Область техники
Настоящее изобретение относится к способу упаковки продуктов в блистерные упаковки.
Предпосылки изобретения
Упаковка продуктов, например таблеток, капсул, жевательных резинок, медицинских устройств, запасных частей и т.д., в блистерные упаковки известна. Блистерная упаковка в каждом блистере может содержать как один продукт, так и несколько продуктов.
Типичная блистерная упаковка включает одну или множество полостей, покрытых пленкой с образованием блистеров. Упаковку открывают, нажимая на блистер, в результате чего пленка разрывается и открывает содержащийся там продукт, или снимая пленку. В случае фармацевтических препаратов потребителю обычно предоставляют пакет, включающий несколько блистерных упаковок, каждая из которых содержит несколько таблеток/капсул в отдельных блистерах.
Подлежащие упаковке продукты обычно поставляются насыпом, крупными партиями, в мешках или коробках. Однако этот тип насыпного хранения менее предпочтителен в случае продуктов, чувствительных к давлению или обладающих малой стойкостью к истиранию, поскольку в процессе хранения и обращения продукты прижимаются друг к другу и трутся. Часто это приводит к необходимости в контроле качества перед упаковкой, а также большому количеству брака. Кроме того, насыпное хранение также менее предпочтительно с точки зрения срока годности, поскольку в этом случае сложно контролировать условия окружающей среды. Соответственно, желательно минимизировать транспортировку продукта в насыпном виде, а также время от производства до упаковки. Таким образом, чувствительные продукты предпочтительно упаковывать в блистерные упаковки как можно скорее после производства.
Блистерные упаковки и пакеты, содержащие блистерные упаковки, обычно изготовляют на непрерывных технологических линиях, где подается непрерывное полотно материала носителя, и в процессе подачи формируют множество полостей, например, путем прессования, вакуумного формирования или выдувания пленки. Полости заполняют требуемым количеством продукта из партии, после чего полости закрывают непрерывной пленкой, которую прижимают и прикрепляют к материалу носителя, получая непрерывное блистерное полотно. Непрерывную пленку обычно прикрепляют к материалу носителя путем приклеивания или термосваривания. На пленке или материале носителя может быть предварительно напечатана требуемая информация, или на пленку или материал носителя может наноситься информация путем печати после получения указанного непрерывного блистерного полотна. Наконец, непрерывное блистерное полотно разрезают с получением отдельных блистерных упаковок с требуемым количеством блистеров. Образующиеся отходы сворачивают в рулон для дальнейшей утилизации или повторной переработки.
В некоторых видах применения, например, для фармацевтических препаратов, описанная выше непрерывная линия также включает дополнительный этап помещения требуемого количества блистерных упаковок в пакет вместе со вкладышем, например, в виде листка или буклета, купона или другого вида информационных или маркетинговых материалов перед помещением пакетов в паллеты. Ввиду строгих требований в фармацевтической промышленности этот этап включают в указанную выше непрерывную линию.
Недостаток такого типа непрерывных линий состоит в низкой эффективности в случае, если пакеты производят для различных клиентов или для использования в разных странах, поскольку для каждого клиента или страны обычно требуется различная напечатанная информация, количество блистерных упаковок в пакете, тип и дизайн упаковки или пакета, а также вкладыш. Соответственно, время простоя, необходимое для изменения параметров настройки и материалов, оказывается длительным, что, в конечном итоге, влияет на стоимость. Кроме того, непрерывные линии чувствительны к частым пускам и остановам. Кроме того, каждая непрерывная линия обычно используется для одного типа продукта, поэтому на предприятии, производящем несколько видов продуктов, приходится устанавливать соответствующее число различных линий, работающих параллельно.
Из SE 512 896 известны способ и система для упаковки фармацевтических препаратов. Документ раскрывает способ и систему, в которой блистерные упаковки формируют и хранят в контейнерах для промежуточного хранения. Контейнеры для промежуточного хранения можно транспортировать на участок окончательной упаковки, который может располагаться в другом месте. На этом участке блистерные упаковки маркируют и помещают в пакеты в соответствии с конкретными требованиями клиента. Контейнеры для промежуточного хранения имеют форму труб или аналогичную и содержат сложенные в штабель блистерные упаковки. Однако этот способ и система связаны с проблемой, состоящей в том, что непрерывные линии, производящие отдельные блистерные упаковки, должны быть приспособлены или налажены для изготовления блистерных упаковок, имеющих определенный размер и определенный набор блистеров. Таким образом, универсальность непрерывной линии оказывается ограниченной.
