ОБЛАСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к устройству для обработки металлических изделий с продолговатой структурой, таких как стержни, армирующие проволоки, арматура круглого или квадратного сечения или тому подобное.
Настоящее изобретение может быть использовано для отделения металлического изделия из связки и для загрузки металлического изделия в устройство для обработки, такое как гибочный станок, станок для гофрирования, станок для изготовления скоб или сварочный аппарат.
УРОВЕНЬ ТЕХНИКИ
Известны станки для обработки металлических изделий, которые обрабатывают один или несколько изделий одновременно.
Такие устройства для обработки имеют емкости, в которых размещаются связки изделий, при этом изделие каждый раз захватывается из указанной емкости перед тем, как загружается в устройство для обработки.
Операция по захвату и извлечению отдельных изделий из связки часто очень сложна, поскольку продолговатые изделия, длина которых может достигать даже 12 метров и более, доставляются неплотно закрепленными, спутанными и скрученными друг с другом.
Операция захвата и загрузки устройством для обработки выполняется вручную оператором, от которого требуются большие усилия, при этом существуют риски безопасности и замедления рабочего цикла, что снижает производительность последующих процессов.
Известны также устройства для обработки металлических изделий, содержащие магнитные подъемные средства, которые под действием магнитного воздействия поднимают множество изделий из связки, захватывая изделие по центру или за один конец.
Оставшаяся часть металлических изделий, которая обычно остается запутанной в связке, впоследствии и постепенно извлекается с помощью извлекающих устройств.
Из-за больших усилий, требуемых для извлечения металлического изделия из связки, металлическое изделие может неравномерно деформироваться относительно прямолинейного удлинения, что ухудшает окончательную геометрию изогнутого изделия.
Кроме того, другой недостаток таких устройств для обработки заключается в том, что для полного извлечения металлического изделия из связки требуются большие усилия, длительное время цикла, сложное и дорогое оборудование.
Дополнительные примеры устройств для обработки металлических изделий, таких как арматурные стержни, описаны в документах JP-A-H06.1664429, EP-A-1.375.022, JP-A-S57.189924, FR-A-2.246.477, US-A-3596551 и EP-A-1736276, которые, однако, не способны обеспечить, чтобы металлические изделия захватывались из связки по отдельности.
Фактически, конкретная конструкция устройств для обработки, описанная в указанных документах, делает чрезвычайно сложным захват металлических изделий именно из-за большой длины и спутанности, которым подвергаются стержни при намотке в связке.
В указанных известных решениях особенно сложно избежать спутанности металлических изделий, чтобы предотвратить их последующее удаление группами.
Кроме того, захват металлических изделий с помощью устройств, описанных в патентных документах, указанных выше, особенно неэффективен, так как захватные устройства не гарантируют захват одного металлического изделия.
Цель настоящего изобретения состоит в том, чтобы получить устройство для обработки, по меньшей мере, одного металлического изделия из связки, которое автоматизирует деятельность по извлечению металлического изделия без необходимости вмешательства операторов, кроме того является простым, дешевым, требует минимального технического обслуживания или вообще не требует его и уменьшает первоначальные инвестиции.
Другой целью настоящего изобретения является получение устройства для обработки, которое позволяет извлекать металлические изделия из связки без приложения чрезмерных усилий и в течение короткого временного цикла.
Еще одна цель настоящего изобретения состоит в том, чтобы захватывать и загружать металлические изделия в устройство для обработки, предотвращая деформацию металлических изделий.
Еще одна цель настоящего изобретения состоит в том, чтобы усовершенствовать способ автоматической загрузки, по меньшей мере, одного металлического изделия из связки и обеспечения его доступности для устройства для обработки.
Заявитель разработал, испытал и воплотил настоящее изобретение для преодоления недостатков уровня техники и для достижения этих и других целей и преимуществ.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение изложено и охарактеризовано в независимых пунктах формулы изобретения, в то время как в зависимых пунктах формулы изобретения описаны другие признаки изобретения или варианты основной идеи изобретения.
В соответствии с вышеуказанными целями, устройство для обработки в соответствии с настоящим изобретением содержит опорную плоскость, сконфигурированную для поддержки множества металлических изделий продолговатой формы, и манипуляторы, выполненные с возможностью захвата металлического изделия из зоны захвата в опорной плоскости и доставки его в зону доставки.
В соответствии с одним аспектом настоящего изобретения, устройства перемещения, соединенные с опорной плоскостью, выполняются с возможностью распределения металлических изделий на опорной плоскости и перемещения их по направлению к зоне захвата.
В соответствии с другим аспектом настоящего изобретения манипуляторы содержат множество рычагов переноса, каждое из которых имеет первый концевой участок, вокруг которого выполняется попеременный поворот рычага переноса, и второй концевой участок, с которым соединяется соответствующий магнитный удерживающий элемент для удерживания с помощью магнитного воздействия одного из металлических изделий. Рычаги переноса попеременно перемещаются между зоной захвата и зоной доставки.
Согласно другому аспекту изобретения опорная плоскость в зоне захвата снабжена, по меньшей мере, одним магнитным компонентом, выполненным с возможностью удерживания, по меньшей мере, одного из металлических изделий, на опорной плоскости. Второй концевой участок рычага переноса снабжен посадочным местом, в которое устанавливается магнитный удерживающий элемент, а также опорной кромкой, обращенной к посадочному месту и опорной плоскости, когда рычаг переноса находится в зоне захвата. Каждая опорная кромка с зоной захвата определяет соответствующую приемную полость для одного из металлических изделий, полученных от устройств перемещения.
