Изобретение относится к машиностроению и предназначено для использования в транспортных средствах, например автомобилях, тракторах и комбайнах, а также других машинах, оборудованных двигателями внутреннего сгорания (ДВС) с жидкостным охлаждением.
Известен радиатор жидкостной системы охлаждения ДВС, содержащий верхний и нижний бачки, между которыми расположены ряды параллельных охлаждающих трубок с размещенными на их длине сферическими элементами, которые омываются атмосферным воздухом при работе теплообменника.
Недостатками аналога, представляющего собой устройство для нагрева (охлаждения) атмосферного воздуха, являются высокая трудоемкость и низкая технологичность изготовления устройства, связанная с необходимостью выполнения в каждом сферическом охлаждающем элементе отверстия с точным допуском и посадки элементов на всей высоте трубки теплообменника. Кроме этого, наличие на трубках, внутри которых течет вода, внешних сферических элементов из стали или латуни затрудняет обслуживание и ремонт устройства в эксплуатации в случае коррозии трубок и появления течи жидкости.
Наиболее близким к изобретению является радиатор (теплообменник) жидкостного охлаждения, содержащий ряды параллельно расположенных охлаждающих трубок с водой, размещенных между коллекторами-сборниками, причем снаружи каждая трубка на большей части своей длины снабжена наполнителем (оребрение) из сферических элементов из теплопроводного металла, спеченных термически между собой и поверхностью трубок.
Однако и данное устройство характеризуется низкой степенью технологичности и высокой трудоемкостью изготовления сферических охлаждающих элементов из металлического порошка, термическое спекание их с трубками и между собой. Кроме этого, слой наполнителя, где он расположен на трубке, делает ее непригодной для обслуживания и ремонта течей по стенке трубки в эксплуатации,
Цель изобретения - повышение технологичности сборки и обслуживания водяного радиатора.
Цель достигается тем, что радиатор жидкостной системы охлаждения ДВС, содержащий закрепленные на боковых стойках верхний и нижний бачки, соединенные между собой при помощи установленных в ряд с зазором плоскоовальных трубок, и
сферические охлаждающие элементы, размещенные в зазорах между трубками, снабжен передней и задней перфорированными стенками, подвижной нажимной пластиной
и силовыми пружинами, причем передняя и задняя перфорированные стенки установлены соответственно перед и за плоскоовальными трубками и прикреплены к боковым стойкам, нажимная пластина снаб0 жена прорезями для плоскоовальных трубокиразмещенамеждуперфорированными стенками и боковыми стойками над охлаждающими элементами с возможностью перемещения вдоль пло5 скоовальных трубок, а силовые пружины прикреплены неподвижным концом к боковым стойкам, а подвижным - к нажимной пластине.
В целях увеличения площади теплового
0 контакта сферических элементов с поверхностью плоскоовальной или цилиндрической трубки радиатора каждый охлаждающий элемент снаружи выполнен с парными диаметрально размещенными
5 плоскими гранями, причем указанными гранями элементы под действием нажимной пластины контактируют между собой и с наружной поверхностью трубки радиатора. При изготовлении плоскоовальных тру0 бок радиатора из тонкостенной латунной ленты свертными каждая трубка выполнена с полусферическими углублениями на наружной поверхности стенок, с которыми по части шара контактируют сферические ох5 лаждающие элементы радиатора.
Для снижения материалоемкости сферических охлаждающих элементов радиатора сердцевину каждого из них изготавливают вспененной из алюминия,
0 меди или полистирола, а наружную поверхность сферического элемента покрывают сплошным слоем легко деформируемого материала (металла) или сплава, например, алюминия или меди.
5 Сферические охлаждающие элементы изготавливаются из легко деформируемого металла (алюминия, меди и других сплавов) методом холодного выдавливания, нагар- товки или литья, и в межтрубном простран0 стве радиатора, ограниченном концевыми пластинами сердцевины, боковыми стойками и перфорированными стенками, размещены засыпкой. В верхней части сердцевина радиатора снабжена новой де5 талью - подвижной нажимной пластиной, - одетой на плоскоовальные трубки с зазором для свободного перемещения вдоль них, и которая под действием усилия от вновь примененных в радиаторе двух или четырех спиральных пружин, закрепленных одним
концом на боковых стойках радиатора, воздействует на верхний слой сферических элементов, создает в объеме между ними расклинивающий эффект и тем самым обеспечивает прижатие сферических элементов к наружной поверхности трубок и между собой.
