Область техники, к которой относится изобретение
Варианты осуществления, описанные в настоящем документе, относятся к устройству и способу группирования продолговатых изделий, предпочтительно металлических.
В частности, настоящее изобретение может быть использовано для укладки и выравнивания автоматизированным образом и в однородные группы нескольких продолговатых изделий одинаковой формы или аналогичной или сопоставимой формы, и для перемещения их к зоне укладки и возможного связывания или упаковки, где их связывают вместе или упаковывают, например, заворачивают или обертывают автоматизированным образом для подготовки к хранению и/или транспортировке.
Под термином продолговатые изделия в настоящем документе и в последующем описании, как правило, подразумевают изделия, изготовленные из стержней продолговатой формы, возможно, выпрямленных, таких как прутки, арматурные прутки, круглые, квадратные или аналогичные, с круглым, многоугольным или плоским поперечным сечением. Только в качестве примера, продолговатые изделия, указанные выше, могут представлять собой средние и большие скобы, выпрямленные стержни или профильные детали с изгибами на одном или обоих концах.
Уровень техники
Известны различные режуще-гибочные станки для изготовления скоб и/или профильных деталей, начиная с пачек (пучков) как прямых, так и предварительно нарезанных стержней, а также из катушек стальной проволоки.
Начиная с катушек стальной проволоки, эти станки могут выполнять выпрямление, резку, гибку проволоки автоматизированным способом с помощью компьютеризированных систем, чтобы придать скобам и/или профильным деталям желаемую форму. Эти станки также могут изготавливать простые выпрямленные стержни, которые в равной степени необходимы в строительной практике.
Известные режуще-гибочные станки выполнены с возможностью изготовления скоб и/или профильных деталей, также начиная с прямых стержней, изготавливаемых в пачках (пучках) непосредственно на сталелитейном заводе, или из стержней, выпрямленных специализированными автономными правильно-отрезными станками.
В области производства стержней, скоб и профильных деталей, далее для простоты называемых металлическими изделиями, возникает проблема их последующей упаковки.
Фактически, как только количество, необходимое для каждого размера и типа металлических изделий, будет изготовлено, их необходимо объединить в однородные группы для их перемещения и управления ими.
Эти металлические изделия, объединенные в группы, также должны быть маркированы, чтобы обеспечить их правильное хранение и чтобы их можно было отследить до, во время и после отправки в пункт назначения.
В настоящее время все эти операции выполняют специализированные операторы непосредственно после режуще-гибочного станка. Эти операторы вручную собирают металлические изделия, изготовленные станком, аккуратно группируют их вместе, обычно связывают железной проволокой, маркируют и помещают обратно в зону хранения.
В зоне хранения создают большие пачки (пучки), состоящие из различных видов металлических изделий, всегда вручную, сгруппированные в соответствии с запросами конкретного клиента.
Все это, естественно, влечет за собой определенную трату времени и определенную медлительность при упаковке металлических изделий и во всех связанных с этим операциях, а также проблемы безопасности для операторов, которым приходится работать с очень громоздкими и тяжелыми металлическими изделиями.
Одно решение устройства для группирования и переноса стержней описано в патентном документе US 3,837,465, в котором стержни, подлежащие группированию, опускают по наклонной плоскости и собирают в пространстве, определенном между плоской вертикальной стенкой и опорной стенкой, предусмотренной во вращающихся удерживающих элементах. Это решение не особенно подходит для применения на профильных стержнях с изогнутыми концами различных размеров.
Фактически, если изготовленные изделия профильные, например, если они имеют загнутые концы или изгибы, расположенные в продольном направлении, они могут пересекаться друг с другом и располагаться беспорядочно относительно друг друга, создавая трудности при последующей упаковке и связывании, тем более значительные, когда изделия длинные и имеют значительную толщину.
Хотя в некоторых случаях часть этих операций может быть выполнена антропоморфными роботизированными системами, которые удаляют металлические изделия ниже по технологическому потоку от режуще-гибочного станка с помощью захватных устройств, однако эти системы имеют различные недостатки.
На самом деле, эти системы должны быть тщательно спроектированы, в частности, в отношении захватных устройств, они имеют высокую стоимость и требуют довольно сложного технического управления программным обеспечением и/или самообучающимися системами, то есть требуют большого количества сложных действий, необходимых для управления очень широким спектром металлических изделий, которые могут быть изготовлены на режуще-гибочных станках.
Еще одним недостатком являются взаимодействия между человеком и станка, что является очень важным аспектом в случае роботизированных систем.
В частности, с точки зрения безопасности требуется тщательный выбор диапазона действия подвижных рычагов и диапазона перемещения перемещаемых металлических изделий.
Поэтому существует необходимость в совершенствовании устройства и способа для группирования продолговатых изделий, которые могут преодолеть по меньшей мере один из недостатков уровня техники.
Раскрытие сущности изобретения
Ввиду вышеуказанного, одной из целей настоящего изобретения является создание устройства для группирования продолговатых изделий, которое не требует вмешательства операторов или по меньшей мере минимизирует его.
Другой целью настоящего изобретения является создание устройства для группирования продолговатых изделий в партии, однородные по размеру и типу, автоматическим образом.
Другой целью настоящего изобретения является создание простого в управлении устройства для группирования продолговатых изделий.
