Область техники
[0001] Настоящее изобретение относится к области машин для упаковки фармацевтических упаковок, в частности к машине для упаковки блистерных упаковок.
УРОВЕНЬ ТЕХНИКИ
[0002] В области современного фармацевтического упаковывания фармацевтические компании предпочитают более гибкое упаковочное решение для фармацевтических блистерных упаковок. Учитывая чувствительность некоторых лекарственных средств к температуре, фармацевтические блистерные упаковки (называемые блистерами или блистерными упаковками) не только упаковываются в коробки (например, фармацевтические блистерные упаковки упаковываются непосредственно в коробки), но также упаковываются в пакеты-подушки, подлежащие размещению в коробки. В известном уровне техники используются другие устройства для упаковки, чтобы обеспечить выполнение других способов упаковки, или фармацевтические упаковки предварительно распределяются к оконечному устройству для упаковки с помощью ленточного конвейера. Это увеличивает затраты фармацевтических компаний на приобретение оборудования и требует увеличения площади оборудования, более высоких затрат на монтаж, а также более высоких затрат на эксплуатацию и техническое обслуживание оборудования. Следовательно, уровень техники вряд ли может соответствовать требованиям в области современного фармацевтического упаковывания к гибкости в новую эпоху.
РАСКРЫТИЕ СущностИ изобретения
[0003] Учитывая недостатки уровня техники, настоящее изобретение обеспечивает высокоскоростную двухлинейную интегрированную машину для упаковки блистеров и пакетов-подушек в коробки, которая не только может непосредственно упаковывать блистеры в коробки, но также может упаковывать блистеры в пакеты-подушки в коробки.
[0004] Высокоскоростная двухлинейная интегрированная машина для упаковки блистеров и пакетов-подушек в коробки включает в себя машину для блистерной упаковки, машину для упаковки пакетов типа пакет-подушка и машину для упаковки в коробки. Машина для блистерной упаковки соединена с разгрузочным решетчатым конвейерным устройством для транспортировки. Цепное конвейерное устройство для пакетов-подушек обеспечено рядом с одной стороной разгрузочного решетчатого конвейерного устройства. Цепное конвейерное устройство для пакетов-подушек соединено с машиной для упаковки пакетов типа пакет-подушка для транспортировки. Выходной конец машины для упаковки пакетов типа пакет-подушка соединен с решетчатым конвейерным устройством для пакетов-подушек. Одна сторона решетчатого конвейерного устройства для пакетов-подушек снабжена цепным конвейерным устройством для упаковки в коробки, и цепное конвейерное устройство для упаковки в коробки соединено с машиной для упаковки в коробки для транспортировки. Другая сторона разгрузочного решетчатого конвейерного устройства снабжена транзитным решетчатым конвейерным устройством. Транзитное решетчатое конвейерное устройство проходит к одной стороне цепного конвейерного устройства для упаковки в коробки, и цепное конвейерное устройство для упаковки в коробки расположено между транзитным решетчатым конвейерным устройством и решетчатым конвейерным устройством для пакетов-подушек. Устройство для передачи блистерных упаковок для передачи блистерных упаковок на разгрузочном решетчатом конвейерном устройстве к цепному конвейерному устройству для пакетов-подушек или транзитному решетчатому конвейерному устройству обеспечено на разгрузочном решетчатом конвейерном устройстве, а устройство для передачи блистерных упаковок снабжено блистерными вакуумными насадками. Устройство для передачи материала для передачи блистерных упаковок на транзитном решетчатом конвейерном устройстве или пакетов-подушек на решетчатом конвейерном устройстве для пакетов-подушек к цепному конвейерному устройству для упаковки в коробки обеспечено на цепном конвейерном устройстве для упаковки в коробки, и при этом устройство для передачи материала снабжено вакуумными насадками для материала.
[0005] Транзитное решетчатое конвейерное устройство составлено из первого решетчатого конвейерного устройства и второго решетчатого конвейерного устройства, и между первым решетчатым конвейерным устройством и вторым решетчатым конвейерным устройством обеспечен соединительный наклонный участок. Верхняя точка соединительного наклонного участка соединена с первым решетчатым конвейерным устройством, а нижняя точка соединительного наклонного участка соединена со вторым решетчатым конвейерным устройством. Каждое из первого решетчатого конвейерного устройства и второго решетчатого конвейерного устройства приводится в действие независимым двигателем, и первое решетчатое конвейерное устройство обеспечено рядом с разгрузочным решетчатым конвейерным устройством. Шаг решетки первого решетчатого конвейерного устройства такой же, как шаг решетки цепного конвейерного устройства для пакетов-подушек. Второе решетчатое конвейерное устройство обеспечено рядом с цепным конвейерным устройством для упаковки в коробки, и шаг решетки второго решетчатого конвейерного устройства такой же, как шаг решетки цепного конвейерного устройства для упаковки в коробки.
[0006] Выходной конец машины для упаковки пакетов типа пакеты-подушки соединен с решетчатым конвейерным устройством для пакетов-подушек через поворотный передающий манипулятор для транспортировки, и поворотный передающий манипулятор может поворачивать пакеты-подушки на выходном конце машины для упаковки пакетов типа пакеты-подушки на 90° и передавать пакеты-подушки на решетчатое конвейерное устройство для пакетов-подушек.
