[0001] Настоящее изобретение относится к инструменту и способу для обработки резанием заготовки. Инструмент согласно изобретению и способ согласно изобретению в частности подходят для изготовления на заготовке внешнего контура, по существу соответствующего правильному выпуклому многоугольнику в профиле поперечного сечения заготовки.
[0002] Под правильным выпуклым многоугольником понимается многоугольник, ребра которого касаются друг друга или, соответственно, пересекаются друг с другом только в вершинах, а все внутренние углы составляют меньше 180°, и который является как равносторонним, так и равноугольным. Примерами таких правильных выпуклых многоугольников являются равносторонние треугольники, квадраты, равносторонние пятиугольники, равносторонние шестиугольники и т.д.
[0003] Типичным случаем применения такого профиля поперечного сечения является изготовление шестигранника на заготовке. Указанная заготовка может представлять собой, например, винт или болт с шестигранником. Таким образом, в таком типичном случае применения заготовка имеет круглое поперечное сечение и только в области, где размещен шестигранник или многогранник, содержит по периметру плоские поверхности, в остальных же областях она имеет круглую или, соответственно, цилиндрическую форму.
[0004] Как правило, такие многогранные формы на заготовках, в остальных областях имеющих круглую форму, изготавливаются посредством фрезерования. Из-за плоских поверхностей, изготавливаемых на заготовке, классическая токарная обработка является невозможной.
[0005] Однако постоянно возрастающее давление с целью сокращения издержек производства в промышленности, прежде всего при изготовлении серийных деталей или деталей массового производства, как это имеет место в случае указанных в качестве примера винтов, заставляет постоянно пересматривать устоявшиеся способы, к которым также относится фрезерование множества плоских поверхностей на боковой поверхности круглых заготовок из стали. В случае больших серий даже небольшие экономии времени при изготовлении детали умножаются и обеспечивают значительный потенциал сэкономленных средств и увеличения производительности станка.
[0006] Поэтому в качестве альтернативы классической фрезерной обработке в качестве способа изготовления многогранных профилей (профилей поперечного сечения, соответствующих правильному выпуклому многоугольнику) оказалось так называемое полигональное фрезерование. В сравнении с классической фрезерной обработкой полигональное фрезерование обеспечивает указанные выше потенциалы экономии.
[0007] Полигональное фрезерование делает возможным изготовление плоских поверхностей на боковой поверхности заготовки, имеющей круглую форму в остальных областях. Указанный способ обработки, как правило, осуществляется на токарном станке, причем в движение приводится не только заготовка, но и инструмент. При этом заготовка в основном шпинделе и вращающийся инструмент в револьверной головке станка вращаются относительно друг друга с синхронным соотношением скоростей вращения. Количество поверхностей, изготавливаемых на заготовке, зависит от указанного соотношения скоростей вращения заготовки и инструмента, а также количества режущих кромок на инструменте. Случай, имеющий практическое значение в уровне техники, например, предусматривает, что инструмент вращается по сравнению с заготовкой с удвоенной скоростью, а количество режущих кромок, умноженное на множитель 2, дает число изготавливаемых плоских поверхностей многогранника. Таким образом, в указанном случае с помощью инструмента, содержащего три режущие кромки, равномерно распределенные по окружности, посредством полигонального фрезерования может быть изготовлен шестигранный профиль.
[0008] Вследствие того факта, что полигональное фрезерование, как правило, осуществляется на токарном станке, указанный способ обработки часто также называют полигональным точением. Дополнительные данные относительно способа обработки указанного вида приведены, например, в DE 202015002 876 U1.
[0009] Хотя полигональное фрезерование зарекомендовало себя как экономичная и в техническом отношении вполне отработанная альтернатива классической фрезерной обработке для изготовления многогранных профилей, выявились и недостатки, обусловленные указанным способом. Как легко понять, этот способ не обеспечивает абсолютно плоские поверхности на многоугольном профиле. Вместо этого отдельные поверхности многогранного профиля получаются слегка выпуклыми. К тому же не может быть обеспечено одинаковое качество поверхности, как это имеет место, например, при классической фрезерной обработке. Однако поскольку не требуется повышенная точность, а основное внимание уделяется экономии средств, полигональное фрезерование для изготовления многогранных профилей на заготовках по-прежнему является серьезной альтернативой.
[00010] Несмотря на это, существует потребность в изготовлении многогранных профилей сравнительно экономичными альтернативными способами изготовления, которым не присущ указанный недостаток, состоящий в возникновении выпуклых поверхностей.
[00011] Поэтому задача настоящего изобретения состоит в обеспечении инструмента и способа, который делает возможным экономичное и технологически надежное изготовление многогранного профиля на заготовке и обеспечивает лучшие результаты обработки на заготовке в сравнении с известным полигональным фрезерованием.
[00012] Согласно первому аспекту настоящего изобретения указанная задача решается благодаря инструменту для зуботочения, имеющему хвостовик, проходящий вдоль продольной оси инструмента, и режущую головку, расположенную на торцевом конце хвостовика, причем режущая головка содержит множество расположенных по периметру зубьев, причем каждый из указанных зубьев при наблюдении в поперечном сечении перпендикулярно указанной продольной оси имеет выпуклый закругленный контур, который на первом конце либо непосредственно, либо посредством первого вогнутого переходного контура, расположенного между ними, переходит в выпуклый закругленный контур первого соседнего зуба из множества зубьев, а на втором конце, расположенном противоположно первому концу, либо непосредственно, либо посредством второго вогнутого переходного контура, расположенного между ними, переходит в выпуклый закругленный контур второго соседнего зуба из множества зубьев, и при этом ширина каждого зуба из множества зубьев, измеренная в поперечном сечении как расстояние между первым концом и вторым концом, больше высоты соответствующего зуба, измеренной в поперечном сечении перпендикулярно ширине и посредине между первым концом и вторым концом.
