Область техники
Изобретение относится к сварке давлением, в частности к контактной шовной сварке, и может быть использовано для сварки гофрированных балок с поясами из гнутых профилей.
Уровень техники
Известен способ контактной шовной сварки (патент SU 1505713, кл. В23K 11/06, Опубликовано 07.09.89 Бюл. №33), при котором на поверхности роликового электрода выполняют волнообразные рельефы. В результате этого появляется дополнительная сдвиговая деформация в направлении, перпендикулярном усилию сжатия электродов.
Недостатком указанного способа является изменение площади контакта роликового электрода и детали, давления и плотности тока в зоне контакта роликовых электродов и свариваемых деталей в процессе сварки, что приводит к ухудшению условий формирования соединения металлов в зоне их контакта и снижению качества сварки.
Необходимость в согласовании времени поворота роликового электрода на один выступ с длительностью цикла сварочного тока ограничивает диапазон варьирования параметров режима сварки и технологические возможности способа.
Известен способ контактной шовной сварки (патент RU 2706264 МПК B23K 11/06. Опубликовано: 15.11.2019 Бюл. № 32) при котором предварительно на рабочей поверхности одного роликового электрода выполняют центральную выемку, а на рабочей поверхности другого роликового электрода выполняют центральный выступ. На машину для контактной шовной сварки устанавливают роликовые электроды напротив друг друга так, чтобы выемка на одном роликовом электроде совпадала с выступом на другом роликовом электроде. Свариваемые детали собирают между собой, устанавливают между роликовыми электродами и сжимают сварочным усилием. Через зону контакта роликовых электродов со свариваемыми деталями пропускают импульсы сварочного тока с одновременным вращением роликовых электродов.
Недостатком известного технического решения является то, что данный способ контактной шовной сварки нельзя применить для гофрированных балок с поясами из гнутых профилей.
Наиболее близким объектом по технической сущности и достигаемому результату является сварная балка (заявка на изобретение RU 2008113516 А, МПК E04C 3/00. Дата публикации заявки: 20.10.2009), содержащая две горизонтальные полки и вертикальную, расположенную между ними и приваренную к ним тонкостенную волнообразную перегородку, причем амплитуда волны перегородки равна половине ширины полок, а перегородка приварена к полкам в стыках своих вершин с краями полок, при этом тонкостенная перегородка выполнена синусоидальной.
Недостатком известного технического решения является низкое качество сварки.
Раскрытие изобретения
Техническим результатом является повышение качества сварки за счет постоянной площади контакта роликовых электродов и детали по линии наименьшего сопротивления прогрева по перпендикуляру к касательной в точке сварки.
Указанный технический результат достигается в способе изготовления контактной шовной сваркой гофрированной балки, содержащей гофрированную стенку в форме синусоиды и пояса из гнутого профиля, включающем пропускание импульсов тока через зону контакта роликовых электродов со свариваемыми деталями и передачу усилия к свариваемым деталям, предварительно зафиксированным на прихватки, причем используют роликовые электроды, выполненные в форме эллипса, при этом в точке каждой вершины синусоиды гофростенки один электрод располагают при совмещении его большой оси эллипса с осью синусоиды, а второй электрод – при совмещении его малой оси эллипса с осью синусоиды, а радиусы эллипса роликового электрода выбирают из условия обеспечения в процессе сварки контакта роликовых электродов с гофростенкой в каждой точке сварки перпендикулярно касательной к синусоиде, при том роликовые электроды относительно внутренней плоскости пояса устанавливают под углом наклона 45 градусов.
Отличительными признаками являются:
используют роликовые электроды, выполненные в форме эллипса, при этом в точке каждой вершины синусоиды гофростенки один электрод располагают при совмещении его большой оси эллипса с осью синусоиды, а второй электрод – при совмещении его малой оси эллипса с осью синусоиды, а радиусы эллипса роликового электрода выбирают из условия обеспечения в процессе сварки контакта роликовых электродов с гофростенкой в каждой точке сварки перпендикулярно касательной к синусоиде, это повышает качество сварки за счет минимального расстояния прогрева между электродами;
роликовые электроды относительно внутренней плоскости пояса устанавливают под углом наклона 45 градусов, это повышает качество сварки.
