Изобретение относится к области к области теплообменных аппаратов, а именно к радиаторам системы охлаждения автотракторных ДВС.
Из авторских свидетельств СССР №925032, №932185, №104753 и №1326866, из патентов Российской Федерации на полезную модель №16579 и №112376, из патентов Российской Федерации на изобретение №2576728, №2054612, №2027138 и №2144650 и из книги [Бурков В.В. Алюминиевые радиаторы автотракторных двигателей [Текст]. - Москва; Ленинград: Машиностроение. [Ленингр. отд.], 1964. - 200 с.: ил.; 22 см] известны радиаторы и отдельные элементы радиаторов, которые изготавливаются из алюминия, меди и олова и их сплавов.
Известно использование сборных (непаяных) алюминиевых трубчато-пластинчатых радиаторов, производства Луганского Завода Автомобильных Радиаторов, см., например, http://www.rain-auto.ru/data/LUZAR.pdf.
Недостаток известных радиаторов состоит в том, что используются дорогостоящие металлы: алюминий, медь и олово. Кроме того, в известных радиаторах системы охлаждения ДВС высокая засоряемость и образование осадков и накипи на их внутренних металлических поверхностях.
Наиболее близким по технической сущности является радиатор системы охлаждения двигателя, содержащий верхний и нижний бачки и расположенную между ними сердцевину, состоящую из трубок, по которым протекает охлаждаемая жидкость, (патент RU №2230201).
Основные недостатки указанного технического решения - высокая металлоемкость устройства и высокая стоимость.
Из анализа известных технических решений выявлено, что технической проблемой в данной области является необходимость расширения арсенала средств, используемых для системы охлаждения ДВС.
Технический результат предлагаемого технического решения заключается в снижении металлоемкости устройства при увеличении морозостойкости системы охлаждения.
Для решения технической проблемы и достижения заявленного технического результата в радиаторе системы охлаждения двигателя внутреннего сгорания, содержащем верхний и нижний бачки, закрепленные на корпусе и расположенную между ними сердцевину, состоящую из неподвижно закрепленных в корпусе секций трубок с охлаждаемой жидкостью, при этом сердцевина радиатора выполнена из полимерного материала методом экструдирования в виде полой многоканальной пластины, каждый канал которой представлен в виде полимерной трубки плоскоовального сечения, концы трубок неподвижно зафиксированы в отверстиях монтажных пластин путем приварки каждой трубки по их наружному периметру с торцевой плоскости верхней и нижней трубных решеток, при этом между верхним и нижним бачками, выполненными из термостойкой композиции сополимера пропилена с этиленом марки №22015, взятых в соотношении 60:40%, размещены поперечные диафрагмы, обеспечивающие сохранность геометрии поверхности охлаждения сердцевины радиатора, кроме того верхний и нижний баки снабжены резьбовой заглушкой из термостойкого стеклонаполненного полиамида. Основания секций трубок уплотнены жидким невысыхающим герметиком.