[0007] Устройство для передачи материала включает в себя манипулятор и механизм для всасывания. Механизм для всасывания включает в себя держатель насадки и множество вакуумных насадок для материала. Вакуумные насадки для материала обеспечены на держателе насадки. Держатель насадки соединен с соединительным седлом, в соединительном седле образована соединительная канавка, а соединительное седло соединено с установочным штифтом. Манипулятор соединен с соединительным элементом, в соединительном элементе образовано отверстие под штифт, соединительный элемент обеспечен в соединительной канавке соединительного седла, и установочный штифт может быть вставлен в отверстие под штифт соединительного элемента.
[0008] На устройстве для передачи блистерных упаковок обеспечена направляющая. Устройство для передачи блистерных упаковок выполнено с возможностью плавного перемещения по направляющей через скользящее седло, и устройство для передачи блистерных упаковок может перемещаться по направлению вверх между разгрузочным решетчатым конвейерным устройством и транзитным решетчатым конвейерным устройством или перемещаться по направлению вверх между разгрузочным решетчатым конвейерным устройством и цепным конвейерным устройством для пакетов-подушек.
[0009] Высокоскоростная двухлинейная интегрированная машина для упаковки блистеров и пакетов-подушек в коробки, обеспеченная настоящим изобретением, может осуществлять упаковку блистеров в коробки и упаковку блистеров и пакетов-подушек в коробки на небольших площадях и может быстро и гибко переключаться между двумя различными видами упаковки.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0010] Фиг. 1 - вид сверху настоящего изобретения;
фиг. 2 - вид в рабочем режиме устройства для передачи блистерных упаковок;
фиг. 3 - вид в рабочем режиме устройства для передачи материала; и
фиг. 4 - вид сбоку транзитного решетчатого конвейерного устройства.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
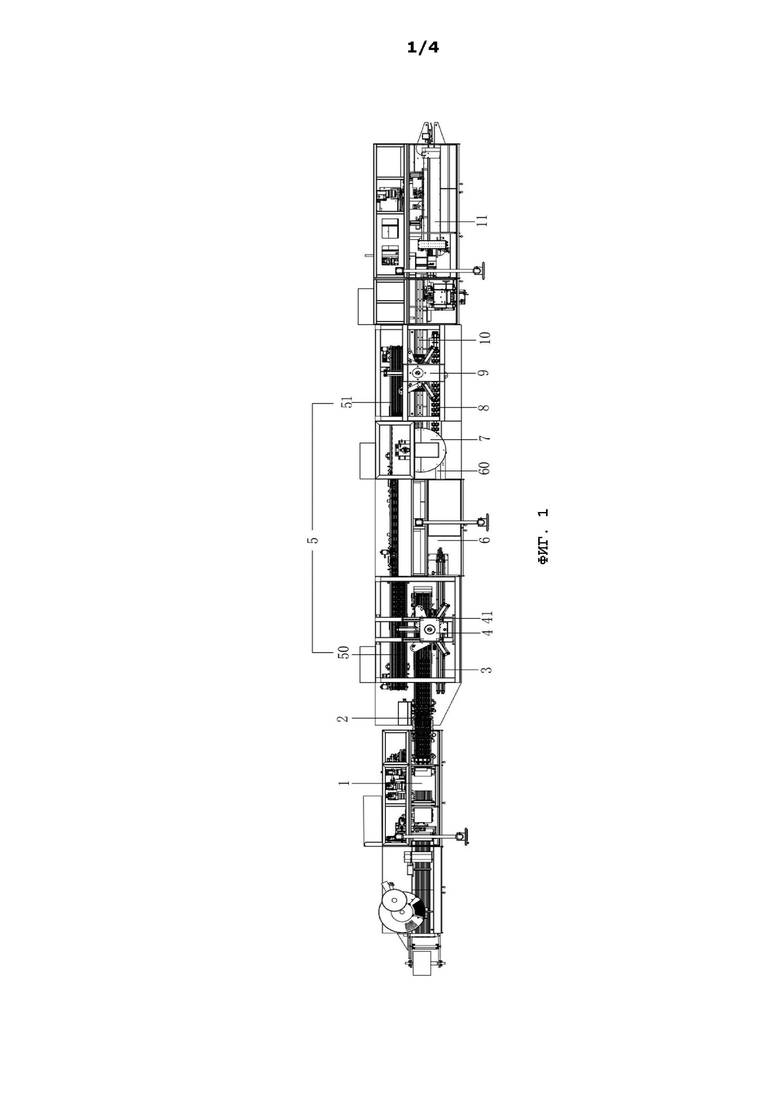
[0011] Как показано на фиг. 1, высокоскоростная двухлинейная интегрированная машина для упаковки блистеров и пакетов-подушек в коробки включает в себя машину 1 для блистерной упаковки, машину 6 для упаковки пакетов типа пакет-подушка и машину 11 для упаковки в коробки. Машина 1 для блистерной упаковки выполнена с возможностью образования, упаковки и резания фармацевтических блистерных упаковок. Машина 6 для упаковки пакетов типа пакет-подушка выполнена с возможностью упаковки блистерных упаковок в упаковочные пленки с образованием пакетов-подушек. Машина 11 для упаковки в коробки выполнена с возможностью упаковки фармацевтических блистерных упаковок или пакетов-подушек в коробки.
