ОБЛАСТЬ ТЕХНИКИ
[01] Настоящее изобретение относится к машине для упаковки медицинских изделий и, в частности, к высокоскоростной интегрированной машине для упаковки блистеров в коробки.
УРОВЕНЬ ТЕХНИКИ
[02] В области упаковывании фармацевтических продуктов и технологическом процессе упаковывания и, в частности, во взаимосвязанном упаковывании от упаковывания в блистеры до упаковывания в коробки в случае жидких препаратов (предварительно заполненных шприцов, флаконов с пенициллином и ампул), реализация высокоскоростной интегрированной взаимосвязанной работы между предшествующей машиной для блистерной упаковки (для формирования блистеров и упаковки в них) и последующей машиной для упаковки в коробки (для упаковки блистеров в коробки) в относительно компактном цехе упаковки фармацевтических продуктов стало технической проблемой для используемого в настоящее время основного процесса в индустрии упаковки фармацевтических продуктов. В соответствии с первоначальными решениями пластиковые блистерные подложки, упакованные машиной для блистерной упаковки, подают в бункер машины для упаковки в коробки посредством конвейерной ленты или на станцию подачи машины для упаковки в коробки посредством конвейерной цепи. В первом способе, сочетающем конвейерную ленту и бункер, пластиковые блистерные подложки перемещаются вперед за счет силы трения конвейерной ленты. В этом процессе возникает явление проскальзывания пластиковых блистерных подложек на конвейерной ленте. В частности, при высокоскоростном процессе транспортировки из-за силы трения и инерционного скольжения пластиковые блистерные подложки не могут точно поступать в область подачи бункера в машине для упаковки в коробки. Следовательно, крупномасштабное синхронное взаимосвязанное интегрированное упаковывание не может быть эффективно реализовано. Во втором способе, использующем конвейерную цепь, конвейерная цепь обычно использует синхронный ремень в качестве транспортирующего основного материала. Для формирования кольцевой конвейерной цепи на поверхности синхронного ремня на равном расстоянии друг от друга расположены упоры. Если спецификация предшествующей блистерной упаковки изменяется после смены производственной партии и спецификации упаковки, расстояния между пластиковыми блистерными подложками, упакованными машиной для блистерной упаковки, не всегда одинаковы, и количество обрезаемых пластиковых блистерных подложек также меняется в зависимости от фактического размера лекарств, так что вся конвейерная цепь подлежит замене. Кроме того, обычная конвейерная цепь, использующая синхронный ремень, который трудно заменять, сначала должна быть откалибрована при каждой замене. Это неудобно для крупномасштабного интегрированного взаимосвязанного производства по упаковыванию фармацевтических продуктов и с трудом адаптируется к интегрированному взаимосвязанному технологическому процессу упаковки во всей фармацевтической промышленности.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[03] Ввиду недостатков известного уровня техники в настоящем изобретении предложена высокоскоростная интегрированная машина для упаковки блистеров в коробки, выполненная с возможностью совместимости с блистерами различных спецификаций.
[04] Высокоскоростная интегрированная машина для упаковки блистеров в коробки включает в себя машину для блистерной упаковки и машину для упаковки в коробки, при этом машина для блистерной упаковки содержит устройство для обрезки блистеров и разгрузочное решетчатое конвейерное устройство; машина для упаковки в коробки содержит подающее решетчатое конвейерное устройство; перед разгрузочным решетчатым конвейерным устройством предусмотрено конвейерное устройство с синхронным изменением шага; конвейерное устройство с синхронным изменением шага расположено бок о бок с подающим решетчатым конвейерным устройством; над разгрузочным решетчатым конвейерным устройством предусмотрен манипулятор переноса разгружаемых блистеров для переноса блистеров на разгрузочном решетчатом конвейерном устройстве к конвейерному устройству с синхронным изменением шага; манипулятор переноса разгружаемых блистеров содержит разгрузочную вакуумную насадку; над подающем решетчатом конвейерным устройством предусмотрен манипулятор переноса подаваемых блистеров для переноса блистеров на конвейерном устройстве с синхронным изменением шага к подающему решетчатому конвейерному устройству; манипулятор переноса подаваемых блистеров содержит подающую вакуумную насадку; конвейерное устройство с синхронным изменением шага содержит основание; на основании бок о бок расположены первая направляющая скольжения и вторая направляющая скольжения; на первой направляющей скольжения установлены с возможностью плавного перемещения множество первых скользящих седел; на каждом из первых скользящих седел предусмотрен первый лоток; на второй направляющей скольжения установлены с возможностью плавного перемещения множество вторых скользящих седел; на каждом из вторых скользящих седел предусмотрен второй лоток; первое скользящее седло соединено с шарнирным валом; на шарниром вале закреплены крест-накрест два перекрестных соединительных стержня; второе скользящее седло соединено с шарнирным валом; на шарниром вале закреплены крест-накрест два перекрестных соединительных стержня; перекрестные соединительные стержни на двух смежных первом скользящем седле и втором скользящем седле шарнирно соединены крест-накрест во взаимно однозначном соответствии; одно из первых скользящих седел соединено с первым передаточным ремнем; первый передаточный ремень имеет трансмиссионное соединение с первым силовым приводом; одно из вторых скользящих седел соединено со вторым передаточным ремнем; и второй передаточный ремень имеет трансмиссионное соединение со вторым силовым приводом.
[05] На первом скользящем седле предусмотрено первое опорное седло; на первом опорном седле предусмотрен первый лоток; на первом опорном седле предусмотрен первый установочный штифт; в первом лотке выполнено первое установочное отверстие для обеспечения возможности вставки в него первого установочного штифта; на втором скользящем седле предусмотрено второе опорное седло; на втором опорном седле предусмотрен второй лоток; на втором опорном седле предусмотрен второй установочный штифт; во втором лотке выполнено второе установочное отверстие для обеспечения возможности вставки в него второго установочного штифта.
[06] На первом опорном седле предусмотрено первое установочное приспособление; на дне первого лотка выполнена первая установочная канавка для обеспечения возможности вхождения первого установочного приспособления; на втором опорном седле предусмотрено второе установочное приспособление; на дне второго лотка выполнена вторая установочная канавка для обеспечения возможности вхождения второго установочного приспособления.
[07] Подающее решетчатое конвейерное устройство содержит стойку конвейера, решетчатую пластину, первые толкающие пластины, механизм для передачи первых толкающих пластин и силовой привод для толкания; решетчатая пластина снабжена подающим каналом; каждая из первых толкающих пластин снабжена толкающей частью, выполненной с возможностью расположения в подающем канале; механизм для передачи первых толкающих пластин содержит первую конвейерную ленту; первые толкающие пластины соединены с первой конвейерной лентой; первая конвейерная лента имеет трансмиссионное соединение с силовым приводом для толкания; подающее решетчатое конвейерное устройство содержит вторые толкающие пластины и механизм для передачи вторых толкающих пластин; вторые толкающие пластины и первые толкающие пластины расположены с интервалами; каждая из вторых толкающих пластин снабжена толкающей частью, выполненной с возможностью расположения в подающем канале; механизм для передачи вторых толкающих пластин содержит вторую конвейерную ленту; вторая конвейерная лента расположена бок о бок с первой конвейерной лентой; вторые толкающие пластины соединены со второй конвейерной лентой; и вторая конвейерная лента имеет трансмиссионное соединение с силовым приводом для толкания.
[08] Конец каждой из вторых толкающих пластин и первых толкающих пластин соединен с роликом, а на стойке конвейера предусмотрена роликовая дорожка для обеспечения возможности перемещения ролика.
[09] На силовом приводе для вращения предусмотрена разгрузочная вакуумная насадка манипулятора перемещения разгружаемых блистеров.
[010] Устройство для обрезки блистеров находится над разгрузочным решетчатым конвейерным устройством; устройство для обрезки блистеров содержит монтажную стойку, вогнутый вырубной штамп, выгнутый вырубной штамп и силовой привод для обрезания; выгнутый вырубной штамп выполнен на монтажной раме; вогнутый вырубной штамп находится ниже выгнутого вырубного штампа; вогнутый вырубной штамп соединен с опорной пластиной штампа; опорная пластина штампа соединена с нижним концом подъемной направляющей стойки; подъемная направляющая стойка установлена с возможностью плавного перемещения на монтажной раме; верхний конец подъемной направляющей стойки соединен с подъемным седлом; подъемное седло имеет трансмиссионное соединение с силовым приводом для обрезания; на монтажной стойке предусмотрена вертикальная направляющая скольжения; на вертикальной направляющей скольжения установлена с возможностью плавного перемещения скользящая пластина; скользящая пластина имеет трансмиссионное соединение с силовым приводом для штамповки для приведения в движение скользящей пластины на вертикальной направляющей скольжения; скользящая пластина соединена с вакуумным штампом для абсорбции; на вакуумном штампе для абсорбции предусмотрен стержень для вакуумного присасывания; выгнутый вырубной штамп снабжен отверстием выгнутого штампа для обеспечения возможности прохождения через него стержня для вакуумного присасывания; вогнутый вырубной штамп снабжен отверстием вогнутого штампа для обеспечения возможности вхождения в него выгнутого вырубного штампа и обеспечения возможности прохождения через него стержня для вакуумного присасывания; и опорная пластина штампа снабжена отверстием опорной пластины для обеспечения возможности прохождения через него стержня для вакуумного присасывания.
[011] Выгнутый вырубной штамп соединен с направляющей стойкой для зажима штампа; вогнутый вырубной штамп соединен с направляющей втулкой; направляющая стойка для зажима штампа находится в направляющей втулке; на боковой стороне вогнутого вырубного штампа выполнен нижний фиксирующий элемент; нижний фиксирующий элемент снабжен фиксирующей канавкой; а боковая кромка вогнутого вырубного штампа и боковая кромка опорной пластины штампа находится в фиксирующей канавке нижнего фиксирующего элемента.
[012] В монтажной стойке выполнена горизонтальная зажимная канавка; в горизонтальную зажимную канавку монтажной стойки может входить боковая кромка выгнутого вырубного штампа; горизонтальная зажимная канавка снабжена верхним фиксирующим элементом; на монтажной стойке предусмотрен верхний болт; верхний болт соединен резьбой с верхним фиксирующим элементом; и верхний фиксирующий элемент может фиксировать выгнутый вырубной штамп в горизонтальной зажимной канавке.
[013] Силовой привод для обрезания имеет трансмиссионное соединение с эксцентриковым валом; эксцентриковая часть эксцентрикового вала шарнирно соединена с одним концом шатуна; другой конец шатуна шарнирно соединен с валом шатуна; а вал шатуна шарнирно соединен с опорным седлом на подъемном седле.
[014] Высокоскоростная машина для упаковки блистеров в коробки, предложенная в настоящем изобретении, может значительно повысить эффективность взаимосвязанного производства между машиной для блистерной упаковки и машиной для упаковки в коробки и решает проблему жесткого согласования между упаковкой в блистеры и упаковкой в коробки при изменении спецификации.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
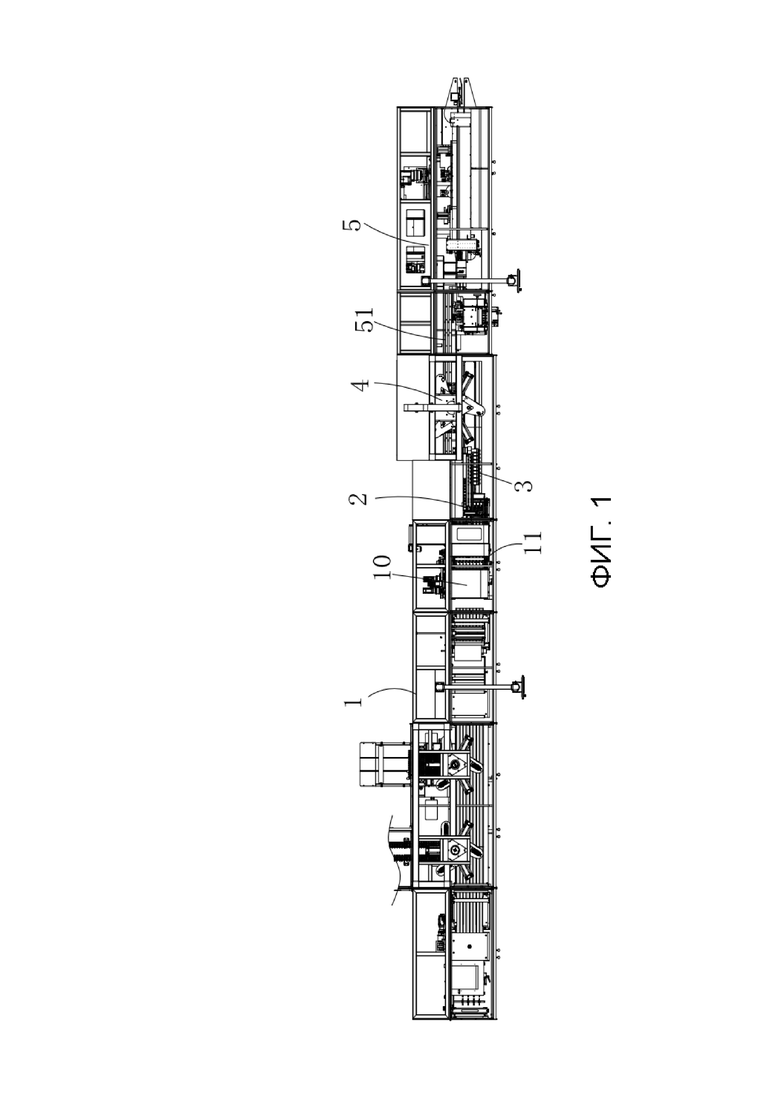
[015] ФИГ. 1 - вид сверху всей интегрированной машины для упаковки блистеров в коробки в соответствии с настоящим раскрытием.