Таким образом, сферические охлаждающие элементы, размещенные в межтрубном пространстве радиатора под действием нажимной пластины обеспечивают тепловой контакт между поверхностью нагретой трубки, внутри которой движется горячая вода двигателя, и поверхностью сферического элемента, а также между самими ох- лаждающими элементами, способствуя эффективной передаче тепла от трубок через сферические элементы в просасываемый через радиатор атмосферный воздух.
Технология сборки радиатора включает известное (например, клеевое с сушкой) соединение трубок с нижней концевой пластиной сердцевины, ее установку на нижнем бачке, монтаж боковых стоек, перфорированных стенок, засыпку в межтруб- ное пространство до заданного уровня сферических элементов, их уплотнение на вибростенде, досыпку (при необходимости), установку на верхний слой засыпки нажимной пластины и закрепление в ее отвер.сти- ях подвижных концов силовых пружин, а неподвижных - на боковых стойках радиатора. После этого на верхние концы плоскр- овальных трубок монтируют вторую концевую пластину сердцевины и соедине- ние герметизируют клеем, производят сушку и после закрепления верхнего бачка радиатор устанавливают на машину.
Высокая степень технологичности сборки радиатора в промышленности до- стигается использованием альтернативной технологии, выявленной при исследовании модельного образца водяного радиатора, посредством которой в первую очередь собирают сердцевину из плоскоовальных тру- бок, с установкой на трубки нажимной пластины и двух неподвижных концевых пластин, герметизируют трубки в местах расположения концевых пластин и подвергают сушке сердцевину. Собранный узел проверяют на герметичность и затем на него монтируют боковые стойки, верхний и нижний бачки, детали подвески радиатора на машине и одну из перфорированных стенок.
Через открытую часть радиатора при его горизонтальном положении в межтрубное пространство при фиксированном расположении нажимной пластины в боковых стойках засыпают сферические охлаждающие элементы. В этом положении радиатор устанавливают на вибростенд и элементы в засыпке подвергают уплотнению в зазорах между трубками, При понижении уровня засыпки оператор досыпает часть сферических элементов до требуемой высоты, после чего на боковые стойки закрепляет верхнюю перфорированную стенку и монтирует силовые пружины, неподвижные концы которых соединяет с боковыми стойками, а подвижные - с нажимной пластиной.
После оценки качества сборки и приемки собранный радиатор устанавливают на машину известным способом.
Предложенный радиатор жидкостной системы ДВС обладает и более совершенной технологичностью обслуживания в эксплуатации, благодаря которой для устранения течи трубок требуется только снять радиатор с машины, демонтировать силовые пружины, снять одну из перфорированных стенок и ссыпать часть сферических элементов в отдельную емкость. После этого легко герметизируют плоскоовальную трубку известным способом, например, пайкой мягким припоем, засыпают в межтрубное пространство сферические элементы из технологической емкости и радиатор собирают в обратной последовательности, а затем монтируют на машину.
Как следует из изложенного/при сборке предложенного радиатора по требованию технологии нет необходимости применения высокотемпературного нагрева трубок, сферических элементов и высоких давлений для получения теплового контакта охлаждающих элементов с наружной поверхностью трубки и между собой.
Для увеличения площади теплового контакта с трубкой сферические элементы снабжают снаружи парными плоскими гранями, размещенными на шаре диаметрально, причем указанными гранями охлаждающие элементы радиатора под воздействием усилия нажимной пластины, нагруженной силовыми пружинами, контактируют с боковыми поверхностями трубок и между собой, улучшая тем самым передачу тепла от нагретых трубок радиатора в атмосферный воздух, просасываемый через сердцевину с помощью вентилятора системы охлаждения.
Наличие на сферическом элементе плоских граней лишь незначительно увеличивает трудоемкость изготовления многоручьевого штампа для холодного выдавливания сферических элементов из алюминия, меди и других сплавов, не оказывая никакого отрицательного эффекта на
собираемость водяного радиатора и его обслуживание при эксплуатации машины.
При изготовлении плоскоовальной трубки радиатора свертной из тонкостенной ленты, например латуни или меди, на поверхности ленты до свертывания ее в трубку штампуют полусферические углубления, которые на трубке обращены внутрь.
С углублениями на боковых стенках трубки контактируют внешние насыпные сферические элементы, не имеющие в этом варианте исполнения на своей наружной поверхности плоских граней.