[0012] Для того чтобы соединить машину 1 для блистерной упаковки, машину 6 для упаковки пакетов типа пакет-подушка и машину 11 для упаковки в коробки и осуществить способ упаковки блистеров в коробки и способ упаковки блистеров и пакетов-подушек в коробки, настоящее раскрытие обеспечивает следующие технические решения.
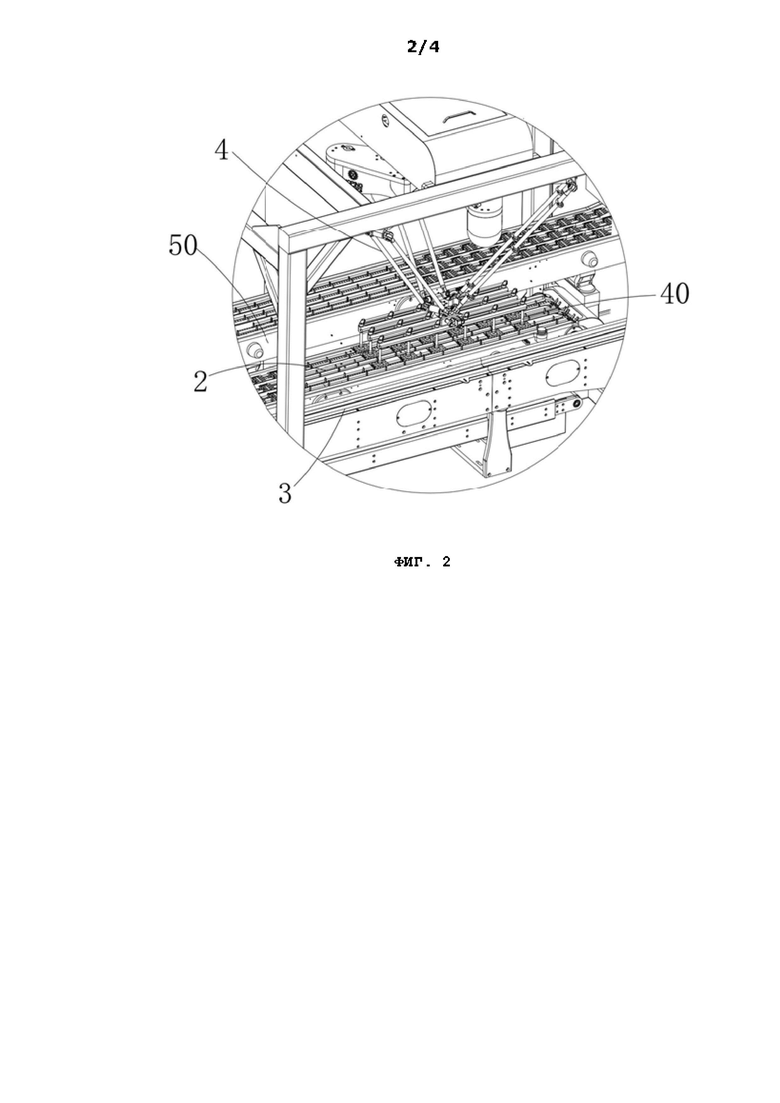
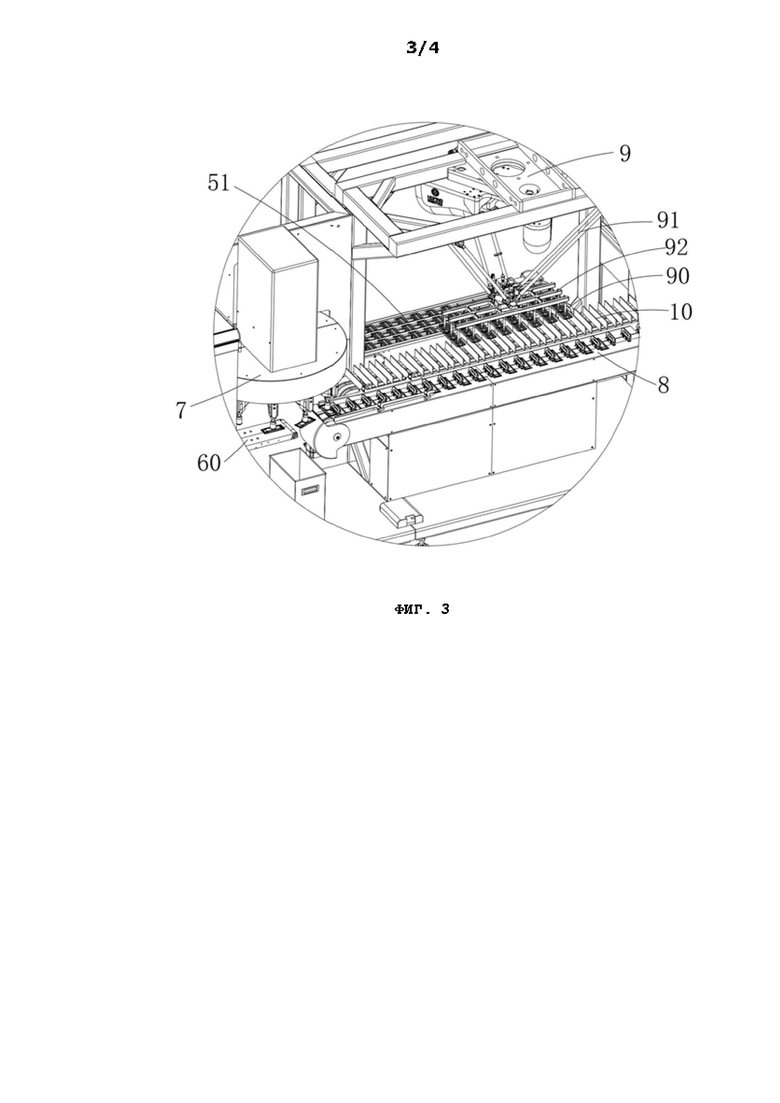
[0013] В отношении способа упаковки блистеров и пакетов-подушек в коробки. Как показано на фиг. 1, машина 1 для блистерной упаковки соединена с разгрузочным решетчатым конвейерным устройством 2 для транспортировки (т.е. машина 1 для блистерной упаковки - транспортирует блистерные упаковки к разгрузочному решетчатому конвейерному устройству 2). Цепное конвейерное устройство 3 для пакетов-подушек обеспечено рядом с одной стороной разгрузочного решетчатого конвейерного устройства 2 (например, цепное конвейерное устройство 3 для пакетов-подушек также является решетчатым конвейерным устройством, но снабжено только одним рядом решеток). Устройство 4 для передачи блистерных упаковок (как показано на фиг. 2, устройство 4 для передачи блистерных упаковок снабжено вакуумными насадками 40 для блистеров, способными всасывать блистерные упаковки, что соответствует уровню техники) обеспечено на разгрузочном решетчатом конвейерном устройстве 2. Устройство 4 для передачи блистерных упаковок может передавать блистерные упаковки на разгрузочном решетчатом конвейерном устройстве 2 к цепному конвейерному устройству 3 для пакетов-подушек. Цепное конвейерное устройство 3 для пакетов-подушек соединено с машиной 6 для упаковки пакетов типа пакет-подушка для транспортировки. Цепное конвейерное устройство 3 для пакетов-подушек транспортирует блистерные упаковки к машине 6 для упаковки пакетов типа пакет-подушка. Машина 6 для упаковки пакетов типа пакет-подушка упаковывает блистерные упаковки в упаковочные пленки с образованием пакетов-подушек. Выходной конец машины 6 для упаковки пакетов типа пакет-подушка соединен с решетчатым конвейерным устройством 8 для пакетов-подушек для транспортировки. Пакеты-подушки от выходного конца машины 6 для упаковки пакетов типа пакет-подушка поступают в решетчатое конвейерное устройство 8 для пакетов-подушек и непрерывно транспортируются решетчатым конвейерным устройством 8 для пакетов-подушек. Одна сторона решетчатого конвейерного устройства 8 для пакетов-подушек снабжена цепным конвейерным устройством 