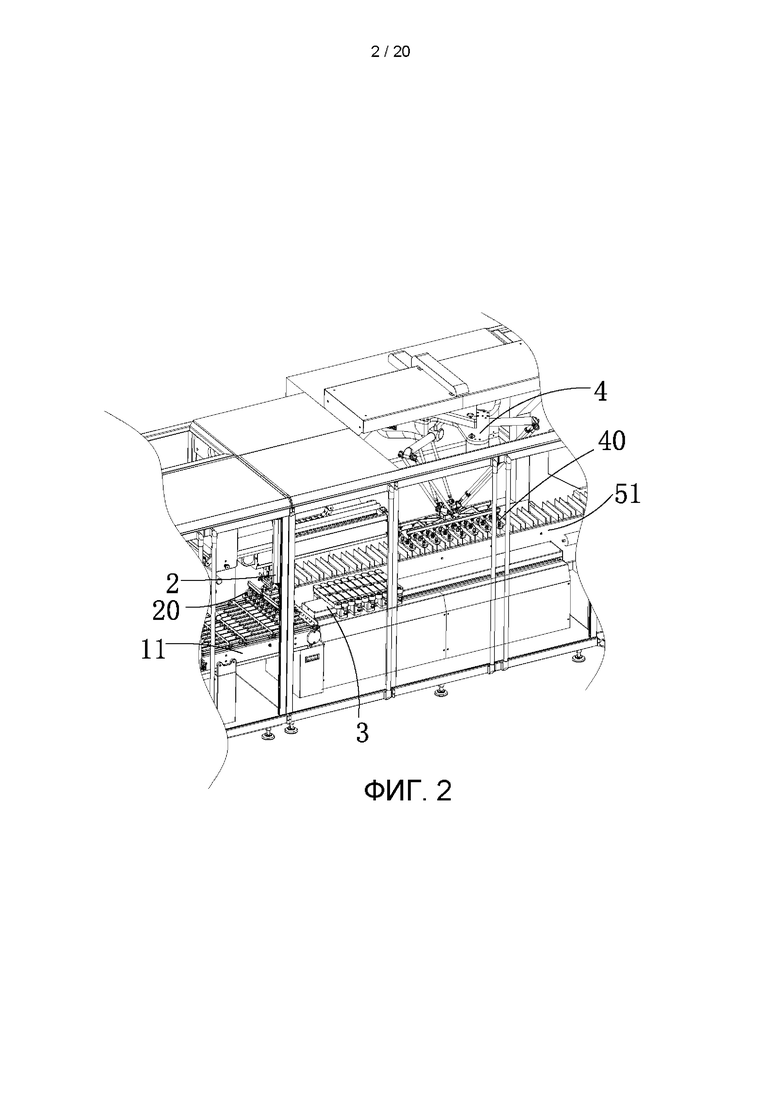
[016] ФИГ. 2 - частичный схематический вид интегрированной машины для упаковки блистеров в коробки в соответствии с настоящим раскрытием.
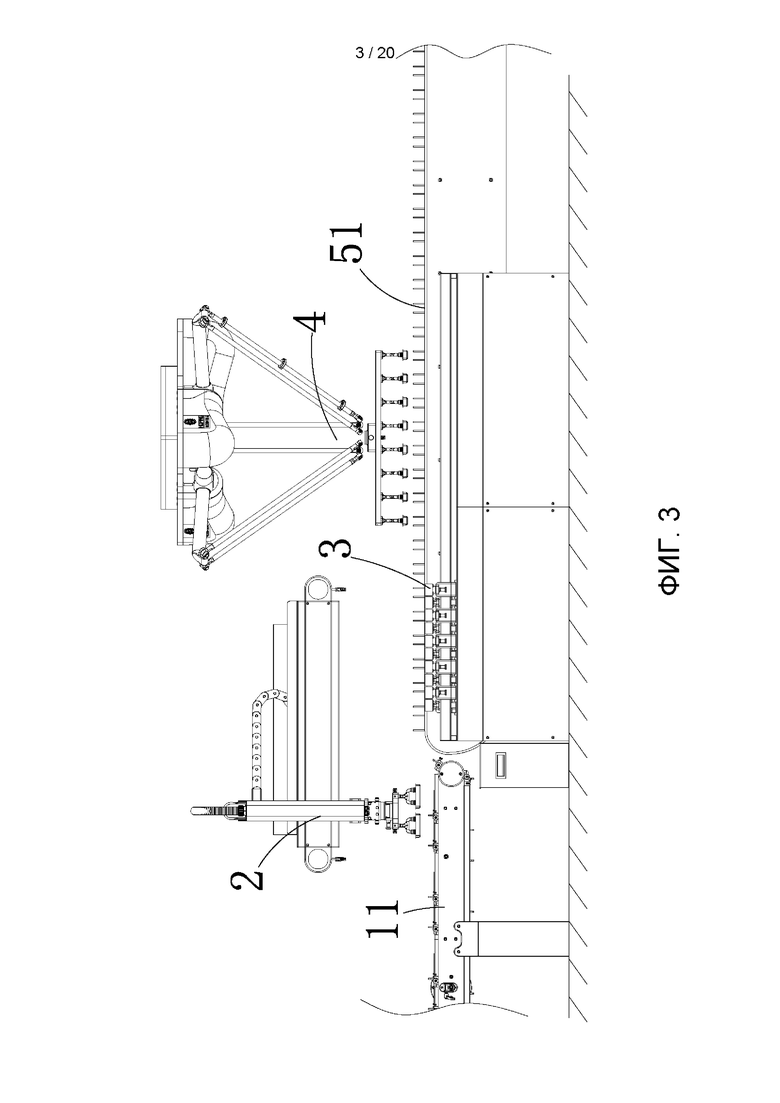
[017] ФИГ. 3 - частичный вид спереди интегрированной машины для упаковки блистеров в коробки в соответствии с настоящим раскрытием.
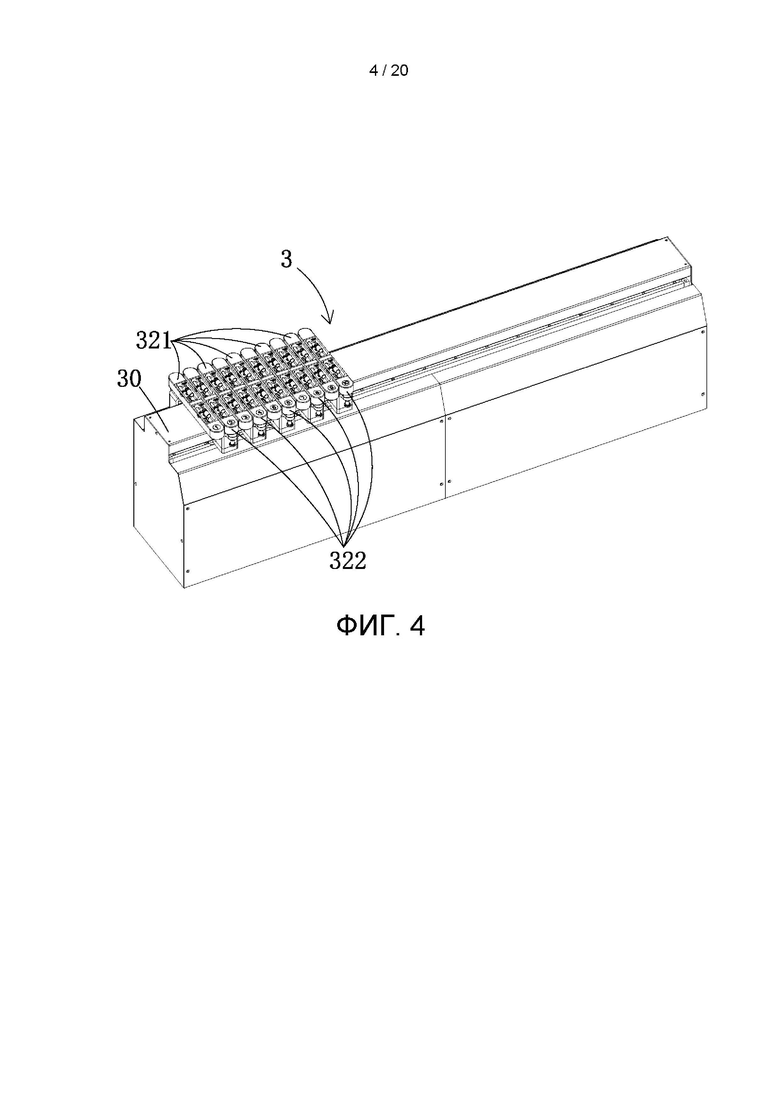
[018] ФИГ. 4 - стереоскопический вид конвейерного устройства с синхронным изменением шага.
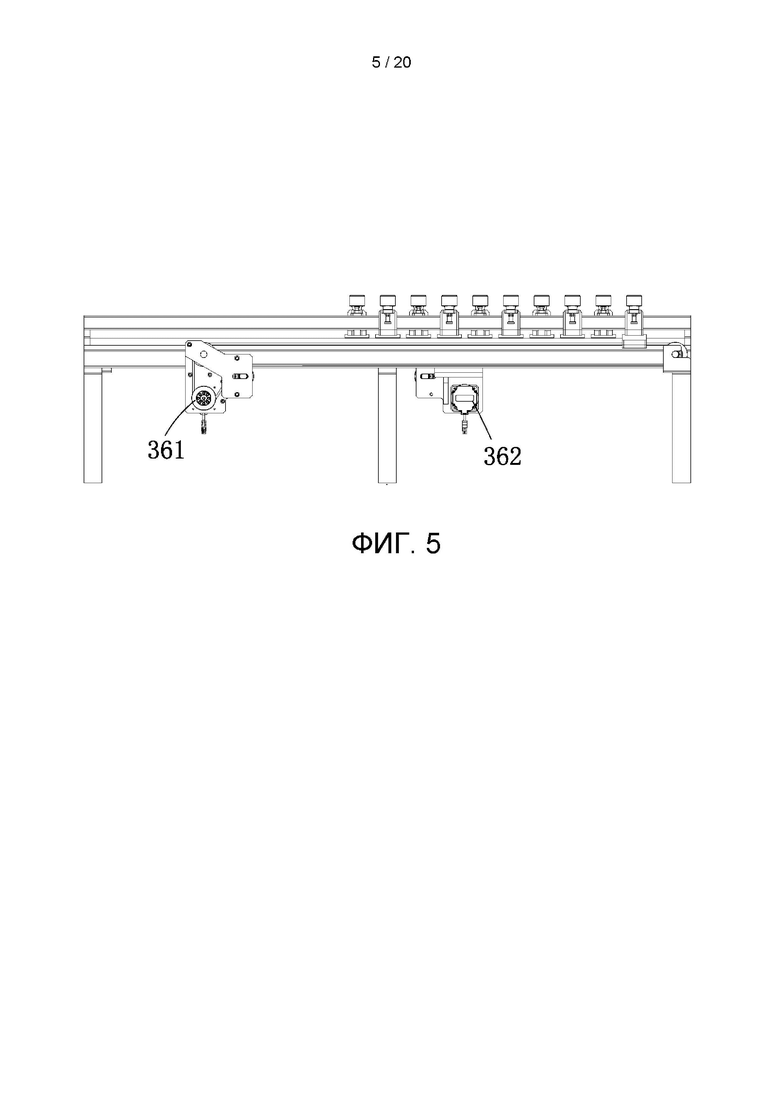
[019] ФИГ. 5 - вид спереди конвейерного устройства с синхронным изменением шага.
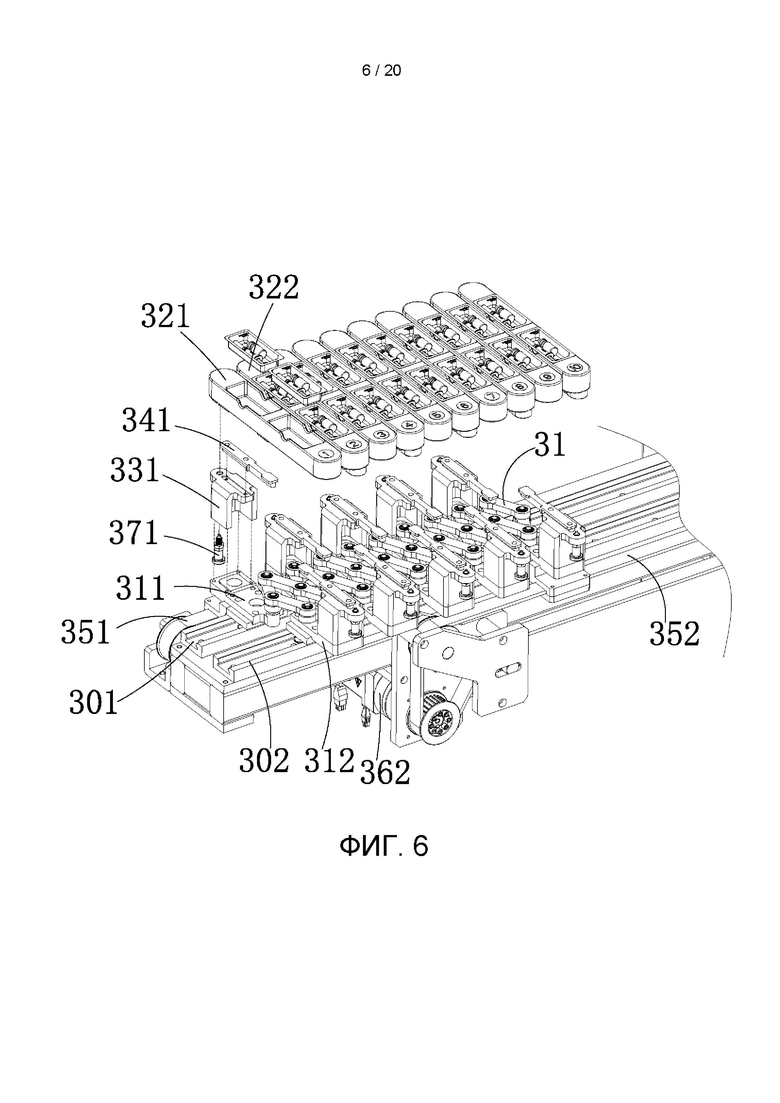
[020] ФИГ. 6 - вид с пространственным разделением компонентов конвейерного устройства с синхронным изменением шага.
