Область техники
[0001]
Настоящее изобретение относится к устройству и способу изготовления строительного материала, такого как строительная плита.
Уровень техники
[0002]
Примеры строительного материала, являющегося строительной плитой для создания наружной стены и внутренней стены здания, включают в себя плиты из неорганического материала, такие как фиброармированные цементные облицовочные плиты и керамические плиты, древесноволокнистые плиты, такие как древесностружечные плиты, и пропитанные смолой плиты.
[0003]
В качестве способа изготовления строительных материалов различных типов известна технология, включающая следующие этапы: этап формирования ковра исходного материала посредством осаждения порошкового исходного материала, являющегося строительным материалом, который был просеян и который имеет заданный размер, на приемник или т.п.при просеивании порошкового исходного материала при помощи воздушной сортировки; и этап термического прессования ковра исходного материала. Например, в патентном документе 1 описан способ изготовления строительного материала, в котором используют такую технологию.
Перечень ссылок
Патентная литература
[0004]
Патентный документ 1: Японская опубликованная нерассмотренная патентная заявка №7-124926
Раскрытие сущности изобретения
Техническая задача
[0005]
Существующее производственное устройство для осуществления вышеупомянутого способа изготовления строительного материала включает в себя, например, в качестве механизма для этапа формирования ковра просеивающий блок, который выполняет просеивание при помощи воздушной сортировки, блок подачи исходного материала для сбрасывания и подачи порошкового исходного материала на просеивающий блок и приемник для приема просеянного исходного материала, имеющего заданный размер.
[0006]
Просеивающий блок включает в себя воздуходувку, которая горизонтально подает воздух к падающему порошковому исходному материалу, и просеивающую сетку, которая расположена в месте, в котором ячейки сетки обращены к воздуху, поступающему от воздуходувки, и которая наклонена на заданный угол таким образом, чтобы быть отделенной от воздуходувки. Когда устройство работает, порошковый исходный материал сбрасывают из блока подачи исходного материала в положение между воздуходувкой и просеивающей сеткой, из воздуходувки подают воздух в направлении просеивающей сетки, часть порошкового исходного материала проходит через просеивающую сетку или ячейки просеивающей сетки и далее падает и принимается приемником (другая часть порошкового исходного материала не может пройти через просеивающую сетку и падает). Затем формируют ковер исходного материала, когда часть порошкового исходного материала, прошедшего через просеивающую сетку, осаждают на приемнике.
[0007]
С существующим устройством для изготовления строительного материала, имеющим такой механизм, трудно изменять количество осаждаемого строительного исходного материала на приемнике в направлении ширины приемника, соответствующем направлению ширины просеивающей сетки. Когда такое устройство формирует ковер исходного материала на приемнике с использованием шаблона, имеющего рисунок углублений/выступов, который соответствует конструкционной поверхности изготавливаемого строительного материала, на его внутренней поверхности в качестве приемника, строительный материал осаждается по существу равномерно на углублениях и выступах внутренней поверхности приемника. В строительном материале, который получают посредством термического прессования ковра исходного материала, сформированного таким образом, вероятно возникновение разницы в плотности текстуры между частью, где образовано углубление, и частью, где образован выступ на конструкционной поверхности. Строительный материал, имеющий большую разницу в плотности, не является предпочтительным, поскольку имеет тенденцию к возникновению трещин.
[0008]
С другой стороны, можно обеспечить строительный материал, обладающий высокой прочностью и высокой водонепроницаемостью, посредством формирования концевых участков строительного материала с высокой плотностью. Однако с существующим устройством для изготовления строительного материала, при помощи которого трудно изменять количество осаждаемого строительного исходного материала на приемнике в направлении ширины приемника, трудно формировать концевые участки строительного материала, имеющие высокую плотность, обеспечивая при этом достаточную толщину концевых участков.
[0009]
Настоящее изобретение было создано с учетом такого уровня техники, и его задачей является разработка устройства для изготовления строительного материала и способа изготовления строительного материала, каждый из которых подходит для изменения в направлении ширины приемника количества осаждаемого строительного исходного материала на приемнике для формирования строительного материала, который принимает строительный исходный материал под просеивающим блоком, который просеивает строительный исходный материал.
Решение задачи
[0010]
Согласно первому аспекту настоящего изобретения предлагается устройство для изготовления строительного материала. Данное устройство для изготовления строительного материала содержит просеивающий блок и приемник.
[0011]
Просеивающий блок включает в себя комплект листов. Каждый лист комплекта листов выполнен с возможностью совершения волнового движения во время работы устройства, имеет наклон и расположен в направлении наклона. Комплект листов включает в себя первый просеивающий лист и второй просеивающий лист, который расположен под первым просеивающим листом. Первый просеивающий лист представляет собой лист, в котором множество ячеек, имеющих одинаковый размер, расположены с постоянным шагом в направлении ширины листа комплекта листов. Второй просеивающий лист представляет собой лист (первый тип), в котором множество ячеек, имеющих два или более разных размеров, расположены в направлении ширины листа, или лист (второй тип), который имеет ячеистую область и неячеистую область, которые расположены в направлении ширины листа. Направление ширины листа представляет собой, например, направление, перпендикулярное направлению, в котором расположен комплект листов.
[0012]
В настоящем изобретении волновое движение листа представляет собой, например, движение, при котором лист повторяет вибрацию в направлении своей толщины, и которое имеет пучность колебаний. Скорость волнового движения увеличивается с уменьшением периода колебаний. Это волновое движение реализуют, например, при помощи работы вибратора, такого как эксцентриковый вибратор, который соединен с каждым листом посредством заданного механизма передачи движущей силы.
[0013]
Приемник предназначен для приема строительного исходного материала, прошедшего через ячейки просеивающего блока, и выполнен с возможностью перемещения под комплектом листов.
[0014]
При работе устройства для изготовления строительного материала, в состоянии, в котором каждый лист из комплекта листов просеивающего блока совершает волновое движение, как описано выше, строительный исходный материал, такой как порошковый исходный материал, сбрасывают на лист, например, на верхнем конце в направлении наклона комплекта листов, и исходный материал подают на просеивающий блок. Подаваемый строительный исходный материал представляет собой смесь частиц различного размера. В просеивающем блоке настоящего устройства такой строительный исходный материал просеивают при помощи каждого просеивающего листа, включенного в комплект листов, в процессе движения вниз по комплекту листов и при этом измельчают за счет столкновения с комплектом листов в состоянии выполнения волнового движения.
[0015]
Часть строительного исходного материала, которая была просеяна первым просеивающим листом и, таким образом, прошла через ячейки первого просеивающего листа, может быть осаждена на приемнике в положении под первым просеивающим листом. В первом просеивающем листе, как описано выше, множество ячеек, имеющих одинаковый размер, расположены с постоянным шагом в направлении ширины листа. Строительный исходный материал, прошедший через ячейки первого просеивающего листа, по существу равномерно осаждается на приемнике и образует первый слой, толщина которого в направлении ширины приемника, соответствующем направлению ширины листа, является по существу равномерной.
[0016]
Часть строительного исходного материала, которая была просеяна вторым просеивающим листом и, таким образом, прошла через ячейки второго просеивающего листа, может быть осаждена поверх первого слоя на приемнике в положении под вторым просеивающим листом. Часть строительного исходного материала, прошедшая через ячейки второго просеивающего листа, образует второй слой поверх первого слоя.
[0017]
В случае, когда второй просеивающий лист представляет собой лист первого типа (лист, в котором множество ячеек, имеющих два или более разных размеров, расположены в направлении ширины листа) в отношении строительного исходного материала, образующего второй слой поверх первого слоя, величина осаждения больше под более крупными ячейками второго просеивающего листа, и величина осаждения меньше под более мелкими ячейками второго просеивающего листа. Иными словами, ковер исходного материала, который имеет такой второй слой, который также функционирует как слой регулировки величины осаждения строительного исходного материала, в дополнение к вышеупомянутому первому слою и который сформирован на приемнике, представляет собой ковер исходного материала, такой что количество осаждаемого строительного исходного материала варьируется в направлении ширины приемника.
[0018]
В случае, когда второй просеивающий лист представляет собой лист второго типа (лист, который имеет ячеистую область и неячеистую область, которые расположены в направлении ширины листа), в то время как второй слой формируется при осаждении строительного исходного материала поверх первого слоя под ячеистой областью второго просеивающего листа, строительный исходный материал по существу не осаждается под неячеистой областью второго просеивающего листа. Иными словами, мат исходного материала, который имеет такой второй слой, который также функционирует как слой регулировки величины осаждения строительного исходного материала, в дополнение к вышеупомянутому первому слою и который сформирован на приемнике, представляет собой мат исходного материала, такой что количество осаждаемого строительного исходного материала варьируется в направлении ширины приемника.
[0019]
В случае, когда второй просеивающий лист представляет собой лист второго типа, второй просеивающий лист может иметь ячеистую область, в которой множество ячеек, имеющих два или более разных размеров, расположены в направлении ширины листа. С таким вторым просеивающим листом совместно возникают вышеупомянутые положительные эффекты в случае, когда второй просеивающий лист является просеивающим листом первого типа, и вышеупомянутые положительные эффекты в случае, когда второй просеивающий лист является просеивающим листом второго типа.
[0020]
Как описано выше, устройство для изготовления строительного материала подходит для изменения в направлении ширины приемника величины осаждения строительного исходного материала на формирующем строительный материал приемнике, принимающем строительный исходный материал под просеивающим блоком, который просеивает строительный исходный материал и при этом осуществляет механическую сортировку строительного исходного материала.
[0021]
Такое устройство для изготовления строительного материала подходит для изготовления строительного материала, имеющего рисунок углублений/выступов на его конструкционной поверхности, и при этом уменьшает неоднородность плотности. Пример следующий.
[0022]
В настоящем устройстве для изготовления строительного материала при формировании ковра исходного материала на приемнике с использованием шаблона, имеющего рисунок углублений/выступов для конструкционной поверхности строительного материала, на его внутренней поверхности в качестве приемника вместе с шаблоном используют второй просеивающий лист первого типа или второго типа, который может изменять величину осаждения строительного исходного материала в соответствии с рисунком углублений/выступов. Второй просеивающий лист первого типа имеет, например, относительно большую ячейку в части, соответствующей углублению на внутренней поверхности приемника, и относительно небольшую ячейку в части, соответствующей выступу на внутренней поверхности приемника. Второй просеивающий лист второго типа имеет, например, ячеистую область в части, соответствующей углублению на внутренней поверхности приемника, и неячеистую область в части, соответствующей выступу на внутренней поверхности приемника.
[0023]
Посредством использования такого второго просеивающего листа в настоящем устройстве можно сформировать ковер исходного материала, в котором величину осаждения строительного исходного материала на приемнике изменяют в направлении ширины приемника в соответствии с рисунком углублений/выступов внутренней поверхность приемника. Посредством термического прессования такого ковра исходного материала можно изготовить из ковра исходного материала строительный материал, в котором уменьшена разница в плотности текстуры между частью, где сформировано углубление на конструкционной поверхности строительного материала, и частью, где сформирован выступ на конструкционной поверхности строительного материала, то есть строительный материал, имеющий низкую неоднородность плотности. Строительный материал, имеющий низкую неоднородность плотности, устойчив к образованию трещин и поэтому является предпочтительным.
[0024]
Устройство для изготовления строительного материала подходит для изготовления строительного материала, концевые участки которого имеют достаточную толщину и высокую плотность на обоих концах в направлении ширины приемника. Например, при помощи устройства для изготовления строительного материала формируют ковер исходного материала на приемнике с использованием в качестве второго просеивающего листа листа, который имеет ячеистые области на обоих его концевых участках в направлении ширины листа и имеет по меньшей мере одну неячеистую область между ячеистыми областями. В этом случае в ковре исходного материала, сформированном на приемнике, величина осаждения строительного исходного материала на обоих концевых участках (частях, соответствующих ячеистым областям) в направлении ширины приемника больше, чем величина осаждения строительного исходного материала в части, соответствующей неячеистой области.
[0025]
Посредством термического прессования такого ковра исходного материала легко изготовить из ковра исходного материала строительный материал, концевые участки которого имеют достаточную толщину и высокую плотность на обоих его концах в направлении ширины приемника. Формирование концевых участков строительного материала с высокой плотностью подходит для обеспечения высокой прочности и высокой водонепроницаемости строительного материала.
[0026]
В настоящем устройстве для изготовления строительного материала предпочтительно размер каждой ячейки второго просеивающего листа больше, чем размер каждой ячейки первого просеивающего листа.
[0027]
Такая конфигурация подходит для формирования на приемнике ковра исходного материала, включающего в себя первый слой, который имеет очень однородную толщину в направлении ширины приемника и который состоит из относительно мелкозернистого строительного исходного материала, и второй слой, который также функционирует как слой регулировки величины осаждения строительного исходного материала и который состоит из относительно крупнозернистого строительного исходного материала. Соответственно, указанная конфигурация подходит для формирования на приемнике ковра исходного материала, включающего в себя первый слой, состоящий из относительно мелкозернистого строительного исходного материала, и второй слой, состоящий из относительно крупнозернистого строительного исходного материала, при изменении величины осаждения строительного исходного материала в направлении ширины приемника.
[0028]
Первый слой в ковре исходного материала, который состоит из относительно мелкозернистого строительного исходного материала, подходит для поверхностного слоя, который имеет более плотную текстуру и легко обеспечивает высокие характеристики водонепроницаемости, в строительном материале, который формируют посредством термического прессования ковра исходного материала. Второй слой в мате исходного материала, который состоит из относительно крупнозернистого строительного исходного материала, подходит для внутреннего слоя, который имеет менее плотную текстуру и легко обеспечивает высокую амортизирующую способность, в строительном материале, который формируют посредством термического прессования мата исходного материала.
[0029]
В настоящем устройстве для изготовления строительного материала предпочтительно второй просеивающий лист имеет ячеистую область в каждом из двух его концевых участков в направлении ширины листа и имеет по меньшей мере одну неячеистую область между ячеистыми областями.
[0030]
Как описано выше, такая конфигурация подходит для изготовления строительного материала, концевые участки которого имеют достаточную толщину и высокую плотность на обоих концах в направлении ширины приемника.
[0031]
В настоящем устройстве для изготовления строительного материала предпочтительно комплект листов включает в себя третий просеивающий лист, расположенный под вторым просеивающим листом, причем третий лист представляет собой лист, в котором множество ячеек, имеющих одинаковый размер, превышающий размер каждой ячейки первого просеивающего листа, расположены с постоянным шагом в направлении ширины листа.
[0032]
Такая конфигурация подходит для формирования на приемнике ковра исходного материала, включающего в себя первый слой, который имеет очень однородную толщину в направлении ширины приемника и который состоит из относительно мелкозернистого строительного исходного материала, второй слой, который также функционирует как слой регулировки величины осаждения строительного исходного материала и который состоит из относительно крупнозернистого строительного исходного материала, и третий слой, который имеет очень однородную толщину в направлении ширины приемника и который состоит из относительно крупнозернистого строительного исходного материала. Соответственно, указанная конфигурация подходит для формирования на приемнике ковра исходного материала, включающего в себя первый слой, состоящий из относительно мелкозернистого строительного исходного материала, и второй слой и третий слой, состоящие из относительно крупнозернистого строительного исходного материала, при изменении величины осаждения строительного исходного материала в направлении ширины приемника.
[0033]
В настоящем устройстве для изготовления строительного материала предпочтительно комплект листов включает в себя третий просеивающий лист, расположенный между первым просеивающим листом и вторым просеивающим листом, причем третий лист представляет собой лист, в котором множество ячеек, имеющих одинаковый размер, превышающий размер каждой ячейки первого просеивающего листа, расположены с постоянным шагом в направлении ширины листа.
[0034]
Такая конфигурация подходит для формирования на приемнике ковра исходного материала, включающего в себя первый слой, который имеет очень однородную толщину в направлении ширины приемника и который состоит из относительно мелкозернистого строительного исходного материала, третий слой, который имеет очень однородную толщину в направлении ширины приемника и который состоит из относительно крупнозернистого строительного исходного материала, и второй слой, который функционирует также как слой регулировки величины осаждения строительного исходного материала и который состоит из относительно крупнозернистого строительного исходного материала. Соответственно, указанная конфигурация подходит для формирования на приемнике ковра исходного материала, включающего в себя первый слой, состоящий из относительно мелкозернистого строительного исходного материала, и третий слой и второй слой, состоящие из относительно крупнозернистого строительного исходного материала, при изменении величины осаждения строительного исходного материала в направлении ширины приемника.
[0035]
Согласно второму аспекту настоящего изобретения предлагается способ изготовления строительного материала. Способ изготовления осуществляют с использованием следующего просеивающего блока и приемника.
[0036]
Просеивающий блок включает в себя комплект листов. Комплект листов имеет наклон и расположен в направлении наклона. Комплект листов включает в себя первый просеивающий лист и второй просеивающий лист, который расположен под первым просеивающим листом. Первый просеивающий лист представляет собой лист, в котором множество ячеек, имеющих одинаковый размер, расположены с постоянным шагом в направлении ширины листа комплекта листов. Второй просеивающий лист представляет собой лист (первый тип), в котором множество ячеек, имеющих два или более разных размеров, расположены в направлении ширины листа, или лист (второй тип), который имеет ячеистую область и неячеистую область, которые расположены в направлении ширины листа. Направление ширины листа представляет собой, например, направление, перпендикулярное направлению, в котором расположен комплект листов.
[0037]
Приемник предназначен для приема строительного исходного материала, прошедшего через ячейки просеивающего блока, и выполнен с возможностью перемещения под комплектом листов.
[0038]
При данном способе изготовления, в состоянии, в котором каждый из комплекта листов просеивающего блока совершает волновое движение, как описано выше, строительный исходный материал, такой как порошковый исходный материал, сбрасывают на лист, например, на верхнем конце в направлении наклона комплекта листов, и исходный материал подают на просеивающий блок. Подаваемый строительный исходный материал представляет собой смесь частиц различного размера. В просеивающем блоке настоящего способа такой строительный исходный материал просеивают при помощи каждого просеивающего листа, включенного в комплект листов, в процессе движения вниз по комплекту листов и при этом измельчают за счет столкновения с комплектом листов в состоянии выполнения волнового движения (просеивания).
[0039]
Способ изготовления включает формирование на приемнике ковра, включающего в себя первый слой, сформированный из строительного исходного материала, прошедшего через ячейки первого просеивающего листа, и второй слой, сформированный поверх первого слоя из строительного исходного материала, прошедшего через ячейки второго просеивающего листа. Когда ковер исходного материала подвергают термическому прессованию, производят заданный строительный материал в виде плиты.
[0040]
При способе изготовления строительного материала часть строительного исходного материала, которая была просеяна первым просеивающим листом и, таким образом, прошла через ячейки первого просеивающего листа, может быть осаждена на приемнике в положении под первым просеивающим листом. В первом просеивающем листе, как описано выше, множество ячеек, имеющих одинаковый размер, расположены с постоянным шагом в направлении ширины листа. Строительный исходный материал, прошедший через ячейки первого просеивающего листа, по существу равномерно осаждается на приемнике и образует первый слой, толщина которого в направлении ширины приемника является по существу равномерной.
[0041]
При данном способе изготовления строительного материала часть строительного исходного материала, которая была просеяна вторым просеивающим листом и, таким образом, прошла через ячейки второго просеивающего листа, может быть осаждена поверх первого слоя на приемнике в положении под вторым просеивающим листом. Часть строительного исходного материала, прошедшая через ячейки второго просеивающего листа, образует второй слой поверх первого слоя.
[0042]
В случае, когда второй просеивающий лист представляет собой лист первого типа (лист, в котором множество ячеек, имеющих два или более разных размеров, расположены в направлении ширины листа), в отношении строительного исходного материала, образующего второй слой поверх первого слоя, величина осаждения больше под более крупными ячейками второго просеивающего листа, и величина осаждения меньше под более мелкими ячейками второго просеивающего листа. Иными словами, ковер исходного материала, который имеет такой второй слой, который также функционирует как слой регулировки величины осаждения строительного исходного материала, в дополнение к вышеупомянутому первому слою и который сформирован на приемнике, представляет собой ковер исходного материала, такой что количество осаждаемого строительного исходного материала варьируется в направлении ширины приемника.
[0043]
В случае, когда второй просеивающий лист представляет собой лист второго типа (лист, который имеет ячеистую область и неячеистую область, которые расположены в направлении ширины листа), в то время как второй слой формируется при осаждении строительного исходного материала поверх первого слоя под ячеистой областью второго просеивающего листа, строительный исходный материал по существу не осаждается под неячеистой областью второго просеивающего листа. Иными словами, ковер исходного материала, который имеет такой второй слой, который также функционирует как слой регулировки величины осаждения строительного исходного материала, в дополнение к вышеупомянутому первому слою и который сформирован на приемнике, представляет собой ковер исходного материала, такой что количество осаждаемого строительного исходного материала варьируется в направлении ширины приемника.
[0044]
В случае, когда второй просеивающий лист представляет собой лист второго типа, второй просеивающий лист может иметь ячеистую область, в которой множество ячеек, имеющих два или более разных размеров, расположены в направлении ширины листа. С таким вторым просеивающим листом совместно возникают вышеупомянутые положительные эффекты в случае, когда второй просеивающий лист является просеивающим листом первого типа, и вышеупомянутые положительные эффекты в случае, когда второй просеивающий лист является просеивающим листом второго типа.
[0045]
Как описано выше, способ изготовления строительного материала подходит для изменения в направлении ширины приемника величины осаждения строительного исходного материала на формирующем строительный материал приемнике, принимающем строительный исходный материал под просеивающим блоком, который просеивает строительный исходный материал при механической сортировке строительного исходного материала. Таким же образом, как описано выше в отношении первого аспекта настоящего изобретения, способ изготовления строительного материала подходит для изготовления строительного материала, имеющего рисунок углублений/выступов на его конструкционной поверхности, и при этом уменьшает неоднородность плотности, а также подходит для изготовления строительного материала, концевые участки которого имеют достаточную толщину и высокую плотность на обоих концах в направлении ширины приемника.
[0046]
В настоящем способе изготовления строительного материала предпочтительно размер каждой ячейки второго просеивающего листа больше, чем размер каждой ячейки первого просеивающего листа.