10 для упаковки в коробки (например, цепное конвейерное устройство 10 для упаковки в коробки также является решетчатым конвейерным устройством, но снабжено только одним рядом решеток). Устройство 9 для передачи материала (как показано на фиг. 3, устройство 9 для передачи материала снабжено вакуумными насадками 90 для материала, способными всасывать блистерные упаковки или пакеты-подушки, что соответствует уровню техники) обеспечено на цепном конвейерном устройстве 10 для упаковки в коробки. Устройство 9 для передачи материала может передавать пакеты-подушки по решетчатому конвейерному устройству 8 для пакетов-подушек на цепное конвейерное устройство 10 для упаковки в коробки (которое может осуществлять направление и укладку в стопу множества пакетов). Цепное конвейерное устройство 10 для упаковки в коробки соединено с машиной 11 для упаковки в коробки для транспортировки. Цепное конвейерное устройство 10 для упаковки в коробки транспортирует пакеты-подушки к машине 11 для упаковки в коробки. Машина 11 для упаковки в коробки упаковывает пакеты-подушки в коробки. С помощью вышеуказанной структуры может быть реализован способ упаковки блистеров и пакетов-подушек в коробки.
[0014] Для способа упаковки блистеров в коробки: как показано на фиг. 1, другая сторона разгрузочного решетчатого конвейерного устройства 2 снабжена транзитным решетчатым конвейерным устройством 5. Устройство 4 для передачи блистерных упаковок может передавать блистерные упаковки с разгрузочного решетчатого конвейерного устройства 2 на транзитное решетчатое конвейерное устройство 5. Транзитное решетчатое конвейерное устройство 5 проходит до одной стороны цепного конвейерного устройства 10 для упаковки в коробки. Цепное конвейерное устройство 10 для упаковки в коробки расположено между транзитным решетчатым конвейерным устройством 5 и решетчатым конвейерным устройством 8 для пакетов-подушек. Устройство 9 для передачи материала может передавать блистерные упаковки на транзитном решетчатом конвейерном устройстве 5 к цепному конвейерному устройству 10 для упаковки в коробки (которое может осуществлять направление и укладку в стопу множества упаковок). Цепное конвейерное устройство 10 для упаковки в коробки транспортирует блистерные упаковки к машине 11 для упаковки в коробки. Машина 11 для упаковки в коробки упаковывает блистерные упаковки в коробки. С помощью вышеуказанной структуры может быть реализован способ упаковки блистеров в коробки.