[00013] Согласно второму аспекту настоящего изобретения указанная выше задача решается благодаря способу обработки резанием заготовки, включающему следующие этапы:
- обеспечение инструмента для зуботочения и обрабатываемой заготовки;
- изготовление внешнего контура на заготовке с помощью указанного инструмента для зуботочения во время обработки зуботочением, причем изготавливаемый внешний контур по существу соответствует правильному выпуклому многоугольнику в профиле поперечного сечения заготовки, и при этом при обработке зуботочением инструмент для зуботочения и заготовку вращают в противоположном относительно друг друга направлении, ось вращения инструмента для зуботочения ориентирована под определенным утлом пересечения осей относительно оси вращения заготовки, а инструмент для зуботочения и/или заготовку одновременно поступательно перемещают для создания движения подачи.
[00014] Инструмент для зуботочения, применяемый в предлагаемом способе, предпочтительно представляет собой инструмент для зуботочения согласно изобретению.
[00015] Таким образом, настоящее изобретение идет совершенно новым путем. Вместо известных способов изготовления, таких как фрезерование и полигональное фрезерование, для изготовления многогранного профиля применяется зуботочение с использованием соответствующего инструмента для зуботочения. Само по себе зуботочение известно уже давно. Однако идея применения зуботочения для изготовления многогранного профиля является совершенно новой.
[00016] Как правило, зуботочение применяется для изготовления зубчатых венцов, будь то внутренние или внешние зубчатые венцы. Типичной областью применения является изготовление зубчатых колес.
[00017] Зуботочение как таковое известно уже более 100 лет. Первая соответствующая заявка на изобретение под номером DE 243514 датируется 1910 годом. В последующие годы зуботочение долгое время не привлекало большого внимания. Однако в последнее десятилетие к использованию этого очень старого способа изготовления для обработки резанием заготовки снова вернулись, и в настоящее время он широко используется при изготовлении различных зубчатых венцов. Одной из сравнительно новых заявок на изобретение на эту тему является, например, WO 2012/152659 А1.
[00018] Зуботочение используется при изготовлении зубчатых колес, как правило, в качестве альтернативы зубофрезерованию или зубодолблению. По сравнению с зубофрезерованием или зубодолблением оно обеспечивает значительное уменьшение времени обработки. К тому же может быть достигнуто очень высокое качество обработки. Поэтому зуботочение делает возможным достаточно производительное и в то же время высокоточное изготовление зубчатых венцов.
[00019] При зуботочении заготовка и инструмент приводятся в движение с таким соотношением скоростей вращения, что вращение заготовки и вращение инструмента согласованны (синхронизированы) друг с другом. При изготовлении наружных зубчатых венцов заготовка и инструмент приводятся в движение с противоположным направлением вращения. Напротив, при изготовлении внутренних зубчатых венцов заготовка и инструмент приводятся в движение в одном и том же направлении вращения.
[00020] При этом инструмент устанавливается относительно заготовки наклонно, под заданным углом, обычно называемым углом пересечения осей. Угол пересечения осей - это угол между осью вращения инструмента для зуботочения и осью вращения обрабатываемой заготовки.
[00021] Для создания движения подачи инструмент и/или заготовка, кроме того, перемещаются поступательно. Таким образом, результирующее относительное движение между инструментом для зуботочения и заготовкой представляет своего рода винтовое движение, содержащее компоненту вращения (ротационную компоненту) и компоненту подачи (компоненту поступательного движения).
[00022] Обработка заготовки выполняется посредством зубьев, расположенных по периметру режущей головки инструмента для зуботочения. Вследствие перекрестного расположения осей возникает относительная скорость между инструментом и заготовкой. Указанное относительное движение используется в качестве главного движения резания, а его главное направление резания проходит вдоль впадины между зубьями заготовки. Поэтому говорят, что при обработке стружка "отслаивается". Величина скорости резания зависит от величины угла пересечения осей движения подачи и частоты вращения обрабатывающих шпинделей.
[00023] Такое зуботочение для изготовления зубчатых колес или других типов зубчатых венцов, как сказано выше, уже стало общепринятым. Однако авторы настоящего изобретения обнаружили, что такое зуботочение может быть применено также для изготовления многогранных профилей (профилей поперечного сечения, соответствующих правильному выпуклому многоугольнику). Хотя поначалу это вызывало удивление, оказалось, что это очень выгодно, так как типичные преимущества зуботочения могут быть использованы и при изготовлении многогранных профилей.
[00024] Таким образом, многогранные профили могут быть изготовлены даже быстрее, чем посредством полигонального фрезерования. Кроме того, при зуботочении условия резания, как и усилия резания, значительно лучше, чем при полигональном фрезеровании, поскольку заготовка обрабатывается скорее посредством отслаивания, а не фрезерования. В результате могут быть изготовлены многогранные профили со значительно более высоким качеством поверхности.
