[001] Настоящее изобретение относится к инструменту для зуботочения, содержащему хвостовик, проходящий вдоль продольной оси инструмента, и режущую головку, расположенную на торцевом конце хвостовика, причем режущая головка содержит множество расположенных по периметру зубьев.
[002] Зуботочение представляет собой способ изготовления зубчатых венцов, который используется, например, для изготовления зубчатых колес. Зуботочение известно уже более 100 лет. Первая соответствующая заявка на изобретение под номером DE 243514 датируется 1910 годом. В последующие годы зуботочение долгое время не привлекало большого внимания. Однако в последнее десятилетие к использованию этого очень старого способа изготовления для обработки резанием заготовки снова вернулись, и в настоящее время он широко используется при изготовлении различных зубчатых венцов. Одной из сравнительно новых заявок на изобретение на эту тему является, например, WO 2012/152659 A1.
[003] Зуботочение используется в качестве альтернативы зубофрезерованию или зубодолблению. По сравнению с зубофрезерованием или зубодолблением оно обеспечивает значительное уменьшение времени обработки. К тому же может быть достигнуто очень высокое качество обработки. Поэтому зуботочение делает возможным достаточно производительное и в то же время высокоточное изготовление зубчатых венцов.
[004] При зуботочении заготовка и инструмент приводятся в движение с одинаковым направлением вращения и таким соотношением скорости вращения, что вращение заготовки и вращение инструмента согласованны (синхронизированы) друг с другом. При этом инструмент устанавливается относительно заготовки наклонно, под заданным углом, обычно называемым углом пересечения осей. Угол пересечения осей - это угол между осью вращения инструмента для зуботочения и осью вращения обрабатываемой заготовки. Для создания движения подачи инструмент и/или заготовка, кроме того, перемещаются поступательно. Таким образом, результирующее относительное движение между инструментом для зуботочения и заготовкой представляет своего рода винтовое движение, содержащее компоненту вращения (ротационную компоненту) и компоненту подачи (компоненту поступательного движения). Обработка заготовки выполняется посредством зубьев, расположенных по периметру режущей головки инструмента для зуботочения.
[005] Режущая головка или по меньшей мере расположенные на ней зубья предпочтительно выполнены из твердого сплава, тогда как хвостовик инструмента для зуботочения, как правило, выполнен из стали. В зависимости от размера инструмента для зуботочения и/или размера изготавливаемого зубчатого венца инструмент также может быть полностью изготовлен из твердого сплава. Режущая головка инструмента для зуботочения также может быть снабжена отдельными неперетачиваемыми режущими пластинами, образующими зубья. Кроме того, твердосплавные режущие пластины, образующие зубья, могут быть наварены на сменную головку.
[006] Передние поверхности, как правило, расположены на верхней стороне зубьев, они образуют торцевой конец режущей головки, обращенный от хвостовика инструмента для зуботочения. Как правило, передние поверхности выполнены в виде плоских поверхностей. Относительно продольной оси инструмента для зуботочения передние поверхности, как правило, расположены наклонно, т.е. не перпендикулярно продольной оси. Следовательно, они лежат в разных плоскостях. Сами зубья направлены звездообразно в направлении от продольной оси инструмента, причем зубья не обязательно должны проходить точно в радиальном направлении.
[007] Передние поверхности (грани) зубьев, как правило, изготавливаются с помощью шлифовального круга. Таким образом, между передней поверхностью зуба и передней поверхностью соседнего зуба образуется уступ, выглядящий в виде ступеньки лестницы. На фиг. 8 показана деталь режущей головки согласно типичному примеру из уровня техники. Изображение, показанное на фиг. 8, получается при наблюдении режущей головки с радиального направления. Три соседние передние поверхности на фиг. 8 обозначены условным обозначением 20. Переходная поверхность, образующаяся при шлифовании между двумя соседними передними поверхностями 20, на фиг. 8 обозначена условным обозначением 22. Указанная переходная поверхность 22 содержит боковую поверхность 24, которая в инструментах, известных из уровня техники, как правило, ориентирована ортогонально относительно соседних передних поверхностей 20. Указанная ортогональная ориентация получается автоматически во время процесса шлифования, поскольку шлифовальный круг своим торцом обрабатывает переднюю поверхность 20, а своей окружной поверхностью - боковую поверхность 24.