Сопоставительный анализ признаков заявленного решения с признаками прототипа и аналогов свидетельствует о соответствии заявленного решения критерию «новизна».
Краткое описание чертежей
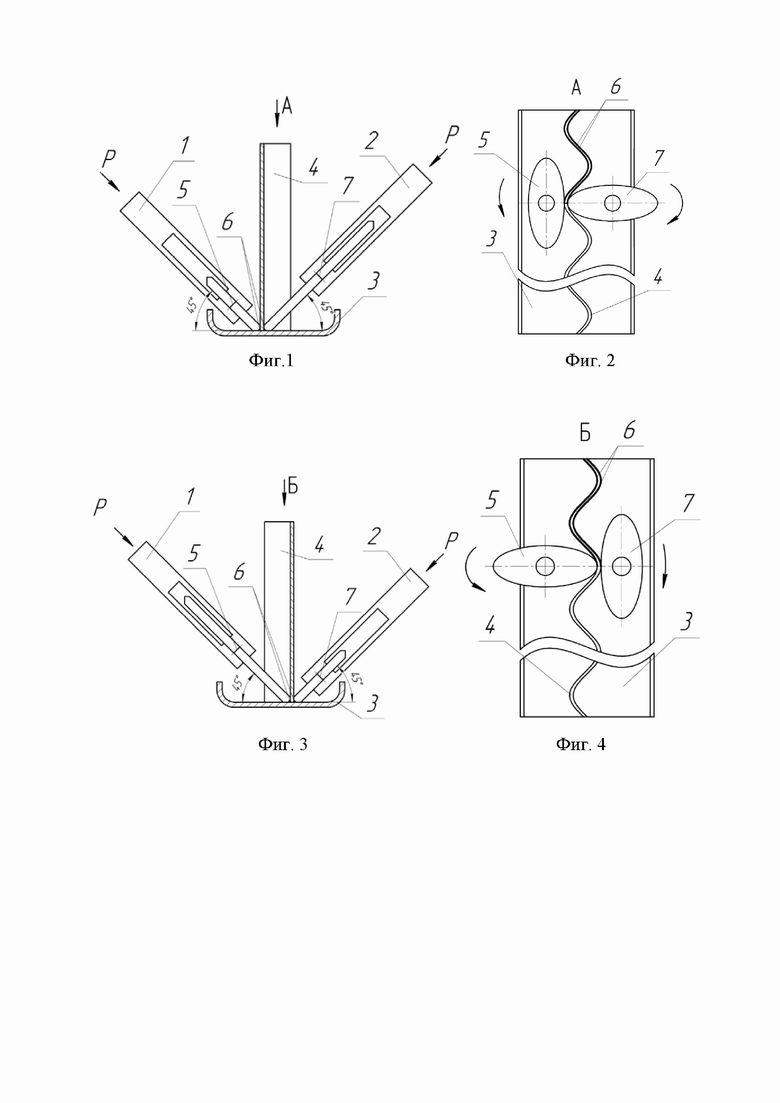
Способ контактной шовной сварки гофрированных балок с поясами из гнутых профилей поясняется чертежами. На фиг.1 приведен фронтальный вид с разрезом в точке контакта роликовых электродов в крайнем левом положении синусоиды гофростенки, включающий: 1 – левый механизм удержания роликовых электродов и подачи усилия прижима; 2 – правый механизм удержания роликовых электродов и подачи усилия прижима; 3 - пояс из гнутого швеллерового профиля; 4 - гофрированную стенку; 5 – левый эллипсовидный роликовый электрод, совмещенный малой осью эллипса с осью синусоиды; 6 – сварной шов; 7 – правый эллипсовидный роликовый электрод, совмещенный большой осью эллипса с осью синусоиды.