[00025] Кроме того, по сравнению с изготовлением посредством полигонального фрезерования не возникают выпуклые поверхности. Вместо этого на заготовке могут быть изготовлены почти совершенно плоские поверхности. Кроме того, посредством зуботочения значительно точнее, чем путем полигонального фрезерования, также могут быть изготовлены переходы с углами между отдельными плоскими поверхностями многогранного профиля. В итоге, таким образом, получается чрезвычайно выгодный способ производства, который никак нельзя было предвидеть.
[00026] Одной из находок авторов изобретения, которая сделала возможным изготовление многогранных профилей посредством зуботочения, была идея придания специальной формы зубьям на инструменте для зуботочения. В отличие от инструментов для зуботочения, применяемых для типичного изготовления зубчатых венцов, инструмент для зуботочения, предлагаемый изобретением, оснащен выпуклыми закругленными зубьями, которые являются значительно более плоскими или, соответственно, менее криволинейными.
[00027] Предпочтительно отдельные зубья имеют непрерывную кривизну. Другими словами, при наблюдении в поперечном сечении перпендикулярно продольной оси инструмента зубья не содержат ни изломов, ни углов. Таким образом, в поперечном сечении каждый зуб имеет непрерывно и плавно изменяющийся наклон касательной.
[00028] В настоящем документе "выпуклый закругленный" контур означает любой вид изогнутого наружу контура, который является закругленным, то есть не имеет явных углов и ребер. Однако указанный контур в описанном поперечном сечении не обязательно должен соответствовать круглой форме или иметь совершенно круглую форму, он также может быть эллиптическим или овальным или иметь другую закругленную свободную форму. Предпочтительно фактически в качестве контура в указанном поперечном сечении перпендикулярно продольной оси применяется выпуклая закругленная свободная форма.
[00029] Между указанными зубьями, имеющими выпуклый закругленный контур, в каждом случае может быть либо предусмотрен вогнутый переходный контур, либо реализован непосредственный переход между отдельными зубьями. Если между отдельными зубьями предусмотрен вогнутая переходная структура, то она предпочтительно имеет небольшие размеры в сравнении с указанными зубьями. Чем меньшие размерь! имеет указанная переходная структура, тем лучше на заготовке могут быть изготовлены углы многогранного профиля. Вогнутая переходная структура также вполне может иметь углы и, в отличие от выпуклого закругленного контура зубьев, не должна быть закругленной.
[00030] Как указано выше, существенный признак предлагаемого изобретением инструмента для зуботочения заключается в типе конфигурации отдельных зубьев, которые при наблюдении в поперечном сечении перпендикулярно продольной оси предпочтительно имеют значительно большую ширину, чем высоту. В этом случае ширина b измеряется как расстояние между первым концом и вторым концом каждого зуба. Высота h измеряется как высота соответствующего зуба, измеренная в том же поперечном сечении перпендикулярно ширине и посредине между первым концом и вторым концом. Предпочтительно высота h представляет собой расстояние от точки на контуре зуба, которая одинаково удалена от первого конца и второго конца, до соединительной линии между первым концом и вторым концом. Длина указанной выше соединительной линии соответствует ширине зуба.
[00031] Благодаря указанной очень плоской и слегка криволинейной конфигурации зубьев инструмента для зуботочения посредством зуботочения на заготовке также удается изготавливать почти полностью плоские поверхности.
[00032] Обработка углов многогранных профилей осуществляется в основном благодаря переходам между отдельными зубьями.
[00033] Благодаря соответствующему согласованию соотношения скоростей вращения, с которыми вращаются заготовка или, соответственно, инструмент, на заготовке могут быть изготовлены различные правильные многоугольные поперечные сечения. Предпочтительно инструмент для зуботочения вращается с первой частотой вращения, а заготовка - со второй частотой вращения, причем вторая частота вращения представляет собой целое кратное первой частоты вращения. Таким образом, заготовка вращается, как правило, быстрее, чем инструмент. Однако само по себе это, как и другие параметры зуботочения, соответствуют обычному зуботочению, используемому для изготовления зубчатых венцов.
[00034] Согласно предпочтительному варианту осуществления ширина каждого зуба из множества зубьев более чем в два раза больше высоты соответствующего зуба. Особенно предпочтительно ширина каждого зуба в три раза больше высоты соответствующего зуба.
[00035] Таким образом, зубья в сравнении с зубьями классического инструмента для зуботочения являются чрезвычайно плоскими. Это является предпочтительным в особенности для обеспечения как можно более точной плоскостности плоских поверхностей, изготавливаемых на многогранном профиле. Согласно изобретению даже может быть предусмотрено, что отношение ширины к высоте каждого зуба составляет даже более 5:1, 6:1 или 7:1.
[00036] Еще одна особенность описанной плоской или, соответственно, слегка криволинейной конфигурации отдельных зубьев может состоять в том, что первая касательная к первому концу выпуклого закругленного контура каждого зуба, проведенная в поперечном сечении перпендикулярно продольной оси инструмента, пересекается со второй касательной ко второму концу выпуклого закругленного контура, проведенной в поперечном сечении под углом α, причем 60°≤α≤140°. Предпочтительно даже действует соотношение 80°≤α≤130°.
[00037] В отличие от этого зубья обычных инструментов для зуботочения, как правило, содержат две противоположные боковые поверхности, ориентированные на переходе между отдельными зубьями почти параллельно или даже точно параллельно друг другу, так что описанные касательные в этом случае либо вообще не имеют точки пересечения, либо проходят под значительно меньшим углом относительно друг друга.
