Область техники, к которой относится изобретение
Фантомы позвонков являются анатомическими медицинскими моделями и могут найти широкое применение в области проведения обучающих нейрохирургических операций, например, в области нейрохирургии. Различают декоративные (показательные) фантомы, с помощью которых возможно проводить обучение функциональным особенностям и анатомическому строению. Существуют также фантомы, позволяющие проводить хирургическое обучение мануальным действиям, которые необходимы при проведении оперирования пациентов. Например, для имитации процесса установки транспедикулярных систем на позвоночник. Такие фантомы имеют однослойную или многослойную структуру, в зависимости от предлагаемого качества желаемой имитации. Например, двухслойные фантомы имеют внешний слой, имитирующий костную кортикоидную ткань, и внутренний слой, имитирующий губчатую костную ткань. Каждый фантом может обладать своим уникальным способом изготовления.
Уровень техники
Из современной научно-технической литературы и патентной документации известны патенты, описывающие процесс изготовления многослойных изделий:
US 9238320 B2 - процесс производства полиуретановых композитных компонентов. Данный патент описывает способ производства композитного компонента, включающего опору из термопластичной композиции и по меньшей мере один полиуретановый слой, находящийся в непосредственном контакте с опорой. Данный способ производства позволяет получать прочные композитные изделия с улучшенными характеристиками.
KR 102089845 В1 - способ и устройство для получения многослойного литья под давлением с межэтапным охлаждением. Помимо устройства для изготовления, данный патент описывает метод поэтапного литья по меньшей мере двухслойных изделий, где каждый новый отливаемый элемент является по меньшей мере частичной оболочкой для предыдущих. Данный способ производства обеспечивает высокую точность позиционирования каждого нового слоя относительно предыдущего за счет частичной фиксации предыдущего слоя в форме.
DE 102015007832 A1 оптический компонент и метод производства оптического компонента в процессе многослойного литья под давлением. Настоящее изобретение относится к оптическому компоненту, изготовленному методом многослойного литья под давлением, в частности к оптическому компоненту для светильника. Данный патент описывает технологию литья под давлением по меньшей мере в два этапа изделия большого объема по меньшей мере в двух формах, при котором каждый последующий заливаемый элемент позиционируется относительно предыдущего с помощью фиксации в форме.
US 7048534 B2 - процессы формовки и устройства для формовки мячей для гольфа. Данный патент раскрывает технологию формирования многослойного мяча для гольфа, состоящего по меньшей мере дух слоев и содержащего по меньшей мере одно углубление, позволяющее центрировать сердцевину мяча относительно формообразующей поверхности внешнего слоя. Технология позволяет равномерно наносить на сердцевину мяча для гольфа по меньшей мере один внешний слой, улучшающий характеристики изделия
СА 2951051 С - Метод изготовления анатомических фантомов с элементами, имеющими переменную плотность. Данный патент раскрывает технологию поэтапного изготовления многослойных анатомических структур на основе поливинилового спирта с помощью размещения смеси в составных формах для последующего отверждения состава методом цикличного замораживания и оттаивания. Технология подразумевает размещение уже застывшего элемента в форму большего размера, заполненную незастывшей смесью для получения многослойных изделий с инкапсулированными элементами.
Несмотря на то что вышеописанные методы многослойного производства позволяют изготавливать изделия с помощью поэтапного нанесения каждого нового слоя на зафиксированный в форме уже изготовленный элемент, ни один из предложенных способов не позволяет производить изделия, в которых каждый новый слой полностью закрывал бы собой предыдущий.
В качестве ближайшего аналога (прототипа) выбран патент US 20180350268 A1. Данный патент описывает комплект спинального тренажера, включающий анатомическую модель по меньшей мере части позвоночного столба, состоящий из аналогов позвоночных сегментов и аналогов межпозвоночных дисков, изготавливаемых из поливинилалкоголя методом замораживания и оттаивания. Акцент сделан на методе изготовления аналогов межпозвоночных дисков. Однако данный аналог не предполагает понимание необходимости регулировки сил взаимодействия хирургического инструмента с телом позвонка, возникающих в процессе проведения хирургических операций. Также авторы не устанавливают соотношения компонентов применяемых материалов и не меняют свойства применяемых материалов, в частности, возникающие при деформировании этих материалов.
Заявленное изобретение, в отличие от ближайшего аналога, позволяет проводить обучение медицинских работников процессу проведения установки транспедикулярных винтов с учетом изменения силовых параметров, возникающих в ходе проведения хирургических манипуляций.
Раскрытие сущности изобретения
Изобретение представляет собой фантом, применяемый в хирургических целях, который состоит из внешнего слоя с толщиной, определенной в диапазоне от 1.5 до 3 мм, имитирующего костную кортикоидную ткань, и внутреннего слоя, силовые параметры при деформации которого регулируются соотношением двухкомпонентного литьевого полиуретана и двухкомпонентного литьевого пенополиуретана на этапе изготовлении.
Задача изобретения - предоставлять хирургам возможность проводить хирургическое обучение мануальным действиям с разными силовыми ощущениями, которые могут возникать при проведении операций над позвонками. При этом мануальные действия осуществляются при помощи хирургических инструментов, таких как транспедикулярный винт или метчик. В частности, двухслойный фантом позвонка позволяет осуществлять имитацию процесса установки транспедикулярных винтов.
Техническим результатом изобретения является возможность проводить регулирование силовых параметров материала, получая разные свойства материала для осуществления более качественной имитации и приближения по свойствам к реальным позвонкам пациента двухслойного фантома позвонка с регулируемыми силовыми параметрами материала. Предлагаемый фантом позвонка включает внешний слой с толщиной, определенной в диапазоне от 1.5 до 3 мм, имитирующий костную кортикоидную ткань, и внутренний слой, силовые параметры при деформации которого регулируются соотношением компонентов материала.
Поставленная задача решается, а заявленный технический результат достигается на этапе изготовления при помощи изменения соотношения двухкомпонентного литьевого полиуретана и двухкомпонентного литьевого пенополиуретана в составе внутреннего слоя фантома позвонка, имитирующего трабекулярную костную ткань. Следует отметить, что состав для изготовления равномерного внешнего слоя фантома позвонка, в отличии от состава для изготовления внутреннего слоя, неизменен и состоит из двухкомпонентного литьевого полиуретана.
Материал имеет силовые свойства сопротивления проникновению внутрь своей структуры. Приложенные внешние силы и крутящие моменты к материалу, возникающие от применения деформирующих хирургических инструментов на позвонке, порождают внутренние усилия сопротивления. Эти внутренние усилия, распределенные по площади поверхности соприкосновения материала и инструмента, называются механическим напряжением.
Механическое напряжение материала зависит от природы вещества и характеризуется внутренними силами взаимодействия молекул, которые направлены против давления и деформации материала. Количественная оценка данного параметра для определенного материала возможна, по косвенной оценке, деформации, вызванной этим механическим напряжением, посредством использования тензометрических датчиков вкупе со специализированной методикой и математическим обеспечением. При этом в зависимости от формы выбранного инструмента для нагнетания деформаций методика определения механических напряжений и математический аппарат кардинально отличаются. В случае применения хирургических инструментов резьбовой формы, таких как транспедикулярные винты и метчики, методики определения механических напряжений в настоящий момент не имеется. Поэтому для анализа механических свойств материала, которые непосредственно влияют на процесс проведения хирургической манипуляции, в графическом и числовом виде, вводится такое понятие как силовые параметры материала. Силовые параметры материала позвонков - это силовые характеристики, полученные в ходе процесса механического взаимодействия деформирующего хирургического инструмента и материала позвонка при проведении хирургической манипуляции. Как и механические напряжения, определять силовые параметры материала целесообразно также с помощью тензометрических датчиков.
