Изобретение относится к сварочному производству, а точнее к способам замоноличивания сваркой кромок гофр стенок корпусов трансформаторов, и может быть использовано в энергомашиностроении при изготовлении гофростенок сварных корпусов трансформаторов с протяженными поверхностями активного охлаждения.
Известен способ замоноличивания сваркой кромок гофрированных стенок (Новицкий А.Ф., Крюков Г.М., Анисимов В.Н. и др. «Создание сварочного комплекса для замоноличивания кромок гофрированных стенок корпусов трансформаторов нового поколения серии ТМГ», журнал «Сварочное производство» №9. М., Машиностроение, 2007, стр.30-34). В сварочном комплексе используется способ сварки неплавящимся электродом в среде аргона, при этом кромки свариваются за счет образования общей сварочной ванны движением сварочных горелок сверху-вниз.
Замена сварки неплавящимся электродом в среде аргона на плазменную сварку в этом комплексе позволила увеличить скорость замоноличивания кромок до 2 м/мин.
Однако основным недостатком описанного способа является невозможность приварки усиливающих прутков к гофрам непосредственно в процессе замоноличивания кромок, поэтому прутки приваривают вручную на отдельном рабочем месте, что значительно снижает производительность изготовления гофростенок.
Известен также способ для заварки кромок гофростенок в промышленной линии фирмы «Heinrich Georg GMBH» для изготовления гофрированных стенок трансформаторных емкостей типа TKWA 1600 (проспект фирмы «Heinrich Georg GMBH», 1983, с.3-4), принятый в качестве прототипа, в которой используется сварочный процесс MAG с двумя сварочными горелками (по одной на каждой стороне гофростенки) для подачи сварочной проволоки диаметром 0,8 мм с защитой в газовой смеси (85% аргона и 15% углекислого газа), при этом перед сваркой кромок укладывают на гофры усиливающий пруток и приваривают его в начале процесса замоноличивания, а затем сваривают кромки с подачей сварочной проволоки в сварочную ванну.
Однако для обеспечения бездефектного сварного шва на вертикальной гофре этим способом требуется высокая степень точности намотки сварочной проволоки в катушках с порядовой укладкой витков, так как любое даже незначительное торможение в подаче проволоки приводит к пропускам заполнения сварного шва и образованию несплошностей в шве. Исправление брака повторной сваркой в устройстве, так же как и ручная подварка шва, ухудшают его товарный вид. Кроме этого, применение сварочной проволоки без добавления прочности сварному шву увеличивает себестоимость сварки за счет ненужного расходования присадочной проволоки на протяженных швах.
Техническим результатом изобретения является использование более производительных способов сварки с повышением качества сварных замоноличивающих швов и одновременное увеличение производительности изготовления гофростенок.
Технический результат достигается тем, что при способе замоноличивания сваркой в среде защитных газов кромок гофр стенок корпусов трансформаторов с одновременной приваркой усиливающих прутков, включающем укладку на гофры с двух сторон стенки усиливающих прутков и фиксацию их относительно гофр, установку сварочных горелок на позицию сварки, зажим кромок и удерживание их при сварке посредством сварочных губок, сварку, после установки сварочных горелок на позицию сварки подают посредством подающего механизма присадочную проволоку в зазор между прутками и гофрой параллельно привариваемому прутку, останавливают подачу присадочной проволоки, включают сварочный ток, зажигают сварочную дугу и расплавляют конец присадочной проволоки между прутками и гофрами, приваривая прутки в месте их соприкосновения с гофрой, и в момент расплавления присадочной проволоки отрывают ее конец от сварочной ванны реверсом подающего механизма, после чего, перемещая сварочные горелки вдоль кромок гофр, сваривают их без присадочной проволоки, выключают сварочный ток, сварочные губки разжимают, горелки возвращают в исходное перед сваркой положение, и затем перемещают их вместе с подающим механизмом проволоки к следующей гофре или перемещают на шаг стенку, подавая на позицию сварки следующую гофру.
