ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к области герметичных и теплоизоляционных резервуаров с мембранами для хранения и/или транспортировки текучих сред, например, криогенной текучей среды.
[0002] Оно, в частности, относится к системе гибки и размотки металлического листа для изготовления планки, предназначенной для изготовления герметичной мембраны резервуара для хранения текучей среды.
УРОВЕНЬ ТЕХНИКИ
[0003] В уровне техники, в частности, из документа FR 2968284, известен герметичный и теплоизоляционный резервуар для хранения сжиженного природного газа, содержащий многослойную конструкцию, а именно в направлении от наружной стороны к внутренней стороне резервуара вспомогательный теплоизолирующий барьер, закрепленный на несущей конструкции, вспомогательную уплотнительную мембрану, основной теплоизолирующий барьер и основную уплотнительную мембрану. Каждый из вспомогательного и основного теплоизолирующих барьеров образован смежными изоляционными секциями. Каждая из вспомогательной и основной уплотнительных мембран содержит непрерывный лист из металлических планок. Металлические планки содержат плоскую центральную зону и выступающие боковые края, герметично приваренные к опорам для присоединения сваркой, удерживаемым на изоляционных секциях.
[0004] Планки разматывают и формируют на месте внутри резервуара с помощью системы размотки и гибки, как описано, например, в документе FR 3020773. Система размотки и гибки позволяет разматывать металлический лист внутри резервуара и одновременно сгибать его боковые края для образования планки с выступающими боковыми краями. Такая система содержит ведущие ролики, которые обеспечивают разматывание металлической пластины, формующие ролики, которые обеспечивают сгибание боковых краев, и опорные ролики, которые обеспечивают прижатие металлического листа к формирующей поверхности формующих роликов. Формирующие ролики в продольном направлении машины имеют возрастающие углы гибки для постепенного сгибания выступающих боковых краев металлической пластины.
[0005] После размотки и формирования планок в резервуаре и перед загрузкой сжиженного газа в резервуар внутренние поверхности планок, обращенные к внутренней стороне резервуара, подвергаются воздействию загрязнений, например, пыли, что может ухудшать состояние поверхности. В частности, внутренние поверхности планок могут покрываться древесной пылью, которая поглощает влагу из окружающей среды, что приводит к явлениям коррозии поверхности. Таким образом, устранение пыли и потенциальных следов коррозии обусловливает необходимость дополнительных операций обработки поверхности перед осмотром резервуара и вводом в эксплуатацию.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0006] Одна идея, лежащая в основе изобретения, заключается в обеспечении удовлетворительного состояния поверхности металлических планок простым и надежным способом.
[0007] В соответствии с первым вариантом осуществления изобретение предоставляет систему размотки и гибки металлического листа для изготовления металлической планки, предназначенной для изготовления герметичной мембраны резервуара для хранения текучей среды; причем система размотки и гибки содержит
шасси,
по меньшей мере, один ведущий ролик, установленный на шасси с возможностью вращения вокруг первой горизонтальной оси для обеспечения продвижения металлического листа в направлении продвижения, и
множество формирующих элементов, поддерживаемых шасси и содержащих, по меньшей мере, один первый формирующий элемент и один второй формирующий элемент, соответственно выполненные с возможностью сгибания первого бокового края и второго бокового края металлического листа под определенным углом относительно первой оси; причем система размотки и гибки дополнительно содержит защитную пленку и устройство нанесения защитной пленки, выполненное с возможностью нанесения защитной пленки на металлический лист.
[0008] Таким образом, благодаря такой системе, планки защищены защитной пленкой до тех пор, пока резервуар не будет осмотрен, что позволяет обеспечить удовлетворительное состояние поверхности металлических планок.
[0009] Кроме того, нанесение защитной пленки выполняют одновременно с размоткой и гибкой планок, так что влияние на время изготовления планок незначительно.
[0010] В соответствии с другими предпочтительными вариантами осуществления такая система гибки может иметь один или более следующих отличительных признаков.
[0011] В соответствии с одним вариантом осуществления устройство нанесения защитной пленки установлено на шасси.
[0012] В соответствии с одним вариантом осуществления формирующие элементы представляют собой формирующие ролики.
[0013] В соответствии с одним вариантом осуществления устройство нанесения защитной пленки расположено после формирующих элементов в направлении продвижения.
[0014] В соответствии с одним вариантом осуществления устройство нанесения защитной пленки выполнено с возможностью нанесения защитной пленки на плоскую центральную зону металлического листа, причем плоская центральная зона полоса образована между первым боковым краем и вторым боковым краем. Таким образом, защитная пленка не мешает последующим операциям приваривания планок.
[0015] В соответствии с одним вариантом осуществления устройство нанесения защитной пленки содержит:
барабан, на который намотана защитная пленка, причем упомянутый барабан установлен на шасси с возможностью вращения; и
верхний ролик, установленный с возможностью вращения вокруг второй оси вращения, причем первый и второй формирующие элементы расположены сбоку по обе стороны верхнего ролика, если рассматривать упомянутые первый и второй формирующие элементы (25, 26) в проекции в соответствии с направлением продвижения в плоскости, ортогональной направлению продвижения и проходящей через вторую ось, так что верхний ролик может прижимать защитную планку к плоской центральной полосе.