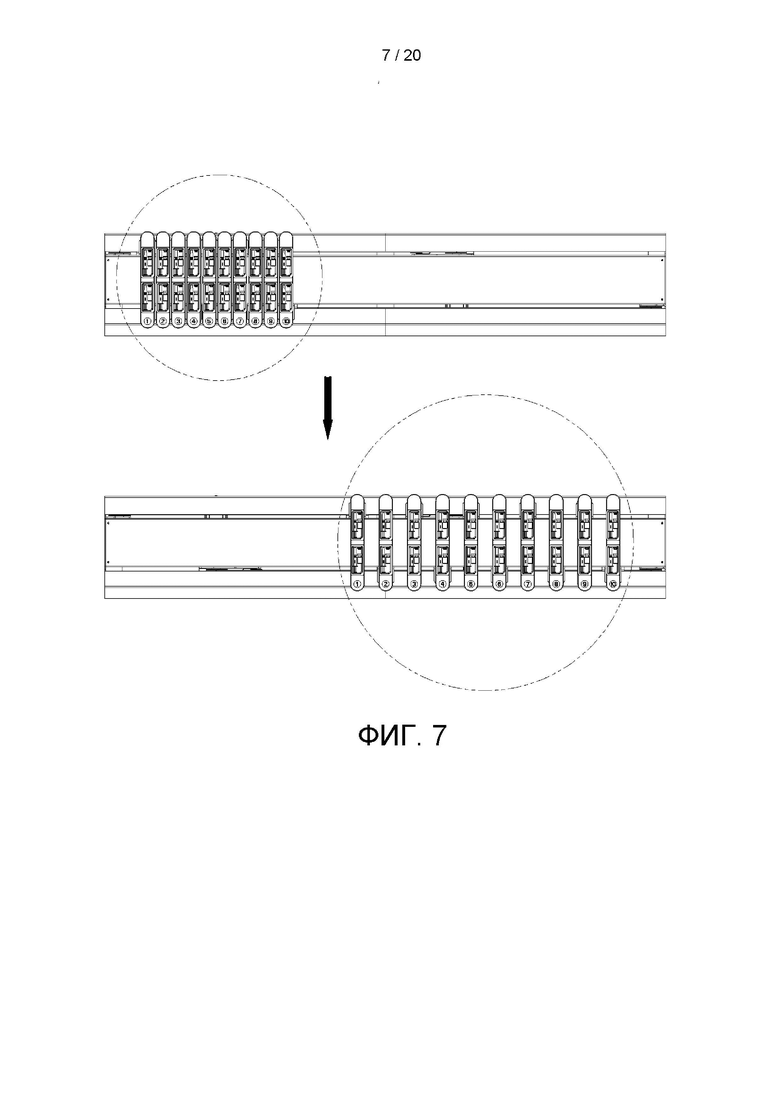
[021] На ФИГ. 7 изображен процесс изменения шага конвейерного устройства с синхронным изменением шага (вид сверху).
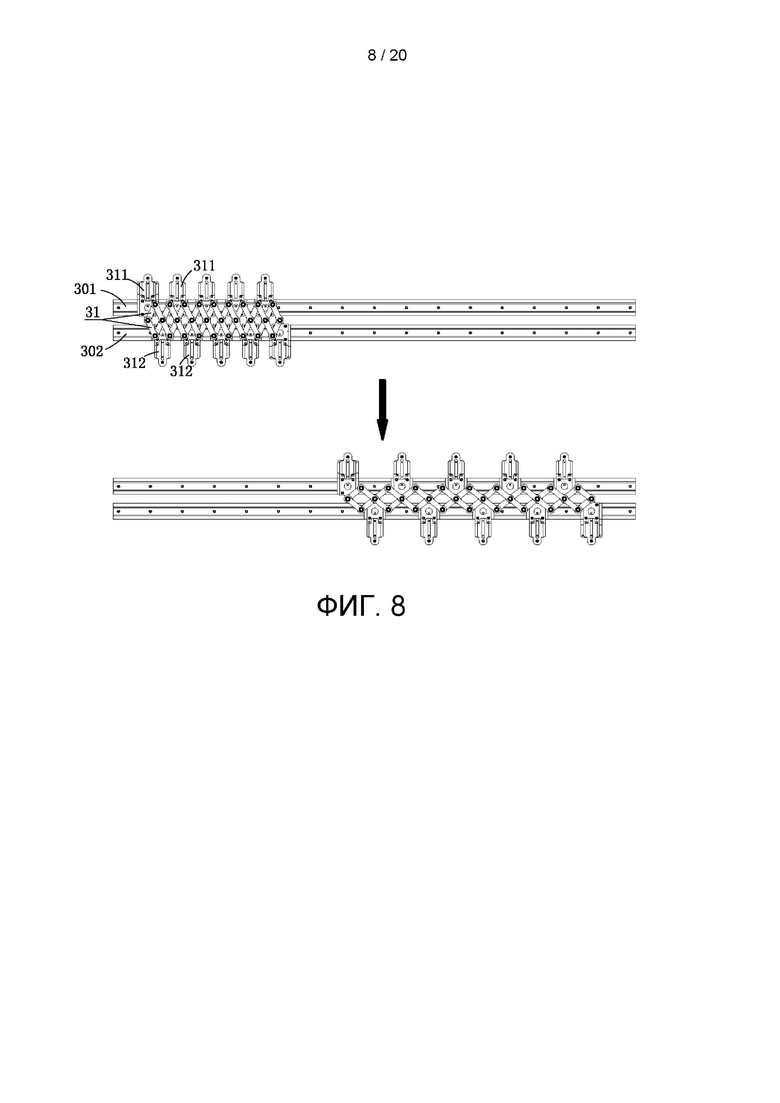
[022] На ФИГ. 8 изображен процесс изменения шага конвейерного устройства с синхронным изменением шага (внутренняя структура).
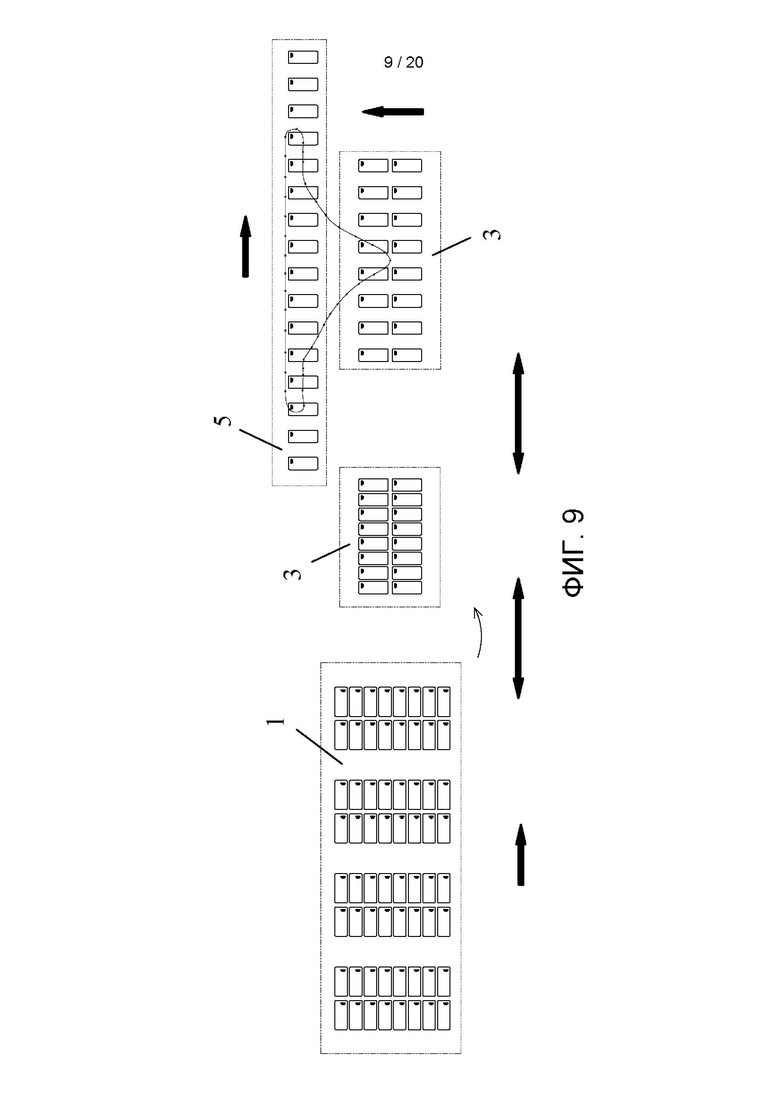
[023] На ФИГ. 9 изображен процесс передачи блистеров от машины для блистерной упаковки на конвейерное устройство с синхронным изменением шага и затем к машине для упаковки в коробки.
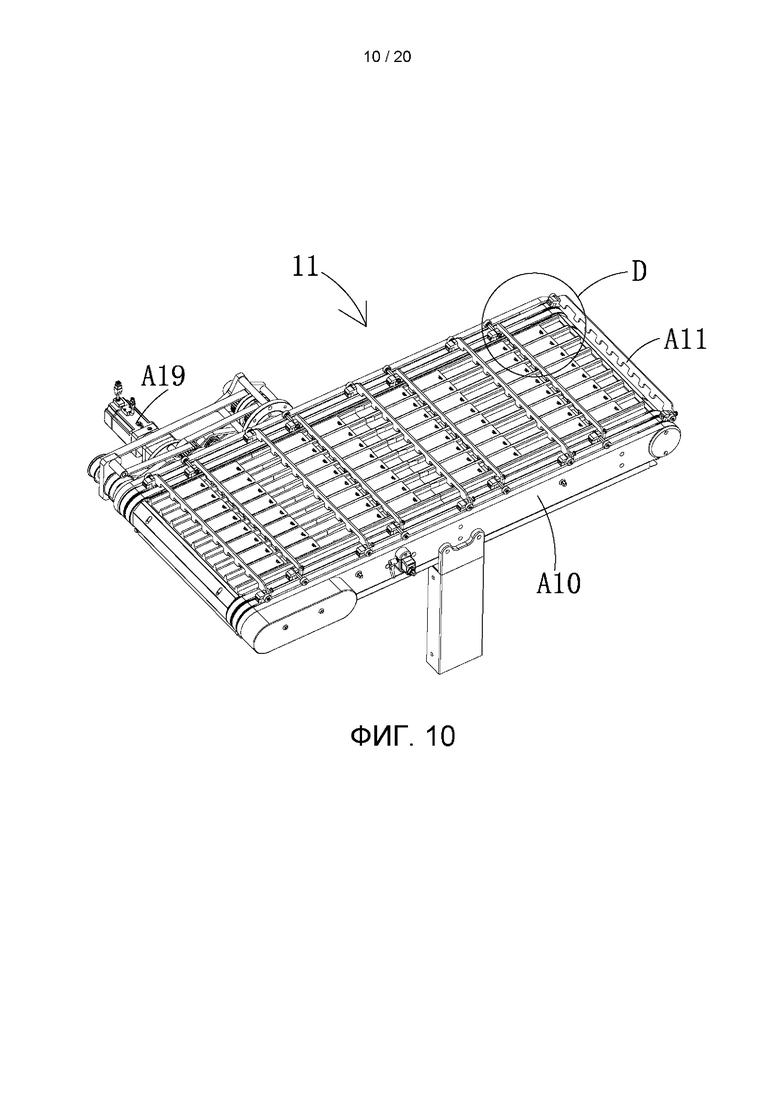
[024] ФИГ. 10 - стереоскопический вид разгрузочного решетчатого конвейерного устройства
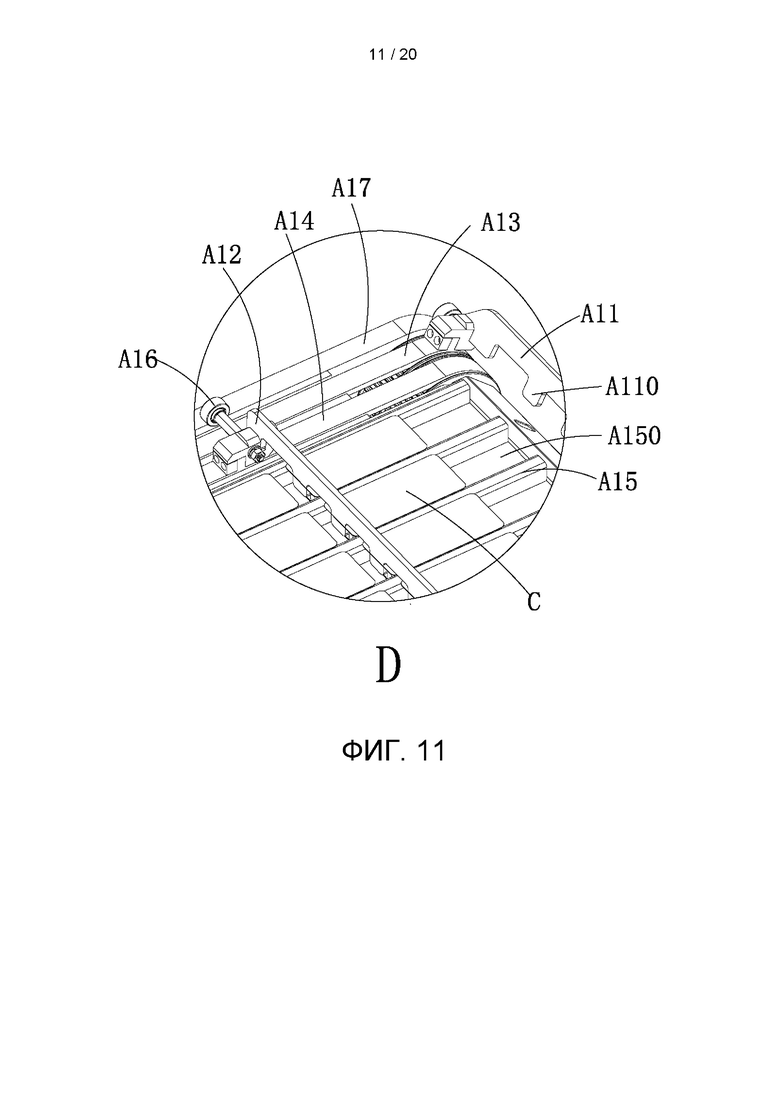
[025] ФИГ. 11 - частичный увеличенный вид фрагмента D по ФИГ. 10.