Другая цель состоит в том, чтобы усовершенствовать способ группирования продолговатых изделий в соответствии с целями, описанными выше.
Заявитель изучил, протестировал и осуществил настоящее изобретение, чтобы преодолеть указанные недостатки уровня техники и достичь эти и другие цели и преимущества.
Настоящее изобретение изложено и охарактеризовано в независимых пунктах формулы. Зависимые пункты формулы описывают другие характеристики настоящего изобретения или варианты основной изобретательской идеи.
В соответствии с вышеуказанными целями устройство для группирования продолговатых изделий, предпочтительно металлических, содержит плоскость скольжения, наклоненную относительно вертикальной плоскости и выполненную с возможностью приема, например, но не обязательно, по одному за раз множества продолговатых изделий и обеспечения их скольжения в направлении скольжения, поперечном продольному направлению продолговатых изделий по меньшей мере под действием силы тяжести.
На плоскости скольжения предусмотрены удерживающие элементы, выполненные с возможностью по меньшей мере временного удержания продолговатых изделий, как указано выше.
В соответствии с одним аспектом настоящего изобретения плоскость скольжения снабжена по меньшей мере одним ступенчатым разрывом, взаимодействующим с удерживающими элементами. Кроме того, удерживающие элементы подвижны в направлении скольжения, чтобы в каждом случае определять с помощью ступенчатого разрыва зону для временной укладки с переменным размером продолговатых изделий.
Наличие этого ступенчатого разрыва приводит к тому, что металлическое изделие, падающее по плоскости скольжения, всегда располагается внутри разрыва с конкретной ориентацией, предотвращая пересечение и запутывание между изогнутыми или искривленными участками.
Подвижность удерживающих элементов в направлении скольжения позволяет изменять базовый размер зоны укладки для размещения продолговатых изделий, имеющих изгибы на концах любого размера, даже сильно изменяющегося.
Таким образом, можно сгруппировать некоторое количество продолговатых изделий, не требуя вмешательства оператора для надлежащей подготовки металлических изделий к упаковке и связыванию. Благодаря такому группированию значительно проще выполнять операции, даже автоматизированные, связывания или упаковки, которые могут выполняться с помощью специализированных автоматизированных средств связывания, упаковки и выгрузки, расположенных во взаимодействии с устройством.
Кроме того, это устройство является очень универсальным и простым в управлении, поскольку для группирования однородных продолговатых изделий, но которые, например, имеют размеры, отличные от ранее сгруппированных, достаточно отрегулировать взаимное расстояние между удерживающими средствами и ступенчатым разрывом.
Варианты осуществления настоящего изобретения также относятся к способу группирования продолговатых изделий, предпочтительно металлических.
Способ обеспечивает прием на плоскости скольжения, наклоненной относительно вертикальной плоскости, множества продолговатых изделий, которые скользят в направлении скольжения, поперечном продольному направлению продолговатых изделий по меньшей мере под действием силы тяжести.
На плоскости скольжения предусмотрены удерживающие элементы, которые по меньшей мере временно удерживают продолговатые изделия.
В соответствии с одним аспектом настоящего изобретения плоскость скольжения снабжена ступенчатым разрывом, как указано выше, который взаимодействует с удерживающими элементами, которые перемещаются в направлении скольжения, чтобы в каждом случае определять с помощью ступенчатого разрыва временную зону укладки, как указано выше, для продолговатых изделий.
Краткое описание чертежей
Эти и другие аспекты, характеристики и преимущества настоящего изобретения станут очевидными из приведенного ниже описания некоторых вариантов осуществления, приведенных в качестве неограничивающего примера со ссылкой на прилагаемые чертежи, на которых:
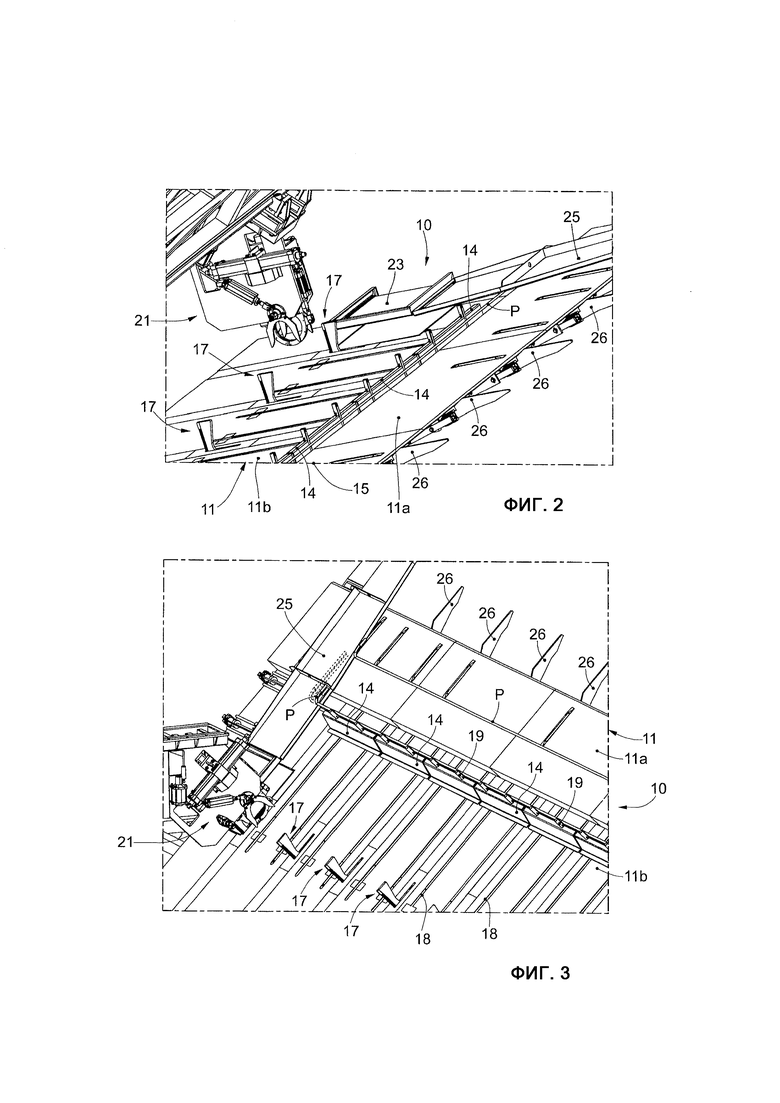
на фиг. 1 показан вид в аксонометрии устройства для группирования продолговатых изделий в соответствии с настоящим изобретением;
на фиг. 2-9 показана последовательность операций функционирования устройства с фиг. 1;