На фиг. 1 приведен предложенный радиатор с насыпными сферическими элементами в зазорах между трубками, общий вид; на фиг. 2 - сферические элементы с плоскими гранями на наружной поверхности, общий вид; на фиг. 3 - форма контакта сферических элементов с трубкой радиатора, снабженной полусферическими углублениями на боковых поверхностях; на фиг. 4 - сферические элементы с пористой сердцевиной (наполнителем) и сплошным слоем металла на наружной поверхности, общий
В И;.,.
Радиатор содержит верхний и нижний бачки 1 и 2 с заливной горловиной 3 и пробкой 4, отводящий патрубок 5 и сливную пробку 6, сердцевину 7 с рядами трубок 8 и двумя концевыми пластинами 9 и 10, боковые, стойки 11 и 12 с передней и задней перфорированными стенками 13 и 14, воздушное пространство, между которыми заполнено насыпными сферическими теплопроводящими элементами 15, контактирующими с наружной поверхностью трубок 8 и между собой. На верхнем слое элементов 15 размещена нажимная пластина 16, имеющая зазоры 17 в отверстиях для прохода трубок 8 и нагруженная усилием пружин 18, подвижные концы которых закреплены в отверстиях 19 нажимной пластины 16. а неподвижные-с. кронштейнами 20 боковых стоек 11 и 12 радиатора.
Радиатор собирают следующим образом.
С нижней концевой пластиной 10 сердцевины 7 соединяют трубки 8, после чего монтируют боковые стойки 11 и 12 и на них перфорированные стенки 13 и 14. В пространство между трубками 8, открытое сверху, засыпают сферические элементы 15 до заданной высоты трубок 8. В такой комплектации сердцевину 7 ставят на вибростенд (не показан) и. встряхивая ее в течение 2-3 мин, получают уплотненную засыпку охлаждающих элементов между трубками 8. Затем на верхний слой элементов 15 укладывают нажимную пластину 16, наружные концы которой с отверстиями 19 пропускают через окна в боковых стойках 11 и 12, и соединяют с пружинами 18, которые предварительно закреплены на боковых стойках.
На трубки 8 монтируют верхнюю концевую пластину 9 сердцевины 7. После герметизации трубок 8 в пластинах 9 и 10 и боковых стоек в местах выхода нажимной пластины 16 устанавливают бачки 1 и 2 и закрепляют
их герметично на боковых стойках 11 и 12, а также на концевых пластинах 9 и 10.
После проверки радиатора на герметичность известным способом его устанавливают на автомобиль.
Описанная последовательность приемов (технология) сборки радиатора может быть упрощена, если на промышленном предприятии сначала выполнять сборку сердцевины. В этом случае трубки 8 посредством клея герметизируют в концевых пластинах 9 и 10, между которыми на указанных трубках располагают нажимную пластину 16. После сушки клеевых соединений и проверки их герметичности на сердцевину 7
монтируют боковые стойки 11 и 12, бачки 1 и 2 и одну из перфорированных стенок, например 14, которую закрепляют на боковых стойках 11 и 12 радиатора, при этом нажимную пластину 16 фиксируют по высоте расположения в отверстиях боковых стоек.
Затем при горизонтальном положении собираемого узла через открытую сердцевину 7 в зазоры между трубками 8 засыпают сферические охлаждающие элементы 15 до
заданной высоты. В этой комплектации узел устанавливают на вибростенд, где насыпная масса элементов 15 уплотняется в объеме сердцевины. При необходимости досыпают в сердцевину 7 часть сферических
элементов 15, устанавливают на боковые стойки 11 и 12 переднюю перфорированную стенку 13, закрепляют силовые пружины 18 на стойках 11 и 12 и в отверстиях 19 нажимной пластины 16. Проверяют герметичность
в соединениях бачков 1 и 2 и после доукомплектования деталями подвески радиатор монтируют на машину.
Радиатор работает следующим образом.
Горячая вода из двигателя с температурой поступает в верхний бачок 1 и после него течет по трубкам 8. Проходя в радиаторе, жидкость отдает тепло на стенки
трубок, которое воспринимают сферические охлаждающие элементы, контактирующие с трубками 8 и между собой. Полученное тепло сферические элементы 15, омываемые потоком воздуха от вентилятора двигателя, рассеивают в атмосферу, обеспечивая npw
работе машины заданный температурный режим в системе охлаждения ДВС.