[0047]
Такая конфигурация подходит для формирования на приемнике ковра исходного материала, включающего в себя первый слой, который имеет очень однородную толщину в направлении ширины приемника и который состоит из относительно мелкозернистого строительного исходного материала, и второй слой, который также функционирует как слой регулировки величины осаждения строительного исходного материала и который состоит из относительно крупнозернистого строительного исходного материала. Соответственно, указанная конфигурация подходит для формирования на приемнике ковра исходного материала, включающего в себя первый слой, состоящий из относительно мелкозернистого строительного исходного материала, и второй слой, состоящий из относительно крупнозернистого строительного исходного материала, при изменении величины осаждения строительного исходного материала в направлении ширины приемника.
[0048]
В настоящем способе изготовления строительного материала предпочтительно второй просеивающий лист имеет ячеистую область в каждом из двух его концевых участков в направлении ширины листа и имеет по меньшей мере одну неячеистую область между ячеистыми областями.
[0049]
Такая конфигурация подходит для изготовления строительного материала, концевые участки которого имеют достаточную толщину и высокую плотность на обоих концах в направлении ширины приемника.
[0050]
В настоящем способе изготовления строительного материала предпочтительно комплект листов включает в себя третий просеивающий лист, расположенный под вторым просеивающим листом, причем третий лист представляет собой лист, в котором множество ячеек, имеющих одинаковый размер, превышающий размер каждой ячейки первого просеивающего листа, расположены с постоянным шагом в направлении ширины листа; и способ включает формирование на приемнике ковра, включающего в себя первый слой, сформированный из строительного исходного материала, прошедшего через ячейки первого просеивающего листа, второй слой, сформированный поверх первого слоя из строительного исходного материала, прошедшего через ячейки второго просеивающего листа, и третий слой, сформированный поверх второго слоя из строительного исходного материала, прошедшего через ячейки третьего просеивающего листа.
[0051]
Такая конфигурация подходит для формирования на приемнике ковра исходного материала, включающего в себя первый слой, который имеет очень однородную толщину в направлении ширины приемника и который состоит из относительно мелкозернистого строительного исходного материала, второй слой, который также функционирует как слой регулировки величины осаждения строительного исходного материала и который состоит из относительно крупнозернистого строительного исходного материала, и третий слой, который имеет очень однородную толщину в направлении ширины приемника и который состоит из относительно крупнозернистого строительного исходного материала. Соответственно, указанная конфигурация подходит для формирования на приемнике ковра исходного материала, включающего в себя первый слой, состоящий из относительно мелкозернистого строительного исходного материала, и второй слой и третий слой, состоящие из относительно крупнозернистого строительного исходного материала, при изменении величины осаждения строительного исходного материала в направлении ширины приемника.
[0052]
В настоящем способе изготовления строительного материала предпочтительно комплект листов включает в себя третий просеивающий лист, расположенный между первым просеивающим листом и вторым просеивающим листом, причем третий лист представляет собой лист, в котором множество ячеек, имеющих одинаковый размер, превышающий размер каждой ячейки первого просеивающего листа, расположены с постоянным шагом в направлении ширины листа; и способ включает формирование на приемнике ковра, включающего в себя первый слой, сформированный из строительного исходного материала, прошедшего через ячейки первого просеивающего листа, третий слой, сформированный поверх первого слоя из строительного исходного материала, прошедшего через ячейки третьего просеивающего листа, и второй слой, сформированный поверх третьего слоя из строительного исходного материала, прошедшего через ячейки второго просеивающего листа.
[0053]
Такая конфигурация подходит для формирования на приемнике ковра исходного материала, включающего в себя первый слой, который имеет очень однородную толщину в направлении ширины приемника и который состоит из относительно мелкозернистого строительного исходного материала, третий слой, который имеет очень однородную толщину в направлении ширины приемника и который состоит из относительно крупнозернистого строительного исходного материала, и второй слой, который функционирует также как слой регулировки величины осаждения строительного исходного материала и который состоит из относительно крупнозернистого строительного исходного материала. Соответственно, указанная конфигурация подходит для формирования на приемнике ковра исходного материала, включающего в себя первый слой, состоящий из относительно мелкозернистого строительного исходного материала, и третий слой и второй слой, состоящие из относительно крупнозернистого строительного исходного материала, при изменении величины осаждения строительного исходного материала в направлении ширины приемника.
Краткое описание чертежей
[0054]
[Фиг. 1] Фиг. 1 изображает схематический вид устройства для изготовления строительного материала в соответствии с первым вариантом осуществления настоящего изобретения.
[Фиг. 2] Фиг. 2 изображает компоновку листов устройства для изготовления строительного материала, показанного на Фиг. 1.
[Фиг. 3] Фиг. 3 представляет собой схематический вид в разрезе в направлении ширины приемника, изображающий, каким образом сформирована пачка слоев в ковре на приемнике устройства для изготовления строительного материала, показанного на Фиг. 1.
[Фиг. 4] Фиг. 4 представляет собой схематический вид в разрезе в направлении ширины приемника, изображающий, каким образом сформирована пачка слоев в ковре на приемнике в модификации устройства для изготовления строительного материала, показанного на Фиг. 1.
[Фиг. 5] Фиг. 5 изображает схематический вид устройства для изготовления строительного материала в соответствии со вторым вариантом осуществления настоящего изобретения.
[Фиг. 6] Фиг. 6 изображает компоновку листов устройства для изготовления строительного материала, показанного на Фиг. 5.
[Фиг. 7] Фиг. 7 представляет собой схематический вид в разрезе в направлении ширины приемника, изображающий, каким образом сформирована пачка слоев в ковре на приемнике устройства для изготовления строительного материала, показанного на Фиг. 5.
[Фиг. 8] Фиг. 8 изображает схематический вид устройства для изготовления строительного материала в соответствии с третьим вариантом осуществления настоящего изобретения.
[Фиг. 9] Фиг. 9 изображает компоновку листов устройства для изготовления строительного материала, показанного на Фиг. 8.
[Фиг. 10] Фиг. 10 представляет собой схематический вид в разрезе в направлении ширины приемника, изображающий, каким образом сформирована пачка слоев в ковре на приемнике устройства для изготовления строительного материала, показанного на Фиг. 8.
[Фиг. 11] Фиг. 11 изображает схематический вид устройства для изготовления строительного материала в соответствии с четвертым вариантом осуществления настоящего изобретения.
[Фиг. 12] Фиг. 12 изображает компоновку листов устройства для изготовления строительного материала, показанного на Фиг. 11.
[Фиг. 13] Фиг. 13 представляет собой схематический вид в разрезе в направлении ширины приемника, изображающий, каким образом сформирована пачка слоев в ковре на приемнике устройства для изготовления строительного материала, показанного на Фиг. 11.
[Фиг. 14] Фиг. 14 изображает компоновку листов в модификации устройства для изготовления строительного материала, показанного на Фиг. 11.
[Фиг. 15] Фиг. 15 представляет собой схематический вид в разрезе, в направлении ширины приемника, приемника в модификации устройства для изготовления строительного материала, показанного на Фиг. 11.
[Фиг. 16] Фиг. 16 представляет собой схематический вид в разрезе в направлении ширины приемника, изображающий, каким образом сформирована пачка слоев в ковре на приемнике в модификации устройства для изготовления строительного материала, показанного на Фиг. 11.
[Фиг. 17] Фиг. 17 изображает схематический вид устройства для изготовления строительного материала в соответствии с пятым вариантом осуществления настоящего изобретения.
[Фиг. 18] Фиг. 18 изображает компоновку листов устройства для изготовления строительного материала, показанного на Фиг. 17.
[Фиг. 19] Фиг. 19 представляет собой схематический вид в разрезе в направлении ширины приемника, изображающий, каким образом сформирована пачка слоев в ковре на приемнике в устройстве для изготовления строительного материала, показанного на Фиг. 17.
[Фиг. 20] Фиг. 20 изображает схематический вид устройства для изготовления строительного материала в соответствии с шестым вариантом осуществления настоящего изобретения.
[Фиг. 21] Фиг. 21 изображает компоновку листов устройства для изготовления строительного материала, показанного на Фиг. 20.
[Фиг. 22] Фиг. 22 представляет собой схематический вид в разрезе в направлении ширины приемника, изображающий, каким образом сформирована пачка слоев в ковре на приемнике устройства для изготовления строительного материала, показанного на Фиг. 20.
Осуществление изобретения
[0055]
На Фиг. 1 изображен схематический вид устройства X1 для изготовления строительного материала в соответствии с первым вариантом осуществления настоящего изобретения. Устройство X1 для изготовления строительного материала включает в себя просеивающий блок 10, блок 20 подачи исходного материала и приемник 30. Устройство X1 для изготовления строительного материала может образовывать ковер строительного материала, который становится строительным материалом после прохождения этапа термического прессования, посредством осаждения строительного исходного материала заданного размера.
[0056]
Просеивающий блок 10 включает в себя комплект листов, которые выполнены с возможностью осуществления волнового движения при работе устройства, которые имеют наклон и которые расположены в направлении наклона; и корпус 10', к которому прикреплен комплект листов для осуществления волнового движения каждого листа. В настоящем варианте осуществления волновое движение листа представляет собой движение, при котором лист повторяет вибрацию в направлении своей толщины, и скорость волнового движения увеличивается при уменьшении периода вибрации.
[0057]
В настоящем варианте осуществления комплект листов в просеивающем блоке 10 включает в себя принимающий лист 11, просеивающий лист 12 в качестве первого просеивающего листа, просеивающий лист 13 в качестве второго просеивающего листа, просеивающий лист 14 в качестве третьего просеивающего листа, и передаточный лист 15. Каждый лист представляет собой эластичный лист, обладающий упругостью, и предпочтительно представляет собой резиновый лист на основе уретана. Толщина листа составляет, например, от 2 до 5 мм. Угол наклона комплекта листов в просеивающем блоке 10 составляет, например, от 6 до 25 градусов относительно горизонтали.
[0058]
На Фиг. 2 изображена компоновка комплекта листов в настоящем варианте осуществления. В комплекте листов в настоящем варианте осуществления листы расположены в следующем порядке, начиная с его верхнего конца: принимающий лист 11, просеивающий лист 12, просеивающий лист 13, передаточный лист 15 и просеивающий лист 14.
[0059]
Принимающий лист 11 расположен на верхнем конце комплекта листов и принимает исходный материал, который сбрасывают, когда устройство работает. Принимающий лист 11 не имеет никаких ячеек. Как показано на Фиг. 1, просеивающий лист 12 расположен ниже принимающего листа 11, просеивающий лист 13 расположен ниже просеивающего листа 12, передаточный лист 15 расположен ниже просеивающего листа 13, и просеивающий лист 14 расположен ниже передаточного листа 15. Как показано на Фиг. 2, каждый из листов 12, 13 и 14 имеет ячейки.
[0060]
В просеивающем листе 12 множество ячеек, имеющих одинаковый размер, расположены с постоянным шагом в направлении ширины листа комплекта листов. Размер каждой ячейки просеивающего листа 12, то есть размер отверстия, составляет, например, от 1 до 30 мм. В настоящем варианте осуществления направление W ширины листа представляет собой направление, перпендикулярное направлению, в котором расположен комплект листов (направление D компоновки листов).
[0061]
Просеивающий лист 13 имеет ячеистые области R1 и неячеистые области R2, которые расположены в направлении W ширины листа. В настоящем варианте осуществления просеивающий лист 13 имеет ячеистую область R1 в части, соответствующей углублению на внутренней поверхности приемника 30 (описано ниже), и неячеистую область R2 в части, соответствующей выступу на внутренней поверхности приемника 30. В ячеистой области R1 множество ячеек, имеющих одинаковый размер, расположены с постоянным шагом в направлении W ширины листа. Размер каждой ячейки ячеистой области R1 больше, чем размер каждой ячейки просеивающего листа 12. В частности, размер каждой ячейки ячеистой области R1 просеивающего листа 13, то есть размер отверстия, составляет, например, от 10 до 40 мм при условии, что размер отверстия больше, чем размер каждой ячейки просеивающего листа 12. Напротив, неячеистая область R2 не имеет ячеек.
[0062]
В просеивающем листе 14 множество ячеек, имеющих одинаковый размер, который больше, чем размер каждой ячейки просеивающего листа 13, расположены с постоянным шагом в направлении W ширины листа. Размер каждой ячейки просеивающего листа 14, то есть размер отверстия, составляет, например, от 30 до 50 мм при условии, что размер отверстия больше, чем размер каждой ячейки ячеистой области R1 просеивающего листа 13.
[0063]
Передаточный лист 15 является неячеистым листом, как и принимающий лист 11.
[0064]
Корпус 10' просеивающего блока 10 включает в себя внутреннюю раму, внешнюю раму и эксцентриковый вибратор.
[0065]
Внутренняя рама имеет пару внутренних боковых пластин, проходящих параллельно друг другу, и множество поперечных балок (первых поперечных балок), проходящих в направлении, в котором внутренние боковые пластины отстоят друг от друга, и перекрывающих пространство между внутренними боковыми пластинами. Каждая первая поперечная балка имеет участок крепления листа в своей верхней концевой части.
[0066]
Внешняя рама имеет пару внешних боковых пластин, проходящих параллельно вдоль пары внутренних боковых пластин в положениях снаружи внутренних боковых пластин, и множество поперечных балок (вторых поперечных балок), проходящих в направлении, в котором наружные боковые пластины отстоят друг от друга, и перекрывающих пространство между наружными боковыми пластинами. Каждая вторая поперечная балка имеет участок крепления листа в своей верхней концевой части.
[0067]
Внутренняя рама и внешняя рама скомпонованы таким образом, что верхние концевые части первых поперечных балок (имеющих участки крепления листов) внутренней рамы и верхние концевые части вторых поперечных балок (имеющих участки крепления листов) внешней рамы расположены поочередно и параллельно. Внешняя рама или пара ее внешних боковых пластин подвешены при помощи опорной пластинчатой пружины (не показана) относительно внутренней рамы или ее пары внутренних боковых пластин. В состоянии, в котором внешняя рама прикреплена таким образом, внутренняя рама размещена на основании (не показано), имеющем заданный наклон, через резиновую прокладку (не показана).
[0068]
Внутренняя рама и внешняя рама соединены с эксцентриковым вибратором (не показан), служащим в качестве источника вибрации, через приводную пластинчатую пружину (не показана). В частности, внутренняя рама и внешняя рама соединены с эксцентриковым вибратором через приводную пластинчатую пружину так что внутренняя рама и внешняя рама могут совершать возвратно-поступательные движения, имеющие разность фаз 180 градусов, когда эксцентриковый вибратор приводят во вращение. Приводная скорость вращательного движения эксцентрикового вибратора при работе устройства составляет, например, от 500 до 600 оборотов в минуту.
[0069]
Каждый лист вышеупомянутого комплекта листов просеивающего блока 10 прикреплен к первой и второй поперечным балкам, которые примыкают друг к другу. В частности, один край каждого листа в направлении D расположения листов прикреплен к участку крепления листов первой поперечной балки, а другой край каждого листа в направлении D расположения листов прикреплен к участку крепления листов второй поперечной балки, примыкающей к первой поперечной балке.
[0070]
Примеры корпуса 10' просеивающего блока 10, то есть механизма, который заставляет комплект листов в просеивающем блоке 10 совершать волновые движения, включают корпусную часть просеивателя «Jumping Screen» (зарегистрированная торговая марка), производимого компанией URAS TECHNO Co. Ltd.
[0071]
Блок 20 подачи исходного материала для подачи исходного материала на просеивающий блок 10 посредством сбрасывания строительного исходного материала М на принимающий лист 11 в просеивающем блоке 10 содержит ленточный транспортер 21 и блок 22 выравнивания.
[0072]
Ленточный транспортер 21 транспортирует строительный исходный материал М в положение над принимающим листом 11 просеивающего блока 10. Блок 22 выравнивания представляет собой поворотную конструкцию для выравнивания строительного исходного материала М, перемещаемого на ленточном транспортере 21, и на его поворотном периферийном конце расположено множество выравнивающих лопаток. В настоящем варианте осуществления блок 22 выравнивания расположен таким образом, что поворотный периферийный конец блока 22 выравнивания обращен к ленточному транспортеру 21, а ось вращения блока 22 выравнивания перпендикулярно пересекает направление, в котором ленточный транспортер 21 перемещает строительный исходный материал М.
[0073]
С точки зрения уменьшения или предотвращения увеличения размера устройства X1 для изготовления строительного материала и увеличения в масштабе всей установки, содержащей устройство X1 для изготовления строительного материала, блок 20 подачи исходного материала предпочтительно расположен над просеивающим блоком 10, так что ленточный транспортер 21 проходит вдоль горизонтальной составляющей направления расположения комплекта листов в просеивающем блоке 10.
[0074]
В настоящем варианте осуществления принимающий лист 11 вышеупомянутого просеивающего блока 10 проходит в том же диапазоне, что и область сбрасывания, на которую сбрасывают строительный исходный материал М из блока 20 подачи исходного материала, или в диапазоне за пределами области сбрасывания в направлении W ширины листа, показанном на Фиг. 2 (направлении, перпендикулярном направлению D компоновки листов).
[0075]
Приемник 30 для приема строительного исходного материала М, прошедшего через просеивающий блок 10, расположен на ленточном транспортере 31, который образует линию перемещения приемника 30. Ленточный транспортер 31 проходит вдоль горизонтальной составляющей направления, в котором расположен комплект листов в просеивающем блоке 10. Приемник 30 выполнен с возможностью перемещения под комплектом листов при работе ленточного транспортера 31. В настоящем варианте осуществления приемник 30 представляет собой шаблон, имеющий заданный рисунок углублений/выступов, соответствующий изготавливаемой конструкционной поверхности строительного материала, на его внутренней поверхности (поверхности, которая принимает строительный исходный материал М). На Фиг. 3 изображен приведенный в качестве примера приемник 30 в разрезе в направлении ширины W приемника, соответствующем направлению W ширины листа.
[0076]
При работе устройства X1 для изготовления строительного материала эксцентриковый вибратор приводят во вращение в корпусе 10' просеивающего блока 10 для создания возвратно-поступательного движения во внутренней раме и внешней раме. Как описано выше, разность фаз между двумя возвратно-поступательными движениями составляет 180 градусов. Поскольку внутренняя рама и внешняя рама выполняют такие возвратно-поступательные движения, в каждом листе попеременно возникает состояние, в котором лист сильно растянут вышеупомянутыми первой и второй поперечными балками, и состояние, в котором лист ослаблен, и лист выполняет волновое движение. Чем выше скорость вращения эксцентрикового вибратора, тем выше скорость волнового движения каждого листа.
[0077]
При работе устройства X1 для изготовления строительного материала, выполненного, как описано выше, строительный исходный материал М непрерывно подают от блока хранения исходного материала (не показан) на блок 20 подачи исходного материала. Строительный исходный материал М подготавливают в соответствии с изготавливаемым строительным материалом. Когда изготавливаемый строительный материал представляет собой, например, фиброцементную облицовочную плиту, строительный исходный материал М включает, например, твердеющий в воде материал и упрочняющий материал, и может включать кремнеземистый материал, полый материал, добавку, гидрофобизирующее вещество и т.п.
[0078]
Примеры твердеющего в воде материала включают цемент, гипс и шлак. Примеры цемента включают обычный портландцемент, высокопрочный портландцемент, глиноземистый цемент, цемент из доменного шлака и цемент с добавкой зольной пыли. Примеры гипса включают гипсовый ангидрит, гипсовый гемигидрат и гипсовый дигидрат. Примеры шлака включают доменный шлак и конвертерный шлак.
[0079]
Примеры упрочняющего материала включают упрочняющий материал на растительной основе и синтетические волокна. Примеры упрочняющего материала на растительной основе включают древесную муку, древесную шерсть, древесную щепу, древесную пульпу, древесное волокно, жгуты древесного волокна, макулатуру, бамбуковое волокно, льняное волокно, жмых, мякину и рисовую солому. Примеры синтетических волокон включают полиэфирные волокна, полиамидные волокна, полиэтиленовые волокна, полипропиленовые волокна и акриловые волокна.
[0080]
Примеры кремпнеземистого материала включают кварцевый песок, порошок для кварцевого кирпича, кварцевую пыль, угольную золу, зольную пыль и диатомовую землю.
[0081]
Примеры полого материала включают пенополистирольные шарики, микросферические частицы, перлит, шарики зольной пыли, шарики сирасу, вспученный глинистый сланец, вспученную глину и спеченную диатомовую землю. Примеры микросферических частиц включают акриловую пену.
[0082]
Примеры добавок включают слюду, золу отходов бумажного производства, кварцевую пыль, волластонит, карбонат кальция, гидроксид магния, гидроксид алюминия, вермикулит, сепиолит, ксонотлит, каолинит и цеолит.
[0083]
Примеры добавок также включают измельченные неорганические плиты, такие как фиброцементные облицовочные плиты. Примеры измельченной неорганической плиты включают измельченный продукт из дефектных кусков неотвержденной неорганической плиты и измельченный продукт из дефектных кусков отвержденной неорганической плиты, которые образуются в процессе производства неорганического картона; и измельченный продукт из фрагментов и отходов неорганической плиты, образующийся на строительных площадках и т.п.
[0084]
Примеры гидрофобизирующего вещества включают воск, парафин, янтарную кислоту, жирные кислоты, силикон и синтетическую смолу. Примеры синтетической смолы включают акриловую смолу, полиэтилен, сополимер этилена и винилацетата, смолу на основе уретана и эпоксидную смолу.
[0085]
Строительный исходный материал М, подаваемый на блок 20 подачи исходного материала устройства X1 для изготовления строительного материала, подают, например, с постоянной скоростью посредством ленточного транспортера 21 в положение над принимающим листом 11 просеивающего блока 10. На ленточном транспортере 21 строительный исходный материал М выравнивают при помощи блока 22 выравнивания, который вращается, или выравнивающих лопаток блока 22 выравнивания.
[0086]
Затем, когда устройство X1 для изготовления строительного материала работает, в состоянии, в котором комплект листов просеивающего блока 10 совершает волновое движение, строительный исходный материал М сбрасывают с блока 20 подачи исходного материала на принимающий лист 11 просеивающего блока 10 (направление, в котором исходный материал сбрасывают с блока 20 подачи исходного материала, показано пунктирной стрелкой).