[0015] Высокоскоростная двухлинейная интегрированная машина для упаковки блистеров и пакетов-подушек в коробки имеет небольшие габариты и может быть переключена между упаковкой блистеров в коробки и упаковкой блистеров и пакетов-подушек в коробки в соответствии с требованиями пользователя, что делает ее очень удобной и гибкой.
[0016] Как показано на фиг. 1, поскольку существуют другие требования к расстоянию между материалами в машине 6 для упаковки пакетов типа пакет-подушка и расстоянию между материалами в машине 11 для упаковки в коробки, шаг решетки цепного конвейерного устройства 3 для пакетов-подушек отличается от шага решетки цепного конвейерного устройства 10 для упаковки в коробки. Поскольку транзитному решетчатому конвейерному устройству 5 необходимо передавать блистерные упаковки к цепному конвейерному устройству 10 для упаковки в коробки, шаг решетки транзитного решетчатого конвейерного устройства 5 такой же, как шаг решетки цепного конвейерного устройства 10 для упаковки в коробки. Другими словами, обычно шаг решетки цепного конвейерного устройства 3 для пакетов-подушек отличается от шага решетки транзитного решетчатого конвейерного устройства 5. При переключении различных способов упаковки необходимо изменить механизм для всасывания устройства 4 для передачи блистерных упаковок таким образом, чтобы между вакуумными насадками для блистеров на механизме для всасывания обеспечивалось соответствующее расстояние, что является неудобным.
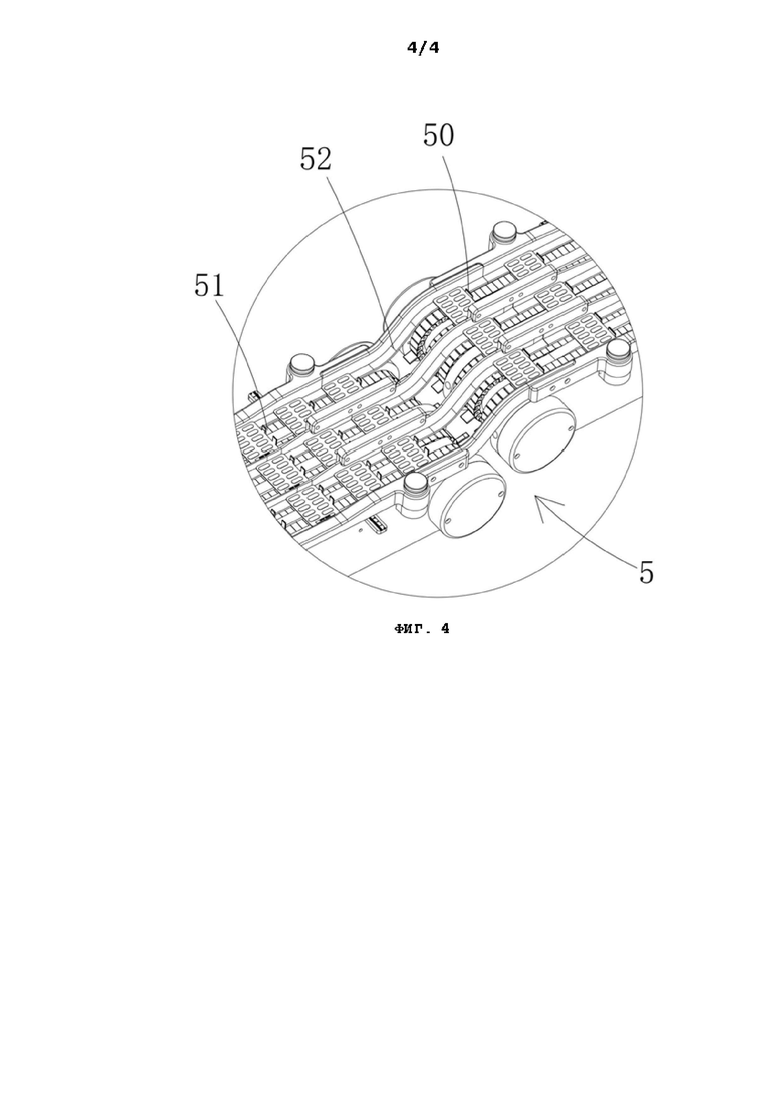
[0017] Для решения вышеуказанной проблемы, как показано на фиг. 4, транзитное решетчатое конвейерное устройство 5 составлено из первого решетчатого конвейерного устройства 50 и второго решетчатого конвейерного устройства 51 (оба имеют разные шаги решетки). Между первым решетчатым конвейерным устройством 50 и вторым решетчатым конвейерным устройством 51 обеспечен соединительный наклонный участок 52. Верхняя точка соединительного наклонного участка 52 соединена с первым решетчатым конвейерным устройством 50. Нижняя точка соединительного наклонного участка 52 соединена со вторым решетчатым конвейерным устройством 51. Кроме того, каждое из первого решетчатого конвейерного устройства 50 и второго решетчатого конвейерного устройства 51 приводятся в действие независимым двигателем. Каждое из первого решетчатого конвейерного устройства 50 и второго решетчатого конвейерного устройства 51 работают под управлением соответствующего независимого двигателя. Время, необходимое первому решетчатому конвейерному устройству 50 для перемещения на один шаг решетки, такое же, как время, необходимое второму решетчатому конвейерному устройству 51 для перемещения на один шаг решетки. В этом случае блистерная упаковка из одной решетки первого решетчатого конвейерного устройства 50 попадает в одну решетку второго решетчатого конвейерного устройства 51 через соединительный наклонный участок 52. Разумеется, первое решетчатое конвейерное устройство 50 обеспечено рядом с разгрузочным решетчатым конвейерным устройством 2. Шаг решетки первого решетчатого конвейерного устройства 50 такой же, как шаг решетки цепного конвейерного устройства 3 для пакетов-подушек. Второе решетчатое конвейерное устройство 51 обеспечено рядом с цепным конвейерным устройством 10 для упаковки в коробки. Шаг решетки второго решетчатого конвейерного устройства 51 такой же, как шаг решетки цепного конвейерного устройства 10 для упаковки в коробки.