[0016] В соответствии с одним вариантом осуществления вторая ось вращения параллельна первой оси вращения.
[0017] В соответствии с одним вариантом осуществления устройство нанесения защитной пленки также содержит нижний ролик, установленный с возможностью вращения вокруг третьей оси вращения, параллельной второй оси вращения, причем нижний ролик находится под верхним роликом и расположен таким образом, чтобы обеспечивать прохождение плоской центральной зоны и защитной пленки между нижним роликом и верхним роликом.
[0018] В соответствии с одним вариантом осуществления один из верхнего ролика и нижнего ролика установлен на шасси с возможностью вертикального перемещения, и прижимной элемент оказывает на упомянутый верхний ролик или нижний ролик усилие, имеющее вертикальную составляющую, направленную к другому из верхнего ролика и нижнего ролика.
[0019] В соответствии с одним вариантом осуществления защитная пленка выполнена из материала, выбранного из полиолефинов, таких как полиэтилен и полипропилен, сложных полиэфиров и поливиниловых материалов, таких как поливинилхлорид (ПВХ) или поливинилацетат.
[0020] В соответствии с одним вариантом осуществления защитная пленка электростатически заряжена или имеет поверхность, покрытую адгезивом.
[0021] В соответствии с одним вариантом осуществления изобретение также обеспечивает способ размотки и гибки металлического листа для изготовления планки, предназначенной для изготовления герметичной мембраны резервуара для хранения текучей среды, причем способ включает в себя этапы, на которых:
разматывают металлический лист с барабана и обеспечивают продвижение металлического листа в направлении продвижения посредством, по меньшей мере, одного ведущего ролика, который установлен с возможностью вращения вокруг первой горизонтальной оси;
сгибают первый боковой край и второй боковой край металлического листа под определенным углом относительно первой оси;
наносят защитную пленку на металлический лист по мере размотки металлического листа.
[0022] В соответствии с одним вариантом осуществления защитную пленку наносят на плоскую центральную зону металлической планки, причем плоская центральная зона полоса образована между первым боковым краем и вторым боковым краем.
[0023] В соответствии с одним вариантом осуществления защитную пленку наносят на расстоянии от 2 до 7 см от первого бокового края и от второго бокового края.
[0024] В соответствии с одним вариантом осуществления размотку металлического листа, сгибание первого бокового края и второго бокового края металлического листа и нанесение защитной пленки выполняют на месте внутри резервуара для хранения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0025] Настоящее изобретение станет более понятным, и другие задачи, детали, признаки и преимущества станут более очевидными из следующего далее описания нескольких конкретных вариантов осуществления изобретения, приведенных исключительно в качестве примера, а не ограничения, со ссылкой на приложенные чертежи.
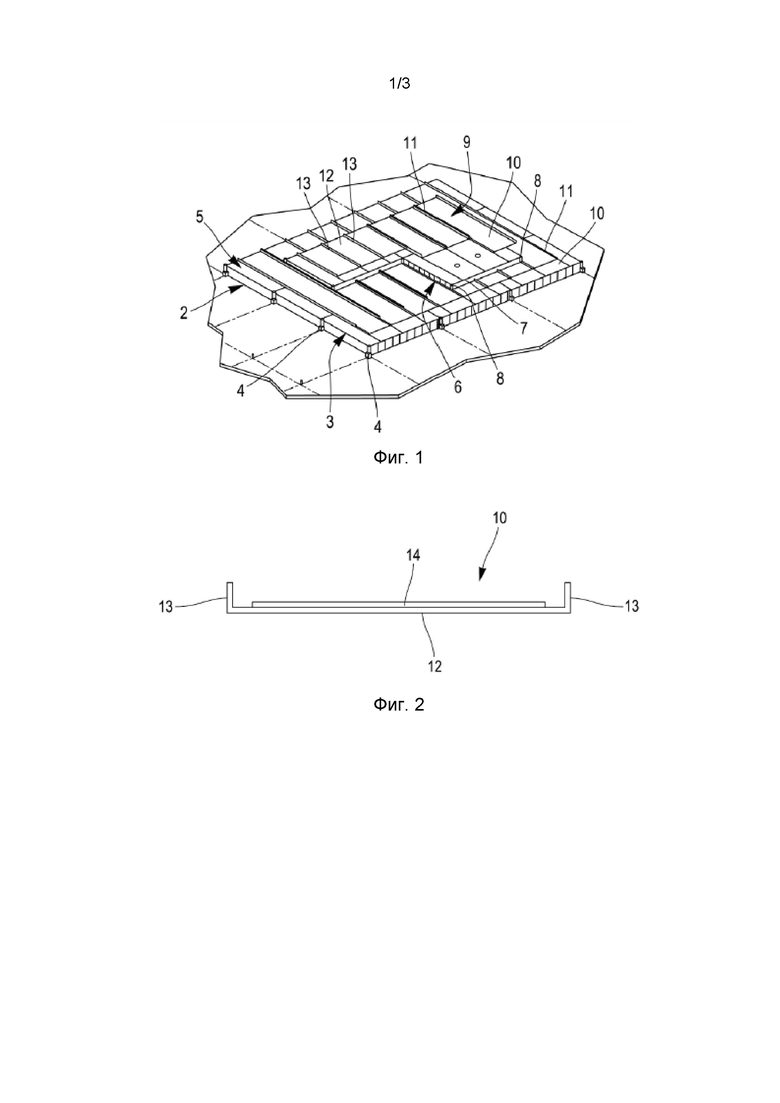
[0026] Фиг. 1 представляет местный вид в перспективе с вырезом стенки герметичного и теплоизоляционного резервуара, содержащего уплотнительные мембраны с планками.