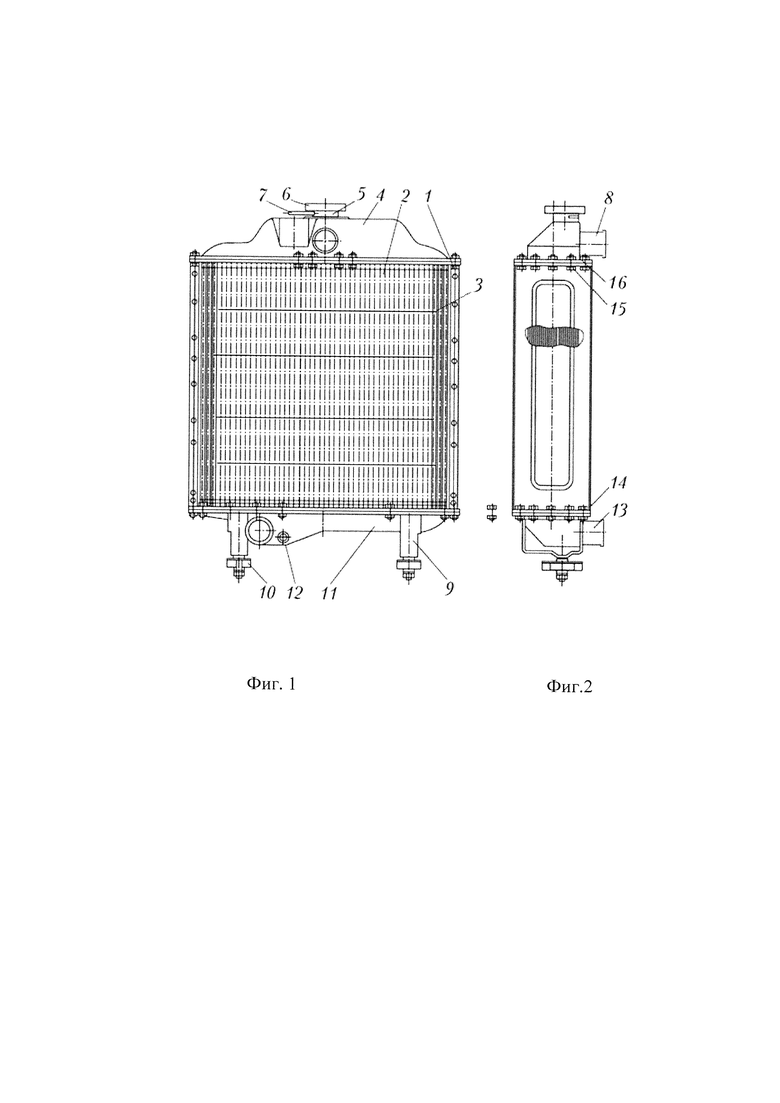
Предложенное устройство проиллюстрировано на чертежах:
на фиг. 1 - представлен общий вид устройства;
на фиг. 2 - устройство, вид сбоку.
Радиатор системы охлаждения автотракторных двигателей содержит стальной корпус 1, выполненный из листовой стали с антикоррозийным покрытием, на котором закреплена полимерная сердцевина 2, скрепленная промежуточными поперечными диафрагмами 3.
Сверху стального корпуса 1 закреплен верхний бачок 4, выполненный из полимерной композиции с заливной горловиной 5, пробкой 6 и паровоздушной трубкой 7. Кроме того, верхний бачок 4 оснащен полимерным патрубком 8.
В нижней части стального корпуса 1 смонтированы опоры 9, на которых установлены амортизаторы 10. Между опорами 9 герметично закреплен полимерный нижний бачок 11, выполненный из полимерной композиции с отверстием для сливного краника 12 и полимерным патрубком 13.
Сердцевина 2 установлена между трубчатой решеткой 14 на крепежные болты 15. Между верхним 4 и нижним 11 бачками и сердцевиной 2 к корпусу 1 в креплениях между трубчатой решеткой 14 расположены прокладки 16.
Полимерная сердцевина 2 выполнена из полимерного материала методом экструдирования в виде полой многоканальной пластины, каждый канал которой, представлен в виде полимерной трубки плоскоовального сечения, коридорного типа расположения, при этом между верхним и нижним бачками 4 и 11, выполненным из термостойкой композиции сополимера пропилена с этиленом марки №22015, взятых в соотношении 60:40% размещены поперечные диафрагмы 3, обеспечивающие сохранность геометрии поверхности охлаждения сердцевины 2 радиатора. При этом концы трубок неподвижно зафиксированы в отверстиях трубчатой решетки 14 путем приварки каждой трубки по их наружному периметру с торцевой плоскости верхней и нижней трубчатых решеток 14, неподвижно закрепленных крепежными болтами 15 на стальном корпусе 1. Между сердцевиной 2 радиатора и трубчатыми решетками 14 размещены прокладки 16.