Осуществление способа замоноличивания сваркой в среде защитных газов кромок гофр стенок корпусов трансформаторов с одновременной приваркой усиливающих прутков поясняется чертежами, где на:
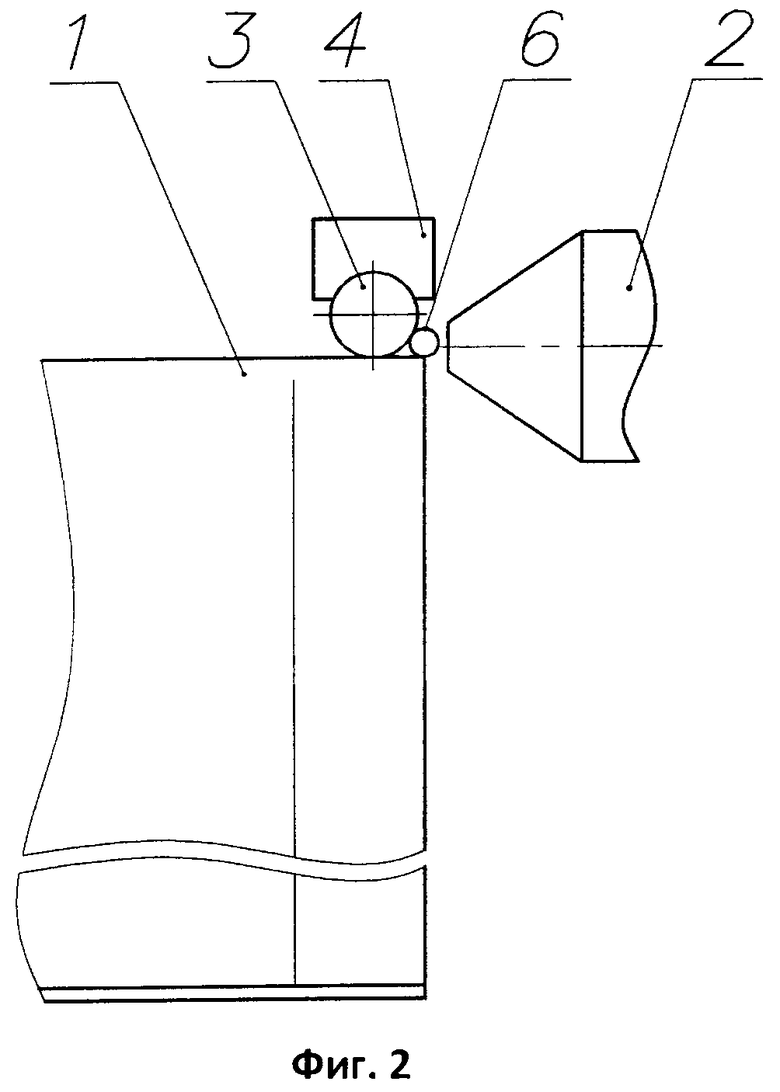
фиг.1 схематично показан способ замоноличивания сваркой кромок гофр стенок корпусов трансформаторов, вид со стороны сварочной горелки при сварке второй гофры.
фиг.2 показана схема расположения усиливающего прутка относительно гофры, присадочной проволоки и сварочной горелки до приварки прутка, вид сбоку.
Способ осуществляется следующим образом.
После установки сварочных горелок 2 на позицию сварки и подачи свариваемой гофростенки 1 ее первую гофру ориентируют относительно сварочных горелок 2, расположенных по обе стороны от гофростенки 1.
Затем укладывают усиливающие прутки 3 на гофры с двух сторон гофростенки 1 и фиксируют прутки прижимами 4.
Зажимают кромки гофр с двух сторон стенки 1 сварочными губками (на фиг.1, 2 условно не показаны) и подают механизмами 5 в зазор между прутками 3 и гофрой параллельно привариваемому прутку 3 присадочную проволоку 6 на определенный фиксированный вылет и останавливают подачу присадочной проволоки.