[0027] Фиг. 2 представляет схематический вид в разрезе планки, оснащенной защитной пленкой.
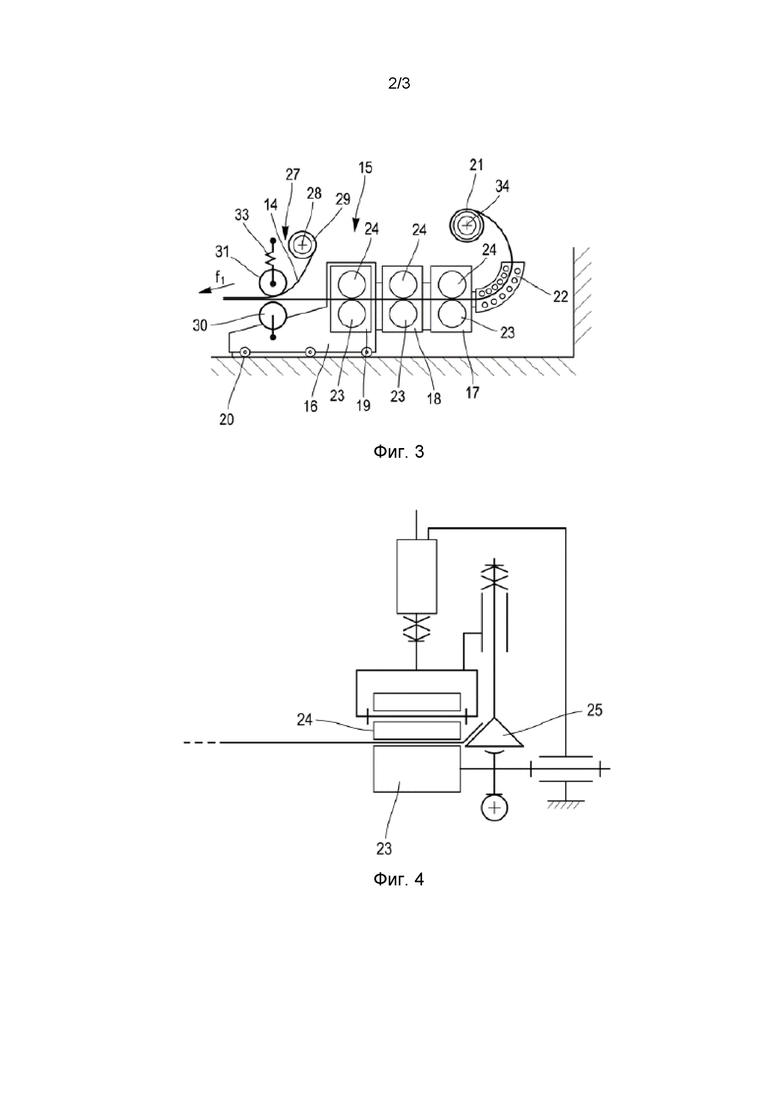
[0028] Фиг. 3 представляет схематический вид системы размотки и гибки.
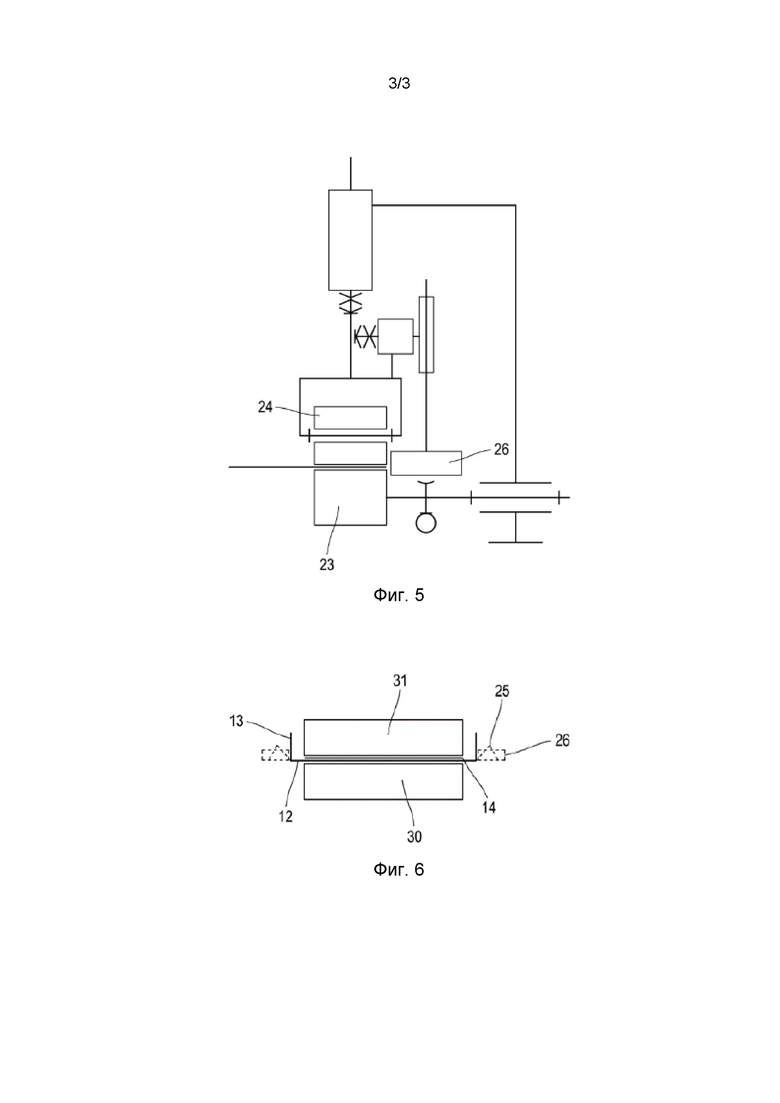
[0029] Фиг. 4 представляет схематический вид бокового участка первого формирующего блока системы размотки и гибки, показанной на фиг. 3.