Для облегчения понимания, по возможности, использованы одни и те же ссылочные номера для идентификации идентичных общих элементов на чертежах. Следует понимать, что элементы и характеристики одного варианта осуществления могут быть удобно включены в другие варианты осуществления без дополнительных разъяснений.
Осуществление изобретения
Далее подробно рассмотрены различные варианты осуществления изобретения, один или несколько примеров которых показаны на прилагаемых чертежах. Каждый пример приведен в качестве иллюстрации изобретения и не должен пониматься как ограничивающий изобретение. Например, характеристики, показанные или описанные в той мере, в какой они являются частью одного варианта осуществления, могут быть использованы в других вариантах осуществления или в сочетании с ними для создания другого варианта осуществления. Следует понимать, что настоящее изобретение должно включать в себя все такие модификации и варианты.
Перед описанием вариантов осуществления, следует также уточнить, что настоящее описание не ограничено в своем применении деталями конструкции и расположением компонентов, как описано в нижеследующем описании с использованием прилагаемых чертежей. Настоящее описание может предусматривать другие варианты осуществления и может быть получено или выполнено различными другими способами. Следует также уточнить, что фразеология и терминология, используемые в настоящем описании, предназначены только для целей описания и не могут рассматриваться как ограничительные.
Варианты осуществления, описанные с использованием прилагаемых чертежей, относятся к устройству для группирования продолговатых изделий, обозначенных в целом ссылочным номером 10 на прилагаемых чертежах.
Устройство 10 содержит плоскость 11 скольжения, наклоненную относительно вертикальной плоскости и выполненную с возможностью приема множества продолговатых изделий P и обеспечения их скольжения в направлении скольжения D, поперечном продольному направлению продолговатых изделий P по меньшей мере под действием силы тяжести.
На плоскости 11 скольжения предусмотрены удерживающие элементы 14, выполненные с возможностью удержания продолговатых изделий P по меньшей мере временно.
В соответствии с одним аспектом настоящего изобретения плоскость 11 скольжения снабжена ступенчатым разрывом 15, взаимодействующим с удерживающими элементами 14. Удерживающие элементы 14 подвижны в направлении скольжения D, чтобы в каждом случае определять с помощью ступенчатого разрыва 15 временную зону 16 укладки для продолговатых изделий Р.
Плоскость 11 скольжения содержит первый участок 11а, расположенный выше по технологическому потоку от ступенчатого разрыва 15 относительно направления скольжения D, имеющий зону 12 подачи, выполненную с возможностью приема одного или нескольких продолговатых изделий Р, и второй участок 11b, расположенный ниже по технологическому потоку от ступенчатого разрыва 15 относительно направления скольжения D, имеющий зону 13 удаления, в соответствии с которой продолговатые изделия P удаляют с помощью устройств 17 перемещения.
В соответствии с возможными вариантами осуществления зона 12 подачи выполнена с возможностью приема одного или нескольких продолговатых изделий P из рабочего станка, расположенного выше по технологическому потоку. Например, рабочий станок может представлять собой гибочный или режуще-гибочный станок, каландрирующий станок или другие аналогичные или сопоставимые станки.
Зона 13 удаления расположена ниже зоны 12 подачи, так что продолговатые изделия P могут скользить под действием только силы тяжести.
Для этой цели плоскость 11 скольжения должна быть наклонена под таким углом, чтобы гарантировать однородное скольжение продолговатых изделий P без того, чтобы они могли приподниматься во время движения от самой плоскости 11 скольжения. Наклон плоскости 11 скольжения также должен учитывать возможные поверхностные выступы и ребра продолговатых изделий Р, которые увеличивают их шероховатость и, следовательно, трение с плоскостью 11 скольжения.
В соответствии с одним аспектом настоящего изобретения устройство 10 содержит сдерживающий элемент 25, расположенный между зоной 12 подачи и зоной 16 укладки и выполненный с возможностью предотвращения подъема и поворота продолговатых изделий P относительно плоскости 11 скольжения.
