ОБЛАСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к области перемещения обрабатываемых деталей. В частности, настоящее изобретение относится к устройству для перемещения обрабатываемых деталей и способу перемещения пар обрабатываемых деталей, например плит из каменного материала, имеющих шероховатую поверхность с одной стороны и обработанную поверхность с противоположной стороны.
Термин «обработанная поверхность» означает поверхность обрабатываемой детали, с которой были выполнены одна или большее количество операций обработки, таких как шлифовка, полировка, пескоструйная обработка, чистка щеткой и т.п. Как правило, эти (чистовые) операции обработки выполняются после черновой механической обработки и направлены на уменьшение шероховатости поверхности и каких-либо размерных неточностей поверхности.
Термин «шероховатая поверхность» означает поверхность обрабатываемой детали, непосредственно полученную в результате операций черновой механической обработки, таких как резка или фрезерование, и не подвергавшуюся операциям чистовой обработки. Обычно шероховатая поверхность имеет характеристики шероховатости поверхности и/или внешний вид и/или размерные погрешности значительно худшие, чем обработанная поверхность.
Предшествующий уровень техники
Производство изделий с шероховатой поверхностью с одной стороны и обработанной поверхностью с противоположной стороны типично, например, для обработки каменных материалов, таких как мрамор и гранит, в виде плит или блоков. Такие детали могут использоваться в применениях, в которых видна обработанная часть детали, а необработанная часть детали скрыта. Например, обрабатываемые детали можно использовать в качестве элементов стен, убранства и/или полов таким образом, чтобы обработанная поверхность была видна, а противоположная шероховатая поверхность была прикреплена к конструкции или опиралась на землю/пол и, следовательно, была скрыта.
Как правило, получение деталей из сырья или полуфабрикатов путем механической обработки предусматривает обработку обрабатываемых деталей сначала на станке или группе станков, объединенных в производственную линию, при этом станок (или станки) соответствующим образом выполнены с возможностью выполнения операций механической обработки, таких как резка, фрезерование, сверление и обработка поверхности.
Затем, в конце цикла механической обработки, обрабатываемые детали переносятся на временную опорную плоскость, которая обычно располагается после станка или группы станков.
Под «опорной плоскостью» подразумевается поверхность, пригодная для поддержки обрабатываемых деталей и выполненная с возможностью приема их от станка или группы станков. Опорная плоскость может состоять, например, из концевой части конвейера, перемещающего обрабатываемые детали через станок или группу станков, или из специальной плоскости, принимающей обрабатываемые детали из технологического пространства, предусмотренного в станке или группе станков.
Обычно обрабатываемые детали, лежащие на опорной плоскости, имеют предварительно определенную ориентацию, обусловленную циклом механической обработки, которому они подвергаются. Что касается вышеуказанной области обработки деталей из каменных материалов, в данном примере типичной ситуацией является то, что шероховатая поверхность обрабатываемых деталей опирается на опорную плоскость, а обработанная поверхность обращена вверх.
При этом с временной опорной плоскости должны быть удалены обрабатываемые детали, которые переносят на участок хранения деталей, где обрабатываемые детали выгружаются для последующей транспортировки, операций складирования или дальнейшей обработки.
Термин «область хранения деталей» означает любую область, в которую могут помещаться и в которой могут размещаться обрабатываемые детали, даже если только временно, например, на поддонах, в специальных контейнерах, на загрузочных/разгрузочных конвейерах или рабочих поверхностях станков.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В области механической обработки деталей известны станки для обработки деталей в виде листа или блока, а также оборудование для загрузки/выгрузки материалов в виде листа, которое обеспечивает автоматизированное перемещение обрабатываемых деталей с рабочей плоскости.
Например, в документе WO 2011144270 A1 на имя того же заявителя раскрыта машина для обработки материалов в виде блоков или плит, содержащая такелажное приспособление, функция которого состоит в том, чтобы удерживать плиту, подвешенную с рабочей поверхности, позволяя ее перемещение. Такелажное приспособление относится к пневматическому типу и содержит захватные средства, оснащенные одной или большим количеством пневматических присосок, которые можно наклонять между начальным нерабочим положением, в котором присоски не могут взаимодействовать с плитой, и конечным рабочим положением, в котором присоски могут соприкасаться с верхней поверхностью плиты. Захватные средства такелажного приспособления содержат пластину и соответствующие присоски. Пластина как единое целое закреплена на узле держателя инструмента и может вращаться вместе с ним вокруг оси. Нерабочее положение пластины вертикальное; рабочее положение пластины горизонтальное.
В US 20180272542 A1 раскрыто захватное устройство, используемое в устройствах для загрузки/разгрузки плитных материалов. Захватное устройство имеет первую шарнирную конструкцию, поддерживающую первое захватное такелажное приспособление, и вторую шарнирную конструкцию, поддерживающую второе захватное такелажное приспособление. Захватные головки содержат взаимодействующую пластину, которая ввиду ее установки на шарнирной конструкции и типа движения, вызываемого самой шарнирной конструкцией, всегда обращена вниз. Шарнирные конструкции подвижны независимо друг от друга. Можно поднимать и укладывать обрабатываемую деталь с помощью одного захватного такелажного приспособления, например с помощью первого захватного такелажного приспособления, путем отведения второго захватного такелажного приспособления. Регулируя расстояние между двумя захватными головками и поворачивая их на 360° вокруг своей вертикальной оси, захватное устройство, установленное на мостовом кране или роботе, может захватывать и укладывать обрабатываемую деталь, удерживая ее с помощью инструментов, установленных на первом и втором захватном такелажном приспособлении.
В этом контексте заявитель выявил необходимость в размещении обрабатываемых деталей в области хранения также с ориентацией, отличной от ориентации на опорной плоскости, т.е. с возможностью принимать решение для конкретной детали, сохранять ли ее исходную ориентацию или изменить.
Заявитель отмечает, что машины, раскрытые в WO 2011144270 A1 и US 20180272542 A1, допускают лишь ограниченное изменение ориентации захваченной детали.
Например, заявитель отмечает, что захватные устройства, раскрытые в WO 2011144270 A1 и US 20180272542 A1, не позволяют размещать обрабатываемую деталь в перевернутом относительно исходного положении.
Кроме того, заявитель отмечает, что описанные выше захватные устройства захватывают детали за поверхность захвата и не могут располагать эту поверхность захвата у стены или другой детали.
Поэтому разгрузка обрабатываемых деталей в перевернутом по отношению к исходному положении может выполняться операторами только вручную.
Таким образом, заявитель считает, что существует потребность в устройстве для перемещения обрабатываемых деталей, которое обеспечивает большую гибкость в смысле конечного расположения обрабатываемых деталей в области хранения.
В случае деталей с обработанной поверхностью с одной стороны и шероховатой поверхностью с противоположной стороны, т.е. изделий, изготовленных из каменных материалов, заявитель обратил внимание на то, что в случае укладки изделий в стопку с одинаковой ориентацией, шероховатая поверхность одного изделия соприкасалась бы с обработанной поверхностью соседнего изделия и могла повредить ее.
Заявитель также пришел к выводу, что если детали укладывать одну на другую в разных ориентациях, обработанная поверхность одной детали будет соприкасаться с обработанной поверхностью соседней детали (если таковая имеется), устраняя или сводя к минимуму риск повреждения обработанной поверхности обрабатываемой детали.
Однако известные захватные устройства, описанные выше, не позволяют обеспечить такое «чередующееся» расположение обработанных поверхностей у соседних обрабатываемых деталей в области хранения.
Таким образом, согласно первому аспекту настоящее изобретение относится к устройству для перемещения обрабатываемых деталей, содержащему:
- опорную плоскость для детали, выполненную с возможностью поддержки одной или большего количества обрабатываемых деталей;
- первое захватное устройство и второе захватное устройство, определяющие, соответственно, первую и вторую плоскости захвата обрабатываемой детали;
причем устройство выполнено с возможностью перемещения первого и второго захватных устройств между:
i) положением захвата, в котором первое или второе захватное устройство выполнено с возможностью захвата обрабатываемой детали, лежащей на опорной плоскости для детали;
ii) положением смены, в котором первое захватное устройство и второе захватное устройство взаимно ориентированы таким образом, что указанные первая и вторая плоскости захвата обрабатываемой детали обращены друг к другу, что позволяет перемещать обрабатываемую деталь от первого захватного устройства ко второму захватному устройству или наоборот; и
iii) положением укладки, в котором второе захватное устройство или первое захватное устройство выполнено с возможностью высвобождения в области хранения деталей обрабатываемой детали, перемещенной в положение смены.
Термин «плоскость захвата» используется для обозначения плоскости, на которой располагается перемещаемая обрабатываемая деталь, определяемая захватным устройством, и на которой перемещаемая обрабатываемая деталь удерживается соответствующими удерживающими элементами захватного устройства. Плоскость захвата может быть, например, образована поверхностью захватного устройства, с помощью которого можно оказывать удерживающее действие на перемещаемую обрабатываемую деталь, например, посредством пневматического удерживающего действия со стороны одной или большего количества присосок, магнитного удерживающего действия, обеспечиваемого одним или большим количеством магнитов, или механического удерживающего действия за счет одного или большего количества захватных устройств зажимного типа.
Благодаря описанной выше конфигурации и взаимодействию компонентов устройство в соответствии с настоящим изобретением способно автоматически и гибко располагать обрабатываемые детали в области хранения путем ориентации обработанных поверхностей деталей требуемым и наиболее подходящим образом, что является преимуществом.
Так, например, устройство в соответствии с настоящим изобретением способно автоматически размещать обрабатываемые детали в области хранения путем поочередного изменения на противоположную ориентации обработанной поверхности одной обрабатываемой детали и соседней обрабатываемой детали, чтобы предотвратить контакт между обработанной и шероховатой поверхностями, который может привести к повреждению первой, что является преимуществом.
В соответствии с настоящим изобретением фактически предусмотрено, что обрабатываемая деталь первоначально располагается на рабочей поверхности так, что по меньшей мере одна сторона видна и по меньшей мере одна сторона опирается на рабочую поверхность.
По меньшей мере одно из первого и второго захватных устройств выполнено с возможностью захвата обрабатываемой детали путем размещения соответствующей плоскости захвата рядом с видимой поверхностью обрабатываемой детали.
Захватное устройство, которое захватило обрабатываемую деталь, выполнено с возможностью перемещения в положение смены таким образом, что поверхность обрабатываемой детали, первоначально опиравшаяся на опорную плоскость, обращена от захватного устройства.
Другое захватное устройство выполнено с возможностью перемещения в сторону положения смены, так что его собственная плоскость захвата может приближаться к поверхности обрабатываемой детали, первоначально опиравшейся на опорную плоскость, а затем захватывать обрабатываемую деталь.
Таким образом, обрабатываемая деталь может перемещаться между двумя захватными устройствами в ходе операции смены таким образом, что первоначально видимая поверхность детали, т.е. обработанная поверхность, ориентирована от приемного захватного устройства и, таким образом, снова является видимой, в то время как поверхность обрабатываемой детали, первоначально расположенная на опоре, ориентирована в сторону приемного захватного устройства и, таким образом, снова оказывается скрытой.
Захватное устройство, принявшее обрабатываемую деталь, может быть перемещено в положение укладки и может расположить обрабатываемую деталь первоначальной видимой поверхностью к стене или к горизонтальной плоскости либо к другой обрабатываемой детали, так как эта поверхность не обращена к захватному устройству.
Во втором аспекте настоящее изобретение относится к способу перемещения пар обрабатываемых деталей с шероховатой поверхностью с одной стороны и обработанной поверхностью с противоположной стороны с помощью устройства для перемещения обрабатываемых деталей, содержащего:
- опорную плоскость для детали, выполненную с возможностью поддержки одной или большего количества обрабатываемых деталей;
- первое захватное устройство и второе захватное устройство, определяющие, соответственно, первую и вторую плоскости захвата обрабатываемой детали;
при этом способ включает следующие этапы:
а) обеспечение множества обрабатываемых деталей, уложенных шероховатой поверхностью на опорную плоскость для детали, так что обработанная поверхность обращена от опорной плоскости для детали, или наоборот, уложенных обработанной поверхностью на опорную плоскость для детали, так что шероховатая поверхность обращена от опорной плоскости для детали;
b) захват с опорной плоскости для детали первой детали из пары обрабатываемых деталей с помощью одного из первого захватного устройства и второго захватного устройства, удерживая обработанную поверхность или шероховатую поверхность первой детали из пары обрабатываемых деталей обращенной к захватному устройству, используемому для захвата первой детали;
c) перемещение первой детали из пары обрабатываемых деталей к области хранения деталей с помощью первого или второго захватного устройства, используемого на этапе b);
d) высвобождение первой детали из пары обрабатываемых деталей в области хранения деталей, оставляя видимой обработанную поверхность или шероховатую поверхность;
e) захват с опорной плоскости для детали второй детали из пары обрабатываемых деталей одним из первого захватного устройства и второго захватного устройства, удерживая обработанную поверхность или шероховатую поверхность второй детали из пары обрабатываемых деталей обращенной к захватному устройству, используемому для захвата второй детали;
f) расположение первого захватного устройства и второго захватного устройства в положении смены, в котором первое захватное устройство и второе захватное устройство взаимно ориентированы таким образом, что указанные первая и вторая плоскости захвата второй детали из пары обрабатываемых деталей обращены друг к другу;
g) перемещение второй детали из пары обрабатываемых деталей от первого захватного устройства ко второму захватному устройству таким образом, чтобы ориентировать обработанную или шероховатую поверхность второй детали из пары обрабатываемых деталей от второго захватного устройства, или перемещение второй детали из пары обрабатываемых деталей от второго захватного устройства к первому захватному устройству таким образом, чтобы ориентировать обработанную поверхность или шероховатую поверхность второй детали из пары обрабатываемых деталей от первого захватного устройства;
h) перемещение второй детали из пары обрабатываемых деталей к указанной области хранения деталей с помощью захватного устройства, первого или второго, т.е. к которому перемещалась деталь на этапе g);
i) высвобождение второй детали из пары обрабатываемых деталей в области хранения деталей с помощью захватного устройства, первого или второго, т.е. к которому перемещалась деталь на этапе g), укладка обработанной поверхности или шероховатой поверхности второй детали к видимой обработанной поверхности или видимой шероховатой поверхности первой детали из пары обрабатываемых деталей;
l) необязательно повторение этапов а)-i) для одной или большего количества дополнительных пар обрабатываемых деталей.
Способ согласно изобретению позволяет автоматически размещать обрабатываемые детали в области хранения путем поочередного изменения на противоположную ориентации обработанной поверхности одной обрабатываемой детали и соседней обрабатываемой детали, чтобы расположить каждую обработанную поверхность деталей напротив обработанной поверхности соседней детали и каждую шероховатую поверхность деталей напротив шероховатой поверхности соседней детали, что является преимуществом.
Таким образом, можно расположить обрабатываемые детали в области хранения так, чтобы свести к минимуму и, предпочтительно, по существу предотвратить возможные повреждения от трения на обработанных поверхностях обрабатываемых деталей, что является преимуществом.
На этапе а) обрабатываемые детали располагаются с одинаковой ориентацией так, что обработанная поверхность видна, а шероховатая поверхность опирается на опорную плоскость, или, в альтернативном варианте, так, что обработанная поверхность опирается на опорную плоскость, а шероховатая поверхность обращена от опорной плоскости для детали.
На этапах b)-d) выполняется захват первой детали, перемещение ее в область хранения и высвобождение, при этом обработанная или шероховатая поверхность обращена к используемому захватному устройству таким образом, чтобы после высвобождения была видна обработанная или шероховатая поверхность.
На этапах e)-i) выполняется захват второй детали так, чтобы ее обработанная поверхность или шероховатая поверхность была обращена к захватному устройству, которое выполнило захват, и операция смены с участием двух захватных устройств таким образом, что после смены шероховатая поверхность или обработанная поверхность второй детали обращена к захватному устройству, принявшему деталь, и видна обработанная поверхность или шероховатая поверхность, после чего вторая деталь высвобождается в области хранения деталей.
Таким образом, можно расположить обработанную поверхность, освобожденную от поверхностей захвата, напротив обработанной поверхности первой детали, видимой в области хранения деталей, или аналогичным образом расположить шероховатую поверхность, освобожденную от поверхностей захвата, напротив шероховатой поверхности первой детали, видимой в области хранения деталей, что является преимуществом.
Таким образом, способ перемещения обрабатываемых деталей в соответствии с настоящим изобретением позволяет хранить обрабатываемые детали, избегая контакта обработанной поверхности обрабатываемой детали с шероховатой поверхностью соседней детали, что является преимуществом.
В последующем описании и прилагаемой формуле изобретения относящиеся к ориентации в пространстве термины, такие как «горизонтальный», «горизонтально», «вертикальный» и «вертикально», используются для обозначения устройства в его рабочей конфигурации, причем опорная плоскость для детали обеспечивает горизонтальную базовую плоскость.
В частности, в приведенном ниже описании и прилагаемой формуле изобретения термины «вертикальный», «по существу вертикальный», «вертикально» и «по существу вертикально» используются для обозначения не только ориентации, которая не строго перпендикулярна горизонтальной плоскости, но и также ориентации, которая может отклоняться от такой перпендикулярной ориентации. Например, приведенные выше термины могут указывать на ориентацию, которая может отклоняться от ориентации, перпендикулярной горизонтальной плоскости, на угол до около 15°.
Отклонение от идеально перпендикулярной ориентации может, например, быть уместным в области хранения деталей, чтобы правильно расположить обрабатываемые детали рядом и затем легче их поднимать.
Настоящее изобретение может иметь в обоих рассмотренных выше аспектах по меньшей мере один из предпочтительных признаков, описанных ниже. Таким образом, указанные признаки могут присутствовать по отдельности или в комбинации, если прямо не указано иное, либо в устройстве по первому аспекту настоящего изобретения, либо в способе по второму аспекту настоящего изобретения.
Предпочтительно область хранения деталей расположена на удалении от опорной плоскости для детали.
Таким образом, можно хранить обрабатываемые детали в области, в которой можно удобно расположить поддоны, контейнеры, конвейеры, загрузочные/разгрузочные столы или рабочие плоскости станков, на которых или в которых могут быть размещены обрабатываемые детали, без мешающего взаимодействия с опорной плоскостью для детали, что является преимуществом.
В предпочтительном варианте реализации настоящего изобретения устройство согласно изобретению может содержать одно такелажное приспособление, содержащее указанные первое и второе захватные устройства.
В другом предпочтительном варианте реализации настоящего изобретения устройство в соответствии с настоящим изобретением может содержать первое такелажное приспособление, содержащее указанное первое захватное устройство, и второе такелажное приспособление, содержащее указанное второе захватное устройство, при этом указанные первое и второе такелажные приспособления конструктивно независимы друг от друга.
Таким образом, можно иметь более одной конфигурации устройства для перемещения, чтобы удовлетворить самые разнообразные требования применения, что является преимуществом.
В предпочтительном варианте реализации настоящего изобретения устройство согласно изобретению может содержать вспомогательное оборудование одного такелажного приспособления, включающее указанные первое и второе захватные устройства, или первое вспомогательное оборудование указанного первого такелажного приспособления и второе вспомогательное оборудование указанного второго такелажного приспособления.
Предпочтительно такое вспомогательное оборудование выполнено с возможностью поддержки соответствующего такелажного приспособления над указанной опорной плоскостью для детали.
Такелажное(ые) приспособление(я) может(гут) работать над опорной плоскостью для детали и перемещать обрабатываемые детали требуемым образом, например, когда устройство для перемещения содержит портальную опорную конструкцию, что является преимуществом.
Предпочтительно вспомогательное оборудование указанного одного такелажного приспособления, содержащего указанные первое и второе захватные устройства, или вспомогательное оборудование одного или обоих указанных первого и второго такелажных приспособлений может перемещаться перпендикулярно опорной плоскости для детали.
Таким образом, можно перемещать захватные устройства и соответствующие обрабатываемые детали на опорную плоскость для детали и обратно, а также на горизонтальную опорную плоскость и обратно в области хранения деталей, что является преимуществом.
Предпочтительно вспомогательное оборудование указанного одного такелажного приспособления, содержащего указанные первое и второе захватные устройства, или вспомогательное оборудование одного или обоих указанных первого и второго такелажных приспособлений может перемещаться параллельно указанной опорной плоскости для детали.
Таким образом, можно перемещать захватные устройства и соответствующие обрабатываемые детали, чтобы смещать последние в боковом направлении от опорной плоскости для детали, что является преимуществом.
Предпочтительно вспомогательное оборудование указанного одного такелажного приспособления или вспомогательное оборудование одного или обоих из указанных первого и второго такелажных приспособлений выполнено с возможностью перемещения параллельно указанной опорной плоскости для детали в направлениях, перпендикулярных друг другу.