[0030] Фиг. 5 представляет схематический вид бокового участка последнего формирующего блока системы размотки и гибки, показанной на фиг. 3.
[0031] Фиг. 6 представляет схематический вид фиг. 3 в разрезе вдоль плоскости, ортогональной направлению продвижения металлического листа.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0032] Условно выражения «внешний» и «внутренний» используются для определения относительного положения одного элемента относительно другого со ссылкой на внутреннюю и внешнюю стороны резервуара.
[0033] На фиг. 1 показана стенка герметичного и теплоизоляционного резервуара. Герметичный и теплоизоляционный резервуар предназначен для хранения сжиженного газа, который, например, выбран из сжиженного природного газа (СПГ) и сжиженного нефтяного газа (СНГ).
[0034] Стенка резервуар содержит в направлении от наружной стороны к внутренней стороне резервуара несущую конструкцию 1, вспомогательный теплоизолирующий барьер 2, образованный изоляционными секциями 3, которые расположены смежно друг с другом на несущей конструкции 1 и прикреплены к ней вспомогательными удерживающими элементами 4, вспомогательную уплотнительную мембрану 5, поддерживаемую изоляционными секциями 3, основной теплоизолирующий барьер 6, образованный изоляционными секциями 7, которые расположены смежно друг с другом на вспомогательной уплотнительной мембране 5 и прикреплены к ней основными удерживающими средствами 8, и основную уплотнительную мембрану 9, поддерживаемую изоляционными секциями 7 и предназначенную для контакта с жидкостью, содержащейся в резервуаре.
[0035] Несущая конструкция 1, в частности, может представлять собой самонесущий металлический лист или, в более общем смысле, может представлять собой жесткую перегородку любого типа, имеющую подходящие механические свойства. Несущая конструкция, в частности, может быть образована корпусом или двойным корпусом судна. Несущая конструкция содержит множество стенок, определяющих общую форму резервуара.
[0036] Каждая изоляционная секция 3, 7 имеет форму по существу прямоугольного параллелепипеда. Каждая изоляционная секция 3, 7 содержит нижнюю панель и покрывную панель, которые параллельны друг другу. Между нижней панелью и покрывной панелью расположено несколько несущих перегородок, перпендикулярных им. Несущие перегородки расположены параллельно друг другу и образуют между собой отсеки для размещения порошкообразного теплоизоляционного наполнителя.
[0037] Основная 9 и вспомогательная 5 уплотнительные мембраны состоят из непрерывного листа металлических планок 10, которые чередуются со опорами 11 для соединения сваркой, к которым привариваются металлические планки 10.
[0038] Металлические планки 10 выполнены, например, из сплава Инвар®: то есть из сплава железа и никеля, коэффициент расширения которого, как правило, составляет от 1,2×10-6 до 2×10-6 K-1, но также возможны другие металлы или сплавы, например, нержавеющая сталь, алюминий или сплав железа с высоким содержанием марганца, коэффициент расширения которого составляет порядка 7,5×10-6 K-1.
[0039] Каждая металлическая планка 10 содержит в направлении ширины плоскую центральную зону 12, предназначенную для прилегания к покрывной панели изоляционных секций 3, 7, и выступающие боковые края 13. Выступающие боковые края 13 перпендикулярны плоской центральной зоне 12. Металлические планки 10 продолжаются по существу от одного конца до другого конца каждой стенки резервуара. Выступающие боковые края 13 металлических планок 10 герметично приварены к опорам 11 для соединения сваркой, которые удерживаются на изоляционных секциях 3, 7.
[0040] Как показано на фиг. 2, металлические планки 10 основной уплотнительной мембраны 8 в размотанном состоянии оснащены защитной пленкой 14 на внутренней поверхности, то есть на поверхности, предназначенной для контакта со сжиженным газом. Защитная пленка 14 предназначена для защиты металлической планки 10, в частности, от пыли, во время изготовления резервуара, и подлежит удалению перед вводом резервуара в эксплуатацию, то есть перед первым заполнением сжиженным газом.