Согласно некоторым вариантам осуществления, сдерживающий элемент 25 обращен к плоскости 11 скольжения, так что между ними имеется пространство для прохождения продолговатых изделий Р. В частности, когда продолговатые изделия P имеют один или несколько изгибов на концах, сдерживающий элемент 25 предотвращает возможность вращения продолговатого изделия P по его продольной оси, ориентирующего изгибы нежелательным образом, при его скольжении вниз по технологическому потоку.
Предпочтительно, сдерживающий элемент 25 также выходит за пределы ступенчатого разрыва 15, чтобы предотвратить вращение продолговатых изделий P также во время их падения в зону 16 укладки.
В соответствии с одним аспектом настоящего изобретения удерживающие элементы 14 выполнены с возможностью скольжения по направляющим канавкам 18 параллельно направлению скольжения D, чтобы в каждом случае определять размер зоны 16 укладки относительно ступенчатого разрыва 15 в направлении скольжения D.
Размер зоны 16 укладки, как указано выше, соответствующим образом увеличен по отношению к максимальному размеру продолговатых изделий P в направлении скольжения D, так что продолговатые изделия P могут падать в нее упорядоченным образом без какого-либо взаимного преграждения.
Кроме того, глубина ступенчатого разрыва 15 такова, что позволяет упорядоченным образом группировать вместе некоторое количество продолговатых изделий Р, равное тем, которые предназначены для составления однородной партии.
В частности, глубина ступенчатого разрыва 15 приводит к тому, что продолговатое изделие Р, которое скользит по плоскости 11 скольжения, в частности вдоль его первого участка 11а, чтобы "упасть" внутрь ступенчатого разрыва 15, ориентируясь и размещая, например, свои изогнутые концы или изогнутые части способом, согласованным с теми из продолговатых изделий Р, которые были выгружены ранее или впоследствии, образуя по существу однородную пачку.
Под глубиной ступенчатого разрыва 15 здесь и далее подразумевают разность высот первого участка 11а плоскости 11 скольжения и второго участка 11b плоскости 11 скольжения.
В соответствии с возможными решениями глубина ступенчатого разрыва 15 также может быть переменной при условии, что второй участок 11b плоскости 11 скольжения является подвижным для увеличения/уменьшения глубины, как указано выше.
Чтобы гарантировать правильное выравнивание продолговатых изделий P также в поперечном направлении Т, перпендикулярном направлению скольжения D, как указано выше, устройство 10 снабжено выравнивающим устройством 24.
В соответствии с описанным здесь вариантом осуществления выравнивающее устройство 24 содержит по меньшей мере одну стенку 24а, подвижную в поперечном направлении для выравнивания продолговатых изделий P друг с другом относительно поперечного направления Т, как указано выше.
В соответствии с возможными вариантами осуществления выравнивающее устройство 24 может содержать пару стенок 24а, обращенных друг к другу и ограничивающих зону 16 укладки в поперечном направлении Т. По меньшей мере одна из стенок 24а подвижна в поперечном направлении T по направлению к другой поперечной стенке 24а, чтобы выровнять продолговатые изделия P друг с другом относительно поперечного направления Т, как указано выше.
Выравнивающее устройство 24 также снабжено по меньшей мере одним элементом 24b перемещения для активации/деактивации по меньшей мере одной подвижной стенки 24а. Предпочтительно, элемент 24b перемещения может иметь фиксированный, возможно регулируемый ход, или он может обеспечивать устройства для измерения давления и/или силы, которые указывают, когда действие выравнивания можно считать завершенным.
В соответствии с описанными здесь вариантами осуществления направляющие канавки 18 проходят, начиная от ступенчатого разрыва 15 по меньшей мере до зоны 13 удаления, так что удерживающие элементы 15 могут скользить по плоскости 11 скольжения, в данном случае по ее второму участку 11b, почти на всем протяжении относительно направления скольжения D.
Удерживающие элементы 14 выполнены с возможностью, посредством скольжения по направляющим канавкам 18, как указано выше, сопровождения продолговатых изделий Р, ранее сгруппированных вместе в зоне 16 укладки, к зоне 13 удаления, чтобы они были перемещены с помощью устройств 17 перемещения, как указано выше.
Во время своего движения продолговатые изделия P постоянно опираются, благодаря действию силы тяжести, на удерживающие элементы 14 и сопровождаются ими, по существу регулируя их скорость.
Удерживающие элементы 14 выполнены с возможностью скольжения согласованным образом по соответствующим направляющим канавкам 18, так что продолговатые изделия Р, сгруппированные упорядоченным образом, продолжают движение к зоне 13 удаления без нарушения выравнивания. Для этой цели удерживающие элементы 14 выравнивают в поперечном направлении Т, перпендикулярном направлению скольжения D.
В случае, если размер продолговатых изделий P больше или меньше поперечного направления Т, можно предусмотреть использование только некоторых удерживающих элементов 14 или всех из них и предусмотреть, чтобы возможные оставшиеся удерживающие элементы 14 располагались, например, в соответствии с зоной 13 удаления, за пределами устройств 17 перемещения.