[0018] С помощью вышеуказанной структуры блистерные упаковки в двух режимах могут передаваться только через один тип устройства 4 для передачи блистерных упаковок, и нет необходимости изменять механизм для всасывания устройства 4 для передачи блистерных упаковок. Транзитное решетчатое конвейерное устройство 5 разделено на два сегмента таким образом, что цепь трансмиссии на каждом сегменте короче (решетчатая пластина обеспечена на цепи трансмиссии), цепь трансмиссии работает более стабильно, а транспортировка на машине более удобная (требование по загрузке не может быть выполнено, если транзитное решетчатое конвейерное устройство 5 очень длинное). Конечно, если транзитное решетчатое конвейерное устройство 5 все еще слишком длинное после разделения на два сегмента, второе решетчатое конвейерное устройство 51 может быть разделено на два сегмента. В этом случае транзитное решетчатое конвейерное устройство 5 разделено на один сегмент первого решетчатого конвейерного устройства 50 и два сегмента второго решетчатого конвейерного устройства 51 для соответствия требованиям по загрузке. Следует отметить, что любой случай, когда транзитное решетчатое конвейерное устройство 5 разделено на сегменты, подпадает под объем защиты настоящего изобретения.
[0019] Как показано на фиг. 3, выходной конец машины 6 для упаковки пакетов типа пакет-подушка снабжен ленточным конвейером 60. Машина 6 для упаковки пакетов типа пакет-подушка транспортирует пакеты-подушки по ленточному конвейеру 60. Пакеты-подушки на ленточном конвейере 60 могут непосредственно попадать в решетки решетчатого конвейерного устройства 8 для пакетов-подушек. Однако пакеты-подушки из машины 6 для упаковки пакетов типа пакет-подушка расположены горизонтально. В соответствии с продольной подачей машины 11 для упаковки в коробки пакеты-подушки лучше поворачивать на ленточном конвейере 60 на 90°, а затем опускать подушечные пакеты в решетчатое конвейерное устройство 8 для пакетов-подушек. В этом случае устройство 9 для передачи материала может непосредственно передавать материалы на решетчатое конвейерное устройство 8 для пакетов-подушек к цепному конвейерному устройству 10 для упаковки в коробки. Выходной конец машины 6 для упаковки пакетов типа пакет-подушка соединен с решетчатым конвейерным устройством 8 для пакетов-подушек через поворотный передающий манипулятор 7 для транспортировки. Поворотный передающий манипулятор 7 может поворачивать пакеты-подушки на ленточном конвейере 60 машины 6 для упаковки пакетов типа пакет-подушка на 90° и передавать пакеты-подушки на решетчатое конвейерное устройство 8 для пакетов-подушек. Поворотный передающий манипулятор 7 относится к предшествующему уровню техники, и его конструкция в настоящем документе повторно не описывается. Поворотный передающий манипулятор 7 также может не использоваться, но устройство 9 для передачи материала всасывает пакеты-подушки для поворота. В этом случае устройство 9 для передачи материала будет более сложным. Независимо от используемых способов, все они должны подпадать под объем защиты настоящего изобретения.
[0020] Как показано на фиг. 3, устройство 9 для передачи материала включает в себя манипулятор 91 и механизм для всасывания. Механизм для всасывания включает в себя держатель 92 насадки и множество вакуумных насадок 90 для материала. Вакуумные насадки 90 для материала обеспечены на держателе 92 насадки. Как упоминалось выше, устройство 9 для передачи материала не только передает пакеты-подушки от решетчатого конвейерного устройства 8 для пакетов-подушек к цепному конвейерному устройству 10 для упаковки в коробки, но также передает блистерные упаковки от транзитного решетчатого конвейерного устройства 5 к цепному конвейерному устройству 10 для упаковки в коробки. Пакеты-подушки транспортируются в один ряд, в то время как блистерные упаковки транспортируются во множество рядов. Следовательно, при переключении способа упаковки механизм для всасывания устройства 9 для передачи материала меняют. Для быстрой замены механизма для всасывания держатель 92 насадки соединен с соединительным седлом. В соединительном седле образована соединительная канавка. Соединительное седло соединено с установочным штифтом. Манипулятор 91 соединен с соединительным элементом. В соединительном элементе образовано отверстие под штифт. Соединительный элемент обеспечен в соединительной канавке соединительного седла. Установочный штифт может быть вставлен в отверстие под штифт соединительного элемента. При замене механизма для всасывания соединительный элемент на манипуляторе 91 зажимается в соединительной канавке соединительного седла, а установочный штифт вставляется в отверстие под штифт соединительного элемента, что очень удобно и быстро.