Кроме того, для обеспечения кратких сроков поставки производитель должен держать запас контейнеров для промежуточного хранения, предназначенных для определенного вида блистерных упаковок, например, квадратных блистерных упаковок с десятью блистерами и определенной напечатанной информацией. Последнее обычно необходимо, поскольку производство отдельных упаковок осуществляется с большой скоростью и, таким образом, требует использования сложного оборудования.
Таким образом, существует необходимость в способе, обеспечивающем большую гибкость производства блистерных упаковок и пакетов, краткие сроки поставки и позволяющем выполнять различные требования клиентов к оформлению блистерных упаковок и пакетов.
Таким образом, одна из целей настоящего изобретения состоит в обеспечении способа производства блистерных упаковок, который обеспечивает хорошую гибкость в плане формы и дизайна блистерных упаковок и, таким образом, изготовление продукции согласно требованиям клиентов.
Вторая цель настоящего изобретения состоит в обеспечении способа, позволяющего свести к минимуму необходимый запас отвечающей требованиям клиента продукции при обеспечении кратких сроков поставки.
Еще одна цель состоит в предложении способа, обеспечивающего более длительный срок хранения продуктов.
Краткое описание изобретения
Для достижения, по меньшей мере, одной из вышеупомянутых целей, а также других целей, которые станут очевидными из следующего описания, настоящее изобретение относится к способу упаковки продуктов в блистерные упаковки, отличающемуся этапами упаковки указанных продуктов в блистерное полотно или блистерный лист, промежуточным хранением указанного блистерного полотна или блистерного листа, формирование нескольких блистерных упаковок из указанного блистерного полотна или блистерного листа после указанного промежуточного хранения.
Термин "блистерное полотно" означает содержащую блистеры ленту, которая может быть разрезана на несколько блистерных упаковок конечного размера.
Термин "блистерный лист" означает содержащий блистеры лист, который может быть разрезан на несколько блистерных упаковок конечного размера.
Термин "промежуточное хранение" означает диапазон времени, который может составлять от нескольких минут до нескольких месяцев, в зависимости, например, от типа продуктов.
Способ настоящего изобретения обеспечивает экономичное производство в смысле минимального запаса продукции согласно определенным требованиям клиента, поскольку промежуточное хранение осуществляется в виде блистерного полотна или блистерных листов, благодаря чему нет необходимости держать запас конечных блистерных упаковок различного размера, а хранение осуществляется аналогично насыпному в мешках и коробках. Указанное полотно или листы могут быть нейтральными, т.е. не содержать печатной информации. После размещения заказа клиентом необходимое количество блистерного полотна или блистерных листов может быть предоставлено со склада промежуточного хранения, после чего необходимое количество блистерных упаковок, имеющих требуемую форму и дизайн, может быть изготовлено из указанного блистерного полотна или блистерного листа. Клиент может выбрать, например, блистерные упаковки с двумя рядами по пять блистеров в каждом (прямоугольные блистерные упаковки) или с тремя рядами по три блистера в каждом (квадратные блистерные упаковки). Таким образом, степень гибкости высока. Оставшиеся на блистерном полотне или блистерном листе элементы можно вернуть на склад промежуточного хранения для последующего использования при выполнении заказа другого клиента, предъявляющего иные требования. Кроме того, после получения заказа от клиента блистерное полотно, блистерный лист или блистерные упаковки могут быть обеспечены определенными клиентом надписями. Несмотря на высокую степень гибкости способ обеспечивает краткие сроки поставки. В некоторых случаях срок поставки может быть даже сокращен по сравнению с ранее использовавшимися способами упаковки в блистерные упаковки.
Способ настоящего изобретения также обеспечивает более короткое время цикла при том же объеме производства, поскольку в течение каждого цикла путем одного хода режущего устройства, производящего блистерные упаковки из указанного полотна или листа, можно изготовлять множество блистерных упаковок. Уменьшенное время цикла позволяет использовать более дешевое оборудование, а также обеспечивает лучший доступ к нему.