Удерживающие элементы 14 выступают из плоскости 11 скольжения, в данном случае из второго участка 11b, преимущественно в ортогональном направлении, чтобы действовать в качестве опоры для продолговатых изделий Р, которые поочередно падают в зону 16 укладки.
Удерживающие элементы 14 подходят для размещения внутри них ударных штырей 19, выполненных с возможностью скольжения между внутренним положением, в котором они находятся полностью внутри удерживающих элементов 14, и рабочим положением, в котором они выступают из удерживающих элементов 14 для увеличения их высоты от второго участка 11b плоскости 11 скольжения.
Таким образом, можно предотвратить возможность выхода продолговатых изделий Р, во время их поочередного падения в зону 16 укладки или во время их скольжения к зоне 13 удаления, за пределы удерживающих элементов 14 и падения с плоскости 11 скольжения.
В соответствии с возможными решениями удерживающие элементы 14 могут включать в себя множество стенок, которые имеют протяжение в поперечном направлении Т, множество цилиндров, расположенных на соответствующем расстоянии в поперечном направлении Т, или другие возможные элементы, способные выполнять туже функцию.
В случае, если удерживающие элементы 14 содержат стенки, как указано выше, они удалены друг от друга в поперечном направлении T посредством промежутка 22, выровненного с соответствующим устройством 17 перемещения, расположенным ниже по технологическому потоку. Таким образом, удерживающие элементы 14 подходят для скольжения за пределы устройств 17 перемещения, предпочтительно между ними, в направлении скольжения D, чтобы взаимодействовать с последними, как будет описано более подробно ниже.
В соответствии с зоной 13 удаления, устройства 17 перемещения, как указано выше, подходят для временного размещения продолговатых изделий P и для их подъема с плоскости 11 скольжения, в данном случае с ее второго участка 11b.
Для этой цели устройства 17 перемещения выполнены с возможностью перехода из рабочего положения, в котором они поднимают продолговатые изделия P с плоскости 11 скольжения, в частности с ее второго участка 11b, в котором они расположены над вторым участком 11b, для подъема продолговатых изделий P относительно плоскости 11 скольжения в положение непреграждения, в котором они расположены частично ниже плоскости 11 скольжения.
Второй участок 11b плоскости 11 скольжения снабжен отверстиями 20, соответствующими форме устройств 17 перемещения, чтобы позволить им переходить из поднятого рабочего положения, как указано выше, в положение непреграждения.
В соответствии с возможными вариантами осуществления настоящего изобретения каждое устройство 17 перемещения имеет вогнутую конфигурацию с вогнутостью, открытой вверх для приема продолговатых изделий Р, сопровождаемых удерживающими элементами 14.
Удерживающие элементы 14, выполненные с возможностью скольжения вниз по технологическому потоку дальше положения устройств 17 перемещения, подходят для перемещения на последних, за счет преграждения, продолговатых изделий Р, ранее сгруппированных вместе.
Для облегчения этой операции каждое устройство 17 перемещения снабжено преграждающим участком 17а, выполненным с возможностью остановки продолговатых изделий Р, сопровождаемых удерживающими элементами 14, и вмещающим участком 17b, выполненным с возможностью размещения продолговатых изделий Р, только что остановленных каждым преграждающим участком 17а.
В частности, в положении непреграждения средства 17 перемещения преграждающий участок 17а, как указано выше, выходит из плоскости 11 скольжения для остановки продолговатых изделий Р.
В соответствии с описанными здесь вариантами осуществления устройство 10 снабжено, в соответствии с зоной 13 удаления, связывающим узлом 21, выполненным с возможностью связывания продолговатых изделий Р, расположенных на узлах 17 перемещения по меньшей мере когда узлы 17 перемещения находятся в рабочем положении, как указано выше.
В рамках изобретения связывающий узел 21 может быть заменен автоматизированным узлом для обмотки подходящим материалом для формирования пачки обмотанных изделий, готовых к извлечению из устройства 10.
В соответствии с описанными здесь вариантами осуществления устройство 10 также содержит по меньшей мере один подвижный ящик 23, расположенный в соответствии с зоной 13 удаления и выполненный с возможностью взаимодействия с устройствами 17 перемещения при подъеме продолговатых изделий Р.
Предпочтительно, устройство 10 содержит два подвижных ящика 23, выровненных с устройствами 17 перемещения и расположенных на соответствующих концах плоскости 11 скольжения, в данном конкретном случае второго участка 11b, относительно поперечного направления Т.
Каждый подвижный ящик 23 выполнен с возможностью размещения концов продолговатых изделий Р, которые могут иметь или не иметь один или несколько изгибов. Таким образом, эти концы всегда остаются параллельными плоскости 11 скольжения даже во время их подъема с помощью устройств 17 перемещения, так что они не вращаются относительно остальных участков, параллельных поперечному направлению Т, и не становятся неупорядоченными.
Подъемный узел 24 связан с подвижным ящиком 23, что позволяет перемещать его согласованным или несогласованным образом с движением устройств 17 перемещения.
На прилагаемых чертежах также показаны опорные элементы 26 типа лезвия, которые активируются избирательно для поддержки продолговатых изделий P до или после выполнения изгибов, когда продолговатые изделия P высвобождаются захватом гибочных элементов.
Варианты осуществления настоящего изобретения также относятся к способу группирования продолговатых изделий, предпочтительно металлических.