[0021] Наконец, стоит отметить, что устройство 4 для передачи блистерных упаковок может осуществлять направление и укладку в стопу множества пакетов при передаче блистерных упаковок. Поскольку цепное конвейерное устройство 3 для пакетов-подушек и направляемое транзитное решетчатое конвейерное устройство 5 расположены соответственно с двух сторон разгрузочного решетчатого конвейерного устройства 2, необходимо разместить устройство 4 для передачи блистерных упаковок в соответствующем положении. Когда цепное конвейерное устройство 3 для пакетов-подушек подлежит направлению, устройство 4 для передачи блистерных упаковок расположено по направлению вверх между разгрузочным решетчатым конвейерным устройством 2 и цепным конвейерным устройством 3 для пакетов-подушек. Когда транзитное решетчатое конвейерное устройство 5 подлежит направлению, устройство 4 для передачи блистерных упаковок расположено по направлению вверх между разгрузочным решетчатым конвейерным устройством 2 и транзитным решетчатым конвейерным устройством 5. На устройстве 4 для передачи блистерных упаковок обеспечена направляющая 41. Устройство 4 для передачи блистерных упаковок выполнено с возможностью плавного перемещения по направляющей 41 через скользящее седло. Посредством плавного перемещения скользящего седла, устройство 4 для передачи блистерных упаковок может перемещаться по направлению вверх между разгрузочным решетчатым конвейерным устройством 2 и транзитным решетчатым конвейерным устройством 5 или перемещаться по направлению вверх между разгрузочным решетчатым конвейерным устройством 2 и цепным конвейерным устройством 3 для пакетов-подушек, тем самым передавая, направляя и укладывая в стопу блистерные упаковки в различных способах упаковки.
Высокоскоростная двухлинейная интегрированная машина для упаковки блистеров и пакетов-подушек в коробки включает в себя машину для блистерной упаковки, машину для упаковки пакетов типа пакет-подушка и машину для упаковки в коробки. Машина для блистерной упаковки соединена с разгрузочным решетчатым конвейерным устройством для транспортировки. Цепное конвейерное устройство для пакетов-подушек обеспечено рядом с одной стороной разгрузочного решетчатого конвейерного устройства. Цепное конвейерное устройство для пакетов-подушек соединено с машиной для упаковки пакетов типа пакет-подушка для транспортировки. Выходной конец машины для упаковки пакетов типа пакет-подушка соединен с решетчатым конвейерным устройством для пакетов-подушек для транспортировки. Одна сторона решетчатого конвейерного устройства для пакетов-подушек снабжена цепным конвейерным устройством для упаковки в коробки, а другая сторона разгрузочного решетчатого конвейерного устройства снабжена транзитным решетчатым конвейерным устройством. Высокоскоростная двухлинейная интегрированная машина для упаковки блистеров и пакетов-подушек в коробки обеспечивает возможность осуществления упаковки блистеров в коробки и упаковки блистеров и пакетов-подушек в коробки на небольших площадях и может быстро и гибко переключаться между двумя различными видами упаковки. 4 з.п. ф-лы, 4 ил.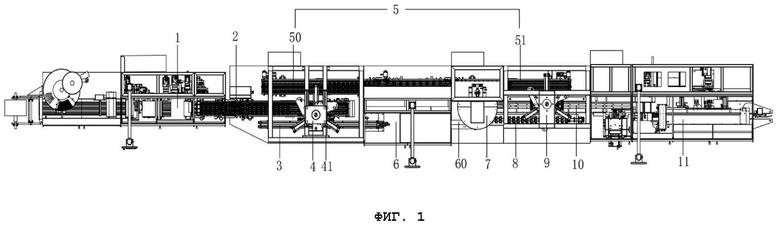
1. Высокоскоростная двухлинейная интегрированная машина для упаковки блистеров и пакетов-подушек в коробки, содержащая машину (1) для блистерной упаковки, машину (6) для упаковки пакетов типа пакет-подушка и машину (11) для упаковки в коробки, в которой
машина (1) для блистерной упаковки соединена с разгрузочным решетчатым конвейерным устройством (2) для транспортировки,
цепное конвейерное устройство (3) для пакетов-подушек обеспечено рядом с одной стороной разгрузочного решетчатого конвейерного устройства (2),
цепное конвейерное устройство (3) для пакетов-подушек соединено с машиной (6) для упаковки пакетов типа пакет-подушка для транспортировки,
выходной конец машины (6) для упаковки пакетов типа пакет-подушка соединен с решетчатым конвейерным устройством (8) для пакетов-подушек для транспортировки,
одна сторона решетчатого конвейерного устройства (8) для пакетов-подушек снабжена цепным конвейерным устройством (10) для упаковки в коробки, и
цепное конвейерное устройство (10) для упаковки в коробки соединено с машиной (11) для упаковки в коробки для транспортировки;
другая сторона разгрузочного решетчатого конвейерного устройства (2) обеспечена транзитным решетчатым конвейерным устройством (5),
транзитное решетчатое конвейерное устройство (5) проходит к одной стороне цепного конвейерного устройства (10) для упаковки в коробки, и
цепное конвейерное устройство (10) для упаковки в коробки расположено между транзитным решетчатым конвейерным устройством (5) и решетчатым конвейерным устройством (8) для пакетов-подушек;
устройство (4) для передачи блистерных упаковок для передачи блистерных упаковок на разгрузочном решетчатом конвейерном устройстве (2) к цепному конвейерному устройству (3) для пакетов-подушек или к транзитному решетчатому конвейерному устройству (5) обеспечено на разгрузочном решетчатом конвейерном устройстве (2), и
устройство (4) для передачи блистерных упаковок снабжено вакуумными насадками (40) для блистеров; и
устройство (9) для передачи материала для передачи блистерных упаковок на транзитном решетчатом конвейерном устройстве (5) или пакетов-подушек на решетчатом конвейерном устройстве (8) для пакетов-подушек к цепному конвейерному устройству (10) для упаковки в коробки обеспечено на цепном конвейерном устройстве (10) для упаковки в коробки, и
устройство (9) для передачи материала снабжено вакуумными насадками (90) для материала.
