Область техники, к которой относится изобретение
Настоящее изобретение относится к лопатке авиационного газотурбинного двигателя и к способу ее изготовления посредством литья по выплавляемым восковым моделям.
Уровень техники
Уровень техники представлен, в частности, документом FR-A1-2 874 186, поданным на имя заявителя, и документами ЕР-А1-3 450 683, US-A1-2016/208620, EP-A2-0 945 595, CN-B-104 493 081 и US-А1-2011/016717.
Лопатки газотурбинного двигателя и, в частности, турбины, подвергаются повышенным термическим напряжениям и содержат внутренние полости циркуляции вентиляционной текучей среды, как правило, воздуха в случае газотурбинного двигателя.
Как правило, эти лопатки изготавливают посредством литья по выплавляемым восковым моделям. Эта технология состоит в выполнении модели из воска или другого эквивалентного временного материала для детали, которую необходимо отлить. Модель окружают оболочковой формой из керамики. Эту форму изготавливают путем последовательных погружений модели в шликер, содержащий керамический материал, и путем обмазывания полученного слоя между каждым погружением. Форму сушат, содержащийся в ней воск удаляют при помощи первой термической обработке при соответствующей температуре, затем форму нагревают до высокой температуры, чтобы придать ей прочность, необходимую для литья. При этом получают отображение модели в виде полости, в которую заливают расплавленный металл. После охлаждения форму разрушают для извлечения детали. После этого последнюю подвергают простой чистовой обработке.
Если лопатка содержит полости для циркуляции потока охлаждающего воздуха, в модель необходимо включать один или несколько литейных стержней. Эта фаза способа содержит сначала отдельное изготовление стержня или стержней путем формования керамического материала, упрочненного при помощи связующего, в случае необходимости, их соединение и размещение стержня или стержней в восковую форму. Таким образом, модель формуют путем нагнетания воска в восковую форму. Модель образует реплику изготавливаемой детали.
На фиг. 1 в разрезе, перпендикулярном к оси детали, показана восковая форма 10, внутренняя стенка которой является отображением изготавливаемой детали. В данном случае эта форма состоит из двух частей 10А и 10В. В эту форму поместили стержень 12. В данном случае стержень 12 состоит из множества ответвлений 12А-12G, параллельных между собой и связанных с общим основанием. Ответвления образуют между собой пространства, которые образуют впоследствии перегородки после заливки металла. Для обеспечения крепления стержня 12 внутри формы предусмотрены распорки 14, например, из платины. Функцией этих распорок является сохранение пространства между стенками стержня 12 и внутренней стенкой 16 формы и даже, возможно, между ответвлениями 12А-12G стержня. При нагнетании воска это позволяет избежать неравномерности слоя и образуемых перегородок при причине случайного смещения стержня.
Как показано на фиг. 2, вышеупомянутые распорки 14 располагают в полых оттисках стенки стержня. Эти оттиски можно получить в момент формования стержня или путем механической обработки. Как правило, распорки 14 имеют удлиненную форму типа штыря или иглы, и их располагают на стержне, укладывая в направлении длины (проходящей вдоль продольной оси лопатки, которая является по существу радиальной по отношению к продольной оси газотурбинного двигателя, в котором ее устанавливают). Эти полые оттиски расположены, таким образом, в конкретном направлении.
Кроме того, стержень 12 содержит другие полые оттиски 18 на своей стенке, которые проходят в другом направлении, чтобы получить элементы возмущения потока текучей среды в полости лопатки. Как показано на фиг. 2, в некоторых случаях полые оттиски 18, предназначенные для получения элементов возмущения, и гнезда распорок 14 совпадают или по крайней мере перекрывают друг друга.
На следующем этапе формируют керамическую форму вокруг модели, полученной после ее извлечения из формы 10. После этого воск удаляют из формы и в форму заливают расплавленный металл, который заполняет пространство между стенками формы и стенками стержня. После соответствующей обработки удаляют элементы, образующие стержень, для получения полостей. При этом получают деталь и, в частности, лопатку 20, показанную на фиг. 3.