Координируя параллельные и перпендикулярные п5еремещения относительно опорной плоскости для детали, можно определить траекторию вспомогательного оборудования между опорной плоскостью для детали и областью хранения деталей, что является преимуществом.
Предпочтительно одно такелажное приспособление поддерживается соответствующим вспомогательным оборудованием с возможностью вращения относительно вертикальной оси, перпендикулярной опорной плоскости для детали.
Таким образом, можно поворачивать детали или поворачивать такелажное приспособление и соответствующие захватные устройства в зависимости от ориентации детали на опорной плоскости для детали относительно указанной вертикальной оси, что является преимуществом.
Таким образом, можно соответствующим образом расположить перемещаемые обрабатываемые детали или захватные устройства по отношению к ним, что является преимуществом.
Кроме того, путем поворота одного такелажного приспособления можно сменить положение первого и второго захватных устройств относительно области хранения деталей, что является преимуществом.
В другом предпочтительном варианте реализации настоящего изобретения одно или обо из указанных первого и второго конструктивно независимых такелажных приспособлений поддерживается(ются) вспомогательным оборудованием с возможностью вращения вокруг вертикальной оси, перпендикулярной опорной плоскости для детали.
Кроме того, в этом случае можно поворачивать детали вокруг этой оси или поворачивать каждое такелажное приспособление с соответствующим захватным устройством согласно ориентации детали на опорной плоскости для детали, что является преимуществом.
Таким образом, можно соответствующим образом расположить перемещаемые обрабатываемые детали или захватные устройства по отношению к ним, что является преимуществом.
В предпочтительном варианте реализации настоящего изобретения одно такелажное приспособление может содержать опорную основную часть указанных первого и второго захватных устройств, выполненную с возможностью поддержки указанных первого и второго захватных устройств на расстоянии друг от друга в направлении, параллельном опорной плоскости для детали.
В другом предпочтительном варианте реализации настоящего изобретения указанные первое и второе конструктивно независимые такелажные приспособления содержат, каждое, первую опорную основную часть указанного первого захватного устройства и, соответственно, вторую опорную основную часть указанного второго захватного устройства, при этом указанные первая и вторая опорные основные части выполнены с возможностью поддержки указанных первого и второго захватных устройств на расстоянии друг от друга в направлении, параллельном опорной плоскости для детали.
Таким образом, можно удерживать первое и второе захватные устройства на расстоянии друг от друга, изменяя расстояние между ними, если это необходимо, так что, пока одно захватное устройство перемещает деталь, другое не мешает ему, что является преимуществом.
Предпочтительно опорная основная часть одного такелажного приспособления или опорная основная часть каждого из указанных конструктивно независимых первого и второго такелажных приспособлений связана с нижним концом соответствующего вспомогательного оборудования.
Таким образом, можно перемещать такелажное(ые) приспособление(я) выше опорной плоскости для детали и перемещать обрабатываемые детали требуемым образом, например, когда устройство для перемещения содержит одну или большее количество опорных конструкций портального типа, что является преимуществом.
В предпочтительном варианте реализации настоящего изобретения устройство для перемещения согласно изобретению содержит первое приводное устройство, выполненное с возможностью перемещения первого захватного устройства в направлении, перпендикулярном опорной плоскости для детали, и относительно указанной опорной основной части одного такелажного приспособления или первого такелажного приспособления.
Таким образом, можно перемещать первое захватное устройство к опорной плоскости для детали и от нее независимо от второго захватного устройства, например, при удалении детали с опорной плоскости для детали или при укладке детали область хранения деталей, что является преимуществом.
В предпочтительном варианте реализации настоящего изобретения устройство для перемещения согласно изобретению содержит второе приводное устройство, выполненное с возможностью перемещения второго захватного устройства в направлении, перпендикулярном опорной плоскости для детали, и относительно опорной основной части одного такелажного приспособления или второго такелажного приспособления.
Таким образом, можно перемещать второе захватное устройство к опорной плоскости для детали и от нее независимо от первого захватного устройства, т.е. при удалении детали с опорной плоскости для детали или при укладке детали область хранения деталей, что является преимуществом.
В предпочтительном варианте реализации настоящего изобретения первое захватное устройство может быть жестко прикреплено к указанной опорной основной части одного такелажного приспособления или первого такелажного приспособления с помощью соответствующего первого проходящего вертикально поддерживающего рычага.
Таким образом, можно перемещать первое захватное устройство вместе с опорной основной частью с помощью вышеуказанного вспомогательного оборудования одного такелажного приспособления или первого такелажного приспособления, что является преимуществом.
В другом предпочтительном варианте реализации настоящего изобретения первое захватное устройство может быть соединено с возможностью движения с указанной опорной основной частью одного такелажного приспособления или первого такелажного приспособления посредством соответствующего первого проходящего вертикально поддерживающего рычага.
Таким образом, можно перемещать первое захватное устройство также относительно соответствующей опорной основной части как в горизонтальном, так и в вертикальном направлениях, обеспечивая соответствующие приводные устройства первого проходящего вертикально поддерживающего рычага, что является преимуществом.
И это независимо от перемещения вспомогательного оборудования одного такелажного приспособления или первого такелажного приспособления. Например, первый проходящий вертикально поддерживающий рычаг первого захватного устройства может быть установлен на опорной основной части с возможностью скольжения в горизонтальном направлении и/или в вертикальном направлении.
Первый проходящий вертикально поддерживающий рычаг также позволяет разнести первое захватное устройство и опорную основную часть в вертикальном направлении так, чтобы детали, удерживаемые первым захватным устройством, могли удерживаться на расстоянии от опорной основной части во время их движения, что является преимуществом.
В еще одном предпочтительном варианте реализации настоящего изобретения первое захватное устройство может быть соединено с возможностью движения с указанной опорной основной частью одного такелажного приспособления посредством соответствующего первого поддерживающего рычага, содержащего соответствующую проходящую горизонтально часть и соответствующую проходящую вертикально часть.
Благодаря этой еще одной предпочтительной конфигурации, как будет лучше видно из дальнейшего описания, становится возможным перемещать первое захватное устройство относительно опорной основной части одного такелажного приспособления путем перемещения первого поддерживающего рычага от или к опорной основной части в соответствии с требованиями конкретного применения, что является преимуществом.
В соответствии с этой предпочтительной конфигурацией можно уменьшить поперечное препятствие одного такелажного приспособления, содержащего первое захватное устройство, путем обеспечения в опорной основной части указанного одного такелажного приспособления области для размещения проходящей горизонтально части первого поддерживающего рычага, как будет более подробно описано ниже, что является преимуществом.
Проходящая горизонтально часть первого поддерживающего рычага также обеспечивает горизонтальное расстояние между первым захватным устройством и вторым захватным устройством.
Проходящая вертикально часть первого поддерживающего рычага обеспечивает расстояние по вертикали между первым захватным устройством и опорной основной частью одного такелажного приспособления.
В предпочтительном варианте реализации настоящего изобретения устройство для перемещения в соответствии с настоящим изобретением может содержать третье приводное устройство, действующее на первом поддерживающем рычаге первого захватного устройства и выполненное с возможностью перемещения первого захватного устройства параллельно опорной плоскости для детали путем скольжения первого поддерживающего рычага на или в опорной основной части одного такелажного приспособления.
В соответствии с этой предпочтительной конфигурацией можно перемещать первый поддерживающий рычаг и связанное с ним первое захватное устройство в горизонтальном направлении путем подходящего изменения его положения относительно второго захватного устройства во время операций перемещения, выполняемых в рабочей зоне устройства согласно изобретению, что является преимуществом.
В альтернативном предпочтительном варианте реализации настоящего изобретения устройство для перемещения в соответствии с настоящим изобретением может содержать третье приводное устройство, действующее на первом поддерживающем рычаге первого захватного устройства и выполненное с возможностью перемещения указанного первого поддерживающего рычага и указанного первого захватного устройства параллельно опорной плоскости для детали и по направлению к указанной опорной основной части одного такелажного приспособления и от нее.
В соответствии с этой еще одной предпочтительной конфигурацией можно перемещать первый поддерживающий рычаг и связанное с ним первое захватное устройство в горизонтальном направлении путем соответствующего изменения его положения как относительно второго захватного устройства, так и относительно опорной основной части одного такелажного приспособления во время операций движения, выполняемых в рабочей зоне устройства согласно изобретению, что является преимуществом.
Таким образом, в обеих вышеуказанных предпочтительных конфигурациях первое захватное устройство может приближаться ко второму захватному устройству для достижения положения смены и удаляться от второго захватного устройства после перемещения обрабатываемой детали.
В предпочтительных вариантах реализации устройства согласно настоящему изобретению вышеописанные конфигурации также могут быть применены ко второму захватному устройству и его опорным и подвижным элементам, достигая преимущественных технических результатов, описанных выше.
Таким образом, в предпочтительном варианте реализации настоящего изобретения, в котором предусмотрены два конструктивно независимых такелажных приспособлений, второе захватное устройство может быть жестко закреплено на опорной основной части второго такелажного приспособления с помощью соответствующего второго проходящего вертикально поддерживающего рычага.
Таким образом, можно перемещать второе захватное устройство вместе с соответствующей опорной основной частью посредством второго вспомогательного оборудования второго такелажного приспособления, что является преимуществом.
В этом случае расстояние между первым и вторым захватными устройствами можно регулировать, регулируя расстояние между первым и вторым такелажными приспособлениями.
В другом предпочтительном варианте реализации настоящего изобретения второе захватное устройство может быть соединено с возможностью движения с указанной опорной основной частью одного такелажного приспособления или второго такелажного приспособления посредством соответствующего второго проходящего вертикально поддерживающего рычага.
Таким образом, можно также перемещать второе захватное устройство относительно опорной основной части одного или второго такелажного приспособления как в горизонтальном, так и в вертикальном направлениях путем обеспечения соответствующих приводных устройств для второго проходящего вертикально поддерживающего рычага, что является преимуществом.
Например, второй проходящий вертикально поддерживающий рычаг второго захватного устройства может быть установлен на опорной основной части с возможностью скольжения в горизонтальном направлении и/или в вертикальном направлении.
Второй проходящий вертикально поддерживающий рычаг также позволяет разнести второе захватное устройство и опорную основную часть в вертикальном направлении, так что детали, удерживаемые вторым захватным устройством, могут находиться на расстоянии от опорной основной части одного такелажного приспособления во время их движения, что является преимуществом.
В еще одном предпочтительном варианте реализации настоящего изобретения второе захватное устройство соединено с возможностью движения с указанной опорной основной частью одного такелажного приспособления посредством соответствующего второго поддерживающего рычага, содержащего соответствующую проходящую горизонтально часть и соответствующую проходящую вертикально часть.
Благодаря этой еще одной предпочтительной конфигурации, как будет лучше видно из дальнейшего описания, становится возможным перемещать второе захватное устройство относительно опорной основной части отдельного такелажного приспособления путем перемещения второго поддерживающего рычага от или к опорной основной части в соответствии с требованиями конкретного применения, что является преимуществом.
В соответствии с этой предпочтительной конфигурацией, и как указано выше, можно уменьшить поперечное препятствие одного такелажного приспособления, содержащего второе захватное устройство, путем обеспечения в опорной основной части указанного одного такелажного приспособления области для размещения проходящей горизонтально части второго поддерживающего рычага, как будет более подробно описано ниже, что является преимуществом.
Эта проходящая горизонтально часть также обеспечивает горизонтальное расстояние между вторым захватным устройством и первым захватным устройством.
Проходящая по вертикали часть обеспечивает вертикальное расстояние между вторым захватным устройством и опорной основной частью одного такелажного приспособления.
В альтернативном предпочтительном варианте реализации настоящего изобретения устройство для перемещения в соответствии с настоящим изобретением может содержать четвертое приводное устройство, действующее на втором поддерживающем рычаге второго захватного устройства и выполненное с возможностью перемещения второго захватного устройства параллельно опорной плоскости для детали путем скольжения второго поддерживающего рычага на или в опорной основной части одного такелажного приспособления.
В соответствии с этой предпочтительной конфигурацией можно перемещать второй поддерживающий рычаг и связанное с ним второе захватное устройство в горизонтальном направлении путем подходящего изменения его положения относительно первого захватного устройства во время операций перемещения, выполняемых в рабочей зоне устройства согласно изобретению, что является преимуществом.
В альтернативном предпочтительном варианте реализации настоящего изобретения устройство для перемещения в соответствии с настоящим изобретением может содержать четвертое приводное устройство, действующее на втором поддерживающем рычаге второго захватного устройства и выполненное с возможностью перемещения указанного второго поддерживающего рычага и указанного второго захватного устройства параллельно опорной плоскости для детали и по направлению к указанной опорной основной части одного такелажного приспособления и от нее.
В соответствии с этой еще одной предпочтительной конфигурацией можно перемещать второй поддерживающий рычаг и связанное с ним второе захватное устройство в горизонтальном направлении путем соответствующего изменения его положения как относительно первого захватного устройства, так и относительно опорной основной части одного такелажного приспособления во время операций движения, выполняемых в рабочей зоне устройства согласно изобретению, что является преимуществом.
Таким образом, в обеих вышеуказанных предпочтительных конфигурациях второе захватное устройство может приближаться к первому захватному устройству для достижения положения смены и удаляться от первого захватного устройства после перемещения обрабатываемой детали.
В предпочтительном варианте реализации настоящего изобретения первое захватное устройство и второе захватное устройство подвижно связаны с указанной опорной основной частью одного такелажного приспособления на его противоположных сторонах.
Таким образом, можно иметь симметричное расположение масс по отношению к опорной основной части одного такелажного приспособления с соответствующими преимуществами с точки зрения баланса подвижных частей устройства, вращающихся вокруг вертикальной оси, что является преимуществом.
В предпочтительном варианте реализации настоящего изобретения в опорной основной части одного такелажного приспособления образована зона размещения проходящей горизонтально части первого поддерживающего рычага первого захватного устройства.
Эта предпочтительная конфигурация позволяет как уменьшить поперечное препятствие одного такелажного приспособления, так и направлять скольжение проходящей горизонтально части первого поддерживающего рычага в опорной основной части во время движения к последней и от нее, что является преимуществом.
Предпочтительно, третье приводное устройство выполнено с возможностью, соответственно, вставлять и извлекать проходящую горизонтально часть первого поддерживающего рычага первого захватного устройства в указанную зону размещения и из нее.
В предпочтительном варианте реализации настоящего изобретения зона размещения проходящей горизонтально части первого поддерживающего рычага первого захватного устройства образована по существу полой коробчатой частью опорной основной части одного такелажного приспособления.
В предпочтительных вариантах реализации устройства в соответствии с настоящим изобретением описанные выше конфигурации опорной основной части одного такелажного приспособления также могут быть применены ко второму захватному устройству и к соответствующему поддерживающему рычагу, достигая преимущественных технических результатов, описанных выше.
Таким образом, в предпочтительном варианте реализации настоящего изобретения в опорной основной части одного такелажного приспособления образована зона размещения проходящей горизонтально части второго поддерживающего рычага второго захватного устройства.
Подобно тому, что было проиллюстрировано выше в отношении поддерживающего рычага первого захватного устройства, эта предпочтительная конфигурация позволяет как уменьшить поперечное препятствие одного такелажного приспособления, так и направлять скольжение проходящей горизонтально части второго поддерживающего рычага в опорной основной части во время движения к последней и от нее, что является преимуществом.
Предпочтительно четвертое приводное устройство выполнено с возможностью вставки и, соответственно, извлечения проходящей горизонтально части второго поддерживающего рычага второго захватного устройства в указанную зону размещения и из нее.
Предпочтительно указанная зона размещения проходящей горизонтально части второго поддерживающего рычага второго захватного устройства образована по существу полой коробчатой частью опорной основной части одного такелажного приспособления.
Благодаря наличию указанной выше зоны размещения проходящей горизонтально части первого и/или второго поддерживающего рычага первого и/или второго захватного устройства можно значительно уменьшить как задействованные массы, так и механический момент, возникающий при вращении одного такелажного приспособления вокруг вертикальной оси, что является преимуществом.
В этой предпочтительной конфигурации устройство для перемещения в соответствии с настоящим изобретением также обеспечивает дополнительное преимущество, состоящее в большей гибкости использования, поскольку исключительная компактность и уменьшенное боковое препятствие одного такелажного приспособления, связанное с возможностью частичной или полной вставки проходящей горизонтально части первого и/или второго поддерживающего рычага первого и/или второго захватного устройства в зону размещения, определяемую в опорной основной части одного такелажного приспособления, делают возможным вращение одного такелажного приспособления также в периферийных областях рабочей зоны устройства для перемещения.
В предпочтительном варианте реализации настоящего изобретения третье приводное устройство выполнено с возможностью перемещения проходящей горизонтально части первого поддерживающего рычага первого захватного устройства в направлении, по существу параллельном опорной плоскости для детали, между:
- первым положением вставки, в котором проходящая горизонтально часть первого поддерживающего рычага первого захватного устройства по существу полностью размещена в указанной зоне размещения, образованной в опорной основной части одного такелажного приспособления; и
- вторым положением извлечения, в котором проходящая горизонтально часть первого поддерживающего рычага первого захватного устройства по меньшей мере частично консольно выступает наружу по отношению к опорной основной части одного такелажного приспособления.
В предпочтительном варианте реализации настоящего изобретения четвертое приводное устройство выполнено с возможностью перемещения проходящей горизонтально части второго поддерживающего рычага второго захватного устройства в направлении, по существу параллельном опорной плоскости для детали, между:
- первым положением вставки, в котором проходящая горизонтально часть второго поддерживающего рычага второго захватного устройства по существу полностью размещена в указанной зоне размещения, образованной в опорной основной части одного такелажного приспособления; и
- вторым положением извлечения, в котором проходящая горизонтально часть второго поддерживающего рычага второго захватного устройства по меньшей мере частично консольно выступает наружу по отношению к опорной основной части одного такелажного приспособления.
Таким образом, можно вставлять/извлекать проходящую горизонтально часть поддерживающих рычагов первого и/или второго захватного устройства в опорную основную часть/из опорной основной части одного такелажного приспособления с направляемым скольжением по существу по типу выдвижного ящика, что обеспечивает высокую компактность одного такелажного приспособления в любой конфигурации, при вставке, частичном выдвижении или полном выдвижении проходящей горизонтально части поддерживающего(их) рычага(ов), что является преимуществом.
Предпочтительно проходящая горизонтально часть первого поддерживающего рычага первого захватного устройства и/или проходящая горизонтально часть второго поддерживающего рычага второго захватного устройства содержит один или большее количество элементов в форме стержней, предпочтительно параллельных друг другу.
Предпочтительно элемент(ы) в форме стержня(ей) установлен(ы) с возможностью скольжения в зоне размещения, образованной в опорной основной части одного такелажного приспособления.
Предпочтительно проходящая горизонтально часть первого поддерживающего рычага первого захватного устройства и проходящая горизонтально часть второго поддерживающего рычага второго захватного устройства содержат множество элементов в виде стержней, предпочтительно параллельных друг другу, установленных с возможностью скольжения в указанной зона размещения, определенной в опорной основной части одного такелажного приспособления.
Таким образом, можно точно позиционировать первое и/или второе захватное устройство, используя конструкцию соответствующих поддерживающих рычагов, которая является достаточно жесткой, но в то же время имеет малую массу и низкую стоимость, что является преимуществом.
Кроме того, зона размещения, образованная в опорной основной части одного такелажного приспособления, может, таким образом, эффективно и одновременно вмещать и направлять как проходящую в горизонтальном направлении часть первого поддерживающего рычага, так и проходящую в горизонтальном направлении часть второго поддерживающего рычага.
Предпочтительно элементы в виде стержней проходящей горизонтально части первого поддерживающего рычага первого захватного устройства и проходящей горизонтально части второго поддерживающего рычага второго захватного устройства проникают, по меньшей мере частично взаимопроникая, в указанную зону размещения, определенную в опорной основной части одного такелажного приспособления.
Таким образом, можно максимально уменьшить размер зоны размещения проходящей горизонтально части поддерживающих рычагов первого и второго захватных устройств, образованной в опорной основной части одного такелажного приспособления, что является преимуществом.
Так, например, размер этой зоны размещения может быть таким, чтобы иметь наименьший возможный поперечный размер, по существу равный длине проходящей горизонтально части поддерживающих рычагов первого и второго захватных устройств.
В предпочтительном варианте реализации настоящего изобретения проходящая горизонтально часть первого поддерживающего рычага первого захватного устройства и/или проходящая горизонтально часть второго поддерживающего рычага второго захватного устройства может быть по существу телескопического типа.
Кроме того, в этом случае можно уменьшить, насколько это возможно, поперечные размеры одного такелажного приспособления и достичь повышенной эксплуатационной гибкости устройства для перемещения согласно изобретению путем выдвижения или отведения проходящей горизонтально части первого и/или второго поддерживающих рычагов захватных устройств, что является преимуществом.