[00038] Согласно еще одному варианту осуществления при наблюдении в поперечном сечении перпендикулярно продольной оси первая вогнутая переходная структура и вторая вогнутая переходная структура, то есть переходная структура между отдельными зубьями инструмента для зуботочения, представляет собой закругление. Это закругление, выполненное в виде переходного контура, как указано выше, также участвует в резании и, таким образом, обрабатывает заготовку.
[00039] Кроме того, является предпочтительным, если каждый зуб из множества зубьев имеет форму, идентичную форме остальных зубьев из множества зубьев. Как правило, во время зуботочения инструмент для зуботочения режет, а именно по всему периметру, причем каждый зуб при изготовлении многогранного профиля прокатывается по одной из указанных плоских поверхностей, чтобы обработать ее резанием.
[00040] Согласно еще одному варианту осуществления каждый из множества зубьев на торцевом конце режущей головки, обращенном от хвостовика, содержит плоскую переднюю поверхность, расположенную относительно продольной оси под углом, не равным 90°.
[00041] Таким образом, передние поверхности, как правило, расположены на верхней стороне зубьев, они образуют торцевой конец режущей головки, обращенный от хвостовика инструмента для зуботочения. Как правило, передние поверхности выполнены в виде плоских поверхностей. Относительно продольной оси инструмента для зуботочения передние поверхности предпочтительно расположены наклонно, т.е. не перпендикулярно продольной оси.
[00042] В зависимости от конфигурации предлагаемого изобретением инструмента для зуботочения передние поверхности всех зубьев могут быть расположены на общей конической поверхности, вращательно-симметричной относительно продольной оси. В качестве альтернативы между передними поверхностями каждых двух соседних зубьев расположена переходная поверхность, которая также расположена на торцевом конце режущей головки и непосредственно примыкает к передним поверхностям указанных двух соседних зубьев. В таком случае отдельные передние поверхности зубьев расположены в разных плоскостях. В таком случае между отдельным зубьями на торцевой стороне или, соответственно, между передними поверхностями возникают отдельные ступеньки в виде лестницы. Последнее происходит, в частности, потому, что передние поверхности зубьев, как правило, изготавливаются с помощью шлифовального круга. Таким образом, между передней поверхностью зуба и передней поверхностью соседнего зуба, как правило, образуется уступ, выглядящий в виде ступеньки лестницы. Однако, как указано выше, предлагаемый изобретением инструмент для зуботочения может быть выполнен также таким образом, что все передние поверхности расположены на общей конической поверхности.
[00043] Согласно предпочтительному варианту осуществления инструмент для зуботочения в целом содержит двадцать четыре зуба. Благодаря указанному большому количеству зубьев изготовление многогранных профилей происходит значительно быстрее, чем посредством классической фрезерной обработки, и даже также быстрее, чем посредством полигонального фрезерования.
[00044] Согласно еще одному варианту осуществления предусмотрено, что каждый зуб содержит расположенную по периметру боковую поверхность, ориентированную со скрещиванием относительно продольной оси. Таким образом, боковые поверхности зубьев предпочтительно проходят не параллельно продольной оси.
[00045] Согласно еще одному варианту осуществления инструмента для зуботочения режущая головка может быть закреплена на хвостовике с возможностью отсоединения. В этом случае при износе режущая головка в целом может быть заменена путем установки новой режущей головки. В качестве устройства сопряжения между режущей головкой и хвостовиком во внимание принимаются различные устройства сопряжения. Предпочтительно устройство сопряжения содержит резьбовое соединение.
[00046] Режущая головка или по меньшей мере расположенные на ней зубья предпочтительно выполнены из твердого сплава, тогда как хвостовик предлагаемого изобретением инструмента для зуботочения, как правило, выполнен из стали. Однако в зависимости от размера инструмента для зуботочения из твердого сплава может быть полностью изготовлен также весь инструмент. Режущая головка инструмента для зуботочения также может быть снабжена отдельными неперетачиваемыми режущими пластинами, образующими зубья. Кроме того, твердосплавные режущие пластины, образующие зубья, могут быть наварены на сменную головку.
[00047] Разумеется, без выхода за рамки настоящего изобретения вышеназванные признаки и признаки, которые будут пояснены ниже, могут применяться не только в указанной соответствующей комбинации, но и в других комбинациях, или по отдельности.