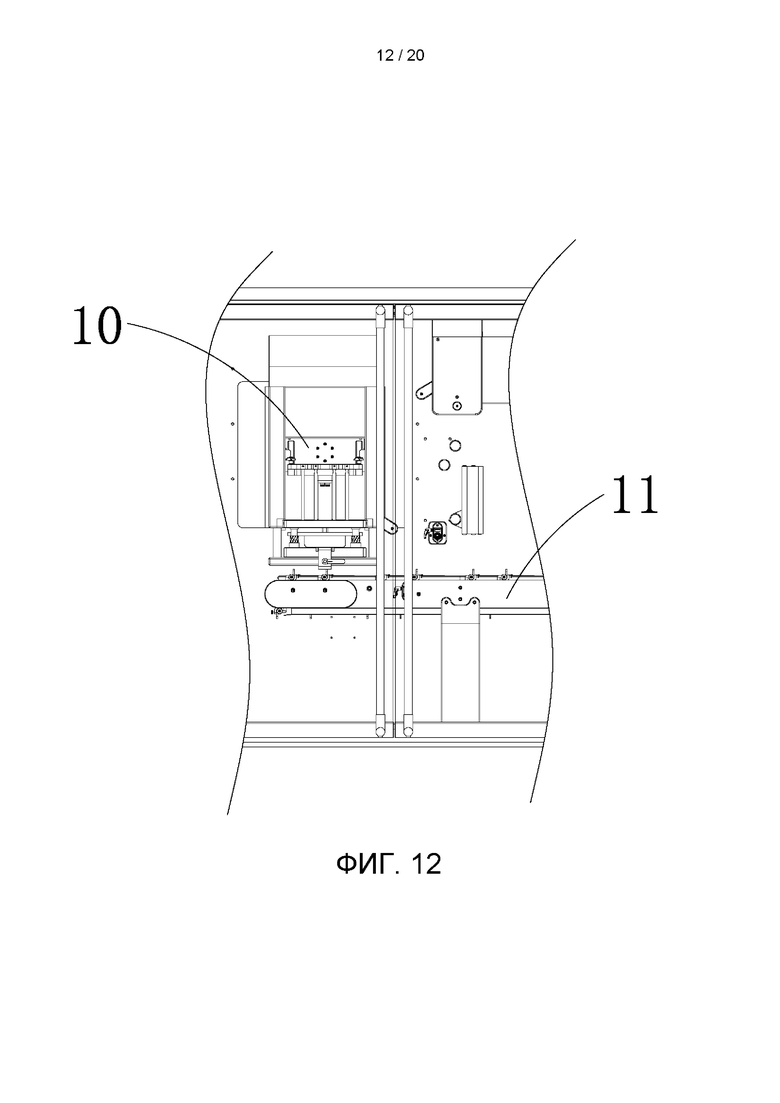
[026] На ФИГ. 12 изображены положения устройства для обрезания блистеров и разгрузочного решетчатого конвейерного устройства.
[027] ФИГ. 13 - стереоскопический вид в соответствии с настоящим раскрытием.
[028] ФИГ. 14 - вид 1 в разрезе устройства для обрезания блистеров.
[029] ФИГ. 15 - вид 2 в разрезе устройства для обрезания блистеров.
[030] ФИГ. 16 - вид внутренней структуры устройства для обрезания блистеров.
[031] ФИГ. 17 - вид сзади устройства для обрезания блистеров.
[032] На ФИГ. 18 изображен принцип работы устройства для обрезания блистеров.
[033] ФИГ. 19 - вид с пространственным разделением компонентов устройства для обрезания блистеров, и
[034] ФИГ. 20 - частичный вид в разрезе устройства для обрезания блистеров.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[035] Как показано на ФИГ. 1-3, высокоскоростная интегрированная машина для упаковки блистеров в коробки включает в себя машину 1 для блистерной упаковки и машину 5 для упаковки в коробки. Машина 1 для блистерной упаковки содержит устройство 10 для обрезания блистеров и разгрузочное решетчатое конвейерное устройство 11. Упакованные блистеры C, обрезанные устройством 10 для обрезания блистеров, помещают в разгрузочное решетчатое конвейерное устройство 11 и затем транспортируют с помощью разгрузочного решетчатого конвейерного устройства 11.
[036] Машина 5 для упаковки в коробки содержит подающее решетчатое конвейерное устройство 51. Упакованные блистеры помещают на подающее решетчатое конвейерное устройство 51 и транспортируют с помощью подающего решетчатого конвейерного устройства 51 к станции для упаковки в коробки машины 5 для упаковки в коробки для упаковки в коробки (упаковки в картонную тару).
[037] Разгрузочное решетчатое конвейерное устройство 11 имеет отличающийся от подающего решетчатого конвейерного устройства 51 шаг решетки. Для согласования между двумя устройствами перед разгружающим решетчатым конвейерным устройством 11 предусмотрено конвейерное устройство 3 с синхронным изменением шага. Конвейерное устройство 3 с синхронным изменением шага расположено бок о бок с подающим решетчатым конвейерным устройством 51. Над разгрузочным решетчатым конвейерным устройством 11 предусмотрен манипулятор 2 переноса разгружаемых блистеров для переноса блистеров на разгрузочном решетчатым конвейерным устройстве 11 к конвейерному устройству 3 с синхронным изменением шага. Манипулятор 2 переноса разгружаемых блистеров содержит разгрузочную вакуумную насадку 20. Над подающим решетчатым конвейерным устройством 51 предусмотрен манипулятор 4 переноса подаваемых блистеров для переноса блистеров на конвейерном устройстве 3 с синхронным изменением шага к подающему решетчатому конвейерному устройству 51. Манипулятор 4 переноса подаваемых блистеров содержит подающую вакуумную насадку 40.
[038] Принцип работы высокоскоростной интегрированной машины для упаковки блистеров в коробки. Блистеры транспортируются с разгрузочного решетчатого конвейерного устройства 11 машины 1 для блистерной упаковки. Манипулятор 2 переноса разгружаемых блистеров присасывает блистеры C на разгрузочном решетчатом конвейерном устройстве 11 через разгрузочную вакуумную насадку 20 и переносит их к конвейерному устройству 3 с синхронным изменением шага. При движении вперед конвейерное устройство 3 с синхронным изменением шага изменяет шаг между блистерами (как показано на ФИГ. 7) до тех пор, пока шаг не будет таким же, как шаг подающего решетчатого конвейерного устройства 51. Манипулятор 4 переноса подаваемых блистеров присасывает блистеры на конвейерном устройстве 3 с синхронным изменением шага через подающую вакуумную насадку 40 и переносит их к подающему решетчатому конвейерному устройству 51. Подающее решетчатое конвейерное устройство 51 переносит блистеры к станции для упаковки в коробки машины 5 для упаковки в коробки для упаковки в коробки. Благодаря конвейерному устройству 3 с синхронным изменением шага настоящее изобретение может значительно улучшить эффективность взаимосвязанного производства между машиной 1 для блистерной упаковки и машиной 5 для упаковки в коробки и решает проблему жесткого согласования между упаковкой в блистеры и упаковкой в коробки при изменении спецификации.
[039] Как машина для блистерной упаковки, так и машина для упаковки в коробки известны в данной области (см. патентную заявку №201520906465.3). Манипулятор переноса разгружаемых блистеров также известен в данной области (см. патентную заявку №201910076327.X, в которой структура такая же, но материал, подлежащий переносу другой). Манипулятор переноса подаваемых блистеров также известен в данной области (см. патентную заявку №202120863286.1). Высокоскоростная интегрированная машина для упаковки блистеров в коробки обладает новизной за счет конвейерного устройства с синхронным изменением шага и схемы взаимосвязи, использующей конвейерное устройство с синхронным изменением шага.
[040] Ниже описаны структура и принцип работы конвейерного устройства 3 с синхронным изменением шага.
[041] Как показано на ФИГ. 4, конвейерное устройство 3 с синхронным изменением шага содержит основание 30. Как показано на ФИГ. 6, на основании 30 расположены бок о бок первая направляющая 301 скольжения и вторая направляющая 302 скольжения. На первой направляющей 301 скольжения установлены с возможностью плавного перемещения множество первых скользящих седел 311. На каждом их первых скользящих седел 311 расположен первый лоток 321 (первый лоток 321 снабжен канавкой для размещения, в которую может быть помещен блистер). На второй направляющей 302 скольжения установлены с возможностью плавного перемещения множество вторых скользящих седел 312. На каждом их вторых скользящих седел 312 расположен второй лоток 322 (второй лоток 321 снабжен канавкой для размещения, в которую может быть помещен блистер). Первое скользящее седло 311 соединено с шарнирным валом. На шарнирном вале закреплены крест-накрест два перекрестных соединительных стержня 31. Второе скользящее седло 312 также соединено с шарнирным валом. На шарнирном вале закреплены крест-накрест два перекрестных соединительных стержня 31. Перекрестные соединительные стержни 31 на двух смежных первом седле 311 и втором седле 312 шарнирно соединены крест-накрест во взаимно однозначном соответствии (с образованием конструкции типа ножниц). Одно из первых скользящих седел 311 соединено с первым передаточным ремнем 351. Первый передаточный ремень 351 имеет трансмиссионное соединение с первым силовым приводом 361. Одно из вторых скользящих седел 312 соединено со вторым передаточным ремнем 352. Как показано на ФИГ. 4, второй передаточный ремень 352 имеет трансмиссионное соединение со вторым силовым приводом 362.
[042] Принцип работы конвейерного устройства 3 с синхронным изменением шага. Как показано на ФИГ. 7 и ФИГ. 8, после того, как блистеры помещены в первый лоток 321 и второй лоток 322, первый силовой привод 361 приводит во вращение первый передаточный ремень 351. Поскольку одно из первых скользящих седел 311 соединено с первым передаточным ремнем 351, первые скользящие седла 311 перемещаются по первой направляющей 301 скольжения. Аналогичным образом второй силовой привод 362 приводит во вращение второй передаточный ремень 352. Поскольку одно из вторых скользящих седел 312 соединено со вторым передаточным ремнем 351, вторые скользящие седла 312 перемещаются по второй направляющей 302 скольжения. Первые скользящие седла 311 соединены со вторыми скользящими седлами 312 посредством перекрестных соединительных стержней 31, поэтому все первые скользящие седла 311 и все вторые скользящие седла 312 перемещаются. При этом за счет регулирования мощностей силовых приводов поддерживается определенная разница между скоростью переноса первого передаточного ремня 351 и скоростью переноса второго передаточного ремня 351, и, таким образом, шаги между смежными первыми скользящими седлами 311 и вторыми скользящими седлами 312 изменяются на одинаковое расстояние, как показано на ФИГ. 8. Шаг между блистерами такой же, как и в последующем подающем решетчатом конвейерном устройстве 5. После удаления блистеров с лотков передаточные ремни перемещаются в обратном направлении, а скользящие седла быстро восстанавливаются для следующего приема. Вышеуказанный процесс повторяется. Благодаря конвейерному устройству 3 с синхронным изменением шага предшествующее разгрузочное решетчатое конвейерное устройство 11 может быть согласовано с последующим подающим решетчатым конвейерным устройством 5 независимо от того, как изменяется спецификация разгрузочного решетчатого конвейерного устройства.