Если блистерные упаковки производят в процессе изготовления продукции, способ обеспечивает больший срок годности продукта при хранении, поскольку хранение продукта происходит в хорошо контролируемой среде, внутри каждого блистера, в отличие от хранения в насыпном виде, например, в мешках или коробках. Хранение продуктов в таких партиях влияет на общий срок годности при хранении, поскольку продукт был помещен в блистерную упаковку, а общий срок хранения определяют на основе ухудшения характеристик продукта при насыпном хранении. Если продукт упакован в блистер, такая оценка может оказаться заниженной, и общий срок годности продукта при хранении будет увеличен.
Конкретное преимущество изобретения состоит в том, что отбраковывание продукции может быть уменьшено, поскольку продукт был помещен в блистер, защищающий его от давления и абразивных воздействий, которым он обычно подвергается при промежуточном насыпном хранении.
Другое преимущество настоящего изобретения состоит в том, что количество отходов сводится к минимуму или вообще устраняется.
Третье преимущество состоит в том, что количество производственных линий, необходимых для удовлетворения строгих требований фармацевтической отрасли, может быть уменьшено, поскольку этап упаковки продуктов в блистерное полотно или блистерные листы отделен от этапа формирования блистерных упаковок. Кроме того, изобретение позволяет уменьшить время простоя для изменения параметров настройки и материала.
Указанное блистерное полотно или лист может иметь ширину и длину, включающие более одного блистера, так что в направлении ширины и длины указанного блистерного полотна или блистерного листа можно изготовить несколько блистерных упаковок.
Блистерный лист можно получить из непрерывного блистерного полотна.
Способ может включать этап печати на указанном блистерном полотне или блистерном листе информации клиента перед или после формирования нескольких блистерных упаковок. Это обеспечивает высокую гибкость, поскольку хранение может осуществляться без определяемой клиентом информации. Хотя печать может выполняться до или после формирования блистерных упаковок, предпочтительно, чтобы она осуществлялась до этого формирования, поскольку в этом случае достигается более высокая скорость производства и обеспечивается возможность использования менее сложного оборудования. Оба фактора имеют экономичное значение.
Способ позволяет изготовлять каждую блистерную упаковку в соответствии с требованиями клиента в плане количества блистеров и размера блистерной упаковки. Это обеспечивает высокую гибкость, поскольку после размещения заказа достаточное количество предварительно произведенного блистерного полотна или листов может быть получено со склада промежуточного хранения. Блистерное полотно или блистерный лист может использоваться независимо от требований клиента, например, блистерных упаковок с двумя рядами по пять блистеров или тремя рядами по три блистера в каждом. Фактически нет никаких ограничений по размеру или геометрии блистерной упаковки, если она может быть размещена в пределах блистерного полотна или блистерного листа. После выполнения заказа остатки полотна или листа можно вернуть на склад промежуточного хранения для использования при выполнении заказа другого клиента в соответствии с его требованиями.
Способ может включать дополнительный этап помещения указанных блистерных упаковок в пакеты, причем каждый пакет содержит, по меньшей мере, одну блистерную упаковку. Этот дополнительный этап может выполняться, согласно определенным требованиям клиента, на другой непрерывной линии или на другом предприятии. Поскольку продукты предоставляются в хорошо контролируемой среде в блистерах, требования к среде, оборудованию и персоналу могут быть менее строгими. Обычными требованиями в фармацевтической отрасли являются производство и упаковка продукции в чистой среде. Поскольку настоящее изобретение позволяет отделить этап упаковки продукции в блистерные упаковки от этапа упаковки блистерных упаковок в пакеты и, в особенности, позволяет осуществлять этап на другом предприятии или на другой линии, требования к среде на таких последующих этапах могут быть менее строгими. Это позволяет снизить издержки производства.
Указанный этап помещения блистерных упаковок в пакеты может включать помещение в каждую упаковку вкладыша. Термин "вкладыш" включает любой вкладыш в форме листка или буклета, купона или иного информационного или маркетингового материала. Кроме того, в пакете могут помещаться принадлежности.
Указанное блистерное полотно может храниться на промежуточном этапе в сложенном или свернутом в рулон состоянии, или, альтернативно, в виде штабеля, в вертикальном или подвешенном состоянии.
Упаковка продуктов в указанное блистерное полотно или блистерный лист может осуществляться в связи с их производством. Это позволяет продлить срок годности при хранении, поскольку каждый блистер лучше контролируется и обеспечивает лучшую защитную среду, чем ранее использовавшиеся для промежуточного хранения мешки и коробки.