Расплавленный металл предназначен для заполнения пространств между ответвлениями 12А-12G и между стержнем и формой с целью получения перегородок и стенок полостей 22, а также для заполнения пустот полых оттисков стержня с целью получения выступающих элементов 24 на этих стенках полостей (см. фиг. 3). Как было указано выше, с учетом перекрывания некоторых полых оттисков стержня некоторые выступающие элементы перекрывают друг друга в полстях лопатки.
Однако в этих зонах перекрывания элементы возмущения теряют свою функцию и не создают завихрений в вентиляционном воздушном потоке, что серьезно сказывается на эффективности охлаждения лопатки, существенно снижая коэффициент теплообмена между лопаткой и этим потоком.
Задачей изобретения является решение этой проблемы таким образом, чтобы функция элементов возмущения в полости лопатки не ухудшалась по причине присутствия и перекрывания других выступающих элементов этой полости.
Раскрытие изобретения
Объектом изобретения является лопатка авиационного газотурбинного двигателя, при этом лопатка содержит по меньшей мере одну внутреннюю полость циркуляции вентиляционного воздушного потока, при этом полость имеет стенку, которая содержит первые выступающие элементы, ориентированные по меньшей мере в первом направлении и образующие элементы возмущения воздушного потока, причем эта стенка дополнительно содержит по меньшей мере один второй выступающий элемент, ориентированный по меньшей мере во втором направлении, отличном от первого направления, причем этот второй элемент и по меньшей мере один из первых элементов перекрывают друг друга в одной зоне, отличающаяся тем, что первый элемент или каждый первый элемент, который перекрывает второй элемент, имеет высоту, превышающую высоту второго элемента в упомянутой зоне и которая превышает высоту других первых элементов стенки, чтобы сохранить свою функцию элемента возмущения по всей своей протяженности.
В настоящей заявке под высотой выступающего элемента следует понимать размер этого элемента, измеренный вдоль направления, нормального к поверхности, на которой он выступает.
Таким образом, понятно, что, хотя первые и второй элементы могут перекрывать друг друга, первые элементы всегда выше, чем второй элемент, и, следовательно, всегда выступают внутрь полости, сохраняя свою функцию элемента возмущения потока.
Заявленная лопатка может иметь один или несколько следующих признаков, рассматриваемых отдельно друг от друга или в комбинации друг с другом:
- направления первых и второго элементов являются по существу перпендикулярными одно относительно другого или одни относительно других;
- направления первых и второго элементов наклонены относительно друг друга;
- первый элемент или каждый первый элемент и/или упомянутый второй элемент имеет общую удлиненную форму;
- только один из первых элементов перекрывает упомянутый второй элемент и образует с ним крест;
- два из первых элементов перекрывают упомянутый второй элемент и образуют ответвления на двух противоположных сторонах этого второго элемента;
- первый элемент или каждый первый элемент, который перекрывает упомянутый второй элемент, имеет высоту, которая меняется и является максимальной в упомянутой зоне.
Объектом настоящего изобретения является также стержень из керамики для изготовления описанной выше лопатки при помощи способа изготовления посредством литья по выплавляемым восковым моделям, причем этот стержень содержит часть, выполненную с возможностью формования упомянутой полости, и содержит, с одной стороны, первые полые оттиски, ориентированные по меньшей мере в первом направлении и выполненные с возможностью формования упомянутых выступающих элементов, и, с другой стороны, по меньшей мере один второй полый оттиск, ориентированный по меньшей мере во втором направлении, отличном от первого направления, и образующий гнездо для распорки, причем этот второй оттиск и по меньшей мере один из первых оттисков перекрывают друг друга в одной зоне, отличающийся тем, что первый оттиск или каждый первый оттиск, который перекрывает второй оттиск, имеет глубину, превышающую глубину второго оттиска в упомянутой зоне.