[00048] Примеры осуществления изобретения представлены на приведенных ниже чертежах и поясняются более подробно в последующем описании. На чертежах показаны:
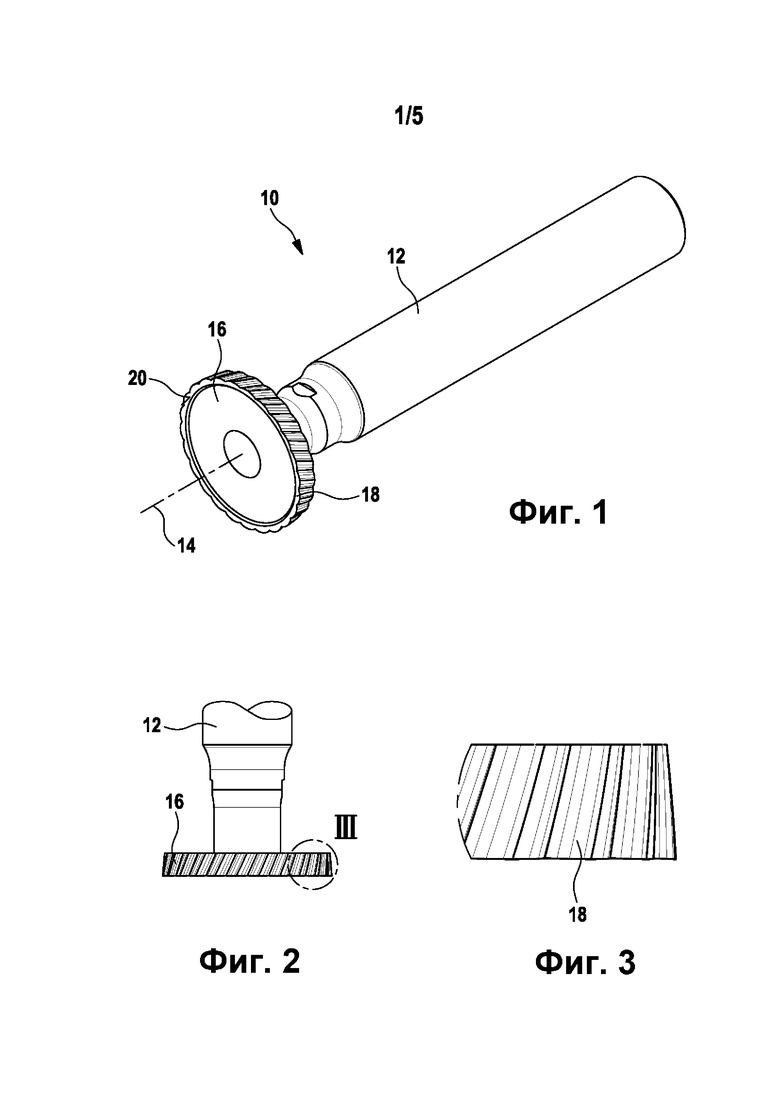
фиг. 1 - вид в перспективе одного из примеров осуществления предлагаемого изобретением инструмента для зуботочения;
фиг. 2 - вид сбоку инструмента для зуботочения, показанного на фиг. 1;
фиг. 3 - детальный вид фиг. 2;
фиг. 4 - вид в плане снизу инструмента для зуботочения, показанного на фиг. 1 и 2;
фиг. 5 - деталь из фиг. 4;
фиг 6 - деталь, показанная на фиг. 5, на виде в сечении перпендикулярно продольной оси инструмента для зуботочения;
фиг. 7 - вид в перспективе режущей головки инструмента для зуботочения, показанного на фиг. 1;
фиг. 8 - деталь из фиг. 7;
фиг. 9 - вид в перспективе инструмента для зуботочения, показанного на фиг. 1, вместе с обрабатываемой заготовкой; и
фиг. 10a-d - несколько видов для наглядного объяснения зуботочения заготовки посредством предлагаемого изобретением инструмента для зуботочения.
[00049] На фиг. 1 показан вид в перспективе одного из примеров осуществления предлагаемого изобретением инструмента для зуботочения. На указанной фигуре инструмент для зуботочения в целом имеет условное обозначение 10.
[00050] Предлагаемый изобретением инструмент 10 для зуботочения содержит хвостовик 12, проходящий вдоль продольной оси 14. В показанном примере осуществления хвостовик 12 имеет цилиндрическую форму. Однако в принципе он может иметь и другую форму, то есть он может быть выполнен, например, в форме прямоугольного параллелепипеда.
[00051] Кроме того, инструмент 10 для зуботочения содержит режущую головку 16, расположенную на торцевом конце хвостовика. На режущей головке 12 расположено множество зубьев 18, распределенных по периметру режущей головки 16.
[00052] Как в частности видно из фиг. 4-6, зубья 18 имеют выпуклый закругленный контур. Говоря точнее, зубья 18 имеют указанный выпуклый закругленный контур в поперечном сечении перпендикулярно продольной оси 14, показанном на фиг. 6.
[00053] В отличие от зубьев обычных инструментов для зуботочения зубья 18 предлагаемого изобретением инструмента 10 для зуботочения не сужаются ни в виде углов, ни в виде заострений. Они имеют гораздо более округлую форму, что означает, что они не содержат углов или острых ребер. Еще один признак предлагаемого изобретением инструмента 10 для зуботочения заключается в том, что зубья 18 имеют гораздо более плоскую или, соответственно, менее криволинейную форму, чем в случае обычных инструментов для зуботочения, применяемых для изготовления зубчатых венцов.
[00054] На торцевом конце зуба 18, обращенном от хвостовика 12, зубья 18 содержат переднюю поверхность 20. Как в частности видно из фиг. 4, в случае инструмента 10 для зуботочения, выполненного согласно показанному здесь примеру осуществления, передние поверхности 20 всех зубьев 18 лежат в общей плоскости. Указанная плоскость представляет собой коническую плоскость, проходящую по всему периметру под постоянным утлом относительно продольной оси 14. Однако в качестве альтернативы указанному решению передние поверхности 20 отдельных зубьев могут быть расположены в различных плоскостях, причем в таком случае между передними поверхностями 20 двух соседних зубьев 18 возникает своего рода ступенька.
[00055] Инструмент 10 для зуботочения, выполненный согласно приведенному в настоящем документе примеру осуществления, в целом имеет двадцать четыре таких зубьев 18. Указанные двадцать четыре зуба 18 равномерно распределены по периметру режущей головки 16 и выступают из указанного периметра в виде звезды. Однако, как видно из чертежей, зубья 18 выступают из периметра режущей головки 16 не точно в радиальном направлении (перпендикулярно продольной оси 14).