Этап упаковки продуктов в указанное блистерное полотно или блистерный лист может включать подачу защитного газа в каждый блистер для создания в нем защитной атмосферы. Это также увеличивает срок годности при хранении. В альтернативном варианте для создания защитной среды в блистеры может подаваться защитная жидкость или полутвердое вещество.
Кроме того, указанное блистерное полотно или блистерный лист включает вставку с предварительно сформированными полостями, являющуюся частью указанного блистерного полотна или блистерного листа. Это обеспечивает возможность отделения упаковки продуктов от линии, на которой производят блистерное полотно или блистерные листы. Полости вставки могут предварительно заполняться продуктами, а также покрываться пленкой.
Указанные продукты могут быть упакованы в блистерное полотно или блистерный лист путем литья, при котором продукты выливают в жидкой форме в блистеры и дают превратиться в твердое вещество, приобретя окончательную форму. Пример этой технологии приведен в DE 26 37 519.
Указанный продукт может быть фармацевтическим продуктом. Предпочтительно, указанный продукт может быть никотин-заменяющим продуктом.
Краткое описание чертежей
Далее изобретение будет более подробно описано посредством примера со ссылкой на прилагаемые чертежи.
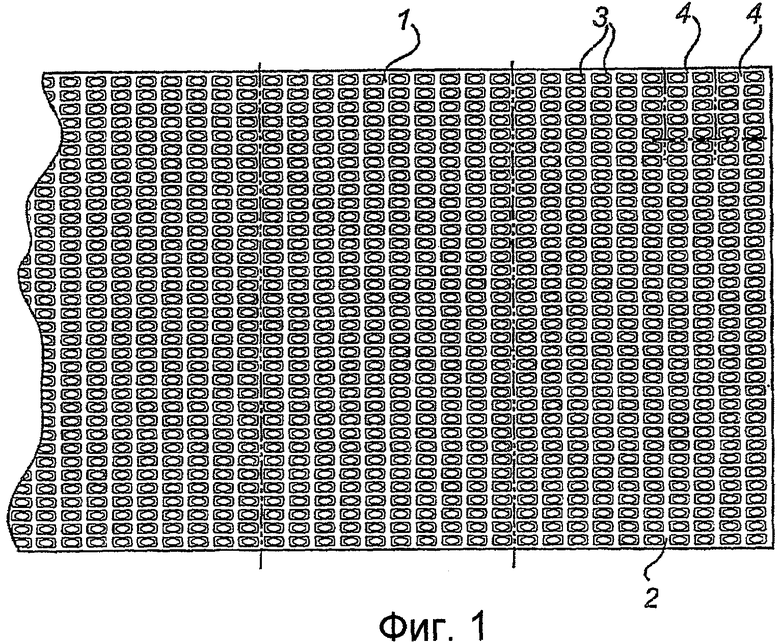
На фиг.1 изображено блистерное полотно или блистерный лист в соответствии с настоящим изобретением.
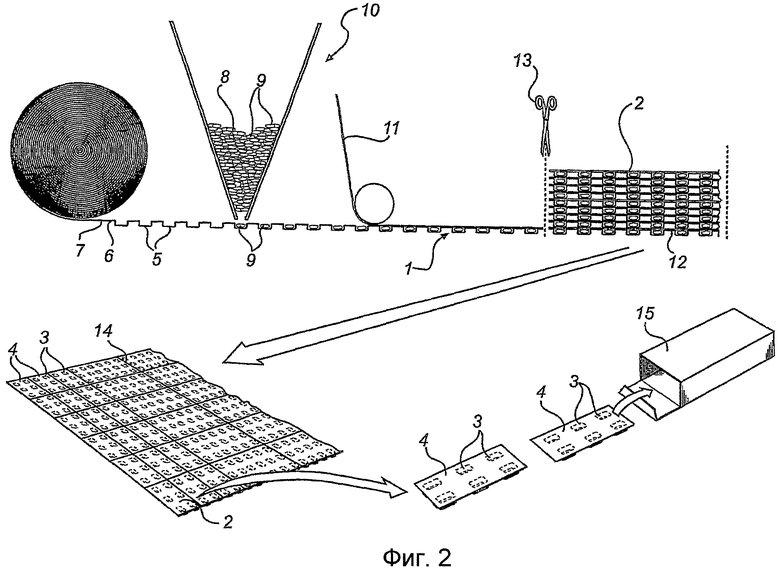
На фиг.2 схематично изображены этапы производства блистерной упаковки в соответствии с настоящим изобретением.