[008] При изготовлении внутреннего зубчатого венца заготовка обычно сначала обрабатывается посредством растачивания. При этом заготовка растачивается до внутреннего диаметра, определяемого высотой позже изготавливаемых зубьев зубчатого венца. Затем посредством зуботочения изготавливается внутренний зубчатый венец с его боковыми сторонами и ножками зубьев. В процессе указанной обработки поверхность головок зубьев возникает вследствие растачивания, тогда как поверхность боковых сторон зубьев и ножки зубьев возникают вследствие зуботочения. Головками зубьев обозначаются те части зубчатого венца, которые во внутреннем зубчатом венце образуют наименьший внутренний диаметр. Напротив, ножки зубьев во внутреннем зубчатом венце образуют наибольший внутренний диаметр. Разумеется, в наружном зубчатом венце это прямо наоборот. В обоих случаях боковые стороны зубьев проходят между соответствующими головками зубьев и ножками зубьев.
[009] В отличие от последнего описанного процесса обработки часто является желательным изготовление зуботочением и головки зубьев зубчатого венца, так что от растачивания можно отказаться. Однако в таком случае ступенчатый переход между соседними передними поверхностями, упомянутый со ссылкой на фиг. 8, представляет собой проблему, поскольку из-за указанного перехода, в частности из-за боковых поверхностей 24, ориентированных ортогонально относительно соседних передних поверхностей 20, образуется мешающий контур. Указанный мешающий контур обычно заметен в виде небольшого смещения. Такое смещение является нежелательным, поскольку при определенных обстоятельствах оно ухудшает качество зубчатого венца. Поэтому в таком случае головки зубьев зубчатого венца, как правило, должны быть подвергнуты дополнительной обработке, например, посредством шлифования. Это требует много времени и затрат.
[0010] Разумеется, такая же проблема соответственно возникает и при изготовлении наружных зубчатых венцов.
[0011] Поэтому задача настоящего изобретения состоит в том, чтобы предложить инструмент для зуботочения с улучшенной геометрией режущей головки, при помощи которой можно предотвратить образование нежелательного мешающего контура на головках зубьев зубчатого венца.
[0012] Указанная задача решается инструментом для зуботочения указанного выше типа благодаря тому, что каждый из зубьев инструмента для зуботочения на торцевом конце режущей головки, обращенном от хвостовика, содержит плоскую переднюю поверхность (грань), расположенную относительно продольной оси под углом, не равным 90°, причем между передними поверхностями каждых двух соседних зубьев расположена переходная поверхность, которая также расположена на торцевом конце режущей головки и непосредственно примыкает к передним поверхностям указанных двух соседних зубьев, причем угол между нормалями к поверхности во всех точках переходной поверхности и передними поверхностями соответствующих двух соседних зубьев составляет более 0°.
[0013] Таким образом, переходные поверхности, образованные между торцевыми передними поверхностями режущей головки, в отличие от уровня техники, проходят не ортогонально к соседним передним поверхностям, а под углом к ним. Таким образом, касательные к переходной поверхности относительно соседних передних поверхностей ориентированы не ортогонально, а проходит предпочтительно под острым углом к указанным передним поверхностям. Это справедливо для каждой точки на переходных поверхностях, причем боковые ограничения (кромки) переходных поверхностей не считаются принадлежащими к переходным поверхностям.
[0014] Согласно предпочтительному варианту осуществления угол между всеми нормалями к поверхности во всех точках переходной поверхности и передними поверхностями соответствующих двух соседних зубьев составляет более 10°. Таким образом, это соответствует углу между передней поверхностью и касательной в каждой точке переходной поверхности, который составляет меньше 80°. Это справедливо для каждой точки на переходных поверхностях, причем боковые ограничения (кромки) переходных поверхностей не считаются принадлежащими к переходным поверхностям. При этом в качестве касательной рассматривается касательная, которая в соответствующей точке ориентирована в направлении максимальной кривизны переходной поверхности в указанной точке, то есть касательная, которая в соответствующей рассматриваемой точке по сравнению с остальными касательными в этой точке образует максимальный угол относительно соседних передних поверхностей.