[0041] Металлические планки 10 вспомогательной уплотнительной мембраны 5 также могут быть покрыты защитной пленкой 14, которая подлежит удалению перед установкой изоляционных коробов 7 основного теплоизолирующего барьера 6.
[0042] Защитная пленка 14 прилегает к внутренней поверхности плоской металлической зоны 12 металлических планок 10, но не покрывает выступающие боковые края 13. Таким образом, защитная пленка 14 не мешает операциям приваривания выступающих боковых краев 13 к опорам 11 для соединения сваркой. Предпочтительно защитная пленка 14 расположена на расстоянии от 2 до 7 см, например, порядка 5 см, от каждого из двух выступающих боковых краев 13. Таким образом, защитная пленка 14 расположена на достаточном расстоянии от выступающих боковых краев 13, так что она не повреждается сварочным аппаратом, который приваривает выступающие боковые края 13 к опорам 11 для соединения сваркой. В частности, такое расстояние гарантирует, что защитная пленка 14 не будет повреждена роликами роликового сварочного аппарата или вследствие нагрева выступающих боковых краев 13 из-за способа роликовой сварки.
[0043] Защитная пленка 14 выполнена из полимерного материала. Предпочтительно защитная пленка 14 выполнена из полиолефина, такого как полиэтилен и полипропилен, сложного полиэфира или поливинилового материала, такого как поливинилхлорид (ПВХ) или поливинилацетат.
[0044] Защитная пленка 14 предпочтительно имеет толщину от 0,05 до 1 мм, например, порядка 0,1 мм.
[0045] В соответствии с одним вариантом осуществления защитная пленка 14 прилипает к металлической планке 10 за счет электростатической адгезии. В этом случае защитная пленка предпочтительно выполнена из ПВХ.
[0046] В соответствии с другим вариантом осуществления защитная пленка 14 прилипает к металлической планке 10 за счет адгезива. Адгезив, например, выбран из акриловых клеев в виде эмульсии или раствора, силиконовых клеев или резины.
[0047] На фиг. 3 показана система 15 размотки и гибки металлического листа для изготовления металлической планки 10.
[0048] Система 15 размотки и гибки содержит шасси 16, ряд формирующих блоков 17, 18, 19, поддерживаемых шасси 15, и опорный элемент 34 для барабана.
[0049] Шасси 16 оснащено колесами 20, обеспечивающими возможность перемещения системы 15 размотки и гибки.
[0050] Металлический лист, который должен быть размотан, поставляется намотанным на барабан 21, который устанавливают с возможностью вращения на опорный элемент 34 для барабана. Система 15 размотки и гибки также содержит направляющее устройство 22, выполненное с возможностью обеспечения минимального радиуса кривизны металлического листа между барабаном 21 и формирующими блоками 17, 18, 19, так что металлический лист не повреждается при размотке. В варианте осуществления, показанном на фиг. 3, направляющее устройство 22 представляет собой элемент, имеющий криволинейную направляющую поверхность. Криволинейная направляющая поверхность, в частности, может быть оснащена множеством роликов, установленных с возможностью вращения для минимизации трения между криволинейной направляющей поверхностью и разматываемым металлическим листом.
[0051] Формирующие блоки 17, 18, 19 позволяют одновременно разматывать металлический лист в направлении продвижения (стрелка f1) и формировать выступающие боковые края 13 металлических планок 10. Формирующие блоки 17, 18, 19 постепенно сгибают на последовательных этапах выступающие боковые края 13 металлического листа до тех пор, пока они не примут желаемую конечную конфигурацию, в которой они протяжены перпендикулярно плоской центральной зоне 12 на выходе из последнего формирующего блока 19.
[0052] В показанном варианте осуществления система 15 размотки и гибки оснащена тремя формирующими блоками 17, 18, 19. Также, в качестве примера, первый формирующий блок 17 сгибает боковые края металлического листа относительно плоской центральной зоны 12 под углом 30°, второй формирующий блок 18 сгибает их под углом 60°, тогда как третий и последний формирующий блок 19 сгибает боковые края, придавая им конечную конфигурацию, в которой они протяжены по существу перпендикулярно плоской центральной зоне 12.
[0053] Каждый формирующий блок 17, 18, 19 содержит два боковых участка. Один из боковых участков первого формирующего блока 17 схематически показан на фиг. 4. Боковые участки второго формирующего блока 18 имеют конструкцию, по существу идентичную конструкции показанного бокового участка, и отличаются только углом наклона формирующей поверхности.