В еще одном предпочтительном варианте реализации настоящего изобретения проходящая горизонтально часть первого поддерживающего рычага первого захватного устройства и/или проходящая горизонтально часть второго поддерживающего рычага второго захватного устройства могут поддерживаться с возможностью скольжения снаружи опорной основной части такелажного приспособления.
Также в этом случае можно максимально уменьшить поперечные размеры такелажного приспособления и добиться повышенной эксплуатационной гибкости устройства для перемещения согласно изобретению, что является преимуществом.
Предпочтительно первое захватное устройство и второе захватное устройство шарнирно прикреплены:
- к соответствующему первому или второму проходящему вертикально поддерживающему рычагу или
- к проходящей вертикально части первого поддерживающего рычага и, соответственно, второго поддерживающего рычага,
на свободном конце первого поддерживающего рычага или второго поддерживающего рычага или на свободном конце проходящей вертикально части первого поддерживающего рычага и, соответственно, второго поддерживающего рычага.
Таким образом, первое и второе захватные устройства могут вращаться относительно своих соответствующих поддерживающих рычагов для изменения их соответствующего наклона относительно последнего и опорной плоскости для детали.
В предпочтительном варианте устройство для перемещения согласно изобретению может содержать:
- пятое приводное устройство, выполненное с возможностью поворота первого захватного устройства вокруг первой горизонтальной оси, по существу параллельной опорной плоскости для детали; и/или
- шестое приводное устройство, выполненное с возможностью поворота второго захватного устройства вокруг горизонтальной оси, по существу параллельной опорной плоскости для детали.
Пятое и/или шестое приводное устройство осуществляют вращательные движения первого и/или второго захватного устройства относительно их соответствующих поддерживающих рычагов вокруг горизонтальных осей, что является преимуществом.
Это позволяет ориентировать первое и/или второе захватное устройство:
i) параллельно опорной плоскости для детали в положении захвата,
ii) друг напротив друга в положении смены и в соответствии с требуемой ориентацией, и
iii) в положении укладки, чтобы высвободить обрабатываемую деталь с требуемой ориентацией, т.е. горизонтально или по существу вертикально в области хранения деталей.
Предпочтительно указанное пятое приводное устройство и указанное шестое приводное устройство выполнены с возможностью поворота указанного первого захватного устройства и указанного второго захватного устройства на угол, равный по меньшей мере 90°, вокруг указанной горизонтальной оси, по существу параллельной указанной опорной плоскости для детали.
Таким образом, можно поворачивать соответствующие плоскости захвата между конфигурацией, которая по существу параллельна опорной плоскости для детали, например, в положении захвата, и конфигурацией, которая, по существу, перпендикулярна опорной плоскости для детали, например в положении смены.
В предпочтительном варианте устройство для перемещения согласно изобретению содержит:
- седьмое приводное устройство, выполненное с возможностью поворота первого захватного устройства вокруг вертикальной оси, по существу, перпендикулярной опорной плоскости для детали; и/или
- восьмое приводное устройство, выполненное с возможностью поворота второго захватного устройства вокруг вертикальной оси, по существу, перпендикулярной опорной плоскости для детали.
Таким образом, преимуществами являются возможности:
i) поворачивать захваченные обрабатываемые детали в горизонтальной плоскости и горизонтально ориентировать, не изменяя взаимного положения первого и второго захватных устройств, и
ii) изменять взаимное положение первого и второго захватных устройств, когда по меньшей мере одно из них не ориентировано горизонтально, т.е. когда по меньшей мере одно из них ориентировано по существу вертикально.
В предпочтительном варианте реализации настоящего изобретения указанное первое захватное устройство и/или указанное второе захватное устройство содержат соответствующие захватные элементы пневматического типа, содержащие один или большее количество элементов-присосок.
Захватные элементы пневматического типа позволяют эффективно удерживать обрабатываемую деталь независимо от вида материала, из которого она изготовлена, за счет приближения соответствующей захватной поверхности к одной из поверхностей обрабатываемые детали.
В дополнительных предпочтительных вариантах реализации настоящего изобретения указанное первое захватное устройство и/или указанное второе захватное устройство могут содержать соответствующие захватные элементы магнитного типа, которые можно с пользой использовать для перемещения деталей из ферромагнитного материала, или захватные элементы механического типа, которые можно с пользой использовать для перемещения деталей, независимо от типа материала, из которого они изготовлены. Например, захватные элементы механического типа могут быть зажимного типа, содержа по меньшей мере один зажимной элемент, выполненный с возможность перемещения к неподвижному опорному элементу и от него, или два зажимных элемента, выполненных с возможностью перемещения друг относительно друга.
В предпочтительном варианте реализации способа перемещения согласно изобретению этап b) захвата первой детали из пары обрабатываемых деталей и/или этап e) захвата второй детали из пары обрабатываемых деталей с помощью одного из первого захватного устройства и второго захватного устройства включают:
- перемещение опорной основной части одного такелажного приспособления в сторону опорной плоскости для детали; и/или
- перемещение одного из первого захватного устройства и второго захватного устройства в сторону опорной плоскости для детали относительно опорной основной части одного такелажного приспособления;
- управление первым захватным устройством или вторым захватным устройством для установления связи между первой деталью или второй деталью из пары обрабатываемых деталей с первым захватным устройством или вторым захватным устройством.
Предпочтительно указанный этап b) захвата с опорной плоскости для детали первой детали из пары обрабатываемых деталей и/или указанный этап e) захвата с опорной плоскости для детали второй детали из пары обрабатываемых деталей посредством одного из первого захватного устройства и второго захватного устройства включают:
- перемещение опорной основной части первого такелажного приспособления или второго такелажного приспособления к опорной плоскости для детали; и/или
- перемещение одного из первого захватного устройства и второго захватного устройства к опорной плоскости для детали относительно соответствующей опорной основной части первого или второго такелажного приспособления;
- управление первым захватным устройством или вторым захватным устройством для установления связи между первой деталью или второй деталью из пары обрабатываемых деталей с первым захватным устройством или вторым захватным устройством.
В предпочтительном варианте реализации способа перемещения согласно изобретению этап f) расположения первого захватного устройства и второго захватного устройства в положении смены включает вращение первого захватного устройства и второго захватного устройства таким образом, чтобы расположить указанные первую и вторую захватные плоскости захваченной детали из пары обрабатываемых деталей обращенном друг к другу положении.
Таким образом, можно ориентировать обрабатываемую деталь в соответствии с ориентацией переноса, которая позволяет осуществлять операцию смены в отношении обрабатываемой детали между первым захватным устройством и вторым захватным устройством, что является преимуществом.
Эта ориентация переноса предпочтительно наклонена под углом приблизительно 90° к опорной плоскости для детали или может иметь разные наклоны относительно опорной плоскости для детали, если это необходимо, при условии, что это позволяет осуществлять операцию смены в отношении обрабатываемой детали между первым захватным устройством и вторым захватным устройством.
В предпочтительном варианте реализации способа перемещения согласно изобретению этап f) расположения первого захватного устройства и второго захватного устройства в положении смены включает перемещение первого захватного устройства и второго захватного устройства друг от друга перед вращением первого захватного устройства и второго захватного устройства.
Таким образом, это позволяет в достаточной степени разнести в пространстве первое и второе захватные устройства перед выполнением вышеуказанного поворота захватных устройств, что является преимуществом.
В предпочтительном варианте реализации способа перемещения согласно изобретению этап g) перемещения второй детали из пары обрабатываемых деталей от первого захватного устройства ко второму захватному устройству или наоборот включает приведение в действие второго захватного устройства и деактивирование первого захватного устройства или наоборот.
Предпочтительно захватное устройство, которое принимает обрабатываемую деталь, приводится в действие до того, как деактивируется захватное устройство, высвобождающее обрабатываемую деталь.
Таким образом, обрабатываемая деталь может быть высвобождена из первого захватного устройства на ее обработанной поверхности и удерживаться вторым захватным устройством на ее шероховатой поверхности или наоборот.
В предпочтительном варианте реализации способа перемещения согласно изобретению этап h) перемещения второй обрабатываемой детали из пары обрабатываемых деталей к указанной области хранения деталей включает вращение второго захватного устройства для ориентации соответствующей второй плоскости захвата и обработанной поверхности или шероховатой поверхности второй обрабатываемой детали из пары обрабатываемых деталей в положении, параллельном опорной плоскости для детали, или в положении, обращенном от первой плоскости захвата.
В другом предпочтительном варианте реализации этап h) перемещения второй обрабатываемой детали из пары обрабатываемых деталей к указанной области хранения деталей включает вращение первого захватного устройства для ориентации соответствующей первой плоскости захвата и обработанной поверхности или шероховатой поверхности второй обрабатываемой детали из пары обрабатываемых деталей в положении, параллельном опорной плоскости для детали, или в положении, обращенном от второй плоскости захвата.
Таким образом, в обоих этих предпочтительных вариантах вторая обрабатываемая деталь переориентируется из вышеуказанной ориентации переноса, при которой вторая обрабатываемая деталь перемещается от одного захватного устройства к другому, в ориентацию укладки, подходящую для укладки второй обрабатываемой детали.
Более того, в обоих этих предпочтительных вариантах реализации настоящего изобретения вторая обрабатываемая деталь одновременно перемещается от захватного устройства, которое ее первоначально захватило.
Предпочтительно указанный этап h) включает поворот второго захватного устройства или первого захватного устройства на угол, равный 90° или 180°, вокруг вертикальной оси или вокруг горизонтальной оси.
В частности, вращение захватного устройства, принимающего вторую обрабатываемую деталь, после перемещения на угол 90° вокруг горизонтальной оси предназначено для переориентации второй обрабатываемой детали из вертикальной ориентации переноса в горизонтальную ориентацию укладки.
Поворот захватного устройства, принимающего вторую обрабатываемую деталь, после перемещения на угол 180° вокруг горизонтальной или вертикальной оси предназначен для переориентации второй обрабатываемой детали из вертикальной ориентации переноса в вертикальную ориентацию укладки, обращенной к противоположной стороне.
Предпочтительно указанный этап h) перемещения второй детали из пары обрабатываемых деталей к указанной области хранения деталей включает вращение второго захватного устройства или первого захватного устройства вокруг горизонтальной оси вращения для ориентации обработанной поверхности или шероховатой поверхности второй детали из пары обрабатываемых деталей таким образом, чтобы указанная обработанная поверхность или шероховатая поверхность была обращена к видимой обработанной поверхности или видимой шероховатой поверхности первой детали из пары обрабатываемых деталей, ранее высвобожденной в области хранения деталей.
Таким образом, можно укладывать обрабатываемые детали как горизонтально, так и вертикально, предотвращая нежелательные возможные повреждения обработанных поверхностей деталей, которые обращены друг к другу и примыкают друг к другу в области хранения деталей, что является преимуществом.
Предпочтительно указанный этап h) включает поворот второго захватного устройства или первого захватного устройства на угол, равный 90°, вокруг горизонтальной оси.
Предпочтительно указанный этап h) перемещения второй обрабатываемой детали из пары обрабатываемых деталей к указанной области хранения деталей включает перемещение второго захватного устройства и первого захватного устройства друг от друга перед вращением второго захватного устройства или первого захватного устройства.
Таким образом, можно предотвратить возможный контакт между второй обрабатываемой деталью и захватным устройством, которое высвобождает вторую обрабатываемую деталь во время перемещения последней, что является преимуществом.
Предпочтительно указанный этап d) высвобождения первой детали из пары обрабатываемых деталей включает деактивацию второго захватного устройства или первого захватного устройства после высвобождения первой обрабатываемой детали из пары обрабатываемых деталей в области хранения деталей.
Предпочтительно указанный этап i) высвобождения второй детали из пары обрабатываемых деталей в области хранения деталей включает деактивацию второго захватного устройства или первого захватного устройства после укладки указанной второй обрабатываемой детали на указанную первую обрабатываемую деталь из пары обрабатываемых деталей в области хранения деталей.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Дополнительные характеристики и преимущества настоящего изобретения станут лучше понятны из следующего подробного описания одного из его предпочтительных вариантов реализации, приведенного со ссылкой на прилагаемые графические материалы и представленного в качестве иллюстративного и неограничивающего примера, в котором:
Фиг. 1A представляет собой вид в перспективе первого предпочтительного варианта устройства для перемещения обрабатываемых деталей в соответствии с настоящим изобретением;
Фиг. 1B представляет собой вид в перспективе второго предпочтительного варианта устройства для перемещения обрабатываемых деталей в соответствии с настоящим изобретением;
Фиг. 2 представляет собой вид в перспективе компонента устройства, показанного на Фиг. 1А и 1В, в котором некоторые элементы удалены, чтобы выделить другие;
Фиг. 3 представляет собой вид сбоку компонента устройства, изображенного на Фиг. 1А и 1В, в котором некоторые элементы удалены, чтобы выделить другие;
Фиг. 4 представляет собой вид в перспективе некоторых компонентов устройства, изображенного на Фиг. 1А;
Фиг. 5 представляет собой вид в перспективе снизу такелажного приспособления устройства, изображенного на Фиг. 1А и 1В;
Фиг. 6 представляет собой вид сбоку такелажного приспособления устройства, изображенного на Фиг. 1А и 1В;
Фиг. 6А представляет собой сечение по линии А-А на Фиг. 6;
Фиг. 6В представляет собой сечение по линии В-В на Фиг. 6;
Фиг. 7А-7L представляют собой соответствующие схематические виды сбоку устройства, изображенного на Фиг. 1А, в различных рабочих конфигурациях;
Фиг. 8А-8О представляют собой соответствующие схематические виды сбоку устройства, изображенного на Фиг. 1А, в различных рабочих конфигурациях.
Подробное описание предпочтительных в настоящее время вариантов реализации настоящего изобретения
В прилагаемых графических материалах устройство для перемещения обрабатываемых деталей согласно настоящему изобретению обычно обозначено числовой позицией 1 и в дальнейшем упоминается сокращенно «устройство 1».
Устройство 1 описано с использованием системы координат, изображенной на Фиг. 1A-6B, имеющей ось X, ось Y, перпендикулярную оси X, и ось Z, перпендикулярную осям X и Y, причем оси X и Y определяет горизонтальную плоскость, а ось Z определяет вертикальное направление.
Устройство 1 содержит горизонтальную опорную плоскость 5 для детали, которая может принимать обрабатываемые детали Р от станка, обрабатывающего материалы в виде блоков или плит, например каменного материала, или от производственной линии, на которой работает один или большее количество обрабатывающих станков, например, один или большее количество станков для резки, фрезерования и/или полировки материала.
В предпочтительном варианте реализации настоящего изобретения, показанном на Фиг. 1А, опорная плоскость 5 для детали может быть выполнена с возможностью приема обрабатываемых деталей с конвейера, не показанного на чертеже, который перемещает обрабатываемую деталь вдоль производственной линии для обработки обрабатываемых деталей, которая также не показана.
В предпочтительном варианте реализации настоящего изобретения, показанном на Фиг. 1В, опорная плоскость 5 для детали может, например, представлять собой конец конвейера, который перемещает детали вдоль производственной линии для механической обработки деталей, которая также не показана.
Устройство 1 выполнено с возможностью перемещения обрабатываемых деталей и размещения их в области 6 хранения деталей, например, расположенной на определенном расстоянии от опорной плоскости 5 для детали.
Область 6 хранения деталей определена внутри опоры или опорой, предназначенной для размещения деталей Р, такой как поддон, контейнер, пол, конвейер или рабочая плоскость машины.
Устройство 1 содержит такелажное приспособление 20 для обрабатываемых деталей, поддерживаемых над опорной плоскостью 5 для детали с помощью соответствующего вспомогательного оборудования 10, выполненного с возможностью работы над опорной плоскостью 5 для детали и областью 6 хранения деталей и перемещения ортогонально к опорной плоскости 5 для детали.
В проиллюстрированных предпочтительных вариантах реализации настоящего изобретения устройство 1 содержит портальную конструкцию 11, внутри которой предпочтительно расположены опорная плоскость 5 для детали и область 6 хранения изделий.
В предпочтительных вариантах реализации настоящего изобретения, показанных только в качестве примера, портальная конструкция 11 содержит множество вертикальных опорных конструкций или выступов 12 и пару продольных направляющих 13, параллельных оси Y и удерживаемых в приподнятом положении по отношению к опорной плоскости 5 для детали вертикальными опорными конструкциями 12.
Поперечная балка 2, параллельная оси X, проходит между продольными направляющими 13 и выполнена с возможностью перемещения вдоль них в продольном направлении, параллельном оси Y.
Поперечная балка 2 содержит поперечную направляющую 14, которая также удерживается в приподнятом положении по отношению к опорной плоскости 5 для детали с помощью вертикальных опорных конструкций 12.
Приводное устройство 15 приводит в движение поперечную балку 2 и связанную с ней поперечную направляющую 14 относительно вертикальных опорных конструкций 12 и связанных с ней продольных направляющих 13, например, посредством зубчато-реечного соединения (см. Фиг. 2).
Предпочтительно вспомогательное оборудование 10 содержит ползун 16, установленный с возможностью скольжения на поперечной направляющей 14 и выполненный с возможностью перемещения по поперечной балке 2 в поперечном направлении, параллельном оси X.
Перемещение ползуна 16 по поперечной направляющей 14 происходит под действием приводного устройства 17, например, посредством зубчато-реечного соединения.
Предпочтительно, вспомогательное оборудование 10 содержит опорный элемент 18, соединенный с ползуном 16 и выполненный с возможностью перемещения в вертикальном направлении относительно самого ползуна 16 вдоль вертикальной оси Z1, перпендикулярной опорной плоскости 5 для детали, перемещаясь к опорной плоскости 5 для детали и от нее (см. Фиг. 3).
Вертикальное перемещение вспомогательного оборудования 10 относительно ползуна 16 происходит под действием приводного устройства 19, например посредством линейного привода, например шарового рециркуляционного типа (см. Фиг. 3).
В проиллюстрированных предпочтительных вариантах реализации настоящего изобретения такелажное приспособление 20 расположено ниже вспомогательного оборудования 10 и соединено с возможностью вращения с нижним концом 19а вспомогательного оборудования 10 посредством вала 9 (см. Фиг. 3).
Предпочтительно такелажное приспособление 20 может вращаться относительно вспомогательного оборудования 10 вокруг вертикальной оси Z1.
Предпочтительно вращение такелажного приспособления 20 вокруг вертикальной оси Z1 обеспечивается приводным устройством 21, связанным со вспомогательным оборудованием 10, например, установленным на опорном элементе 18 и воздействующим на выполненный с возможностью вращения приводной вал 9 такелажного приспособления 20 (см. Фиг. 4).
Предпочтительно такелажное приспособление 20 содержит опорную основную часть 22, предпочтительно проходящую в направлении, параллельном опорной плоскости 5 для детали, т.е. параллельно плоскости, определяемой осями X и Y.
Предпочтительно опорная основная часть 22 содержит по существу полую коробчатую часть 23, определяющую зону 24 размещения.
В проиллюстрированных предпочтительных вариантах реализации настоящего изобретения первый поддерживающий рычаг 25 жестко соединен с первым поперечным концом 22а опорной основной части 22.
Предпочтительно первый поддерживающий рычаг 25 проходит вертикально ниже опорной основной части 22.
В проиллюстрированных предпочтительных вариантах реализации настоящего изобретения устройство 1 содержит первое захватное устройство 30 деталей, шарнирно закрепленное на нижнем конце 26 первого поддерживающего рычага 25 с возможностью вращения вокруг первой горизонтальной оси R1 (см. Фиг. 4).
Предпочтительно вращение первого захватного устройства 30 по отношению к первому поддерживающему рычагу 25 и вокруг первой горизонтальной оси R1 осуществляется приводным устройством 31, предпочтительно установленным на нижнем конце 26 первого поддерживающего рычага 25 (см. Фиг. 4 и 5).
В проиллюстрированных предпочтительных вариантах реализации настоящего изобретения первое захватное устройство 30 выполнено с возможностью поворота вокруг первой горизонтальной оси R1 между:
- горизонтальной конфигурацией, показанной на Фиг. 7А-7F, 8А-8D и 8H-8I, параллельно опорной плоскости 5 для детали,
- первой вертикальной конфигурации, показанной на Фиг. 4, 5, 7G-7L, 8E-8G и 8J-8O, перпендикулярной опорной плоскости 5 для детали и ориентированной под углом 90° по отношению к горизонтальной конфигурации, и
- второй вертикальной конфигурации, которая не показана, перпендикулярной опорной плоскости 5 для детали, ориентированной под углом 90° по отношению к горизонтальной конфигурации и повернутой на 180° вокруг первой горизонтальной оси R1 по отношению к первой вертикальной конфигурации.
Первое захватное устройство 30 содержит поверхность 32 захвата, определяющую первую плоскость захвата обрабатываемой детали Р.