[043] Для блистеров разных спецификаций требуются разные лотки. Для удобной замены лотков для помещения блистеров различных спецификаций, как показано на ФИГ. 6, на первом скользящем седле 311 предусмотрено первое опорное седло 331. Первый лоток 321 расположен на первом опорном седле 311. На первом опорном седле 331 предусмотрен первый установочный штифт 371. В первом лотке 321 выполнено первое установочное отверстие для обеспечения возможности вставки в него первого установочного штифта 371. При необходимости замены первого лотка 321 первый установочный штифт 371 вынимают, и первый лоток 321 снимается, что очень удобно. Аналогичным образом на втором скользящем седле 312 предусмотрено второе опорное седло. Второй лоток расположен на первом опорном седле. На втором опорном седле предусмотрен второй установочный штифт. Во втором лотке выполнено второе установочное отверстие для обеспечения возможности вставки в него второго установочного штифта. При необходимости замены второго лотка второй установочный штифт вынимают, и второй лоток снимается, что очень удобно.
[044] Во избежание вращения лотков на первом опорном седле 321 предусмотрено первое установочное приспособление 341. На дне первого лотка 321 выполнена первая установочная канавка для обеспечения возможности вхождения первого установочного приспособления 341. Первое опорное седло 321 закрепляется на первом установочном приспособлении 341 посредством первой установочной канавки, что предотвращает вращение первого лотка 321. Аналогичным образом второе опорное седло соединено со вторым установочным приспособлением. На дне второго лотка 322 выполнена вторая установочная канавка для обеспечения возможности вхождения второго установочного приспособления. Второе опорное седло 322 закрепляется на втором установочном приспособлении посредством второй установочной канавки, что предотвращает вращение второго лотка 322.
[045] Разгрузочное решетчатое конвейерное устройство 11 машины для блистерной упаковки может использовать обычное решетчатое конвейерное устройство. Однако в настоящем изобретении предложено новое решетчатое конвейерное устройство. Как показано на ФИГ. 10 и ФИГ. 11, разгрузочное решетчатое конвейерное устройство 11 содержит стойку A10 конвейера, решетчатую пластину A15, первые толкающие пластины A11, механизм для передачи первых толкающих пластин и силовой привод A19 для толкания. Решетчатая пластина A15 снабжена подающим каналом A150. Каждая из первых толкающих пластин A11 снабжена толкающей частью A110, выполненной с возможностью расположения в подающем канале A150. Механизм для передачи первых толкающих пластин содержит первую конвейерную ленту A13. Первые толкающие пластины A11 соединены с первой конвейерной лентой A13. Первая конвейерная лента A13 имеет трансмиссионное соединение с первым силовым приводом A19 для толкания. Во время работы обрезанные блистеры C попадают в подающий канал A150 решетчатой пластины A15. Силовой привод A19 для толкания приводит в движение первую конвейерную ленту A13. Поскольку первые толкающие пластины A11 соединены с первой конвейерной лентой A13, первая конвейерная лента A13 приводит в движение толкающие пластины A11, и толкающие части A110 первых толкающих пластин A11 толкают блистеры C для перемещения вперед.
[046] Кроме того, при необходимости шаг решетки разгрузочного решетчатого конвейерного устройства 11 может быть отрегулирован для блистеров других спецификаций, чтобы обеспечить наиболее эффективную пропускную способность. Разгрузочное решетчатое конвейерное устройство 11 в настоящем раскрытии также содержит вторые толкающие пластины A12 и механизм для передачи вторых толкающих пластин. Вторые толкающие пластины A12 и первые толкающие пластины A11 расположены с интервалами. Каждая из вторых толкающих пластин A12 снабжена толкающей частью, расположенной в подающем канале A150. Механизм для передачи вторых толкающих пластин содержит вторую конвейерную ленту A14. Вторая конвейерная лента A14 расположена бок о бок с первой конвейерной лентой A13. Вторые толкающие пластины A12 соединены со второй конвейерной лентой A14. Вторая конвейерная лента A14 имеет трансмиссионное соединение со вторым силовым приводом A19 для толкания. Вторая толкающая пластина A12 имеет тот же принцип действия, что и первая толкающая пластина A11, который здесь не излагается повторно. При необходимости регулировки шага решетки регулируют одну из двух или обе из первой конвейерной ленты A13 и второй конвейерной ленты A14, чтобы изменить шаг между первой толкающей пластиной A11 и второй толкающей пластиной A12, тем самым транспортируя блистеры различных спецификаций.
[047] Для поддержки толкающих пластин конец каждой из вторых толкающих пластин A12 и первых толкающих пластин A11 соединен с роликом A16. На стойке A10 конвейера предусмотрена роликовая дорожка A17 для перемещения ролика A16. Во время движения толкающих пластин ролики A16 перемещаются по роликовой дорожке A17 стойки A10 конвейера, тем самым поддерживая толкающие пластины и обеспечивая более стабильное движение толкающих пластин.
[048] Как показано на ФИГ. 9, на силовом приводе для вращения предусмотрена разгрузочная вакуумная насадка 20 манипулятора 2 переноса разгружаемых блистеров, так что блистеры, переносимые от разгрузочного решетчатого конвейерного устройства 11 к конвейерному устройству 3 с синхронным изменением шага, поворачиваются на 90°, а поперечно ориентированные блистеры помещаются продольно для удовлетворения требований к положениям для упаковки в коробки. С помощью силового привода для вращения разгрузочная вакуумная насадка 20 поворачивается на 90° при перемещении. Манипулятор поворачивается при наличии большого количества блистеров, ориентированных в продольном направлении. В случае малого количества блистеров, ориентированных в продольном направлении, необходимости в повороте манипулятора нет. Кроме того, манипулятор 4 переноса подаваемых блистеров может отслеживать присасывание и размещение блистеров, так что конвейерное устройство 3 с синхронным изменением шага и подающее решетчатое конвейерное устройство 51 реализуют непрерывную транспортировку для улучшения эффективности упаковки.
[049] Как показано на ФИГ. 12, устройство 10 для обрезки блистеров непрерывно обрезает блистеры на листе-подложке для блистерной упаковки и помещает блистеры на разгрузочное решетчатое конвейерное устройство 11. Блистеры транспортируются вперед разгружающим решетчатым конвейерным устройством 11.
[050] Существующее устройство для обрезки блистеров включает в себя выгнутый вырубной штамп, вогнутый вырубной штамп и силовой привод для обрезания. С помощью силового привода для обрезания выгнутый вырубной штамп и вогнутый вырубной штамп смыкаются для непрерывной обрезки блистеров с листа-подложки для блистерной упаковки. Блистеры попадают на решетчатое конвейерное устройство и непрерывно транспортируются вперед решетчатым конвейерным устройством. Однако из-за определенного перепада между точкой обрезки блистеров и решетчатым конвейерным устройством непосредственно падающие блистеры могут подскакивать и не могут точно попасть в ячейки решетчатого конвейерного устройства, что влияет на последующую нормальную работу.
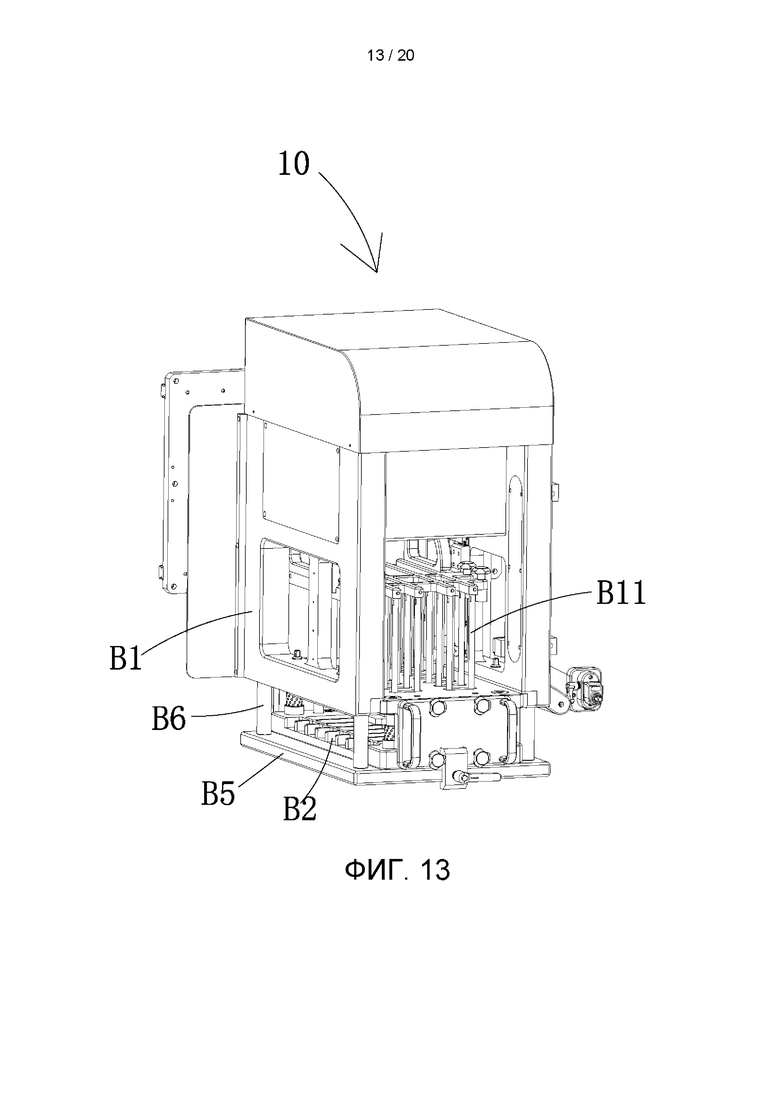
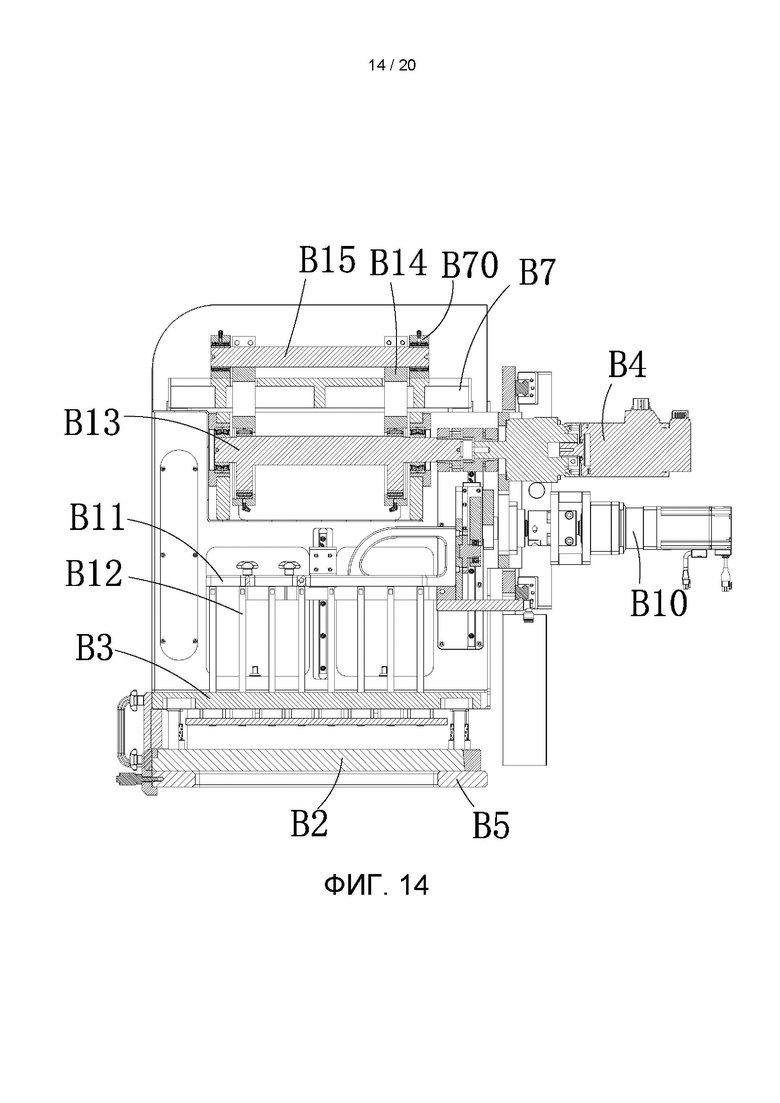
[051] Ввиду вышеуказанной проблемы в настоящем раскрытии предложено новое устройство 10 для обрезки блистеров. Как показано на ФИГ. 13 и ФИГ. 14, новое устройство 10 для обрезки блистеров включает в себя монтажную стойку B1, вогнутый вырубной штамп B2, выгнутый вырубной штамп B3 и силовой B4 привод для обрезания. Выгнутый вырубной штамп B3 расположен на монтажной раме B1. Вогнутый вырубной штамп B2 находится ниже выгнутого вырубного штампа B3. Для приведения в движение вогнутого вырубного штампа B2 для перемещения вверх и вниз, вогнутый вырубной штамп B2 соединен с опорной пластиной B5 штампа. Опорная пластина B5 штампа соединена с нижним концом подъемной направляющей стойки B6. Подъемная направляющая стойка B6 установлена с возможностью плавного перемещения на монтажной раме B1. Верхний конец подъемной направляющей стойки B6 соединен с подъемным седлом B7. Подъемное седло B7 имеет трансмиссионное соединение с силовым приводом B4 для обрезания. С помощью силового привода B4 для обрезания подъемное седло B7 приводит в движение опорную пластину B5 посредством подъемной направляющей стойки B6 для перемещения вверх и вниз. Вогнутый вырубной штамп B2, соединенный с опорной пластиной B5 штампа, также перемещается вверх и вниз. Вогнутый вырубной штамп B2 смыкается с выгнутым вырубным штампом B3 для обрезания, когда перемещается вверх. Вогнутый вырубной штамп B2 отделяется от выгнутого вырубного штампа B3 при перемещении вниз.
