фиг /
Изобретение относится к сварочному производству, а именно к следящим устройствам для направления сварочного электрода по шву изделий, преимущественно для изготовления двутаврового элемента, имеющего гофрированную стенку.
Известно устройство для сварки плоских криволинейных швов, содержащее ко- пирные ролики, охватывающие шаблон так, что расстояние между точками контакта с поверхностями шаблона кратчайшее 1.
Недостатком устройства является сложность конструкции, так как требуется изготовление шаблона.
Известно следящее устройство для сварки угловых швов, содержащее основание, шарнирно установленный на основании рычаг со сварочной головкой и копирными роликами 2.
Это устройство обеспечивает сварку вогнутых криволинейных швов тел вращения и не обеспечивает сварку выпуклых контуров.
Целью изобретения является расширение технологических возможностей - обеспечения сварки выпуклых и вогнутых контуров с различной кривизной.
Цель достигается тем, что в устройстве для сварки криволинейных швов, содержащем основание, шарнирно установленный на основании рычаг со сварочной головкой и копирными роликами,сварочная головка и копирные ролики смонтированы на раме, шарнирно закрепленной на рычаге, с осью вращения ее, проходящей в середине раствора копирных роликов.
На фиг.1 изображено предлагаемое устройство; на фиг.2 - разрез А-А на фиг.1.
На основании 1 на подшипниках установлен вал 2. по концам жестко соединенный с рычагами 3. Каждый рычаг 3 на одном конце имеет противовес 4, а на другом - шарнир 5 для крепления рамы 6. Рама 6 сверху и снизу снабжена копирными роликами: верхним 7 и нижним 8. На верхней
части рамы закреплены сварочные головки 9. При помощи нажимных винтов 10 раствор копирных роликов задается равным толщине стенки 11с установкой середины этого
раствора по оси вращения рамы б в шарнирах 5.
Устройство работает следующим образом.
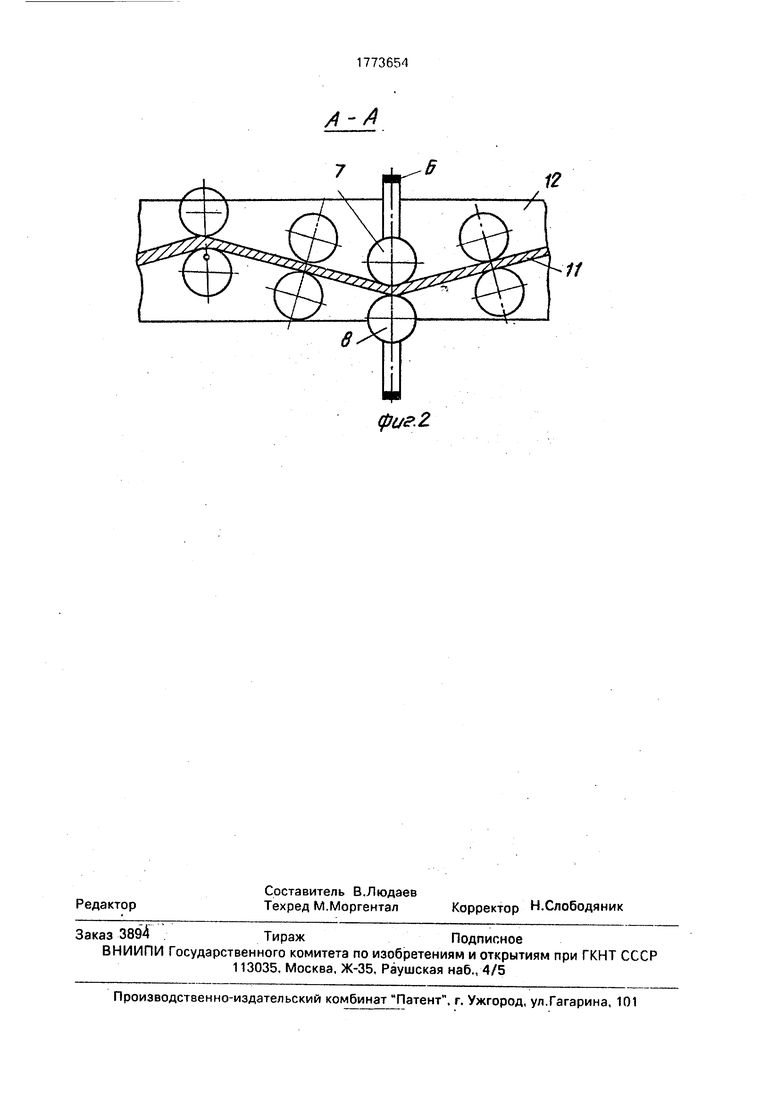
Гофрированная стенка 11 вместе с поясами -12 проходит через устройство для сварки. Копирные ролики 7 и 8 обкатываются по стенке, при этом охватывают ее так, что расстояние между точками контакта на поверхностях стенки кратчайшее (равно
толщине стенки), за счет этого рама б в шарнирах 5 самоустанавливается своей плоскостью по нормали к обкатываемому роликами участку стенки. Это также позволяет закрепленным на раме сварочным головкам удержать заданный сварочный зазор. Гофрами стенки рама 6 одновременно поворачивается в шарнирах 5 и на подшипниках вала 2.