Указанное техническое решение позволяет получить чрезвычайно эффективное устройство для обработки, способное возвратно-поступательно отделять металлические изделия на опорной плоскости для того, чтобы по отдельности доставлять их в зону захвата для их последующей передачи в зону доставки. Кроме того, настоящее изобретение позволяет отделять металлические изделия при каждой обработке, чтобы доставлять их по одному в зону доставки. Действительно, специфическая конфигурация устройства для обработки позволяет предотвратить остановку во время перемещения металлических изделий, поскольку предотвращается потеря захвата благодаря надежному удержанию, которое осуществляется магнитными удерживающими элементами. Специфическая структура приемной полости, которая определяется, когда рычаги переноса находятся в зоне захвата, также позволяет предотвратить перекрытие металлических изделий, удерживаемых магнитными удерживающими элементами. Кроме того, магнитный компонент, расположенный в зоне захвата взаимодействует с конкретной формой приемной полости, чтобы удерживать металлическое изделие в зоне захвата, примыкающим к опорной плоскости. Это обеспечивает надежную и точную вставку металлического изделия внутрь приемной полости.
Настоящее изобретение также относится к способу обработки металлических изделий.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Эти и другие характеристики настоящего изобретения станут очевидными из следующего описания некоторых вариантов осуществления, приведенного в качестве неограничивающего примера со ссылкой на приложенные чертежи, на которых:
- фиг. 1 представляет собой частичный вид в перспективе устройства для обработки продолговатых изделий;
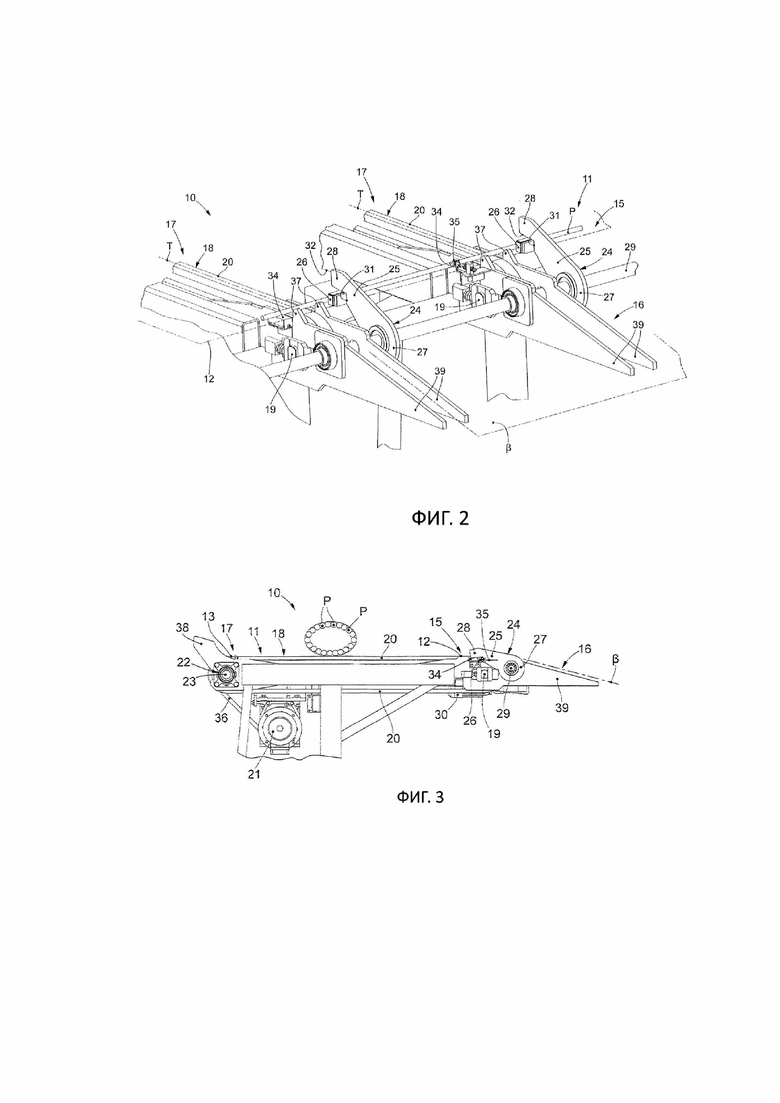
- фиг. 2 увеличенная деталь, представленная на фиг. 1;
- фиг. 3-7 показывают некоторые этапы работы устройства для обработки продолговатых изделий в соответствии с настоящим изобретением.
Для облегчения понимания изобретения для указания идентичных общих элементов на чертежах использовались одни и те же ссылочные позиции там, где это возможно. Следует понимать, что элементы и характеристики одного варианта осуществления могут быть включены в другие варианты осуществления без дополнительных пояснений.
ДЕТАЛЬНОЕ ОПИСАНИЕ НЕКОТОРЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Варианты осуществления настоящего изобретения касаются устройства для обработки металлических изделий P, обозначенного ссылочной позицией 10.
Металлические изделия Р имеют преимущественно продолговатую структуру и после обработки устройством для обработки 10 согласно настоящему изобретению могут подвергаться таким процессам, как изгибание, скругление, изготовление скоб или сварка.
Устройство 10 для обработки в соответствии с настоящим изобретением содержит, по меньшей мере, одну опорную плоскость 11, сконфигурированную для поддержки множества металлических изделий P, например, связки металлических изделий P.