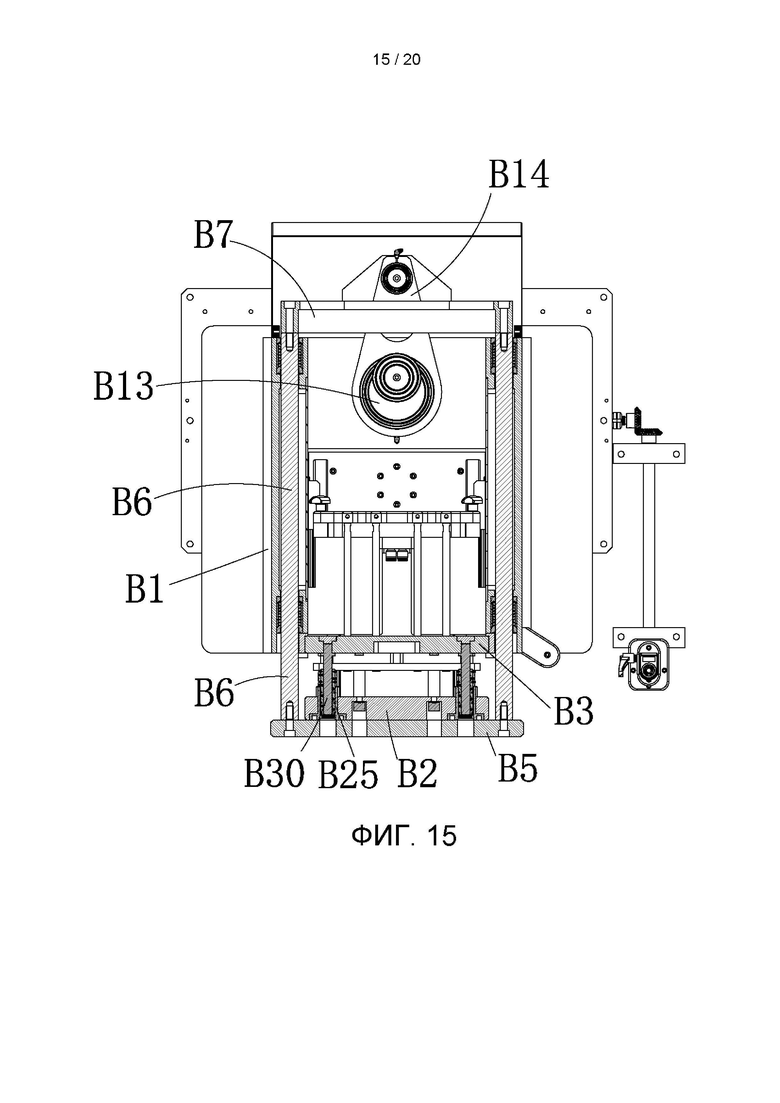
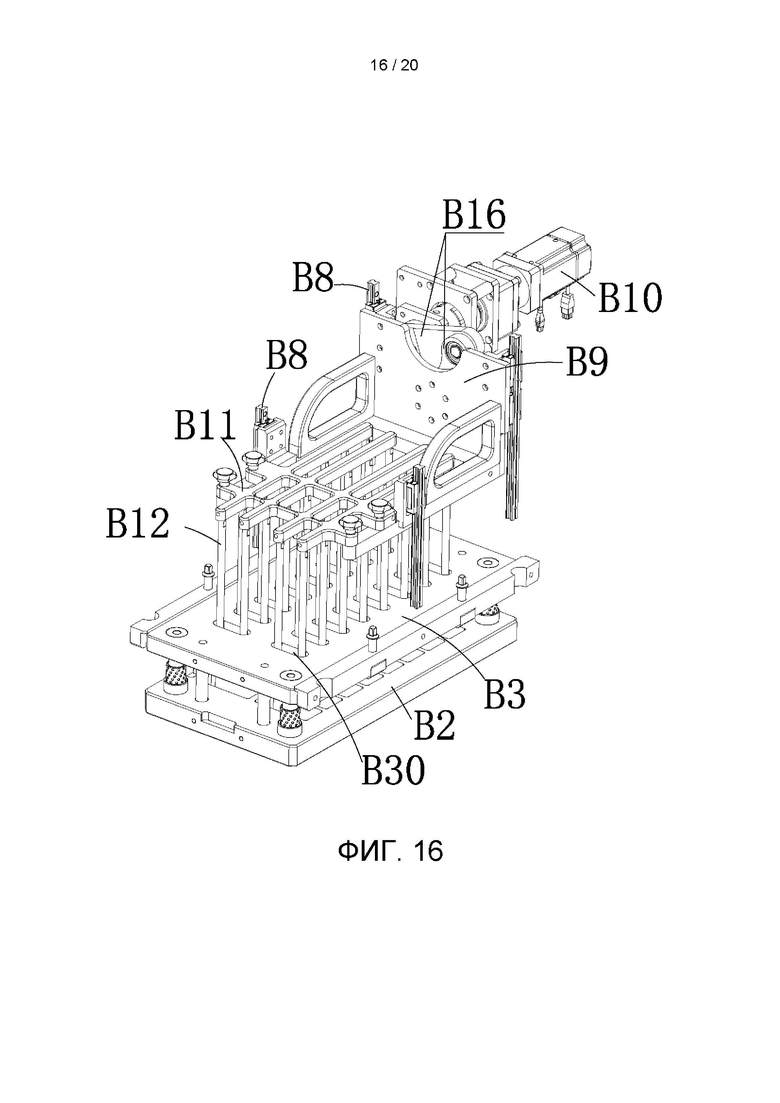
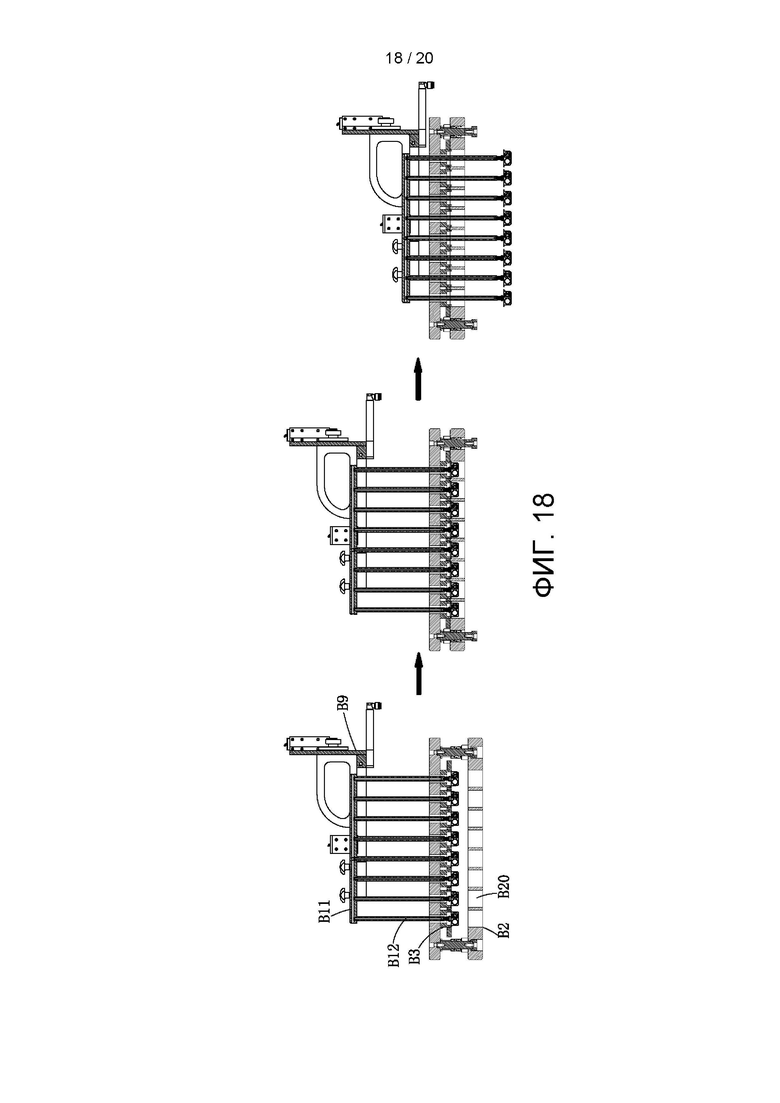
[052] Как показано на ФИГ. 15 и ФИГ. 16, на монтажной стойке B1 предусмотрена вертикальная дорожка B8 скольжения. На вертикальной дорожке B8 скольжения установлена с возможностью плавного перемещения скользящая пластина B9. Скользящая пластина B9 имеет трансмиссионное соединение с силовым приводом B10 для штамповки для приведения в движение скользящей пластины B9 на вертикальной дорожке B8 скольжения. С помощью силового привода B10 для штамповки скользящая пластина B9 перемещается вверх и вниз. Скользящая пластина B9 соединена с вакуумным штампом B11 для абсорбции (вакуумный штамп B11 для абсорбции относится к известному уровню техники). На вакуумном штампе B11 для абсорбции установлен стержень B12 для вакуумного присасывания (в вакуумном штампе B11 для абсорбции предусмотрен газовый тракт; стержень B12 для вакуумного присасывания соединен с газовым трактом). Выгнутый отрезной штамп B3 снабжен отверстием B30 выгнутого штампа для обеспечения возможности прохождения через него стержня B12 для вакуумного присасывания (только таким образом блистер может быть всосан с передней стороны). Вогнутый вырубной штамп B2 снабжен отверстием B20 вогнутого штампа для обеспечения возможности вхождения выгнутого вырубного штампа B3 и обеспечения возможности прохождения через него стержня B12 для вакуумного присасывания. Опорная пластина B5 штампа снабжена отверстием B50 опорной пластины для обеспечения возможности прохождения через него стержня B12 для вакуумного присасывания. Как показано на ФИГ. 18, в ответ на обрезание выгнутым вырубным штампом B3 и вогнутым вырубным штампом B2 стержень B12 для вакуумного присасывания присасывает блистер. По завершении обрезания вогнутым вырубным штампом B2 и выгнутым вырубным штампом B3 силовой привод B10 для штамповки приводит в действие скользящую пластину B9 для перемещения вниз. Таким образом, стержень B12 для вакуумного присасывания прихватывает блистер, чтобы пройти через отверстие B20 вогнутого вырубного штампа B2 и отверстие B50 опорной пластины в опорной пластине B5 и поместить блистер на разгрузочное решетчатое конвейерное устройство 11 под ним. Поскольку стержень B12 для вакуумного присасывания присасывает блистер и помещает его вниз, блистер может устойчиво войти в решетку разгрузочного решетчатого конвейерного устройства 11.