В настоящей заявке под глубиной полого оттиска следует понимать размер этого оттиска, измеренный вдоль направления, нормального к поверхности дна этого оттиска.
Объектом изобретения является также способ изготовления описанной выше лопатки при помощи процесса изготовления посредством литья по выплавляемым восковым моделям с применением описанного выше керамического стержня.
Краткое описание фигур
Другие признаки и преимущества изобретения будут более очевидны из нижеследующего подробного описания со ссылками на прилагаемые чертежи, на которых:
Фиг. 1 - схематичный вид в поперечном разрезе формы и керамического стержня для изготовления лопатки посредством литья по выплавляемым восковым моделям.
Фиг. 2 - схематичный вид в осевом разрезе формы и керамического стержня для изготовления лопатки посредством литья по выплавляемым восковым моделям.
Фиг. 3 - схематичный вид в поперечном разрезе лопатки газотурбинного двигателя.
Фиг. 4 - частичный схематичный вид полости лопатки газотурбинного двигателя, иллюстрирующий вариант выполнения изобретения.
Фиг. 5 - схематичный вид, иллюстрирующий вариант выполнения, показанный на фиг. 4.
Фиг. 6 - частичный схематичный вид в перспективе полости лопатки газотурбинного двигателя, иллюстрирующий другой вариант выполнения изобретения.
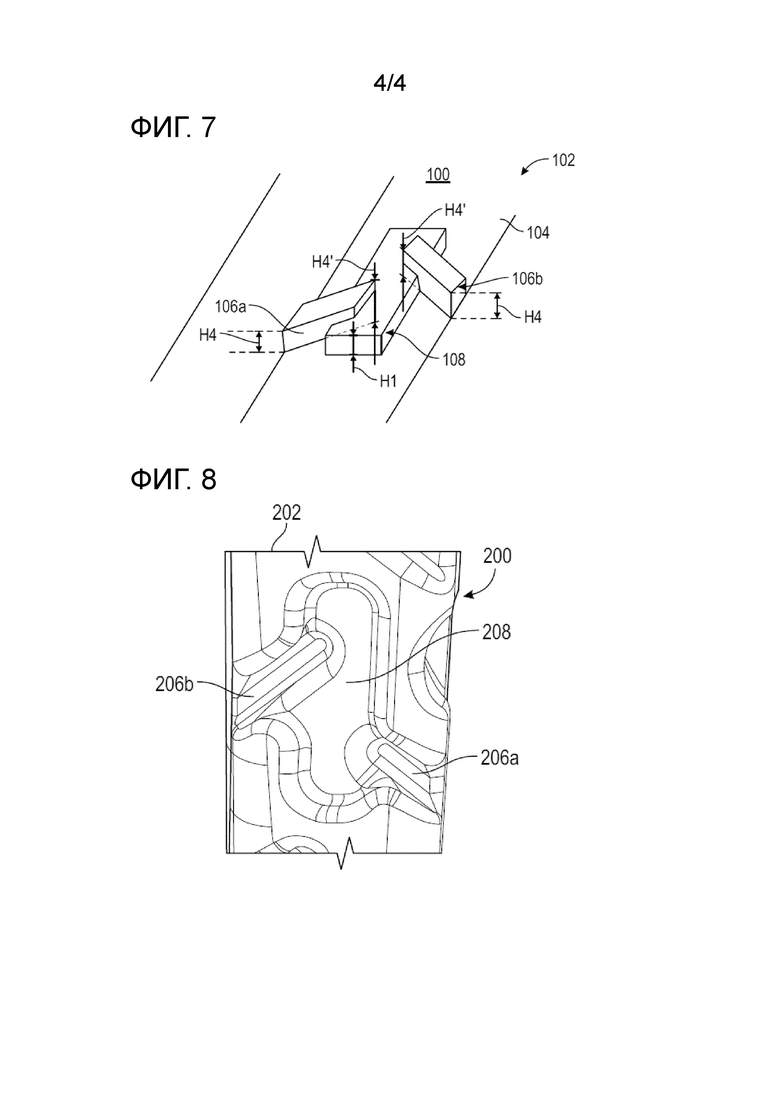
Фиг. 7 - схематичный вид, иллюстрирующий вариант выполнения, показанный на фиг. 6.
