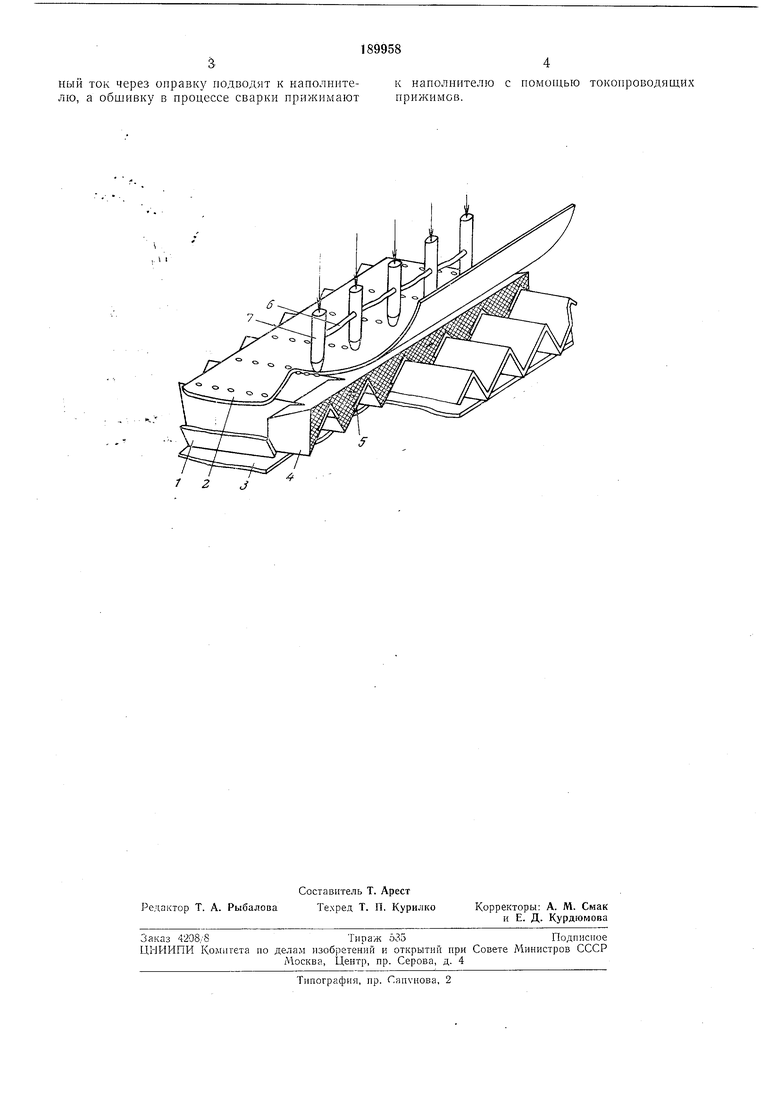
Известным способом контактной сварки сотовых конструкций с применением токонодводяшей оправки, располагаемой между свариваемыми элементами и перемещающейся в процессе сварки, нельзя сваривать общивки с наполнителями из ортогонального гофра. По цредложенному способу сварочный ток. через оправку проводят только к наполнителю, а общивку во время сварки прижимают к наполнителю с помощью токопроводящих прижимов. Благодаря этому упрощается технологический процесс и повыщается качество сварных соединений при приварке толстостенной обшивки. Па чертеже изображено устройство для осуществления способа. К гофрированному наполнителю 1 приваривают обншвки 2 и 5. Между разведенными свариваемыми элементами располагают оправку 4, изготовленную из изоляционного материала и снабженную токоподводами 5. По мере сварки оправку перемещают, а свариваемые элементы сжимают замкнутыми между собой токопроводящими перемычками 6 прижимами 7. Таким образом, при сварке основная часть тока протекает от токоподвода 5 вдоль гофра наполнителя / к точке, где общнвка 2 прижимается к верщине гофра прижимом 7. Далее через общивку и другой прижим к другой верщине гофра и затем ко второму токоподводу. При этом часть тока шунтируется по гофрированному наполнителю. Ток щунтирования, протекающий по обшивке, участвзет в образовании сварного соединения и позволяет уменьщить ток, протекающий по прижимам 7, благодаря чему качество наружной поверхности общивки улучщается. Поочередно или совместно включая соответствующие пары токоподводов 5, сваривают ряд точек и затем при снятом усилии прижатия перемещают оправки, после чего производят сварку следующего ряда точек. Конструкция оправки может быть различной и выбирается в зависимости от конфигурации свариваемых элементов. Для роликовой сварки производят соответствующую замену прижимов. Предмет изобретения Способ контактной сварки сотовых конструкций с применением токоподводящей оправки, располагаемой между обшивкой и наполнителем и перемещаемой относительно сварпваелюй конструкции, отличающийся тем, что, с целью упрощения технологического процесса и повыщения качества сварных соединений при приварке толстостенной обшивки, свароч1 2 J
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для КОНТАКТНОЙ СВАРКИ МНОГОСЛОЙНЫХ сотовых КОНСТРУКЦИЙ | 1967 |
|
SU195563A1 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ СОТОВЫХ КОНСТРУКЦИЙ | 1969 |
|
SU245225A1 |
| ;ОЮЗНАЯ | 1973 |
|
SU381491A1 |
| Машина для сборки и сварки сотовых заполнителей | 1981 |
|
SU1011352A1 |
| ОБЪЕМНЫЙ ЭЛЕМЕНТ ДЛЯ СОТОВЫХ КОНСТРУКЦИЙ И СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНЫХ СОТОВЫХ КОНСТРУКЦИЙ С ЕГО УЧАСТИЕМ | 1994 |
|
RU2084349C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ МНОГОСЛОЙНЫХ СОТОВЫХ ПАНЕЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2309826C1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ ПАНЕЛЕЙ С СОТОВЫМ ЗАПОЛНИТЕЛЕМ | 2004 |
|
RU2268813C1 |
| Устройство для сварки панелей с сотовым заполнителем | 1980 |
|
SU1245254A3 |
| ТОКОПОДВОДЯЩИЙ МУНДШТУК ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ В УЗКУЮ РАЗДЕЛКУ | 2012 |
|
RU2521166C2 |
| УСТРОЙСТВО ДЛЯ ПРИХВАТКИ ГОФРОСТЕНОК К РАМКЕ КРЫШКИ И ДНИЩУ КОРПУСОВ ТРАНСФОРМАТОРОВ | 2011 |
|
RU2467856C1 |