[0015] Разумеется, направление нормалей к поверхности (и, следовательно, также направление касательных) вследствие кривизны переходной поверхности, как правило, изменяется от точки к точке. Несмотря на это, согласно изобретению угол между нормалями к поверхности во всех точках переходной поверхности и передними поверхностями соответствующих двух соседних зубьев составляет более 0° (не включая 0°).
[0016] При таком типе ориентации переходных поверхностей, находящихся между передними поверхностями, может быть предотвращено образование мешающего контура на головках зубьев зубчатого венца, без необходимости применения предшествующего растачивания или последующей дополнительной обработки, как это имеет место в случае инструментов для зуботочения в уровне техники.
[0017] Это объясняется тем, что вследствие ориентации под углом (не ортогональной ориентации) переходной поверхности относительно соседних передних поверхностей не возникает "жесткий" ступенчатый уступ, показанный на фиг. 8 в качестве примера для инструмента для зуботочения из уровня техники. В соответствии с этим инструмент для зуботочения согласно изобретению также может быть использован непосредственно для обработки головок зубьев зубчатого венца. Это полностью решает вышеуказанную задачу.
[0018] Согласно одному из вариантов осуществления настоящего изобретения переходная поверхность содержит по меньшей мере один вогнутый участок поверхности. Указанный вогнутый участок поверхности предпочтительно примыкает к одной из двух соседних передних поверхностей.
[0019] В данном контексте под "вогнутый" понимается изгиб внутрь. Поскольку вогнутый участок поверхности, как правило, определяется формой шлифовального круга, используемого для обработки зубьев режущей головки, возможны вогнутые участки поверхности со сколь угодно малыми радиусами кривизны. Поэтому в данном контексте изогнутый участок поверхности, имеющий радиус, составляющий несколько сотых или, например, одну сотую, все еще следует рассматривать как вогнутый участок поверхности, а не участок поверхности с острой кромкой.
[0020] Согласно еще одному варианту осуществления переходная поверхность содержит выпуклый участок поверхности. Указанный выпуклый участок поверхности предпочтительно примыкает к одной из двух соседних передних поверхностей.
[0021] В данном контексте под "выпуклый" понимается изгиб наружу. По тем же основаниям, которые уже были упомянуты в отношении вогнутого участка поверхности, в данном контексте выпуклый изогнутый участок поверхности, имеющий радиус кривизны, составляющий всего лишь одну сотую, все еще следует рассматривать как выпуклый участок поверхности, а не участок поверхности с острой кромкой.
[0022] Согласно еще одному варианту осуществления переходная поверхность содержит вогнутый и выпуклый участок поверхности, причем вогнутый участок поверхности примыкает к одной из двух передних поверхностей, а выпуклый участок поверхности примыкает к другой из двух соседних передних поверхностей.
[0023] Согласно еще одному варианту осуществления переходная поверхность содержит плоский участок поверхности. Указанный плоский участок поверхности предпочтительно образует центральную область переходной поверхности, расположенную посредине между двумя соседними передними поверхностями. Тем не менее, плоский участок поверхности также может примыкать по меньшей мере к одной из двух соседних передних поверхностей.
[0024] На основании упомянутого вначале определения относительно ориентации переходной поверхности для упомянутых выше вогнутого, выпуклого и/или плоского участков переходной поверхности по-прежнему является справедливым то, что угол между нормалями к поверхности во всех точках указанных участков поверхности и передними поверхностями соответствующих двух соседних зубьев составляет более 0°, предпочтительно более 10°.
[0025] Согласно еще одному варианту осуществления настоящего изобретения плоский участок поверхности непосредственно примыкает к вогнутому участку поверхности.
[0026] Согласно еще одному варианту осуществления плоский участок поверхности расположен между вогнутым участком поверхности и выпуклым участком поверхности. В этом случае плоский участок поверхности образует участок переходной поверхности, находящийся предпочтительно на одинаковом расстоянии от двух соседних передних поверхностей. Указанный вогнутый участок поверхности предпочтительно примыкает к одной из двух соседних передних поверхностей. Указанный выпуклый участок поверхности предпочтительно примыкает к другой из двух соседних передних поверхностей.
[0027] Согласно альтернативному варианту осуществления плоский участок поверхности непосредственно примыкает к одной из передних поверхностей. Таким образом, в таком случае между плоским участком поверхности и одной из двух соседних передних поверхностей образуется угол с острой кромкой.