Фиг. 8 - частичный схематичный вид в перспективе полых оттисков стержня для получения полости из варианта выполнения, показанного на фиг. 6.
Подробное описание изобретения
Фиг. 1-3 описаны выше и иллюстрируют предшествующий уровень техники. Они иллюстрируют также изобретение, поскольку описание этих фигур применимо к изобретению.
На фиг. 4 и 5 показан первый вариант выполнения изобретения. На фиг. 4 показана полость 100 лопатки 102, которая видна лишь частично и может считаться подобной лопатке, показанной на фиг. 3.
Полость 100 имеет общую удлиненную форму и получена при помощи стержня, что было указано выше и что известно специалисту в области изготовления лопатки посредством литья по выплавляемым восковым моделям. Полость 100 содержит стенку 104, на которой находятся выступающие элементы 106, 108.
В настоящей заявке под первым выступающим элементом, обозначенным позицией 106, следует понимать элемент, выполненный с возможностью образования элемента возмущения воздушного потока. Воздушный поток F, который проходит в полости, должен будет огибать этот элемент, который будет создавать завихрения в воздушном потоке и способствовать, таким образом, теплообменам между этим воздушным потоком F и стенкой 104 (фиг. 5).
Элемент 106 в основном имеет удлиненную форму и может иметь форму параллелепипеда, цилиндра и т.д.
Элемент 106 проходит в конкретном направлении, и элементы 106 одной полости 100 могут располагаться параллельно друг другу.
Как правило, они проходят в направлении, перпендикулярном или наклонном по отношению к направлению воздушного потока F в полости 100, и образуют препятствия для этого потока.
В настоящей заявке под вторым выступающим элементом, обозначенным позицией 108, следует понимать элемент, полученный в процессе изготовления лопатки 102 и не имеющий специальной функции внутри полости 100.
Этот второй элемент 108 ориентирован во втором направлении, отличном от первого направления и, как правило, параллельном направлению воздушного потока F в полости.
Как видно на чертежах и как упомянуто выше, элементы 106, 108 могут перекрывать друг друга.
В варианте выполнения, показанном на фиг. 4 и 5, только один из первых элементов 106 перекрывает второй элемент 108 по существу в его середине, образуя крест. Таким образом, в представленном примере направления первого и второго элементов 106, 108 являются по существу перпендикулярными.
Второй элемент 108 имеет высоту Н1, которая является постоянной. Первый элемент 106, перекрывающий второй элемент 108, имеет высоту Н2, которая превышает Н1. Высота Н2 первого элемента 106 тоже является постоянной. На фиг. 4 видно, что высота Н2 может превышать высоту Н3 других первых элементов полости, которые не перекрывают второй элемент. Кроме того, высота Н3 может быть подобна Н1.
На фиг. 6 и 7 представлен второй вариант выполнения изобретения. На фиг. 6 показана полость 100 лопатки 102, которая тоже частично видна.
Полость 102 подобна полости из предыдущего варианта выполнения и содержит на своей стенке 104 второй выступающий элемент 108, который тоже подобен второму выступающему элементу, описанному выше.
Кроме того, стенка 104 содержит первые выступающие элементы 106а, 106b, отличные от описанных выше выступающих элементов 106.
Каждый элемент 106а, 106b имеет общую удлиненную форму и может иметь форму параллелепипеда, цилиндра и т.д.