[00056] По периметру каждый из зубьев 18 содержит боковую поверхность 22, представляющую собой часть каждого зуба 18, наиболее удаленную в радиальном направлении, и, следовательно, также часть режущей головки 16, наиболее удаленную в радиальном направлении. Указанные боковые поверхности 22 проходят под утлом относительно продольной оси 14, что в частности видно из фиг. 3.
[00057] На фиг. 5 и 6 наглядно показана незначительная кривизна и плоская конфигурация зубьев 18, характерная для предлагаемого изобретением инструмента 10 для зуботочения. В этом отношении на фиг. 6 в поперечном сечении, ориентированном перпендикулярно продольной оси 14, показана деталь режущей головки 16. Из фиг. 5 и 6 видно, что наряду с выпуклым закругленным контуром каждого зуба 18 зубья 18 согласно показанному здесь примеру осуществления непосредственно переходят друг в друга. Другими словами, каждый зуб 18 в поперечном сечении, показанном на фиг. 6, на своем первом конце 24 переходит непосредственно в выпуклый закругленный контур соседнего зуба 18', и на своем втором конце 26, расположенным противоположно первому концу 24, переходит непосредственно в выпуклый закругленный контур второго соседнего зуба 18''.
[00058] Вместо непосредственного перехода друг в друга выпуклых закругленных контуров отдельных зубьев 18 между отдельными зубьями 18 также могут быть предусмотрены вогнутые переходные контуры, которые, однако, имеют сравнительно небольшой размер в сравнении с выпуклыми закругленными контурами, образуемыми зубьями 18 на показанном поперечном сечении. В качестве вогнутых переходных контуров между отдельными зубьями 18 во внимание могут быть приняты, например, закругления.
[00059] Плоская или, соответственно, слегка криволинейная конфигурация отдельных зубьев может быть охарактеризована в частности при помощи следующих признаков. В поперечном сечении, показанном на фиг. 6, ширина b каждого зуба 18, измеренная как расстояние между первым концом 24 и вторым концом 26, значительно больше высоты h соответствующего зуба 18, измеренной в поперечном сечении перпендикулярно ширине b и посредине между первым концом 24 и вторым концом 26. Как показано на фиг. 6, указанная высота измеряется как расстояние от точки 28 на контуре зуба 18 до соединительной линии 30 между первым и вторым концом 24, 26. Длина соединительной линии 30 соответствует ширине b зуба 18. Точка 28 представляет собой точку в зените зуба, равноудаленную от первого конца 24 и второго конца 26.
[00060] Предпочтительно соотношение между шириной b и высотой h составляет по меньшей мере 2:1, предпочтительно по меньшей мере 3:1 или даже по меньшей мере 5:1.
[00061] Первая касательная 32 к первому концу 24 выпуклого закругленного контура зуба 18, проведенная в поперечном сечении, показанном на фиг. 6, и вторая касательная 34 ко второму концу 26 выпуклого закругленного контура зуба 18, проведенная в поперечном сечении, пересекаются под углом α, предпочтительно лежащим в диапазоне 60°≤α≤140°. Как видно из фиг. 6, угол α представляет собой внутренний угол, измеренный в точке пересечения двух касательных 32, 34, и находящийся в воображаемом треугольнике, углами которого являются точка 36 пересечения двух касательных 32, 34, первый конец 24 и второй конец 26.
[00062] Все без исключения отдельные зубья 18 предпочтительно имеют идентичную форму, соответствующую указанной выше форме. Зубья 18 предпочтительно изготовлены из твердого сплава, тогда как хвостовик 12 предпочтительно изготовлен из стали.
[00063] Предлагаемый изобретением инструмент 10 для зуботочения в частности подходит для изготовления внешнего контура, в профиле поперечного сечения заготовки по существу соответствующего правильному выпуклому многоугольнику. Здесь термин "по существу", сопоставленный с термином "правильный выпуклый многоугольник", должен показать, что изготавливаемый на заготовке контур на общем виде представляет собой правильный многоугольный профиль поперечного сечения, который, однако, на микроскопическом уровне или уже на местном виде из-за неточностей изготовления не обязательно точно соответствует правильному многоугольнику. Например, на углах многогранного профиля могут возникать отдельные закругления.