[0054] Каждый боковой участок содержит нижний ведущий ролик 23, установленный на шасси с возможностью вращения вокруг горизонтальной оси и предназначенный для обеспечения продвижения металлического листа в направлении f1 продвижения. Ведущий ролик 23 приводится во вращение двигателем, который не показан, через передаточное средство, которое показано. Каждый боковой участок дополнительно содержит верхний опорный ролик 24, установленный на шасси с возможностью вращения вокруг горизонтальной оси, параллельной горизонтальной оси ведущего ролика 23. Опорный ролик 24 обращен к ведущему ролику 23 и позволяет удерживать металлический лист на ведущем ролике 23. Кроме того, каждый боковой участок содержит формирующий ролик 25, установленный с возможностью вращения относительно шасси 16 и позволяющий сгибать боковой край металлической пластины. Для этого формирующий ролик 25 имеет формирующую поверхность, которая наклонена относительно горизонтальной оси так, чтобы сгибать боковой край металлического листа под определенным углом. Формирующая поверхность формирующего ролика 25 прижимает боковые края металлического листа к опорному ролику 24 для изменения их формы.
[0055] Кроме формирующих роликов последнего формирующего блока 19, формирующие ролики 25 других формирующих блоков 17, 18 имеют форму конуса или усеченного конуса вращения, как проиллюстрировано на фиг. 4. Каждый формирующий ролик 25 выполнен с возможностью вращения вокруг центральной оси конуса. Следовательно, угол гибки формирующего ролика 25 соответствует углу, образованному на пересечении образующих конической поверхности и горизонтальной плоскости. В качестве примера коническая формирующая поверхность формирующих роликов 25 первого формирующего блока 17 имеет наклон 30° относительно горизонтальной плоскости, тогда как коническая формующая поверхность формирующих роликов 25 второго формирующего блока 18 имеет наклон 60° относительно горизонтальной плоскости.
[0056] Формирующие ролики 26 последнего формирующего блока19, один из которых показан на фиг. 5, в свою очередь, имеют цилиндрическую формирующую поверхность. Формирующий ролик 26 установлен с возможностью вращения вокруг центральной оси цилиндра. Базовые линии цилиндрической формирующей поверхности являются вертикальными. Таким образом, формирующий ролик 26 позволяет сгибать выступающие боковые края металлического листа перпендикулярно плоской центральной зоне 12.
[0057] Более подробная информация, касающаяся конструкции и работы формирующих блоков 17, 18, 19 может быть получена из документа FR 3020773.
[0058] Обратимся к фиг. 3, на которой можно увидеть, что система 15 размотки и гибки также содержит устройство 27 нанесения защитной пленки, установленное на шасси 16. Устройство 27 нанесения защитной пленки содержит опорный элемент 28, на котором с возможностью вращения установлен барабан 29. Защитная пленка 14 намотана на упомянутый барабан 29. Опорный элемент 28 ориентирован так, что ось барабана 29 проходит горизонтально и параллельно осям ведущих роликов 23 формирующих блоков 17, 18, 19.
[0059] Кроме того, устройство 27 нанесения защитной пленки содержит, по меньшей мере, два ролика, а именно нижний ролик 30 и верхний ролик 31, предназначенные для вертикального размещения с обеих сторон металлической планки 10. Каждый из нижнего ролика 30 и верхнего ролика 31 установлен с возможностью вращения вокруг соответствующей оси, которая проходит горизонтально и параллельно осям ведущих роликов 23 формирующих блоков 17, 18, 19.
[0060] В показанном варианте осуществления устройство 27 нанесения защитной пленки расположено на выходе последнего формирующего блока 19, то есть после последнего формирующего блока 19 в направлении f1 продвижения металлического листа. Верхний ролик 31 имеет длину меньше, чем длина плоской центральной зоны 12, и предназначен для размещения обращенным к плоской центральной зоне 12 металлической планки 10 между выступающими боковыми краями 13. Другими словами, как показано на фиг. 6, формирующие ролики 25, 26 в проекции в направлении продвижения в плоскости, ортогональной направлению продвижения и проходящей через ось вращения верхнего ролика 31, расположены сбоку по обе стороны упомянутого верхнего ролика 31. На фиг. 6 проекции формирующих роликов проиллюстрированы пунктирными линиями.
[0061] Для нанесения защитной пленки 14 один конец защитной пленки 14 размещают между верхним роликом 31 и плоской центральной зоной 12 металлической планки 10. Затем защитную пленку 14 прижимают к плоской центральной зоне 12, таким образом, барабан 29 разматывается, и защитная пленка 14 наносится на плоскую центральную зону 12 по мере размотки металлического листа.
[0062] Предпочтительно для обеспечения прижатия защитной пленки 14 к планке с достаточным усилием верхний ролик 31 выполнен с возможностью вертикального перемещения. Кроме того, прижимной элемент 33 оказывает на верхний ролик 31 усилие, имеющее вертикальную составляющую, направленную вниз. Прижимной элемент 33 представляет собой, например, упругий элемент или силовой цилиндр.
[0063] Альтернативно, ось вращения верхнего ролика 31 неподвижна относительно шасси 16, но в таком случае нижний ролик 30 выполнен с возможностью вертикального перемещения относительно шасси 16 системы 15 размотки и гибки. В этом случае прижимной элемент оказывает на нижний ролик 30 усилие в обратном направлении, то есть усилие, имеющее вертикальную составляющую, направленную вверх.
[0064] В соответствии с одним вариантом осуществления нижний ролик 30 также приводится во вращение двигателем через передаточное средство, которое не показано.