Тензометрический датчик измеряет линейные силы и крутящие моменты, возникающие в области соприкосновения деформирующей кромки хирургического инструмента и материала позвонка. Так как материал хирургического инструмента или винта-импланта имеет на порядок большую твердость, чем материал позвонка, его можно принять за недеформируемое твердое тело. Из этого следует, что измеренные тензометрическим датчиком значения линейных сил и крутящих моментов, при выполнении хирургической манипуляции, будут способствовать определению силовых параметров и характеризовать силовые свойства сопротивления материала позвонка.
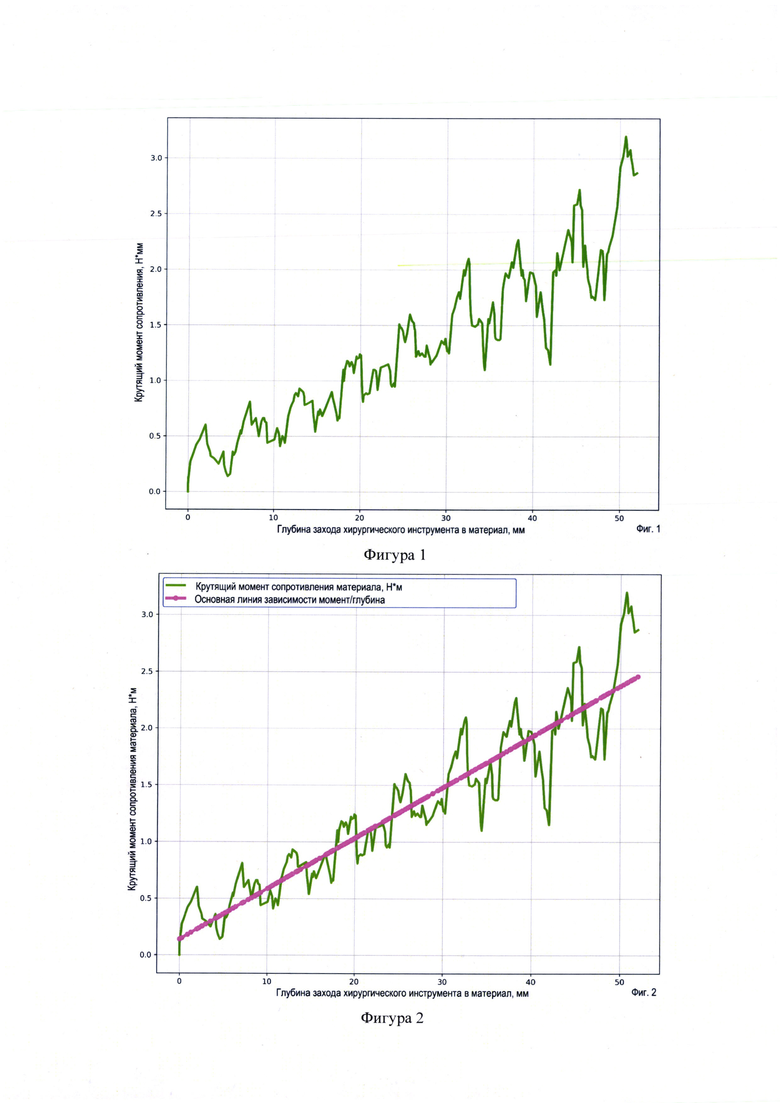
При вращательно-поступательном движении во время введения деформирующего хирургического инструмента в материал позвонка наиболее значительной частью внешнего усилия является крутящий момент сопротивления относительно продольной оси инструмента. Не менее важным параметром хода хирургической манипуляции является глубина захода хирургического инструмента в материал позвонка. Поэтому силовые параметры материала основываются на измеряемом крутящем моменте сопротивления материала и глубине захода хирургического инструмента. А определить силовые параметры материала позвонка возможно на основе анализа зависимости этих параметров друг относительно друга. Функция изменения крутящего момента сопротивления относительно глубины погружения деформирующего хирургического инструмента является нелинейной (фигура 1), что на порядок усложняет процесс численного анализа данной зависимости.
Для существенного упрощения процесса анализа силовых параметров материала позвонка следует преобразовать полученную зависимость измеренного крутящего момента сопротивления материала от глубины захода хирургического инструмента (далее по тексту - зависимость момент/глубина) в линейную функцию. Для того чтобы построить прямую по измеренным данным, необходимо ее аппроксимировать, посредством применения метода наименьших квадратов. Далее на основе вычисленных коэффициентов и значений аргумента исходной функции строится прямая линия, являющаяся основной линией зависимости момент/глубина (фигура 2).
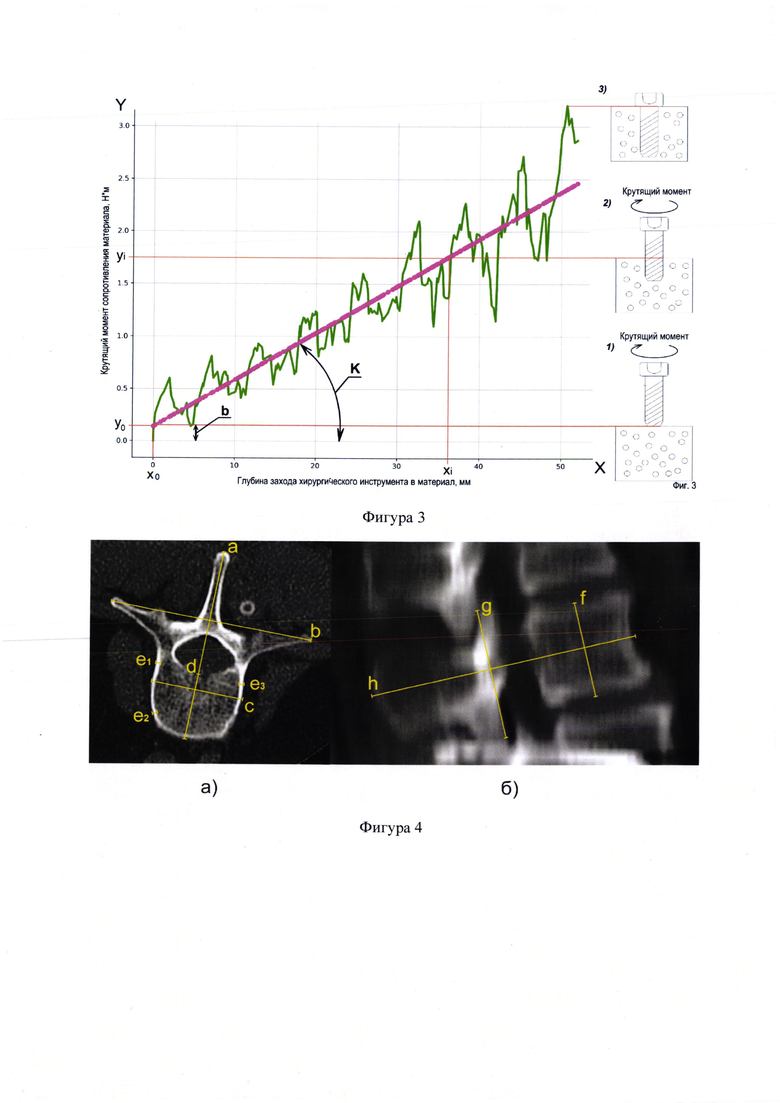
Линейная функция описывается двумя параметрами: угловым коэффициентом и значением смещения прямой по оси у. Математически такие параметры представляются в виде уравнения прямой:
где  - значения измеренного крутящего момента сопротивления и значения глубины захода хирургического инструмента, соответственно; K - угловой коэффициент; b - смещение прямой по оси у.