В случае течи трубок 8 в эксплуатации из-за коррозии или механического повреждения из радиатора сливают воду, после чего снимают его с машины, демонтируют силовые пружины 18, отсоединяют от боковых стоек одну из перфорированных стенок, например 14, ссыпают часть охлаждающих элементов 15 в чистую технологическую емкость и герметизируют пайкой место течи в трубке или в трубках. Затем в сердцевину из емкости засыпают охлаждающие элементы
15,монтируют ранее снятую перфорированную стенку 14 на боковые стойки 11 и 12, закрепляют силовые пружины 18 на боковых стойках 11 и 12 и нажимной пластине
16.Отремонтированный радиатор устанавливают на машину, заливают в систему охлаждения воду или антифриз-Тосол (зимой), после чего запускают двигатель в работу.
Обслуживание и очистку поверхностей сферических элементов 15 и трубок 8 при засорении их в эксплуатации производят известным способом, например струей теплой воды из брантспойта. не демонтируя радиатор с автомобиля.
Применение в жидкостной системе охлаждения ДВС радиатора с отъемными сферическими элементами, размещенными в рядах между трубками сердцевины радиатора, засыпкой и обеспечением теплового контакта охлаждающих элементов с наружной поверхностью трубок и между собой посредством нажимной пластины, контактирующей с верхним слоем сферических элементов, на которую воздействует усилие от силовых пружин, расклинивающих, сферические элементы в объеме между трубками сердцевины, обеспечивает снижение трудоемкости изготовления радиатора за счет повышения технологичности сборки узла и улучшения обслуживания радиатора при эксплуатации машины с двигателем
внутреннего сгорания, что способствует снижению затрат и улучшению экологических характеристик при изготовлении ради- атора в промышленности и 5 совершенствованию эксплуатационных качеств автомобиля или трактора. Формула изобретения 1. Радиатор жидкостной системы охлаждения двигателя внутреннего сгорания, со0 держащий закрепленные на боковых стойках верхний и нижний бачки, соединенные между собой при помощи установленных в ряд с зазором плоскоовальных трубок, и сферические охлаждающие элементы,
5 размещенные в зазорах между трубками, отличающийся тем, что, с целью повышения технологичности сборки и обслуживания, он снабжен передней и задней перфорированными стенками, нажимной
0 пластиной и силовыми пружинами, причем передняя и задняя перфорированные стенки установлены соответственно перед и за плоскоовальными трубками и прикреплены к боковым стойкам, нажимная пластина
5 снабжена прорезями для плоскоовальных трубок и размещена в пространстве между перфорированными стенками и боковыми стойками над сферическими охлаждающими элементами с возможностью перемеще0 ния вдоль плоскоовальных трубок, а силовые пружины прикреплены неподвижным концом к боковым стойкам и подвижным - к нажимной пластине.
2.Радиатор поп, 1,отличающий- 5 с я тем, что каждый сферический элемент вы- .
полней с парными диаметрально размещенными плоскими гранями.
3.Радиатор по п. 1,отличающий- с я тем, что каждая плоскоовальная трубка
0 выполнена с полусферическими углублениями на наружной поверхности стенок.
4. Радиатор по пп.3, отличающи й- с я тем, что внутренняя часть каждого сферического охлаждающего элемента вы5 полнена в виде пористого наполнителя.