[0028] Согласно еще одному варианту осуществления переходная поверхность содержит вогнутый и выпуклый участок поверхности, причем вогнутый участок поверхности непосредственно переходит в выпуклый участок поверхности.
[0029] Предпочтительно переходная поверхность согласно всем названным выше вариантам осуществления выполнена в виде непрерывной поверхности с постоянно изменяющимся наклоном касательной.
[0030] Зубья режущей головки предпочтительно сужаются радиально наружу под острым углом. С увеличением радиального расстояния от продольной оси они становятся более узкими.
[0031] По периметру каждый из зубьев содержит боковую поверхность, которая предпочтительно ориентирована со скрещиванием относительно продольной оси. Таким образом, боковые поверхности зубьев предпочтительно проходят не параллельно продольной оси.
[0032] Согласно еще одному варианту осуществления инструмента для зуботочения режущая головка закреплена на хвостовике с возможностью отсоединения. В этом случае при износе режущая головка в целом может быть заменена путем установки новой режущей головки. В качестве устройства сопряжения между режущей головкой и хвостовиком во внимание принимаются различные устройства сопряжения. Предпочтительно устройство сопряжения содержит резьбовое соединение.
[0033] Согласно еще одному варианту осуществления зубья режущей головки выполнены в виде неперетачиваемых режущих пластин, закрепленных на режущей головке с возможностью отсоединения. В этом случае зубья могут заменяться по одному.
[0034] Разумеется, без выхода за рамки настоящего изобретения вышеназванные признаки и признаки, которые будут пояснены ниже, могут применяться не только в указанной соответствующей комбинации, но и в других комбинациях, или по отдельности.
[0035] Примеры осуществления изобретения представлены на приведенных ниже чертежах и поясняются более подробно в последующем описании. На чертежах показаны:
фиг. 1 - вид в перспективе одного из примеров осуществления предлагаемого изобретением инструмента для зуботочения;
фиг. 2 - вид сбоку инструмента для зуботочения, показанного на фиг. 1;
фиг. 3 - вид сверку инструмента для зуботочения, показанного на фиг. 2;
фиг. 4 - вид снизу инструмента для зуботочения, показанного на фиг. 2;
фиг. 5 - местный вид с радиального направления режущей головки предлагаемого изобретением инструмента для зуботочения согласно первому примеру осуществления;
фиг. 6 - местный вид с радиального направления режущей головки предлагаемого изобретением инструмента для зуботочения согласно второму примеру осуществления;
фиг. 7 - местный вид с радиального направления режущей головки предлагаемого изобретением инструмента для зуботочения согласно третьему примеру осуществления; и