Способ обеспечивает прием на плоскости 11 скольжения, наклоненной относительно вертикальной плоскости, множества продолговатых изделий Р, которые скользят в направлении скольжения D, поперечном продольному направлению продолговатых изделий P по меньшей мере под действием силы тяжести. На втором участке 11b плоскости 11 скольжения предусмотрены удерживающие элементы 14, которые по меньшей мере временно удерживают продолговатые изделия Р.
В соответствии с одним аспектом настоящего изобретения плоскость 11 скольжения снабжена ступенчатым разрывом 15, который взаимодействует с удерживающими элементами 14, которые перемещаются в направлении скольжения D, чтобы в каждом случае определять с помощью ступенчатого разрыва 15 временную зону 16 укладки, как указано выше, для продолговатых изделий Р.
В соответствии с одним аспектом настоящего изобретения способ предусматривает этап связывания, или упаковывания подходящим упаковочным материалом, продолговатых изделий P с помощью связывающего узла 21, расположенного ниже по технологическому потоку от зоны 16 укладки.
На фиг. 2-9 показана возможная рабочая последовательность функционирования устройства с фиг. 1.
Если есть необходимость сгруппировать и упаковать в партии продолговатые изделия P конкретного типа, например, поступающие с гибочного станка, расположенного выше по технологическому потоку от устройства 10, положение удерживающих средств 14 соответствующим образом регулируют в направлении скольжения D, чтобы задать правильный размер, в том же направлении, зоны 16 укладки, см. фиг. 2.
Ударные штыри могут быть или не быть переведены в рабочее положение, как указано выше, для увеличения высоты удерживающих средств 14 от второго участка 11b плоскости 11 скольжения и обеспечения большей эффективности и безопасности скольжения продолговатых изделий Р.
Затем, как показано на фиг. 3-4 по меньшей мере одно продолговатое изделие P за раз позиционируется в соответствии с зоной 12 подачи плоскости 11 скольжения, в данном конкретном случае первого участка 11а. Под действием силы тяжести продолговатое изделие P скользит по первому участку 11а плоскости 11 скольжения, до достижения ступенчатого разрыва 15.
Затем продолговатое изделие P падает за пределы ступенчатого разрыва 15, продолжая свое скольжение по второму участку 11b плоскости 11 скольжения, пока оно не встретит противодействие удерживающих средств 14, которые блокируют его перемещение и обеспечивают его упорядоченную укладку по меньшей мере в направлении скольжения D.
Таким же образом продолговатое изделие P одно за другим группируют вместе с предыдущими до тех пор, пока не будет достигнуто количество, необходимое для упаковки этой конкретной партии.
Для обеспечения правильного выравнивания обрабатываемых продолговатых изделий P активируют выравнивающее устройство 24. Для этой цели подвижная стенка 24а или, возможно, подвижные стенки 24а поступательно перемещается или перемещаются друг к другу в поперечном направлении Т, выталкивая концы продолговатых изделий P до тех пор, пока не будет получено желаемое выравнивание.
Как показано на фиг. 5, как только группирование и выравнивание завершены, удерживающие средства 14 скользят по направляющим канавкам 18, сопровождая продолговатые изделия Р, как указано выше, к зоне 13 удаления.
Устройства 17 перемещения находятся в положении непреграждения, как указано выше, так что только преграждающий участок 17а каждого средства 17 перемещения выходит из второго участка 11b плоскости 11 скольжения.
Средства 14 скольжения скользят по направляющим канавкам 18 до тех пор, пока они не пройдут мимо устройств 17 перемещения, таким образом, продолговатые изделия P захватываются за счет преграждения преграждающими участками 17а, как указано выше.
Затем, как показано на фиг. 6, средства 17 перемещения переводят из положения непреграждения в рабочее положение, как указано выше. Во время их подъема продолговатые изделия Р, захваченные преграждающими участками 17а, оседают во вмещающих участках 17b удерживающих средств 17, которые поддерживают их по меньшей мере до конца последующей операции связывания.
Во время подъема продолговатых изделий P можно предусмотреть, чтобы по меньшей мере их концы поддерживались подвижными ящиками 23.
Когда средства 17 перемещения переводят из положения непреграждения в рабочее положение, удерживающие устройства 14 возвращают в требуемое положение, чтобы переопределить правильный размер зоны 16 укладки для группирования других продолговатых изделий Р, см. фиг. 7.
Как показано на фиг. 8-9, в конце операции связывания, которую выполняют с помощью связывающего узла 21, продолговатые изделия P могут быть удалены и перемещены с помощью мостового крана, или они могут быть перемещены на второй участок плоскости 11 скольжения, чтобы скользить ниже по технологическому потоку к другим транспортным средствам. В этом случае средства 17 перемещения переводят в положение непреграждения, так что преграждающие участки 17а также находятся ниже плоскости второго участка 11b плоскости 11 скольжения.
В соответствии с возможными решениями, если существует необходимость сгруппировать продолговатые изделия Р, которые имеют очень большое протяжение в поперечном направлении Т, удерживающие элементы 14 могут быть расположены в непосредственной близости от ступенчатого разрыва 15 с ударными штырями 19 во внутреннем положении. Таким образом, продолговатые изделия P падают за пределы ступенчатого разрыва 15, и их скольжение ниже по технологическому потоку прекращается непосредственно за счет преграждающих участков 17а устройств 17 перемещения.