[0087]
Строительный исходный материал М, падающий с блока 20 подачи исходного материала, включает в себя части, имеющие форму крупных комков. Такой строительный исходный материал М сначала попадает на принимающий лист 11 просеивающего блока 10, который не содержит ячеек и имеет большую площадь контакта с исходным материалом. Такая конфигурация подходит для измельчения строительного исходного материала М, имеющего форму крупных комков, посредством столкновения с принимающим листом 11, который совершает волновое движение, перед достижением каждого просеивающего листа просеивающего блока 10. Чем больше строительный исходный материал измельчается, прежде чем достигнуть просеивающего листа просеивающего блока 10, тем в большей степени, как правило, уменьшается забивание отверстий каждого просеивающего листа.
[0088]
Кроме того, такая конфигурация, в которой строительный исходный материал М, падающий из блока 20 подачи исходного материала, сначала принимается в просеивающем блоке 10 принимающим листом 11, который не содержит ячеек и имеет большую площадь контакта с исходным материалом, подходит для рассеивания строительного исходного материала М, имеющего форму больших комков, посредством столкновения с принимающим листом 11, который совершает волновое движение, перед тем как тот достигнет каждого просеивающего листа просеивающего блока 10. Чем больше строительный исходный материал рассеивается, прежде чем достигнуть просеивающего листа просеивающего блока 10, тем в большей степени, как правило, уменьшается забивание отверстий каждого просеивающего листа.
[0089]
Когда устройство X1 для изготовления строительного материала работает, строительный исходный материал М, который был измельчен и рассеян, как описано выше, принимающим листом 11, совершающим волновое движение, просеивается каждым просеивающим листом в процессе перемещения вниз по комплекту листов и при этом измельчается в результате столкновения с другими листами, каждый из которых находится в состоянии выполнения волнового движения (просеивания). Затем из строительного исходного материала М, полученного путем просеивания в просеивающем блоке 10, часть, которая прошла через ячейки просеивающего листа 12, часть, которая прошла через ячейки просеивающего листа 13, и часть, которая прошла через ячейки просеивающего листа 14, последовательно осаждаются на приемнике 30, и формируется ковер исходного материала (направление падения исходного материала из просеивающего блока 10 показано пунктирной стрелкой). Особенности описаны ниже.
[0090]
Сначала строительный исходный материал М, прошедший через ячейки просеивающего листа 12, осаждается на приемнике 30, который транспортируется ленточным транспортером 31 в направлении стрелки d1 и проходит непосредственно под просеивающим листом 12 просеивающего блока 10.
[0091]
В просеивающем листе 12, как описано выше, множество ячеек, имеющих одинаковый размер, расположены с постоянным шагом в направлении W ширины листа. Строительный исходный материал М, прошедший через ячейки просеивающего листа 12, осаждается на приемник 30 по существу равномерно. Таким образом, например, как показано на Фиг. 3(a), на приемнике 30 формируется слой L1 (первый слой), толщина которого по существу равномерна в направлении W ширины приемника, соответствующем направлению W ширины листа. Слой L1 формируется при осаждении мелкозернистого строительного исходного материала М, прошедшего через ячейки просеивающего листа 12 (части, прошедшей через просеивающий лист 12).
[0092]
Затем строительный исходный материал М, прошедший через ячейки просеивающего листа 13, осаждается на слое L1 на приемнике 30, который транспортируется ленточным транспортером 31 в направлении стрелки d1 и проходит непосредственно под просеивающим листом 13 просеивающего блока 10.
[0093]
На данном этапе, например, как показано на Фиг. 3(b), когда формируется слой L2 (второй слой) при осаждении строительного исходного материала М на слое L1 под ячеистой областью R1 просеивающего листа 13, строительный исходный материал М по существу не осаждается под неячеистой областью R2 просеивающего листа 13. Слой L2 формируется при осаждении строительного исходного материала М, прошедшего через ячейки ячеистой области R1 просеивающего листа 13 (части, прошедшей через ячеистую область просеивающего листа 13, которая является более крупнозернистой, чем часть, прошедшая через просеивающий лист 12).
[0094]
Строительный исходный материал М, не прошедший через ячейки ячеистой области R1 просеивающего листа 13, измельчается и рассеивается за счет столкновения с передаточным листом 15, который не содержит ячеек и имеет большую площадь контакта с исходным материалом, перед тем как дойти до просеивающего листа 14. Чем больше измельчается и рассеивается строительный исходный материал М, прежде чем достичь просеивающего листа 14, тем в большей степени, как правило, уменьшается забивание отверстий просеивающего листа 14. Даже когда строительный исходный материал М, который не проходит через ячейки ячеистой области R1 просеивающего листа 13 и перемещается вниз на просеивающем листе 13, количественно варьируется в направлении W ширины листа, количественная вариация снижается или устраняется в процессе прохождения строительного исходного материала М по передаточному листу 15.
[0095]
Затем строительный исходный материал М, прошедший через ячейки просеивающего листа 14, осаждается на слоях L1 и L2 на приемнике 30, который транспортируется ленточным транспортером 31 в направлении стрелки d1 и проходит непосредственно под просеивающим листом 14 просеивающего блока 10.
[0096]
В просеивающем листе 14, как описано выше, множество ячеек, имеющих одинаковый размер, который больше, чем размер ячейки просеивающего листа 13, расположены с постоянным шагом в направлении W ширины листа. Строительный исходный материал М, прошедший через ячейки просеивающего листа 14, осаждается по существу равномерно на слоях L1 и L2. Таким образом, например, как показано на Фиг. 3(c), на слоях L1 и L2 формируется слой L3 (третий слой), толщина которого по существу равномерна в направлении W ширины приемника. Слой L3 формируется при осаждении строительного исходного материала М, прошедшего через ячейки просеивающего листа 14 (более крупнозернистой части, чем часть, прошедшая через ячеистую область просеивающего листа 13).
[0097]
Ковер исходного материала, сформированный, как описано выше, включает в себя вышеупомянутые слои L1, L2 и L3. Иными словами, устройство X1 для изготовления строительного материала может формировать ковер исходного материала, имеющий трехслойную структуру, посредством получения материалов, имеющих трехсегментное распределение частиц по размерам, из строительного исходного материала М при помощи вышеупомянутого просеивания.
[0098]
Слой L1 имеет высокую однородность по толщине в направлении W ширины приемника и состоит из относительно мелкозернистого строительного исходного материала М (части, прошедшей через просеивающий лист 12). Слой L2 является элементом, который также функционирует как слой регулировки величины осаждения строительного исходного материала и состоит из строительного исходного материала М, который является более крупнозернистым, чем часть, прошедшая через просеивающий лист 12. Слой L3 имеет высокую однородность по толщине в направлении W ширины приемника и состоит из строительного исходного материала М, который является более крупнозернистым, чем часть, прошедшая через ячеистую область просеивающего листа 13. Ковер исходного материала, который имеет слой L2, также функционирующий как слой регулировки величины осаждения строительного исходного материала, в дополнение к слоям L1 и L3 и который сформирован на приемнике 30, представляет собой ковер исходного материала, такой что величина осаждения строительного исходного материала варьируется в направлении W ширины приемника.
[0099]
Таким образом, устройство X1 для изготовления строительного материала подходит для формирования ковра исходного материала, включающего в себя вышеупомянутые слои L1, L2, L3, и при этом изменения величины осаждения строительного исходного материала в направлении W ширины приемника. Устройство X1 для изготовления строительного материала подходит для изменения в направлении W ширины приемника величины осаждения строительного исходного материала на приемнике 30, принимающем строительный исходный материал М под просеивающим блоком 10, который просеивает строительный исходный материал М и при этом осуществляет механическую сортировку строительного исходного материала.
[0100]
Затем сформированный таким образом ковер исходного материала, то есть пачку слоев L1, L2, L3, подвергают этапу термического прессования. На настоящем этапе давление прессования составляет, например, от 2 до 8 МПа, температура нагрева составляет, например, от 50 до 80°С, а время прессования составляет от 6 до 12 часов. После этого выполняют автоклавное отверждение по мере необходимости. При таком автоклавном отверждении температурный режим составляет, например, 150°С или более, и режим давления составляет, например, 0,5 МРа или более. Что касается этих режимов на этапе термического прессования и автоклавного отверждения, то же самое применимо к этапам термического прессования и автоклавного отверждения, описанным ниже.
[0101]
Пачку слоев L1, L2, L3 подвергают этапу термического прессования или этапу термического прессования и последующему автоклавному отверждению, и, таким образом, изготавливают строительный материал, имеющий многослойную структуру, включающую отвержденный слой, образованный из слой L1, отвержденный слой, образованный из слоя L2, и отвержденный слой, образованный из слоя L3. Например, если изготавливаемый строительный материал представляет собой фиброцементную облицовочную плиту, и вышеописанный строительный исходный материал М включает твердеющий в воде материал, кварцевый материал и упрочняющий материал, каждый отвержденный слой имеет такую конфигурацию, в которой упрочняющий материал диспергирован в неорганической отвержденной матрице, образованной из твердеющего в воде материала и кварцевого материала.
[0102]
Отвержденный слой, образованный из слоя L1, который представляет собой осаждение относительно мелкозернистого строительного исходного материала М, имеет более плотную текстуру и, таким образом, подходит для обеспечения высоких характеристик водонепроницаемости, и, соответственно, подходит для образования внешнего слоя строительного материала. Каждый из отвержденных слоев, образованных из слоев L2 и L3, который представляет собой осаждение относительно крупнозернистого строительного исходного материала М, имеет более неплотную и легкую текстуру и, таким образом, подходит для обеспечения высоких амортизационных характеристик, и, соответственно, подходит для образования внутреннего слоя строительного материала.
[0103]
Посредством термического прессования ковра исходного материала, включающего в себя вышеупомянутые слои L1, L2, L3, можно изготовить из ковра исходного материала строительный материал, в котором уменьшена разница в плотности текстуры между частью, где сформировано углубление на конструкционной поверхности строительного материала, и частью, где сформирован выступ на конструкционной поверхности строительного материала, то есть строительный материал, имеющий низкую неоднородность плотности. Иными словами, устройство X1 для изготовления строительного материала подходит для изготовления строительного материала, имеющего рисунок углублений/выступов на его конструкционной поверхности, и при этом уменьшает неоднородность плотности. Строительный материал, имеющий низкую неоднородность плотности, устойчив к образованию трещин и поэтому является предпочтительным.
[0104]
На Фиг. 4 представлен схематический вид в разрезе в направлении ширины приемника, изображающий, каким образом сформирована пачка слоев в ковре на приемнике в модификации устройства X1 для изготовления строительного материала. В настоящей модификации при формировании ковра исходного материала с использованием устройства X1 для изготовления строительного материала используют приемник 30А вместо вышеупомянутого приемника 30. Приемник 30А представляет собой шаблон, который не имеет выступающей формы на внутренней поверхности (поверхности, которая принимает строительный исходный материал М) по меньшей мере на обоих его концевых участках в направлении W ширины приемника. На Фиг. 4 изображен приведенный в качестве примера приемник 30А в разрезе в направлении его ширины. В настоящей модификации ковер исходного материала формируют следующим образом.
[0105]
Сначала строительный исходный материал М, прошедший через ячейки просеивающего листа 12, осаждается на приемнике 30А, который транспортируется ленточным транспортером 31, изображенным на Фиг. 1, в направлении стрелки d1 и проходит непосредственно под просеивающим листом 12 просеивающего блока 10.
[0106]
В просеивающем листе 12, как описано выше, множество ячеек, имеющих одинаковый размер, расположены с постоянным шагом в направлении W ширины листа. Строительный исходный материал М, прошедший через ячейки просеивающего листа 12, осаждается на приемник 30А по существу равномерно. Таким образом, например, как показано на Фиг. 4(a), на приемнике 30А формируется слой L1 (первый слой), толщина которого по существу одинакова в направлении W ширины приемника, соответствующем направлению W ширины листа. Слой L1 формируется при осаждении мелкозернистого строительного исходного материала М, прошедшего через ячейки просеивающего листа 12 (части, прошедшей через просеивающий лист 12).
[0107]
Затем строительный исходный материал М, прошедший через ячейки просеивающего листа 13, осаждается на слое L1 на приемнике 30А, который транспортируется ленточным транспортером 31 в направлении стрелки d1 и проходит непосредственно под просеивающим листом 13 просеивающего блока 10.
[0108]
На данном этапе, как показано на Фиг. 4(b), когда формируется слой L2 (второй слой) при осаждении строительного исходного материала М на слое L1 под ячеистой областью R1 просеивающего листа 13, строительный исходный материал М по существу не осаждается под неячеистой областью R2 просеивающего листа 13. Слой L2 формируется при осаждении строительного исходного материала М, прошедшего через ячейки ячеистой области R1 просеивающего листа 13 (части, прошедшей через ячеистую область просеивающего листа 13, которая является более крупнозернистой, чем часть, прошедшая через просеивающий лист 12).
[0109]
Затем часть строительного исходного материала М, измельченная и рассеянная, как описано выше, на передаточном листе 15, достигшая просеивающего листа 14 и прошедшая через ячейки просеивающего листа 14, осаждается на слоях L1 и L2 на приемнике 30А, который транспортируется ленточным транспортером 31 в направлении стрелки d1 и проходит непосредственно под просеивающим листом 14 просеивающего блока 10.
[0110]
В просеивающем листе 14, как описано выше, множество ячеек, имеющих одинаковый размер, который больше, чем размер ячейки просеивающего листа 13, расположены с постоянным шагом в направлении W ширины листа. Строительный исходный материал М, прошедший через ячейки просеивающего листа 14, осаждается по существу равномерно на слоях L1 и L2. Таким образом, как показано на Фиг. 4(c), на слоях L1 и L2 формируется слой L3 (третий слой), толщина которого по существу равномерна в направлении W ширины приемника. Слой L3 формируется при осаждении строительного исходного материала М, прошедшего через ячейки просеивающего листа 14 (более крупнозернистой части, чем часть, прошедшая через ячеистую область просеивающего листа 13).
[0111]
Ковер исходного материала, сформированный, как описано выше, включает в себя вышеупомянутые слои L1, L2 и L3. Слой L1 имеет высокую однородность по толщине в направлении W ширины приемника и состоит из относительно мелкозернистого строительного исходного материала М (части, прошедшей через просеивающий лист 12). Слой L2 является элементом, который также функционирует как слой регулировки величины осаждения строительного исходного материала и состоит из строительного исходного материала М, который является более крупнозернистым, чем часть, прошедшая через просеивающий лист 12. Слой L3 имеет высокую однородность по толщине в направлении W ширины приемника и состоит из строительного исходного материала М, который является более крупнозернистым, чем часть, прошедшая через ячеистую область просеивающего листа 13. Ковер исходного материала, который имеет слой L2, также функционирующий как слой регулировки величины осаждения строительного исходного материала, в дополнение к слоям L1 и L2 и который сформирован на приемнике 30А, представляет собой ковер исходного материала, такой что величина осаждения строительного исходного материала варьируется в направлении W ширины приемника.
[0112]
Посредством термического прессования ковра исходного материала, включающего в себя слои L1, L2, L3, легко изготовить из ковра исходного материала строительный материал, концевые участки которого имеют достаточную толщину и высокую плотность на обоих его концах в направлении W ширины приемника. Иными словами, устройство X1 для изготовления строительного материала также подходит для изготовления строительного материала, концевые участки которого имеют достаточную толщину и высокую плотность на обоих концах в направлении W ширины приемника. Формирование концевых участков строительного материала с высокой плотностью подходит для обеспечения высокой прочности и высокой водонепроницаемости строительного материала.
[0113]
При формировании ковра исходного материала с использованием устройства X1 для изготовления строительного материала после формирования вышеупомянутого слоя L3 слои, состоящие из строительного исходного материала М, могут быть дополнительно уложены пачкой на приемнике 30 при транспортировке приемника 30 под просеивающим блоком 10 в направлении стрелки d2 от правого конца на чертеже к левому концу на чертеже с использованием ленточного транспортера 31. В этом случае множество слоев, сформированных на приемнике 30 при транспортировке приемника 30 в направлении стрелки d1, дополнительно укладывают пачкой в порядке, противоположном порядку их расположения пачкой. В результате формируется ковер исходного материала, имеющий многослойную конфигурацию, симметричную в направлении толщины. Кроме того, в отношении устройств для изготовления строительных материалов, описанных ниже, можно сформировать ковер исходного материала, имеющий многослойную конфигурацию, которая симметрична в направлении толщины, посредством возвратно-поступательного перемещения приемника под просеивающим блоком таким образом.
[0114]
В устройстве X1 для изготовления строительного материала, как описано выше, принимающий лист 11 проходит в том же диапазоне, что и область сбрасывания, на которую сбрасывают строительный исходный материал М из блока 20 подачи исходного материала, или в диапазоне за пределами области сбрасывания в направлении W ширины листа.
[0115]
Такая конфигурация является предпочтительной для надлежащего приема всего строительного исходного материала М, подаваемого с блока 20 подачи исходного материала, с использованием просеивающего блока 10 или принимающего листа 11 просеивающего блока 10. Конфигурация, в которой ширина принимающего листа 11 больше, чем ширина области сбрасывания исходного материала, подходит для рассеивания строительного исходного материала М, имеющего форму крупных комков, посредством столкновения с принимающим листом 11, который совершает волновое движение, перед достижением каждого просеивающего листа просеивающего блока 10. Чем больше строительный исходный материал рассеивается, прежде чем достигнуть просеивающего листа просеивающего блока 10, тем в большей степени, как правило, уменьшается забивание отверстий каждого просеивающего листа.
[0116]
В устройстве X1 для изготовления строительного материала, как описано выше, блок 20 подачи исходного материала содержит ленточный транспортер 21 для направления строительного исходного материала М в положение над принимающим листом 11 просеивающего блока 10 и блок 22 выравнивания для выравнивания строительного исходного материала М, транспортируемого на ленточном транспортере 21.
[0117]
Такая конфигурация является предпочтительной для уменьшения забивания отверстий просеивающего листа 12 просеивающего блока 10. В частности, выравнивание при помощи блока 22 выравнивания строительного исходного материала М, транспортируемого на ленточном транспортере 21 блока 20 подачи исходного материала, подходит для униформизации скорости подачи строительного исходного материала М, который подают посредством сбрасывания с торцевого конца ленточного транспортера 21 на принимающий лист 11, и, соответственно, является предпочтительным для уменьшения неоднородности строительного исходного материала на комплекте листов в просеивающем блоке 10 и для уменьшения забивания отверстий каждого просеивающего листа.
[0118]
На Фиг. 5 изображен схематический вид устройства Х2 для изготовления строительного материала в соответствии со вторым вариантом осуществления настоящего изобретения. Устройство Х2 для изготовления строительного материала включает в себя просеивающий блок 10А, вышеупомянутый блок 20 подачи исходного материала и приемник 30В. Устройство Х2 для изготовления строительного материала отличается от устройства X1 для изготовления строительного материала согласно первому варианту осуществления тем, что устройство Х2 для изготовления строительного материала включает в себя просеивающий блок 10А и приемник 30В вместо просеивающего блока 10 и приемника 30.
[0119]
Просеивающий блок 10А включает в себя комплект листов, которые выполнены с возможностью осуществления волнового движения при работе устройства, которые имеют наклон и которые расположены в направлении наклона; и вышеупомянутый корпус 10', к которому прикреплен комплект листов для осуществления волнового движения каждого листа. Просеивающий блок 10А отличается от просеивающего блока 10 тем, что комплект листов включает в себя просеивающий лист 13А, изображенный на Фиг. 6, вместо вышеупомянутого просеивающего листа 13. Другие конфигурации просеивающего блока 10А аналогичны конфигурациям вышеупомянутого просеивающего блока 10.
[0120]
Просеивающий лист 13А имеет ячеистые области R1 и неячеистые области R2, которые расположены в направлении W ширины листа. В ячеистой области R1 просеивающего листа 13А множество ячеек, имеющих два или более разных размеров, расположены в направлении W ширины листа. В настоящем варианте осуществления ячеистая область R1 просеивающего листа 13А имеет в направлении W ширины листа такой рисунок ячеек, что ячейка, соответствующая более глубокому углублению на внутренней поверхности приемника 30В (описан ниже), имеет больший размер. Каждая ячейка ячеистой области R1 просеивающего листа 13А имеет размер, который больше или равен размеру каждой ячейки просеивающего листа 12. В частности, размер каждой ячейки ячеистой области R1 просеивающего листа 13А, то есть размер отверстия, составляет, например, от 10 до 40 мм при условии, что размер отверстия больше, чем размер каждой ячейки просеивающего листа 12. Напротив, неячеистая область R2 просеивающего листа 13А не имеет ячеек.
[0121]
В настоящем варианте осуществления приемник 30В представляет собой шаблон, имеющий заданный рисунок углублений/выступов, соответствующий изготавливаемой конструкционной поверхности строительного материала, на его внутренней поверхности (поверхности, которая принимает строительный исходный материал М). На Фиг. 7 изображен приведенный в качестве примера приемник 30В в разрезе в направлении ширины W приемника, соответствующем направлению W ширины листа. Другие конфигурации приемника 30В аналогичны конфигурациям вышеупомянутого приемника 30.
[0122]
При работе устройства Х2 для изготовления строительного материала, выполненного как описано выше, строительный исходный материал М непрерывно подают от блока хранения исходного материала (не показан) на блок 20 подачи исходного материала. Строительный исходный материал М подают, например, с постоянной скоростью посредством ленточного транспортера 21 в положение над принимающим листом 11 просеивающего блока 10А. На ленточном транспортере 21 строительный исходный материал М выравнивают при помощи блока 22 выравнивания, который вращается, или выравнивающих лопаток блока 22 выравнивания.
[0123]
Затем, в состоянии, в котором комплект листов просеивающего блока 10А совершает волновое движение, строительный исходный материал М сбрасывают с блока 20 подачи исходного материала на принимающий лист 11 просеивающего блока 10А (направление, в котором исходный материал сбрасывают с блока 20 подачи исходного материала, показано пунктирной стрелкой).