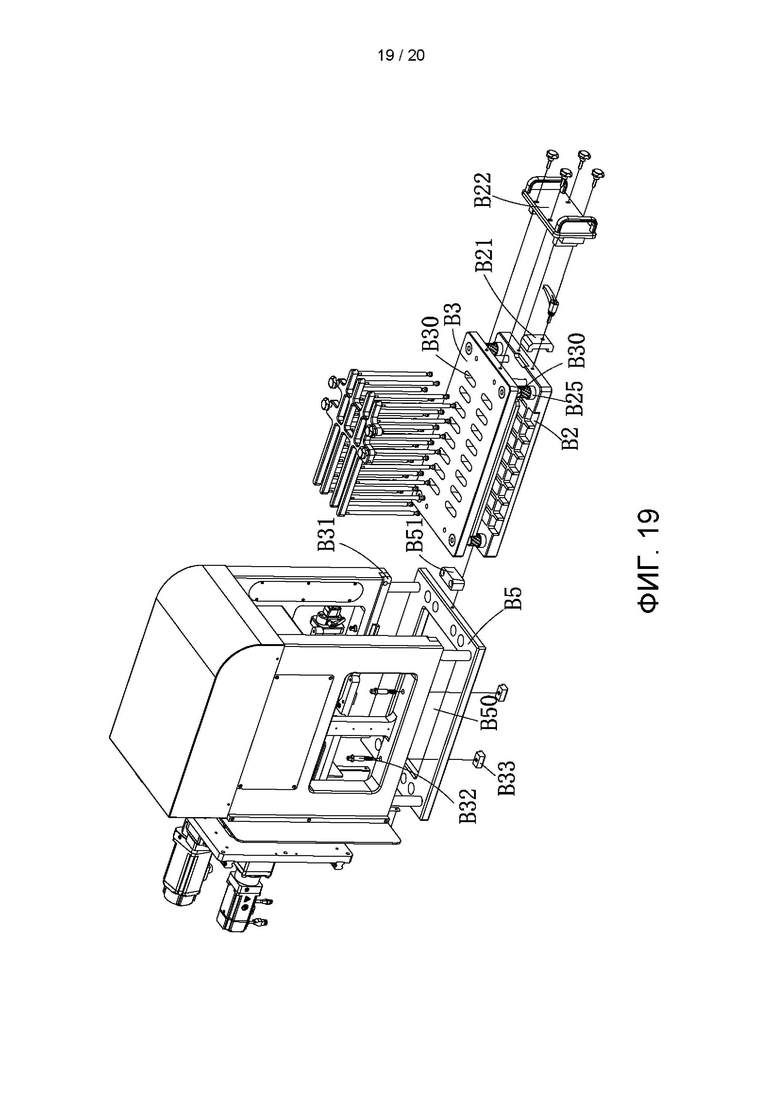
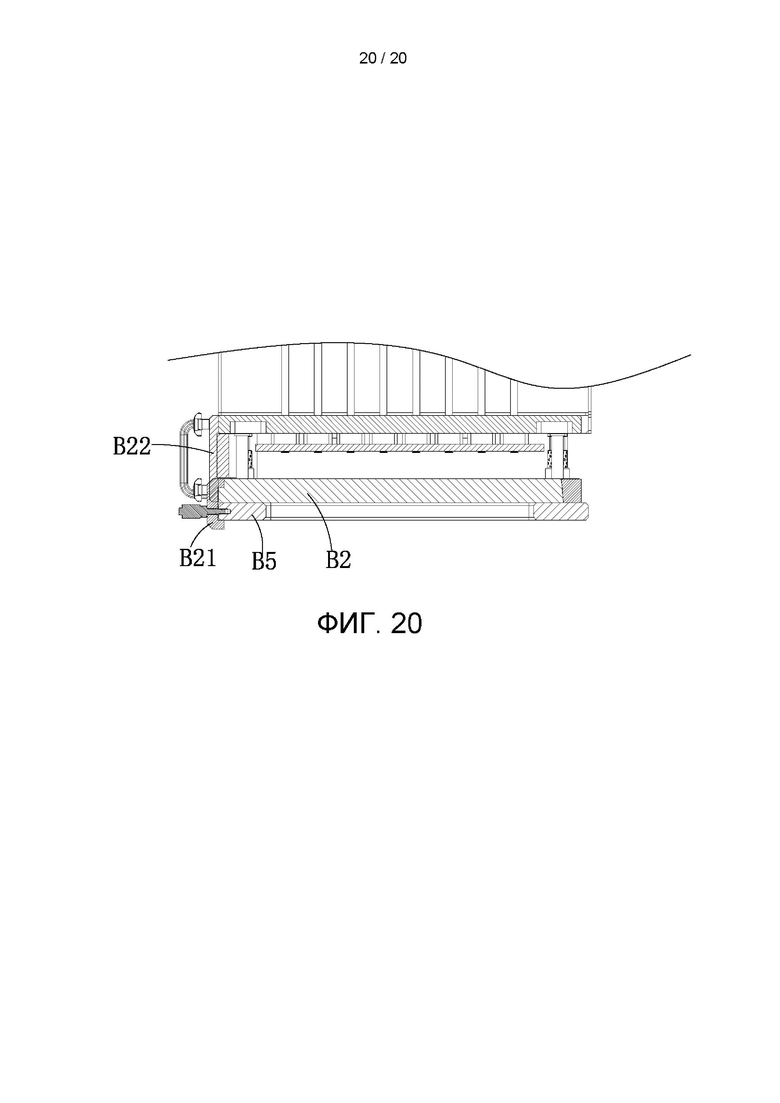
[053] Для точного смыкания штампов выгнутый вырубной штамп B3 соединен с направляющей стойкой B30 для зажима штампа. Вогнутый вырубной штамп B2 соединен с направляющей втулкой B25. Направляющая стойка B30 для зажима штампа находится в направляющей втулке B25. Направляемые направляющей стойкой B30 для зажима штампа, вогнутый вырубной штамп B2 и выгнутый вырубной штамп B3 могут быть точно сомкнуты. Вогнутый вырубной штамп B2 также соединен с опорной пластиной B5 штампа (опорная пластина B5 штампа приводит в движение вогнутый вырубной штамп B2 для перемещения вверх в вниз). Для соединения вогнутого вырубного штампа B2 с опорной пластиной B5 штампа и перемещения вогнутого вырубного штампа B2 горизонтально относительно опорной пластины B5 штампа (для обеспечения перемещения вогнутого вырубного штампа B2 вверх и вниз вдоль направляющей стойки B30 для зажима штампа обычное соединение между вогнутым вырубным штампом B2 и опорной пластиной B5 штампа плохо обеспечивает точность положения установки вогнутого вырубного штампа B2, и, следовательно, вогнутый вырубной штамп B2 должен иметь горизонтальное пространство для перемещения) на одной стороне вогнутого вырубного штампа B2 предусмотрен нижний фиксирующий элемент B21, как показано на ФИГ. 19 и ФИГ. 20. Нижний фиксирующий элемент B21 снабжен фиксирующей канавкой. Боковая кромка вогнутого вырубного штампа B2 и боковая кромка опорной пластины B5 штампа находится в фиксирующей канавке нижнего фиксирующего элемента B21 (нижний фиксирующий элемент B21 может быть соединен с опорной пластиной B5 штампа или вогнутым вырубным штампом B2 с помощью болта. Однако использование болта тоже может быть необязательным). За счет фиксации вогнутого вырубного штампа B2 и опорной пластины B5 штампа с помощью нижнего фиксирующего элемента B21 перемещающаяся опорная пластина B5 штампа может приводить в движение вогнутый вырубной штамп B2 для перемещения вверх и вниз. При этом вогнутый вырубной штамп B2 может слегка перемещаться в горизонтальном направлении в фиксирующей канавке нижнего фиксирующего элемента B21, благодаря чему вогнутый вырубной штамп B2 не ограничен полностью в горизонтальном направлении. Следовательно, вогнутый вырубной штамп B2 имеет пространство для саморегулирования при перемещении вверх и вниз вдоль направляющей стойки B30 для зажима штампа.
[054] Как показано на ФИГ. 19, вогнутый вырубной штамп B2 соединен с опорной пластиной B5 штампа. Чтобы быстро фиксировать вогнутый вырубной штамп B2 на опорной пластине B5 штампа, на опорной пластине B5 штампа предусмотрен установочный элемент B51. На одной стороне вогнутого вырубного штампа B2 выполнена установочная канавка для обеспечения возможности вхождения установочного элемента B51. При помещении вогнутого вырубного штампа B2 на опорную пластину B5 штампа установочный элемент B51 может входить в установочную канавку вогнутого вырубного штампа B2. Таким образом, местоположение вогнутого вырубного штампа B2 по существу определено, и после этого нижний фиксирующий элемент B21 фиксируется.
[055] Для удобства замены штампа выгнутый вырубной штамп B3 установлен с возможностью отсоединения на монтажной стойке B1. Когда необходимо снять штампы, выгнутый вырубной штамп B3 отсоединяют и нижний фиксирующий элемент B21 вынимают. Поэтому вогнутый вырубной штамп B2 и выгнутый вырубной штамп B3 могут быть сняты вместе.
[056] Для удобства снятия штампов, как показано на ФИГ. 19 и ФИГ. 20, на одной стороне выгнутого вырубного штампа B3 предусмотрено средство B22 для снятия штампа. Средство B22 для снятия штампа содержит пластину и ручку для снятия штампа. Ручка соединена с пластиной для снятия штампа. Пластина для снятия штампа может быть соединена резьбой с вогнутым вырубным штампом B2 и выгнутым вырубным штампом B3 с помощью болта для снятия штампа. Когда необходимо снять штампы при обеспечении разблокировки, пластину для снятия штампа соединяют с вогнутым вырубным штампом B2 и выгнутым вырубным штампом B3 с помощью болта и вытаскивают за ручку. Поэтому вогнутый вырубной штамп B2 и выгнутый вырубной штамп B3 могут быть вытянуты вместе, что очень удобно.
[057] Как описано выше, выгнутый вырубной штамп B3 установлен с возможностью отсоединения на монтажной раме B1. Для удобного размещения выгнутого вырубного штампа B3 в монтажной стойке B1 выполнена горизонтальная зажимная канавка B31. В горизонтальную зажимную канавку B31 монтажной стойки B1 может входить боковая кромка выгнутого вырубного штампа B3. Выгнутый вырубной штамп B3 фиксируют на монтажной стойке B1 с помощью болта. Горизонтальная зажимная канавка B31 также удобна для снятия выгнутого вырубного штампа B3.
[058] Как показано на ФИГ. 19, для быстрой фиксации выгнутого вырубного штампа B3 на монтажной стойке B1 горизонтальная зажимная канавка B31 снабжена верхним фиксирующим элементом B33. На монтажной стойке B1 предусмотрен верхний болт B32. Верхний болт B32 соединен резьбой с верхним фиксирующим элементом B33. За счет завинчивания верхнего болта B32 верхний фиксирующий элемент B33 может фиксировать выгнутый вырубной штамп В3 в горизонтальной зажимной канавке B31. При необходимости снятия выгнутого вырубного штампа B3 вывинчивают верхний болт B32, что очень удобно.
[059] Как показано на ФИГ. 14, для приведения в движение подъемного седла B7 для подъема, силовой привод B4 для обрезания имеет трансмиссионное соединение с эксцентриковым валом B13. Эксцентриковая часть эксцентрикового вала B13 шарнирно соединена с одним концом шатуна B14. Другой конец шатуна B14 шарнирно соединен с валом B15 шатуна. Вал B15 шатуна шарнирно соединен с опорным седлом B70 на подъемном седле B7. Во время работы силовой привод B4 для обрезания приводит во вращение эксцентриковый вал B13. Эксцентриковая часть эксцентрикового вала B13 приводит в движение шатун 14 для перемещения вверх и вниз. Шатун B14 также приводит в движение подъемное седло B7 посредством вала B15 шатуна для перемещения вверх и вниз. Таким образом, вогнутый вырубной штамп B2 перемещается вверх и вниз. Конечно, существует множество конструкций, посредством которых силовой привод B4 для обрезания приводит в движение подъемное седло B7 для подъема. Например, конструкция с кривошипно-шатунным механизмом или другие существующие трансмиссионные конструкции, такие как конструкция кулачковой трансмиссии, все подпадают под объем охраны настоящего раскрытия.
[060] Для приведения скользящей пластины B9 в движение для перемещения вверх и вниз, скользящая пластина B9 имеет трансмиссионное соединение с силовым приводом B10 для штамповки посредством кривошипно-шатунного механизма B16. Аналогичным образом, существует множество конструкций, посредством которых силовой привод B10 для штамповки приводит в движение скользящую пластину B9 для перемещения вверх и вниз. Например, существующие трансмиссионные конструкции, такие как конструкция кулачковой трансмиссии, все подпадают под объем охраны настоящего изобретения.
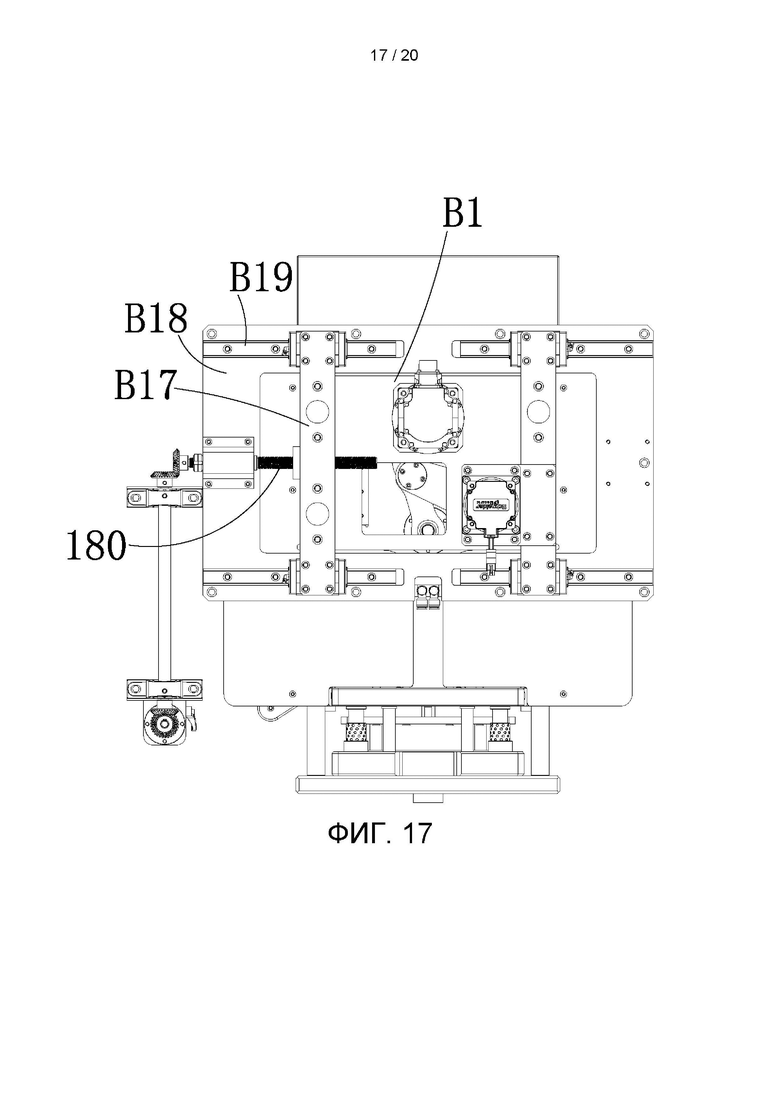
[061] Наконец, как показано на ФИГ. 17, для удобной регулировки устройства для обрезания на монтажной стойке B1 предусмотрена скользящая установочная балка B17. Скользящая установочная балка B17 установлена с возможностью плавного перемещения на горизонтальной дорожке B19 скольжения пластины B18 корпуса (пластина B18 корпуса установлена на машине для блистерной упаковки). На пластине B18 корпуса установлен с возможностью вращения регулировочный резьбовой стержень B180. На скользящей установочной балке B17 имеется гайка. Гайка соединена резьбой с регулировочным резьбовым стрежнем B180. Во время регулировки поворачивают регулировочный резьбовой стержень B180. Скользящая установочная балка B17 монтажной стойки B1 перемещается на горизонтальной дорожке скольжения B19 пластины B18 корпуса. С помощью горизонтального перемещения на монтажной стойке B1 можно отрегулировать устройство для обрезания блистеров целиком.