Элементы 106а, 106b проходят в направлениях, наклонных относительно направления элемента 108. Кроме того, элементы 106а, 106b наклонены относительно друг друга таким образом, что образуют шеврон, даже если они не примыкают друг к другу и, следовательно, отстоят друг от друга в представленном примере.
В данном случае элементы 106а, 106b расположены с двух сторон от элемента 108 и образуют, таким образом, боковые ответвления элемента 108. Элемент 106а расположен с наклоном и доходит до верхнего конца элемента 108, тогда как элемент 106b расположен с наклоном и доходит до нижнего конца элемента 108.
Второй элемент 108 имеет постоянную высоту Н1. Высоты Н4, Н4’ элементов 106а, 106b могут меняться. Максимальная высота Н4’ элементов 106а, 106b находится на уровне концов этих элементов, которые находятся в зонах перекрывания, тогда как высота Н4 является высотой противоположных концов этих элементов.
В данном случае элементы 106а, 106b выполнены в виде наклонных рамп. Высота Н4 может быть равна высоте других первых элементов полости, которые не перекрывают второй элемент.
На последней фигуре частично показан керамический стержень 200 для изготовления лопатки 103 и, в частности, полости 100 этой лопатки согласно описанному выше второму варианту выполнения.
Этот стержень 200 содержит часть 202, выполненную с возможностью образовать полость 100, и содержит, с одной стороны, первые полые оттиски 206а, 206b, ориентированные в первых направлениях и выполненные с возможностью образовать элементы 106а, 106b, и, с другой стороны, по меньшей мере один второй полый оттиск 208, ориентированный во втором направлении, отличном от первых направлений, и образующий гнездо для распорки 14.
Этот второй оттиск 208 и первые оттиски 206а, 206b перекрывают друг друга в одной зоне, и эти первые оттиски 206а, 206b имеют глубину, превышающую глубину второго оттиска 208 в упомянутой зоне. Таким образом, понятно, что первые оттиски 206а, 206b отступают в большей степени (являются более глубокими), чем второй элемент 208, и что эту разность глубин определяют таким образом, чтобы получить разность высоты выступающих элементов 106а, 106b, 108 внутри полости изготавливаемой лопатки.
Во время изготовления лопатки посредством литья по выплавляемым восковым моделям заливаемый в форму расплавленный металл будет занимать пустые пространства, оставленные воском и распорками 14. Таким образом, расплавленный металл будет занимать пространство полых оттисков 206а, 206b, 208 для получения выступающих элементов 106а, 106b, 108, показанных на фиг. 5 и 6.



Лопатка (102) авиационного газотурбинного двигателя, при этом лопатка содержит по меньшей мере одну внутреннюю полость (100) циркуляции вентиляционного воздушного потока, при этом полость имеет стенку (104), которая содержит первые выступающие элементы (106), ориентированные в первом направлении и образующие элементы возмущения воздушного потока, причем эта стенка дополнительно содержит по меньшей мере один второй выступающий элемент (108), ориентированный по меньшей мере во втором направлении, отличном от первого направления, причем этот второй элемент и по меньшей мере один из первых элементов перекрывают друг друга в одной зоне, отличающаяся тем, что первый элемент или каждый первый элемент, который перекрывает второй элемент, имеет высоту (Н2, Н4’), превышающую высоту (Н1) второго элемента в упомянутой зоне и которая превышает высоту (Н3) других первых элементов стенки, чтобы сохранить свою функцию элемента возмущения по всей своей протяженности. Достигается эффективность охлаждения лопатки. 3 н. и 6 з.п. ф-лы, 8 ил.