Опорная плоскость 11 снабжена первым продольным краем 12, вторым продольным краем 13, противоположным первому продольному краю 12, и двумя боковыми краями 14, причем только один из двух боковых краев, видимых на фиг. 1, расположен между первым продольным краем 12 и вторым продольным краем 13.
Опорная плоскость 11 может быть расположена горизонтально, чтобы предотвратить нежелательное перемещение металлических изделий P под действием силы тяжести.
Первый продольный край 12 и второй продольный край 13 имеют длину, по существу, равную или превышающую длину металлических изделий Р, подлежащих обработке. Металлические изделия Р загружаются на опорную плоскость 11, по существу, параллельно первому продольному краю 12 и второму продольному краю 13.
Опорная плоскость 11 может быть снабжена зоной захвата 15 в соответствии с которой металлические изделия Р, захватываемые, как описано ниже, должны быть доставлены в зону доставки 16, расположенную ниже опорной плоскости 11.
В соответствии с возможным решением, зона захвата 15 располагается в соответствии с первым продольным краем 12 опорной плоскости 11.
В соответствии с одним аспектом настоящего изобретения, устройства перемещения 17 связаны с опорной плоскостью 11, и выполнены так, чтобы равномерно распределить металлические изделия P на опорной плоскости 11 и переместить их в сторону зоны захвата 15. Устройства перемещения 17 выполняются с возможностью перемещения металлических изделий P параллельно друг другу.
Устройства перемещения 17 расположены на опорной плоскости 11 на расстоянии друг от друга вдоль длины опорной плоскости 11, и каждое из них действует на части металлических изделий P для определения движения каждого из металлических изделий P.
В частности, металлические изделия Р, расположенные в связке, могут быть выгружены на опорную плоскость 11 и благодаря наличию устройств перемещения 17 могут равномерно распределяться по опорной плоскости, предотвращая их взаимное перекрытие или скручивание, что может усложнить последующий захват металлического изделия Р.
В соответствии с возможным решением, каждое устройство перемещения 17 имеет продолговатую структуру в поперечном направлении Т, преимущественно ортогонально к продолговатой структуре первого продольного края 12 опорной плоскости 11.
В частности, может быть предусмотрено, что каждое устройство перемещения 17 имеет первый концевой участок, расположенный в соответствии с первым продольным краем 12, и второй концевой участок, расположенный в соответствии со вторым продольным краем 13.
Таким образом, устройство перемещения 17 способно принимать все металлические изделия P, расположенные на опорной плоскости 11.
В соответствии с возможными вариантами осуществления настоящего изобретения каждое устройство перемещения 17 содержит элемент передачи 18, избирательно перемещаемый в замкнутом кольце вокруг элементов возврата 19.
Элемент передачи 18 определяет, между элементами возврата 19, сегменты возврата 20, по меньшей мере, один из которых лежит на опорной плоскости 11 и расположен в поперечном направлении T.
В частности, может быть предусмотрено, что сегмент возврата 20 элементов возврата 19 имеет, по меньшей мере, одну опорную поверхность, обращенную наружу и лежащую на опорной плоскости 11. Каждый сегмент возврата 20 из элементов передачи 18 вводят в контакт с частью металлических изделий Р, таким образом, завершая распределение и перемещение металлических изделий Р на опорной плоскости 11.
Согласно возможному решению, сегменты возврата 20 сами могут определять опорную плоскость 11, на которой удерживаются металлические изделия Р.
В соответствии с возможными вариантами осуществления настоящего изобретения элемент передачи 18 может быть выбран из группы, включающей, по меньшей мере, цепь, ремень или трос.
Согласно варианту осуществления, показанному на фиг. 1, элементы 18 передачи содержат цепь, например, роликового типа. Благодаря неравномерности опорной поверхности, определяемой петлями, которые составляют цепь, выбор роликовой цепи позволяет генерировать колебания на металлических изделиях, таких как Р, чтобы вызвать однородное распределение металлических изделий на опорной плоскости 11.
Роликовая цепь, при движении в поперечном направлении Т, индуцирует колебание металлических изделий Р, которые высвобождаются друг от друга и распределяются таким образом, что прилегают один к другому на опорной плоскости 11, как показано на фиг. 4 и 5.
Элементы возврата 19 могут содержать, по меньшей мере, один элемент, выбранный из колес, шкивов, зубчатых коронок, подходящих для того, чтобы позволить наматывать элемент передачи 18 вокруг них.
В соответствии с возможными решениями элементы возврата 19 содержат зубчатые коронки, которые не видны на чертежах, на которые зацепляются петли роликовых цепей. Данное техническое решение обеспечивает отсутствие взаимного скольжения элементов возврата 19 и элементов передачи 18.
Согласно возможному решению, показанному на фиг. 3-7, устройства перемещения 17 соединяются с приводным элементом 21, выполненным с возможностью управления устройствами перемещения 17.
В соответствии с решением, показанным на фиг. 1 и 3-7, приводной элемент 21 может быть соединен с устройствами синхронизации 22, выполненными с возможностью синхронизации перемещения всех устройств перемещения 17, таким образом, получая равномерный параллельный перенос металлических изделий P в поперечном направлении T.
В соответствии с решением, показанным на фиг. 1 и 3-7, устройства синхронизации 22 содержат приводной вал 23, кинематически связанный с приводным элементом 21 и с устройствами перемещения 17. Путем управления приводным элементом 21, передаточный вал 23 приводится во вращение вокруг своей оси, определяя синхронное управление всеми устройствами перемещения 17.