- значения измеренного крутящего момента сопротивления и значения глубины захода хирургического инструмента, соответственно; K - угловой коэффициент; b - смещение прямой по оси у.
Зависимость момент/глубина, полученная при вкручивании винта-импланта в образец материала фантома позвонка с отмеченными силовыми параметрами материала представлена на фигуре 3.
Основываясь на параметрах основной линии зависимости момента/глубины, которая в данном исследовании является характеристикой деформируемого материала, в качестве силовых параметров материалов приняты:
1. Коэффициент наклона основной линии зависимости измеренного крутящего момента сопротивления материала, действующего на хирургический инструмент вокруг оси вкручивания, от глубины захода этого инструмента. (Другими словами, силовой параметр наклона - K).
2. Значение смещения основной линии зависимости измеренного крутящего момента сопротивления материала, действующего на хирургический инструмент вокруг оси вкручивания, от глубины захода этого инструмента. (Другими словами, силовой параметр смещения - b).
Силовые параметры возможно использовать для подбора такого материала, который по своим механическим характеристикам будет соответствовать костной ткани.
Силовые свойства костной ткани непостоянны и зависят как от химического состава, общей структуры, плотности, количества и прочности внутренних компонентов костной ткани, так и от расы, пола, возраста, индивидуальных условий роста человека. Поэтому, для изготовления фантомов позвонков, которые по своим силовым свойствам будут соответствовать костной ткани, необходимо получать материалы с различными силовыми параметрами. Данные параметры материала необходимо иметь возможность регулировать в зависимости от нужд применения. Это возможно реализовать в процессе подбора компонентов материала фантома позвонка при его изготовлении.
Условно можно разделить процесс изготовления фантома позвонка на этапы:
1) Получение геометрических параметров кортикальной и трабекулярной костной ткани позвонка человека из DICOM (Digital Imaging and Communication in Medicine) - стандарт обработки, хранения, передачи, печати и визуализации медицинских изображений данных пациентов, полученных с помощью компьютерной или магнитно-резонансной томографии. Следует отметить, что геометрические параметры позвонков индивидуальны у каждого пациента. В этой связи формирование 3D-модели двухслойного фантома позвонка производится по следующим усредненным геометрическим параметрам: фигуре 4(a): а - высота позвонка (тело позвонка с остистым отростком), b - ширина позвонка (тело позвонка с поперечными отростками), с - ширина тела позвонка, d - высота тела позвонка, e1-е3 - диапазон толщин кортикального слоя тела позвонка. На фигуре 4(б): f толщина тела позвонка, g - суставные отростки, h - высота позвонка (тело позвонка с остистым отростком).
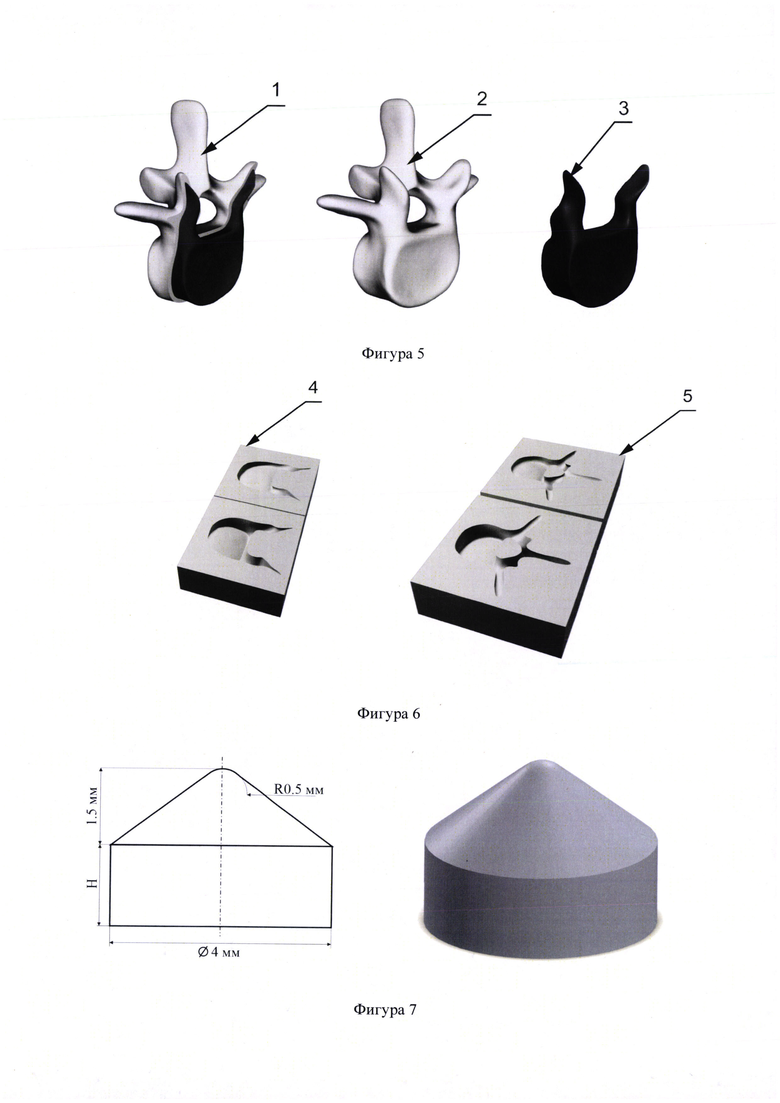
2) Формирование 3D-моделей внешнего и внутреннего слоев фантома позвонка на основе полученных геометрических параметров и изготовление мастер моделей аддитивным методом с помощью фотополимерной 3D-печати. На фигуре 5 схематично представлена 3D-модель двухслойного фантома позвонка человека, сформированного на основе DICOM данных пациента, включающая 3D-модели двухслойного фантома позвонка с разрезом - 1, модель внешнего слоя фантома позвонка- 2 и модель внутреннего слоя фантома позвонка - 3.
3) Изготовление с помощью мастер моделей внутреннего и внешнего слоев силиконовых двухсоставных литьевых форм для изготовления внутреннего и внешнего слоев фантома методом двухэтапного литья в силикон с закладными. На фигуре 6 представлено схематичное изображение силиконовых форм 4 - для изготовления внутреннего слоя, и 5 - для изготовления внешнего слоя.
4) Изготовление внутреннего слоя фантома, имитирующего трабекулярную костную ткань позвонка человека методом литья смеси двухкомпонентного литьевого полиуретана, обладающего в застывшем виде твердостью по Шору 70D, плотностью 1,05 г/см3, удлинением при разрыве 7,5%, модулем упругости при сжатии 309,6 МПа, прочностью на разрыв 20,7 МПа, модулем растяжения 923,9 МПа, прочностью на изгиб 27,6 МПа, модулем упругости 813,6 МПа и прочностью на сжатие 26,2 МПа, с добавлением двухкомпонентного литьевого пенополиуретана, обладающего в застывшем виде плотностью 0,4 г/см3, в силиконовую двухсоставную форму внутреннего слоя фантома позвонка. Изменение процентного содержания в общей смеси двухкомпонентного литьевого пенополиуретана позволяет регулировать силовые параметры материала.