Предпочтительно, поверхность 32 захвата выполнена с возможностью приведения в контакт с поверхностью обрабатываемой детали Р, чтобы оказывать удерживающее действие первого захватного устройства 30 на саму деталь.
Такелажное приспособление 20 дополнительно содержит второй поддерживающий рычаг 35.
В проиллюстрированном предпочтительном варианте второй поддерживающий рычаг 35 имеет по существу L-образную форму и содержит проходящую горизонтально часть 36 (лучше показанную на Фиг. 6A и 7E) и проходящую вертикально часть 37, определяющую столько же частей L.
Предпочтительно проходящая горизонтально часть 36 второго поддерживающего рычага 35 по меньшей мере частично размещена в зоне 24 размещения, образованной в опорной основной части 22 такелажного приспособления 20.
Предпочтительно проходящая горизонтально часть 36 второго поддерживающего рычага 35 содержит множество элементов 36а в виде стержней, параллельных друг другу, установленных с возможностью скольжения в зоне 24 размещения, как показано на Фиг. 6А.
Предпочтительно проходящая горизонтально часть 36 второго поддерживающего рычага 35 установлена с возможностью скольжения по существу по принципу выдвижного ящика в зоне 24 размещения вдоль горизонтальной оси А1 между первым положением вставки, показанным на Фиг. 7A-7D и 8A-8E, и вторым положением извлечения, показанным на Фиг. 7E-7G, 7J-7L, 8F-8J и 8M-8O.
В первом положении вставки проходящая горизонтально часть 36 второго поддерживающего рычага 35 предпочтительно по существу полностью размещена в зоне 24 размещения, а расстояние между проходящей вертикально частью 37 второго рычага 35 и первым рычагом 25 минимально.
Во втором положении извлечения проходящая горизонтально часть 36 второго поддерживающего рычага 35 предпочтительно частично выдвинута из зоны 24 размещения, а расстояние между проходящей вертикально частью 37 второго рычага 35 и первым рычагом 25 является максимальным.
Ход проходящей горизонтально части 36 второго поддерживающего рычага 35 между первым положением вставки и вторым положением извлечения может изменяться в широких пределах и может определяться специалистом в данной области техники в соответствии с особенностями применения.
В предпочтительных вариантах реализации настоящего изобретения ход проходящей горизонтально части 36 второго поддерживающего рычага 35 между первым положением вставки и вторым положением извлечения может варьироваться, в иллюстративном и не ограничивающем примере, от 250 до 900 мм.
В проиллюстрированных предпочтительных вариантах реализации настоящего изобретения устройство 1 содержит приводное устройство 38, установленное на опорной основной части 22 и выполненное с возможностью перемещения проходящей горизонтально части 36 второго поддерживающего рычага 35 между первым положением вставки, показанным на Фиг. 7A-7D и 8A-8E, и вторым положением извлечения, проиллюстрированным на Фиг. 7E-7G, 7J-7L, 8F-8J и 8M-8O, например с помощью зубчато-реечного или винтово-гаечного механизма.
В проиллюстрированных предпочтительных вариантах реализации настоящего изобретения проходящая вертикально часть 37 второго поддерживающего рычага 35 жестко соединена с проходящей горизонтально частью 36 на конце 36b последнего, с ориентацией от первого поддерживающего рычага 25 и проходит от него вертикально вниз.
Предпочтительно проходящая вертикально часть 37 второго поддерживающего рычага 35 имеет по существу такую же вертикальную протяженность, как и первый поддерживающий рычаг 25.
Вертикальная протяженность первого поддерживающего рычага 25 и второго поддерживающего рычага 35 может варьироваться в широких пределах и может быть определена специалистом в данной области техники в зависимости от особенностей применения.
Таким образом, в предпочтительных вариантах реализации настоящего изобретения первый поддерживающий рычаг 25 и второй поддерживающий рычаг 35 могут иметь вертикальную протяженность, которая может составлять от 600 до 1500 мм в иллюстративном и неограничивающем примере.
В проиллюстрированном предпочтительном варианте реализации настоящего изобретения устройство 1 содержит второе захватное устройство 40 для деталей, шарнирно закрепленное на нижнем конце 39 проходящей вертикально части 37 второго поддерживающего рычага 35 таким образом, чтобы вращаться вокруг второй горизонтальной оси R2, параллельной первой горизонтальной оси R1.
Предпочтительно вращение второго захватного устройства 40 относительно второго поддерживающего рычага 35 осуществляется приводным устройством 41, установленным на нижнем конце 39, как показано на Фиг. 5.
Предпочтительно второе захватное устройство 40 выполнено с возможностью вращения вокруг второй горизонтальной оси R2 между:
- горизонтальной конфигурацией, показанной на Фиг. 7K-7L, параллельно опорной плоскости 5 для детали,
- первой вертикальной конфигурации, показанной на Фиг. 4, 5, 7A-7J и 8A-8M, перпендикулярной опорной плоскости 5 для детали и ориентированной под углом 90° по отношению к горизонтальной конфигурации, при этом второе захватное устройство 40 обращено к первому захватному устройству 30, и
- второй вертикальной конфигурацией, показанной на Фиг. 8N-8O, перпендикулярной опорной плоскости 5 для детали, ориентированной под углом 90° по отношению к горизонтальной конфигурации и повернутой на 180° по отношению к первой вертикальной конфигурации, при этом второе захватное устройство 40 обращено от первого захватного устройства 30.
Предпочтительно второе захватное устройство 40 содержит поверхность 42 захвата, определяющую вторую плоскость захвата обрабатываемой детали Р.
Предпочтительно, поверхность 42 захвата выполнена с возможностью приведения в контакт с поверхностью обрабатываемой детали Р, чтобы оказывать удерживающее действие второго захватного устройства 40 на саму деталь.
В показанном предпочтительном варианте реализации настоящего изобретения каждое из первого захватного устройства 30 и второго захватного устройства 40 содержит один или большее количество захватных элементов 50, например два захватных элемента 50 для каждого захватного устройства 30, 40, выполненные с возможностью оказания пневматического удерживающего действия на поверхность детали P.
Предпочтительно каждый захватный элемент 50 содержит по меньшей мере один элемент-присоску, содержащий мембрану 51, которая окружает область 52 захвата, образованную на соответствующей поверхности 32, 42 захвата.
Предпочтительно каждое из первого захватного устройства 30 и второго захватного устройства 40 содержит множество отверстий 53, открытых в области 52 захвата и сообщающихся по текучей среде с пневматической системой (не показана), выполненных с возможностью оказания пневматического всасывающего действия на область 52 захвата.
Вышеописанное устройство 1 выполнено с возможностью перемещения первого захватного устройства 30 и второго захватного устройства 40 между множеством рабочих положений.
В частности, приводное устройство 15 приводит в движение поперечную балку 2, на которой проходит поперечная направляющая 14, относительно вертикальных опорных конструкций 12 и связанных с ними продольных направляющих 13 и, следовательно, выполнено с возможностью перемещения захватных устройств 30, 40 по оси Y.
Приводное устройство 17 приводит в движение ползун 16 вдоль поперечной направляющей 14 и, следовательно, выполнено с возможностью перемещения захватных устройств 30, 40 на поперечной балке 2 вдоль оси X.
Приводное устройство 19 обеспечивает вертикальное перемещение опорного элемента 18 по отношению к ползуну 16 и поэтому выполнено с возможностью перемещения захватных устройств 30, 40 перпендикулярно поперечной балке 2 и опорной плоскости 5 для детали вдоль вертикальной оси Z1.
Приводное устройство 21 приводит во вращение такелажное приспособление 20 вокруг вертикальной оси Z1 и, следовательно, выполнено с возможностью вращения захватных устройств 30, 40 вокруг вертикальной оси Z1.
Приводное устройство 31 приводит во вращение первое захватное устройство 30 относительно первого поддерживающего рычага 25 и, следовательно, выполнено с возможностью вращения первого захватного устройства 30 вокруг первой горизонтальной оси R1.
Приводное устройство 38 приводит в поступательное движение проходящую горизонтально часть 36 второго поддерживающего рычага 35 и, следовательно, выполнено с возможностью перемещения второго захватного устройства 40 вдоль горизонтальной оси А1 от опорной основной части 22 такелажного приспособления 20 и к ней и, одновременно, от первого захватного устройства 30 и к нему.
Приводное устройство 41 приводит во вращение второе захватное устройство 40 относительно второго поддерживающего рычага 35 и, следовательно, выполнено с возможностью вращения второго захватного устройства 40 вокруг второй горизонтальной оси R2.
В проиллюстрированном предпочтительном варианте реализации настоящего изобретения первое захватное устройство 30 и второе захватное устройство 40 устройства 1, таким образом, могут перемещаться между положением захвата (показанным на Фиг. 7А, 7Е, 8А и 8Н), положением смены (показанным на Фиг. 7H и 8K) и положением укладки (показанным на Фиг. 7D, 7L, 8G и 8O).
В положении захвата первое захватное устройство 30 или второе захватное устройство 40 расположено в горизонтальной конфигурации с соответствующей первой или второй поверхностью 32 или 42 захвата, примыкающей к обработанной поверхности F2 или к шероховатой поверхности F1 обрабатываемой детали Р, лежащей на опорной плоскости 5 для детали.
Для ясности на Фиг. 7A-7L и 8A-8O обработанная поверхность F2 обрабатываемой детали P обозначена более толстой линией.
В положении смены такелажное приспособление 20 расположено выше положения захвата, так что обрабатываемая деталь Р может вращаться вокруг горизонтальной оси R1; R2 без контакта с опорной плоскостью 5 для детали.
И первое захватное устройство 30, и второе захватное устройство 40 расположены в соответствующей первой вертикальной конфигурации, описанной выше, так что их соответствующие поверхности 32, 42 захвата и их соответствующие плоскости захвата обращены друг к другу.
Проходящая горизонтально часть 36 второго поддерживающего рычага 35 почти полностью вставлена в зону 24 размещения, образованную в опорной основной части 22 такелажного приспособления 20, чтобы удерживать первое и второе захватные устройства 30, 40 в непосредственной близости друг от друга, на расстоянии, соответствующем толщине одной детали P (см. Фиг. 7H, 7I и 8K, 8L).
В положении укладки рабочая конфигурация первого захватного устройства 30 или второго захватного устройства 40, в зависимости от того, какое из двух захватных устройств перемещает обрабатываемую деталь Р, обеспечивает высвобождение обрабатываемой детали Р от соответствующей первой или второй поверхности 32 или 42 захвата в определенном положении в области 6 хранения деталей.
В частности, первое захватное устройство 30 или второе захватное устройство 40 могут быть в соответствующей горизонтальной конфигурации для горизонтальной укладки детали в области 6 хранения деталей, например, как показано на Фиг. 7D и 7L, или в соответствующей второй вертикальной конфигурации для вертикальной укладки детали в области 6 хранения изделий, например, как показано на Фиг. 8G и 8O.
Предпочтительно устройство 1 дополнительно содержит не показанный блок управления, соответствующим образом запрограммированный для управления движением первого захватного устройства 30 и второго захватного устройства 40, а также их соответствующих опорных элементов в соответствии с программой управления.
В частности, блок управления предпочтительно содержит блок обработки данных, который может содержать один или большее количество электронных процессоров, выполненных с возможностью выполнения программ управления устройством 1, в частности для управления перемещением поперечной балки 2 в направлении Y, вспомогательного оборудования 10 вдоль горизонтального направления X и вертикального направления Z, второго захватного устройства 40 - к опорной основной части 22 и от нее, а также для поворота первого захватного устройства 30 и второго захватного устройства 40 вокруг осей R1 и R2.
В предпочтительном варианте блок управления также может содержать пользовательский интерфейс, т.е. может быть оснащен клавиатурой и экраном. Посредством такого интерфейса можно вводить соответствующие входные данные для осуществления перемещений.
Возможны варианты описанного устройства 1.
Например, первое захватное устройство 30 и второе захватное устройство 40 могут поддерживаться соответствующими единицами вспомогательного оборудования 10, которые конструктивно независимы друг от друга и могут перемещаться независимо друг от друга на поперечной балке 2 портальной конструкции 11 или каждое на соответствующей поперечной балке в конфигурации с двумя параллельными и конструктивно независимыми поперечными балками.
В этом возможном предпочтительном варианте реализации настоящего изобретения каждая единица вспомогательного оборудования 10 перемещает соответствующее такелажное приспособление 20, с которым связано соответствующее захватное устройство 30, 40, выполненное с возможностью перемещения устройством 1 способом, аналогичным описанному выше в отношении одного такелажного приспособления 20 в соответствии с предпочтительным вариантом реализации настоящего изобретения, проиллюстрированным в графических материалах.
В этом возможном предпочтительном варианте реализации настоящего изобретения с конструктивно независимыми единицами вспомогательного оборудования 10 перемещение захватных устройств 30, 40 друг относительно друга в направлении X происходит за счет перемещения каждой единицы вспомогательного оборудования 10.
Согласно другому варианту захватные устройства 30, 40 могут быть подвижно связаны с опорной основной частью 22 одного такелажного приспособления 20 с помощью соответствующих проходящих вертикально поддерживающих рычагов, которые могут перемещаться независимо друг от друга на опорной основной части 22 в направлении по оси Х.
В соответствии с другим вариантом первый поддерживающий рычаг 25 может быть выполнен аналогично второму поддерживающему рычагу 35, описанному выше, и может содержать проходящую горизонтально часть, по меньшей мере частично размещенную в зоне 24 размещения, чтобы обеспечить горизонтальное перемещение первого захватного устройства 30 относительно опорной основной части 22 такелажного приспособления 20 аналогично второму захватному устройству 40 согласно предпочтительному варианту реализации настоящего изобретения, проиллюстрированному в графических материалах.
Кроме того, в соответствии с другим вариантом первый поддерживающий рычаг 25 и/или второй поддерживающий рычаг 35 могут быть выполнены с возможностью вращения первого захватного устройства 30 и/или второго захватного устройства 40 вокруг соответствующих вертикальных осей или вертикальной части первого поддерживающего рычага 25 и, соответственно, второго поддерживающего рычага 35.
В еще одном варианте первый поддерживающий рычаг 25 и/или второй поддерживающий рычаг 35 могут быть выполнены с возможностью перемещения первого захватного устройства 30 и/или второго захватного устройства 40 вдоль соответствующих вертикальных осей.
В этом случае устройство 1 содержит подходящее устройство для перемещения первого поддерживающего рычага 25 и/или второго поддерживающего рычага 35 вдоль соответствующих вертикальных осей.
Кроме того, проходящая горизонтально часть первого поддерживающего рычага 25 и/или второго поддерживающего рычага 35 может иметь телескопическую конфигурацию, обеспечивающую удаления первого захватного устройства 30 и, соответственно, второго захватного устройства 40 от опорной основной части 22, которое регулируются независимо друг от друга.
Вышеописанное устройство 1 может быть использовано для перемещения пар обрабатываемых деталей Р, имеющих шероховатую поверхность F1 с одной стороны и обработанную поверхность F2 с противоположной стороны, согласно предпочтительному варианту реализации способа согласно изобретению, который будет описан ниже только в качестве иллюстрации, а не в порядке ограничения, со ссылкой на рабочие конфигурации устройства 1 согласно Фиг. 1А, показанные на Фиг. 7А-80.
В частности, на Фиг. 7А-7L показаны рабочие этапы способа укладки пары обрабатываемых деталей Р1, Р2 горизонтально, тогда как на Фиг. 8А-80 показаны рабочие этапы способа укладки пары обрабатываемых деталей Р1, Р2 вертикально.
На первом этапе получают множество деталей Р, при этом шероховатая поверхность F1 опирается на опорную плоскость 5 для детали, а обработанная поверхность F2 обращена от нее.
Затем устройство 1 позиционируют в положение захвата, приводя первую захватную поверхность 32 первого горизонтально ориентированного захватного устройства 30 в контакт с обработанной поверхностью F2 первой обрабатываемой детали Р1 из множества обрабатываемых деталей Р, и первая обрабатываемая деталь Р1 захватывается путем приведения в действие захватного элемента-присоски 50 первого захватного устройства 30, так что обработанная поверхность F2 остается обращенной к первому захватному устройству 30 (Фиг. 7А; 8A).
Затем первое захватное устройство 30 перемещается вертикально вверх, чтобы поднять первую обрабатываемую деталь Р1 с опорной плоскости 5 для детали (Фиг. 7В; 8B).
В проиллюстрированном предпочтительном варианте реализации настоящего изобретения подъем осуществляется с помощью приводного устройства 19, что приводит к перемещению вдоль вертикальной оси Z1 вспомогательного оборудования 10 относительно ползуна 16 (и, таким образом, первого захватного устройства 30).
Затем первое захватное устройство 30 горизонтально перемещается между положением, в котором первая обрабатываемая деталь Р1 расположена над опорной плоскостью 5 для детали, в положение, в котором первая обрабатываемая деталь Р1 расположена в области 6 хранения деталей (Фиг. 7С; 8C).
Это перемещение может иметь продольную составляющую (параллельную оси Y) и/или поперечную составляющую (параллельную оси X).
Предпочтительно продольная составляющая перемещения первого захватного устройства 30 может быть обеспечена перемещением поперечной направляющей 14 вдоль продольных направляющих 13, закрепленных на опорных конструкциях 12, посредством приводного устройства 15.
Предпочтительно поперечная составляющая перемещения первого захватного устройства 30 может быть обеспечена перемещением ползуна 16 вдоль поперечной направляющей 14, проходящей на поперечной балке 2, посредством приводного устройства 17.
В предпочтительном варианте реализации настоящего изобретения можно поворачивать такелажное приспособление 20 вокруг вертикальной оси Z, чтобы поменять местами первое захватное устройство 30 и второе захватное устройство 40 и лучше расположить первую обрабатываемую деталь Р1 относительно области 6 хранения деталей (см. Фиг. 8D).
Предпочтительно данное вращение такелажного приспособления 20 осуществляется за счет приведения в действие приводного устройства 21.
В предпочтительном варианте реализации способа, в соответствии с которым обрабатываемые детали Р можно хранить в вертикальной или по существу вертикальной ориентации, первое захватное устройство 30 можно поворачивать на 90° вокруг первой горизонтальной оси R1 из горизонтальной конфигурации во вторую вертикальную конфигурацию (Фиг. 8Е) для смены ориентации первой обрабатываемой детали Р1 с горизонтальной на по существу вертикальную.
Предпочтительно данное вращение первого захватного устройства 30 осуществляется за счет приведения в действие приводного устройства 31.
В одном варианте реализации настоящего изобретения и, при необходимости, в зависимости от геометрической конфигурации области 6 хранения деталей, второе захватное устройство 40 может быть отодвинуто от первого захватного устройства 30 путем перемещения проходящего горизонтально рычага 36 в направлении от первого положения вставки ко второму положению извлечения (Фиг. 8F).
Предпочтительно данное перемещение второго захватного устройства 40 осуществляется за счет приведения в действие приводного устройства 38.
На последующем этапе первое захватное устройство 30 перемещается вниз, чтобы поместить первую обрабатываемую деталь Р1 в область 6 хранения деталей с горизонтальной ориентацией (Фиг. 7D) или по существу вертикальной ориентацией (Фиг. 8G).
Предпочтительно данное перемещение первого захватного устройства 30 осуществляется посредством приведения в действие приводного устройства 19, которое перемещает опорный элемент 18 вспомогательного оборудования 10 вниз вдоль вертикальной оси Z1 по отношению к ползуну 16.
Затем первая обрабатываемая деталь Р1 высвобождается из первого захватного устройства 30 путем деактивации захватного элемента-присоски 50.
Таким образом, видна обработанная поверхность F2 первой обрабатываемой детали P1, в частности, обращенная вверх (Фиг. 7D) или в сторону (Фиг. 8G).
Перемещение первой обрабатываемой детали Р1 с опорной плоскости 5 для детали в область 6 хранения деталей может осуществляться по существу таким же образом с помощью второго захватного устройства 40.
Затем устройство 1 снова позиционируют в положение захвата, приводя первую поверхность 32 захвата первого захватного устройства 30 в контакт с обработанной поверхностью F2 второй обрабатываемой детали P2 пары деталей P, а вторая обрабатываемая деталь Р2 удерживается за счет приведения в действие захватного элемента-присоски 50 первого захватного устройства 30, так что обработанная поверхность F2 остается обращенной к первому захватному устройству 30 (Фиг. 7Е; 8H).
Затем первое захватное устройство 30 перемещается вертикально вверх, чтобы поднять вторую обрабатываемую деталь Р2 с опорной плоскости 5 для детали (Фиг. 7F; 8I).
Предпочтительно подъем осуществляется путем приведения в действие приводного устройства 21, что приводит к перемещению вдоль вертикальной оси Z1 опорного элемента 18 вспомогательного оборудования 10 относительно ползуна 16 (и, таким образом, к перемещению первого захватного устройства 30).