В соответствии с решением, показанным на фиг. 1 и 3-7, один из элементов возврата 19 каждого устройства перемещения 17 крепится к приводному валу 23 и выполняется с возможностью вращения с приводным валом.
Приводной вал 23 может быть соединен с приводным элементом 21 с помощью компонентов трансмиссии 36, таких как цепи, ремни, зубчатые колеса, тросы.
Приводной вал 23 может проходить в продольном направлении, по существу, по всей длине опорной плоскости 11, и быть расположен параллельно первому продольному краю 12. В решении, показанном на фиг. 1 и фиг.3-7 приводной вал 23 устанавливается в соответствии со вторым продольным краем 13 опорной плоскости 11.
Приводной вал 23 может быть размещен по существу в той же плоскости, что и опорная плоскость 11, таким образом, по существу, ограничивая общий объем устройства для обработки.
В соответствии с другим аспектом настоящего изобретения, устройство обработки 10 содержит манипуляторы 24, выполненные с возможностью захвата металлического изделия Р по отдельности из зоны захвата 15 опорной плоскости 11 и доставки его в зону доставки 16.
В соответствии с решением, показанным на фиг. 1 и 2, манипуляторы 24 расположены на расстоянии друг от друга вдоль опорной плоскости 11.
Таким образом, каждое из манипуляторов 24 воздействует на заранее определенную продольную часть металлического изделия P, поддерживая его по всей его длине и предотвращая колебания металлического изделия P из-за его собственного веса.
Согласно одному аспекту настоящего изобретения манипуляторы 24 содержат множество рычагов переноса 25, снабженных магнитными удерживающими элементами 26, выполненными с возможностью магнитного удерживания одного из металлических изделий P во время его перемещения между зоной захвата 15 и зоной доставки 16.
Магнитные удерживающие элементы 26 могут содержать, например, постоянные магниты. Однако не исключено, что в возможных решениях магнитные удерживающие элементы 26 могут содержать электромагниты, избирательно активируемые индукцией магнитного поля.
В соответствии с дополнительным аспектом изобретения рычаги переноса 25 подвижны попеременно между зоной захвата 15 и зоной доставки 16 и наоборот.
Согласно возможному решению изобретения (фиг. 2) каждый рычаг переноса 25 снабжен первым концевым участком 27, вокруг которого попеременно вращается рычаг переноса 25, и вторым концевым участком 28, с которым соединяется соответствующий магнитный удерживающий элемент 26.
Рычаги переноса 25 могут быть установлены на общем вращающемся валу 29, который может вращаться по выбору, чтобы одновременно перемещать рычаги переноса 25 из зоны захвата 15 в зону доставки 16 или наоборот.
В частности, рычаги переноса 25 крепятся к вращающемуся валу 29 своим первым концевым участком 27.
Согласно возможному решению вращающийся вал 29 соединяется с исполнительным элементом 30, выполненным с возможностью вращения вращающегося вала 29 вокруг своей оси, а вместе с ним и рычагов переноса 25.
Вращающийся вал 29 позволяет синхронизировать движение всех рычагов переноса 25, равномерно перемещая металлическое изделие Р и не вызывая его деформаций.
Согласно вариантам осуществления, показанным на фиг. 1-7, вращающийся вал 29 устанавливается смежно и параллельно продолговатой структуре первого продольного края 12 и проходит по существу по всей его длине.
В соответствии с возможными решениями по настоящему изобретению (фиг. 2), второй концевой участок 28 рычага переноса 25 снабжен посадочным местом 31, в котором устанавливается соответствующий магнитный удерживающий элемент 26.
Согласно другим вариантам осуществления настоящего изобретения, второй концевой участок 28 каждого рычага переноса 25 снабжен опорной кромкой 32, обращенной к посадочному месту 31 и расположенной напротив опорной плоскости 11, когда рычаг переноса 25 располагается в зоне захвата 15, чтобы определить с ним приемные полости 33 (рис. 5) для одного из металлических изделий Р, полученных от устройств перемещения 17. Приемная полость 33, таким образом, определяется опорной кромкой 32 и зоной захвата 15.
В частности, в том состоянии, в котором рычаг переноса 25 находится в зоне захвата 15, приемная полость 33 имеет по существу С-образную конфигурацию, ограниченную по периметру опорной кромкой 32 и посадочным местом 31.
Приемная полость 33 открыта спереди для приема металлического изделия P, которое перемещается в поперечном направлении T.
В частности, может быть предусмотрено, что в состоянии, когда рычаг переноса 25 располагается в зоне захвата 15, опорная кромка 32 и опорная плоскость 11 взаимно удалены друг от друга на расстояние, по существу равное или большее, чем диаметр или эквивалентный диаметр металлического изделия P.
Просто в качестве примера, может быть предусмотрено, что расстояние между опорной кромкой 32 и опорной плоскостью 11 может быть больше или равно диаметру или эквивалентному диаметру металлического изделия, но меньше двойного диаметра или эквивалентного диаметра металлического изделия.
Указанное техническое решение предотвращает размещение двух или более перекрывающихся металлических изделий P в приемной полости 33, что может усложнить перенос металлических изделий P по отдельности.
Для соблюдения этого расстояния позиционирования можно обеспечить надлежащее управление позиционированием рычагов переноса 25, например, воздействуя с помощью электронного контроллера на исполнительный элемент 30 вращающегося вала 29.