[0065] Хотя изобретение описано со ссылкой на несколько конкретных вариантов осуществления, очевидно, что оно никоим образом не ограничивается ими, и что оно включает в себя все технические эквиваленты описанных средств и их сочетания при условии, что последние находятся в пределах объема изобретения.
[0066] Использование глагола «содержать» или «включать в себя» и производных форм не исключает наличия элементов или этапов, отличных от упомянутых в пункте формулы изобретения.
[0067] В формуле изобретения любая ссылочная позиция в скобках не должна интерпретироваться как ограничение пункта формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО И СПОСОБЫ УПАКОВЫВАНИЯ ПИЩЕВЫХ ПРОДУКТОВ | 2011 |
|
RU2564871C2 |
| СПОСОБ ИСПЫТАНИЯ ГЕРМЕТИЗИРОВАННОЙ МЕМБРАНЫ НА ГЕРМЕТИЧНОСТЬ | 2020 |
|
RU2816298C2 |
| МНОГОСЛОЙНОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2566413C1 |
| ИЗОГНУТОЕ УСТРОЙСТВО ОТОБРАЖЕНИЯ | 2014 |
|
RU2575223C2 |
| ИЗОГНУТОЕ УСТРОЙСТВО ОТОБРАЖЕНИЯ | 2014 |
|
RU2630481C1 |
| ГЕРМЕТИЧНЫЙ И ТЕПЛОИЗОЛЯЦИОННЫЙ РЕЗЕРВУАР С ЭЛЕМЕНТОМ АНТИКОНВЕКЦИОННОГО ЗАПОЛНИТЕЛЯ | 2018 |
|
RU2743153C1 |
| ВОДОНЕПРОНИЦАЕМЫЙ БАРЬЕР СТЕНКИ РЕЗЕРВУАРА | 2011 |
|
RU2567481C2 |
| СПОСОБ УПАКОВКИ ИЗДЕЛИЙ | 2004 |
|
RU2345893C2 |
| СПОСОБ УПРАВЛЕНИЯ НАЛОЖЕНИЕМ СЛОЯ ПОЛИМЕРНОГО ГЕРМЕТИЗИРУЮЩЕГО МАТЕРИАЛА НА ФОРМООБРАЗУЮЩИЙ БАРАБАН И СПОСОБ ИЗГОТОВЛЕНИЯ САМОЗАКЛЕИВАЮЩИХСЯ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2012 |
|
RU2605588C2 |
| ГЕРМЕТИЧНЫЙ И ТЕПЛОИЗОЛЯЦИОННЫЙ РЕЗЕРВУАР, ИМЕЮЩИЙ АНТИКОНВЕКЦИОННЫЙ ЗАПОЛНИТЕЛЬ | 2018 |
|
RU2766510C2 |
Изобретение относится к размотке и гибки металлического листа для изготовления металлической планки, предназначенной для изготовления герметичной мембраны резервуара для хранения текучей среды. Устройство содержит шасси, по меньшей мере один ведущий ролик, установленный на шасси с возможностью вращения вокруг первой горизонтальной оси для обеспечения продвижения металлического листа в направлении продвижения, и формирующие элементы, поддерживаемые шасси. Формирующие элементы содержат по меньшей мере один первый формирующий элемент и один второй формирующий элемент, соответственно выполненные с возможностью сгибания первого бокового края и второго бокового края металлического листа под определенным углом относительно первой оси. На металлический лист наносят защитную пленку с помощью устройства нанесения защитной пленки на металлический лист. В результате отсутствует необходимость в дополнительных операциях обработки поверхности резервуара перед его осмотром и вводом в эксплуатацию. 2 н. и 12 з.п. ф-лы, 6 ил.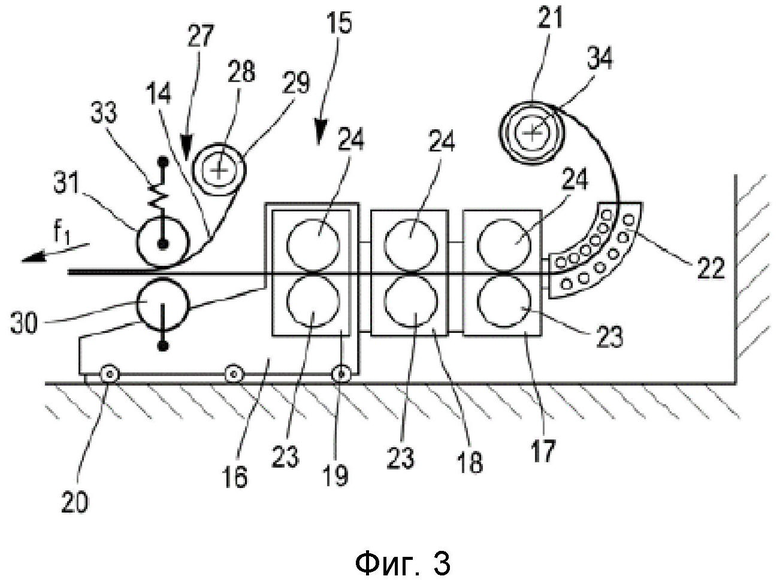
1. Система (15) размотки и гибки металлического листа для изготовления металлической планки (10), предназначенной для изготовления герметичной мембраны резервуара для хранения текучей среды, содержащая:
шасси (16),
по меньшей мере один ведущий ролик (23), установленный на шасси (16) с возможностью вращения вокруг первой горизонтальной оси для обеспечения продвижения металлического листа в направлении продвижения, и
множество формирующих элементов (25, 26), поддерживаемых шасси и содержащих по меньшей мере один первый формирующий элемент и один второй формирующий элемент, соответственно выполненные с возможностью сгибания первого бокового края и второго бокового края металлического листа под определенным углом относительно первой оси,
причем система (15) размотки и гибки дополнительно содержит защитную пленку и устройство (27) нанесения защитной пленки, выполненное с возможностью нанесения защитной пленки (14) на металлический лист.