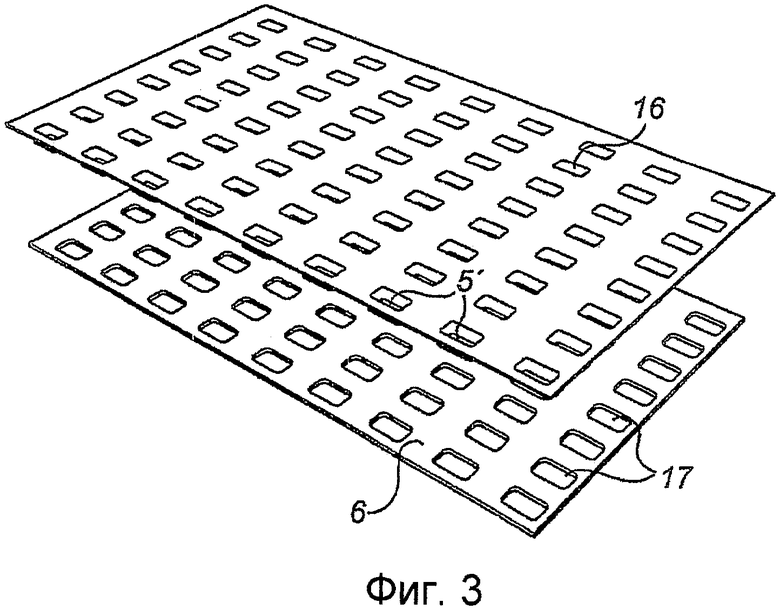
На фиг.3 изображен альтернативный способ производства блистерного листа.
Подробное описание чертежей
Способ, согласно данному изобретению, относится к упаковке продуктов в блистерные упаковки, в частности, продуктов, для которых требуется строгий контроль качества, таких как фармацевтические продукты, предпочтительно, никотин-заменяющие продукты и, наиболее предпочтительно, содержащие никотин пероральные дозировочные формы, например, жевательные резинки, лепешки и таблетки.
В изобретении могут применяться известные из уровня техники материалы. Для блистерной упаковки никотинсодержащих продуктов особенно подходит сополимер акрилонитрила и метилакрилата, известный под торговой маркой Barex®. Этот сополимер - хороший барьер, в частности, для никотина и кислорода. См., например, US 5 400 808.
На фиг.1 изображено блистерное полотно 1 и блистерный лист 2, изготовленный из указанного полотна. Блистерное полотно 1 и блистерный лист 2 содержат множество блистеров 3, каждый из которых содержит один или несколько продуктов. В изображенном варианте осуществления блистеры 3 расположены в рядах, каждый из которых содержит несколько блистеров. Из блистерного полотна 1 или блистерного листа 2 могут вырезаться блистерные упаковки 4 согласно заказу клиента, определяющему размер и форму каждой блистерной упаковки и количество блистеров в каждой блистерной упаковке.
На фиг.2 схематически изображен производственный процесс упаковки продуктов согласно данному изобретению. Последующее описание относится к блистерному полотну.
Продукты производят известным способом с промежуточным этапом нанесения покрытия или без него. Покрытие может быть выполнено, например, для защиты, придания вкуса или цвета или маркировки продукта. Примеры продуктов с покрытием приведены, например, в WO 02/102357.
Полученные продукты поставляются партиями 8, не упакованными в мешках или коробках, на непрерывную линию 10 для производства блистерного полотна 1 или блистерных листов 2.
Блистерное полотно 1 получают известным способом путем формирования множества полостей 5 посредством, например, прессования, вакуумной формовки или выдувания пленки в процессе подачи непрерывного полотна 7 материала носителя 6. Непрерывное полотно 7 имеет ширину (т.е. размер перпендикулярно направлению подачи), содержащую, по меньшей мере, одну полость 5. Предпочтительно, непрерывное полотно 7 имеет такую ширину, что в ней могут быть сформированы несколько блистерных упаковок 4, каждая из которых содержит несколько блистеров 3.
Полости 5 заполняют требуемым количеством продукта 9 из партии 8. В случае фармацевтических продуктов, обычно в каждую полость помещают по одной единице продукта. Однако в полость можно помещать несколько продуктов одного или разных типов.