[0124]
Строительный исходный материал М, подаваемый с блока 20 подачи исходного материала, измельчают и рассеивают при помощи принимающего листа 11, который выполняет волновое движение таким же образом, как описано выше в отношении устройства X1 для изготовления строительного материала. Таким образом, забивание отверстий каждого просеивающего листа просеивающего блока 10А, как правило, уменьшается.
[0125]
Когда устройство Х2 для изготовления строительного материала работает, строительный исходный материал М, который был измельчен и рассеян принимающим листом 11, который совершает волновое движение, просеивается каждым просеивающим листом в процессе перемещения вниз по комплекту листов и при этом измельчается в результате столкновения с другими листами, каждый из которых находится в состоянии выполнения волнового движения. Затем из строительного исходного материала М, полученного путем просеивания в просеивающем блоке 10А, часть, которая прошла через ячейки просеивающего листа 12, часть, которая прошла через ячейки просеивающего листа 13А, и часть, которая прошла через ячейки просеивающего листа 14, последовательно осаждаются на приемнике 30В, и формируется ковер исходного материала (направление падения исходного материала из просеивающего блока 10А показано пунктирной стрелкой). Особенности описаны ниже.
[0126]
Сначала строительный исходный материал М, прошедший через ячейки просеивающего листа 12, осаждается на приемнике 30В, который транспортируется ленточным транспортером 31 в направлении стрелки d1 и проходит непосредственно под просеивающим листом 12 просеивающего блока 10.
[0127]
В просеивающем листе 12, как описано выше, множество ячеек, имеющих одинаковый размер, расположены с постоянным шагом в направлении W ширины листа. Строительный исходный материал М, прошедший через ячейки просеивающего листа 12, осаждается на приемнике 30В по существу равномерно. Таким образом, например, как показано на Фиг. 7(a), на приемнике 30В формируется слой L4 (первый слой), толщина которого по существу одинакова в направлении W ширины приемника, соответствующем направлению W ширины листа. Слой L4 формируется при осаждении мелкозернистого строительного исходного материала М, прошедшего через ячейки просеивающего листа 12 (части, прошедшей через просеивающий лист 12).
[0128]
Затем строительный исходный материал М, прошедший через ячейки просеивающего листа 13А, осаждается на слое L4 на приемнике 30В, который транспортируется ленточным транспортером 31 в направлении стрелки d1 и проходит непосредственно под просеивающим листом 13А просеивающего блока 10А.
[0129]
На данном этапе, например, как показано на Фиг. 7(b), когда формируется слой L5 (второй слой) при осаждении строительного исходного материала М на слое L4 под ячеистой областью R1 просеивающего листа 13А, строительный исходный материал М по существу не осаждается под неячеистой областью R2 просеивающего листа 13А. В слое L5 величина осаждения строительного исходного материала М, как правило, больше в части, соответствующей более глубокому углублению во внутренней поверхности приемника 30В. Слой L5 формируется при осаждении строительного исходного материала М, прошедшего через ячейки ячеистой области R1 просеивающего листа 13А (части, прошедшей через ячеистую область просеивающего листа 13А, которая является более крупнозернистой, чем часть, прошедшая через просеивающий лист 12).
[0130]
Строительный исходный материал М, не прошедший через ячейки ячеистой области R1 просеивающего листа 13А, измельчается и рассеивается за счет столкновения с передаточным листом 15, который не содержит ячеек и имеет большую площадь контакта с исходным материалом, перед тем как дойти до просеивающего листа 14. Чем больше измельчается и рассеивается строительный исходный материал М, прежде чем достичь просеивающего листа 14, тем в большей степени, как правило, уменьшается забивание отверстий просеивающего листа 14. Даже когда строительный исходный материал М, который не проходит через ячейки ячеистой области R1 просеивающего листа 13А и перемещается вниз на просеивающем листе 13А, количественно варьируется в направлении W ширины листа, количественная вариация снижается или устраняется в процессе прохождения строительного исходного материала М по передаточному листу 15.
[0131]
Затем строительный исходный материал М, прошедший через ячейки просеивающего листа 14, осаждается на слоях L4 и L5 на приемнике 30В, который транспортируется ленточным транспортером 31 в направлении стрелки d1 и проходит непосредственно под просеивающим листом 14 просеивающего блока 10А.
[0132]
В просеивающем листе 14 множество ячеек, имеющих одинаковый размер, который больше, чем размер ячейки просеивающего листа 13А, расположены с постоянным шагом в направлении W ширины листа. Строительный исходный материал М, прошедший через ячейки просеивающего листа 14, осаждается по существу равномерно на слоях L4 и L5. Таким образом, например, как показано на Фиг. 7(c), на слоях L4 и L5 формируется слой L6 (третий слой), толщина которого по существу равномерна в направлении W ширины приемника. Слой L6 формируется при осаждении строительного исходного материала М, прошедшего через ячейки просеивающего листа 14 (более крупнозернистого, чем часть, прошедшая через просеивающий лист 13А).
[0133]
Ковер исходного материала, сформированный, как описано выше, включает в себя вышеупомянутые слои L4, L5 и L6. Слой L4 имеет высокую однородность по толщине в направлении W ширины приемника и состоит из относительно мелкозернистого строительного исходного материала М (части, прошедшей через просеивающий лист 12). Слой L5 является элементом, который также функционирует как слой регулировки величины осаждения строительного исходного материала и состоит из строительного исходного материала М, который является более крупнозернистым, чем часть, прошедшая через просеивающий лист 12. Слой L6 имеет высокую однородность по толщине в направлении W ширины приемника и состоит из строительного исходного материала М, который является более крупнозернистым, чем часть, прошедшая через просеивающий лист 13А. Ковер исходного материала, который имеет слой L5, также функционирующий как слой регулировки величины осаждения строительного исходного материала, в дополнение к слоям L4 и L6 и который сформирован на приемнике 30В, представляет собой ковер исходного материала, такой что величина осаждения строительного исходного материала варьируется в направлении W ширины приемника.
[0134]
Таким образом, устройство Х2 изготовления строительного материала подходит для формирования ковра исходного материала, включающего в себя вышеупомянутые слои L4, L5, L6, и при этом изменения величины осаждения строительного исходного материала в направлении W ширины приемника. Устройство Х2 для изготовления строительного материала подходит для изменения в направлении W ширины приемника величины осаждения строительного исходного материала на приемнике 30В, принимающем строительный исходный материал М под просеивающим блоком 10А, который просеивает строительный исходный материал М и при этом осуществляет механическую сортировку строительного исходного материала М.
[0135]
Затем сформированный таким образом ковер исходного материала, то есть пачку слоев L4, L5, L6, подвергают этапу термического прессования. Пачку слоев L4, L5, L6 подвергают этапу термического прессования или этапу термического прессования и последующему автоклавному отверждению, и, таким образом, изготавливают строительный материал, имеющий многослойную структуру отвержденных слоев, образованную из указанных слоев.
[0136]
Отвержденный слой, образованный из слоя L4, который представляет собой осаждение относительно мелкозернистого строительного исходного материала М, имеет более плотную текстуру и, таким образом, подходит для обеспечения высоких характеристик водонепроницаемости, и, соответственно, подходит для образования внешнего слоя строительного материала. Каждый из отвержденных слоев, образованных из слоев L5 и L6, который представляет собой осаждение относительно крупнозернистого строительного исходного материала М, имеет более неплотную и легкую текстуру и, таким образом, подходит для обеспечения высоких амортизационных характеристик, и, соответственно, подходит для образования внутреннего слоя строительного материала.
[0137]
Посредством термического прессования ковра исходного материала, включающего в себя вышеупомянутые слои L4, L5, L6, можно изготовить из ковра исходного материала строительный материал, в котором уменьшена разница в плотности текстуры между частью, где сформировано углубление на конструкционной поверхности строительного материала, и частью, где сформирован выступ на конструкционной поверхности строительного материала, то есть строительный материал, имеющий низкую неоднородность плотности. Иными словами, устройство Х2 для изготовления строительного материала подходит для изготовления строительного материала, имеющего рисунок углублений/выступов на его конструкционной поверхности и при этом уменьшает неоднородность плотности.
[0138]
На Фиг. 8 изображен схематический вид устройства Х3 для изготовления строительного материала в соответствии с третьим вариантом осуществления настоящего изобретения. Устройство Х3 для изготовления строительного материала включает в себя просеивающий блок 10В, вышеупомянутый блок 20 подачи исходного материала и приемник 30С. Устройство Х3 для изготовления строительного материала отличается от устройства X1 для изготовления строительного материала согласно первому варианту осуществления тем, что устройство Х3 для изготовления строительного материала включает в себя просеивающий блок 10А и приемник 30С вместо просеивающего блока 10 и приемника 30.
[0139]
Просеивающий блок 10А включает в себя комплект листов, которые выполнены с возможностью осуществления волнового движения при работе устройства, которые имеют наклон и которые расположены в направлении наклона; и вышеупомянутый корпус 10', к которому прикреплен комплект листов для осуществления волнового движения каждого листа.
[0140]
Просеивающий блок 10В отличается от просеивающего блока 10 тем, что содержит комплект листов, расположенных как показано на Фиг. 9, вместо комплекта листов, расположенных как описано выше со ссылкой на Фиг. 2. Другие конфигурации просеивающего блока 10А аналогичны конфигурациям вышеупомянутого просеивающего блока 10.
[0141]
В комплекте листов просеивающего блока 10В листы расположены в следующем порядке, начиная с его верхнего конца: вышеупомянутый принимающий лист 11, не имеющий ячеек, вышеупомянутый мелкоячеистый просеивающий лист 12 (первый просеивающий лист), передаточный лист 15, вышеупомянутый крупноячеистый просеивающий лист 14 (третий просеивающий лист) и просеивающий лист 13 В (второй просеивающий лист), просеивающий лист 14, который является третьим просеивающим листом, расположен между просеивающим листом 12, который является первым просеивающим листом, и просеивающим листом 13В, который является вторым просеивающим листом.
[0142]
Просеивающий лист 13А имеет ячеистые области R1 и неячеистые области R2, которые расположены в направлении W ширины листа. В настоящем варианте осуществления просеивающий лист 13В имеет ячеистую область R1 в части, соответствующей углублению на внутренней поверхности приемника 30, и неячеистую область R2 в части, соответствующей выступу на внутренней поверхности приемника 30. Каждая ячейка ячеистой области R1 имеет размер, который больше или равен размеру каждой ячейки просеивающего листа 14. В частности, размер каждой ячейки ячеистой области R1 просеивающего листа 13В, то есть размер отверстия, составляет, например, от 30 до 60 мм при условии, что размер отверстия больше, чем размер каждой ячейки просеивающих листов 12 и 14. Напротив, неячеистая область R2 не имеет ячеек.
[0143]
Передаточный лист 15 является неячеистым листом, как и принимающий лист 11, и расположен между мелкоячеистым просеивающим листом 12 и крупноячеистым просеивающим листом 14.
[0144]
В настоящем варианте осуществления приемник 30С представляет собой шаблон, имеющий заданный рисунок углублений/выступов, соответствующий изготавливаемой конструкционной поверхности строительного материала, на его внутренней поверхности (поверхности, которая принимает строительный исходный материал М). На Фиг. 10 изображен приведенный в качестве примера приемник 30С в разрезе в направлении ширины W приемника. Другие конфигурации приемника 30С аналогичны конфигурациям вышеупомянутого приемника 30.
[0145]
При работе устройства Х3 для изготовления строительного материала, выполненного как описано выше, строительный исходный материал М непрерывно подают от блока хранения исходного материала (не показан) на блок 20 подачи исходного материала. Строительный исходный материал М подают, например, с постоянной скоростью посредством ленточного транспортера 21 в положение над принимающим листом 11 просеивающего блока 10В. На ленточном транспортере 21 строительный исходный материал М выравнивают при помощи блока 22 выравнивания, который вращается, или выравнивающих лопаток блока 22 выравнивания.
[0146]
Затем, в состоянии, в котором комплект листов просеивающего блока 10В совершает волновое движение, строительный исходный материал М сбрасывают с блока 20 подачи исходного материала на принимающий лист 11 просеивающего блока 10В (направление, в котором исходный материал сбрасывают с блока 20 подачи исходного материала, показано пунктирной стрелкой).
[0147]
Строительный исходный материал М, подаваемый с блока 20 подачи исходного материала, измельчают и рассеивают при помощи принимающего листа 11, который выполняет волновое движение таким же образом, как в устройстве X1 для изготовления строительного материала. Таким образом, забивание отверстий каждого просеивающего листа просеивающего блока 10А, как правило, уменьшается.
[0148]
Когда устройство Х3 для изготовления строительного материала работает, строительный исходный материал М, который был измельчен и рассеян принимающим листом 11, который совершает волновое движение, просеивается каждым просеивающим листом в процессе перемещения вниз по комплекту листов и при этом измельчается в результате столкновения с другими листами, каждый из которых находится в состоянии выполнения волнового движения. Затем из строительного исходного материала М, полученного путем просеивания в просеивающем блоке 10В, часть, которая прошла через ячейки просеивающего листа 12, часть, которая прошла через ячейки просеивающего листа 14, и часть, которая прошла через ячейки просеивающего листа 13В, последовательно осаждаются на приемнике 30С, и формируется ковер исходного материала (направление падения исходного материала из просеивающего блока 10В показано пунктирной стрелкой). Особенности описаны ниже.
[0149]
Сначала строительный исходный материал М, прошедший через ячейки просеивающего листа 12, осаждается на приемнике 30С, который транспортируется ленточным транспортером 31 в направлении стрелки d1 и проходит непосредственно под просеивающим листом 12 просеивающего блока 10.
[0150]
В просеивающем листе 12, как описано выше, множество ячеек, имеющих одинаковый размер, расположены с постоянным шагом в направлении W ширины листа. Строительный исходный материал М, прошедший через ячейки просеивающего листа 12, осаждается на приемник 30С по существу равномерно. Таким образом, например, как показано на Фиг. 10(a), на приемнике 30С формируется слой L7 (первый слой), толщина которого по существу равномерна в направлении W ширины приемника, соответствующем направлению W ширины листа. Слой L7 формируется при осаждении мелкозернистого строительного исходного материала М, прошедшего через ячейки просеивающего листа 12.
[0151]
Строительный исходный материал М, не прошедший через ячейки просеивающего листа 12, измельчается и рассеивается за счет столкновения с передаточным листом 15, который не содержит ячеек и имеет большую площадь контакта с исходным материалом, перед тем как дойти до просеивающего листа 14. Чем больше измельчается и рассеивается строительный исходный материал М, прежде чем достичь просеивающего листа 14, тем в большей степени, как правило, уменьшается забивание отверстий просеивающего листа 14 и просеивающего листа 13В под просеивающим листом 14.
[0152]
Затем строительный исходный материал М, прошедший через ячейки просеивающего листа 14, осаждается на слое L7 на приемнике 30С, который транспортируется ленточным транспортером 31 в направлении стрелки d1 и проходит непосредственно под просеивающим листом 14 просеивающего блока 10В.
[0153]
В просеивающем листе 14 множество ячеек, имеющих одинаковый размер, который больше, чем размер ячейки просеивающего листа 12, расположены с постоянным шагом в направлении W ширины листа. Строительный исходный материал М, прошедший через ячейки просеивающего листа 14, осаждается по существу равномерно на слое L7. Таким образом, например, как показано на Фиг. 10(b), на слое L7 формируется слой L8 (третий слой), толщина которого по существу равномерна в направлении W ширины приемника. Слой L8 формируется при осаждении строительного исходного материала М, прошедшего через ячейки просеивающего листа 14 (части, которая является более крупнозернистой, чем часть, которая прошла через ячеистую область просеивающего листа 12, и которая прошла через просеивающий лист 14).
[0154]
Затем строительный исходный материал М, прошедший через ячейки ячеистой области R1 просеивающего листа 13В, осаждается на слое L8 на приемнике 30С, который транспортируется ленточным транспортером 31 в направлении стрелки d1 и проходит непосредственно под просеивающим листом 13В просеивающего блока 10В.
[0155]
На данном этапе, например, как показано на Фиг. 10(c), когда формируется слой L9 (второй слой) при осаждении строительного исходного материала М на слое L8 под ячеистой областью R1 просеивающего листа 13В, строительный исходный материал М по существу не осаждается под неячеистой областью R2 просеивающего листа 13В. Слой L9 формируется при осаждении строительного исходного материала М, прошедшего через ячейки ячеистой области R1 просеивающего листа 13В (более крупнозернистого, чем часть, прошедшая через просеивающий лист 14).
[0156]
Ковер исходного материала, сформированный, как описано выше, включает в себя вышеупомянутые слои L7, L8 и L9. Слой L7 имеет высокую однородность по толщине в направлении W ширины приемника и состоит из относительно мелкозернистого строительного исходного материала М (части, прошедшей через просеивающий лист 12). Слой L8 имеет высокую однородность по толщине в направлении W ширины приемника и состоит из строительного исходного материала М, который является более крупнозернистым, чем часть, прошедшая через просеивающий лист 12. Слой L9 является элементом, который также функционирует как слой регулировки величины осаждения строительного исходного материала и состоит из строительного исходного материала М, который является более крупнозернистым, чем часть, прошедшая через просеивающий лист 14. Ковер исходного материала, который имеет слой L9, также функционирующий как слой регулировки величины осаждения строительного исходного материала, в дополнение к слоям L7 и L8 и который сформирован на приемнике 30С, представляет собой ковер исходного материала, такой что величина осаждения строительного исходного материала варьируется в направлении W ширины приемника.
[0157]
Таким образом, устройство Х3 для изготовления строительного материала подходит для формирования ковра исходного материала, включающего в себя вышеупомянутые слои L7, L8, L9, и при этом изменения величины осаждения строительного исходного материала в направлении W ширины приемника. Устройство Х3 для изготовления строительного материала подходит для изменения в направлении W ширины приемника величины осаждения строительного исходного материала на приемнике 30С, принимающем строительный исходный материал М под просеивающим блоком 10В, который просеивает строительный исходный материал М и при этом осуществляет механическую сортировку строительного исходного материала М.
[0158]
Затем сформированный таким образом ковер исходного материала, то есть пачку слоев L7, L8, L9, подвергают этапу термического прессования. Пачку слоев L7, L8, L9 подвергают этапу термического прессования или этапу термического прессования и последующему автоклавному отверждению, и, таким образом, изготавливают строительный материал, имеющий многослойную структуру отвержденных слоев, образованную из указанных слоев.
[0159]
Отвержденный слой, образованный из слоя L7, который представляет собой осаждение относительно мелкозернистого строительного исходного материала М, имеет более плотную текстуру и, таким образом, подходит для обеспечения высоких характеристик водонепроницаемости, и, соответственно, подходит для образования внешнего слоя строительного материала. Каждый из отвержденных слоев, образованных из слоев L8 и L9, который представляет собой осаждение относительно крупнозернистого строительного исходного материала М, имеет более неплотную и легкую текстуру и, таким образом, подходит для обеспечения высоких амортизационных характеристик, и, соответственно, подходит для образования внутреннего слоя строительного материала.
[0160]
Посредством термического прессования ковра исходного материала, включающего в себя вышеупомянутые слои L7, L8, L9, можно изготовить из ковра исходного материала строительный материал, в котором уменьшена разница в плотности текстуры между частью, где сформировано углубление на конструкционной поверхности строительного материала, и частью, где сформирован выступ на конструкционной поверхности строительного материала, то есть строительный материал, имеющий низкую неоднородность плотности. Иными словами, устройство Х3 для изготовления строительного материала подходит для изготовления строительного материала, имеющего рисунок углублений/выступов на его конструкционной поверхности, и при этом уменьшает неоднородность плотности.
[0161]
Таким же образом, как слои L1, L2 и L3 формируют на приемнике 30А (шаблон, который не имеет выступающей формы на поверхности, принимающей строительный материал М) с использованием приемника 30А вместо приемника 30 в устройстве X1 для изготовления строительного материала, вышеупомянутые слои L7, L8 и L9 могут быть сформированы на приемнике, который является шаблоном, не имеющим выступающей формы на поверхности, которая принимает строительный материал М, с использованием приемника вместо вышеупомянутого приемника 30С в устройстве Х3 для изготовления строительного материала. В этом случае, так же, как описано выше в отношении модификации, в которой приемник 30А используется в устройстве X1 для изготовления строительных материалов, можно изготавливать строительный материал, концевые участки которого имеют достаточную толщину и высокую плотность на обоих концах в направлении W ширины приемника.
[0162]
На Фиг. 11 изображен схематический вид устройства Х4 для изготовления строительного материала в соответствии с четвертым вариантом осуществления настоящего изобретения. Устройство Х4 для изготовления строительного материала включает в себя просеивающий блок 10С, вышеупомянутый блок 20 подачи исходного материала и приемник 30D. Устройство Х4 для изготовления строительного материала отличается от устройства X1 для изготовления строительного материала согласно первому варианту осуществления тем, что устройство Х4 для изготовления строительного материала включает в себя просеивающий блок 10С и приемник 30D вместо просеивающего блока 10 и приемника 30.
[0163]
Просеивающий блок 10С включает в себя: комплект листов, которые выполнены с возможностью осуществления волнового движения при работе устройства, которые имеют наклон и которые расположены в направлении наклона; и вышеупомянутый корпус 10', к которому прикреплен комплект листов для осуществления волнового движения каждого листа.
[0164]
Просеивающий блок 10С отличается от просеивающего блока 10 тем, что содержит комплект листов, расположенных как показано на Фиг. 12, вместо комплекта листов, расположенных как описано выше со ссылкой на Фиг. 2. Другие конфигурации просеивающего блока 10С аналогичны конфигурациям вышеупомянутого просеивающего блока 10.
[0165]
В комплекте листов просеивающего блока 10С листы расположены в следующем порядке, начиная с его верхнего конца: вышеупомянутый принимающий лист 11, не имеющий ячеек, вышеупомянутый просеивающий лист 12 (первый просеивающий лист), имеющий мелкие ячейки, просеивающий лист 13С (второй просеивающий лист), вышеупомянутый передаточный лист 15 и вышеупомянутый просеивающий лист 14 (третий просеивающий лист). Просеивающий лист 14, который является третьим просеивающим листом, расположен под просеивающим листом 12, который является первым просеивающим листом, и просеивающим листом 13С, который является вторым просеивающим листом.