Специфическая форма рычагов переноса 25, а также их приведение в действие гарантируют, что магнитные удерживающие элементы 26 одновременно принимают и удерживают только одно изделие. Кроме того, металлические изделия P, подаваемые на рычаги переноса 25 с помощью устройств перемещения 17, всегда находятся на одной линии, и, таким образом, предотвращается наложение металлических изделий при толкании с помощью устройств перемещения 17.
В соответствии с вариантами осуществления, чтобы контролировать расстояние позиционирования, может быть предусмотрено, что упорные или опорные элементы соединяются с опорной плоскостью 11, и регулируются в соответствии с размерами металлического изделия Р, подлежащего обработке.
Комбинация расположения магнитного удерживающего элемента 26 в посадочном месте 31 корпуса и особой С-образной конфигурации приемной полости 33 гарантирует, что каждый магнитный удерживающий элемент 26 одновременно принимает и удерживает только одно металлическое изделие P, таким образом, предотвращая неконтролируемую передачу нескольких металлических изделий P одновременно.
Согласно еще одному варианту осуществления изобретения в зоне захвата 15 опорная плоскость 11 снабжена, по меньшей мере, одним магнитным компонентом 34, в этом случае множество магнитных удерживающих компонентов 34 сконфигурировано для удержания, по меньшей мере, одного из металлических изделий P на опорной плоскости 11.
В частности, может быть предусмотрено, что каждая приемная полость 33 определяется магнитным удерживающим элементом 26, магнитным компонентом 34 и опорной кромкой 32, обращенной к зоне захвата 15.
Когда металлические изделия P перемещаются в сторону зоны захвата 15, удерживающее действие магнитных компонентов 34 предотвращает перекрытие металлических изделий P и позволяет сопровождать одно из металлических изделий P в приемную полость 33, которая впоследствии будет удерживаться посредством магнитных удерживающих элементов 26.
Следовательно, между магнитными компонентами 34 и магнитными удерживающими элементами 26 существует удерживающее усилие металлических изделий P, так что обеспечивается одновременное прикрепление одного металлического изделия к магнитным удерживающим элементам 26, таким образом, обеспечивается правильный расчет и правильная поставка.
Кроме того, может быть предусмотрено, что сила магнитного притяжения, создаваемая магнитными удерживающими элементами 26, больше, чем сила магнитного притяжения, создаваемая магнитными компонентами 34.
Это гарантирует, что магнитные удерживающие элементы 26 способны удерживать и перемещать только металлическое изделие Р, которое находится в непосредственном контакте с ними. Металлические изделия P, которые не находятся в прямом контакте с магнитными удерживающими элементами 26, удерживаются магнитными компонентами 34, предотвращая их перемещение из-за смещения рычагов переноса 25.
Каждый магнитный компонент 34 может быть расположен в соответствии с первым продольным краем 12 опорной плоскости 11 и близко к каждому рычагу переноса 25, по меньшей мере, когда рычаг переноса находится в зоне захвата 15.
В соответствии с возможными решениями в зоне захвата 15 устанавливаются устройства обнаружения 35, предназначенные для обнаружения присутствия одного из металлических изделий Р в контакте с магнитными удерживающими элементами 26.
В частности, может быть предусмотрено, что в соответствии с каждым рычагом переноса 25, находящимся в зоне захвата 15, предусмотрено одно устройство обнаружения 35, предназначенное для определения контакта металлического изделия P с магнитным удерживающим элементом 26.
Блок управления и команд, не показанный на чертежах, может быть электрически подключен, по меньшей мере, к устройствам обнаружения 35 и исполнительным элементам 30 и сконфигурирован для управления активацией манипуляторов 24, чтобы перемещать металлическое изделие P из зоны захвата 15 в зону доставки 16 только тогда, когда все устройства обнаружения 35 определяют контакт металлического изделия P с соответствующим магнитным удерживающим элементом 26. Это предотвращает потерю захвата металлического изделия P манипуляторами 24 во время его переноса из зоны захвата 15 до зоны доставки 16.
В соответствии с возможными вариантами осуществления, может быть предусмотрено, что блок управления и команд, в зависимости от данных, обнаруженных устройствами обнаружения 35, способен распознавать различную длину обрабатываемого металлического изделия P. Значения длины металлических изделий P также могут быть установлены пользователем для обеспечения правильного функционирования устройства.
В соответствии с возможными решениями второй продольный край 13 может быть снабжен опорными элементами 38, выступающими в ортогональном направлении к опорной плоскости 11 и подходящими для предотвращения непроизвольного выпадения металлических изделий Р из опорной плоскости 11.
Согласно возможному решению, второй продольный край 13 может быть снабжен, по меньшей мере, одним соответствующим опорным элементом 38, в этом случае множество опорных элементов 38 также выполнено с возможностью предотвращения непреднамеренного выпадения металлических изделий Р из опорной плоскости 11.
Опорные элементы 38 выступают в поперечном направлении относительно опорной плоскости 11, образуя упор по направлению движения металлических изделий P.
Опорные элементы 38 могут представлять собой скобы с изогнутым структурой и вогнутой поверхностью, которая непосредственно обращена к опорной плоскости 11.
Таким образом, когда устройства перемещения 17 перемещают металлические изделия P к опорным элементам 38, достигается перемешивающее действие металлических изделий P, выгруженных на опорную плоскость 11, что позволяет уменьшить запутывание, обычно присутствующее в связке металлических изделий.
Зона доставки 16 располагается в боковом направлении рядом с зоной захвата 15 опорной плоскости 11.