Перед помещением в полости продукты могут проходить контроль качества (не изображен) для отбраковки продуктов с дефектами.
После заполнения полости 5 покрывают одним или несколькими непрерывными пленками 11, которые прижимают и прикрепляют к непрерывному полотну 7 с образованием непрерывного блистерного полотна 1. Непрерывную пленку 11, предпочтительно, прикрепляют к материалу носителя 6 клеем или путем термосваривания, или используя сочетание этих способов. Термин "термосваривание" включает такие способы сварки, как термосварка, ультразвуковая сварка или индукционная сварка. Примеры применения этой технологии приведены в SE 512 896.
На непрерывную пленку 11 может предварительно наноситься требуемая информация, или же данные могут печататься на пленке после прикрепления к непрерывному полотну 7 материала носителя 6. Следует понимать, что на материал носителя 6 также может наноситься информация перед формированием полостей 5 или после него.
В случае отсутствия необходимости в придании блистерной упаковке 4 защиты от случайного открытия детьми предпочтительно использовать только одну пленку 11. Один из способов придания блистерной упаковке 4 защиты от случайного открытия ребенком состоит в применении, по меньшей мере, двух пленок 11. Верхняя пленка 11A устойчива к разрыву, а нижняя 11B обеспечивает барьер, препятствующий проникновению кислорода. Блистерную упаковку 4 с защитой от случайного открывания ребенком нельзя открыть, продавливая продукт 9 через пленки 11. Необходимо вначале оторвать верхнюю пленку 11A, а затем продавить продукт 9 через нижнюю пленку 11B.
Для повышения гибкости блистерное полотно 1 герметизируют только одной нижней пленкой 11A. В этом случае блистерное полотно 1 не будет иметь защиты от случайного открывания ребенком. При необходимости в такой защите перед разрезанием блистерного полотна 1 на блистерные упаковки 4 к нижней пленке 11А прикрепляют дополнительную, устойчивую к разрыванию верхнюю пленку 11B. Таким образом, на нижнюю пленку 11A может наноситься информация для продажи блистерных упаковок 4, не требующих защиты от случайного открывания ребенком, а на верхнюю пленку 11В может наноситься информация для продажи блистерных упаковок 4, требующих защиты от случайного открывания ребенком. Кроме того, верхняя пленка 11В может быть прозрачной, таким образом, информация на нижней пленке 11А и верхней пленке 11В будет видна потребителю.
Формирование блистерного полотна 1 предпочтительно осуществляется в непосредственной связи с производством продукта и в рамках производственного процесса, так что необходимость в промежуточном хранении отсутствует. Однако обычно требуется буферный запас продукции, который может соответствовать указанной выше партии 8. Чем скорее продукт будет упакован в блистер, тем дольше будет его срок годности при хранении, поскольку блистерные упаковки обеспечивают контролируемую среду. Для дальнейшего продления срока годности при хранении блистер может быть наполнен защитным газом, таким как углекислый газ, аргон или азот, который обеспечит защитную атмосферу. Следует понимать, что продление срока годности при хранении может также достигаться путем добавления защитной жидкости, например, солевого раствора, такого как NaCl или KCl, или полутвердого вещества.
Полученное таким образом непрерывное полотно 1 может быть свернуто в рулон или сложено (не изображено) для промежуточного хранения 12 или может быть разрезано 13 по ширине на ряд блистерных листов 2 для промежуточного хранения 12. В зависимости от ширины блистерного полотна по его ширине может быть сформировано несколько блистерных листов 2. В случае блистерных листов 2 предпочтительным является их хранение в сложенном штабелем, вертикальном или подвешенном состоянии в зависимости от размера листов.
Описание в предыдущем абзаце строится на использовании материала носителя в виде непрерывной ленты. Приведенное выше описание применимо по аналогии с необходимыми изменениями к случаю, когда материал носителя имеет форму листов.