[0166]
В просеивающем листе 13С множество ячеек, имеющих два или более разных размеров, расположены в направлении W ширины листа. В настоящем варианте осуществления множество ячеек, которые являются относительно большими (первые ячейки), расположены в части, соответствующей углублению внутренней поверхности приемника 30D (описано ниже), а множество ячеек, которые являются относительно маленькими (вторые ячейки), расположены в части, соответствующей выступу на внутренней поверхности приемника 30D. Каждая ячейка просеивающего листа 13С имеет размер, который больше или равен размеру каждой ячейки просеивающего листа 12. В частности, размер первой ячейки просеивающего листа 13С, то есть размер отверстия, составляет, например, от 10 до 40 мм при условии, что размер отверстия больше, чем размер каждой ячейки просеивающего листа 12. Размер второй ячейки просеивающего листа 13С, то есть размер отверстия, составляет, например, от 15 до 45 мм при условии, что размер отверстия больше, чем размер первой ячейки, то есть размера отверстия.
[0167]
В настоящем варианте осуществления приемник 30D представляет собой шаблон, имеющий заданный рисунок углублений/выступов, соответствующий изготавливаемой конструкционной поверхности строительного материала, на его внутренней поверхности (поверхности, которая принимает строительный исходный материал М). На Фиг. 13 изображен приведенный в качестве примера приемник 30D в разрезе в направлении ширины W приемника. Другие конфигурации приемника 30D аналогичны конфигурациям вышеупомянутого приемника 30.
[0168]
При работе устройства Х4 для изготовления строительного материала, выполненного как описано выше, строительный исходный материал М непрерывно подают от блока хранения исходного материала (не показан) на блок 20 подачи исходного материала. Строительный исходный материал М подают, например, с постоянной скоростью посредством ленточного транспортера 21 в положение над принимающим листом 11 просеивающего блока 10С. На ленточном транспортере 21 строительный исходный материал М выравнивают при помощи блока 22 выравнивания, который вращается, или выравнивающих лопаток блока 22 выравнивания.
[0169]
Затем, в состоянии, в котором комплект листов просеивающего блока 10С совершает волновое движение, строительный исходный материал М сбрасывают с блока 20 подачи исходного материала на принимающий лист 11 просеивающего блока 10С (направление, в котором исходный материал сбрасывают с блока 20 подачи исходного материала, показано пунктирной стрелкой).
[0170]
Строительный исходный материал М, подаваемый с блока 20 подачи исходного материала, измельчают и рассеивают при помощи принимающего листа 11, который выполняет волновое движение таким же образом, как описано выше в отношении устройства X1 для изготовления строительного материала. Таким образом, забивание отверстий каждого просеивающего листа просеивающего блока 10С, как правило, уменьшается.
[0171]
Когда устройство Х4 для изготовления строительного материала работает, строительный исходный материал М, который был измельчен и рассеян принимающим листом 11, который совершает волновое движение, просеивается каждым просеивающим листом в процессе перемещения вниз по комплекту листов и при этом измельчается в результате столкновения с другими листами, каждый из которых находится в состоянии выполнения волнового движения. Затем из строительного исходного материала М, полученного путем просеивания в просеивающем блоке 10С, часть, которая прошла через ячейки просеивающего листа 12, часть, которая прошла через ячейки просеивающего листа 13С, и часть, которая прошла через ячейки просеивающего листа 14, последовательно осаждаются на приемнике 30D, и формируется ковер исходного материала (направление падения исходного материала из просеивающего блока 10С показано пунктирной стрелкой). Особенности описаны ниже.
[0172]
Сначала строительный исходный материал М, прошедший через ячейки просеивающего листа 12, осаждается на приемнике 30D, который транспортируется ленточным транспортером 31 в направлении стрелки d1 и проходит непосредственно под просеивающим листом 12 просеивающего блока 10.
[0173]
В просеивающем листе 12, как описано выше, множество ячеек, имеющих одинаковый размер, расположены с постоянным шагом в направлении W ширины листа. Строительный исходный материал М, прошедший через ячейки просеивающего листа 12, осаждается на приемник 30D по существу равномерно. Таким образом, например, как показано на Фиг. 13(a), на приемнике 30D формируется слой L10 (первый слой), толщина которого по существу равномерна в направлении W ширины приемника, соответствующем направлению W ширины листа. Слой L10 формируется при осаждении мелкозернистого строительного исходного материала М, прошедшего через ячейки просеивающего листа 12 (части, прошедшей через просеивающий лист 12).
[0174]
Затем строительный исходный материал М, прошедший через ячейки просеивающего листа 13С, осаждается на слое L10 на приемнике 30D, который транспортируется ленточным транспортером 31 в направлении стрелки d1 и проходит непосредственно под просеивающим листом 13С просеивающего блока 10С. Таким образом, например, как показано на Фиг. 13(b), слой L11 формируется на слое L10. Слой L11 формируется при осаждении строительного исходного материала М, прошедшего через ячейки просеивающего листа 13С (более крупнозернистого, чем часть, прошедшая через просеивающий лист 12).
[0175]
На данном этапе, величина осаждения строительного исходного материала, образующего слой L11, формируемый на слое L10, больше в положении под более крупными ячейками просеивающего листа 13С, и величина осаждения меньше в положении под более мелкими ячейками просеивающего листа 13С.
[0176]
Строительный исходный материал М, не прошедший через ячейки просеивающего листа 13С, измельчается и рассеивается за счет столкновения с передаточным листом 15, который не содержит ячеек и имеет большую площадь контакта с исходным материалом, перед тем как дойти до просеивающего листа 14. Чем больше измельчается и рассеивается строительный исходный материал М, прежде чем достичь просеивающего листа 14, тем в большей степени, как правило, уменьшается забивание отверстий просеивающего листа 14. Даже когда строительный исходный материал М, который не проходит через ячейки листа просеивающего 13С и перемещается вниз на просеивающем листе 13С, количественно варьируется в направлении W ширины листа, количественная вариация снижается или устраняется в процессе прохождения строительного исходного материала М по передаточному листу 15.
[0177]
Затем строительный исходный материал М, прошедший через ячейки просеивающего листа 14, осаждается на слое L11 на приемнике 30D, который транспортируется ленточным транспортером 31 в направлении стрелки d1 и проходит непосредственно под просеивающим листом 14 просеивающего блока 10С.
[0178]
В просеивающем листе 14 множество ячеек, имеющих одинаковый размер, который больше, чем размер ячейки просеивающего листа 13С, расположены с постоянным шагом в направлении W ширины листа. Строительный исходный материал М, прошедший через ячейки просеивающего листа 14, осаждается по существу равномерно на слое L11. Таким образом, например, как показано на Фиг. 13(c), на слое L11 формируется слой L12 (третий слой), толщина которого по существу одинакова в направлении W ширины приемника. Слой L12 формируется при осаждении строительного исходного материала М, прошедшего через ячейки просеивающего листа 14 (более крупнозернистой части, чем часть, прошедшая через ячеистую область просеивающего листа 13С).
[0179]
Ковер исходного материала, сформированный, как описано выше, включает в себя вышеупомянутые слои L10, L11 и L12. Слой L10 имеет высокую однородность по толщине в направлении W ширины приемника и состоит из относительно мелкозернистого строительного исходного материала М (части, прошедшей через просеивающий лист 12). Слой L11 является элементом, который также функционирует как слой регулировки величины осаждения строительного исходного материала и состоит из строительного исходного материала М, который является более крупнозернистым, чем часть, прошедшая через просеивающий лист 12. Слой L12 имеет высокую однородность по толщине в направлении W ширины приемника и состоит из строительного исходного материала М, который является более крупнозернистым, чем часть, прошедшая через ячеистую область просеивающего листа 13С. Ковер исходного материала, который имеет слой L11, также функционирующий как слой регулировки величины осаждения строительного исходного материала, в дополнение к слоям L10 и L12 и который сформирован на приемнике 30D, представляет собой ковер исходного материала, такой что величина осаждения строительного исходного материала варьируется в направлении W ширины приемника.
[0180]
Таким образом, устройство Х4 для изготовления строительного материала подходит для формирования ковра исходного материала, включающего в себя вышеупомянутые слои L10, L11, L12, и при этом изменения величины осаждения строительного исходного материала в направлении W ширины приемника. Устройство Х4 для изготовления строительного материала подходит для изменения в направлении W ширины приемника величины осаждения строительного исходного материала на приемнике 30D, принимающем строительный исходный материал М под просеивающим блоком 10С, который просеивает строительный исходный материал М и при этом осуществляет механическую сортировку строительного исходного материала М.
[0181]
Затем сформированный таким образом ковер исходного материала, то есть пачку слоев L10, L11, L12 подвергают этапу термического прессования. Пачку слоев L10, L11, L12 подвергают этапу термического прессования или этапу термического прессования и последующему автоклавному отверждению, и, таким образом, изготавливают строительный материал, имеющий многослойную структуру отвержденных слоев, образованную из указанных слоев.
[0182]
Отвержденный слой, образованный из слоя L10, который представляет собой осаждение относительно мелкозернистого строительного исходного материала М, имеет более плотную текстуру и, таким образом, подходит для обеспечения высоких характеристик водонепроницаемости, и, соответственно, подходит для образования внешнего слоя строительного материала. Каждый из отвержденных слоев, образованных из слоев L11 и L12, который представляет собой осаждение относительно крупнозернистого строительного исходного материала М, имеет более неплотную и легкую текстуру и, таким образом, подходит для обеспечения высоких амортизационных характеристик, и, соответственно, подходит для образования внутреннего слоя строительного материала.
[0183]
Посредством термического прессования ковра исходного материала, включающего в себя вышеупомянутые слои L10, L11, L12, можно изготовить из ковра исходного материала строительный материал, в котором уменьшена разница в плотности текстуры между частью, где сформировано углубление на конструкционной поверхности строительного материала, и частью, где сформирован выступ на конструкционной поверхности строительного материала, то есть строительный материал, имеющий низкую неоднородность плотности. Иными словами, устройство Х4 для изготовления строительного материала подходит для изготовления строительного материала, имеющего рисунок углублений/выступов на его конструкционной поверхности, и при этом уменьшает неоднородность плотности.
[0184]
Как показано на Фиг. 14, устройство Х4 для изготовления строительного материала может включать в себя в комплекте листов просеивающий лист 13D (второй просеивающий лист) вместо просеивающего листа 13С и приемник 30Е, изображенный на Фиг. 15, вместо приемника 30D. На Фиг. 15 схематично изображен приемник 30D в разрезе в направлении W ширины приемника.
[0185]
В просеивающем листе 13D множество ячеек, имеющих два или более разных размеров, расположены в направлении W ширины листа. Просеивающий лист 13D имеет в направлении W ширины листа такой рисунок ячеек, что ячейка, соответствующая более глубокому углублению на внутренней поверхности приемника 30Е, имеет больший размер. Каждая ячейка просеивающего листа 13D имеет размер, который больше или равен размеру ячейки просеивающего листа 12. В частности, размер каждой ячейки просеивающего листа 13D, то есть размер отверстия, составляет, например, от 10 до 45 мм при условии, что размер отверстия больше, чем размер каждой ячейки просеивающего листа 12.
[0186]
Как показано на Фиг. 16, ковер исходного материала, формируемый с использованием устройства Х4 для изготовления строительного материала, включающего просеивающий лист 13D и приемник 30Е вместо просеивающего листа 13С и приемника 13D, включает в себя слои L10, L13, L12.
[0187]
Как описано выше, слой L10 формируется при осаждении мелкозернистого строительного исходного материала М, прошедшего через ячейки просеивающего листа 12 (части, прошедшей через просеивающий лист 12), и имеет высокую однородность по толщине в направлении W ширины приемника.
[0188]
Слой L13 формируется при осаждении строительного исходного материала М, прошедшего через ячейки просеивающего листа 13D (более крупнозернистого, чем часть, прошедшая через просеивающий лист 12). Величина осаждения строительного исходного материала, образующего слой L13, больше в положении под более крупными ячейками просеивающего листа 13D, и величина осаждения меньше в положении под более мелкими ячейками просеивающего листа 13D. Слой L13 представляет собой элемент, который функционирует также как слой регулировки величины осаждения строительного исходного материала в ковре исходного материала.
[0189]
Слой L12 формируется при осаждении строительного исходного материала М, прошедшего через ячейки просеивающего листа 14 (более крупнозернистого, чем часть, прошедшая через просеивающий лист 13D), и имеет высокую однородность по толщине в направлении W ширины приемника.
[0190]
Ковер исходного материала, который имеет слой L13, также функционирующий как слой регулировки величины осаждения строительного исходного материала, в дополнение к слоям L10 и L12 и который сформирован на приемнике 30Е, представляет собой ковер исходного материала, такой что величина осаждения строительного исходного материала варьируется в направлении W ширины приемника.
[0191]
Посредством термического прессования ковра исходного материала, включающего в себя слои L10, L13, L12, можно изготовить из ковра исходного материала строительный материал, в котором уменьшена разница в плотности текстуры между частью, где сформировано углубление на конструкционной поверхности строительного материала, и частью, где сформирован выступ на конструкционной поверхности строительного материала, то есть строительный материал, имеющий низкую неоднородность плотности. Иными словами, описанная выше модификация устройства Х4 для изготовления строительного материала (модификация, в которой используют комплект листов, включающий просеивающий лист 13D, изображенный на Фиг. 14, и приемник 30Е) также подходит для изготовления строительного материала, имеющего рисунок углублений/выступов на его конструкционной поверхности и при этом уменьшает неоднородность плотности, как и устройство Х4 для изготовления строительного материала.
[0192]
На Фиг. 17 изображен схематический вид устройства Х5 для изготовления строительного материала в соответствии с пятым вариантом осуществления настоящего изобретения. Устройство Х5 для изготовления строительного материала содержит секцию U1, секцию U2 и приемник 30.
[0193]
Каждая из секций U1 и U2 соответственно включает в себя просеивающий блок 10 и блок 20 подачи исходного материала. Как описано выше, просеивающий блок 10 включает в себя: комплект листов, которые выполнены с возможностью осуществления волнового движения при работе устройства, которые имеют наклон и которые расположены в направлении наклона; и корпус 10', к которому прикреплен комплект листов для осуществления волнового движения каждого листа.
[0194]
В настоящем варианте осуществления комплект листов в просеивающем блоке 10 секции U2 расположен в области расширения в направлении D расположения комплекта листов в просеивающем блоке 10 секции U1. Кроме того, в комплекте листов просеивающего блока 10 секции U1 чем ближе к секции U2 находится лист, тем ниже он расположен, а в комплекте листов просеивающего блока 10 секции U2, чем ближе к секции U1 находится лист, тем ниже он расположен.
[0195]
Комплект листов в просеивающем блоке 10 включает в себя, как и в случае устройства X1 для изготовления строительного материала, принимающий лист 11, просеивающий лист 12 (первый просеивающий лист), просеивающий лист 13 (второй просеивающий лист),просеивающий лист 14 (третий просеивающий лист) и передаточный лист 15. На Фиг. 18 изображена компоновка листов в устройстве Х5 для изготовления строительного материала или в секциях U1 или U2.
[0196]
В настоящем варианте осуществления приемник 30 для приема заданного строительного исходного материала М, который прошел через просеивающие блоки 10 секций U1 и U2, расположен на ленточном транспортере 31А, который образует линию перемещения приемника 30. Приемник 30 перемещается при работе ленточного транспортера 31А, и приемник 30 выполнен с возможностью перемещения в области, в которой приемник 30 может принимать строительный исходный материал М, прошедший через просеивающий блок 10 секции U1, и в области, в которой приемник 30 может принимать строительный исходный материал М, прошедший через просеивающий блок 10 секции U2.
[0197]
В настоящем варианте осуществления приемник 30 представляет собой шаблон, имеющий заданный рисунок углублений/выступов, соответствующий изготавливаемой конструкционной поверхности строительного материала, на его внутренней поверхности (поверхности, которая принимает строительный исходный материал М). На Фиг. 19 изображен приведенный в качестве примера приемник 30 в разрезе в направлении ширины W приемника.
[0198]
При работе устройства Х5 для изготовления строительного материала в каждой из секций U1 и U2 строительный исходный материал М непрерывно подают от блока хранения исходного материала (не показан) на блок 20 подачи исходного материала. Строительный исходный материал М подают, например, с постоянной скоростью посредством ленточного транспортера 21 в положение над принимающим листом 11 просеивающего блока 10. На каждом ленточном транспортере 21 строительный исходный материал М выравнивают при помощи блока 22 выравнивания, который вращается, или выравнивающих лопаток блока 22 выравнивания.
[0199]
Затем, в состоянии, в котором комплект листов просеивающего блока 10 совершает волновое движение в каждой секции, строительный исходный материал М сбрасывают с блока 20 подачи исходного материала на принимающий лист 11 просеивающего блока 10 (направление, в котором исходный материал сбрасывают с блока 20 подачи исходного материала, показано пунктирной стрелкой).
[0200]
В каждой секции строительный исходный материал М, подаваемый с блока 20 подачи исходного материала, измельчают и рассеивают при помощи принимающего листа 11, который выполняет волновое движение в принимающем блоке 10 таким же образом, как описано выше в отношении устройства X1 для изготовления строительного материала. Таким образом, забивание отверстий каждого просеивающего листа просеивающего блока 10, как правило, уменьшается.
[0201]
При работе устройства Х5 для изготовления строительного материала, выполненного как описано выше, можно формировать слои, которые становятся ковром исходного материала, из частей строительного исходного материала М, полученных посредством просеивания в просеивающем блоке 10 секции U1, и можно формировать слои, которые становятся ковром исходного материала, из частей строительного исходного материала М, полученных посредством просеивания в просеивающем блоке 10 секции U2 (направление, в котором исходный материал сбрасывают с каждого просеивающего блока 10, показано пунктирной стрелкой). Особенности описаны ниже.
[0202]
Сначала строительный исходный материал М, прошедший через ячейки просеивающего листа 12, осаждается на приемнике 30, который транспортируется ленточным транспортером 31А в направлении стрелки d1 и проходит непосредственно под просеивающим листом 12 просеивающего блока 10 секции U1.
[0203]
В просеивающем листе 12, поскольку множество ячеек, имеющих одинаковый размер, расположены с постоянным шагом в направлении W ширины листа, строительный исходный материал М, прошедший через ячейки просеивающего листа 12, осаждается на приемнике 30 по существу равномерно. Таким образом, например, как показано на Фиг. 19(a), на приемнике 30 формируется слой L14 (первый слой), толщина которого по существу равномерна в направлении W ширины приемника, соответствующем направлению W ширины листа. Слой L14 формируется при осаждении мелкозернистого строительного исходного материала М, прошедшего через ячейки просеивающего листа 12 (части, прошедшей через просеивающий лист 12).
[0204]
Далее строительный исходный материал М, прошедший через ячейки просеивающего листа 13, осаждается на слое L14 на приемнике 30, который транспортируется ленточным транспортером 31А в направлении стрелки d1 и проходит непосредственно под просеивающим листом 13 просеивающего блока 10 секции U1.
[0205]
На данном этапе, например, как показано на Фиг. 19(b), когда формируется слой L15 (второй слой) при осаждении строительного исходного материала М на слое L14 под ячеистой областью R1 просеивающего листа 13, строительный исходный материал М по существу не осаждается под неячеистой областью R2 просеивающего листа 13. Слой L15 формируется при осаждении строительного исходного материала М, прошедшего через ячейки ячеистой области R1 просеивающего листа 13 (части, прошедшей через ячеистую область просеивающего листа 13, которая является более крупнозернистой, чем часть, прошедшая через просеивающий лист 12).
[0206]
Строительный исходный материал М, не прошедший через ячейки ячеистой области R1 просеивающего листа 13, измельчается и рассеивается за счет столкновения с передаточным листом 15, который не содержит ячеек и имеет большую площадь контакта с исходным материалом, перед тем как дойти до просеивающего листа 14.
[0207]
Далее строительный исходный материал М, прошедший через ячейки просеивающего листа 14, осаждается на слоях L14 и L15 на приемнике 30, который транспортируется ленточным транспортером 31А в направлении стрелки d1 и проходит непосредственно под просеивающим листом 14 просеивающего блока 10 секции U1.
[0208]
В просеивающем листе 14, как описано выше, множество ячеек, имеющих одинаковый размер, который больше, чем размер ячейки просеивающего листа 13, расположены с постоянным шагом в направлении W ширины листа. Строительный исходный материал М, прошедший через ячейки просеивающего листа 14, осаждается по существу равномерно на слоях L14 и L15. Таким образом, например, как показано на Фиг. 19(c), на слоях L14 и L15 формируется слой L16 (третий слой), толщина которого по существу одинакова в направлении W ширины приемника. Слой L16 формируется при осаждении строительного исходного материала М, прошедшего через ячейки просеивающего листа 14 (более крупнозернистой части, чем часть, прошедшая через ячеистую область просеивающего листа 13).
[0209]
Затем часть строительного исходного материала М, измельченная и рассеянная на передаточном листе 15 секции U2, достигшая просеивающего листа 14 и прошедшая через ячейки просеивающего листа 14, осаждается на слое L16 на приемнике 30, который транспортируется ленточным транспортером 31А в направлении стрелки d1 и проходит непосредственно под просеивающим листом 14 просеивающего блока 10 секции U2. Таким образом, например, как показано на Фиг. 19(d), на слое L16 формируется слой L17 (третий слой), толщина которого по существу равномерна в направлении W ширины приемника. Слой L17 формируется при осаждении строительного исходного материала М, прошедшего через ячейки просеивающего листа 14 секции U2 (части, прошедшей через просеивающий лист 14).
[0210]
Далее часть строительного исходного материала М, прошедшего через ячейки просеивающего листа 13, осаждается на слое L17 на приемнике 30, который транспортируется ленточным транспортером 31А в направлении стрелки d1 и проходит непосредственно под просеивающим листом 13 просеивающего блока 10 секции U2. На данном этапе, например, как показано на Фиг. 19(e), когда формируется слой L18 (второй слой) при осаждении строительного исходного материала М на слое L17 под ячеистой областью R1 просеивающего листа 13 секции U2, строительный исходный материал М по существу не осаждается под неячеистой областью R2 просеивающего листа 13. Слой L18 формируется при осаждении строительного исходного материала М, прошедшего через ячейки ячеистой области R1 просеивающего листа 13 секции U2 (более мелкозернистого, чем часть, прошедшая через просеивающий лист 14).