Затем первое захватное устройство 30 поворачивается на 90° вокруг первой горизонтальной оси R1 из горизонтальной конфигурации в первую вертикальную конфигурацию (Фиг. 7G; 8J), чтобы вторая обрабатываемая деталь Р2 была обращена ко второму захватному устройству 40.
Предпочтительно данное вращение осуществляется за счет работы приводного устройства 31.
Затем второе захватное устройство 40 приближают к первому захватному устройству 30, в частности, путем перемещения горизонтально выдвигающегося рычага 36 вдоль горизонтальной оси А1 в направлении от второго положения извлечения ко второму положению вставки (Фиг. 7Н; 8K) так, чтобы вторая поверхность 42 захвата находилась в контакте с шероховатой поверхностью F1 второй обрабатываемой детали P2 в положении смены устройства 1. Предпочтительно данное перемещение осуществляется за счет работы приводного устройства 38.
Затем вторая обрабатываемая деталь Р2 высвобождается из первого захватного устройства 30 путем деактивации захватного элемента-присоски 50 первого захватного устройства 30 и одновременно удерживается вторым захватным устройством 40 путем приведения в действие захватного элемента-присоски 50 второго захватного устройства 40.
Таким образом, вторая обрабатываемая деталь Р2 перемещается от первого захватного устройства 30 ко второму захватному устройству 40 (Фиг. 7Н; 8K).
Затем второе захватное устройство 40 отодвигают от первого захватного устройства 30, например путем перемещения горизонтально выдвигающегося рычага 36 в направлении из первого положения вставки во второе положение извлечения (Фиг. 7J, 8M), чтобы переместить вторую обрабатываемую деталь P2 от первого захватного устройства 30.
Предпочтительно данное перемещение осуществляется за счет работы приводного устройства 38.
До или после перемещения второй обрабатываемой детали Р2 от первого захватного устройства 30 ко второму захватному устройству 40 вспомогательное оборудование 10 перемещается вдоль поперечной направляющей 14 между положением, в котором вторая обрабатываемая деталь Р2 расположена над опорной плоскостью 5 для детали, в положение, в котором вторая обрабатываемая деталь Р2 расположена по существу над областью 6 хранения (Фиг. 7I; 8L).
Предпочтительно данное поступательное движение может иметь продольную составляющую (параллельную оси Y) и/или поперечную составляющую (параллельную оси X).
Предпочтительно продольная составляющая перемещения достигается за счет перемещения поперечной балки 2, с которой связана поперечная направляющая 14, вдоль продольных направляющих 13, осуществляемого с помощью приводного устройства 15.
Предпочтительно поперечная составляющая перемещения достигается за счет перемещения ползуна 16 по поперечной направляющей 14, связанной с поперечной балкой 2, осуществляемого с помощью приводного устройства 17.
В предпочтительном варианте реализации настоящего изобретения второе захватное устройство 40 поворачивается на 90° вокруг второй горизонтальной оси R2 из первой вертикальной конфигурации в горизонтальную конфигурацию для изменения ориентации второй обрабатываемой детали Р2 с вертикальной на горизонтальную (Фиг. 7К).
Предпочтительно данное вращение осуществляется за счет работы приводного устройства 41.
В другом предпочтительном варианте реализации настоящего изобретения второе захватное устройство 40 поворачивается на 180° вокруг второй горизонтальной оси R2 из первой по существу вертикальной конфигурации во вторую вертикальную конфигурацию (Фиг. 8N), так что вторая обрабатываемая деталь Р2 обращена вертикально от первого захватного устройства 30.
Предпочтительно данное вращение осуществляется за счет работы приводного устройства 41.
Затем второе захватное устройство 40 перемещается вниз, чтобы поместить вторую обрабатываемую деталь Р2 в область 6 хранения деталей в горизонтальной ориентации (Фиг. 7L) или по существу в вертикальной ориентации (Фиг. 80).
Предпочтительно данное перемещение второго захватного устройства 40 осуществляется посредством приведения в действие приводного устройства 19, которое перемещает опорный элемент 18 вспомогательного оборудования 10 вниз вдоль вертикальной оси Z1 по отношению к ползуну 16.
Затем вторая обрабатываемая деталь Р2 высвобождается из второго захватного устройства 40 путем деактивации захватного элемента-присоски 50.
Таким образом, обработанная поверхность F2 второй обрабатываемой детали располагается к обработанной поверхности F2 первой обрабатываемой детали P1.