Описанное выше блистерное полотно 1 или блистерный лист 2 обеспечивает высокую степень универсальности, поскольку не ограничивается требованиями конкретного клиента, за исключением требований по содержанию определенного продукта в блистерах. Как только клиент размещает заказ на определенный тип блистерной упаковки, например, блистерную упаковку, содержащую десять блистеров, расположенных в два ряда по пять блистеров в каждом, с надписями на английском языке, нанесенными на пленку, производитель может первоначально рассчитать необходимое количество блистерного полотна или блистерных листов для выполнения заказа. Затем необходимое количество блистерного полотна 1 или блистерного листа 2 может быть получено со склада промежуточного хранения 12. Затем на блистерное полотно 1 или блистерный лист 2 наносят необходимую информацию (не изображена) и разрезают их 14 на необходимое число блистерных упаковок 4, имеющих соответствующее заказу количество и расположение блистеров 3. Если клиент требует печати определенной информации, предпочтительно ее сделать до разрезания, поскольку это обеспечивает меньшее время цикла в процессе печати и, в свою очередь, позволяет использовать менее дорогое оборудование. Кроме того, в процессе резки или перед ней на блистерный лист или блистерное полотно могут быть нанесены надрезы для разрывания или перфорации.
Продукция определенных требованиями клиента блистерных упаковок 4 предпочтительно осуществляется в прямой связи с этапом помещения блистерных упаковок 4 в пакеты 15 вместе с вкладышами, поскольку пакеты и вкладыши обычно определяются требованиями клиента и/или требованиями для определенной страны. Термин "вкладыш" включает буклеты, листки, информационные листки и другие материалы. Кроме того, в пакете могут помещаться принадлежности. Помещение блистерных упаковок 4 в пакеты 15 вместе с вкладышами и другими предметами хорошо известно из уровня техники и не будет описываться более подробно.
Вместо упаковки блистерных упаковок 4 в пакеты 15 могут использоваться другие типы контейнеров и диспенсеров. Следует понимать, что блистерные упаковки могут предоставляться потребителю без дальнейшей упаковки, представляя собой конечную упаковку.
Кроме того, следует понимать, что пленка 11, покрывающая заполненные полости 5 с образованием блистеров 3, может быть снабжена средствами защиты от случайного открытия упаковки детьми. Такая защита от случайного открытия ребенком может, например, иметь форму двойной пленки, где одну пленку необходимо оторвать, а на другую надавить, чтобы получить доступ к продукту. Внешняя пленка в таких двойных пленках может быть наложена впоследствии в соответствии с конкретными требованиями клиента.
Альтернативный способ производства указанного блистерного полотна 1 или блистерного листа 2 описан со ссылкой на фиг.3. Вместо формирования полостей 5 в материале носителя 6 с помощью прессования, вакуумного формирования или выдувания пленки материал носителя 6 может быть снабжен вставками 16 с предварительно сформированными полостями 5'. В этом случае материал носителя 6, являющийся непрерывной тканью или листом, предпочтительно обеспечивается отверстиями 17, соответствующими полостям 5', после чего осуществляется соединение вставки 16 и материала носителя 6. Полости 5' вставки 16 могут быть предварительно заполнены продуктами перед соединением с материалом носителя 6. Такая предварительно заполненная вставка может покрываться пленкой до соединения с материалом носителя. Кроме того, материал вставки может отличаться от носителя.
Кроме того, приведенное выше описание основано на поставке неупакованной продукции. Продукт может также отливаться непосредственно в полость.
Следует понимать, что настоящее изобретение не ограничено изображенными на чертежах и описанными вариантами воплощения. Возможны различные модификации и варианты, и, следовательно, изобретение определяется исключительно прилагаемой формулой изобретения.
Изобретение относится к способу упаковки продуктов в блистерные упаковки. Упаковывают указанные продукты в непрерывное блистерное полотно. Образуют свернутое или сложенное блистерное полотно или лист. Лист получают из непрерывного блистерного полотна. Осуществляют промежуточное хранение свернутого или сложенного блистерного полотна или листа. После промежуточного хранения формируют по требованию блистерные упаковки из указанного свернутого или сложенного блистерного полотна или листа. Помещают указанные блистерные упаковки в пакеты. Каждый пакет содержит блистерную упаковку. Достигаются краткие сроки поставки и более длительный срок хранения продуктов. 14 з.п. ф-лы, 3 ил.
1. Способ упаковки продуктов в блистерные упаковки (9), включающий стадии
упаковки указанных продуктов в непрерывное блистерное полотно (1),
образования свернутого или сложенного блистерного полотна (1) или листа (2), полученного из указанного непрерывного блистерного полотна,
промежуточного хранения (12) указанного свернутого или сложенного блистерного полотна или листа, и
после указанного промежуточного хранения, формирования (14) по требованию блистерных упаковок (4) из указанного свернутого или сложенного блистерного полотна или листа, и
помещения указанных блистерных упаковок в пакеты (15), каждый из которых содержит, по меньшей мере, одну блистерную упаковку.