1. Лопатка (102) авиационного газотурбинного двигателя, содержащая по меньшей мере одну внутреннюю полость (100) циркуляции вентиляционного воздушного потока, при этом полость имеет стенку (104), которая содержит первые выступающие элементы (106, 106а, 106b), ориентированные по меньшей мере в первом направлении и образующие элементы возмущения воздушного потока, причем стенка дополнительно содержит по меньшей мере один второй выступающий элемент (108), ориентированный по меньшей мере во втором направлении, отличном от первого направления, причем второй элемент и по меньшей мере один из первых элементов перекрывают друг друга в одной зоне, отличающаяся тем, что первый элемент или каждый первый элемент, который перекрывает второй элемент, имеет высоту (Н2, Н4’), превышающую высоту (Н1) второго элемента в упомянутой зоне и которая превышает высоту (Н3) других первых элементов стенки, чтобы сохранить свою функцию элемента возмущения по всей своей протяженности.
2. Лопатка (102) по п. 1, отличающаяся тем, что направления первых и второго элементов (106, 108) являются по существу перпендикулярными относительно друг друга.
3. Лопатка (102) по п. 1, отличающаяся тем, что направления первых и второго элементов (106а, 106b, 108) наклонены относительно друг друга.
4. Лопатка (102) по одному из предыдущих пунктов, отличающаяся тем, что первый элемент или каждый первый элемент (106, 106а, 106b) и/или упомянутый второй элемент (108) имеет общую удлиненную форму.
5. Лопатка (102) по одному из предыдущих пунктов, в которой только один из первых элементов (106) перекрывает упомянутый второй элемент (108) и образует с ним крест.
6. Лопатка (102) по одному из предыдущих пунктов, в которой два из первых элементов (106а, 106b) перекрывают упомянутый второй элемент (108) и образуют ответвления на двух противоположных сторонах второго элемента.
7. Лопатка (102) по одному из предыдущих пунктов, в которой первый элемент или каждый первый элемент (106а, 106b), который перекрывает упомянутый второй элемент (108), имеет высоту (Н4, Н4’), которая меняется и является максимальной в упомянутой зоне.
8. Стержень (200) из керамики для изготовления лопатки (102) по одному из предыдущих пунктов при помощи способа изготовления посредством литья по выплавляемым восковым моделям, причем стержень содержит часть, выполненную с возможностью формования упомянутой полости (100), и содержит, с одной стороны, первые полые оттиски (206а, 206b), ориентированные по меньшей мере в первом направлении и выполненные с возможностью формования упомянутых выступающих элементов (106а, 106b), и, с другой стороны, по меньшей мере один второй полый оттиск (208), ориентированный по меньшей мере во втором направлении, отличном от первого направления, и образующий гнездо для распорки, причем второй оттиск и по меньшей мере один из первых оттисков перекрывают друг друга в одной зоне, отличающийся тем, что первый оттиск или каждый первый оттиск, который перекрывает второй оттиск, имеет глубину, превышающую глубину второго оттиска в упомянутой зоне.
9. Способ изготовления лопатки по одному из пп. 1-7 при помощи литья по выплавляемым восковым моделям с применением керамического стержня по п. 8.
| Устройство для огневого обезвреживания жидких отходов | 1980 |
|
SU945595A1 |
| FR 2874186 A1, 17.02.2006 | |||
| EP 3450683 A1, 06.03.2019 | |||
| US 7144220 B2, 05.12.2006 | |||
| УСОВЕРШЕНСТВОВАННЫЙ СПОСОБ ИЗГОТОВЛЕНИЯ ПО ВЫПЛАВЛЯЕМОЙ ВОСКОВОЙ МОДЕЛИ КОЛЬЦЕВОГО ЛОПАТОЧНОГО УЗЛА ТУРБОМАШИНЫ, МЕТАЛЛИЧЕСКАЯ ФОРМА И ВОСКОВАЯ МОДЕЛЬ ДЛЯ РЕАЛИЗАЦИИ ТАКОГО СПОСОБА | 2010 |
|
RU2534594C2 |
| ОХЛАЖДАЕМАЯ ЛОПАТКА ТУРБИНЫ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 1995 |
|
RU2093304C1 |