Ясно, что в устройство для группирования продолговатых изделий и в соответствующий способ, описанные выше, могут быть внесены модификации и/или добавления деталей или этапов без отступления от объема настоящего изобретения, как определено формулой изобретения.
Также ясно, что, хотя настоящее изобретение описано со ссылкой на некоторые конкретные примеры, специалист в данной области, безусловно, сможет создать множество других эквивалентных форм устройства для группирования продолговатых изделий и соответствующего способа, обладающих характеристиками, изложенными в формуле изобретения, и следовательно, все они попадают в объем правовой охраны, определенный в ней.
В нижеследующей формуле изобретения единственной целью ссылочных обозначений в скобках является облегчение чтения, и их не следует рассматривать как ограничительные факторы в отношении объема правовой охраны, заявленного в конкретных пунктах формулы изобретения.




Устройство для группирования продолговатых изделий (Р) содержит плоскость (11) скольжения, наклоненную относительно вертикальной плоскости. Плоскость (11) скольжения имеет первый участок (11а), выполненный с возможностью приема множества продолговатых изделий (Р). На плоскости (11) скольжения предусмотрены подвижные удерживающие элементы (14). Плоскость (11) скольжения снабжена ступенчатым разрывом (15), взаимодействующим с удерживающими элементами (14), которые выполнены с возможностью скольжения по второму участку (11b) плоскости (11) скольжения, расположенному ниже по технологическому потоку от ступенчатого разрыва (15), в направлении скольжения (D), чтобы в каждом случае определять с помощью ступенчатого разрыва (15) зону (16) для временной укладки продолговатых изделий (Р), которые падают внутрь указанного ступенчатого разрыва (15), причем глубина ступенчатого разрыва (15) определена разностью высот первого участка (11а) плоскости (11) скольжения и второго участка (11b) плоскости (11) скольжения. Обеспечивается создание простого в управлении автоматического устройства для группирования продолговатых изделий. 2 н. и 10 з.п. ф-лы, 9 ил.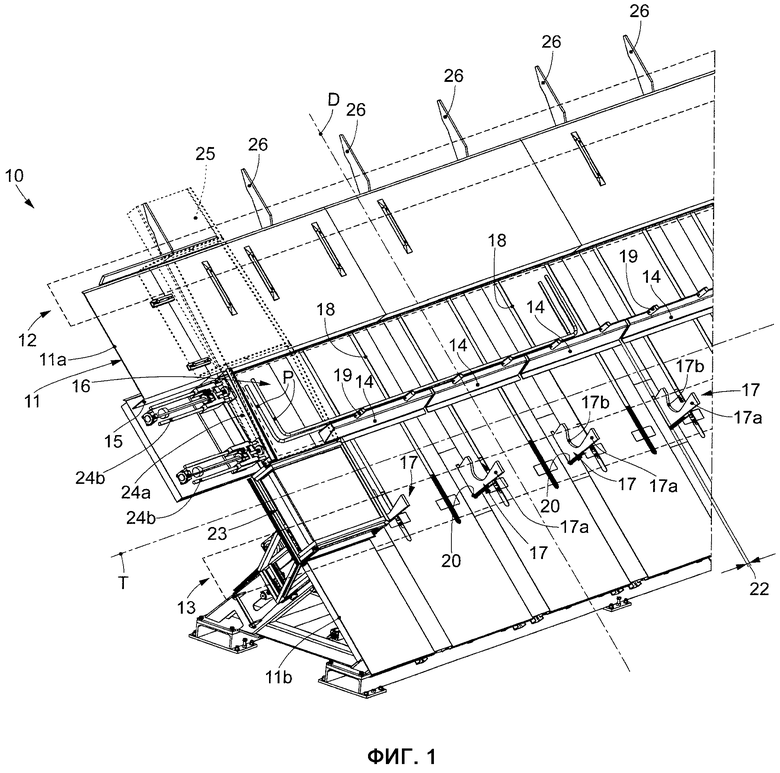
1. Устройство для группирования продолговатых изделий (Р), предпочтительно металлических, содержащее плоскость (11) скольжения, наклоненную относительно вертикальной плоскости, причем указанная плоскость (11) скольжения имеет первый участок (11а), выполненный с возможностью приема множества указанных продолговатых изделий (Р), и обеспечения их скольжения под действием силы тяжести в направлении скольжения (D), поперечном продольному направлению указанных продолговатых изделий (Р), причем на указанной плоскости (11) скольжения предусмотрены подвижные удерживающие элементы (14), отличающееся тем, что указанная плоскость (11) скольжения снабжена ступенчатым разрывом (15), взаимодействующим с указанными удерживающими элементами (14), причем указанные удерживающие элементы (14) выполнены с возможностью скольжения по второму участку (11b) указанной плоскости (11) скольжения, расположенному ниже по технологическому потоку от указанного ступенчатого разрыва (15), в направлении скольжения (D), чтобы в каждом случае определять с помощью указанного ступенчатого разрыва (15) зону (16) для временной укладки указанных продолговатых изделий (Р), которые падают внутрь указанного ступенчатого разрыва (15), причем глубина ступенчатого разрыва (15) определена разностью высот первого участка (11а) плоскости (11) скольжения и второго участка (11b) указанной плоскости (11) скольжения.