[0211]
Далее строительный исходный материал М, прошедший через ячейки просеивающего листа 12, осаждается на приемнике 30, который транспортируется ленточным транспортером 31А в направлении стрелки d1 и проходит непосредственно под просеивающим листом 12 просеивающего блока 10 секции U2. Таким образом, например, как показано на Фиг. 19(f), на слоях L17 и L18 формируется слой L19 (первый слой), толщина которого по существу равномерна в направлении W ширины приемника, соответствующем направлению W ширины листа. Слой L19 формируется при осаждении строительного исходного материала М, прошедшего через ячейки просеивающего листа 12 секции U2 (более мелкозернистой части, чем часть, прошедшая через просеивающий лист 13).
[0212]
Ковер исходного материала, сформированный, как описано выше, включает в себя вышеупомянутые слои L14-L19. Каждый из слоев L14 и L19 имеет высокую однородность по толщине в направлении W ширины приемника и состоит из относительно мелкозернистого строительного исходного материала М (части, прошедшей через просеивающий лист 12). Каждый из слоев L15 и L18 является элементом, который также функционирует как слой регулировки величины осаждения строительного исходного материала и состоит из строительного исходного материала М, который является более крупнозернистым, чем часть, прошедшая через просеивающий лист 12. Каждый из слоев L16 и L17 имеет высокую однородность по толщине в направлении W ширины приемника и состоит из строительного исходного материала М, который является более крупнозернистым, чем часть, прошедшая через ячеистую область просеивающего листа 13. Ковер исходного материала, который имеет слои L15 и L18, каждый из которых также функционирует как слой регулировки величины осаждения строительного исходного материала, в дополнение к слоям L14, L16, L17, L19 и который сформирован на приемнике 30, представляет собой ковер исходного материала, такой что величина осаждения строительного исходного материала варьируется в направлении W ширины приемника.
[0213]
Таким образом, устройство Х5 для изготовления строительного материала подходит для формирования ковра исходного материала, включающего в себя вышеупомянутые слои L14-L19, и при этом изменения величины осаждения строительного исходного материала в направлении W ширины приемника. Устройство Х5 для изготовления строительного материала подходит для изменения в направлении W ширины приемника величины осаждения строительного исходного материала на приемнике 30, принимающем строительный исходный материал М под просеивающими блоками 10, которые просеивает строительный исходный материал М и при этом осуществляют механическую сортировку строительного исходного материала.
[0214]
Затем сформированный таким образом ковер исходного материала, то есть пачку слоев L14-L19 подвергают этапу термического прессования. Пачку слоев L14-L19 подвергают этапу термического прессования или этапу термического прессования и последующему автоклавному отверждению, и, таким образом, изготавливают строительный материал, имеющий многослойную структуру отвержденных слоев, образованную из указанных слоев.
[0215]
Каждый из отвержденных слоев, образованных из слоев L14 и L19, который представляет собой осаждение относительно мелкозернистого строительного исходного материала М, имеет более плотную текстуру и, таким образом, подходит для обеспечения высоких характеристик водонепроницаемости, и, соответственно, подходит для образования внешнего слоя строительного материала. Каждый из отвержденных слоев, образованных из слоев L15-L18, который представляет собой осаждение относительно крупнозернистого строительного исходного материала М, имеет более неплотную и легкую текстуру и, таким образом, подходит для обеспечения высоких амортизационных характеристик, и, соответственно, подходит для образования внутреннего слоя строительного материала.
[0216]
Посредством термического прессования ковра исходного материала, включающего в себя вышеупомянутые слои L14-L19, можно изготовить из ковра исходного материала строительный материал, в котором уменьшена разница в плотности текстуры между частью, где сформировано углубление на конструкционной поверхности строительного материала, и частью, где сформирован выступ на конструкционной поверхности строительного материала, то есть строительный материал, имеющий низкую неоднородность плотности. Иными словами, устройство Х5 для изготовления строительного материала подходит для изготовления строительного материала, имеющего рисунок углублений/выступов на его конструкционной поверхности, и при этом уменьшает неоднородность плотности.
[0217]
На Фиг. 20 изображен схематический вид устройства Х6 для изготовления строительного материала в соответствии с шестым вариантом осуществления настоящего изобретения. Устройство Х6 для изготовления строительного материала содержит секцию U1, секцию U2 и приемник 30. Секция U1 устройства Х6 для изготовления строительного материала включает в себя просеивающий блок 10D, блок 20 подачи исходного материала и блок 20А подачи исходного материала. Секция U1 устройства Х6 для изготовления строительного материала отличается от секции U1 устройства Х5 для изготовления строительного материала тем, что секция U1 устройства Х6 для изготовления строительного материала включает в себя просеивающий блок 10D вместо просеивающего блока 10 и дополнительно включает в себя блок 20А подачи исходного материала. Секция U2 и приемник 30 устройства Х6 для изготовления строительного материала имеют такие же конфигурации, что и секция U2 и приемник 30 устройства Х5 для изготовления строительного материала.
[0218]
Просеивающий блок 10D включает в себя: комплект листов, которые выполнены с возможностью осуществления волнового движения при работе устройства, которые имеют наклон и которые расположены в направлении наклона; и корпус 10', к которому прикреплен комплект листов для осуществления волнового движения каждого листа. Просеивающий блок 10D секции U1 отличается от вышеупомянутого просеивающего блока 10 тем, что содержит комплект листов, расположенных как показано на Фиг. 21, вместо комплекта листов, расположенных как показано на Фиг. 18. Другие конфигурации просеивающего блока 10D аналогичны конфигурациям вышеупомянутого просеивающего блока 10.
[0219]
В комплекте листов просеивающего блока 10D листы расположены в следующем порядке, начиная с его верхнего конца: вышеупомянутый принимающий лист 11, не имеющий ячеек, вышеупомянутый мелкоячеистый просеивающий лист 12 (первый просеивающий лист), передаточный лист 15, вышеупомянутый крупноячеистый просеивающий лист 14 (третий просеивающий лист) и вышеупомянутый крупноячеистый просеивающий лист 14 (третий просеивающий лист). В просеивающем блоке 10D передаточный лист 15, который является неячеистым листом, как и принимающий лист 11, расположен между мелкоячеистым просеивающим листом 12 и крупноячеистым просеивающим листом 14.
[0220]
В настоящем варианте осуществления блок 20А подачи исходного материала для подачи исходного материала на просеивающий блок 10D путем сбрасывания дополнительного строительного исходного материала М на передаточный лист 15 в просеивающем блоке 10D в секции U1 содержит ленточный транспортер 21А и блок 22А выравнивания. В настоящем варианте осуществления строительный исходный материал М, подаваемый с блока 20А подачи исходного материала, является более крупнозернистым, чем строительный исходный материал М, подаваемый с блока 20 подачи исходного материала. Строительный исходный материал М, подаваемый с блока 20А подачи исходного материала, и строительный исходный материал М, подаваемый с блока 20 подачи исходного материала, могут иметь одинаковый состав или разные составы.
[0221]
Ленточный транспортер 21А транспортирует строительный исходный материал М в положение над принимающим листом 15 просеивающего блока 10D секции U1. Блок 22А выравнивания представляет собой поворотную конструкцию для выравнивания строительного исходного материала М, перемещаемого на ленточном транспортере 21А, и на его поворотном периферийном конце расположено множество выравнивающих лопаток. В настоящем варианте осуществления блок 22А выравнивания расположен таким образом, что поворотный периферийный конец блока 22А выравнивания обращен к ленточному транспортеру 21А, а ось вращения блока 22А выравнивания перпендикулярно пересекает направление, в котором ленточный транспортер 21А перемещает строительный исходный материал М.
[0222]
С точки зрения уменьшения или предотвращения увеличения размера устройства Х6 для изготовления строительного материала и увеличения в масштабе всей установки, содержащей устройство Х6 для изготовления строительного материала, блок 20А подачи исходного материала предпочтительно расположен над просеивающим блоком 10D, так что ленточный транспортер 21А проходит вдоль горизонтальной составляющей направления расположения комплекта листов в просеивающем блоке 10D. [0223]
В настоящем варианте осуществления передаточный лист 15 вышеупомянутого просеивающего блока 10D секции U1 проходите том же диапазоне, что и область сбрасывания, на которую сбрасывают строительный исходный материал М из блока 20А подачи исходного материала, или в диапазоне за пределами области сбрасывания в направлении W ширины листа, показанном на Фиг. 21 (направлении, перпендикулярном направлению D компоновки листов). [0224]
При работе устройства Х6 для изготовления строительного материала в каждой секции строительный исходный материал М непрерывно подают от блока хранения исходного материала (не показан) на блок 20 подачи исходного материала. Строительный исходный материал М подают, например, с постоянной скоростью посредством ленточного транспортера 21 в положение над принимающим листом 11 просеивающего блока (просеивающего блока 10D, просеивающего блока 10). На ленточном транспортере 21 строительный исходный материал М выравнивают при помощи блока 22 выравнивания, который вращается, или выравнивающих лопаток блока 22 выравнивания. Затем, в состоянии, в котором каждый из комплекта листов каждого просеивающего блока совершает волновое движение, строительный исходный материал М сбрасывают с блока 20 подачи исходного материала на принимающий лист 11 просеивающего блока (направление, в котором исходный материал сбрасывают с каждого блока 20 подачи исходного материала, показано пунктирной стрелкой).
[0225]
В каждой секции строительный исходный материал М, подаваемый с блока 20 подачи исходного материала, измельчают и рассеивают при помощи принимающего листа 11, который выполняет волновое движение таким же образом, как и в случае с устройством X1 для изготовления строительного материала. Более того, в секции U1 строительный исходный материал М, который не проходит через ячейки просеивающего листа 12 при просеивании при помощи мелкоячеистого просеивающего листа 12 просеивающего блока 10D, измельчают и рассеивают посредством передаточного листа 15, который выполняет волновое движение, как в случае устройства X1 для изготовления строительного материала. Таким образом, забивание отверстий каждого просеивающего листа в каждой секции, как правило, уменьшается.
[0226]
При работе устройства Х6 для изготовления строительного материала строительный исходный материал М непрерывно подают от другого блока хранения исходного материала (не показан) на блок 20А подачи исходного материала секции U1. Строительный исходный материал М подают, например, с постоянной скоростью посредством ленточного транспортера 21А в положение над передаточным листом 15 просеивающего блока 10D. На ленточном транспортере 21А строительный исходный материал М выравнивают при помощи блока 22А выравнивания, который вращается, или выравнивающих лопаток блока 22А выравнивания.
[0227]
Затем, в состоянии, в котором комплект листов просеивающего блока 10D секции U1 совершает волновое движение, строительный исходный материал М сбрасывают с блока 20А подачи исходного материала на передаточный лист 15 просеивающего блока 10D (направление, в котором исходный материал сбрасывают с блока 20А подачи исходного материала, показано пунктирной стрелкой). В секции U1 строительный исходный материал М, сбрасываемый с блока 20А подачи исходного материала на просеивающий блок 10D, добавляют на передаточном листе 15 к строительному исходному материалу М, который не проходит через ячейки просеивающего листа 12, после сбрасывания с блока 20 подачи исходного материала на просеивающий блок 10D.
[0228]
При работе устройства Х6 для изготовления строительного материала, выполненного как описано выше, можно формировать слои, которые становятся ковром исходного материала, из частей строительного исходного материала М, полученных посредством просеивания в просеивающем блоке 10D секции U1, и можно формировать слои, которые становятся ковром исходного материала, из частей строительного исходного материала М, полученных посредством просеивания в просеивающем блоке 10 секции U2 (направление, в котором исходный материал сбрасывают с каждого просеивающего блока, показано пунктирной стрелкой). Особенности описаны ниже.
[0229]
Сначала строительный исходный материал М, прошедший через ячейки просеивающего листа 12, осаждается на приемнике 30, который транспортируется ленточным транспортером 31А в направлении стрелки d1 и проходит непосредственно под просеивающим листом 12 просеивающего блока 10D секции U1.
[0230]
В просеивающем листе 12, как описано выше, множество ячеек, имеющих одинаковый размер, расположены с постоянным шагом в направлении W ширины листа. Строительный исходный материал М, прошедший через ячейки просеивающего листа 12, осаждается на приемник 30 по существу равномерно. Таким образом, например, как показано на Фиг. 22(a), на приемнике 30 формируется слой L21 (первый слой), толщина которого по существу одинакова в направлении W ширины приемника, соответствующем направлению W ширины листа. Слой L21 формируется при осаждении мелкозернистого строительного исходного материала М, прошедшего через ячейки просеивающего листа 12 (части, прошедшей через просеивающий лист 12).
[0231]
Далее строительный исходный материал М, прошедший через ячейки просеивающего листа 14, осаждается на слое L21 на приемнике 30, который транспортируется ленточным транспортером 31А в направлении стрелки d1 и проходит непосредственно под просеивающим листом 14 (в настоящем варианте осуществления, под двумя непрерывными просеивающим листами 14) просеивающего блока 10D секции U1.
[0232]
В просеивающем листе 14, как описано выше, множество ячеек, имеющих одинаковый размер, который больше, чем размер ячейки просеивающего листа 13, расположены с постоянным шагом в направлении W ширины листа. Строительный исходный материал М, прошедший через ячейки просеивающего листа 14, осаждается по существу равномерно на слое L21. Таким образом, например, как показано на Фиг. 22(b), на слое L21 формируется слой L22 (третий слой), толщина которого по существу равномерна в направлении W ширины приемника. Слой L22 формируется при осаждении строительного исходного материала М, прошедшего через ячейки просеивающего листа 14 (более крупнозернистого, чем часть, прошедшая через просеивающий лист 12).
[0233]
Затем часть строительного исходного материала М, измельченная и рассеянная на передаточном листе 15 секции U2, достигшая просеивающего листа 14 и прошедшая через ячейки просеивающего листа 14, осаждается на слое L21 на приемнике 30, который транспортируется ленточным транспортером 31А в направлении стрелки d1 и проходит непосредственно под просеивающим листом 14 просеивающего блока 10 секции U2. Таким образом, например, как показано на Фиг. 22(c), на слое L22 формируется слой L23 (третий слой), толщина которого по существу равномерна в направлении W ширины приемника. Слой L23 формируется при осаждении строительного исходного материала М, прошедшего через ячейки просеивающего листа 14 секции U2 (части, прошедшей через просеивающий лист 14).
[0234]
Далее строительный исходный материал М, прошедший через ячейки просеивающего листа 13, осаждается на слое L23 на приемнике 30, который транспортируется ленточным транспортером 31А в направлении стрелки d1 и проходит непосредственно под просеивающим листом 13 просеивающего блока 10 секции U2. На данном этапе, например, как показано на Фиг. 22(d), когда формируется слой L24 (второй слой) при осаждении строительного исходного материала М на слое L23 под ячеистой областью R1 просеивающего листа 13, строительный исходный материал М по существу не осаждается под неячеистой областью R2 просеивающего листа 13. Слой L24 формируется при осаждении строительного исходного материала М, прошедшего через ячейки ячеистой области R1 просеивающего листа 13 секции U2 (более мелкозернистого, чем часть, прошедшая через просеивающий лист 14).
[0235]
Далее строительный исходный материал М, прошедший через ячейки просеивающего листа 12, осаждается на приемнике 30, который транспортируется ленточным транспортером 31А в направлении стрелки d1 и проходит непосредственно под просеивающим листом 12 просеивающего блока 10 секции U2. Таким образом, например, как показано на Фиг. 22(e), на слоях L23 и L24 формируется слой L25 (первый слой), толщина которого по существу равномерна в направлении W ширины приемника, соответствующем направлению W ширины листа. Слой L25 формируется при осаждении строительного исходного материала М, прошедшего через ячейки просеивающего листа 12 секции U2 (более мелкозернистой части, чем часть, прошедшая через просеивающий лист 13).
[0236]
Ковер исходного материала, сформированный как описано выше, включает в себя вышеупомянутые слои L21-L25. Каждый из слоев L21 и L25 имеет высокую однородность по толщине в направлении W ширины приемника и состоит из относительно мелкозернистого строительного исходного материала М (части, прошедшей через просеивающий лист 12). Каждый из слоев L22 и L23 имеет высокую однородность по толщине в направлении W ширины приемника и состоит из строительного исходного материала М, который является более крупнозернистым, чем часть, прошедшая через ячеистую область просеивающего листа 13. Слой L24 является элементом, который также функционирует как слой регулировки величины осаждения строительного исходного материала и состоит из строительного исходного материала М, который является более крупнозернистым, чем часть, прошедшая через просеивающий лист 12. Ковер исходного материала, который имеет слой L24, также функционирующий как слой регулировки величины осаждения строительного исходного материала, в дополнение к слоям L21, L22, L23, L25 и который сформирован на приемнике 30, представляет собой ковер исходного материала, такой что величина осаждения строительного исходного материала варьируется в направлении W ширины приемника.
[0237]
Таким образом, устройство Х6 для изготовления строительного материала подходит для формирования ковра исходного материала, включающего в себя вышеупомянутые слои L21-L25, и при этом изменения величины осаждения строительного исходного материала в направлении W ширины приемника. Устройство Х6 для изготовления строительного материала подходит для изменения в направлении W ширины приемника величины осаждения строительного исходного материала на приемнике 30, принимающем строительный исходный материал М под просеивающими блоками 10D и 10, которые просеивает строительный исходный материал М и при этом осуществляют механическую сортировку строительного исходного материала М.
[0238]
Затем сформированный таким образом ковер исходного материала, то есть пачку слоев L21-L25 подвергают этапу термического прессования. Пачку слоев L21-L25 подвергают этапу термического прессования или этапу термического прессования и последующему автоклавному отверждению, и, таким образом, изготавливают строительный материал, имеющий отвержденный слой, образованный из каждого слоя.
[0239]
Каждый из отвержденных слоев, образованных из слоев L21 и L25, который представляет собой осаждение относительно мелкозернистого строительного исходного материала М, имеет более плотную текстуру и, таким образом, подходит для обеспечения высоких характеристик водонепроницаемости, и, соответственно, подходит для образования внешнего слоя строительного материала. Каждый из отвержденных слоев, образованных из слоев L22-L24, который представляет собой осаждение относительно крупнозернистого строительного исходного материала М, имеет более неплотную и легкую текстуру и, таким образом, подходит для обеспечения высоких амортизационных характеристик, и, соответственно, подходит для образования внутреннего слоя строительного материала.
[0240]
Посредством термического прессования ковра исходного материала, включающего в себя вышеупомянутые слои L21-L25, можно изготовить из ковра исходного материала строительный материал, в котором уменьшена разница в плотности текстуры между частью, где сформировано углубление на конструкционной поверхности строительного материала, и частью, где сформирован выступ на конструкционной поверхности строительного материала, то есть строительный материал, имеющий низкую неоднородность плотности. Иными словами, устройство Х6 для изготовления строительного материала подходит для изготовления строительного материала, имеющего рисунок углублений/выступов на его конструкционной поверхности, и при этом уменьшает неоднородность плотности.
