 м/мин до 50 м/мин, предпочтительно от 0,15 м/мин до 20 м/мин, более предпочтительно от 0,2 м/мин до 10 м/мин.
9. Способ по п. 8, в котором штамп подачи имеет толщину кормления от 0,5 мм до 10 мм, предпочтительно от 1 мм до 6 мм, более предпочтительно от 1,5 мм до 4 мм.
10. Способ по любому из пп. 1-9, в котором влажная предварительная смесь характеризуется: (1) содержанием твердых веществ в диапазоне от 15% до 70%, предпочтительно от 20% до 50%, более предпочтительно от 25% до 45% по массе указанной влажной предварительной смеси; и (2) вязкостью в диапазоне от 3000 сП до 24 000 сП, предпочтительно от 5000 сП до 23 000 сП, более предпочтительно от 10 000 сП до 20 000 сП при измерении при 40°C и 1 с-1.
11. Способ по любому из пп. 1-10, в котором влажную предварительную смесь перед аэрацией предварительно нагревают до температуры от 40°C до 100°C, предпочтительно от 50°C до 95°C, более предпочтительно от 60°C до 90°C, наиболее предпочтительно от 75°C до 85°C; и/или при этом во время аэрации влажную предварительную смесь поддерживают при температуре от 40°C до 100°C, предпочтительно от 50°C до 95°C, более предпочтительно от 60°C до 90°C, наиболее предпочтительно от 75°C до 85°C; и/или при этом во время старения влажную предварительную смесь выдерживают при температуре от 10°C до 100°C, предпочтительно от 15°C до 70°C, более предпочтительно от 20°C до 50°C, наиболее предпочтительно от 20°C до 40°C.
12. Способ по любому из пп. 1-11, по которому аэрация на стадии b) реализуется путем введения газа во влажную предварительную смесь посредством механического перемешивания, например, с использованием любых подходящих механических средств обработки, включая, без ограничений: роторно-статорный смеситель, планетарный смеситель, смеситель под давлением, смеситель, не находящийся под давлением, порционный смеситель, смеситель непрерывного действия, смеситель полунепрерывного действия, смеситель с высоким сдвиговым усилием, смеситель с низким сдвиговым усилием, погружной аэратор или любые их комбинации.
13. Способ по любому из пп. 1-12, в котором время сушки составляет от 2 до 40 минут, предпочтительно от 2 до 30 минут, более предпочтительно от 2 до 20 минут, наиболее предпочтительно от 2 до 15 минут; и/или при этом температура сушки составляет от 80°C до 170°C, предпочтительно от 90°C до 150°C, более предпочтительно от 95°C до 140°C; и при этом указанное направление нагрева является по существу противоположным направлению силы тяжести в течение более 55%, предпочтительно более 60%, более предпочтительно более 75% времени сушки.
| ВЕТРОУСТАНОВКА ДЛЯ ТЕПЛОСНАБЖЕНИЯ ПРОИЗВОДСТВЕННЫХ И БЫТОВЫХ ОБЪЕКТОВ | 2018 |
|
RU2694267C1 |
| CN 110183804 A, 30.08.2019 | |||
| ПОРИСТЫЕ ВОЛОКНА, АДСОРБИРУЮЩИЙ МАТЕРИАЛ И ОЧИСТИТЕЛЬНАЯ КОЛОНКА | 2015 |
|
RU2698881C2 |
| US 2005019277 A1, 27.01.2005 | |||
| СПОСОБ ПРОИЗВОДСТВА ПРОКАТА | 2008 |
|
RU2355783C1 |
| US 2011028374 A1, 03.02.2011. | |||