Устройство реализуется тем, что радиатор состоит из сердцевины 2, верхнего 4 и нижнего 11 полимерных бачков, выполненных из термостойкой композиции сополимера пропилена с этиленом марки №22015. Бачки соединены многоканальной пластиной (58×19 шт. малого диаметра 4 мм с толщиной 1,0 мм), каждый канал пластины представлен в виде полимерной охлаждающей трубки. Для обеспечения сохранности геометрии поверхности охлаждения между верхним 4 и нижним бачками 11 по всей высоте размещены поперечные диафрагмы 3. Верхний бачок 4 оснащен заливной горловиной 6 и подводящим патрубком, по которому нагретая двигателем жидкость поступает к узлу для охлаждения. Для сохранения оптимального давления в системе крышка горловины оснащена паровоздушной трубкой 7. Нижний бачок 11 имеет сливной кран 12 и патрубок для отвода охлажденной жидкости к одному из всасывающих трубопроводов помпы.
Для обеспечения технических требований согласно ГОСТ Р 53832-2010 композиция сополимера пропилена с этиленом марки №22015 является материалом, близким по теплопроводности к металлам, с низким коэффициентом линейного расширения, способным выдерживать тепловые удары, морозостойким и не подвергающимся быстрому старению. Ударная вязкость композиция сополимера пропилена с этиленом марки №22015 по Шарпи - 15-16 кДж/м2, твердость по Бринеллю - 50-52 МПа, предел текучести - 25,0-26,0 МПа, водопоглощение - 0,05%, объемная усадка при литье - 1,5%, теплостойкость от - 50 до +150°С. Рабочей средой могут быть: антифриз, вода с примесями бензина, масла, дизельное топливо.
В предлагаемом техническом решении представлен радиатор для охлаждения теплонагруженных элементов силовых агрегатов, деталей и узлов ДВС, обеспечивающий требуемое значение теплоотдачи за счет организации движения охлаждающей среды и теплового потока от тепловыделяющего элемента. Радиатор не превышает габаритных параметров, и изготовлен высокопроизводительным способом - экструдированием, получая непрерывную ленту в виде полой многоканальной пластины, каждый канал которой представлен в виде полимерной трубки плоскоовального сечения. Трубки закреплены в отверстиях монтажных пластин с последующей приваркой каждой трубки по ее наружному периметру к торцевой плоскости монтажных пластин. Основания секций трубок уплотнены жидким невысыхающим герметиком, наличие которого в соединении предотвращает возможность «прикипания» резиновых уплотнителей к металлическим стенкам посадочных пазов при эксплуатации, а следовательно, и обеспечивает их повторное использование после разборки радиатора в процессе ремонта.
Бачки радиаторов изготавливают из того же материала - композиция сополимера пропилена с этиленом марки №22015 методом сварки полимерных материалов. Контактная сварка производится оплавлением деталей больших толщин в двухэтапном процессе: оплавление кромок, удаление или перемещение из зоны контакта сварочного (нагревательного) инструмента. Это влечет к перерыву - технологической паузе между концом нагрева и началом смыкания свариваемых заготовок, затем смыкание (осадка) свариваемых деталей путем приложения давления и выдержка под давлением до тех пор, пока сварной шов не остынет до комнатной температуры.
При этом контактная сварка производится с оформляющим инструментом (рейкой, рамой, кольцом): тепло от электронагревательной плиты передается материалам через оформляющий инструмент, прогрев и охлаждение проводится при незначительном давлении, затем нагреватель заменяется плитой охлаждения и производится осадка при давлении 0,2 МПа. Остывая, оформляющий инструмент отстает от сварного шва вследствие разницы линейных коэффициентов расселения пластмассы и металла инструмента.
Для сварки толстостенных деталей применяется прессовый метод сварки на соответствующем оборудовании. При прессовом методе сварки свариваемые детали помещают между обкладками рабочего конденсатора - электродами, один из которых, либо оба, повторяют конфигурацию шва.