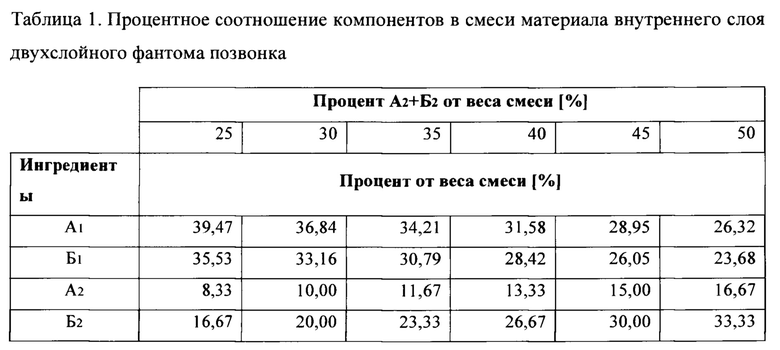
Важно отметить, что композиция для изготовления внутреннего слоя двухслойного фантома позвонка представляет собой смесь, включающую два компонента литьевого полиуретана (A1 - 100 частей компонента полиуретана, содержащего изоцианат, B1 - 90 частей компонента полиуретана, содержащего полиол) и два компонента литьевого пенополиуретана (А2 - 1 часть компонента пенополиуретана содержащего изоцианат, Б2 - 2 части компонента пенополиуретана содержащего полиол и вспенивающий агент). Полимеризация двухкомпонентного литьевого полиуретана происходит в результате взаимодействия его компонентов, один из которых содержит изоционат, вступающий в реакцию с выделением тепла со вторым компонентом, содержащим полиол. Полимеризация двухкомпонентного литьевого пенополиуретана происходит в результате взаимодействия подобных компонентов, однако отличается выделением газа, способствующего образованию ячеистой структуры пенополиуретана.
В таблице 1 показаны различные процентные соотношения компонентов в смеси материала внутреннего слоя двухслойного фантома позвонка в зависимости от процента суммы двух компонентов литьевого пенополиуретана А2+Б2 от веса всей смеси материала внутреннего слоя.
В целях предотвращения преждевременной реакции компонентов, для изготовления смеси формирования внутреннего слоя фантома позвонка все компоненты смешиваются в определенной последовательности, а именно, согласно предварительно выбранному процентному соотношению состава смеси двухкомпонентного литьевого пенополиуретана, отдельно смешиваются компоненты A1 и А2, и компоненты Б1 и Б2. Полученные смеси А1А2 и Б1Б2 смешиваются непосредственно перед заливкой в форму внутреннего слоя фантома позвонка.
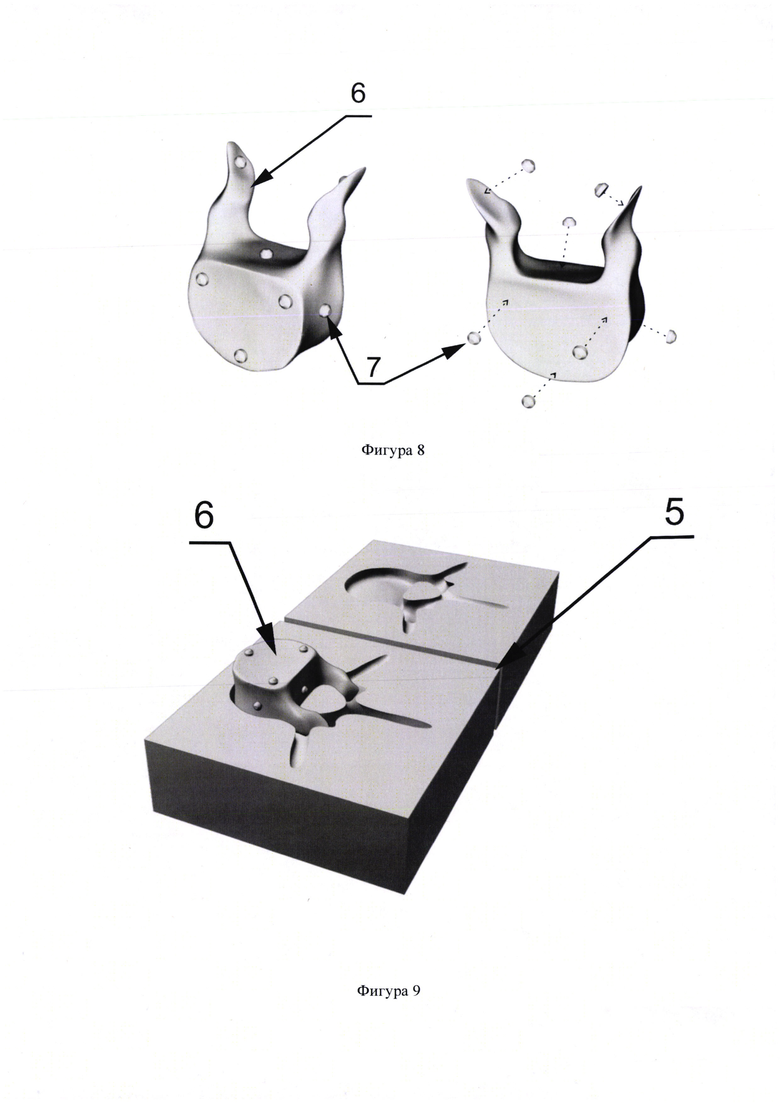
5) Изготовление и установка при помощи клея цианакрилат на внешнюю поверхность внутреннего слоя фантома от 12 до 24 центрирующих закладных элементов из материала внешнего слоя фантома позвонка, необходимых для центрирования и фиксации внутреннего слоя фантома относительно формообразующей поверхности внешнего слоя фантома в процессе заливки и застывания внешнего слоя фантома. Закладной центрирующий элемент условно делится на две части - закругленный конус с постоянной высотой, равной 1,5 мм, который при размещении внутреннего слоя фантома в форме внешнего слоя касается ее формообразующей поверхности, обеспечивая таким образом надежную фиксацию, а также цилиндрическое основание диаметром 4 мм с регулируемой высотой Н. При этом толщина внешнего слоя фантома в области тела позвонка обеспечивается высотой цилиндрического основания Н закладных центрирующих элементов на месте закрепления на внутреннем слое, позволяя регулировать толщину внешнего слоя в диапазоне от 1.5 до 3 мм. На фигуре 7 показано схематичное изображение центрирующего закладного элемента с регулируемой высотой цилиндрической части Н. На фигуре 8 представлено схематичное изображение внутреннего слоя фантома - 6, с размещенными центрирующими закладными элементами - 7.