2. Система (15) размотки и гибки по п. 1, в которой устройство (27) нанесения защитной пленки расположено после формирующих элементов (25, 26) в направлении продвижения.
3. Система (15) размотки и гибки по п. 1 или 2, в которой устройство (27) нанесения защитной пленки выполнено с возможностью нанесения защитной пленки (14) на плоскую центральную зону (12) металлического листа (10), причем плоская центральная зона (12) образована между первым боковым краем и вторым боковым краем (13).
4. Система (15) размотки и гибки по п. 3, в которой устройство (27) нанесения защитной пленки содержит барабан (29), на который намотана защитная пленка (14), причем упомянутый барабан (29) установлен на шасси (16) с возможностью вращения, и верхний ролик (31), установленный с возможностью вращения вокруг второй оси вращения, причем первый и второй формирующие элементы (25, 26) расположены сбоку по обе стороны верхнего ролика (31), если рассматривать упомянутые первый и второй формирующие элементы (25, 26) в проекции в соответствии с направлением продвижения в плоскости, ортогональной направлению продвижения и проходящей через вторую ось, так что верхний ролик (31) может прижимать защитную пленку (14) к плоской центральной полосе (12).
5. Система (15) размотки и гибки по п. 4, в которой устройство (27) нанесения защитной пленки также содержит нижний ролик (30), установленный с возможностью вращения вокруг третьей оси вращения, параллельной второй оси вращения, причем нижний ролик (30) находится под верхним роликом (31) и расположен таким образом, чтобы обеспечивать прохождение плоской центральной зоны полосы (12) и защитной пленки (14) между нижним роликом (30) и верхним роликом (31).
6. Система (15) размотки и гибки по п. 4 или 5, в которой по меньшей мере один из верхнего ролика (31) и нижнего ролика (30) установлен на шасси с возможностью вертикального перемещения, и прижимной элемент оказывает на упомянутый верхний ролик (31) или нижний ролик (30) усилие, имеющее вертикальную составляющую, направленную к другому из верхнего ролика (31) или нижнего ролика (30).
7. Система (15) размотки и гибки по любому из пп. 1-6, в которой защитная пленка (14) выполнена из материала, выбранного из полиолефинов, сложных полиэфиров и поливиниловых материалов.
8. Система (15) размотки и гибки по любому из пп. 1-7, в которой защитная пленка (14) электростатически заряжена или имеет поверхность, покрытую адгезивом.
9. Способ размотки и гибки металлического листа для изготовления планки, предназначенной для изготовления герметичной мембраны резервуара для хранения текучей среды, включающий в себя этапы, на которых:
разматывают металлический лист на барабане и обеспечивают продвижение металлического листа в направлении продвижения посредством по меньшей мере одного ведущего ролика (23), который установлен с возможностью вращения вокруг первой горизонтальной оси,
сгибают первый боковой край и второй боковой край (13) металлического листа под определенным углом относительно первой оси,
наносят защитную пленку (14) на металлический лист по мере размотки металлического листа.
10. Способ размотки и гибки по п. 9, в котором защитную пленку (14) наносят на плоскую центральную зону металлической планки, причем плоская центральная зона образована между первым боковым краем и вторым боковым краем (13).
11. Способ размотки и гибки по п. 10, в котором защитную пленку (14) наносят на расстоянии от 2 до 7 см от первого бокового края и от второго бокового края (13).
12. Способ размотки и гибки по любому из пп. 9-11, в котором защитная пленка (14) выполнена из материала, выбранного из полиэтилена и поливиниловых материалов.
13. Способ размотки и гибки по любому из пп. 9-12, в котором защитная пленка (14) электростатически заряжена или имеет поверхность, предназначенную для прижатия к металлическому листу, которая покрыта адгезивом.
14. Способ размотки и гибки по любому из пп. 9-13, в котором размотку металлического листа, сгибание первого бокового края и второго бокового края (13) металлического листа и нанесение защитной пленки выполняют внутри резервуара для хранения.
| WO 2015169903 A1, 12.11.2015 | |||
| ВАЛКОВАЯ ЛИСТОГИБОЧНАЯ МАШИНА | 1996 |
|
RU2113308C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕДОХРАНИТЕЛЬНЫХ ХЛОПАЮЩИХ МЕМБРАН | 2007 |
|
RU2353456C1 |
| DE 102010011028 A1, 15.09.2011. | |||