2. Высокоскоростная двухлинейная интегрированная машина для упаковки блистеров и пакетов-подушек в коробки по п. 1, в которой
транзитное решетчатое конвейерное устройство (5) составлено из первого решетчатого конвейерного устройства (50) и второго решетчатого конвейерного устройства (51),
соединительный наклонный участок (52) обеспечен между первым решетчатым конвейерным устройством (50) и вторым решетчатым конвейерным устройством (51),
верхняя точка соединительного наклонного участка (52) соединена с первым решетчатым конвейерным устройством (50),
нижняя точка соединительного наклонного участка (52) соединена со вторым решетчатым конвейерным устройством (51),
каждое из первого решетчатого конвейерного устройства (50) и второго решетчатого конвейерного устройства (51) приводится в действие независимым двигателем,
первое решетчатое конвейерное устройство (50) обеспечено рядом с разгрузочным решетчатым конвейерным устройством (2),
шаг решетки первого решетчатого конвейерного устройства (50) такой же, как шаг решетки цепного конвейерного устройства (3) для пакетов-подушек,
второе решетчатое конвейерное устройство (51) обеспечено рядом с цепным конвейерным устройством (10) для упаковки в коробки, а
шаг решетки второго решетчатого конвейерного устройства (51) такой же, как шаг решетки цепного конвейерного устройства (10) для упаковки в коробки.
3. Высокоскоростная двухлинейная интегрированная машина для упаковки блистеров и пакетов-подушек в коробки по п. 1, в которой
выходной конец машины (6) для упаковки пакетов типа пакет-подушка соединен с решетчатым конвейерным устройством (8) для пакетов-подушек через поворотный передающий манипулятор (7) для транспортировки, и
поворотный передающий манипулятор (7) поворачивает пакеты-подушки на выходном конце машины (6) для упаковки пакетов типа пакет-подушка на 90° и передает пакеты-подушки к решетчатому конвейерному устройству (8) для пакетов-подушек.
4. Высокоскоростная двухлинейная интегрированная машина для упаковки блистеров и пакетов-подушек в коробки по п. 1, в которой
устройство (9) для передачи материала содержит манипулятор (91) и механизм для всасывания,
механизм для всасывания содержит держатель (92) насадки и множество вакуумных насадок (90) для материала,
вакуумные насадки (90) для материала обеспечены на держателе (92) насадки,
держатель (92) насадки соединен с соединительным седлом,
в соединительном седле образована соединительная канавка,
соединительное седло соединено с установочным штифтом,
манипулятор (91) соединен с соединительным элементом,
в соединительном элементе обеспечено отверстие под штифт,
соединительный элемент обеспечен в соединительной канавке соединительного седла, и
установочный штифт вставлен в отверстие под штифт соединительного элемента.
5. Высокоскоростная двухлинейная интегрированная машина для упаковки блистеров и пакетов-подушек в коробки по п. 1, в которой
на устройстве (4) для передачи блистерных упаковок обеспечена направляющая (41),
устройство (4) для передачи блистерных упаковок обеспечено на направляющей (41) с возможностью плавного перемещения посредством скользящего седла, и
устройство (4) для передачи блистерных упаковок выполнено с возможностью перемещения по направлению вверх между разгрузочным решетчатым конвейерным устройством (2) и транзитным решетчатым конвейерным устройством (5) или перемещения по направлению вверх между разгрузочным решетчатым конвейерным устройством (2) и цепным конвейерным устройством (3) для пакетов-подушек.
| CN 112918760 A, 08.06.2021 | |||
| CN 106956796 А, 08.06.2021 | |||
| EP 3689759 A1, 05.08.2020 | |||
| WO 2008058176 A1, 15.05.2008 | |||
| WO 2011038323 A1, 31.03.2011. |