фиг. 8 - местный вид с радиального направления режущей головки инструмента для зуботочения из уровня техники.
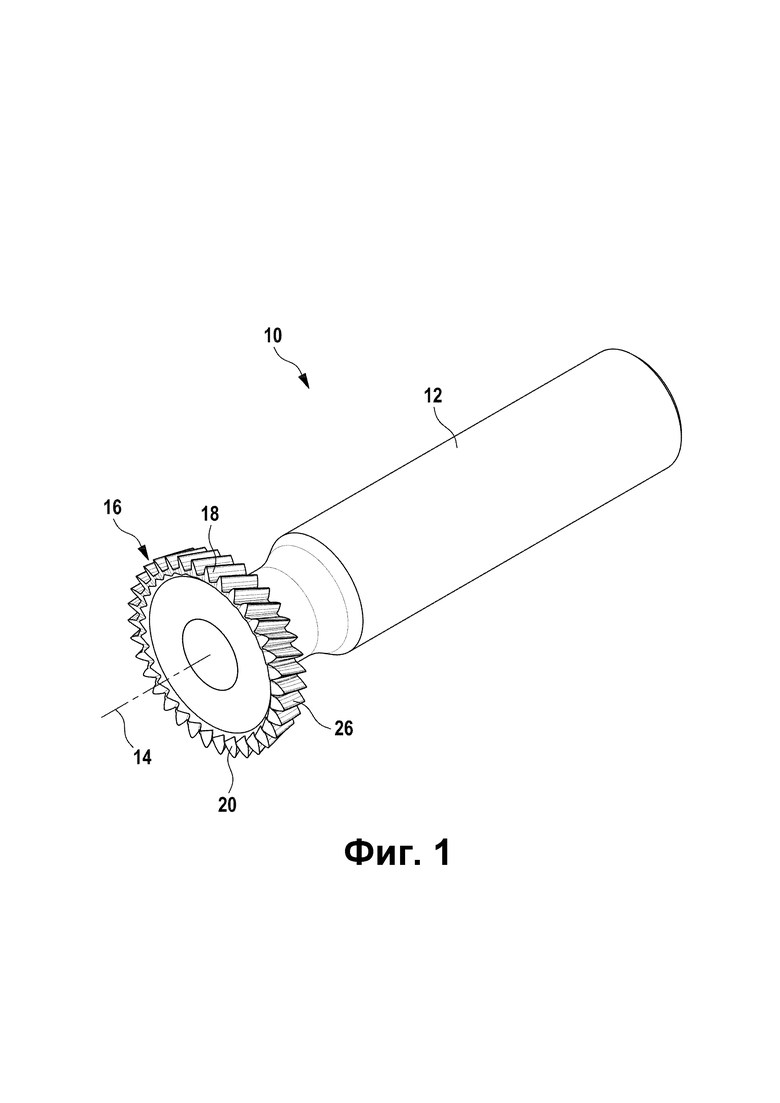
[0036] На фиг. 1 показан вид в перспективе одного из примеров осуществления предлагаемого изобретением инструмента для зуботочения. На указанной фигуре инструмент для зуботочения в целом имеет условное обозначение 10.
[0037] Предлагаемый изобретением инструмент 10 для зуботочения содержит хвостовик 12, проходящий вдоль продольной оси 14. В показанном примере осуществления хвостовик 12 имеет цилиндрическую форму. Однако в принципе он может иметь и другую форму, то есть он может быть выполнен, например, в форме прямоугольного параллелепипеда.
[0038] Кроме того, инструмент 10 для зуботочения содержит режущую головку 16, расположенную на торцевом конце хвостовика 12. На режущей головке 16 расположено множество зубьев 18, распределенных по периметру режущей головки 16.
[0039] Каждый из указанных зубьев 18 на торцевом конце зуба 18, обращенном от хвостовика 12, содержит переднюю поверхность 20. Зубья 18 сужаются радиально наружу под острым углом. По периметру каждый из зубьев 18 содержит боковую поверхность 26, представляющую собой часть каждого зуба 18, наиболее удаленную в радиальном направлении, и, следовательно, также часть режущей головки 16, наиболее удаленную в радиальном направлении. В показанном здесь примере осуществления боковые поверхности 26 проходят со скрещиванием относительно продольной оси 14 инструмента 10 для зуботочения или, соответственно, хвостовика 12.
[0040] Передние поверхности 20 каждого зуба 18 соответственно расположены под углом, не равным 90° (не ортогонально) относительно продольной оси 14. Предпочтительно передние поверхности 20 всех зубьев 18 имеют одинаковый наклон относительно продольной оси 14. Однако, разумеется, вследствие своего звездообразного расположения передние поверхности 20 в геометрическом отношении проходят не параллельно друг другу. Конечно, передние поверхности 20 двух соседних зубьев 18 проходят приблизительно параллельно друг другу.
[0041] На каждой из фиг. 5-7 показан местный вид с радиального направления торцевого конца режущей головки 16. Однако согласно трем различным примерам осуществления, показанным на фиг. 5-7, торцевой конец зубьев 18 в каждом из указанных примеров имеет немного другую форму. Однако общим для трех показанных примеров осуществления является то, что между передними поверхностями 20 каждого из двух соседних зубьев 18 расположена переходная поверхность 22. Указанные переходные поверхности 22 наклонены относительно соседних передних поверхностей 20.