6) Размещение внутреннего слоя фантома с установленными центрирующими закладными элементами в форме изготовления внешнего слоя фантома таким образом, чтобы внутренний слой был надежно зафиксирован относительно формообразующей поверхности внешнего слоя фантома центрирующими закладными элементами для последующей заливки внешнего слоя фантома, имитирующего кортикальную костную ткань позвонка человека методом литья смеси двухкомпонентного литьевого полиуретана, обладающего в застывшем виде твердостью по Шору 70D, плотностью 1,05 г/см3, удлинением при разрыве 7,5%, модулем упругости при сжатии 309,6 МПа, прочностью на разрыв 20,7 МПа, модулем растяжения 923,9 МПа, прочностью на изгиб 27,6 МПа, модулем упругости 813,6 МПа и прочностью на сжатие 26,2 МПа, формирующего таким образом внешний слоя фантома так, чтобы он полностью покрывал внутренний слой фантома позвонка в форме, став после отверждения единым целым с центрирующими закладными элементами. На фигуре 9 представлено схематичное изображение внутреннего слоя фантома с установленными центрирующими закладными элементами - 6, расположенного в силиконовой форме для изготовления внешнего слоя фантома - 5.
7) Изъятие из силиконовой двухсоставной формы изготовленного двухслойного фантома позвонка и отчистка от следов литья, образующихся на стыках формы.
Краткое описание чертежей
Фигура 1 - График изменения крутящего момента сопротивления от глубины захода деформирующего хирургического инструмента.
Фигура 2 - График изменения крутящего момента сопротивления от глубины захода деформирующего хирургического инструмента с отмеченной основной линией зависимости момент/глубина.
Фигура 3 - Процесс вкручивания винта-импланта в образец материала фантома позвонка с показанными силовыми параметрами.
Фигура 4 - Процесс получения геометрических параметров кортикальной и трабекулярной костной ткани позвонка человека из DICOM данных пациентов.
Фигура 5 – 3D-модель двухслойного фантома позвонка человека, сформированного на основе DICOM данных пациента.
Фигура 6 - Схематичное изображение силиконовых форм для изготовления внутреннего слоя и внешнего слоя фантома позвонка.
Фигура 7 - Схематичное изображение центрирующего закладного элемента с регулируемой высотой.
Фигура 8 - Схематичное изображение внутреннего слоя фантома позвонка с установленными центрирующими закладными элементами.
Фигура 9 - Схематичное изображение внутреннего слоя фантома с установленными центрирующими закладными элементами, расположенного в силиконовой форме.
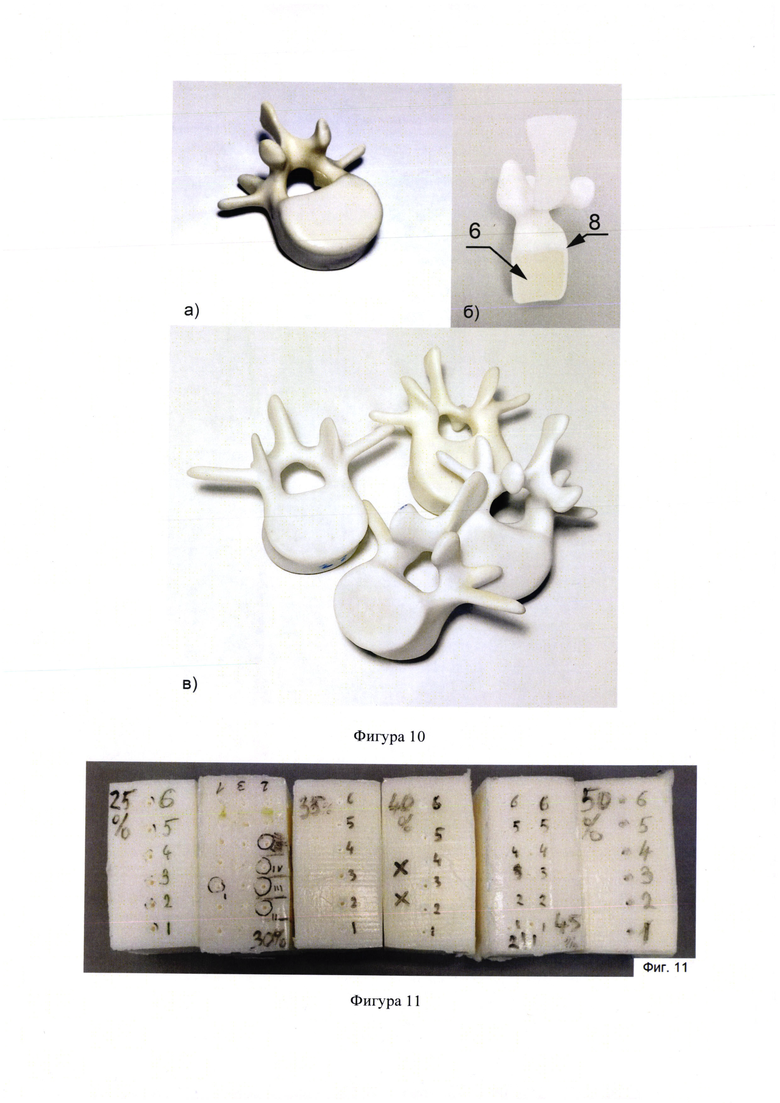
Фигура 10 - Двухслойный фантом позвонка, раскрывающий внутреннюю структуру.
Фигура 11 - Образцы материалов внутреннего слоя фантома с регулируемыми силовыми параметрами при деформации.
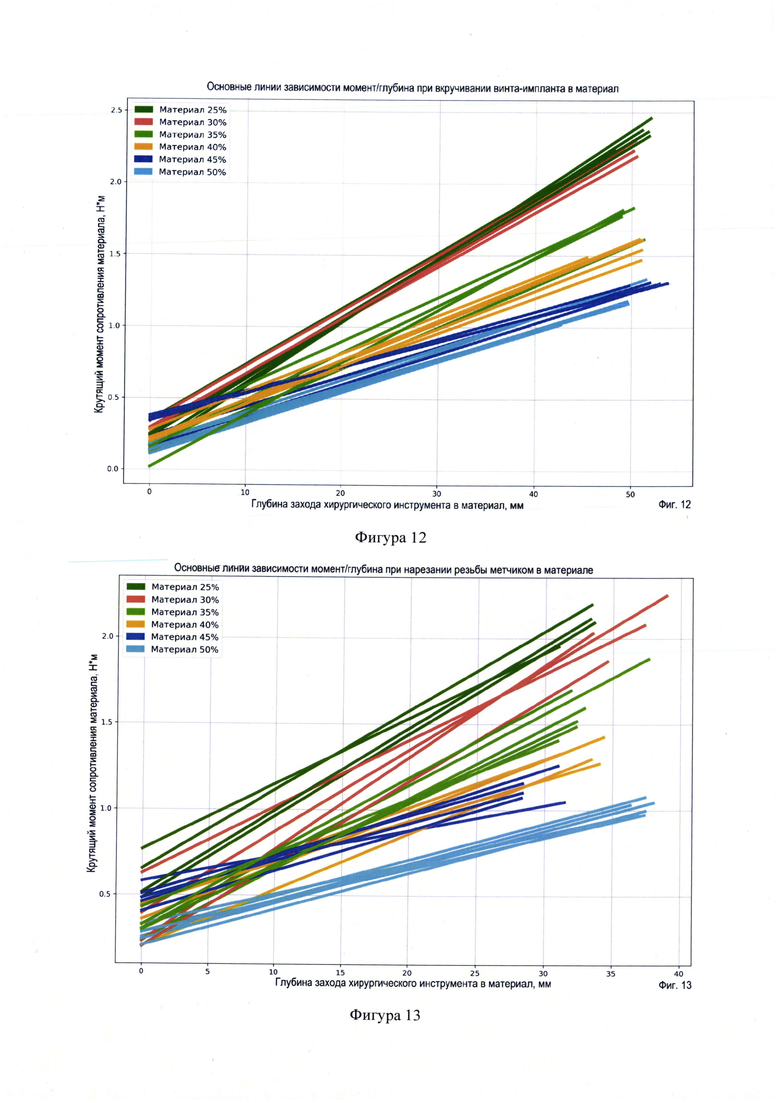
Фигура 12 - Графики основных линий зависимости момент/глубина при вкручивании винтов-имплантов в образцы материалов фантома.