На фиг. 1 представлен радиатор системы охлаждения двигателя внутреннего сгорания, содержащий верхний и нижний бачки, из термостойкой композиции сополимера пропилена с этиленом марки №22015 с сердцевиной, выполненной из полимерного материала методом экструдирования в виде полой многоканальной пластины, каждый канал которой выполнен в виде трубок в количестве 58×19 шт. малого диаметра 4 мм с толщиной 1,0 мм коридорного типа расположения с плоскоовальным сечением неподвижно закрепленных на стальном корпусе из листовой стали с антикоррозийным покрытием, в которых закреплены концы полимерных трубок, зафиксированных в отверстиях трубной решетки с последующей приваркой каждой трубки по ее наружному периметру с торцевой плоскости каждой трубной решетки, расположенных с шагом 1,5 мм и выполненных методом экструдирования, который состоит из активной зоны и двух емкостей для жидкости - бачков. Бачок, в который жидкость поступает из рубашки охлаждения, называется верхним бачком 4, бак, из которого жидкость поступает в насос - нижним баком 1. Основное требование подключения активной зоны - сердцевины к бачку - это обеспечение ее герметичности, что обеспечит сохранение коэффициента теплопередачи от трубок на весь срок эксплуатации теплообменного аппарата.
Для предотвращения волнистости охлаждающих элементов при температуре рабочей жидкости 90°С, и скрепления геометрии поверхности охлаждения охлаждающих элементов, установлены промежуточные поперечные диафрагмы 3.
По сравнению с прототипом предложенное техническое решение обеспечит снижение металлоемкости изделия при сохранении теплоотдачи от радиатора к охлаждающей среде и увеличении морозостойкости системы охлаждения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения теплодинамических показателей блочно-модульной системы охлаждения двигателя тягово-транспортного средства | 2021 |
|
RU2780381C1 |
| Система капельного орошения | 2019 |
|
RU2715693C1 |
| Радиатор жидкостной системы охлаждения двигателя внутреннего сгорания | 1990 |
|
SU1726803A1 |
| РАДИАТОР СИСТЕМЫ ОХЛАЖДЕНИЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2015 |
|
RU2576728C1 |
| Дождеватель | 2024 |
|
RU2826310C1 |
| ТЕПЛОУТИЛИЗАЦИОННАЯ УСТАНОВКА С АДАПТИВНОЙ РЕЦИРКУЛЯЦИЕЙ | 2016 |
|
RU2632230C1 |
| Радиатор | 1990 |
|
SU1726953A1 |
| Устройство для демонстрации типов гинецея | 2024 |
|
RU2834906C1 |
| Способ создания безоболочных мелиоративных водоводов-влагообменников | 2021 |
|
RU2762404C1 |
| Комнатная теплица | 2022 |
|
RU2787699C1 |