Согласно возможному решению настоящего изобретения, зона доставки 16 определяет плоскость доставки β, наклоненную вниз относительно опорной плоскости 11. Таким образом, когда металлическое изделие Р доставляется в зону доставки 16, оно выгружается, под действием силы тяжести на рабочую машину, не показанную на чертежах, которая обычно расположена ниже от зоны доставки 16.
Согласно возможному решению изобретения зона доставки 16 может содержать множество опорных кронштейнов 39, отстоящих друг от друга на расстоянии вдоль первого продольного края 12.
Каждый опорный кронштейн 39 может быть выполнен в виде наклонной плоскости и может быть снабжен опорной поверхностью, подходящей для поддержки части металлического изделия P.
Опорные кронштейны 39 в показанном здесь варианте осуществления проходят, по существу, параллельно поперечному направлению Т.
Опорные кронштейны 39 могут быть смежными в боковом направлении с рычагами переноса 25, по меньшей мере, когда рычаги переноса расположены в зоне доставки 16.
В соответствии с возможным решением согласно изобретению, рычаги переноса 25 выполнены с возможностью поворота из состояния, в котором они по существу параллельны опорной плоскости 11 в состояние, в котором они отводятся, по меньшей мере, частично ниже плоскости доставки β.
В состоянии доставки рычагов переноса 25 магнитные удерживающие элементы 26 отводятся ниже плоскости доставки β.
Это условие позволяет отделить металлические изделия P от магнитных удерживающих элементов 26, когда рычаги переноса 25 расположены в зоне 16 доставки благодаря взаимному воздействию, которое создается между опорными кронштейнами 39 и металлическими изделиями P.
В соответствии с вариантами осуществления изобретения, не показанными на чертежах, плоскость доставки βможет быть образована по существу плоской поверхностью, снабженной прорезями, через которые во время перемещения проходят рычаги переноса 25.
В соответствии с возможными вариантами осуществления настоящего изобретения устройство обработки 10 содержит, по меньшей мере, один блок управления и команд, не показанный на чертежах и соединенный, по меньшей мере, с устройствами перемещения 17 и манипуляторами 24 и сконфигурированный для синхронизации возвратно-поступательного движения манипуляторов в зависимости от временной последовательности операций, которые должны быть выполнены для передачи металлических изделий P.
Со ссылкой на фиг. 3-7, далее описывается возможная последовательность функционирования устройства обработки 10 металлических изделий P.
Со ссылкой на фиг. 3 предусмотрена доставка связки металлических изделий Р на опорную плоскость 11.
Далее обеспечивается равномерное распределение металлических изделий Р на опорной плоскости 11, предотвращая их взаимное перекрытие.
В частности, на этом этапе предусмотрено попеременно приводить в движение устройства перемещения 17 в первое положение и во второе положение, противоположное первому, в поперечном направлении Т.
Специалисту в данной области должно быть очевидно, что скорость движения устройств перемещения 17 должна быть такой, чтобы вызывать на металлических изделиях P инерционные напряжения, чтобы гарантировать, что они перемещаются и распределяются равномерно.
Таким образом, за счет использования инерции самих металлических изделий P, металлические изделия подвергаются колебаниям, которые, как правило, обеспечивают их равномерное распределение на опорной плоскости 11.
В этом рабочем состоянии второй концевой участок 28 рычагов переноса 25 расположен обращенным к металлическим изделиям P и ко второму продольному краю 13.
Второй концевой участок 28 рычагов переноса 25 также частично отводится ниже опорной плоскости 11, для того, чтобы предотвратить притягивание металлических изделий P магнитными удерживающими элементами 26 во время этого этапа.
На этом этапе фактически приемная полость 33 закрыта спереди, предотвращая попадание в нее металлических изделий P.
Впоследствии предусматривается перевод манипуляторов 24 в состояние захвата, то есть рычаги переноса 25 располагаются так, чтобы определять приемную полость 33, которая открыта спереди для приема металлического изделия P.
В этом состоянии (фиг. 5) устройства перемещения 17 перемещаются в поперечном направлении Т и в направлении зоны захвата 15, чтобы ввести металлическое изделие Р в приемную полость 33.
Первое металлическое изделие Р вводят в приемную полость 33 с помощью магнитных удерживающих элементов 26, тогда как остальные металлические изделия Р, находящиеся в зоне доставки 15 удерживаются на опорной плоскости 11 магнитными компонентами 34.
Рычаги переноса 25 впоследствии поворачиваются для перемещения металлического изделия Р, захваченного магнитными удерживающими элементами 26, из зоны захвата 15 в зону доставки 16.
Магнитные удерживающие элементы 26 оказывают на захваченное металлическое изделие Р магнитную силу, превышающую магнитную силу, оказываемую магнитными компонентами 34, чтобы обеспечить возможность отсоединения от магнитных компонентов 34 для последующего переноса.
Другие металлические изделия Р, расположенные в зоне захвата 15, а не в непосредственном контакте с магнитными удерживающими элементами 26, по-прежнему прилегают к опорной плоскости 11 из-за магнитного действия, оказываемого магнитными компонентами 34.
При вращении рычагов переноса 25 (фиг. 7) металлическое изделие Р, прижатое к магнитным удерживающим элементам 26, доставляется в зону доставки 16.
Рычаги переноса 25 переводятся в отведенное состояние относительно плоскости доставки β, и взаимные помехи, которые возникают между металлическим изделием P и опорными кронштейнами 39, таковы, что отделяют металлическое изделие P от магнитных удерживающих элементов 26.