Фигура 13 - Графики основных линий зависимости момент/глубина, полученные при нарезании резьбы метчиком в образцах материалов фантома.
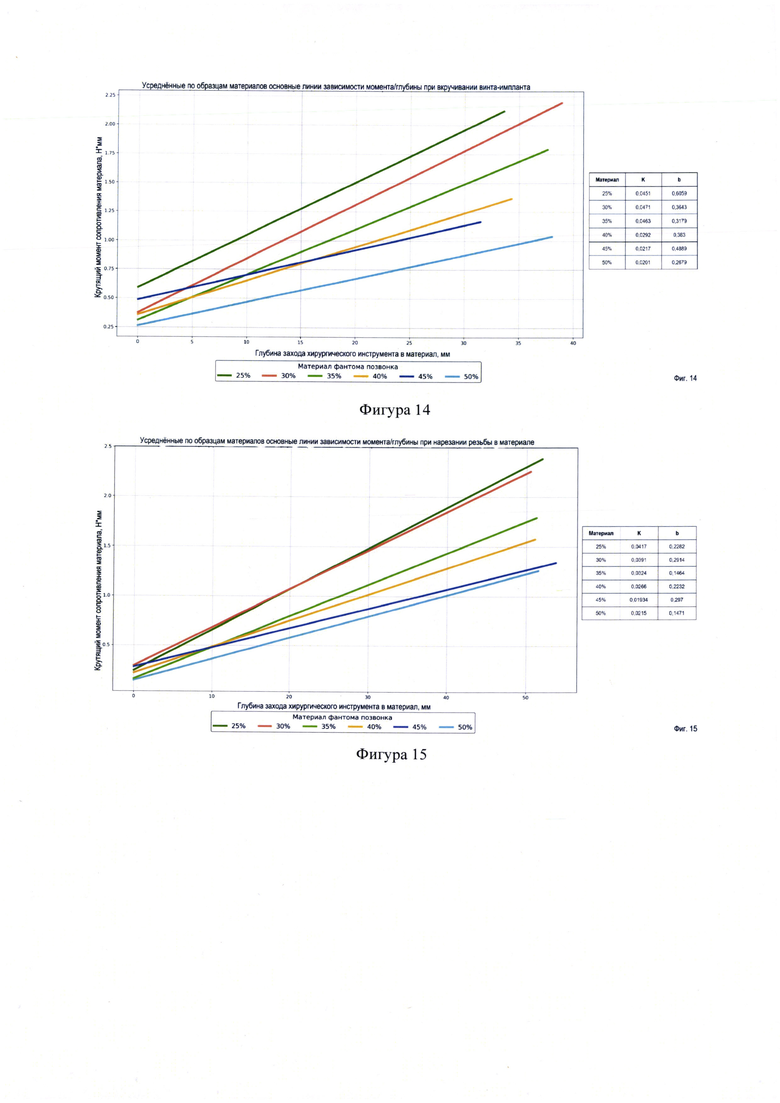
Фигура 14 - Общий график усредненных основных линий зависимости момент/глубина для каждого из образцов материалов, измеренных при вкручивании винта-импланта.
Фигура 15 - Общий график усредненных основных линий зависимости момент/глубина для каждого из образцов материалов, измеренных при нарезании резьбы метчиком.
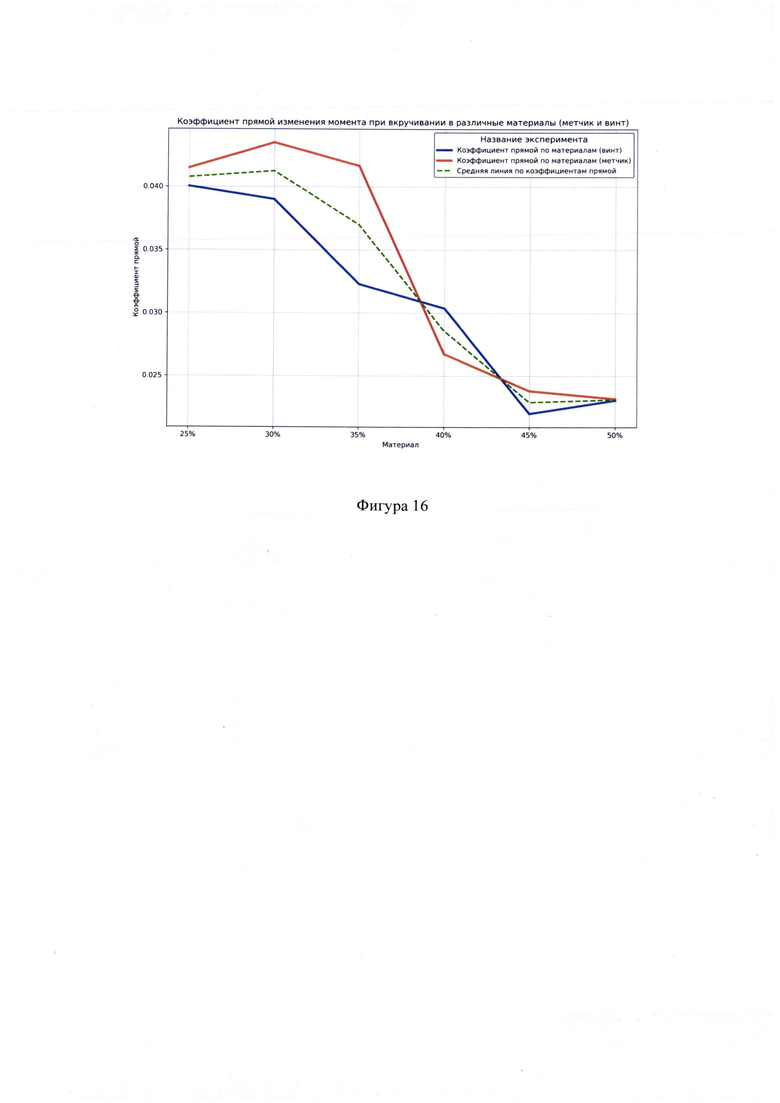
Фигура 16 - График изменения силового параметра наклона K по хирургическим манипуляциям с метчиком, винтом-имплантом и их средняя линяя.
Осуществление изобретения
Изобретение осуществляется за счет двух взаимосвязанных процессов:
1. Апробация процесса изготовления двухслойного фантома позвонка.
2. Апробация возможности регулирования силовых параметров материала.