2. Устройство по п. 1, отличающееся тем, что указанный первый участок (11а), расположенный выше по технологическому потоку от ступенчатого разрыва (15) относительно направления скольжения (D), имеет зону (12) подачи, выполненную с возможностью приема одного или нескольких продолговатых изделий (Р), а указанный второй участок (11b), расположенный ниже по технологическому потоку от ступенчатого разрыва (15) относительно направления скольжения (D), имеет зону (13) удаления, в соответствии с которой продолговатые изделия (Р) могут быть удалены с помощью устройств (17) перемещения.
3. Устройство по п. 1 или 2, отличающееся тем, что оно содержит направляющие канавки (18) параллельные направлению скольжения (D), причем указанные удерживающие элементы (14) выполнены с возможностью движения по указанным направляющим канавкам (18), чтобы в каждом случае определять размер зоны (16) укладки относительно ступенчатого разрыва (15) в направлении скольжения (D).
4. Устройство по п. 3, отличающееся тем, что указанные удерживающие элементы (14) выполнены с возможностью, при скольжении по указанным направляющим канавкам (18), сопровождения продолговатых изделий (Р), ранее сгруппированных в зоне (16) укладки, к указанной зоне (13) удаления.
5. Устройство по п. 4, отличающееся тем, что оно содержит ударные штыри (19), расположенные внутри указанных удерживающих элементов (14), выполненные с возможностью скольжения между внутренним положением, в котором они полностью находятся внутри указанных удерживающих элементов (14), и рабочим положением, в котором они выступают из указанных удерживающих элементов (14) для увеличения их высоты от указанного второго участка (11b) плоскости (11) скольжения.
6. Устройство по любому из пп. 2-5, отличающееся тем, что указанные устройства (17) перемещения имеют рабочее положение, в котором они расположены выше указанного второго участка (11b) плоскости (11) скольжения, для подъема продолговатых изделий (Р) со второго участка (11b), а также положение непреграждения, в котором они расположены по меньшей мере частично ниже второго участка (11b) плоскости (11) скольжения.
7. Устройство по п. 6, отличающееся тем, что каждое устройство (17) перемещения снабжено преграждающим участком (17а), выполненным с возможностью остановки продолговатых изделий (Р), сопровождаемых удерживающими элементами (14), и вмещающим участком (17b), выполненным с возможностью размещения продолговатых изделий (Р), остановленных каждым преграждающим участком (17а).
8. Устройство по любому из предыдущих пунктов, отличающееся тем, что оно снабжено выравнивающим устройством (24) для того чтобы гарантировать правильное выравнивание продолговатых изделий (Р) также в поперечном направлении (Т), ортогональном указанному направлению скольжения (D), причем выравнивающее устройство (24) содержит по меньшей мере одну стенку (24а) ограничивающую зону (16) укладки в поперечном направлении (Т).
9. Устройство по любому из предшествующих пунктов, отличающееся тем, что оно содержит сдерживающий элемент (25), расположенный между зоной (12) подачи и зоной (16) укладки и выполненный с возможностью предотвращения подъема и вращения продолговатых изделий (Р) относительно плоскости (11) скольжения.
10. Устройство по любому из предыдущих пунктов, отличающееся тем, что оно снабжено связывающим узлом (21), или упаковочным узлом с соответствующим упаковочным материалом, расположенным в соответствии с указанной зоной (13) удаления и выполненным с возможностью связывания или упаковки продолговатых изделий (Р), расположенных на указанных узлах (17) перемещения, по меньшей мере когда указанные узлы (17) перемещения находятся в указанном рабочем положении.
11. Способ группирования продолговатых изделий, предпочтительно металлических, с помощью устройства по п. 1, который обеспечивает прием на плоскости (11) скольжения, наклоненной по отношению к вертикальной плоскости, множества указанных продолговатых изделий (Р), причем указанные продолговатые изделия (Р) скользят в направлении скольжения (D), поперечном продольному направлению указанных продолговатых изделий (Р), по меньшей мере под действием силы тяжести, причем на указанной плоскости (11) скольжения предусмотрены удерживающие элементы (14), которые по меньшей мере временно удерживают указанные продолговатые изделия (Р), отличающийся тем, что продолговатые изделия (Р) скользят под действием силы тяжести на указанной плоскости (11) скольжения и падают внутрь ступенчатого разрыва (15), предусмотренного вдоль указанной плоскости (11) скольжения и определенного вместе с указанными удерживающими элементами (14), которые движутся в указанном направлении скольжения (D), чтобы в каждом случае определять с помощью указанного ступенчатого разрыва (15) временную зону (16) укладки для указанных продолговатых изделий (Р).
12. Способ по п. 11, отличающийся тем, что он предусматривает этап связывания указанных продолговатых изделий (Р) с помощью связывающего узла (21) или упаковочного узла, расположенного ниже по технологическому потоку от указанной зоны (16) укладки.
| US 3837465 A, 24.09.1974 | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
| Станок для придания концам круглых радиаторных трубок шестигранного сечения | 1924 |
|
SU2019A1 |
| EP 3351316 A1, 25.07.2018. | |||