На фиг.2 приведен вид А с фиг.1, включающий: 3 - пояс из гнутого швеллерового профиля; 4 - гофрированную стенку; 5 – левый эллипсовидный роликовый электрод, совмещенный малой осью эллипса с осью синусоиды; 6 – сварной шов; 7 – правый эллипсовидный роликовый электрод, совмещенный большой осью эллипса с осью синусоиды.
На фиг.3 приведен фронтальный вид с разрезом в точке контакта роликовых электродов в крайнем правом положении синусоиды гофростенки, включающий: 1 – левый механизм удержания роликовых электродов и подачи усилия прижима; 2 – правый механизм удержания роликовых электродов и подачи усилия прижима; 3 - пояс из гнутого швеллерового профиля; 4 - гофрированную стенку; 5 – левый эллипсовидный роликовый электрод, совмещенный большой осью эллипса с осью синусоиды; 6 – сварной шов; 7 – правый эллипсовидный роликовый электрод, совмещенный малой осью эллипса с осью синусоиды.
На фиг.4 приведен вид Б с фиг.3, включающий: 3 - пояс из гнутого швеллерового профиля; 4 - гофрированную стенку; 5 – левый эллипсовидный роликовый электрод, совмещенный большой осью эллипса с осью синусоиды; 6 – сварной шов; 7 – правый эллипсовидный роликовый электрод, совмещенный малой осью эллипса с осью синусоиды.
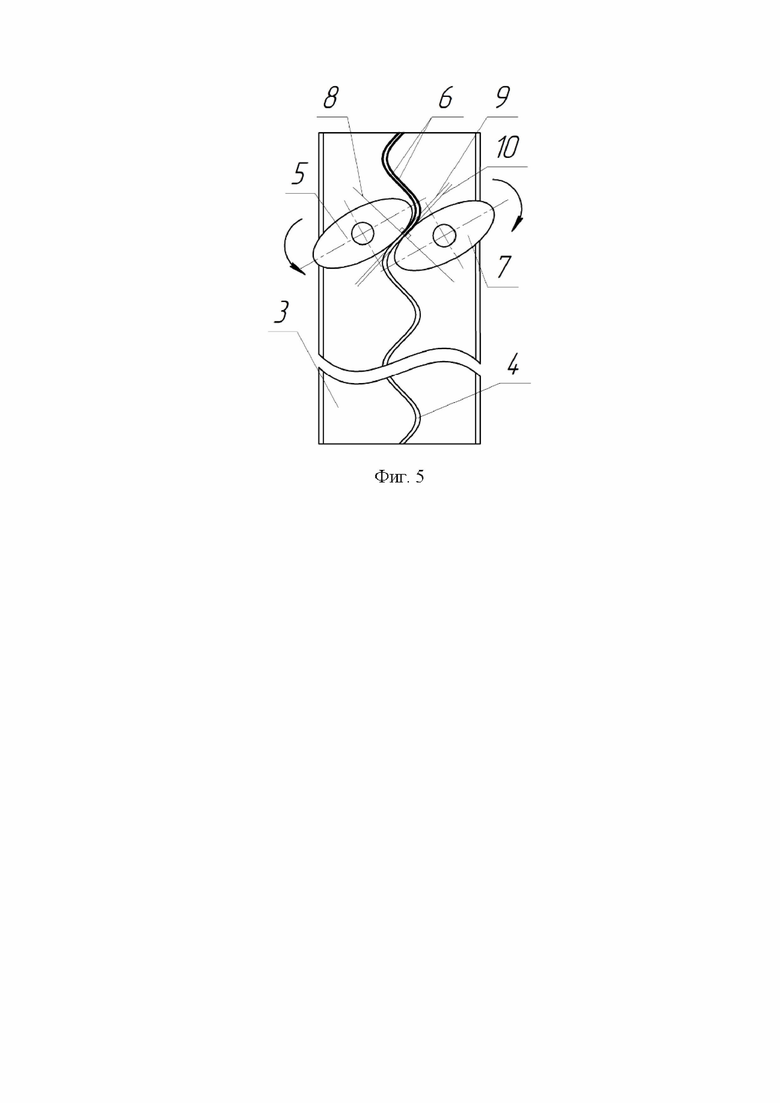
На фиг.5 приведен горизонтальный вид положения, механизма удержания роликовых электродов у гофростенки, по перпендикуляру к касательной в точке контакта, включающий: 3 - пояс из гнутого швеллерового профиля; 4 - гофрированную стенку; 5 – левый эллипсовидный роликовый электрод; 6 – сварной шов; 7 – правый эллипсовидный роликовый электрод; 8 - перпендикуляр к касательной в точке контакта синусоиды; 9 - касательная в точке контакта синусоиды левым эллипсовидным роликовым электродом; 10 - касательная в точке контакта синусоиды правым эллипсовидным роликовым электродом.