Наклон вниз плоскости доставки β позволяет выгружать металлическое изделие P под действием силы тяжести вдоль наклонной плоскости в зону подачи рабочей машины, расположенной ниже.
Затем рычаги переноса 25 вращаются в направлении, противоположном предыдущему, чтобы взять магнитные удерживающие элементы 26 в соответствии с зоной захвата 15; в этом рабочем состоянии устройства перемещения 17 снова приводятся в движение для перемещения металлических изделий Р, лежащих на опорной плоскости 11 по направлению к приемной полости 33, которая определяется между рычагами переноса 25 и опорной плоскостью 11, как показано на рис. 5. Приведение в движение устройств перемещения 17 может обеспечивать продвижение металлических изделий P на заданный шаг до тех пор, пока одно из металлических изделий не будет вставлено в приемные полости 33 и не будет захвачено магнитными удерживающими элементами 26. Операция переноса металлического изделия P затем продолжается, как описано со ссылкой на фиг. 6 и 7.
Устройство для обработки 10 и способ обработки, как описано выше, позволяют захватывать металлические изделия P отдельно, не вызывая деформаций, и подавать их в расположенную ниже рабочую машину.
Следует понимать, что могут быть внесены модификации и/или дополнения деталей к устройству для обработки 10 и способу обработки металлических изделий Р, как описано ранее, без отступления от области и объема настоящего изобретения.
Также следует понимать, что, хотя настоящее изобретение было описано со ссылкой на некоторые конкретные примеры, специалист в данной области техники, безусловно, сможет достичь многих других эквивалентных форм устройства для обработки 10 и способа обработки металлических изделий P, имеющих характеристики, изложенные в формуле изобретения и, следовательно, все находящиеся в пределах области защиты, определенной формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство и способ обработки прутков | 2018 |
|
RU2764934C2 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ МАНИПУЛИРОВАНИЯ ПРУТКАМИ | 2017 |
|
RU2759553C2 |
| УСТРОЙСТВО И СПОСОБ ГРУППИРОВАНИЯ ПРОДОЛГОВАТЫХ ИЗДЕЛИЙ, ПРЕДПОЧТИТЕЛЬНО МЕТАЛЛИЧЕСКИХ | 2020 |
|
RU2802267C2 |
| УСТРОЙСТВО И СПОСОБ ОБРАБОТКИ ПРУТКОВ | 2018 |
|
RU2773074C2 |
| Автоматизированная система камер для обработки имплантатов | 2025 |
|
RU2839087C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОНДИТЕРСКИХ ИЗДЕЛИЙ (ВАРИАНТЫ) | 2021 |
|
RU2756122C1 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ПОДАЧИ ПРУТКОВ | 2018 |
|
RU2777972C2 |
| УСТАНОВКА И СПОСОБ ДЛЯ ХРАНЕНИЯ ПРУТКОВ | 2020 |
|
RU2812938C2 |
| УСТАНОВКА И СПОСОБ ДЛЯ ПОДАЧИ ПРУТКОВ | 2020 |
|
RU2820872C2 |
| ГИБОЧНЫЙ СТАНОК ДЛЯ ЛИСТОВОГО МЕТАЛЛА С ИНСТРУМЕНТАЛЬНЫМ МАГАЗИНОМ | 2019 |
|
RU2767100C1 |



Группа изобретений относится к устройствам для обработки металлических изделий с продолговатой структурой, таким как стержни, армирующие проволоки, арматура круглого или квадратного сечения, и может быть использована при обработке изделий на гибочных станках, станках для гофрирования, станках для изготовления скоб или в аппаратах для отделения металлического изделия из связки. Устройство содержит опорную плоскость, выполненную с возможностью поддержки множества металлических изделий с продолговатой структурой, и манипуляторы для захвата металлического изделия из зоны захвата опорной плоскости и доставки его в зону доставки. Устройства перемещения, соединенные с опорной плоскостью, выполняют с возможностью распределения металлических изделий на опорной плоскости и перемещения их по направлению к зоне захвата. Манипуляторы содержат множество рычагов переноса с магнитными удерживающими элементами для удержания одного из металлических изделий с помощью магнитного воздействия. Обеспечивается быстрое извлечение и перемещение металлических изделий из связки без деформации и участия оператора. 2 н. и 8 з.п. ф-лы, 7 ил.
1. Устройство для обработки металлических изделий, содержащее опорную плоскость (11), сконфигурированную для поддержки множества металлических изделий (P) с продолговатой структурой, и манипуляторы (24), сконфигурированные для захвата металлического изделия (P) из зоны захвата (15) указанной опорной плоскости (11) и доставки его в зону доставки (16), устройства перемещения (17), соединенные с указанной опорной плоскостью (11), выполненные с возможностью распределения указанных металлических изделий (P) на указанной опорной плоскости (11) и перемещения их к указанной зоне захвата (15) и к указанным манипуляторам (24), содержащим множество рычагов переноса (25), каждое из которых снабжено первым концевым участком (27), вокруг которого рычаг переноса (25) может вращаться поочередно, и вторым концевым участком (28), с которым связан соответствующий магнитный удерживающий элемент (26) для удерживания с помощью магнитного воздействия одного из указанных металлических изделий (P), причем указанные рычаги переноса (25) попеременно подвижны между указанной зоной захвата (15) и указанной зоной доставки (16), отличающееся тем, что указанная опорная плоскость (11) в указанной зоне захвата (15) снабжена по меньшей мере одним магнитным компонентом (34), выполненным с возможностью удерживать по меньшей мере одно из указанных металлических изделий (Р) на указанной опорной плоскости (11), и указанный второй концевой участок (28) указанного рычага переноса (25) снабжен посадочным местом (31), в котором установлен указанный магнитный удерживающий элемент (26), и опорной кромкой (32), обращенной в сторону указанного посадочного места (31) и к указанной опорной плоскости (11), при этом когда рычаг переноса (25) расположен в зоне захвата (15), каждая опорная кромка (32) образует с указанной зоной захвата (15) соответствующую приемную полость (33) для размещения одного из указанных металлических изделий (P), полученных из указанного устройства перемещения (17).