Включают сварочный ток, зажигают сварочную дугу и расплавляют присадочную проволоку в зазоре между прутками 3 и гофрой, приваривая прутки 3 в месте контакта их с гофрой к гофростенке 1.
В момент расплавления присадочной проволоки 6 реверсом подающих механизмов 5 отрывают концы присадочной проволоки 6 от сварочных ванн на величину их первоначальной подачи перед сваркой.
Сварочные горелки 2 перемещают вниз вдоль кромок гофры и замоноличивают их, расплавляя кромки с образованием общей сварочной ванны.
В самой нижней точке гофры выключают сварочный ток, разжимают сварочные губки, возращают сварочные горелки 2 на исходное перед сваркой положение.
Затем или перемещают сварочные горелки 2 вместе с подающими механизмами 5 к следующей гофре или перемещают на шаг гофростенку 1, подавая на позицию сварки следующую гофру.
Таким образом, применение предложенного способа замоноличивания сваркой в среде защитных газов кромок гофр стенок корпусов трансформаторов с одновременной приваркой усиливающих прутков позволяет получать надежные сварные швы без пропусков, исключив необходимость исправления брака ручной сваркой, и при этом повысить производительность изготовления гофростенок за счет совмещения приварки усиливающих прутков с процессом замоноличивания кромок гофр.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ЗАМОНОЛИЧИВАНИЯ СВАРКОЙ КРОМОК ГОФР СТЕНОК КОРПУСОВ ТРАНСФОРМАТОРОВ | 2009 |
|
RU2426630C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ ШВОВ С ПЕРИОДИЧЕСКИМ ПЕРЕМЕННЫМ ПОПЕРЕЧНЫМ СЕЧЕНИЕМ | 2008 |
|
RU2374048C1 |
| УСТРОЙСТВО ДЛЯ ПРИХВАТКИ ГОФРОСТЕНОК К РАМКЕ КРЫШКИ И ДНИЩУ КОРПУСОВ ТРАНСФОРМАТОРОВ | 2011 |
|
RU2467856C1 |
| СПОСОБ СБОРКИ ИЗДЕЛИЙ КОРОБЧАТОЙ ФОРМЫ ДЛЯ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2479393C1 |
| УЧАСТОК ИЗГОТОВЛЕНИЯ КОРОБЧАТЫХ СВАРНЫХ ИЗДЕЛИЙ | 2008 |
|
RU2378097C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРИВАРКИ ГОРЛОВИН ПЛОСКИХ ПАНЕЛЕЙ К КОЛЛЕКТОРНОЙ ТРУБЕ | 2009 |
|
RU2404037C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЕРТИКАЛЬНОЙ СВАРКИ ПЛАВЛЕНИЕМ ПО ЩЕЛЕВОЙ РАЗДЕЛКЕ | 2015 |
|
RU2598746C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ ПОЛОС И ТРУБНЫХ ЗАГОТОВОК В НЕПРЕРЫВНЫХ АГРЕГАТАХ | 2008 |
|
RU2378090C1 |
| Способ гибридной лазерно-дуговой сварки | 2017 |
|
RU2640105C1 |