Осуществление изобретения
Способ контактной шовной сварки гофрированных балок с поясами из гнутых профилей осуществляется следующим образом. На машину для шовной роликовой сварки с двух сторон устанавливают механизмы удержания роликовых электродов левый 1 и правый 2. На них установлены эллипсовидные роликовые электроды левый 5 и правый 7. Эллипсовидные роликовые электроды 5 и 7 устанавливают так, чтобы угол наклона относительно горизонтальной плоскости гнутого профиля и относительно вертикальной оси гофрированной полосы составил 45 градусов для осуществления тавровой сварки встык. Пояс из гнутого швеллерового профиля 3 и гофрированная стенка 4 предварительно собраны и состыкованы между собой с помощью ряда сварных точек полуавтоматической сваркой в среде защитных газов (MIG/MAG). На собранную гофрированную балку синхронно работающими механизмами удержания роликовых электродов левым 1 и правым 2 роликовых электродов создают сварочное усилие P. Далее через зону контакта роликовых электродов левого 5 и правого 7 со свариваемыми деталями гофрированной стенки 4 с поясом из гнутого швеллерового профиля 3 пропускают импульсы сварочного тока с одновременной синхронной подачей механизмов удержания роликовых электродов левым 1 и правым 2 на линии перпендикуляра 8 к касательной в точке контакта синусоиды левым эллипсовидным роликовым электродом 9 и правым эллипсовидным роликовым электродом 10. Причем вращение роликовых электродов выполняют с совмещением малой оси эллипса левого электрод 5 с осью синусоиды гофростенки в крайнем левом положении, а также большой оси эллипса правого электрод 7 с этой осью синусоиды. Аналогично синхронно выполняют вращение роликовых электродов с совмещением большой оси эллипса левого электрод 5 с осью синусоиды гофростенки в крайнем правом положении, а также малой оси эллипса правого электрод 7 с этой осью синусоиды. При прохождении импульсов сварочного тока происходит интенсивный нагрев металла деталей под электродами и соединение деталей с образованием сварного двустороннего шва между ними. Величину сварочного усилия, скорость подачи машины для шовной роликовой сварки с двух сторон свариваемой балки, параметры импульса сварочного тока выбирают в зависимости от материала и толщины свариваемых деталей. Во избежание недоката или переката (недобежки или перебежки) эллипсовидных роликовых электродов 5 и 7 относительно гофрированной стенки 4 и для полного надежного контакта в каждой точке сварки синусоиды длину поверхности контакта эллипса роликовых электродов 5 и 7 выполняют равной длине кривой гофростенки за два периода. Период синусоиды гофростенки равен 140 мм, амплитуда 40 мм, длина кривой гофростенки за один период составляет 160 мм. Длина поверхности контакта эллипса роликовых электродов равна 320 мм. Длина кривой гофростенки за один период уточнена по аналитическому выражению [4]. Периметр эллипса роликовых электродов уточнен по аналитическим выражениям [5, 6].