Высокоскоростная интегрированная машина для упаковки блистеров в коробки включает в себя машину для блистерной упаковки и машину для упаковки в коробки, при этом машина для блистерной упаковки содержит устройство для обрезания блистеров и разгрузочное решетчатое конвейерное устройство; машина для упаковки в коробки содержит подающее решетчатое конвейерное устройство; перед разгрузочным решетчатым конвейерным устройством предусмотрено конвейерное устройство с синхронным изменением шага; конвейерное устройство с синхронным изменением шага расположено бок о бок с подающим решетчатым конвейерным устройством; над разгрузочным решетчатым конвейерным устройством предусмотрен манипулятор переноса разгружаемых блистеров; и над подающим решетчатым конвейерным устройством предусмотрен манипулятор переноса подаваемых блистеров. Машина может значительно повысить эффективность взаимосвязанного производства между машиной для блистерной упаковки и машиной для упаковки в коробки и решает проблему жесткого согласования между упаковкой в блистеры и упаковкой в коробки при изменении спецификации. 9 з.п. ф-лы, 20 ил.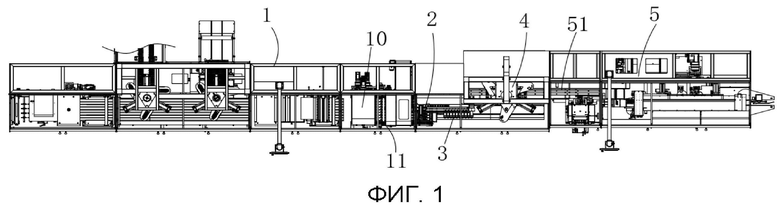
1. Высокоскоростная интегрированная машина для упаковки блистеров в коробки, содержащая машину (1) для блистерной упаковки и машину (5) для упаковки в коробки, при этом машина (1) для блистерной упаковки содержит устройство (10) для обрезки блистеров и разгрузочное решетчатое конвейерное устройство (11);
машина (5) для упаковки в коробки содержит подающее решетчатое конвейерное устройство (51);
перед разгрузочным решетчатым конвейерным устройством (11) предусмотрено конвейерное устройство (3) с синхронным изменением шага;
конвейерное устройство (3) с синхронным изменением шага расположено бок о бок с подающим решетчатым конвейерным устройством (51);
над разгрузочным решетчатым конвейерным устройством (11) предусмотрен манипулятор (2) переноса разгружаемых блистеров для переноса блистеров на разгрузочном решетчатом конвейерном устройстве (11) к конвейерному устройству (3) с синхронным изменением шага;
манипулятор (2) переноса разгружаемых блистеров содержит разгрузочную вакуумную насадку (20);
над подающим решетчатым конвейерным устройством (51) предусмотрен манипулятор (4) переноса подаваемых блистеров для переноса блистеров на конвейерном устройстве (3) с синхронным изменением шага к подающему решетчатому конвейерному устройству (51);
манипулятор (4) переноса подаваемых блистеров содержит подающую вакуумную насадку (40);
конвейерное устройство (3) с синхронным изменением шага содержит основание (30);
на основании (30) бок о бок расположены первая направляющая (301) скольжения и вторая направляющая (302) скольжения;
на первой направляющей (301) скольжения установлены с возможностью плавного перемещения множество первых скользящих седел (311);
на каждом из первых скользящих седел (311) предусмотрен первый лоток (321);
на второй направляющей (302) скольжения установлены с возможностью плавного перемещения множество вторых скользящих седел (312);
на каждом из вторых скользящих седел (312) предусмотрен второй лоток (322);
первое скользящее седло (311) соединено с шарнирным валом;
на шарнирном валу закреплены крест-накрест два перекрестных соединительных стержня (31);
второе скользящее седло (312) соединено с шарнирным валом;
на шарнирном валу закреплены крест-накрест два перекрестных соединительных стержня (31);
перекрестные соединительные стержни (31) на двух смежных первом скользящем седле (311) и втором скользящем седле (312) шарнирно соединены крест-накрест во взаимно однозначном соответствии;
одно из первых скользящих седел (311) соединено с первым передаточным ремнем (351);
первый передаточный ремень (351) имеет трансмиссионное соединение с первым силовым приводом (361);
одно из вторых скользящих седел (312) соединено со вторым передаточным ремнем (352);
и второй передаточный ремень (352) имеет трансмиссионное соединение со вторым силовым приводом (362).
2. Высокоскоростная интегрированная машина для упаковки блистеров в коробки по п. 1, в которой на первом скользящем седле (311) предусмотрено первое опорное седло (331);
на первом опорном седле (331) предусмотрен первый лоток (321);
на первом опорном седле (331) предусмотрен первый установочный штифт (371);
в первом лотке (321) выполнено первое установочное отверстие для обеспечения возможности вставки в него первого установочного штифта (371);
на втором скользящем седле (312) предусмотрено второе опорное седло;
на втором опорном седле предусмотрен второй лоток;
на втором опорном седле предусмотрен второй установочный штифт;
во втором лотке выполнено второе установочное отверстие для обеспечения возможности вставки в него второго установочного штифта.
3. Высокоскоростная интегрированная машина для упаковки блистеров в коробки по п. 2, в которой на первом опорном седле (331) предусмотрено первое установочное приспособление (341);
на дне первого лотка (321) выполнена первая установочная канавка для обеспечения возможности вхождения первого установочного приспособления (341);
на втором опорном седле предусмотрено второе установочное приспособление;
на дне второго лотка выполнена вторая установочная канавка для обеспечения возможности вхождения второго установочного приспособления.
4. Высокоскоростная интегрированная машина для упаковки блистеров в коробки по п. 1, в которой подающее решетчатое конвейерное устройство (11) содержит стойку (A10) конвейера, решетчатую пластину (A15), первые толкающие пластины (A11), механизм для передачи первых толкающих пластин и силовой привод (A19) для толкания;
решетчатая пластина (A15) снабжена подающим каналом (A150);
каждая из первых толкающих пластин (A11) снабжена толкающей частью (A110), выполненной с возможностью расположения в подающем канале (A150);
механизм для передачи первых толкающих пластин содержит первую конвейерную ленту (A13);
первые толкающие пластины (A11) соединены с первой конвейерной лентой (A13);
первая конвейерная лента (A13) имеет трансмиссионное соединение с силовым приводом (A19) для толкания;
подающее решетчатое конвейерное устройство (11) содержит вторые толкающие пластины (A12) и механизм для передачи вторых толкающих пластин;
вторые толкающие пластины (A12) и первые толкающие пластины (A11) расположены с интервалами;
каждая из вторых толкающих пластин (A12) снабжена толкающей частью, выполненной с возможностью расположения в подающем канале (A150);
механизм для передачи вторых толкающих пластин содержит вторую конвейерную ленту (A14);
вторая конвейерная лента (A14) расположена бок о бок с первой конвейерной лентой (A13);
вторые толкающие пластины (А12) соединены со второй конвейерной лентой (A14);
и вторая конвейерная лента (A14) имеет трансмиссионное соединение с силовым приводом (A19) для толкания.
5. Высокоскоростная интегрированная машина для упаковки блистеров в коробки по п. 4, в которой конец каждой из вторых толкающих пластин (A12) и первых толкающих пластин (A11) соединен с роликом (A16), а на стойке (A10) конвейера предусмотрена роликовая дорожка (A17) для обеспечения возможности перемещения ролика (A16).
6. Высокоскоростная интегрированная машина для упаковки блистеров в коробки по п. 5, в которой разгрузочная вакуумная насадка (20) манипулятора (2) переноса разгружаемых блистеров расположена на силовом приводе для вращения.
7. Высокоскоростная интегрированная машина для упаковки блистеров в коробки по п. 1, в которой устройство (10) для обрезки блистеров находится над разгрузочным решетчатым конвейерным устройством (11);
устройство (10) для обрезки блистеров содержит монтажную стойку (B1), вогнутый вырубной штамп (B2), выгнутый вырубной штамп (B3) и силовой привод (B4) для обрезания;
выгнутый вырубной штамп (B3) выполнен на монтажной раме (B1);
вогнутый вырубной штамп (B2) находится ниже выгнутого вырубного штампа (B3);
вогнутый вырубной штамп (B2) соединен с опорной пластиной (B5) штампа;
опорная пластина (B5) штампа соединена с нижним концом подъемной направляющей стойки (B6);
подъемная направляющая стойка (B6) установлена с возможностью плавного перемещения на монтажной раме (B1);
верхний конец подъемной направляющей стойки (B6) соединен с подъемным седлом (B7);
подъемное седло (B7) имеет трансмиссионное соединение с силовым приводом (B4) для обрезания;
на монтажной стойке (B1) предусмотрена вертикальная направляющая (B8) скольжения;
на вертикальной направляющей (B8) скольжения установлена с возможностью плавного перемещения скользящая пластина (B9);
скользящая пластина (B9) имеет трансмиссионное соединение с силовым приводом (B10) для штамповки для приведения в движение скользящей пластины (B9) на вертикальной направляющей (B8) скольжения;
скользящая пластина (B9) соединена с вакуумным штампом (B11) для абсорбции;
на вакуумном штампе (B11) для абсорбции предусмотрен стержень (B12) для вакуумного присасывания;
выгнутый вырубной штамп (B3) снабжен отверстием (B30) выгнутого штампа для обеспечения возможности прохождения через него стержня (B12) для вакуумного присасывания;
вогнутый вырубной штамп (B2) снабжен отверстием (B20) вогнутого штампа для обеспечения возможности вхождения выгнутого вырубного штампа (B3) и обеспечения возможности прохождения через него стержня (B12) для вакуумного присасывания;
и опорная пластина (B5) штампа снабжена отверстием (B50) опорной пластины для обеспечения возможности прохождения через него стержня (B12) для вакуумного присасывания.
8. Высокоскоростная интегрированная машина для упаковки блистеров в коробки по п. 7, в которой выгнутый вырубной штамп (B3) соединен с направляющей стойкой (B30) для зажима штампа;
вогнутый вырубной штамп (B2) соединен с направляющей втулкой (B25);
направляющая стойка (B30) для зажима штампа находится в направляющей втулке (B25);
на боковой стороне вогнутого вырубного штампа (B2) выполнен нижний фиксирующий элемент (B21);
нижний фиксирующий элемент (B21) снабжен фиксирующей канавкой;
а боковая кромка вогнутого вырубного штампа (B2) и боковая кромка опорной пластины (B5) штампа расположены в фиксирующей канавке нижнего фиксирующего элемента (В21).
9. Высокоскоростная интегрированная машина для упаковки блистеров в коробки по п. 7, в которой в монтажной стойке (B1) выполнена горизонтальная зажимная канавка (B31);
в горизонтальную зажимную канавку (B31) монтажной стойки (B1) входит боковая кромка выгнутого вырубного штампа (B3);
горизонтальная зажимная канавка (B31) снабжена верхним фиксирующим элементом (B33);
на монтажной стойке (B1) предусмотрен верхний болт (B32);
верхний болт (B32) соединен резьбой с верхним фиксирующим элементом (B33);
и верхний фиксирующий элемент (B33) фиксирует выгнутый вырубной штамп (B3) в горизонтальной зажимной канавке (B31).
10. Высокоскоростная интегрированная машина для упаковки блистеров в коробки по п. 7, в которой силовой привод (B4) для обрезания имеет трансмиссионное соединение с эксцентриковым валом (B13);
эксцентриковая часть эксцентрикового вала (B13) шарнирно соединена с одним концом шатуна (B14);
другой конец шатуна (B14) шарнирно соединен с валом (B15) шатуна;
а вал (B15) шатуна шарнирно соединен с опорным седлом (B70) на подъемном седле (B7).
| CN 114524133 A, 24.05.2022 | |||
| CN 112093173 A, 18.12.2020 | |||
| CN 113023003 A, 25.06.2021 | |||
| КОНВЕЙЕР ДЛЯ БЛИСТЕРНЫХ УПАКОВОК ИЛИ СТОПОК БЛИСТЕРНЫХ УПАКОВОК, ИМЕЮЩИЙ ПРИЕМНЫЕ ГНЕЗДА ИЗМЕНЯЕМОЙ ВЫСОТЫ | 2000 |
|
RU2236997C2 |
| СТЕНОВАЯ ИЛИ ПОТОЛОЧНАЯ ПАНЕЛЬ И СТЕНОВОЙ ИЛИ ПОТОЛОЧНЫЙ УЗЕЛ | 2018 |
|
RU2769826C2 |