Противовес 4 ликвидирует давление
верхнего ролика 7 на стенку 11 От всех находящихся на другом плече рычага 3 частей устройства, а ось вращения рамы в шарнирах 5, проходящая в середине раствора копирных роликов, позволяет с меньшими
погрешностями копирным роликам ориентировать сварочные головки относительно шва.
Формула изобретения Устройство для сварки криволинейных
швов, содержащее основание, шарнирно установленный на основании рычаг с рамой, смонтированные на ней сварочную головку и копирные ролики, отличающееся тем, что, с целью расширения технологических возможностей путем обеспечения сварки тавровых соединений, рама шарнирно закреплена на рычаге, а ролики расположены симметрично по обе стороны относительно оси шарнирного закрепления
рамы на рычаге.
А-А
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки плоских криволинейных швов | 1980 |
|
SU935240A1 |
| Установка для сварки | 1977 |
|
SU677857A1 |
| Устройство для дуговой сварки круговых швов | 1990 |
|
SU1775257A1 |
| Устройство для сварки плоских криволинейных швов | 1987 |
|
SU1481015A1 |
| Устройство для сварки плоских криволинейных швов | 1981 |
|
SU998066A2 |
| Устройство для сборки и сварки кожухов центробежных вентиляторов | 1985 |
|
SU1316777A1 |
| Устройство для автоматической сварки криволинейных изделий | 1978 |
|
SU766805A1 |
| Устройство для автоматической сварки угловых швов | 1980 |
|
SU965682A1 |
| Полуавтомат для фасонной резки труб | 1983 |
|
SU1146157A1 |
| Устройство для сварки | 1989 |
|
SU1787727A1 |
Использование: для свзрки изделий. преимущественно таврового соединения, имеющих гофрированную стенку. Сущность изобретения: устройство для сварки криволинейных швов содержит основание 1. шэо- нирно закрепленный на нем оуизг 3. На рычаге 3 з шарнирах 5 закреплена озмз 6 со сеаромной гогоекой 9 и копионымч оолика- 7.8, Ко тзктные поверхности когионых роликов 7 8 сзкре ены чэ сзсстса толщины обкатываемой поверхности 11, а ось ерзщечир ОЗ ИУ б в шаенмрзх 5 проходит е середине састяооз копионых ооликов 7,8, что позвопяет ориентировать сварочную го- ловку 9 в зо«е сварки с меньшими porceiMНОСТОММ. 2 ИЯ.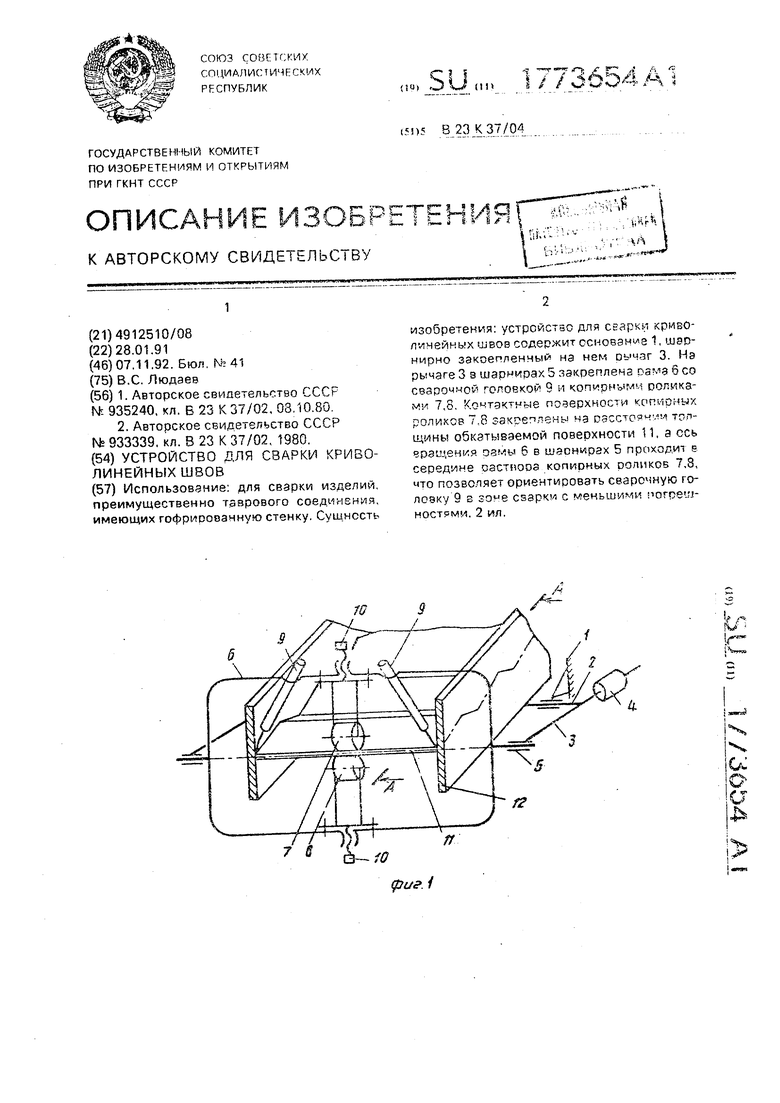
фиг.2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для сварки плоских криволинейных швов | 1980 |
|
SU935240A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Следящее устройство для сварки угловых швов | 1980 |
|
SU933339A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