Перемещение второй обрабатываемой детали Р2 с опорной плоскости 5 для детали в область 6 хранения деталей может быть осуществлено по существу аналогичным образом путем первоначального подъема ее с опорной плоскости 5 для детали с помощью второго захватного устройства 40 и последующей передачи к первому захватному устройству 30 способом, аналогичным описанному выше.
Ясно, что описанные выше операции можно повторить для перемещения дополнительных пар обрабатываемых деталей Р1, Р2 с опорной плоскости 5 для детали, поддерживающей детали, в область 6 хранения деталей, располагая обработанные поверхности F2 каждой пары деталей Р1, Р2, друг напротив друга.
В других предпочтительных вариантах реализации настоящего изобретения также возможно выполнять описанные операции перемещения пар обрабатываемых деталей Р1, Р2, начиная с обрабатываемых деталей Р1, Р2, расположенных так, что их обработанная поверхность F2 опирается на опорную плоскость 5 для детали. В этом случае сказанное в отношении обработанной поверхности F2 следует понимать как относящееся к шероховатой поверхности F1 и наоборот.
Очевидно, что специалист в данной области техники может внести многочисленные модификации и изменения в устройство и способ перемещения деталей, описанные выше, чтобы удовлетворить конкретные и непредвиденные требования, и все они будут входить в пределы объема охраны настоящего изобретения, как определено прилагаемой формулой изобретения.
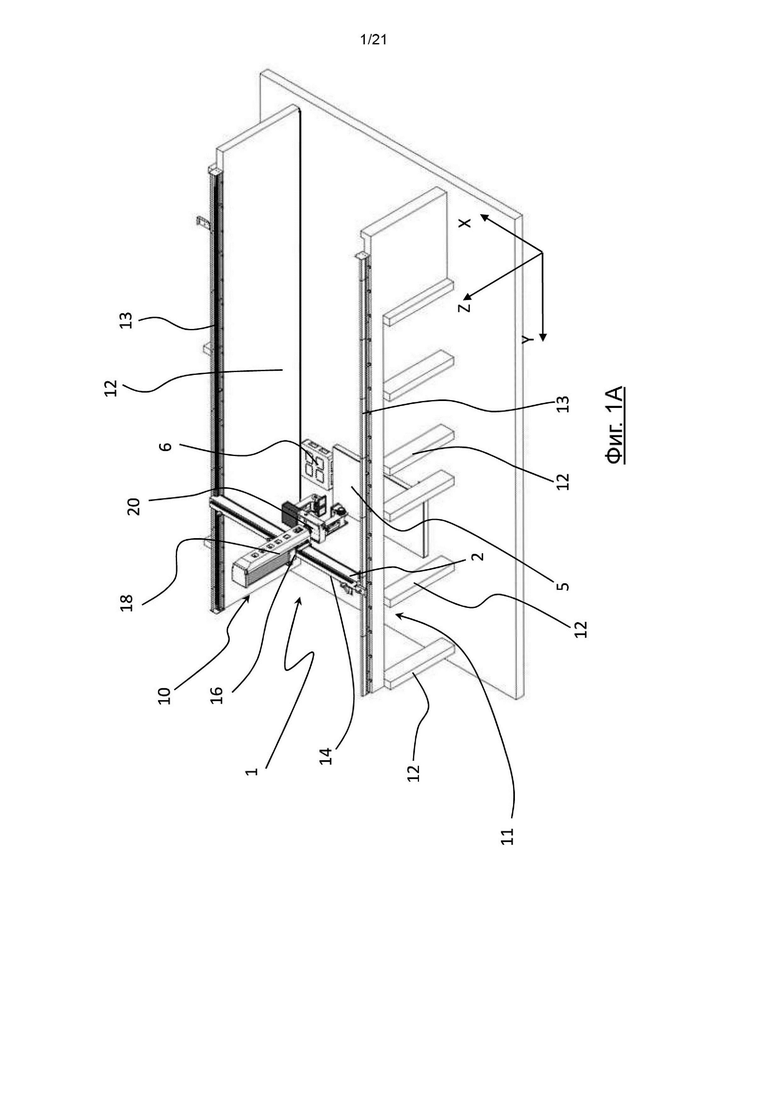
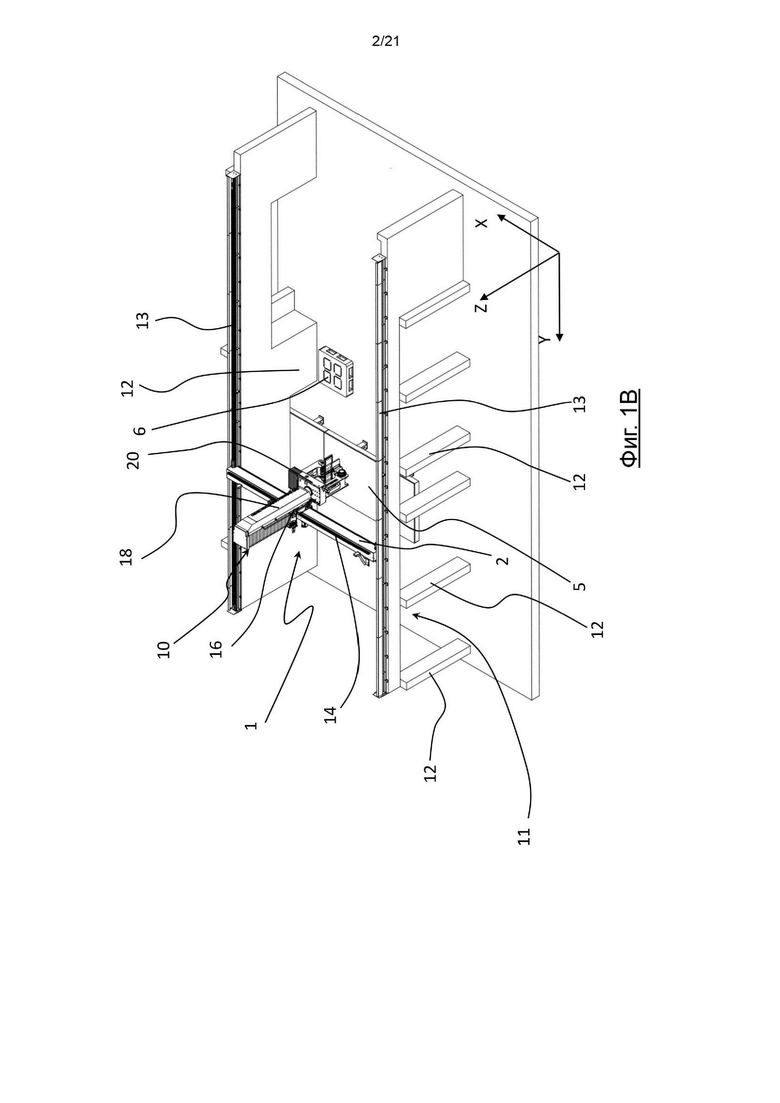
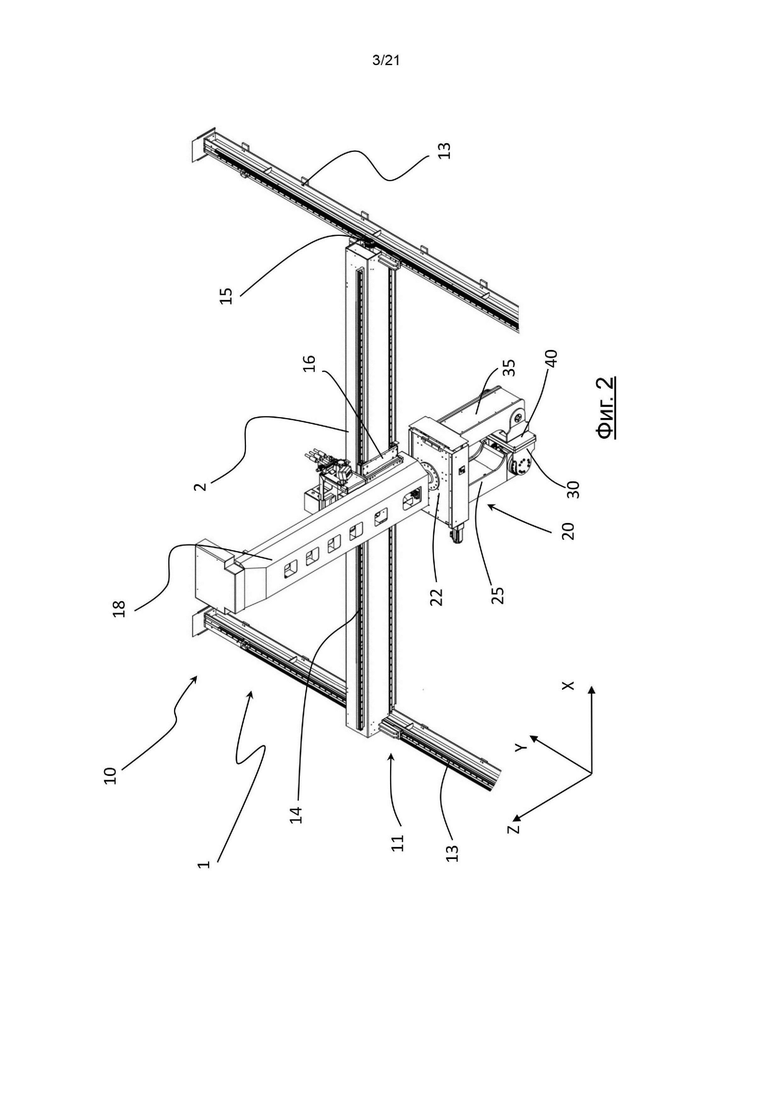
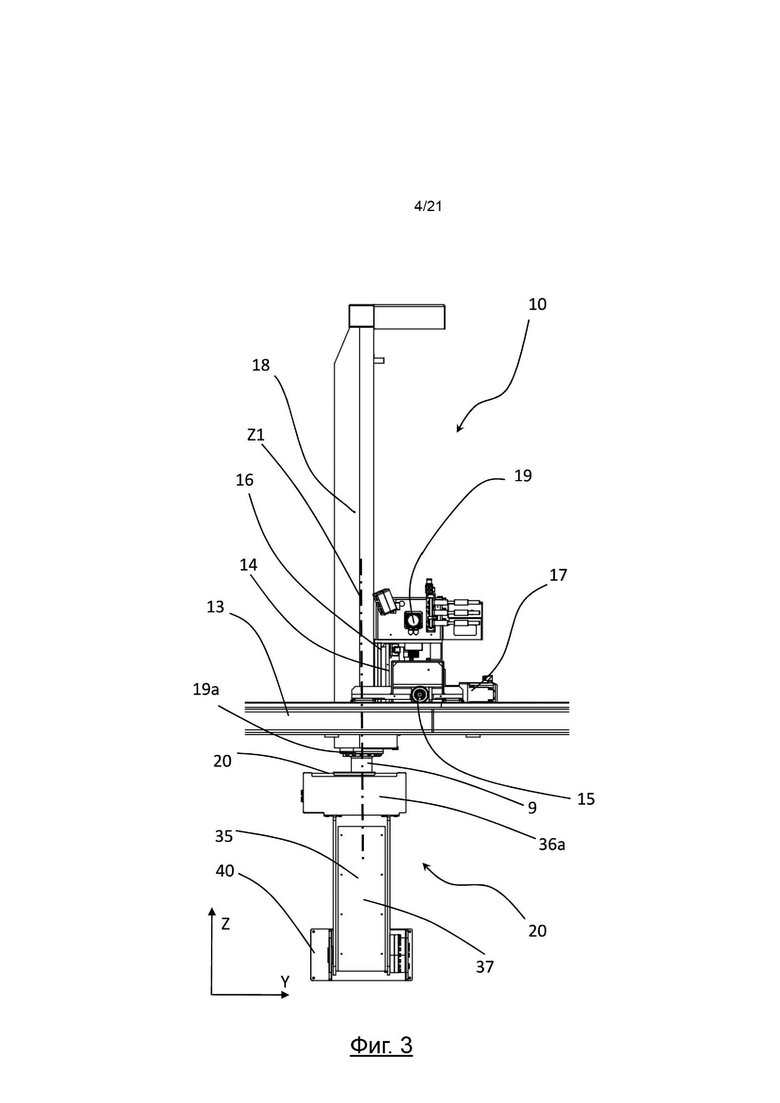
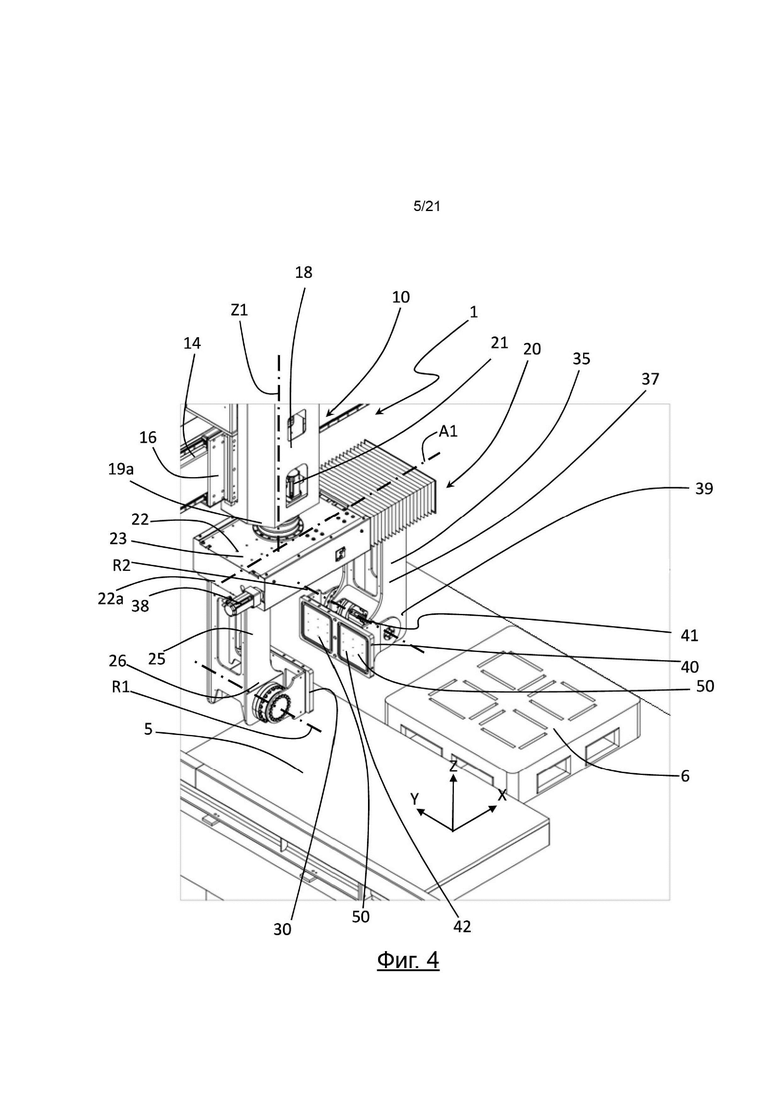

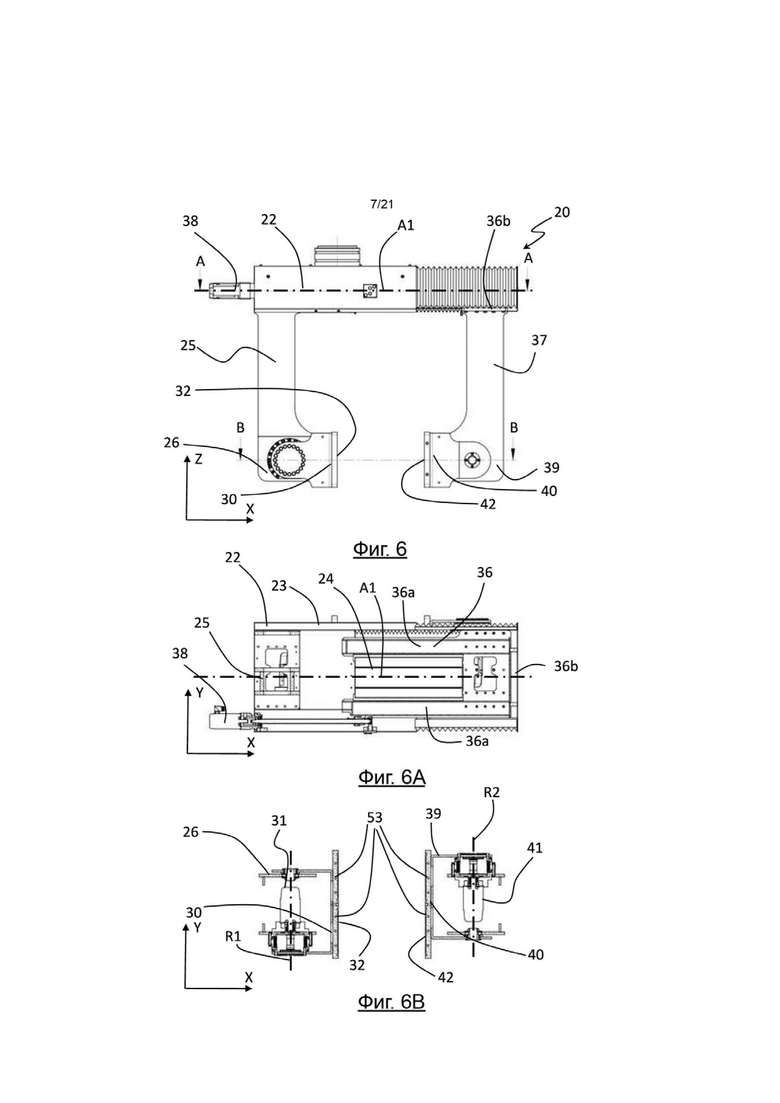
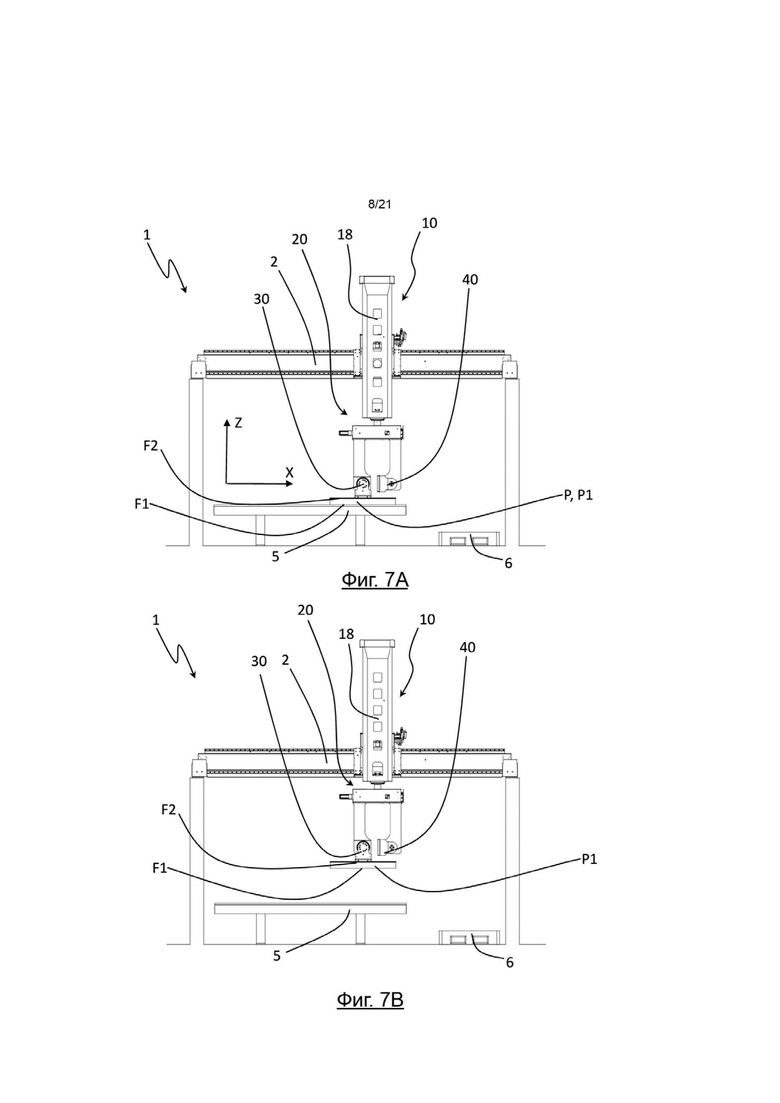
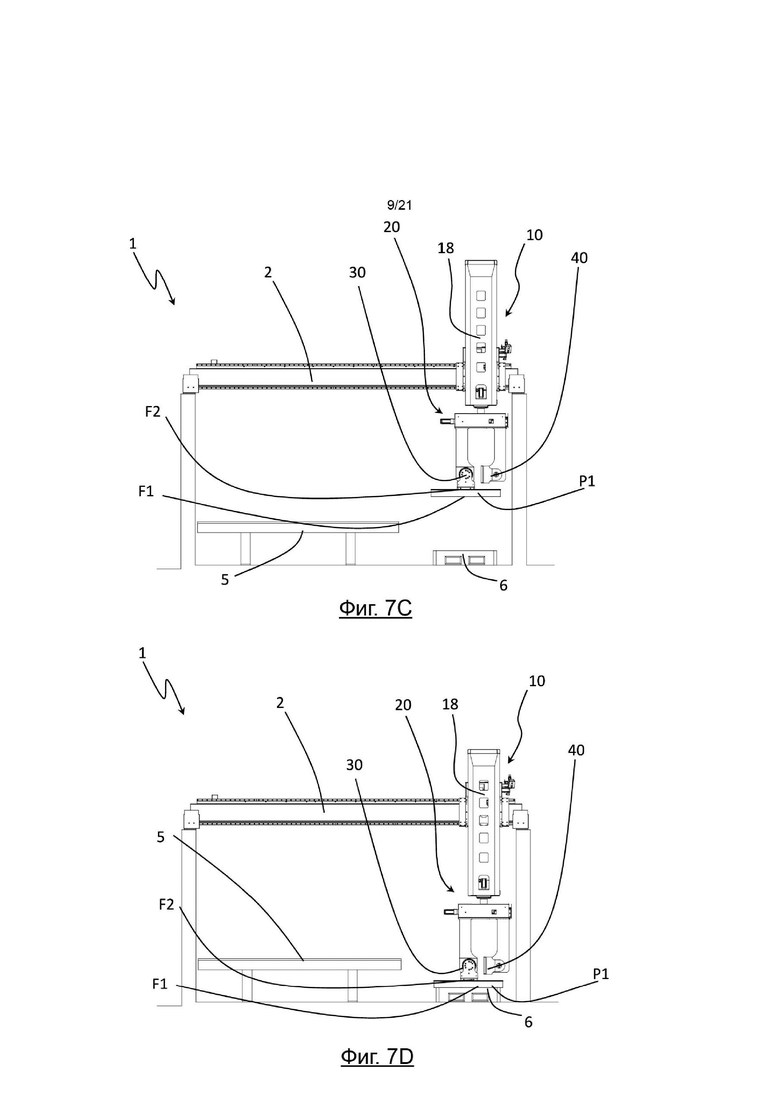
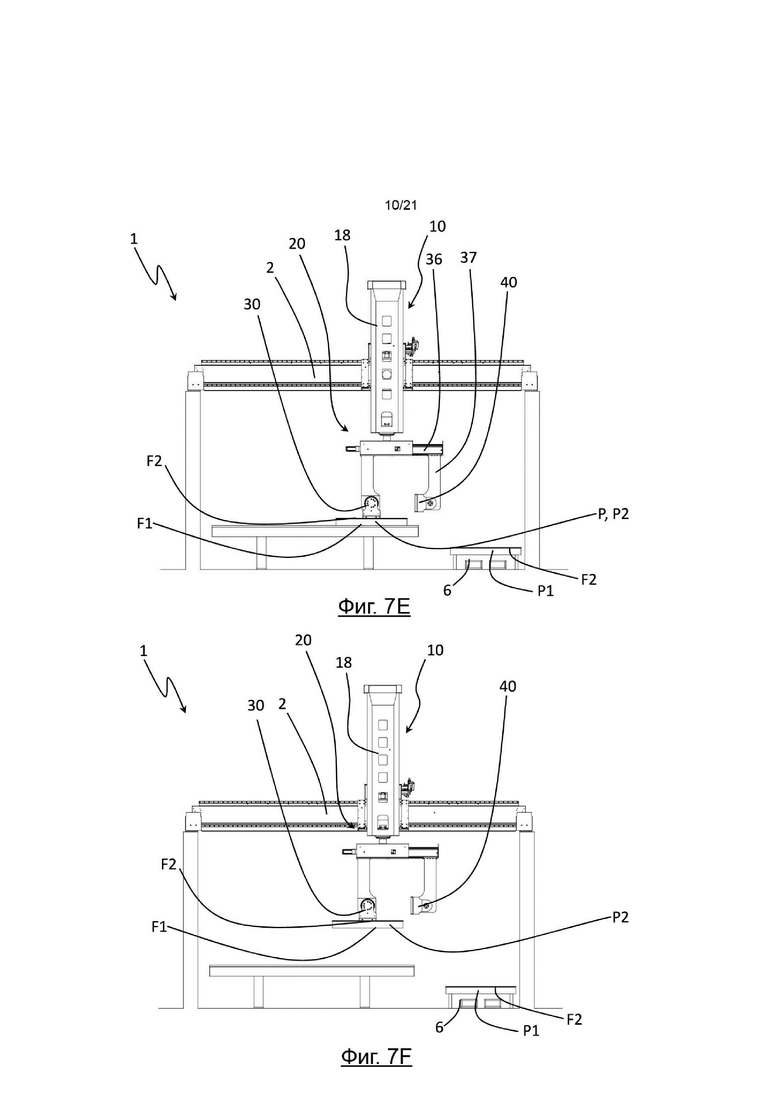
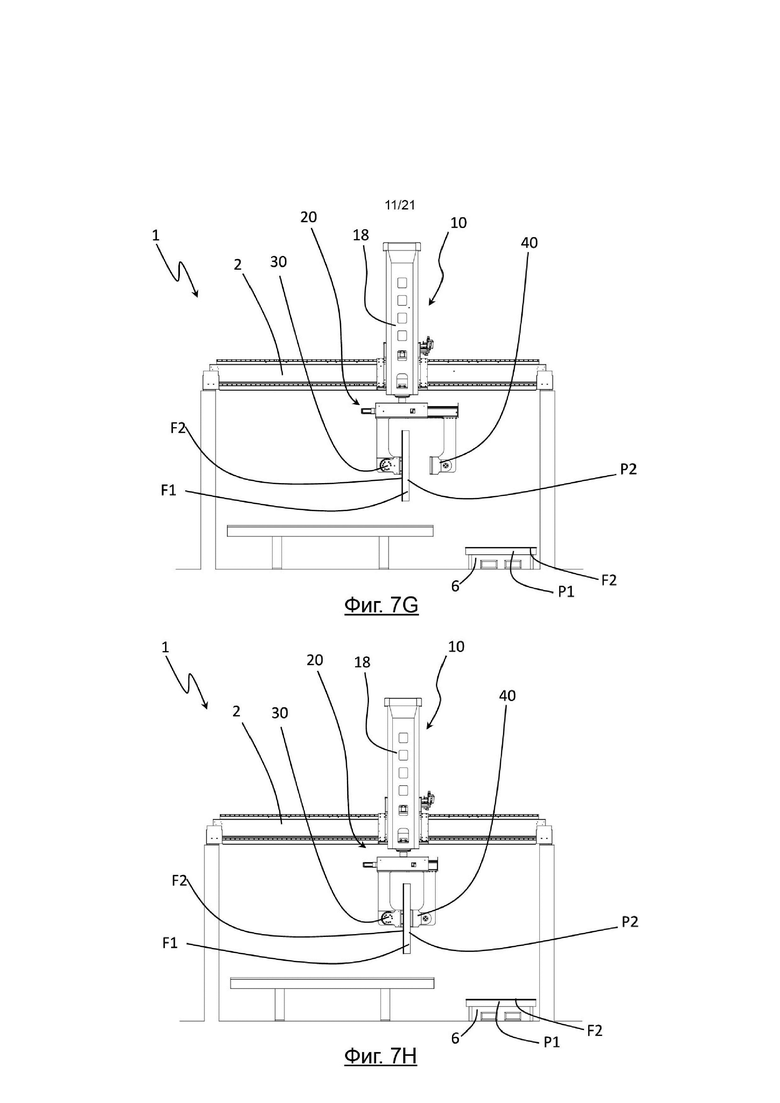
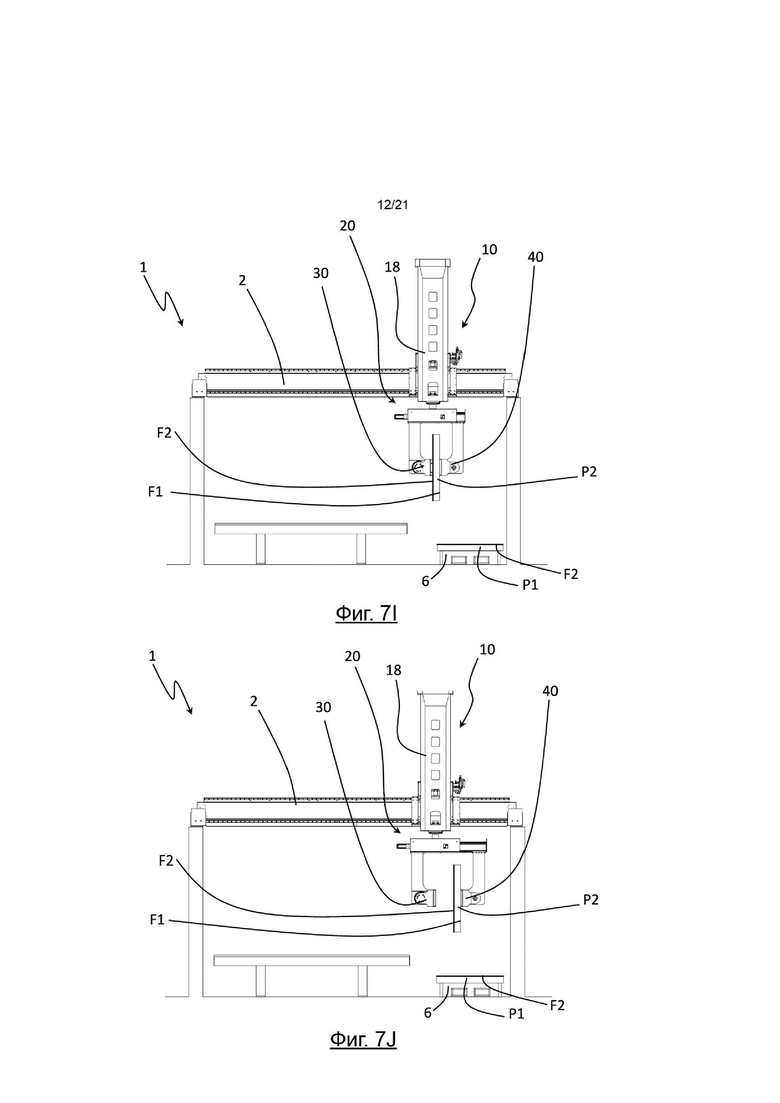
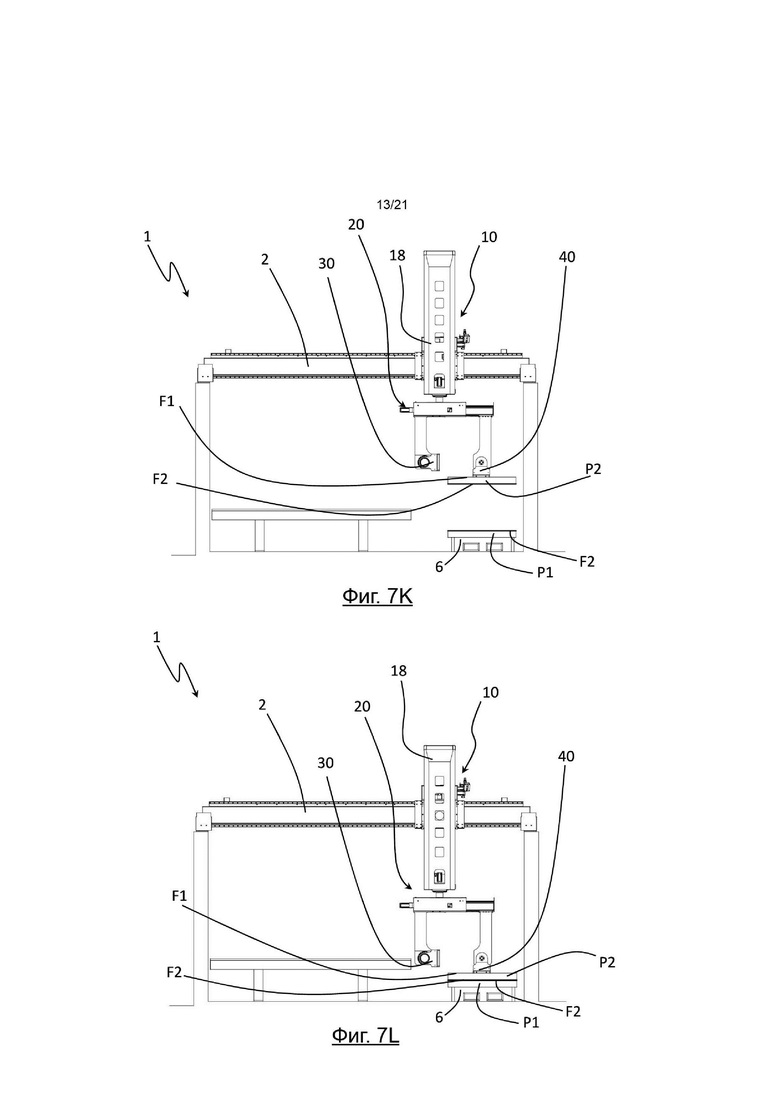
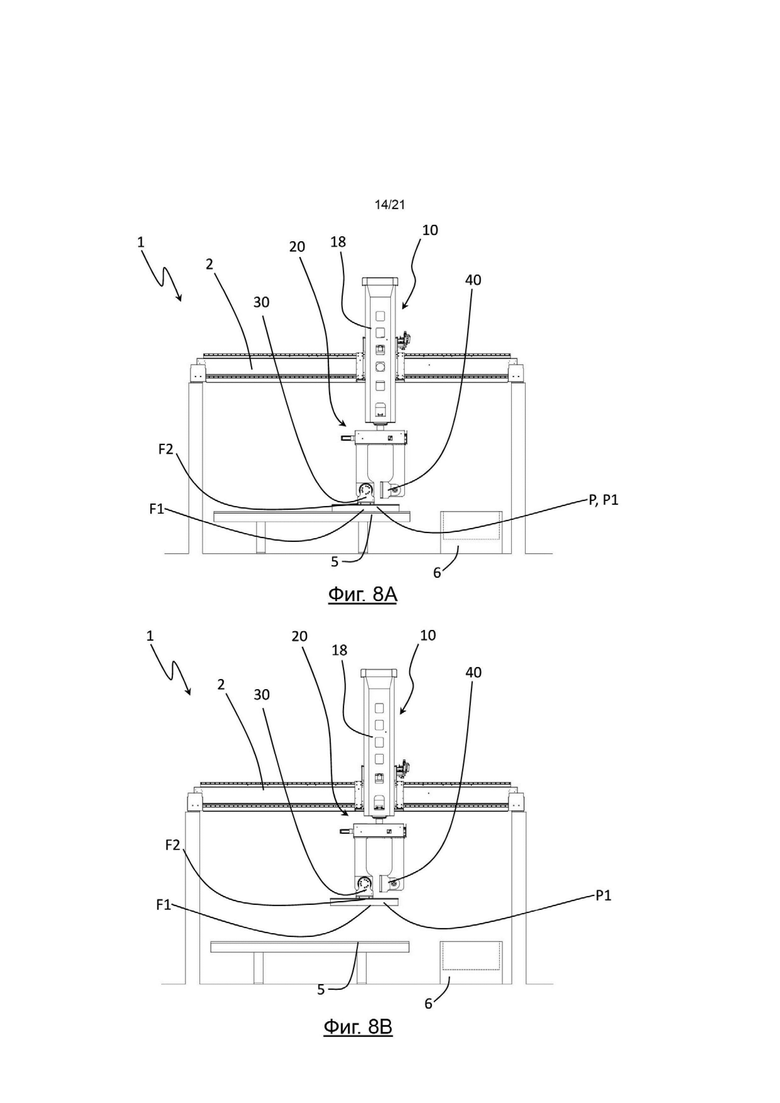


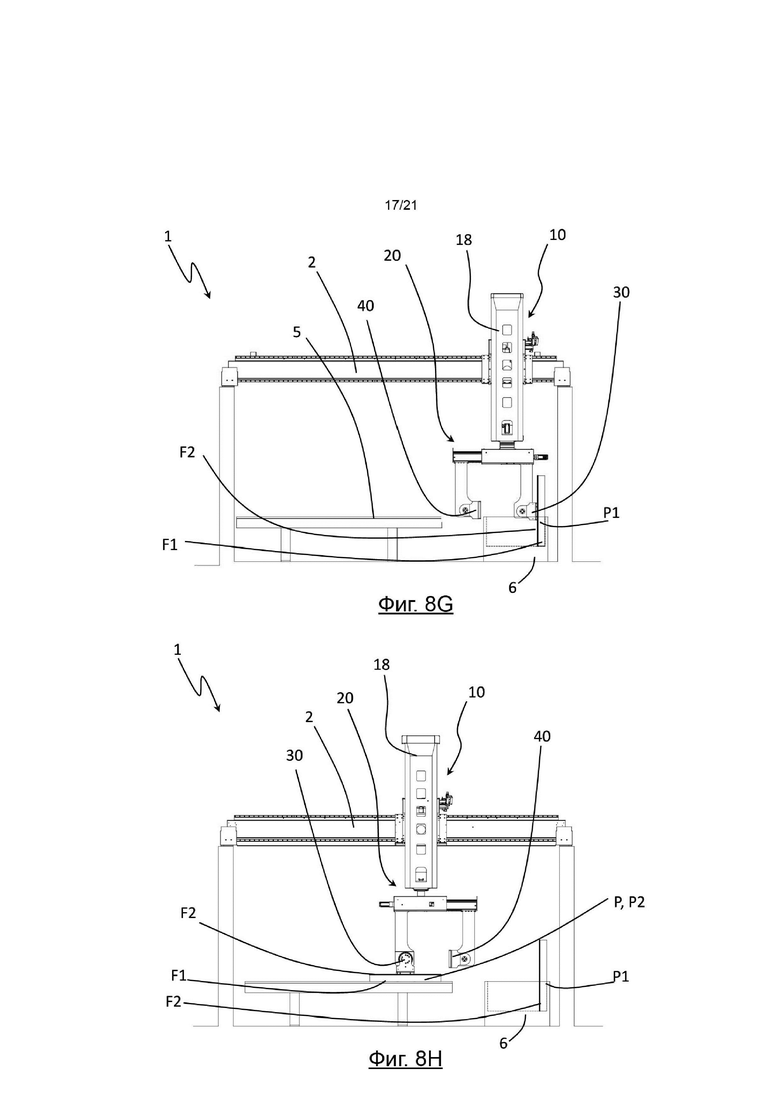
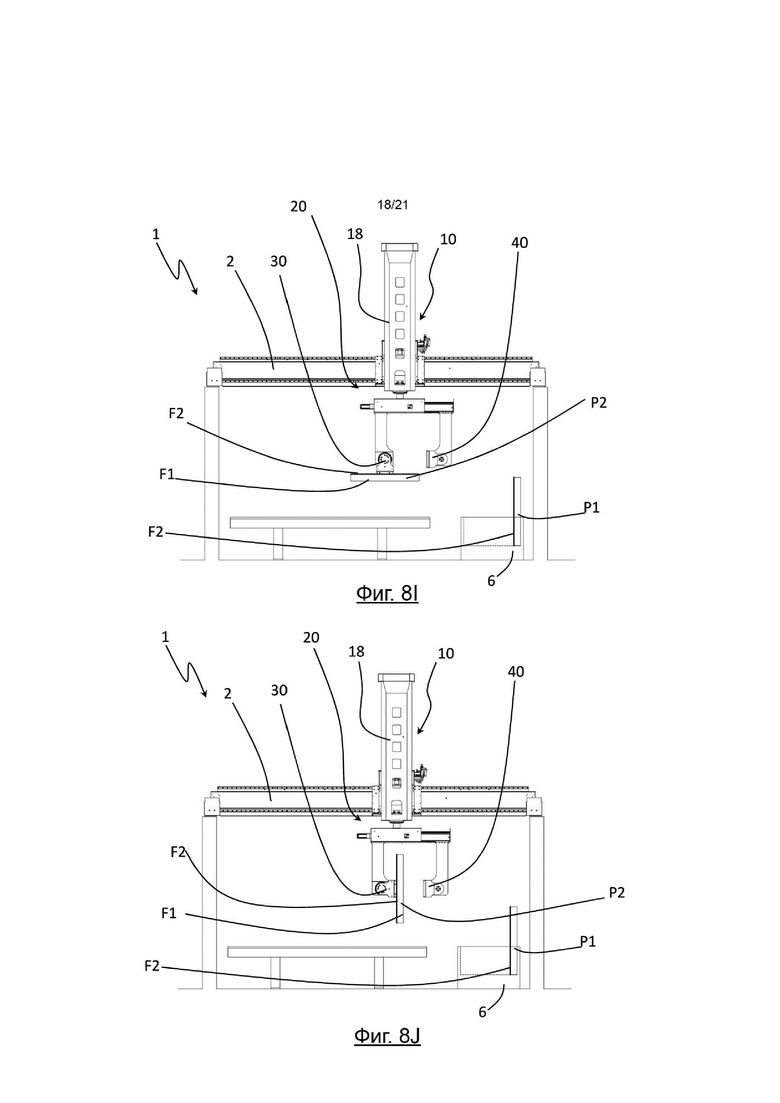
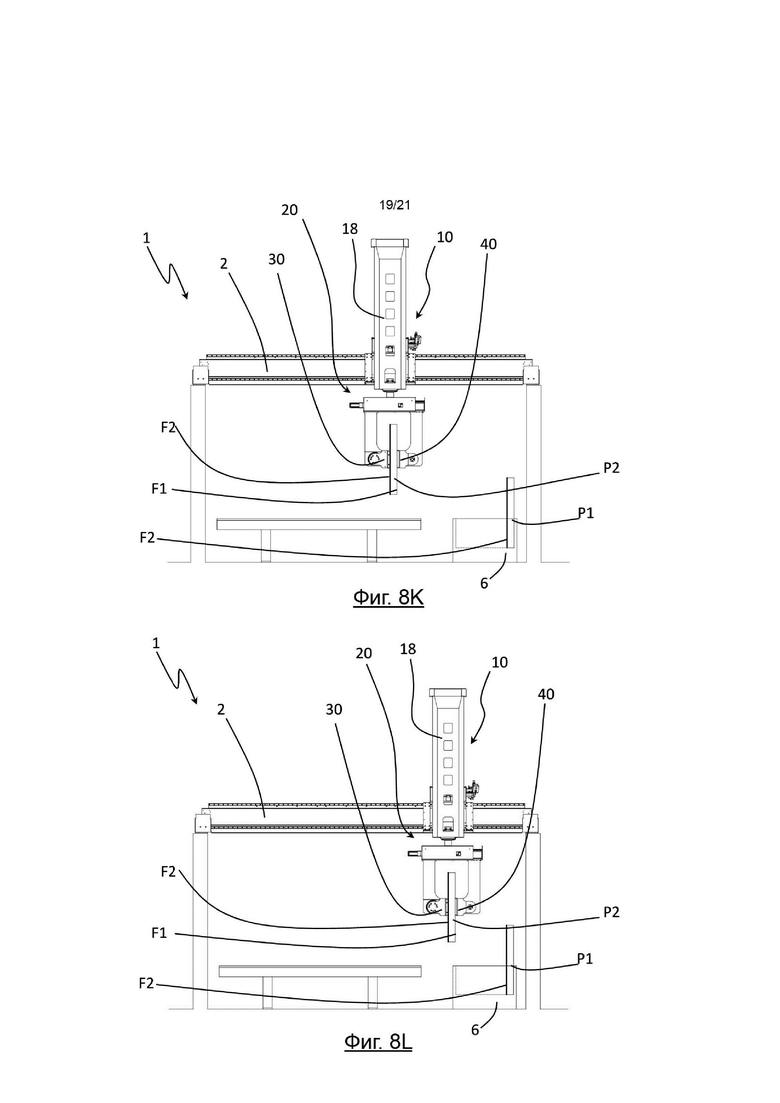
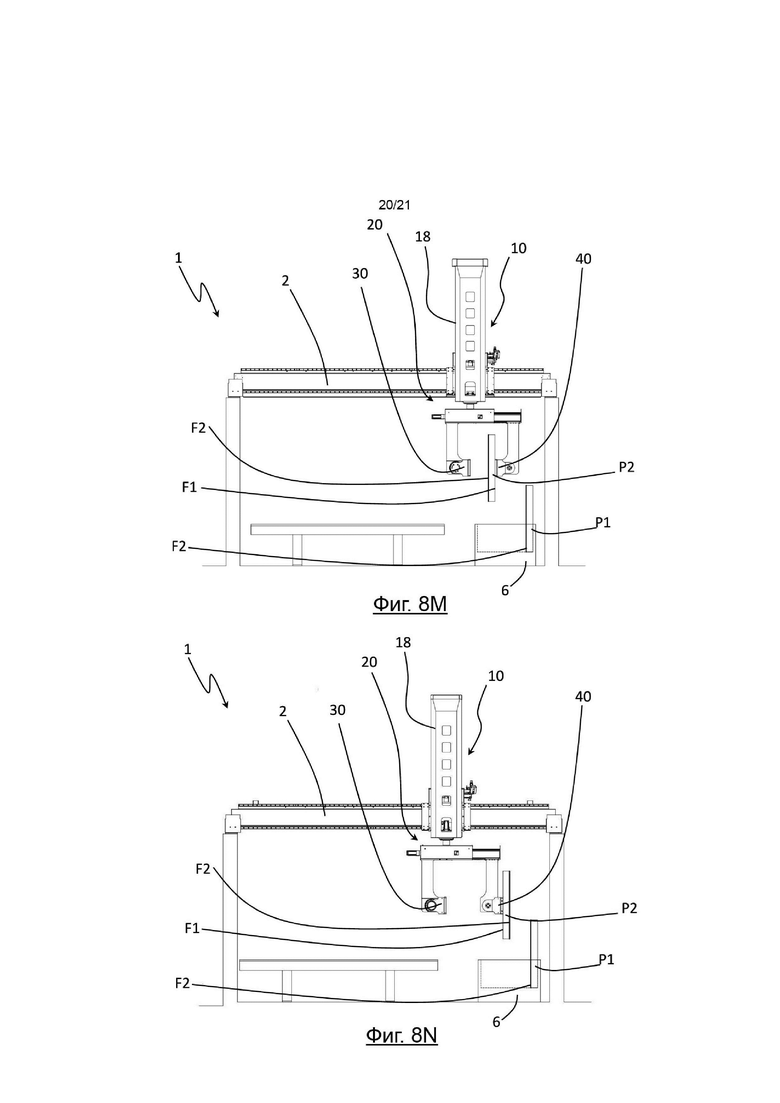
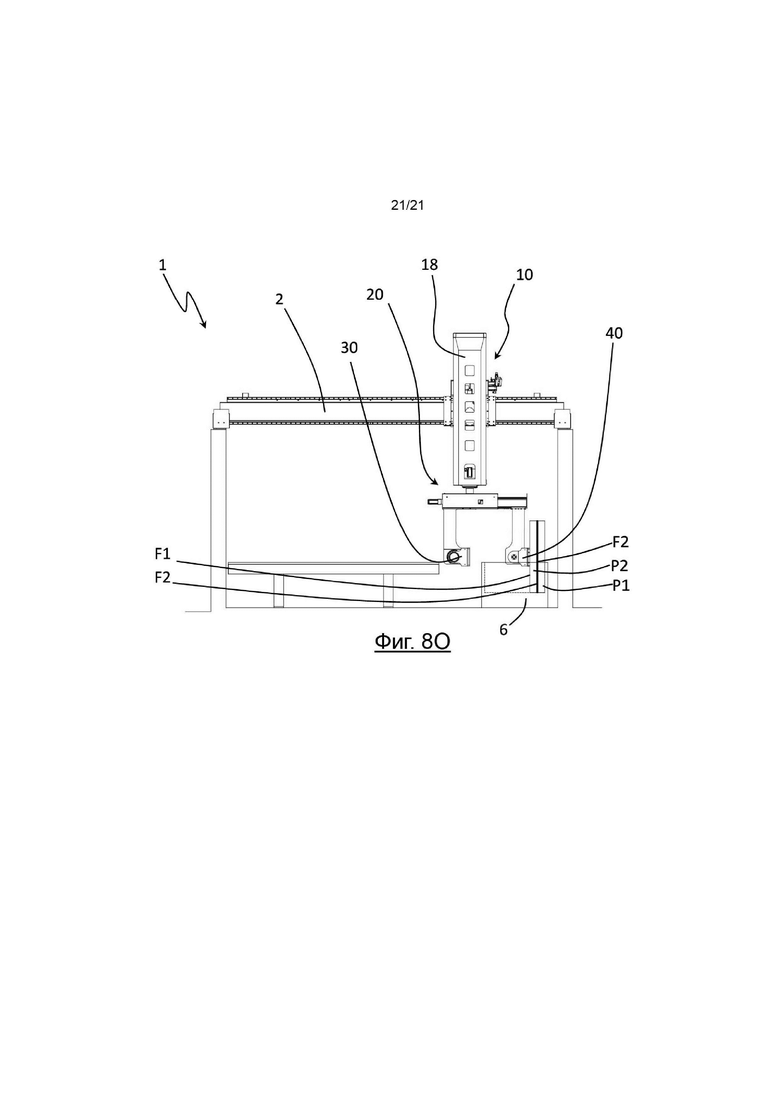
Группа изобретений относится к устройству для перемещения обрабатываемых деталей и способу перемещения пар обрабатываемых деталей, например плит из каменного материала, имеющих шероховатую поверхность с одной стороны и обработанную поверхность с противоположной стороны. Устройство содержит опорную плоскость (5) для детали, выполненную с возможностью поддержки одной или большего количества обрабатываемых деталей (P), первое захватное устройство (30) и второе захватное устройство (40), определяющие, соответственно, первую и вторую плоскости (32, 42) захвата обрабатываемой детали (P). Способ включает обеспечение множества обрабатываемых деталей (P), уложенных шероховатой поверхностью (F1) на опорную плоскость (5) для детали, так что обработанная поверхность (F2) обращена от опорной плоскости (5) для детали, или наоборот, уложенных обработанной поверхностью (F2) на опорную плоскость (5) для детали, так что шероховатая поверхность (F1) обращена от опорной плоскости (5) для детали. Осуществляют захват с опорной плоскости (5) для детали первой детали (P1) из пары обрабатываемых деталей (P) с помощью одного из первого захватного устройства (30) и второго захватного устройства (40), удерживая обработанную поверхность (F2) или шероховатую поверхность (F1) первой детали (P1) из пары обрабатываемых деталей (P), обращенной к захватному устройству, используемому для захвата первой детали (P1). Перемещают первую деталь (P1) к области (6) хранения деталей с помощью первого или второго захватного устройства. Осуществляют высвобождение первой детали (P1) в области (6) хранения деталей, оставляя видимой обработанную поверхность (F2) или шероховатую поверхность (F1). Осуществляют захват с опорной плоскости (5) для детали второй детали (P2) одним из первого захватного устройства (30) и второго захватного устройства (40), удерживая обработанную поверхность (F2) или шероховатую поверхность (F1) второй детали (P2), обращенной к захватному устройству, используемому для захвата второй детали (P2). Техническим результатом является повышение эффективности укладки деталей. 2 н. и 46 з.п. ф-лы, 36 ил.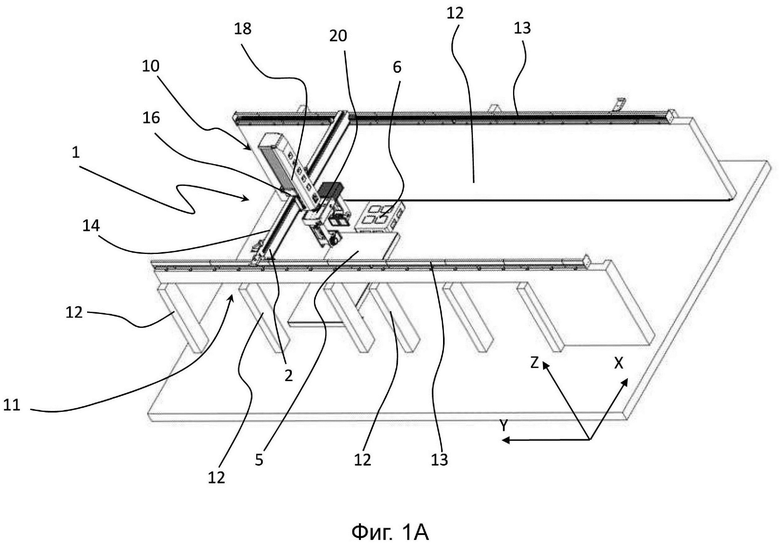
1. Устройство (1) для перемещения обрабатываемых деталей (Р), содержащее:
- опорную плоскость (5) для детали, выполненную с возможностью поддержки одной или большего количества обрабатываемых деталей (P);
- первое захватное устройство (30) и второе захватное устройство (40), определяющие, соответственно, первую и вторую плоскости (32, 42) захвата обрабатываемой детали (P);
причем устройство (1) выполнено с возможностью перемещения первого и второго захватных устройств (30, 40) между:
i) положением захвата, в котором первое или второе захватное устройство (30, 40) выполнено с возможностью захвата обрабатываемой детали (P), лежащей на опорной плоскости (5) для детали;
ii) положением смены, в котором первое захватное устройство (30) и второе захватное устройство (40) взаимно ориентированы таким образом, что указанные первая и вторая плоскости (32, 42) захвата обрабатываемой детали (P) обращены друг к другу, что позволяет перемещать обрабатываемую деталь (P) от первого захватного устройства (30) ко второму захватному устройству (40) или наоборот; и
iii) положением укладки, в котором второе захватное устройство (40) или первое захватное устройство (30) выполнено с возможностью высвобождения в области (6) хранения деталей обрабатываемой детали (P), перемещенной в положение смены.
2. Устройство (1) по п. 1, содержащее одно такелажное приспособление (20), содержащее указанные первое и второе захватные устройства (30, 40), или первое такелажное приспособление, содержащее указанное первое захватное устройство (30), и второе такелажное приспособление, содержащее указанное второе захватное устройство (40), при этом указанные первое и второе такелажные приспособления конструктивно независимы друг от друга.
3. Устройство (1) по п. 2, дополнительно содержащее вспомогательное оборудование (10) указанного одного такелажного приспособления (20) или вспомогательное оборудование указанного первого такелажного приспособления и вспомогательное оборудование указанного второго такелажного приспособления, причем вспомогательное оборудование (10) выполнено с возможностью поддержки соответствующего такелажного приспособления (20) над указанной опорной плоскостью (5) для детали.
4. Устройство (1) по п. 3, отличающееся тем, что вспомогательное оборудование (10) одного такелажного приспособления (20) или вспомогательное оборудование одного или обоих указанных конструктивно независимых первого и второго такелажных приспособлений выполнено с возможностью перемещения перпендикулярно указанной опорной плоскости (5) для детали и/или параллельно указанной опорной плоскости (5) для детали, предпочтительно вдоль направлений, перпендикулярных друг другу.
5. Устройство (1) по любому из пп. 3, 4, отличающееся тем, что одно такелажное приспособление (20) или одно или оба их указанных конструктивно независимых первого и второго такелажных приспособлений поддерживаются вспомогательным оборудованием (10) с возможностью вращения вокруг вертикальной оси (Z1), перпендикулярной опорной плоскости (5) для детали.
6. Устройство (1) по любому из пп. 2-5, отличающееся тем, что одно такелажное приспособление (20) содержит опорную основную часть (22) указанных первого и второго захватных устройств (30, 40), выполненную с возможностью поддержки указанных первого и второго захватных устройств (30, 40) на расстоянии друг от друга в направлении, параллельном опорной плоскости (5) для детали, или указанные конструктивно независимые первое и второе такелажные приспособления содержат, каждое, первую опорную основную часть указанного первого захватного устройства (30) и, соответственно, вторую опорную основную часть указанного второго захватного устройства (40), при этом указанные первая и вторая опорные основные части выполнены с возможностью поддержки указанных первого и второго захватных устройств (30, 40) на расстоянии друг от друга в направлении, параллельном опорной плоскости (5) для детали.
7. Устройство (1) по п. 6, отличающееся тем, что опорная основная часть (22) одного такелажного приспособления (20) или опорная основная часть каждой из указанных конструктивно независимых первого и второго такелажных приспособлений соединена с нижним концом (19а) соответствующего вспомогательного оборудования (10).
8. Устройство (1) по п. 6, содержащее первое приводное устройство (17), выполненное с возможностью перемещения первого захватного устройства (30) в направлении, перпендикулярном опорной плоскости (5) для детали, и относительно указанной опорной основной части (22) одного такелажного приспособления (20) или первого такелажного приспособления.