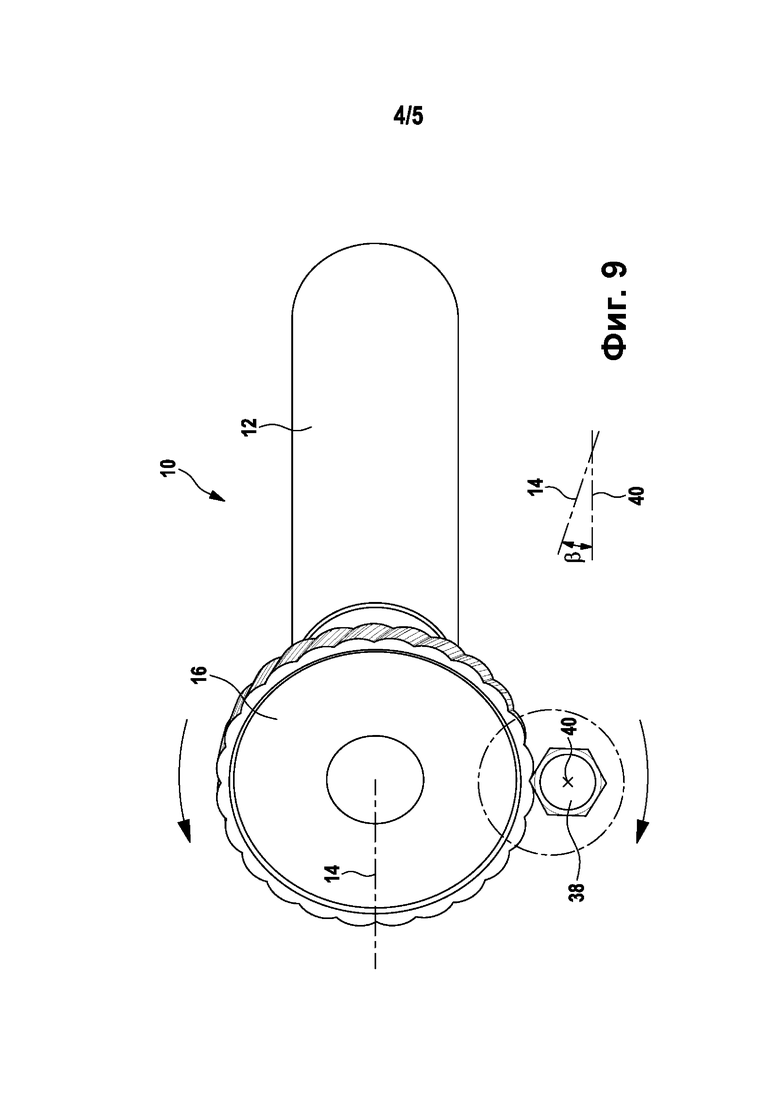
[00064] На фиг. 9 в самом общем виде показано, каким образом инструмент 10 для зуботочения взаимодействует с заготовкой 38. При зуботочении вращается как инструмент 10 для зуботочения, так и заготовка 38. Однако инструмент 10 для зуботочения и заготовка 38 вращаются относительно друг друга с противоположным направлением вращения. В примере, показанном на фиг. 9, заготовка 38 вращается по часовой стрелке, инструмент 10 для зуботочения - против часовой стрелки.
[00065] Инструмент 10 для зуботочения вращается вокруг своей продольной оси 14. В качестве оси 40 вращения заготовки 38 служит продольная ось заготовки 38. Хотя на фиг. 9 это однозначно не показано, две оси 14, 40 вращения ориентированы не параллельно друг другу, а поперек друг другу, под так называемым углом пересечения осей. Такое наклонное расположение осей 14, 40 вращения относительно друг друга является характерным для зуботочения. Вследствие указанного перекрестного расположения осей возникает относительная скорость между инструментом 10 для зуботочения и заготовкой 38.
[00066] Во время обработки зуботочением отдельные зубья 18 скользят по заготовке 38 и при этом снимают с заготовки 38 стружку. Это схематично показано на фиг. 10a-10d в виде ряда чертежей, служащих для наглядного представления процесса зуботочения.
[00067] Наряду с вращением заготовки 38 и инструмента 10 при зуботочении инструмент 10 и/или заготовка 38 совершают поступательное движение. Таким образом, возникает свое рода винтовое движение, в результате которого "отслаивается" стружка, снятая с заготовки 38.
[00068] В данном случае указанным образом на заготовке 38 посредством инструмента 10 для зуботочения изготавливается внешний контур, который при наблюдении в поперечном сечении соответствует правильному шестиугольнику. Такой внешний контур соответствует, например, внешнему контуру шестигранника на винте или болте.
[00069] Как в частности видно из ряда схематичных чертежей, показанных на фиг. 10a-10d, плоские поверхности шестигранного профиля изготавливаются посредством зубьев 18, содержащих описанный выше плоский и сравнительно незначительно криволинейный, выпуклый и закругленный контур. Напротив, углы шестигранного профиля изготавливаются посредством переходных контуров между зубьями 18 или, соответственно посредством межзубных промежутков, в результате чего на заготовке 38 возникают более или менее точные углы.
[00070] Во время обработки зуботочением заготовка 38 предпочтительно вращается с большей скоростью, чем инструмент 10 для зуботочения. Для изготовления на заготовке 38 шестигранного профиля, приведенного в качестве примера, может быть предусмотрено, например, соотношение скоростей вращения 3:1. Например, инструмент 10 для зуботочения может вращаться с частотой в диапазоне 3000 об/мин, в то время как заготовка 38 вращается с частотой в диапазоне 12000 об/мин. Угол β пересечения осей, показанный на фиг. 9 лишь схематично, может составлять, например, 25°. Скорость резания может быть установлена на 100 м/мин.
[00071] Таким образом, на заготовке 38 простым, экономичным путем и чрезвычайно быстро может быть создан внешний контур, в поперечном сечении соответствующий правильной выпуклой полигональной линии.



Группа изобретений относится к инструменту и способу для обработки резанием заготовки. Инструмент для зуботочения имеет хвостовик, проходящий вдоль продольной оси инструмента, и режущую головку, расположенную на торцевом конце хвостовика. Режущая головка содержит множество расположенных по периметру зубьев. Каждый из зубьев в поперечном сечении перпендикулярно продольной оси имеет выпуклый закругленный контур, который на первом конце переходит в выпуклый закругленный контур первого соседнего зуба из множества зубьев. На втором конце, расположенном противоположно первому концу, указанный контур переходит в выпуклый закругленный контур второго соседнего зуба из множества зубьев. Ширина каждого зуба из множества зубьев, измеренная в поперечном сечении как расстояние между первым концом и вторым концом, больше высоты соответствующего зуба, измеренной в поперечном сечении перпендикулярно ширине и посредине между первым концом и вторым концом. Обеспечивается повышение качества при полигональной обработке. 3 н. и 11 з.п. ф-лы, 13 ил.