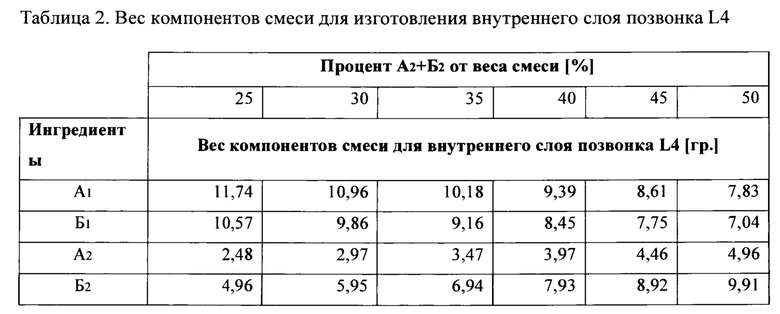
Для изготовления образцов внутреннего слоя фантома позвонка проводились заливки всех составов, представленных в таблице 2 на примере позвонка L4, в силиконовую двухсоставную форму внутреннего слоя фантома. После ожидания завершения процесса застывания (15 минут) проводилось изъятие готового внутреннего слоя фантома и последующая отчистка от следов, характерных для производства методом литья в силиконовые формы.
Далее проводилась заливка внешнего слоя из двухкомпонентного литьевого полиуретана, обладающего в застывшем виде твердостью по Шору 70D, плотностью 1,05 г/см3, удлинением при разрыве 7,5%, модулем упругости при сжатии 309,6 МПа, прочностью на разрыв 20,7 МПа, модулем растяжения 923,9 МПа, прочностью на изгиб 27,6 МПа, модулем упругости 813,6 МПа и прочностью на сжатие 26,2 МПа таким образом формирующего внешний слой фантома позвонка, полностью покрывающий собой внутренний слой фантома. При этом после отверждения внешний слой фантома позвонка становится одним целым с внутренним слоем и установленными на нем закладными центрирующими элементами. Далее следовало изъятие двухслойного фантома позвонка человека и отчистка его от следов производства методом литья в силиконовые формы. На фигуре 10а представлены - двухслойный фантом позвонка человека, произведенный методом двухэтапного литья в силикон с закладными, фигура 10б - двухслойный фантом позвонка с вырезанной частью, раскрывающей внутреннюю структуру, включающую внутренний слой фантома - 6 и внешний слой фантома - 8, с толщиной в диапазоне от 1.6 до 2 мм в области тела позвонка, фигура 10в - набор двухслойных фантомов позвонков человека, произведенных методом двухэтапного литья в силикон с закладными и обладающих различными предварительно выбранными силовыми параметрами при деформации.
Для обоснования возможности регулирования силовых параметров материала при деформировании каждого изготовленного двухслойного фантома позвонка необходимо провести испытания по вкручиванию винта-импланта и метчика в образцы материалов губчатой (здоровой или трабекулярной) ткани. При этом материалы тканей должны обладать различными значениями силовых параметров за счет изменения состава компонентов материала.
Для определения силовых параметров при деформировании образцов материалов смеси (полимерных смол) с содержанием пенополиуретана во время проведения хирургических манипуляций с помощью транспедикулярных метчиков и винтов-имплантов также использовалось устройство на базе силомоментного и инерциального датчиков. Применяемое устройство позволяет проводить косвенные измерения следующих величин:
• Крутящего момента сопротивления [Н*м] ходу ввинчивания транспедикулярных метчиков и винтов-имплантов;
• Глубины захода [мм] хирургического инструмента в материал.
Испытания проводились на 6 брусках с различным процентным соотношением компонентов в смеси материала в зависимости от процента суммы двух компонентов литьевого пенополиуретана А2+Б2 от веса всей смеси материала внутреннего слоя: 25%, 30%, 35%, 40%, 45%, 50%. Хирургические инструменты, используемые во время испытаний:
- Шило для транспедикулярной фиксации.
- Метчик для транспедикулярной фиксации диаметром 6 мм.
- Винт-имплант для транспедикулярной фиксации диаметром 6 мм.
В каждый брусок последовательно проведено 6 записанных процедур вкручивания импланта в позвонок с измерениями момента сопротивления и длины. Одна такая процедура включает создание стартового отверстия глубиной 10 мм, применение метчика для нарезания резьбового профиля в отверстии и вкручивание винта-импланта в позвонок. Силовые параметры материала могут немного различаться в зависимости от типа хирургической манипуляции, поэтому полученные силовые параметры материала с винтами-имплантами и метчиками различаются и обрабатываются отдельно друг от друга. Производилась запись данных измерений во время применения метчика и при вкручивании винта-импланта. Всего было проведено 72 записанных хирургических манипуляций, из них 58 были помещены в общий пул данных (29 - Метчик, 29 - Винт-имплант). Фото брусков из материалов фантомов с регулируемыми силовыми параметрами при деформации представлены на фигуре 11.
На фигуре 12 представлены графики основных линий зависимости момент/глубина, полученные при вкручивании транспедикулярных винтов-имплантов в образцы материалов фантома. Прямые для каждого из материалов имеют собственный цвет. Основные линии зависимости момент/глубина хирургических манипуляций с винтами-имплантами на одном и том же материале находятся очень близко друг к другу и имеют похожий наклон, что говорит о возможности группирования и усреднения силовых параметров одного и того же материала по хирургическим манипуляциям с винтами-имплантами.
На фигуре 13 представлены графики основных линий зависимости момент/глубина, полученные при вкручивании метчиков в образцы материалов фантома. Прямые для каждого из материалов имеют собственный цвет. Основные линии зависимости момент/глубина хирургических манипуляций с метчиками на одном и том же материале находятся очень близко друг к другу и имеют похожий наклон, что говорит о возможности группирования и усреднения силовых параметров одного и того же материала по хирургическим манипуляциям с метчиками.
В связи с представленным выше, для анализа силовых параметров материалов удобнее всего усреднить полученные графики по всем хирургическим манипуляциям, проведенным одним и тем же инструментом на одном типе материала. И по полученным усредненным основным линиям определить силовые параметры для каждого из образцов материалов. Поэтому, на фигуре 14 представлен общий график усредненных основных линий зависимости момент/глубина для каждого из образцов материалов, измеренных при вкручивании винта-импланта. И на фигуре 15 представлен график усредненных основных линий зависимости момент/глубина для каждого из образцов материалов, измеренных при нарезании резьбы метчиком в фантоме позвонка.
Из приведенных выше графиков усредненных основных линий возможно определить силовые параметры для каждого из образцов материалов, полученных при нарезании резьбы метчиком и вкручивании винта-импланта. Числовые значения силовых параметров представлены в таблице 3.
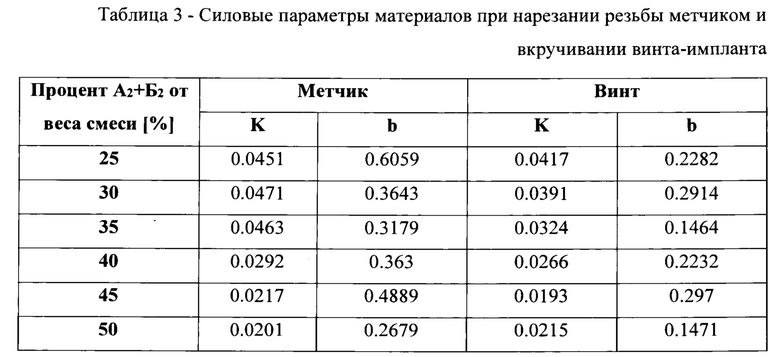
Из данных, представленных в таблице 1, можно сделать вывод о том, что силовые параметры материала зависят от подобранного состава компонентов, точнее концентрации ключевого вещества в материале двухслойного фантома позвонка. Чем больше концентрация, тем меньшее усилие нужно приложить, чтобы успешно провести хирургическую манипуляцию. Это позволяет подбирать силовые параметры хирургических манипуляций в зависимости от нужд медицинских обучающих курсов.