[0042] В зависимости от примера осуществления переходные поверхности 22 имеют различную форму, что более подробно еще будет рассмотрено ниже. Общим для всех показанных примеров осуществления является то, что касательная к переходной поверхности 22, на чертежах обозначенная пунктирной линией, относительно соседней передней поверхности 20, расположенной в одной плоскости, расположена под углом α, составляющим менее 90°, предпочтительно менее 80°. Указанный угол α предпочтительно во всех точках переходной поверхности 22 составляет менее 90°, особенно предпочтительно менее 80°. Соответственно этому угол β между нормалями 23 к поверхности, каждая из которых ориентирована ортогонально к переходной поверхности 22, и соседними передними поверхностями составляет более 0°, особенно предпочтительно более 10° (включая 10°). На фиг. 5-7 касательная и нормаль 23 к поверхности в каждом случае показаны в точке, в которой по сравнению с остальными точками переходной поверхности 22 имеется максимальный наклон касательной. Таким образом, в зависимости от точки на переходной поверхности 22 угол β находится в диапазоне: 0° < β ≤ 90°, предпочтительно в диапазоне 10° ≤ β ≤ 90°.
[0043] В первом примере осуществления, показанном на фиг. 5, переходная поверхность 22 содержит вогнутый участок 28 поверхности, выпуклый участок 30 поверхности и плоский участок 32 поверхности. Вогнутый участок 28 переходной поверхности 22 непосредственно примыкает к концу одной из двух соседних передних поверхностей 20. Выпуклый участок 30 переходной поверхности 22 непосредственно примыкает к концу другой из двух соседних передних поверхностей 20. Плоский участок 32 поверхности расположен между вогнутым участком 28 поверхности и выпуклым участком 30 поверхности.
[0044] Переходная поверхность 22 предпочтительно имеет постоянно изменяющуюся кривизну. Таким образом, переход между вогнутым участком 28 поверхности и плоским участком 32 поверхности является таким же непрерывным, как и переход между плоским участком 32 поверхности и выпуклым участком 30 поверхности. Указанные переходы предпочтительно не только непрерывны, но и переходят по касательной друг в друга. В примере осуществления, показанном на фиг. 5, каждая из передних поверхностей 20 также предпочтительно непрерывно и по касательной переходит в вогнутый участок 28 поверхности или, соответственно, выпуклый участок 30 поверхности.
[0045] Пример осуществления, показанный на фиг. 6, отличается от примера осуществления, показанного на фиг. 5, тем, что вместо выпуклого участка 30 поверхности между плоским участком 32 поверхности и примыкающей к нему передней поверхностью 20 образована (не закругленная) кромка. В этом случае плоский участок 32 переходной поверхности 22 также непосредственно примыкает к одной из двух соседних передних поверхностей 20.
[0046] В примере осуществления, показанном на фиг. 7, переходная поверхность 22 не содержит плоского участка 32 поверхности. Вместо этого вогнутый участок 28 поверхности, примыкающий к одной из двух соседних передних поверхностей 20, непосредственно переходит в выпуклый участок 30 поверхности, примыкающий к другой из двух соседних передних поверхностей 20. Переход между вогнутым участком 28 поверхности и выпуклым участком 30 поверхности предпочтительно представляет собой непрерывный переход по касательной. На фиг. 7 пунктирная линия, обозначающая названный выше угол между переходной поверхностью 22 и передней поверхностью 20, расположена по касательной в точке перегиба или, соответственно, на линии 36 перегиба между вогнутым участком 28 поверхности и выпуклым участком 30 поверхности. В примере осуществления, показанном на фиг. 7, указанная точка или, соответственно указанная линия (в трехмерном изображении) представляет собой место максимального наклона касательной к переходной поверхности 22.
[0047] Разумеется, вместо описания указанного выше угла α при помощи касательной к переходной поверхности 22 соответствующий дополнительный угол может быть описан также при помощи нормали к поверхности, ориентированной в соответствующей точке перпендикулярно переходной поверхности 22. Исходя из указанного выше условия α < 90° или, соответственно, α < 80°, это также означает, что угол между нормалями 23 к поверхности во всех точках переходной поверхности 22 (кроме точек на краях переходной поверхности 22) и передними поверхностями 20 двух соседних зубьев 18 соответственно составляет более 0°, предпочтительно более 10° (включая 10°). Благодаря указанному наклонному положению переходной поверхности 22 относительно соседних передних поверхностей 20 эффективным образом может быть решена проблема нежелательного образования мешающего контура на головках зубьев изготавливаемого зубчатого венца.