Таким образом, повышение качества сварки выполняется за счет постоянной площади контакта роликовых электродов и детали по линии наименьшего сопротивления прогрева по перпендикуляру к касательной в точке сварки, являющегося минимальным расстоянием между электродами.
Источники информации:
1. Патент SU 1505713, МПК В23K 11/06. Опубликовано: 07.09.1989 Бюл. №33;
2. Патент RU 2706264, МПК B23K 11/06. Опубликовано: 15.11.2019 Бюл. № 32;
3. заявка на изобретение RU 2008113516 А, МПК E04C 3/00. Дата публикации заявки: 20.10.2009;
4.Длина дуги синусоиды: https://cyclowiki.org/wiki/Длина_дуги_синусоиды;
5. Длина дуги эллипса: https://cyclowiki.org/wiki/Длина_дуги_эллипса;
6. http://analysis.spbu.ru/f-doska/ellint.pdf
| название | год | авторы | номер документа |
|---|---|---|---|
| Металлическая рама каркаса здания или сооружения | 2022 |
|
RU2796706C1 |
| Ленточный железобетонный фундамент и способ его изготовления | 2019 |
|
RU2716533C1 |
| Монолитная железобетонная крепь вертикального прямоугольного шахтного ствола | 2021 |
|
RU2769639C1 |
| Монолитная железобетонная крепь горизонтальной горной выработки | 2021 |
|
RU2767760C1 |
| СПОСОБ ЗАМОНОЛИЧИВАНИЯ СВАРКОЙ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ КРОМОК ГОФР СТЕНОК КОРПУСОВ ТРАНСФОРМАТОРОВ С ОДНОВРЕМЕННОЙ ПРИВАРКОЙ УСИЛИВАЮЩИХ ПРУТКОВ | 2013 |
|
RU2542204C1 |
| Способ крепления наклонной горной выработки монолитным железобетоном | 2022 |
|
RU2780037C1 |
| Монолитная железобетонная крепь наклонной горной выработки | 2022 |
|
RU2777631C1 |
| Способ крепления шахтного ствола эллипсного сечения монолитным железобетоном | 2023 |
|
RU2804015C1 |
| СПОСОБ И УСТРОЙСТВО ЗАМОНОЛИЧИВАНИЯ СВАРКОЙ КРОМОК ГОФР СТЕНОК КОРПУСОВ ТРАНСФОРМАТОРОВ | 2009 |
|
RU2426630C1 |
| Железобетонный тюбинг для крепления горизонтальных горных выработок эллипсовидного сечения | 2021 |
|
RU2771358C1 |