По полученным данным, представленным в таблице 1, на фигуре 16 представлен график изменения силового параметра наклона K в зависимости от используемого при хирургической манипуляции материала. Анализ данного графика показывает линейную область, благодаря наличию которой можно проводить регулирование силовых параметров материала, получая разные свойства материала для осуществления более качественной имитации и приближения по свойствам к реальным позвонкам пациента. На основе представленного диапазона регулирования силовых параметров становится возможным предлагать более качественные медицинские образовательные услуги по обучению проведения операций по транспедикулярной фиксации.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многофункциональное устройство со сменными хирургическими инструментами для измерения воздействующих на них сил и моментов при проведении нейрохирургических операций | 2019 |
|
RU2736162C2 |
| МНОГОФУНКЦИОНАЛЬНОЕ БЕСПРОВОДНОЕ УСТРОЙСТВО СО СМЕННЫМИ ХИРУРГИЧЕСКИМИ ИНСТРУМЕНТАМИ ДЛЯ ИЗМЕРЕНИЯ ИХ УГЛОВ ОРИЕНТАЦИИ В ПРОСТРАНСТВЕ И ВОЗДЕЙСТВУЮЩИХ НА НИХ СИЛ И МОМЕНТОВ ПРИ ПРОВЕДЕНИИ НЕЙРОХИРУРГИЧЕСКИХ ОПЕРАЦИЙ | 2022 |
|
RU2807937C1 |
| ЭКСПЕРТНАЯ СИСТЕМА НА БАЗЕ МЕДИЦИНСКОГО МАНИПУЛЯЦИОННОГО РОБОТА ДЛЯ ТРАНСПЕДИКУЛЯРНОЙ ФИКСАЦИИ ПОЗВОНОЧНИКА | 2023 |
|
RU2833780C1 |
| СПОСОБ ХИРУРГИЧЕСКОГО ЛЕЧЕНИЯ СПОНДИЛОЛИСТЕЗА НА ПОЯСНИЧНО-КРЕСТЦОВОМ УРОВНЕ | 2024 |
|
RU2832968C2 |
| СТОМАТОЛОГИЧЕСКИЙ ФАНТОМ | 2007 |
|
RU2349966C1 |
| Способ лечения неспецифического хронического свищевого имплантат-ассоциированного спондилита позвоночника (варианты) | 2015 |
|
RU2620017C2 |
| СПОСОБ ХИРУРГИЧЕСКОГО ВПРАВЛЕНИЯ СМЕЩЕННОГО ПОЗВОНКА У ПАЦИЕНТОВ С АНТЕСПОНДИЛОЛИСТЕЗОМ В ПОЯСНИЧНОМ ОТДЕЛЕ ПОЗВОНОЧНИКА | 2021 |
|
RU2777246C1 |
| СПОСОБ ОПЕРАТИВНОГО ЛЕЧЕНИЯ ГРУДОПОЯСНИЧНОГО СКОЛИОЗА | 2015 |
|
RU2587643C1 |
| Комбинированная интраоперационная навигационная система с использованием генерации ультразвуковых изображений методом трассировки лучей | 2022 |
|
RU2816071C1 |
| Способ восстановления целостности заднего опорного комплекса позвоночника при неотложной резекционной ламинэктомии | 2017 |
|
RU2645602C1 |
Группа изобретений относится к средствам обучения в медицине. Двухслойный фантом позвонка, имеющий внешний и внутренний слои, имеет форму и размеры позвонка человека, полученные из DICOM (стандарт обработки, хранения, передачи, печати и визуализации медицинских изображений) данных пациента. Фантом позвонка имеет внешний слой, выполненный из двухкомпонентного литьевого полиуретана, толщиной от 1.5 до 3 миллиметров, имитирующий толщину кортикоиды позвонка. Внутренний слой имитирует губчатую трабекулярную ткань кости и изготовлен из смеси двухкомпонентного литьевого полиуретана и двухкомпонентного литьевого пенополиуретана в количестве от 25% до 50% от веса всей смеси, определяющем значение коэффициента наклона основной линии зависимости измеренного крутящего момента сопротивления материала, действующего на хирургический инструмент вокруг оси вкручивания, от глубины захода этого инструмента в диапазоне от 0,0215 до 0,0417 Н*м/мм при деформировании фантома позвонка с помощью транспедикулярного винта диаметром 6 мм и в диапазоне от 0,0201 до 0,0451 Н*м/мм при деформировании фантома позвонка с помощью транспедикулярного метчика диаметром 6 мм. Раскрыт способ изготовления двухслойного фантома позвонка. Технический результат состоит в обеспечении проведения обучения медицинских работников процессу установки транспедикулярных винтов с учетом изменения силовых параметров, возникающих в ходе хирургических манипуляций. 2 н.п. ф-лы, 3 табл., 16 ил.
1. Двухслойный фантом позвонка, имеющий внешний и внутренний слои, отличающийся тем, что имеет форму и размеры позвонка человека, полученные из DICOM (стандарт обработки, хранения, передачи, печати и визуализации медицинских изображений) данных пациента, имеющий внешний слой, выполненный из двухкомпонентного литьевого полиуретана, толщиной от 1.5 до 3 миллиметров, имитирующий толщину кортикоиды позвонка, и внутренний слой, имитирующий губчатую трабекулярную ткань кости, изготовленный из смеси двухкомпонентного литьевого полиуретана и двухкомпонентного литьевого пенополиуретана в количестве от 25% до 50% от веса всей смеси, определяющем значение коэффициента наклона основной линии зависимости измеренного крутящего момента сопротивления материала, действующего на хирургический инструмент вокруг оси вкручивания, от глубины захода этого инструмента в диапазоне от 0,0215 до 0,0417 Н*м/мм при деформировании фантома позвонка с помощью транспедикулярного винта диаметром 6 мм и в диапазоне от 0,0201 до 0,0451 Н*м/мм при деформировании фантома позвонка с помощью транспедикулярного метчика диаметром 6 мм.
2. Способ изготовления двухслойного фантома позвонка, отличающий тем, что включает следующие действия: в двухсоставной силиконовой форме формируют внутренний слой фантома позвонка методом литья смеси двухкомпонентного литьевого полиуретана и двухкомпонентного литьевого пенополиуретана в количестве от 25% до 50% от веса всей смеси с последующим отверждением, на поверхность внутреннего слоя устанавливают закладные элементы высотой в диапазоне от 1.5 до 3 мм для регулировки толщины внешнего слоя, фиксирующие и центрирующие внутренний слой в двухсоставной силиконовой форме при заливке внешнего слоя, заливают внешний слой из двухкомпонентного литьевого полиуретана и проводят его отверждение до образования единого целого с центрирующими закладными элементами.
| US 20180350268 A1, 06.12.2018 | |||
| НАВЕСНОЕ ОБОРУДОВАНИЕ ДЛЯ РАЗРАБОТКИ МЕРЗЛЫХГРУНТОВ | 0 |
|
SU168198A1 |
| УСТРОЙСТВО для ПРАВКИ ПРОВОЛОКИ | 0 |
|
SU186961A1 |
| DE 102015007832 A1, 22.12.2016 | |||
| CN 109830157 A, 31.05.2019 | |||
| Насадка-гребень для устройства для срезания волос | 2019 |
|
RU2776805C1 |