[0048] Разумеется, без выхода за рамки настоящего изобретения возможны и другие примеры осуществления, получающиеся в результате комбинаций и перестановок показанных на фиг. 5-7 конфигураций отдельных участков 28, 30, 32 переходной поверхности 22.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ И СПОСОБ ДЛЯ ОБРАБОТКИ РЕЗАНИЕМ ЗАГОТОВКИ | 2020 |
|
RU2800152C1 |
| УСТРОЙСТВО ДЛЯ ЗУБОТОЧЕНИЯ | 2012 |
|
RU2611584C2 |
| Ручной нож для резки мяса и тому подобного сырья | 1984 |
|
SU1554753A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС С АРОЧНЫМИ ЗУБЬЯМИ | 2011 |
|
RU2467838C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС С АРОЧНЫМИ ЗУБЬЯМИ | 2009 |
|
RU2404030C1 |
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС ШЕВИНГОВАНИЕМ-ПРИКАТЫВАНИЕМ | 2011 |
|
RU2479389C1 |
| БУРОВОЕ ДОЛОТО И РЕЖУЩАЯ ВСТАВКА ДЛЯ НЕГО | 1995 |
|
RU2147668C1 |
| ЗУБОК ШАРОШКИ ТРЕХШАРОШЕЧНОГО БУРОВОГО ДОЛОТА "САМАРА" | 1992 |
|
RU2006566C1 |
| СПОСОБ ЗУБОТОЧЕНИЯ И СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2584838C2 |
| КОМПЛЕКТ ЛЕЗВИЙ И УСТРОЙСТВО ДЛЯ СТРИЖКИ ВОЛОС | 2014 |
|
RU2690061C2 |



Изобретение относится к инструменту (10) для зуботочения, содержащему хвостовик (12), проходящий вдоль продольной оси (14) инструмента (10), и режущую головку (16), расположенную на торцевом конце хвостовика (12). Режущая головка (16) содержит расположенные по периметру зубья (18), при этом каждый из указанных зубьев (18) на торцевом конце режущей головки (16), обращенном от хвостовика (12), содержит плоскую переднюю поверхность (20), расположенную относительно продольной оси (14) под углом, не равным 90°. Между передними поверхностями (20) каждых двух соседних зубьев (18) расположена переходная поверхность, которая также расположена на торцевом конце режущей головки (16) и непосредственно примыкает к передним поверхностям (20) двух соседних зубьев (18). Причем угол между нормалями к поверхности во всех точках переходной поверхности и передними поверхностями (20) соответствующих двух соседних зубьев (18) составляет более 0°. В результате обеспечивается предотвращение образования мешающего контура на головках зубьев. 14 з.п. ф-лы, 8 ил.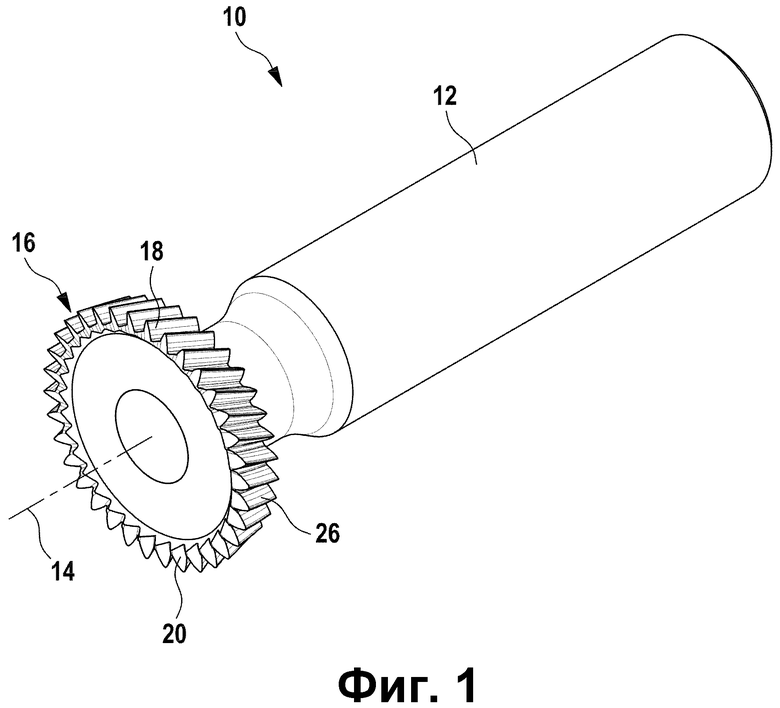
1. Инструмент (10) для зуботочения, содержащий хвостовик (12), проходящий вдоль продольной оси (14) инструмента (10), и режущую головку (16), расположенную на торцевом конце хвостовика (12), причем режущая головка (16) содержит расположенные по периметру зубья (18), при этом каждый из указанных зубьев (18) на торцевом конце режущей головки (16), обращенном от хвостовика (12), содержит плоскую переднюю поверхность (20), расположенную относительно продольной оси (14) под углом, не равным 90°, причем между передними поверхностями (20) каждых двух соседних зубьев (18) расположена переходная поверхность (22), которая также расположена на торцевом конце режущей головки (16) и непосредственно примыкает к передним поверхностям (20) двух соседних зубьев (18), причем угол (β) между нормалями (23) к поверхности во всех точках переходной поверхности (22) и передними поверхностями (20) соответствующих двух соседних зубьев (18) составляет более 0°.