Изобретение относится к области теплотехники и может быть использовано в радиаторах системы охлаждения автотракторных ДВС. В радиаторе системы охлаждения ДВС, содержащем верхний и нижний баки, закрепленные на корпусе и расположенную между ними сердцевину, состоящую из неподвижно закрепленных в корпусе секций трубок с охлаждаемой жидкостью, сердцевина радиатора выполнена из полимерного материала методом экструдирования в виде полой многоканальной пластины, каждый канал которой представлен в виде полимерной трубки плоскоовального сечения, концы трубок неподвижно зафиксированы в отверстиях монтажных пластин путем приварки каждой трубки по их наружному периметру с торцевой плоскости верхней и нижней монтажных пластин, при этом между верхним и нижним баками, выполненными из термостойкой композиции сополимера пропилена с этиленом марки №22015, взятых в соотношении 60:40%, размещены поперечные диафрагмы, обеспечивающие сохранность геометрии поверхности охлаждения сердцевины радиатора, кроме того, верхний и нижний баки снабжены резьбовой заглушкой из термостойкого стеклонаполненного полиамида. Основания секций трубок уплотнены жидким невысыхающим герметиком. Технический результат - снижение металлоемкости при сохранении коэффициента теплопередачи. 1 з.п. ф-лы, 2 ил.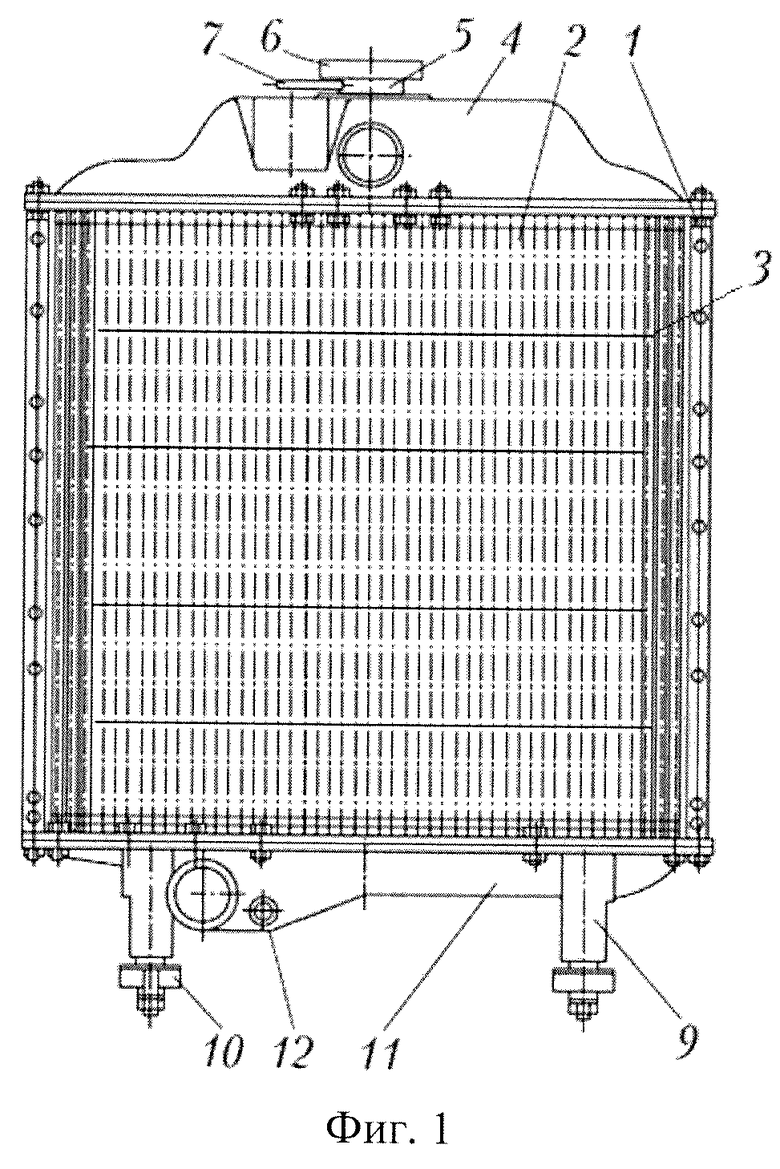
1. Радиатор системы охлаждения автотракторных двигателей, содержащий верхний и нижний бачки, закрепленные на корпусе, и расположенную между ними сердцевину, состоящую из неподвижно закрепленных в корпусе секций трубок с охлаждаемой жидкостью, отличающийся тем, что сердцевина радиатора выполнена из полимерного материала методом экструдирования в виде полой многоканальной пластины, каждый канал которой представлен в виде полимерной трубки плоскоовального сечения, концы трубок неподвижно зафиксированы в отверстиях монтажных пластин путем приварки каждой трубки по их наружному периметру с торцевой плоскости верхней и нижней трубных решеток, при этом между верхним и нижним бачками, выполненными из термостойкой композиции сополимера пропилена с этиленом марки №22015, взятых в соотношении 60:40%, размещены поперечные диафрагмы, обеспечивающие сохранность геометрии поверхности охлаждения сердцевины радиатора, кроме того, верхний и нижний баки снабжены резьбовой заглушкой из термостойкого стеклонаполненного полиамида.
2. Радиатор по п. 1, отличающийся тем, что основания секций трубок уплотнены жидким невысыхающим герметиком.
| РАДИАТОР | 2001 |
|
RU2230201C2 |
| Способ получения производных фенотиазина | 1960 |
|
SU150791A1 |
| Устройство для преобразования импульсов тока постоянного направления в импульсы тока переменного направления | 1934 |
|
SU43349A1 |
| РАДИАТОР СИСТЕМЫ ОХЛАЖДЕНИЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2015 |
|
RU2576728C1 |
| CN 112908627 A, 04.06.2021. | |||