1. Инструмент (10) для зуботочения, имеющий хвостовик (12), проходящий вдоль продольной оси (14) инструмента (10), и режущую головку (16), расположенную на торцевом конце хвостовика (12),
причем режущая головка (16) содержит множество расположенных по периметру зубьев (18),
причем каждый из зубьев (18) при наблюдении в поперечном сечении перпендикулярно продольной оси (14) имеет выпуклый закругленный контур, который на первом конце (24) либо непосредственно, либо посредством первого вогнутого переходного контура, расположенного между ними, переходит в выпуклый закругленный контур первого соседнего зуба (18') из множества зубьев (18), а на втором конце (26), расположенном противоположно первому концу (24), либо непосредственно, либо посредством второго вогнутого переходного контура, расположенного между ними, переходит в выпуклый закругленный контур второго соседнего зуба (18'') из множества зубьев (18), и
при этом ширина (b) каждого зуба из множества зубьев (18), измеренная в поперечном сечении как расстояние между первым концом (24) и вторым концом (26), больше высоты (h) соответствующего зуба (18), измеренной в поперечном сечении перпендикулярно ширине (b) и посредине между первым концом и вторым концом.
2. Инструмент для зуботочения по п. 1, в котором ширина (b) каждого зуба из множества зубьев (18) более чем в два раза больше высоты (h) соответствующего зуба (18).
3. Инструмент для зуботочения по п. 1, в котором первая касательная (32) к первому концу (24) выпуклого закругленного контура, проведенная в поперечном сечении, и вторая касательная 34 ко второму концу (26) выпуклого закругленного контура, проведенная в поперечном сечении, пересекаются под углом α, причем выполняется следующее: 60°≤α≤140.
4. Инструмент для зуботочения по п. 1, в котором каждый из первого вогнутого переходного контура и второго вогнутого переходного контура при наблюдении в поперечном сечении представляет собой закругление.
5. Инструмент для зуботочения по п. 1, в котором каждый зуб (18) из множества зубьев (18) имеет форму, идентичную форме остальных зубьев из множества зубьев (18).
6. Инструмент для зуботочения по п. 1, в котором каждый из множества зубьев (18) на торцевом конце режущей головки (16), обращенном от хвостовика (12), содержит переднюю поверхность, расположенную относительно продольной оси (14) под углом, не равным 90°.
7. Инструмент для зуботочения по п. 6, в котором передние поверхности (20) всех зубьев (18) из множества зубьев (18) расположены на общей конической поверхности, вращательно-симметричной относительно продольной оси (14).
8. Инструмент для зуботочения по п. 6, в котором между передними поверхностями (20) двух соседних зубьев (18) из множества зубьев (18) расположена переходная поверхность, которая также расположена на торцевом конце режущей головки (16) и непосредственно примыкает к передним поверхностям (20) двух соседних зубьев (18).
9. Инструмент для зуботочения по п. 1, в котором каждый из множества зубьев (18) содержит расположенную по периметру боковую поверхность (22), ориентированную со скрещиванием с продольной осью (14).
10. Инструмент для зуботочения по п. 1, в котором множество зубьев (18) содержит более двенадцати зубьев.
11. Инструмент для зуботочения по п. 1, в котором хвостовик (12) выполнен из стали, а зубья (18) режущей головки (16) выполнены из твердого сплава.
12. Применение инструмента для зуботочения согласно одному из предыдущих пунктов для изготовления на заготовке внешнего контура, соответствующего правильному выпуклому многоугольнику в профиле поперечного сечения заготовки.
13. Способ обработки резанием заготовки, включающий следующие этапы:
- обеспечение инструмента (10) для зуботочения по любому из пп. 1-11 и обрабатываемой заготовки (38);
- изготовление внешнего контура на заготовке (38) с помощью инструмента (10) для зуботочения во время обработки зуботочением,
причем изготавливаемый внешний контур соответствует правильному выпуклому многоугольнику в профиле поперечного сечения заготовки (38), и
при этом при обработке зуботочением инструмент (10) для зуботочения и заготовку (38) вращают в противоположном относительно друг друга направлении, ось (14) вращения инструмента (10) для зуботочения ориентирована под определенным углом (β) пересечения осей относительно оси (40) вращения заготовки (38), а инструмент (10) для зуботочения и/или заготовку (38) одновременно поступательно перемещают для создания движения подачи.
14. Способ по п. 13, согласно которому при обработке зуботочением инструмент (10) для зуботочения вращают с первой частотой вращения, а заготовку (38) вращают со второй частотой вращения, причем вторая частота вращения представляет собой целое кратное первой частоты вращения.
| WO 2012152659 A1, 15.11.2012 | |||
| Лопастное долото | 1981 |
|
SU1097772A1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ И РЕЖУЩАЯ ПЛАСТИНА | 2007 |
|
RU2453401C2 |
| КОРПУС ФРЕЗЫ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2126736C1 |
| WO 2021121730 A1, 24.06.2021. | |||