Перечень ссылочных позиций
[0241]
X1-Х6 - устройство для изготовления строительного материала
U1, U2 - секция
10, 10А, 10В - просеивающий блок
11 - принимающий лист
12, 12а, 12b - просеивающий лист
R1 - ячеистая область
R2 - неячеистая область
15 - передаточный лист
D - направление компоновки листов
W - направление ширины листа
20, 20А - блок подачи исходного материала
21, 21А - ленточный транспортер
22, 22А - блок выравнивания
30, 30А, 30В, 30С, 30D, 30Е - приемник
W' - направление ширины приемника
31, 31А - линия транспортировки
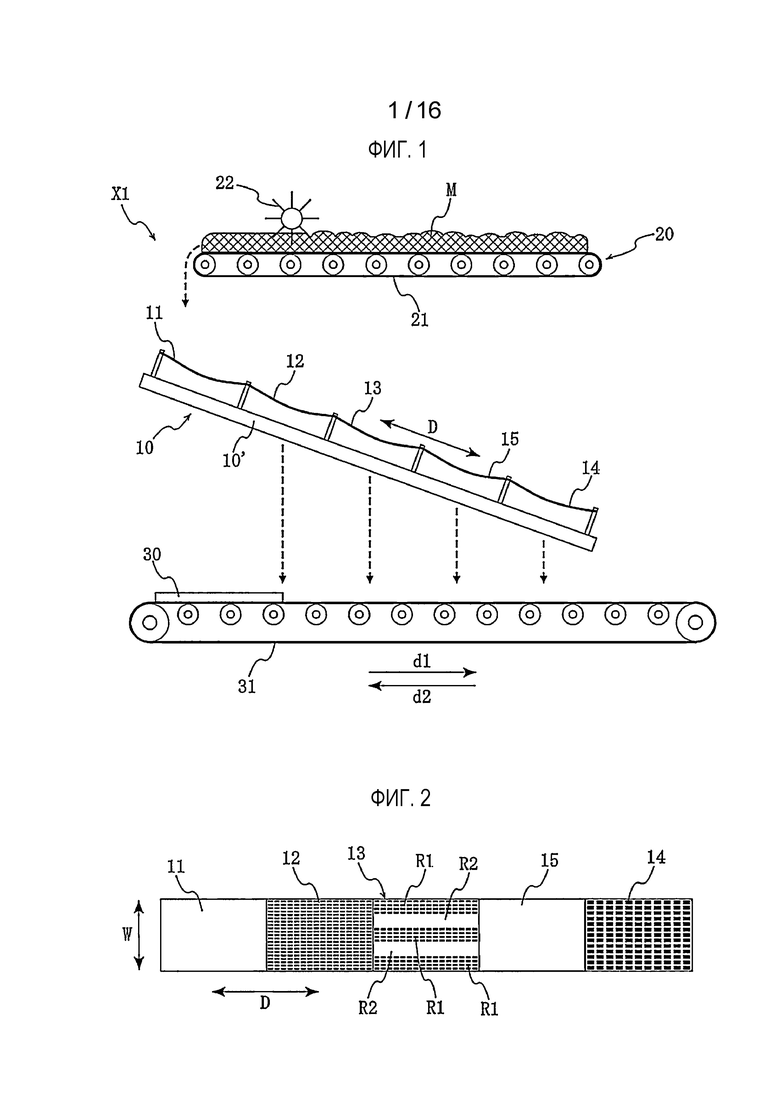
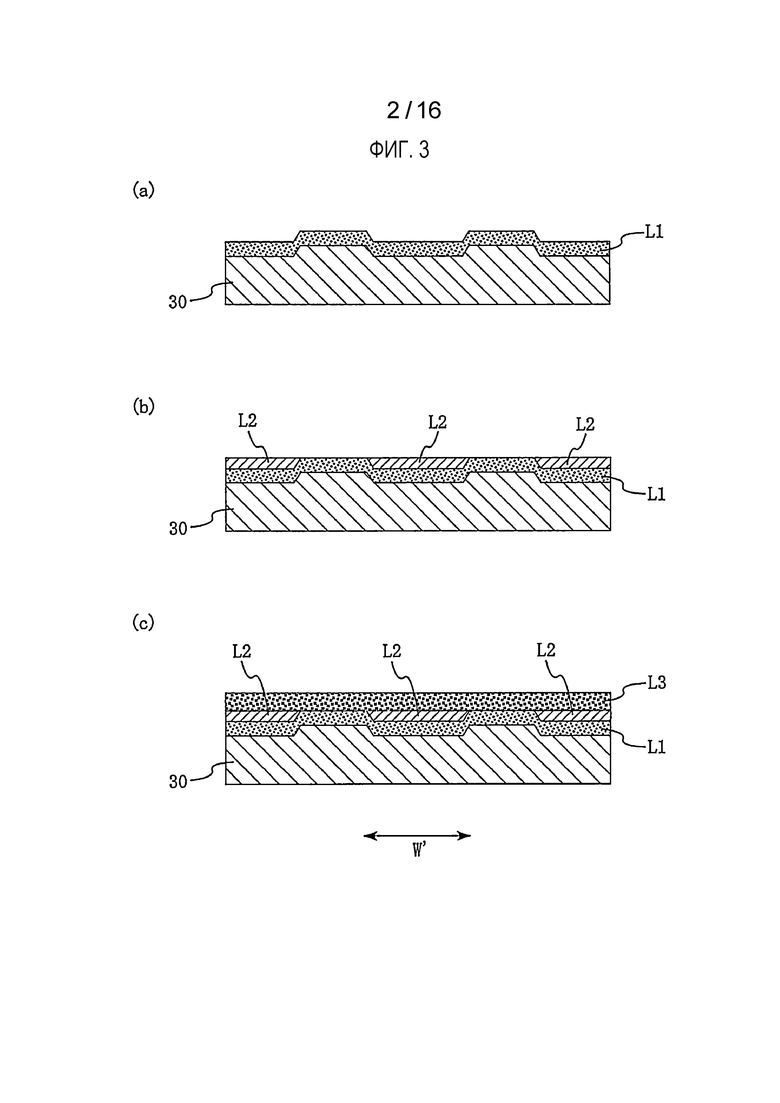
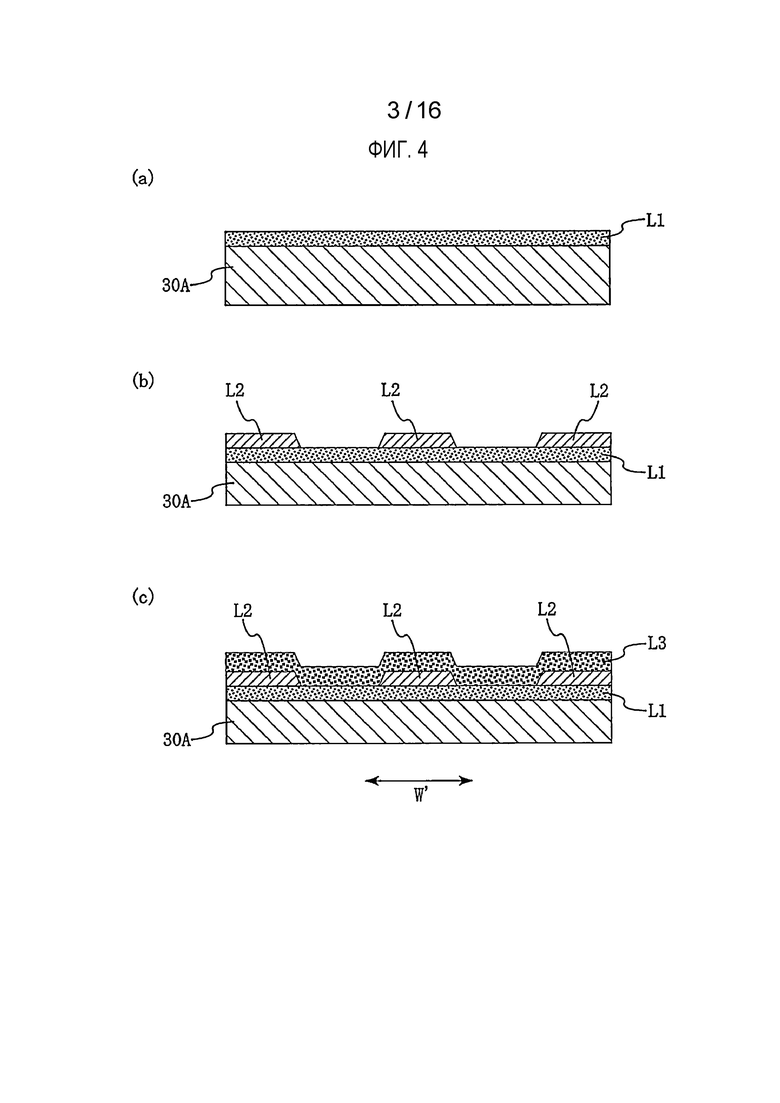
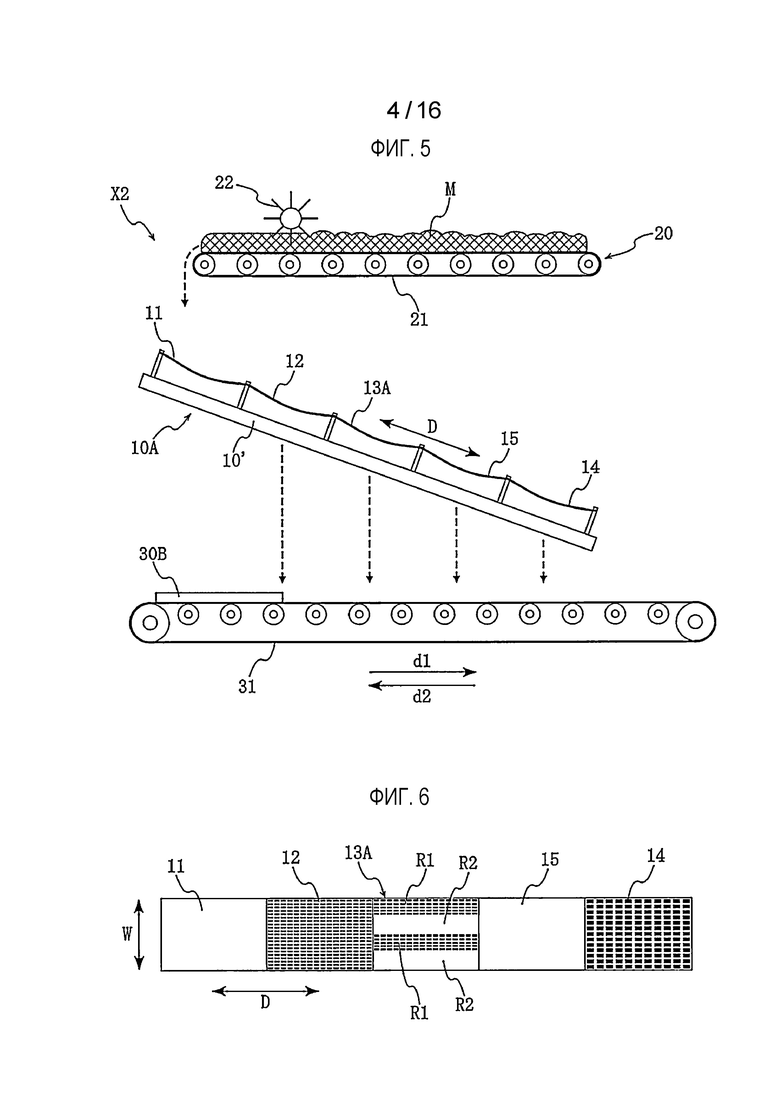
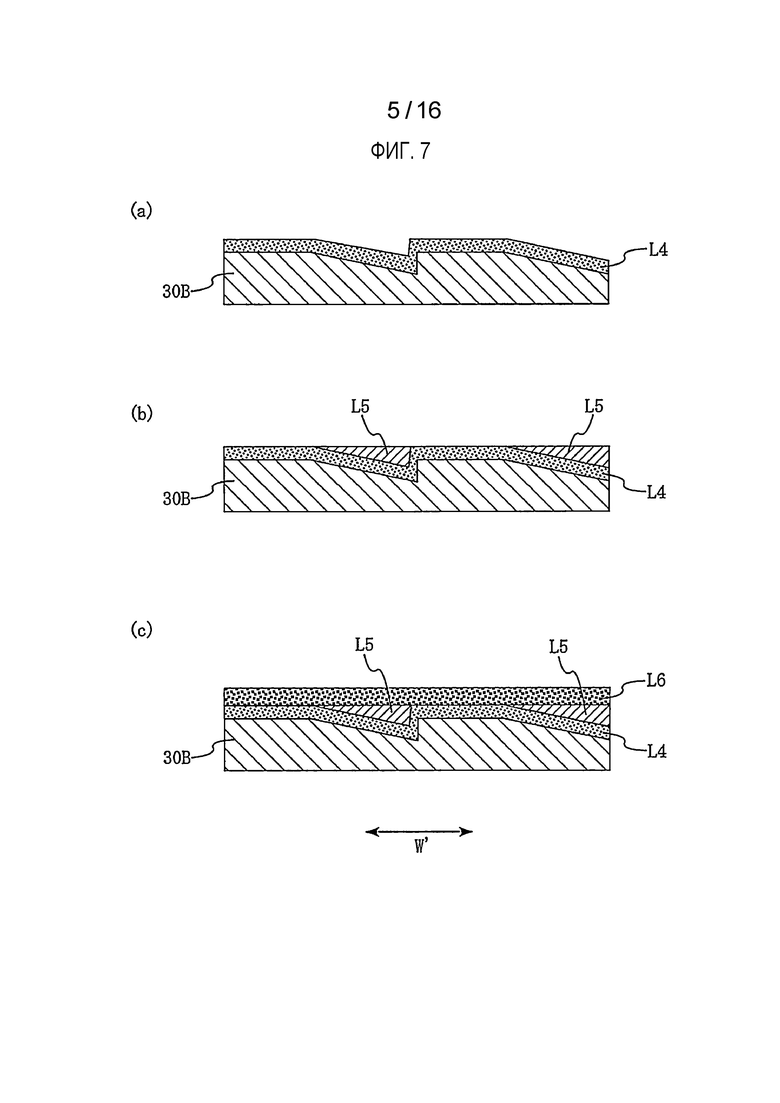
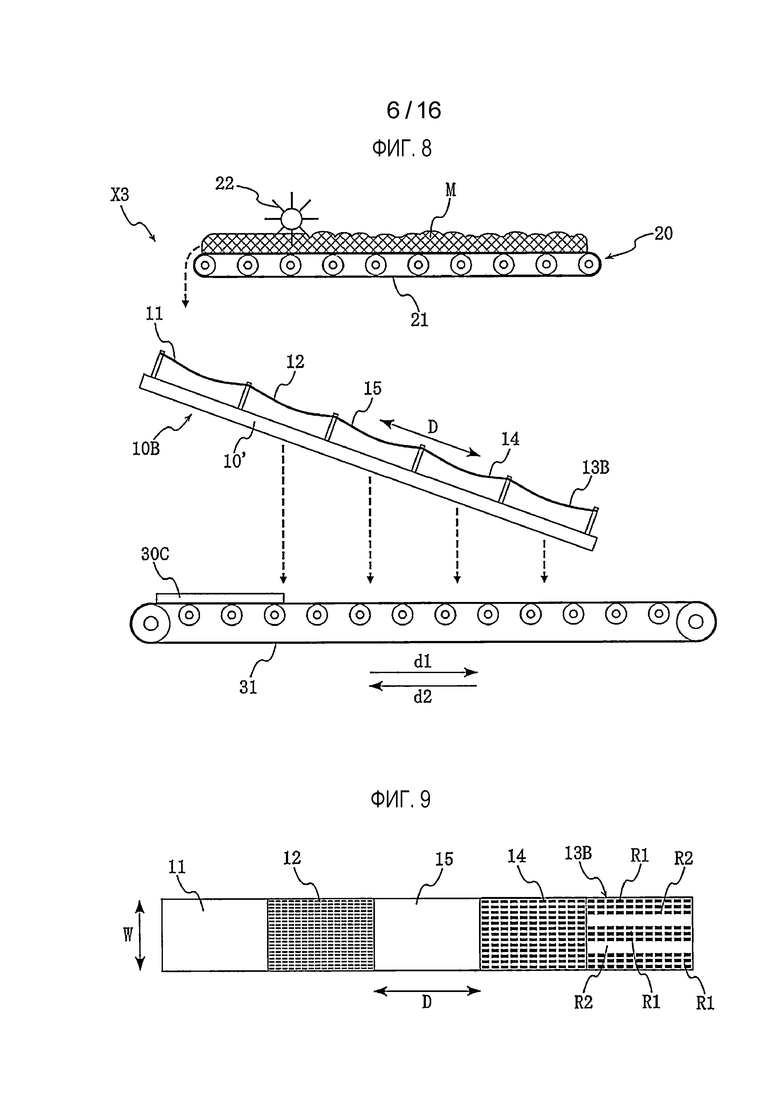
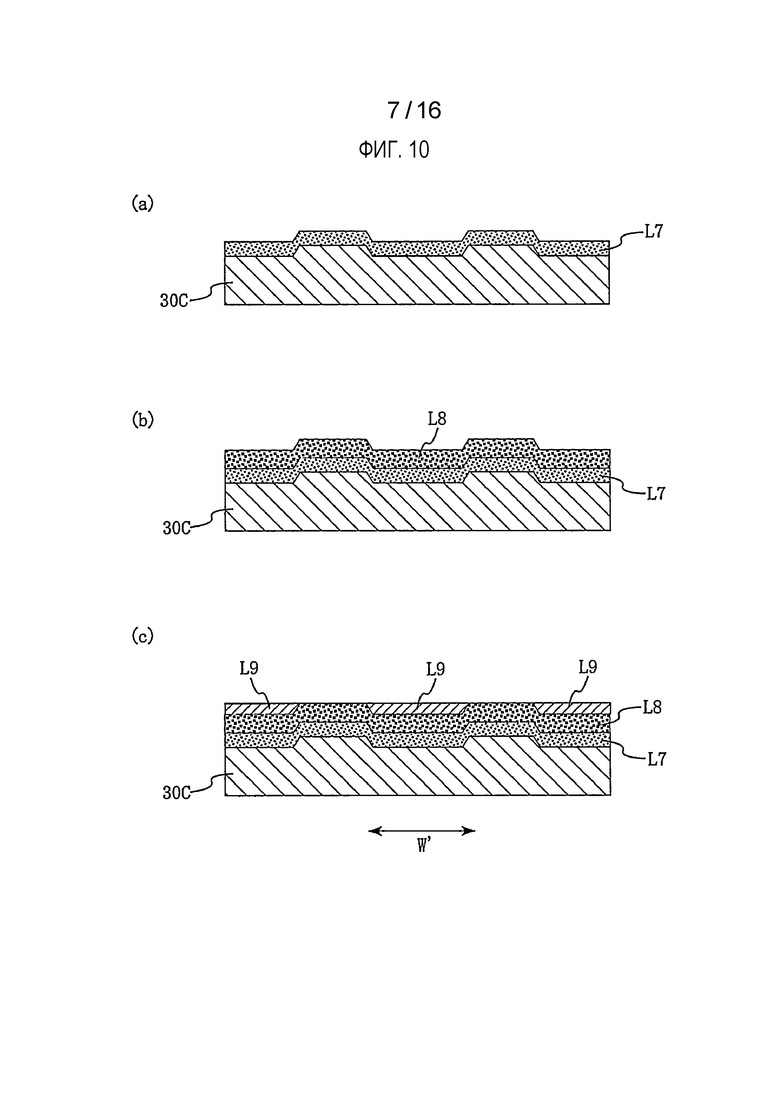

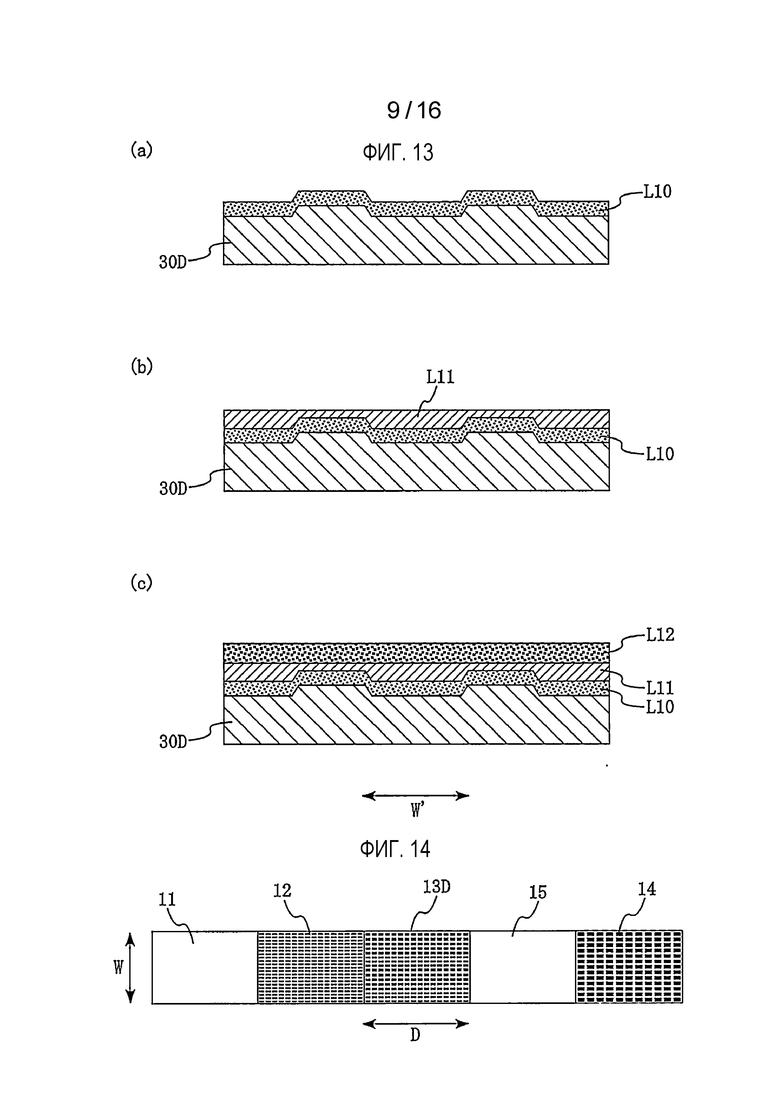
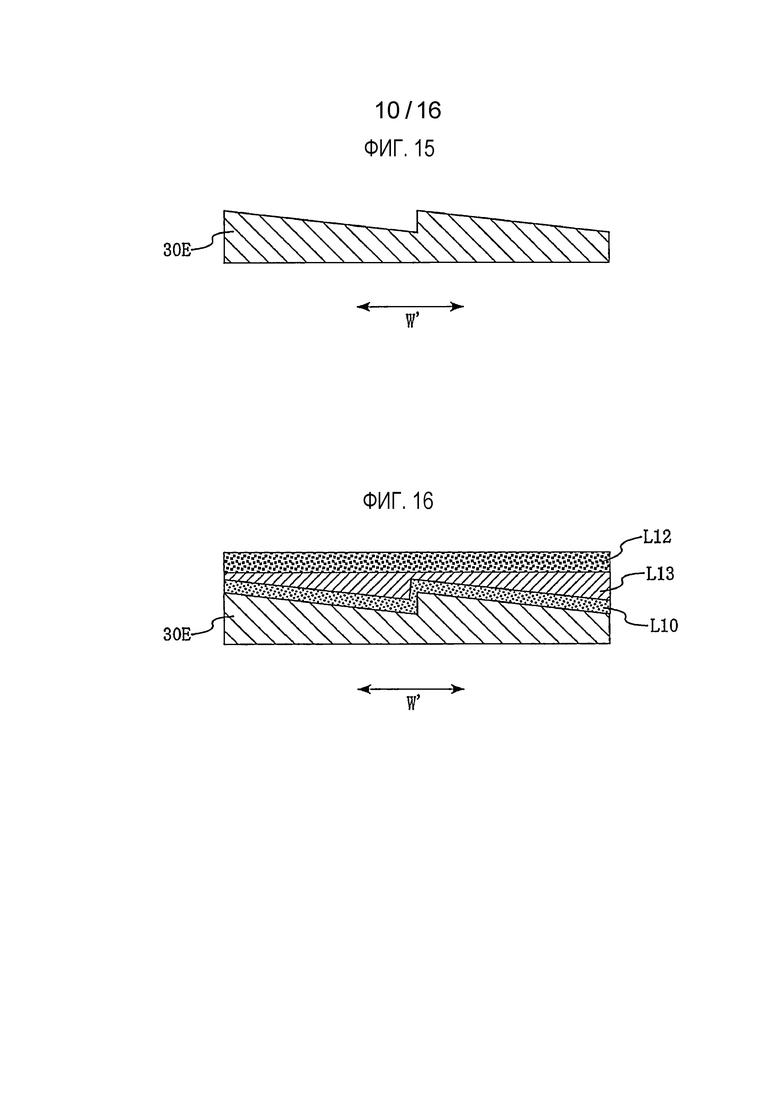
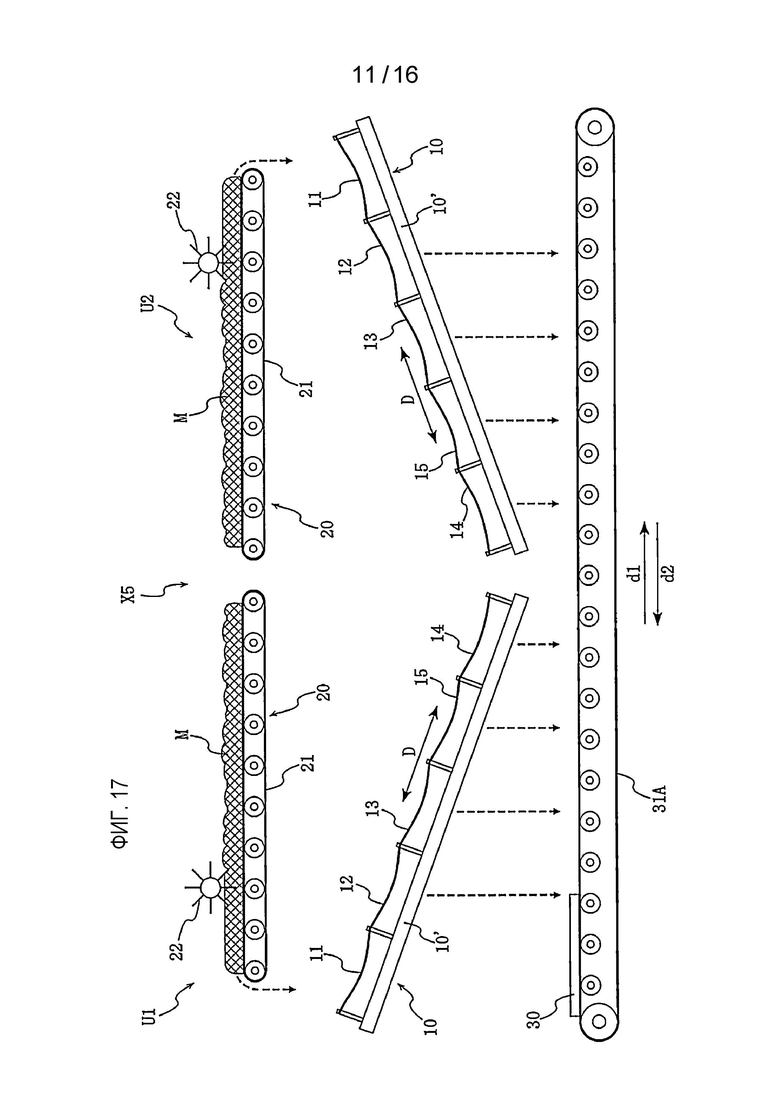
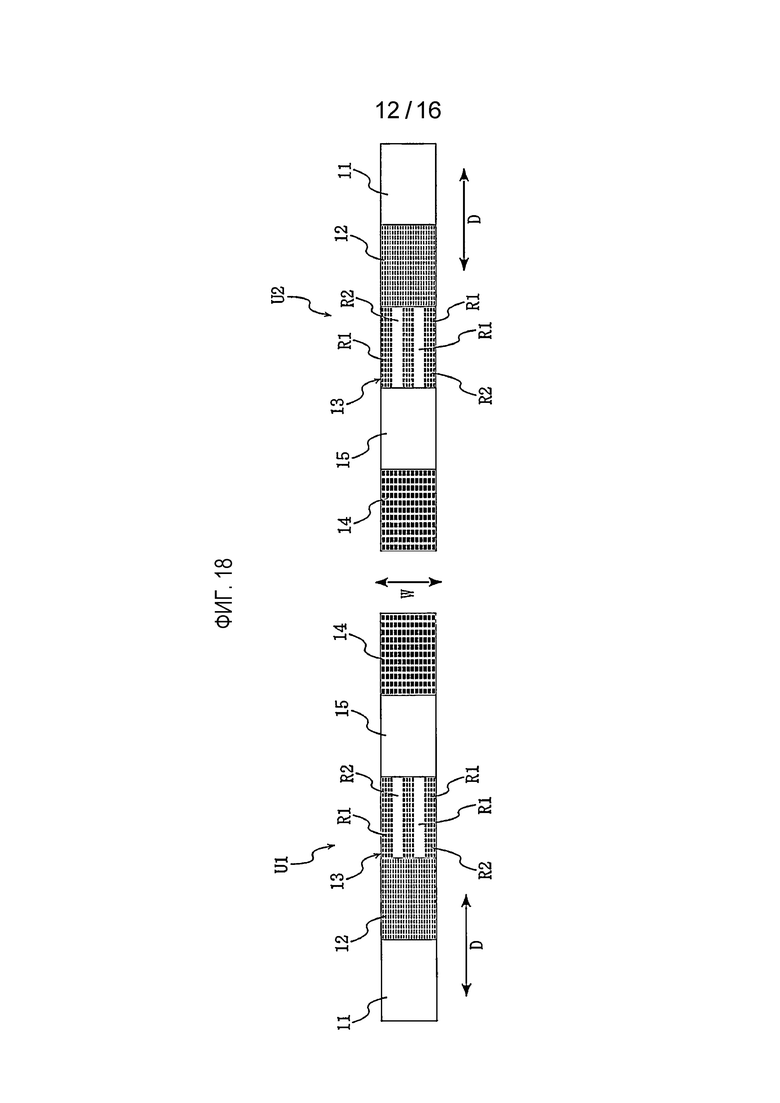
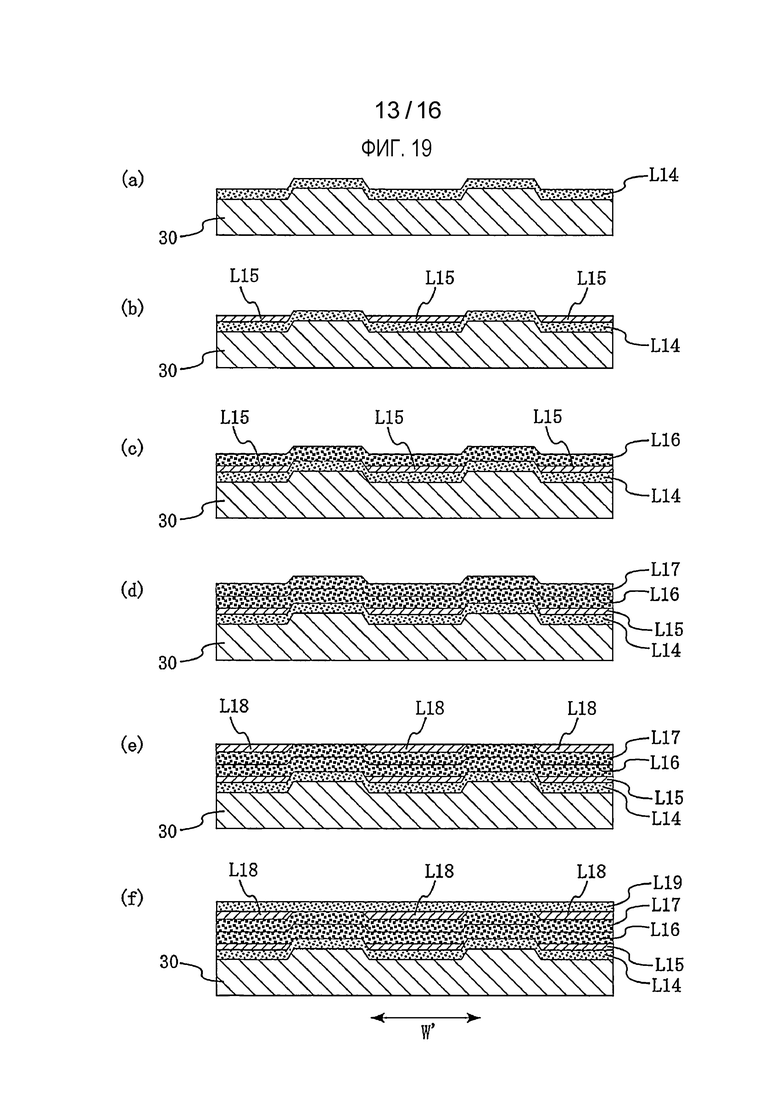
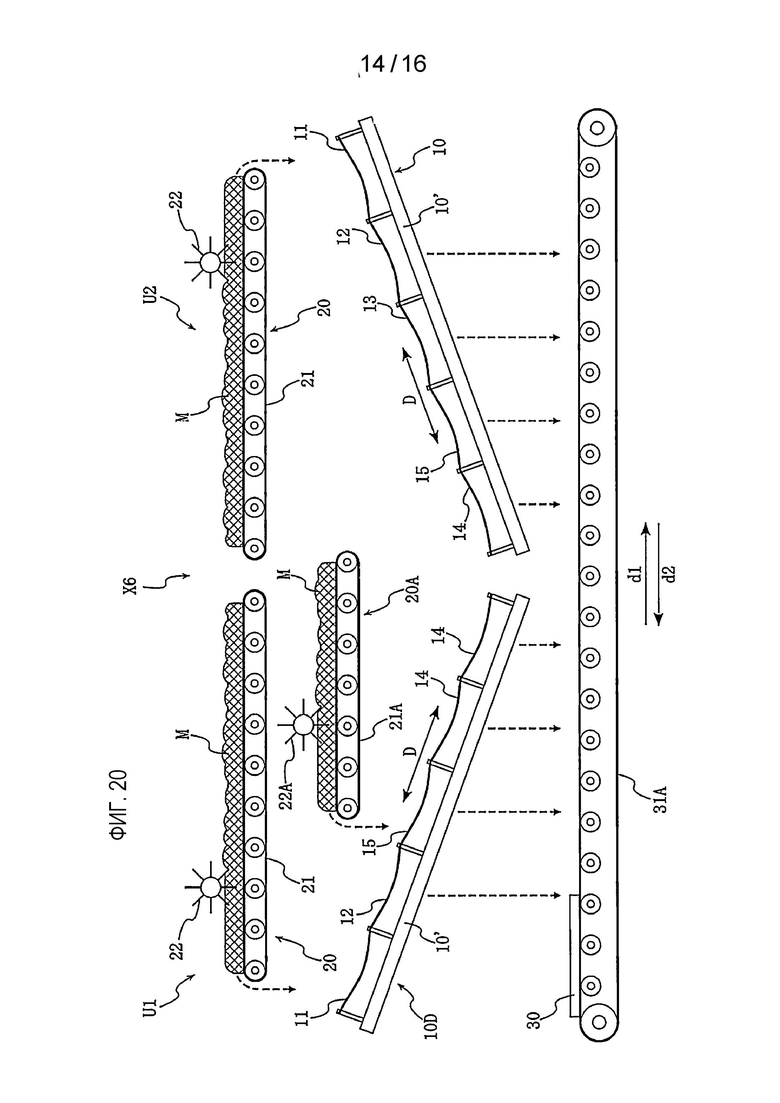

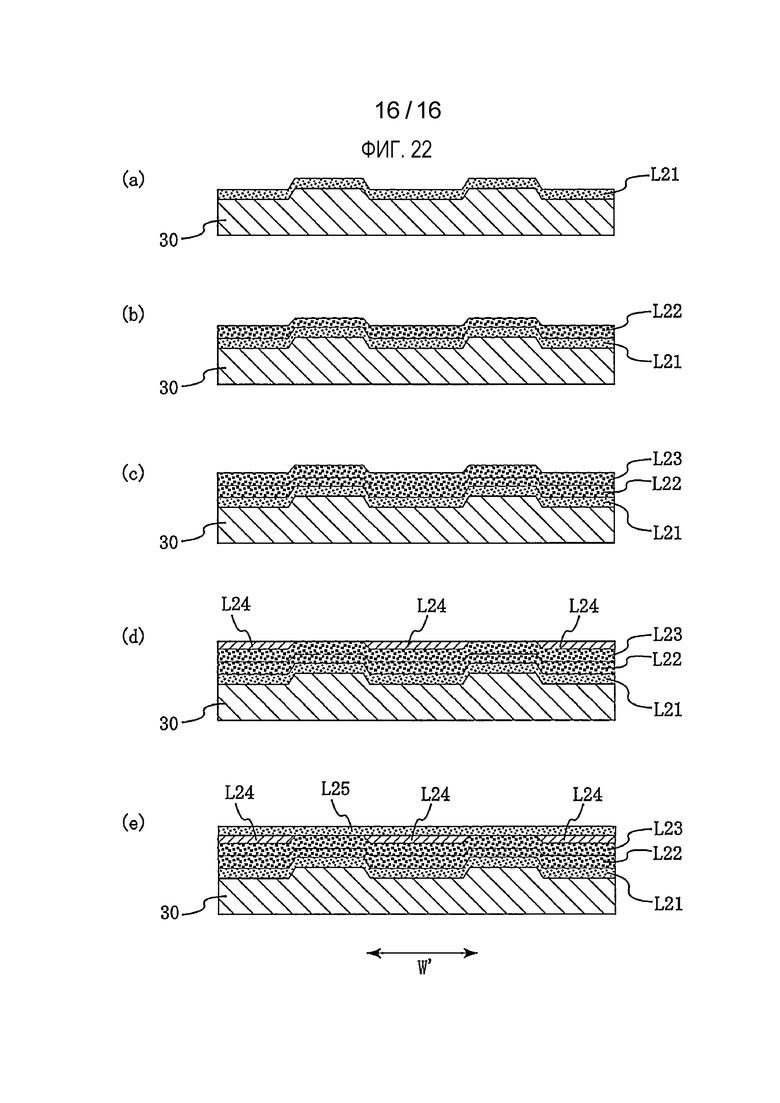
Изобретение относится к устройству и способу изготовления строительного материала, такого как строительная плита. Техническим результатом является создание строительного материала, обладающего высокой прочностью и высокой водонепроницаемостью. Технический результат достигается тем, что устройство для изготовления строительного материала содержит просеивающий блок, включающий в себя комплект листов, каждый из которых выполнен с возможностью осуществления волнового движения при работе устройства, которые имеют наклон и которые расположены в направлении наклона, причем комплект листов включает в себя первый просеивающий лист и второй просеивающий лист, расположенный под первым просеивающим листом, первый просеивающий лист представляет собой лист, в котором множество ячеек, имеющих одинаковый размер, расположены с постоянным шагом в направлении ширины листа комплекта листов, а второй просеивающий лист представляет собой лист, в котором множество ячеек, имеющих два или более разных размеров, расположены в направлении ширины листа, или лист, который имеет ячеистую область и неячеистую область, которые расположены в направлении ширины листа; и приемник для приема строительного исходного материала, прошедшего через ячейки просеивающего блока, причем приемник выполнен с возможностью перемещения под комплектом листов, а также технический результат достигается способом изготовления такого строительного материала. 2 н. и 8 з.п. ф-лы, 22 ил.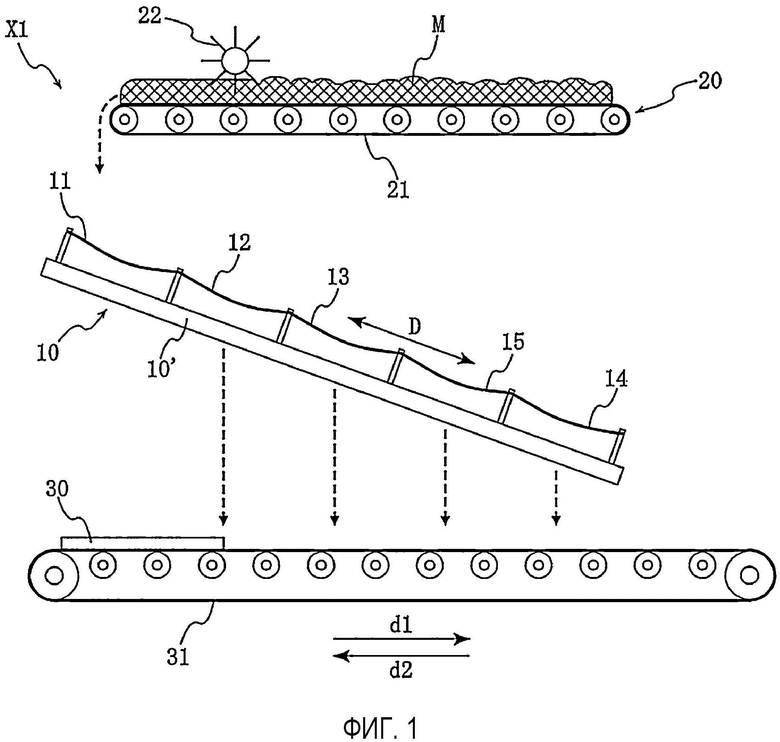
1. Устройство для изготовления строительного материала, содержащее:
просеивающий блок, включающий в себя комплект листов, каждый из которых выполнен с возможностью осуществления волнового движения при работе устройства, которые имеют наклон и которые расположены в направлении наклона, причем комплект листов включает в себя первый просеивающий лист и второй просеивающий лист, расположенный под первым просеивающим листом, первый просеивающий лист представляет собой лист, в котором множество ячеек, имеющих одинаковый размер, расположены с постоянным шагом в направлении ширины листа комплекта листов, а второй просеивающий лист представляет собой лист, в котором множество ячеек, имеющих два или более разных размеров, расположены в направлении ширины листа, или лист, который имеет ячеистую область и неячеистую область, которые расположены в направлении ширины листа; и
приемник для приема строительного исходного материала, прошедшего через ячейки просеивающего блока, причем приемник выполнен с возможностью перемещения под комплектом листов.
2. Устройство для изготовления строительного материала по п. 1, в котором размер каждой ячейки второго просеивающего листа больше, чем размер каждой ячейки первого просеивающего листа.
3. Устройство для изготовления строительного материала по п. 1, в котором второй просеивающий лист имеет ячеистую область в каждом из двух своих концевых участков в направлении ширины листа и имеет по меньшей мере одну неячеистую область между ячеистыми областями.
4. Устройство для изготовления строительного материала по п. 1, в котором комплект листов включает в себя третий просеивающий лист, расположенный под вторым просеивающим листом, причем третий лист представляет собой лист, в котором множество ячеек, имеющих одинаковый размер, превышающий размер каждой ячейки первого просеивающего листа, расположены с постоянным шагом в направлении ширины листа.