2. Устройство по п.1, отличающееся тем, что каждая приемная полость (33) образована указанным магнитным удерживающим элементом (26), указанным магнитным компонентом (34) и указанной опорной кромкой (32), обращенной к указанной зоне захвата (15).
3. Устройство по п.1 или 2, отличающееся тем, что указанная опорная плоскость (11) выполнена с продольным краем (12), в которой предусмотрена указанная зона захвата (15) и в которой указанные устройства перемещения (17) выполнены с возможностью перемещения указанных металлических изделий (P) в направлении указанного продольного края (12).
4. Устройство по одному из пп.1-3, отличающееся тем, что каждое из указанных устройств перемещения (17) имеет продолговатую структуру в поперечном направлении (Т), расположенном поперек указанного продольного края (12).
5. Устройство по п.4, отличающееся тем, что каждое из указанных устройств перемещения (17) содержит элемент передачи (18), избирательно перемещаемый в замкнутом кольце вокруг элементов возврата (19), причем указанный элемент передачи (18) образует сегменты возврата (20), и по меньшей мере один из указанных сегментов возврата (20) лежит на указанной опорной плоскости (11) и расположен в указанном поперечном направлении (Т).
6. Устройство по п.5, отличающееся тем, что элемент передачи (18) содержит по меньшей мере один элемент, выполненный в виде цепи, ремня или троса.
7. Устройство по одному из пп.1-6, отличающееся тем, что в зоне захвата (15) установлены устройства обнаружения (35), выполненные с возможностью обнаружения присутствия одного из металлических изделий (Р) в контакте с указанными магнитными удерживающими элементами (26).
8. Устройство по п.7, отличающееся тем, что оно содержит блок управления и команд, соединенный, по меньшей мере, с устройствами обнаружения (35) и с исполнительными элементами (30) и сконфигурированный для управления активацией указанных манипуляторов (24), для доставки указанного металлического изделия (P) из указанной зоны захвата (15) в указанную зону доставки (16) только когда все указанные устройства обнаружения (35) обнаруживают присутствие указанного металлического изделия (P).
9. Способ обработки металлических изделий (P), включающий размещение на опорной плоскости (11) множества металлических изделий (P) с продолговатой структурой и захват манипуляторами (24) металлического изделия (Р) из зоны захвата (15) указанной опорной плоскости (11) и доставку его в зону доставки (16), в которой обеспечивают распределение указанных металлических изделий (P) на указанной опорной плоскости (11) и последующее перемещение металлических изделий (P) в направлении указанной зоны захвата (15) посредством устройств перемещения (17), при этом указанный захват осуществляют путем магнитного удержания одного из указанных металлических изделий (P) с помощью магнитных удерживающих элементов (26), связанных с рычагами переноса (25) указанных манипуляторов (24), и попеременного перемещения указанных рычагов переноса (25) между зоной захвата (15) с обеспечением захвата одного из указанных металлических изделий (P) и зоной доставки (16) с обеспечением доставки захваченного металлического изделия (P), при этом указанные рычаги переноса (25) устанавливают с возможностью попеременного вращения вокруг их первых концевых участков (27) и удержания указанного металлического изделия (P) посредством вторых концевых участков (28) указанных рычагов переноса (25), с которыми связаны указанные магнитные удерживающие элементы (26), отличающийся тем, что при перемещении указанных металлических изделий (P) в направлении указанной зоны захвата (15) по меньшей мере один магнитный компонент (34), предусмотренный в зоне захвата, удерживает по меньшей мере одно из указанных металлических изделий (Р) на опорной плоскости (11), при этом вторые концевые участки (28) указанных рычагов переноса (25) выполняют с посадочным местом (31), в котором устанавливают указанные магнитные удерживающие элементы (26), и с опорными кромками (32), обращенными к указанным посадочным местам (31), при этом, когда указанные рычаги переноса (25) расположены в зоне захвата (15), указанные опорные кромки (32) указанной опорной плоскости (11) образуют с указанной зоной захвата (15) соответствующие приемные полости (33), и при этом указанные устройства перемещения (17) перемещают указанные металлические изделия (P) по направлению к указанной зоне захвата (15) для введения одного из указанных металлических изделий (P) в указанную приемную полость (33).
10. Способ по п.9, отличающийся тем, что распределение металлических изделий (P) на опорной плоскости (11) обеспечивают движением указанных устройств перемещения (17) попеременно в первом положении и втором положении, противоположном первому в поперечном направлении (T) относительно продолговатой структуры указанных металлических изделий (P).
| JP 6166429 A, 14.06.1994 | |||
| EP 1996348 B1, 22.07.2009 | |||
| Захватное устройство для длинномерных изделий | 1987 |
|
SU1495265A1 |
| УСТРОЙСТВО НАКОПЛЕНИЯ И ПОДАЧИ ДЛЯ МЕТАЛЛИЧЕСКИХ ПРУТКОВ | 2007 |
|
RU2431536C2 |