Изобретение может быть использовано для контактной сварки гофрированных балок с поясами из гнутых профилей. Используют роликовые электроды в форме эллипса. Пропускают импульсы тока через зону контакта роликовых электродов со свариваемыми деталями. В точке каждой вершины синусоиды гофростенки один электрод располагают при совмещении его большой оси эллипса с осью синусоиды, а второй электрод – при совмещении его малой оси эллипса с осью синусоиды. Радиусы эллипса роликового электрода выбирают из условия обеспечения в процессе сварки контакта роликовых электродов с гофростенкой в каждой точке сварки перпендикулярно касательной к синусоиде. Роликовые электроды относительно внутренней плоскости пояса устанавливают под углом наклона 45 градусов. Способ обеспечивает высокое качество сварки за счет постоянной площади контакта роликовых электродов и детали по линии наименьшего сопротивления прогрева по перпендикуляру к касательной в точке сварки. 5 ил.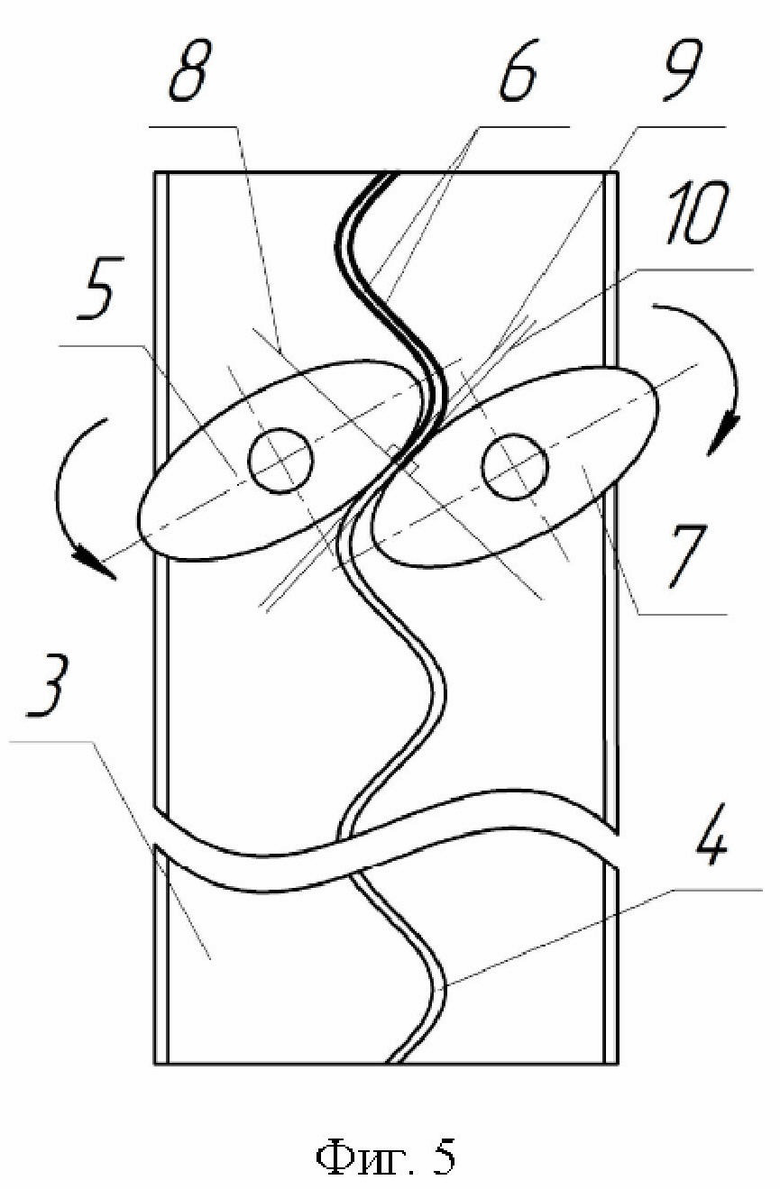
Способ изготовления контактной шовной сваркой гофрированной балки, содержащей гофрированную стенку в форме синусоиды и пояса из гнутого профиля, включающий пропускание импульсов тока через зону контакта роликовых электродов со свариваемыми деталями и передачу усилия к свариваемым деталям, предварительно зафиксированным на прихватки, отличающийся тем, что используют роликовые электроды, выполненные в форме эллипса, причем в точке каждой вершины синусоиды гофростенки один электрод располагают при совмещении его большой оси эллипса с осью синусоиды, а второй электрод – при совмещении его малой оси эллипса с осью синусоиды, а радиусы эллипса роликового электрода выбирают из условия обеспечения в процессе сварки контакта роликовых электродов с гофростенкой в каждой точке сварки перпендикулярно касательной к синусоиде, при этом роликовые электроды относительно внутренней плоскости пояса устанавливают под углом наклона 45 градусов.
| RU 2008113516 А, 20.10.2009 | |||
| Устройство для сварки криволинейных швов | 1991 |
|
SU1773654A1 |
| 0 |
|
SU189137A1 | |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СВАРКИ КРИВОЛИНЕЙНЫХ ШВОВ | 0 |
|
SU211710A1 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ СОТОВЫХ КОНСТРУКЦИЙ | 0 |
|
SU189958A1 |
| CN 0204975656 U, 20.01.2016. | |||