9. Устройство (1) по п. 6, содержащее второе приводное устройство (17), выполненное с возможностью перемещения второго захватного устройства (40) в направлении, перпендикулярном опорной плоскости (5) для детали, и относительно указанной опорной основной части (22) одного такелажного приспособления (20) или второго такелажного приспособления.
10. Устройство (1) по п. 6, отличающееся тем, что первое захватное устройство (30) жестко прикреплено к указанной опорной основной части (22) одного такелажного приспособления (20) или первого такелажного приспособления с помощью соответствующего первого проходящего вертикально поддерживающего рычага (25).
11. Устройство (1) по п. 6, отличающееся тем, что первое захватное устройство (30) соединено с возможностью движения с указанной опорной основной частью (22) одного такелажного приспособления (20) или первого такелажного приспособления посредством соответствующего первого проходящего вертикально поддерживающего рычага.
12. Устройство (1) по п. 6, отличающееся тем, что первое захватное устройство (30) соединено с возможностью движения с указанной опорной основной частью (22) одного такелажного приспособления (20) посредством соответствующего первого поддерживающего рычага, содержащего соответствующую проходящую горизонтально часть и соответствующую проходящую вертикально часть.
13. Устройство (1) по п. 11, содержащее третье приводное устройство, действующее на первом поддерживающем рычаге первого захватного устройства (30) и выполненное с возможностью перемещения первого захватного устройства (30) параллельно опорной плоскости (5) для детали путем скольжения первого поддерживающего рычага на или в опорной основной части (22) одного такелажного приспособления (20).
14. Устройство (1) по п. 12, содержащее третье приводное устройство, действующее на первом поддерживающем рычаге первого захватного устройства (30) и выполненное с возможностью перемещения указанного первого поддерживающего рычага и указанного первого захватного устройства (30) параллельно опорной плоскости (5) для детали и по направлению к указанной опорной основной части (22) одного такелажного приспособления (20) и от нее.
15. Устройство (1) по любому из пп. 5-14, отличающееся тем, что второе захватное устройство (40) жестко прикреплено к указанной опорной основной части второго такелажного приспособления с помощью соответствующего второго проходящего вертикально поддерживающего рычага.
16. Устройство (1) по любому из пп. 5-14, отличающееся тем, что второе захватное устройство (40) соединено с возможностью движения с указанной опорной основной частью (22) одного такелажного приспособления (20) или второго такелажного приспособления соответствующим вторым проходящим вертикально поддерживающим рычагом.
17. Устройство (1) по любому из пп. 5-14, отличающееся тем, что второе захватное устройство (40) соединено с возможностью движения с указанной опорной основной частью (22) одного такелажного приспособления (20) посредством соответствующего второго поддерживающего рычага (35), содержащего соответствующую проходящую горизонтально часть (36) и соответствующую проходящую вертикально часть (37).
18. Устройство (1) по п. 16, содержащее четвертое приводное устройство (38), действующее на втором поддерживающем рычаге второго захватного устройства (40) и выполненное с возможностью перемещения второго захватного устройства (40) параллельно указанной опорной плоскости (5) для детали путем скольжения второго поддерживающего рычага на или в опорной основной части (22) одного такелажного приспособления (20).
19. Устройство (1) по п. 17, содержащее четвертое приводное устройство (38), действующее на втором поддерживающем рычаге (35) второго захватного устройства (40) и выполненное с возможностью перемещения указанного второго поддерживающего рычага (35) и указанного второго захватного устройства (40) параллельно указанной опорной плоскости (5) для детали и по направлению к указанной опорной основной части (22) одного такелажного приспособления (20) и от нее.
20. Устройство (1) по пп. 12 и 16, отличающееся тем, что первое захватное устройство (30) и второе захватное устройство (40) связаны с возможностью движения с указанной опорной основной частью (22) одного такелажного приспособления (20) на его противоположных сторонах.
21. Устройство (1) по любому из пп. 12 или 17, отличающееся тем, что в опорной основной части (22) одного такелажного приспособления (20) образована зона (24) размещения проходящей горизонтально частью первого поддерживающего рычага первого захватного устройства (30) и/или проходящей горизонтально частью (36) второго поддерживающего рычага (35) второго захватного устройства (40).
22. Устройство (1) по пп. 14 и 21, отличающееся тем, что третье приводное устройство выполнено с возможностью вставки и, соответственно, извлечения проходящей горизонтально части первого поддерживающего рычага первого захватного устройства (30) в указанную зону (24) размещения и из нее.
23. Устройство (1) по пп. 19 и 21, отличающееся тем, что четвертое приводное устройство (38) выполнено с возможностью вставки и, соответственно, извлечения проходящей горизонтально части (36) второго поддерживающего рычага (35) второго захватного устройства (40) в указанную зону (24) размещения и из нее.
24. Устройство (1) по п. 22 или 23, отличающееся тем, что указанная зона (24) размещения проходящей горизонтально части первого поддерживающего рычага первого захватного устройства (30) и/или проходящей горизонтально части (36) второго поддерживающего рычага (35) второго захватного устройства (40) образована по существу полой коробчатой частью (23) опорной основной части (22) одного такелажного приспособления (20).
25. Устройство (1) по пп. 14 и 21, отличающееся тем, что третье приводное устройство выполнено с возможностью перемещения проходящей горизонтально части первого поддерживающего рычага первого захватного устройства (30) в направлении, по существу параллельном опорной плоскости (5) для детали, между:
- первым положением вставки, в котором проходящая горизонтально часть первого поддерживающего рычага первого захватного устройства (30) по существу полностью размещена в указанной зоне (24) размещения, образованной в опорной основной части (22) одного такелажного приспособления (20); и
- вторым положением извлечения, в котором проходящая горизонтально часть первого поддерживающего рычага первого захватного устройства (30) по меньшей мере частично консольно выступает наружу по отношению к опорной основной части (22) одного такелажного приспособления (20).
26. Устройство (1) по пп. 19 и 21, отличающееся тем, что четвертое приводное устройство (38) выполнено с возможностью перемещения проходящей горизонтально части (36) второго поддерживающего рычага (35) второго захватного устройства (40) в направлении, по существу, параллельном опорной плоскости (5) для детали, между:
- первым положением вставки, в котором проходящая горизонтально часть (36) второго поддерживающего рычага (35) второго захватного устройства (40) по существу полностью размещена в указанной зоне (24) размещения, образованной в опорной основной части (22) одного такелажного приспособления (20); и
- вторым положением извлечения, в котором проходящая горизонтально часть (36) второго поддерживающего рычага (35) второго захватного устройства (40) по меньшей мере частично консольно выступает наружу по отношению к опорной основной части (22) одного такелажного приспособления (20).
27. Устройство (1) по пп. 14 или 19 и 21, отличающееся тем, что проходящая горизонтально часть первого поддерживающего рычага первого захватного устройства (30) и/или проходящая горизонтально часть (36) второго поддерживающего рычага (35) второго захватного устройства (40) содержит один или большее количество элементов (36а) в виде стержней, предпочтительно параллельных друг другу, установленных с возможностью скольжения в указанной зоне (24) размещения, образованной в опорной основной части (22) одного такелажного приспособления (20).
28. Устройство (1) по п. 27, отличающееся тем, что проходящая горизонтально часть первого поддерживающего рычага первого захватного устройства (30) и проходящая горизонтально часть (36) второго поддерживающего рычага (35) второго захватного устройства (40) содержат множество элементов (36а) в виде стержней, предпочтительно параллельных друг другу, установленных с возможностью скольжения в указанной зоне (24) размещения, образованной в опорной основной части (22) одного такелажного приспособления (20), и по меньшей мере частично взаимопроникающих в указанной зоне (24) размещения.
29. Устройство (1) по п. 14 или 19, отличающееся тем, что проходящая горизонтально часть первого поддерживающего рычага первого захватного устройства (30) и/или проходящая горизонтально часть (36) второго поддерживающего рычага (35) второго захватного устройства (40) по существу телескопического типа.
30. Устройство (1) по п. 14 или 19, отличающееся тем, что проходящая горизонтально часть первого поддерживающего рычага первого захватного устройства (30) и/или проходящая горизонтально часть (36) второго поддерживающего рычага (35) второго захватного устройства (40) поддерживается с возможностью скольжения снаружи опорной основной части (22) такелажного приспособления (20).
31. Устройство (1) по любому из пп. 10, 11 или 15, 16, отличающееся тем, что первое захватное устройство (30) и второе захватное устройство (40) шарнирно прикреплены
- к соответствующему первому или второму проходящему вертикально поддерживающему рычагу (25) или
- к проходящей вертикально части (37) первого поддерживающего рычага и, соответственно, второго поддерживающего рычага (35),
на свободном конце (26) первого поддерживающего рычага (25) или второго поддерживающего рычага или на свободном конце (39) проходящей вертикально части (37) первого поддерживающего рычага и, соответственно, второго поддерживающего рычага (35).
32. Устройство (1) по п. 31, содержащее:
- пятое приводное устройство (31), выполненное с возможностью поворота первого захватного устройства (30) вокруг первой горизонтальной оси (R1), по существу параллельной опорной плоскости (5) для детали; и/или
- шестое приводное устройство (41), выполненное с возможностью поворота второго захватного устройства (40) вокруг второй горизонтальной оси (R2), по существу параллельной опорной плоскости (5) для детали.
33. Устройство (1) по п. 32, отличающееся тем, что указанное пятое приводное устройство (31) и указанное шестое приводное устройство (41) выполнены с возможностью поворота первого захватного устройства (30) и второго захватного устройства (40) на угол, равный по меньшей мере 90°, вокруг первой горизонтальной оси (R1) и, соответственно, вокруг второй горизонтальной оси (R2), по существу параллельной опорной плоскости (5) для детали.
34. Устройство (1) по любому из пп. 10, 11 или 15, 16, содержащее:
- седьмое приводное устройство (21), выполненное с возможностью поворота первого захватного устройства (30) вокруг вертикальной оси (Z1), по существу, перпендикулярной опорной плоскости (5) для детали; и/или
- восьмое приводное устройство (21), выполненное с возможностью поворота второго захватного устройства (40) вокруг вертикальной оси (Z1), по существу, перпендикулярной опорной плоскости (5) для детали.
35. Устройство (1) по любому из предшествующих пунктов, отличающееся тем, что указанное первое захватное устройство (30) и/или указанное второе захватное устройство (40) содержат соответствующие захватные элементы (50) пневматического типа, содержащие один или большее количество элементов-присосок.
36. Способ перемещения пар обрабатываемых деталей (Р), имеющих шероховатую поверхность (F1) с одной стороны и обработанную поверхность (F2) с противоположной стороны, с помощью устройства (1) для перемещения обрабатываемых деталей (Р), содержащего:
- опорную плоскость (5) для детали, выполненную с возможностью поддержки одной или большего количества обрабатываемых деталей (P);
- первое захватное устройство (30) и второе захватное устройство (40), определяющие, соответственно, первую и вторую плоскости (32, 42) захвата обрабатываемой детали (P);
при этом способ включает следующие этапы:
а) обеспечение множества обрабатываемых деталей (P), уложенных шероховатой поверхностью (F1) на опорную плоскость (5) для детали, так что обработанная поверхность (F2) обращена от опорной плоскости (5) для детали, или наоборот, уложенных обработанной поверхностью (F2) на опорную плоскость (5) для детали, так что шероховатая поверхность (F1) обращена от опорной плоскости (5) для детали;
b) захват с опорной плоскости (5) для детали первой детали (P1) из пары обрабатываемых деталей (P) с помощью одного из первого захватного устройства (30) и второго захватного устройства (40), удерживая обработанную поверхность (F2) или шероховатую поверхность (F1) первой детали (P1) из пары обрабатываемых деталей (P) обращенной к захватному устройству, используемому для захвата первой детали (P1);
c) перемещение первой детали (P1) из пары обрабатываемых деталей (P) к области (6) хранения деталей с помощью первого или второго захватного устройства, используемого на этапе b);
d) высвобождение первой детали (P1) из пары обрабатываемых деталей (P) в области (6) хранения деталей, оставляя видимой обработанную поверхность (F2) или шероховатую поверхность (F1);
e) захват с опорной плоскости (5) для детали второй детали (P2) из пары обрабатываемых деталей (P) одним из первого захватного устройства (30) и второго захватного устройства (40), удерживая обработанную поверхность (F2) или шероховатую поверхность (F1) второй детали (P2) из пары обрабатываемых деталей, обращенной к захватному устройству, используемому для захвата второй детали (P2);
f) расположение первого захватного устройства (30) и второго захватного устройства (40) в положении смены, в котором первое захватное устройство (30) и второе захватное устройство (40) взаимно ориентированы таким образом, что указанные первая и вторая плоскости (32, 42) захвата второй детали (P2) из пары обрабатываемых деталей (P) обращены друг к другу;
g) перемещение второй детали (P2) из пары обрабатываемых деталей (P) от первого захватного устройства (30) ко второму захватному устройству (40) таким образом, чтобы ориентировать обработанную (F2) или шероховатую (F1) поверхность второй детали (P2) из пары обрабатываемых деталей от второго захватного устройства (40), или перемещение второй детали (P2) из пары обрабатываемых деталей (P) от второго захватного устройства (40) к первому захватному устройству (30) таким образом, чтобы ориентировать обработанную поверхность (F2) или шероховатую поверхность (F1) второй детали (P2) из пары обрабатываемых деталей от первого захватного устройства (30);
h) перемещение второй детали (Р2) из пары обрабатываемых деталей (Р) в указанную область (6) хранения деталей с помощью захватного устройства (30; 40), первого или второго, в зависимости от того, к какому из них была перемещена деталь на этапе g);
i) высвобождение второй детали (Р2) из пары обрабатываемых деталей (Р) в области (6) хранения деталей с помощью захватного устройства (30; 40), первого или второго, т.е. к которому перемещалась деталь на этапе g), укладка обработанной поверхности (F2) или шероховатой поверхности (F1) второй детали (P2) к видимой обработанной поверхности (F2) или видимой шероховатой поверхности (F1) первой детали (P1) из пары обрабатываемых деталей (P);
l) необязательно повторение этапов а)-i) для одной или большего количества дополнительных пар обрабатываемых деталей (P).
37. Способ по п. 36, отличающийся тем, что указанное устройство (1) содержит одно такелажное приспособление (20), содержащее указанные первое и второе захватные устройства (30, 40), и при этом указанный этап b) захвата первой детали (P1) из пары обрабатываемых деталей (Р) с опорной плоскости (5) для детали и/или указанный этап е) захвата второй детали (Р2) из пары обрабатываемых деталей (Р) с опорной плоскости (5) для детали посредством одного из первого захватного устройства (30) и второго захватного устройства (40) включает:
- перемещение опорной основной части (22) одного такелажного приспособления (20) в сторону опорной плоскости (5) для детали; и/или
- перемещение одного из первого захватного устройства (30) и второго захватного устройства (40) в сторону опорной плоскости (5) для детали относительно опорной основной части (22) одного такелажного приспособления (20);
- управление первым захватным устройством (30) или вторым захватным устройством (40) для установления связи между первой деталью (P1) или второй деталью (P2) из пары обрабатываемых деталей (P) с первым захватным устройством (30) или вторым захватным устройством (40).
38. Способ по п. 36, отличающийся тем, что указанное устройство (1) содержит первое такелажное приспособление, содержащее указанное первое захватное устройство (30), и второе такелажное приспособление, содержащее указанное второе захватное устройство (40), при этом указанные первое и второе такелажные приспособления конструктивно независимы друг от друга,
и при этом указанный этап b) захвата первой детали (P1) из пары обрабатываемых деталей (Р) с опорной плоскости (5) для детали и/или указанный этап е) захвата второй детали (Р2) из пары обрабатываемых деталей (Р) с опорной плоскости (5) для детали посредством одного из первого захватного устройства (30) и второго захватного устройства (40) включает:
- перемещение опорной основной части первого такелажного приспособления или второго такелажного приспособления к опорной плоскости (5) для детали; и/или
- перемещение одного из первого захватного устройства (30) и второго захватного устройства (40) к опорной плоскости (5) для детали относительно соответствующей опорной основной части первого или второго такелажного приспособления;
- управление первым захватным устройством (30) или вторым захватным устройством (40) для установления связи между первой деталью (P1) или второй деталью (P2) из пары обрабатываемых деталей (P) с первым захватным устройством (30) или вторым захватным устройством (40).
39. Способ по любому из пп. 36-38, отличающийся тем, что этап f) установки первого захватного устройства (30) и второго захватного устройства (40) в положение смены включает вращение первого захватного устройства (30) и второго захватного устройства (40) для размещения первой и второй плоскостей (32, 42) захвата захваченной детали (Р1; P2) из пары обрабатываемых деталей (P) в положение друг напротив друга.
40. Способ по п. 39, отличающийся тем, что этап f) установки первого захватного устройства (30) и второго захватного устройства (40) в положение смены включает перемещение первого захватного устройства (30) и второго захватного устройства (40) друг от друга перед вращением первого захватного устройства (30) и второго захватного устройства (40).
41. Способ по любому из пп. 36-40, отличающийся тем, что указанный этап g) перемещения второй детали (Р2) из пары обрабатываемых деталей (Р) от первого захватного устройства (30) ко второму захватному устройству (40), или наоборот, включает активацию второго захватного устройства (40) и деактивацию первого захватного устройства (30) или наоборот.
42. Способ по любому из пп. 36-41, отличающийся тем, что указанный этап h) перемещения второй детали (P2) из пары обрабатываемых деталей (P) к указанной области (6) хранения деталей включает
- вращение второго захватного устройства (40) для ориентации соответствующей второй плоскости (42) захвата и обработанной поверхности (F2) или шероховатой поверхности (F1) второй детали (P2) из пары обрабатываемых деталей (P) в положение, параллельное опорной плоскости (5) для детали или положение, обращенное от первой плоскости захвата (32), или
- вращение первого захватного устройства (30) для ориентации соответствующей первой плоскости (32) захвата и обработанной поверхности (F2) или шероховатой поверхности (F1) второй детали (P2) из пары обрабатываемых деталей (P) в положение, параллельное опорной плоскости (5) для детали или положение, обращенное от второй плоскости захвата (42).
43. Способ по п. 42, отличающийся тем, что указанный этап h) включает поворот второго захватного устройства (40) или первого захватного устройства (30) на угол, равный 90° или 180°, вокруг вертикальной оси (Z1) или вокруг горизонтальной оси (R1; R2).
44. Способ по любому из пп. 36-43, отличающийся тем, что указанный этап h) перемещения второй детали (P2) из пары обрабатываемых деталей (P) к указанной области (6) хранения деталей включает вращение второго захватного устройства (40) или первого захватного устройства (30) вокруг горизонтальной оси вращения (R1; R2), чтобы сориентировать обработанную поверхность (F2) или шероховатую поверхность (F1) второй детали (P2) из пары обрабатываемых деталей (P) таким образом, чтобы указанная обработанная поверхность (F2) или шероховатая поверхность (F1) была обращена к видимой обработанной поверхности (F2) или видимой шероховатой поверхности (F1) первой детали (P1) из пары обрабатываемых деталей (P), ранее высвобожденных в области (6) хранения деталей.
45. Способ по п. 42, отличающийся тем, что указанный этап h) включает поворот второго захватного устройства (40) или первого захватного устройства (30) на угол, равный 90°, вокруг горизонтальной оси (R2; R1).
46. Способ по любому из пп. 36-45, отличающийся тем, что указанный этап h) перемещения второй детали (P2) из пары обрабатываемых деталей (P) к указанной области (6) хранения деталей включает перемещение второго захватного устройства (40) и первого захватного устройства (30) друг от друга перед вращением второго захватного устройства (40) или первого захватного устройства (30).
47. Способ по любому из пп. 36-46, отличающийся тем, что указанный этап d) высвобождения первой детали (Р1) из пары обрабатываемых деталей (Р) включает деактивацию второго захватного устройства (40) или первого захватного устройства (30) после высвобождения первой детали (P1) из пары обрабатываемых деталей (P) в области (6) хранения деталей.
48. Способ по любому из пп. 36-47, отличающийся тем, что указанный этап i) высвобождения второй детали (Р2) из пары обрабатываемых деталей (Р) в области (6) хранения деталей включает деактивацию второго захватного устройства (40) или первого захватного устройства (30) после укладки указанной второй детали (Р2) на указанную первую деталь (Р1) из пары обрабатываемых деталей (Р) в области (6) хранения деталей.
| US 2017305035 A1, 26.10.2017 | |||
| УСТРОЙСТВО ДЛЯ ЗАХВАТА И ПЕРЕМЕЩЕНИЯ ДЕТАЛЕЙ | 1995 |
|
RU2089319C1 |
| Способ сварки горловин пакетов из полимерных пленочных материалов | 1984 |
|
SU1219398A1 |
| US 2018272542 A1, 27.09.2018 | |||
| US 4436078 A, 13.03.1984 | |||
| EP 3040172 A1, 06.07.2017. | |||