2. Инструмент для зуботочения по п. 1, в котором угол (β) между всеми нормалями (23) к поверхности во всех точках переходной поверхности (22) и передними поверхностями (20) соответствующих двух соседних зубьев (18) составляет более 10°.
3. Инструмент для зуботочения по п. 1 или 2, в котором переходная поверхность (22) содержит по меньшей мере один вогнутый участок (28) поверхности.
4. Инструмент для зуботочения по одному из пп. 1-3, в котором переходная поверхность (22) содержит выпуклый участок (30) поверхности.
5. Инструмент для зуботочения по одному из пп. 1-4, в котором переходная поверхность (22) содержит плоский участок (32) поверхности.
6. Инструмент для зуботочения по п. 1, в котором переходная поверхность (22) содержит вогнутый участок (28) поверхности и плоский участок (32) поверхности, причем плоский участок (32) поверхности непосредственно примыкает к вогнутому участку (28) поверхности.
7. Инструмент для зуботочения по п. 1, в котором переходная поверхность (22) содержит вогнутый участок (28) поверхности, плоский участок (32) поверхности и выпуклый участок (30) поверхности, причем плоский участок (32) поверхности расположен между вогнутым участком (28) поверхности и выпуклым участком (30) поверхности.
8. Инструмент для зуботочения по п. 7, в котором вогнутый участок (28) поверхности примыкает к передней поверхности (20) одного из двух соседних зубьев (18), а выпуклый участок (30) поверхности примыкает к передней поверхности (20) другого из двух соседних зубьев (18).
9. Инструмент для зуботочения по п. 5 или 6, в котором плоский участок (32) поверхности непосредственно примыкает к одной из передних поверхностей (20) двух соседних зубьев (18).
10. Инструмент для зуботочения по п. 1, в котором переходная поверхность (22) содержит вогнутый (28) участок поверхности и выпуклый участок (30) поверхности, причем вогнутый участок (28) поверхности примыкает к передней поверхности (20) одного из двух соседних зубьев (18), а выпуклый участок (30) поверхности примыкает к передней поверхности (20) другого из двух соседних зубьев (18).
11. Инструмент для зуботочения по п. 10, в котором вогнутый участок (28) поверхности непосредственно переходит в выпуклый участок (32) поверхности.
12. Инструмент для зуботочения по одному из пп. 1-11, в котором каждый из зубьев (18) сужается радиально наружу под острым углом.
13. Инструмент для зуботочения по одному из пп. 1-12, в котором каждый из зубьев (18) содержит расположенную по периметру боковую поверхность (26), которая ориентирована со скрещиванием относительно продольной оси (14).
14. Инструмент для зуботочения по одному из пп. 1-13, в котором режущая головка (16) закреплена на хвостовике (12) с возможностью отсоединения.
15. Инструмент для зуботочения по одному из пп. 1-14, в котором хвостовик (12) выполнен из стали, а зубья (18) режущей головки (16) - из твердого сплава.
| Прибор для решения системы линейных уравнений | 1932 |
|
SU37909A1 |
| RU 2012118251 A, 10.11.2013 | |||
| СПОСОБ ЗУБОТОЧЕНИЯ И СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2584838C2 |
| WO 2018039118 A1, 01.03.2018. | |||