2. Способ по п.1, отличающийся тем, что указанное блистерное полотно (1) или блистерный лист (2) имеет ширину и длину, включающую несколько блистеров (3), так что несколько блистерных упаковок (4) могут быть сформированы в направлении ширины и длины указанного блистерного полотна или блистерного листа.
3. Способ по п.1, включающий этап нанесения путем печати на указанное блистерное полотно (1) или блистерный лист (2) требуемой клиентом информации перед или после формирования (14) указанного множества блистерных упаковок (4).
4. Способ по п.1, в котором каждую блистерную упаковку (4) образуют на основе требований клиента в отношении количества блистеров (3) в упаковке и размера упаковки.
5. Способ по п.1, в котором указанная стадия помещения блистерных упаковок в пакеты (15) включает помещение вкладыша в каждый пакет.
6. Способ по п.1, в котором блистерное полотно (1) хранят на стадии промежуточного хранения (12), уложенными в стопку или в вертикальном или подвешенном состоянии.
7. Способ по п.1, в котором упаковка продуктов (9) в указанное блистерное полотно (1) или блистерный лист (2) осуществляется в непосредственной связи с производством указанных продуктов (9).
8. Способ по п.1, в котором стадия упаковки продуктов (9) в указанное блистерное полотно (1) или блистерный лист (2) включает подачу защитного газа в каждый блистер для создания в нем защитной атмосферы.
9. Способ по п.1, в котором стадия упаковки продуктов в указанное блистерное полотно (1) или блистерный лист (2) включает подачу защитной жидкости или полутвердого вещества в каждый блистер для создания в нем защитной среды.
10. Способ по п.1, в котором продукты (9) упакованы в блистерное полотно (1) или блистерный лист (2) путем литья.
11. Способ по п.1, в котором блистерное полотно (1) или блистерный лист (2) включает вставку (16) с предварительно сформированными полостями (5'), образующую часть указанного блистерного плотна (1) или блистерного листа (2).
12. Способ по любому из пп.1-11, в котором продукт (9) является фармацевтическим продуктом.
13. Способ по п.12, в котором продукт (9) является никотинсодержащим продуктом.
14. Способ по п.13, в котором продукт (9) является жевательной резинкой, лепешкой или таблеткой.
15. Способ по п.13 или 14, в котором блистер (3) включает материал, действующий в качестве барьера для никотина и кислорода, предпочтительно сополимер акрилонитрила и метилакрилата.
| DE 1942718 A1, 01.04.1971 | |||
| ВЫПУСКНОЙ УЗЕЛ С ПОВТОРНО ИСПОЛЬЗУЕМЫМ ОТЛАМЫВАЕМЫМ КОЛПАЧКОМ, КОНТЕЙНЕР С ВЫПУСКНЫМ УЗЛОМ И УПАКОВКА ДЛЯ НЕГО | 2001 |
|
RU2263053C2 |
| Способ сборки деталей типа вал-втулка | 1973 |
|
SU512896A1 |
| Герметичный центробежный насос | 1966 |
|
SU212066A1 |
| БЛОК ЦИЛИНДРОВ ИЗ ЛЕГКОГО СПЛАВА, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2000 |
|
RU2212472C2 |
| JP 2002173173 A, 18.06.2002 | |||
| Способ определения степени загрузки двигателя внутреннего сгорания с турбонаддувом | 1984 |
|
SU1286917A1 |
| JP 2003104329 A, 09.04.2003 | |||
| ТЕПЛОЗАЩИТНЫЙ МАТЕРИАЛ | 2017 |
|
RU2637519C1 |
| DE 19741838 A1, 25.03.1999 | |||
| Поворотно-передвижной стол | 1979 |
|
SU806359A1 |
| Способ контроля и управления процессом контактной сварки | 1981 |
|
SU967729A1 |
| МАТЕРИАЛ ДЛЯ УПАКОВКИ СОДЕРЖАЩЕГО НИКОТИН ПРОДУКТА | 2000 |
|
RU2215656C2 |
| JP 56014505 A, 12.02.1981 | |||
| EP 1153836 A1, 14.11.2001. | |||