фиг..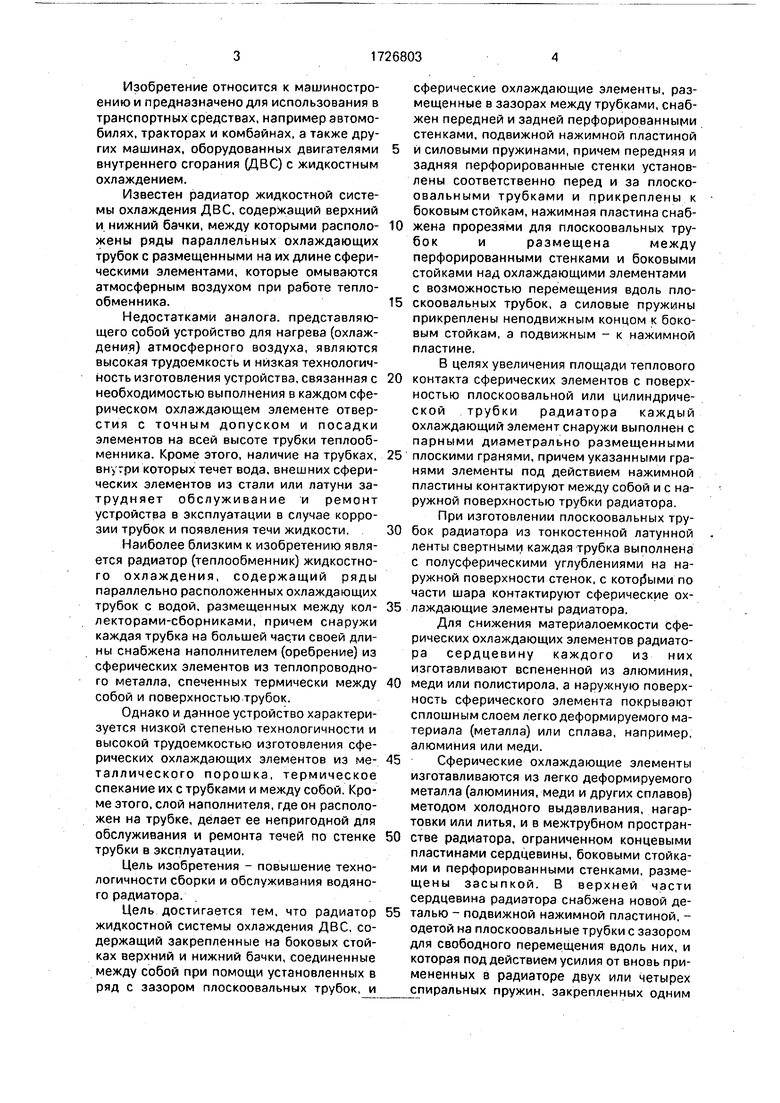

| название | год | авторы | номер документа |
|---|---|---|---|
| Радиатор системы охлаждения автотракторных двигателей | 2022 |
|
RU2801632C1 |
| РАДИАТОР СИСТЕМЫ ОХЛАЖДЕНИЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2015 |
|
RU2576728C1 |
| Радиатор жидкостной системы охлаждения двигателя внутреннего сгорания | 1987 |
|
SU1495462A1 |
| КОНДЕНСАТОР-РАДИАТОР | 1998 |
|
RU2135918C1 |
| РАДИАТОР | 1997 |
|
RU2162155C2 |
| РАДИАТОР | 2001 |
|
RU2230201C2 |
| Радиатор | 1990 |
|
SU1726953A1 |
| РАДИАТОР АВТОМОБИЛЯ | 1993 |
|
RU2054612C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КАЧЕСТВА ПАЯНЫХ ТРУБОК ПРИ ИЗГОТОВЛЕНИИ РАДИАТОРОВ И ТЕПЛООБМЕННИКОВ | 2003 |
|
RU2238531C1 |
| СЕКЦИЯ РАДИАТОРА СИСТЕМЫ ОХЛАЖДЕНИЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ (ВАРИАНТЫ) | 2004 |
|
RU2280831C1 |

Изобретение позволяет повысить технологичность сборки и обслуживания радиатора. Радиатор содержит верхний и нижний бачки 1 и 2, соединенные между собой установленными в ряд с зазорами I Л плоскоовальными трубками 8, и сферические охлаждающие элементы 15, размещенные в зазорах между трубками 8 внутри объема, образованного передней и задней перфорированными .стенками, боковыми стойками 11 и 12, нижним бачком 2 и нажимной пластиной 16. Последняя выполнена с прорезями для трубок 8, установлена с возможностью перемещения вдоль трубок 8 и нагружена силовыми пружинами 18. Сферические элементы 15, плотно уложенные при сборке радиатора и поджатые нажимной пластиной 16, контактируют с наружной поверхностью трубок 8 и между собой, обеспечивая эффективное рассеивание тепла. При необходимости ремонта или очистки радиатора он легко разбирается и производятся необходимые работы, очистка, после чего радиатор собирают вновь. 3 з. п. ф-лы, 4 ил. (Л С
15
-- лболоша
Щиг.Ь
Фиг.З
Сердцебина
| Нинуа Н | |||
| Е | |||
| Регенеративный вращающийся воздухоподогреватель | |||
| М.: Высшая школа, 1965, с | |||
| Механический грохот | 1922 |
|
SU41A1 |
| Веникодробильный станок | 1921 |
|
SU53A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