5. Устройство для изготовления строительного материала по п. 1, в котором комплект листов включает в себя третий просеивающий лист, расположенный между первым просеивающим листом и вторым просеивающим листом, причем третий лист представляет собой лист, в котором множество ячеек, имеющих одинаковый размер, превышающий размер каждой ячейки первого просеивающего листа, расположены с постоянным шагом в направлении ширины листа.
6. Способ изготовления строительного материала, осуществляемый с использованием:
просеивающего блока, включающего в себя комплект листов, которые имеют наклон и которые расположены в направлении наклона, причем комплект листов включает в себя первый просеивающий лист и второй просеивающий лист, расположенный под первым просеивающим листом, первый просеивающий лист представляет собой лист, в котором множество ячеек, имеющих одинаковый размер, расположены с постоянным шагом в направлении ширины листа комплекта листов, а второй просеивающий лист представляет собой лист, в котором множество ячеек, имеющих два или более разных размеров, расположены в направлении ширины листа, или лист, который имеет ячеистую область и неячеистую область, которые расположены в направлении ширины листа; и
приемника для приема строительного исходного материала, прошедшего через ячейки просеивающего блока, причем приемник выполнен с возможностью перемещения под комплектом листов,
причем способ включает:
просеивание строительного исходного материала с использованием комплекта просеивающих листов в состоянии, в котором каждый лист из комплекта просеивающих листов совершает волновое движение, и
формирование на приемнике ковра, включающего в себя первый слой, сформированный из строительного исходного материала, прошедшего через ячейки первого просеивающего листа, и второй слой, сформированный поверх первого слоя из строительного исходного материала, прошедшего через ячейки второго просеивающего листа.
7. Способ изготовления строительного материала по п. 6, в котором размер каждой ячейки второго просеивающего листа больше, чем размер каждой ячейки первого просеивающего листа.
8. Способ изготовления строительного материала по п. 6, в котором второй просеивающий лист имеет ячеистую область в каждом из двух своих концевых участков в направлении ширины листа и имеет по меньшей мере одну неячеистую область между ячеистыми областями.
9. Способ изготовления строительного материала по п. 6,
в котором комплект листов включает в себя третий просеивающий лист, расположенный под вторым просеивающим листом, причем третий лист представляет собой лист, в котором множество ячеек, имеющих одинаковый размер, превышающий размер каждой ячейки первого просеивающего листа, расположены с постоянным шагом в направлении ширины листа, и
причем способ включает формирование на приемнике ковра, включающего в себя первый слой, сформированный из строительного исходного материала, прошедшего через ячейки первого просеивающего листа, второй слой, сформированный поверх первого слоя из строительного исходного материала, прошедшего через ячейки второго просеивающего листа, и третий слой, сформированный поверх второго слоя из строительного исходного материала, прошедшего через ячейки третьего просеивающего листа.
10. Способ изготовления строительного материала по п. 6,
в котором комплект листов включает в себя третий просеивающий лист, расположенный между первым просеивающим листом и вторым просеивающим листом, причем третий лист представляет собой лист, в котором множество ячеек, имеющих одинаковый размер, превышающий размер каждой ячейки первого просеивающего листа, расположены с постоянным шагом в направлении ширины листа, и
причем способ включает формирование на приемнике ковра, включающего в себя первый слой, сформированный из строительного исходного материала, прошедшего через ячейки первого просеивающего листа, третий слой, сформированный поверх первого слоя из строительного исходного материала, прошедшего через ячейки третьего просеивающего листа, и второй слой, сформированный поверх третьего слоя из строительного исходного материала, прошедшего через ячейки второго просеивающего листа.
| JP 2017007229 A, 12.01.2017 | |||
| JP 2009241479 A, 22.10.2009 | |||
| US 6886304 B1, 03.05.2005 | |||
| US 5169573 A, 08.12.1992 | |||
| JP 2005279939 A, 13.10.2005 | |||
| Способ изготовления строительного материала | 1986 |
|
SU1488193A1 |