Изобретение может быть использовано в энергомашиностроении при изготовлении гофростенок сварных корпусов трансформаторов с протяженными поверхностями активного охлаждения. Укладывают на гофры с двух сторон стенки усиливающие прутки и фиксируют их прижимами. Зажимают кромки и удерживают их при сварке посредством сварочных губок. Присадочную проволоку подают в зазор между прутками и гофрой параллельно привариваемому прутку. Останавливают подачу сварочной проволоки и расплавляют дугой конец присадочной проволоки между прутками и гофрами с приваркой прутков в месте их соприкосновения с гофрой. В момент расплавления присадочной проволоки отрывают ее конец от сварочной ванны реверсом подающего механизма. Сваривают кромки гофры с образованием общей сварочной ванны. После окончания сварки перемещают сварочные горелки вместе с подающим механизмом проволоки к следующей гофре или перемещают на шаг стенку с подачей на позицию сварки следующей гофры. Способ обеспечивает повышение качества сварных замоноличивающих швов с одновременным увеличением производительности изготовления гофростенок. 2 ил.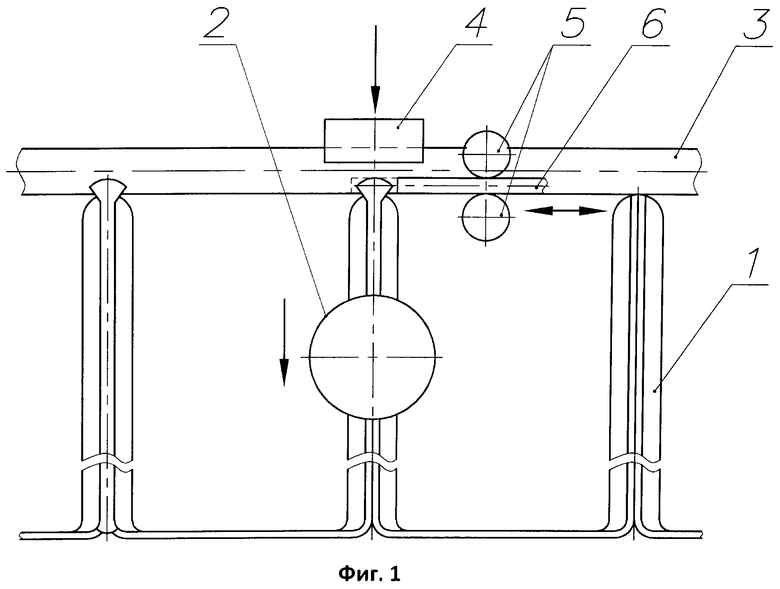
Способ замоноличивания сваркой в среде защитных газов кромок гофр стенок корпусов трансформаторов с одновременной приваркой усиливающих прутков, включающий укладку усиливающих прутков на гофры с двух сторон стенки и фиксацию их относительно гофр, установку сварочных горелок на позицию сварки, зажим кромок гофр и сварку с удерживанием кромок посредством сварочных губок, отличающийся тем, что после установки сварочных горелок на позицию сварки посредством подающего механизма подают присадочную проволоку в зазор между прутками и гофрой параллельно привариваемому прутку, останавливают подачу присадочной проволоки, включают сварочный ток, зажигают сварочную дугу и расплавляют конец присадочной проволоки между прутками и гофрой с привариванием прутков в месте их соприкосновения с гофрой, а в момент расплавления присадочной проволоки отрывают ее конец от сварочной ванны реверсом подающего механизма, после чего перемещают сварочные горелки вдоль кромок гофры и сваривают их без присадочной проволоки, после выключения сварочного тока разжимают сварочные губки, возвращают горелки в исходное перед сваркой положение и затем перемещают их вместе с подающим механизмом проволоки к следующей гофре или перемещают на шаг стенку с подачей на позицию сварки следующей гофры.
| СПОСОБ И УСТРОЙСТВО ЗАМОНОЛИЧИВАНИЯ СВАРКОЙ КРОМОК ГОФР СТЕНОК КОРПУСОВ ТРАНСФОРМАТОРОВ | 2009 |
|
RU2426630C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ ШВОВ С ПЕРИОДИЧЕСКИМ ПЕРЕМЕННЫМ ПОПЕРЕЧНЫМ СЕЧЕНИЕМ | 2008 |
|
RU2374048C1 |
| Устройство для гофрирования ленты и скрепления гофров | 1982 |
|
SU1044393A1 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ДЕТАЛЕЙ | 0 |
|
SU286949A1 |
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |

