Изобретение относится к технологии изготовления групповым способом упругих элементов тензорезисторных датчиков силы. Известен «Способ изготовления тензорезисторных датчиков силы», заключающийся в том, что заготовки упругих элементов собирают в единый блок, производят его обработку, закрепляют на нем матрицу тензорезисторов, разделяют блок на отдельные элементы [1]. Способ технологичен и прост, но не позволяет изготавливать групповом способом параллелограммные механизмы, состоящие из двух идентичных параллелограммов.
Наиболее близким по технической сущности к заявляемому является «Способ серийного изготовления тензорезисторных датчиков силы [2]. Он перспективен во всех отношениях, но обладает тем же недостатком, что и предыдущий, кроме того, он энерго затратен, требует специального вакуумного оборудования с силозадающим устройством внутри, вакуумные камеры, как правило, имеют небольшие рабочие объемы, что ограничивает возможность группового изготовления в больших количествах упругих элементов датчиков на большие нагрузки.
Целями изобретения являются: повышение точности, воспроизводимости и надежности технологии изготовления упругих элементов датчиков с параллелограммным механизмом, содержащим два параллелограмма в монолитном исполнении. Такая конструкция позволяет создавать помехозащищенные (от паразитных сил и изгибающих моментов), стабильные и надежные датчики с высокими метрологическими характеристиками.
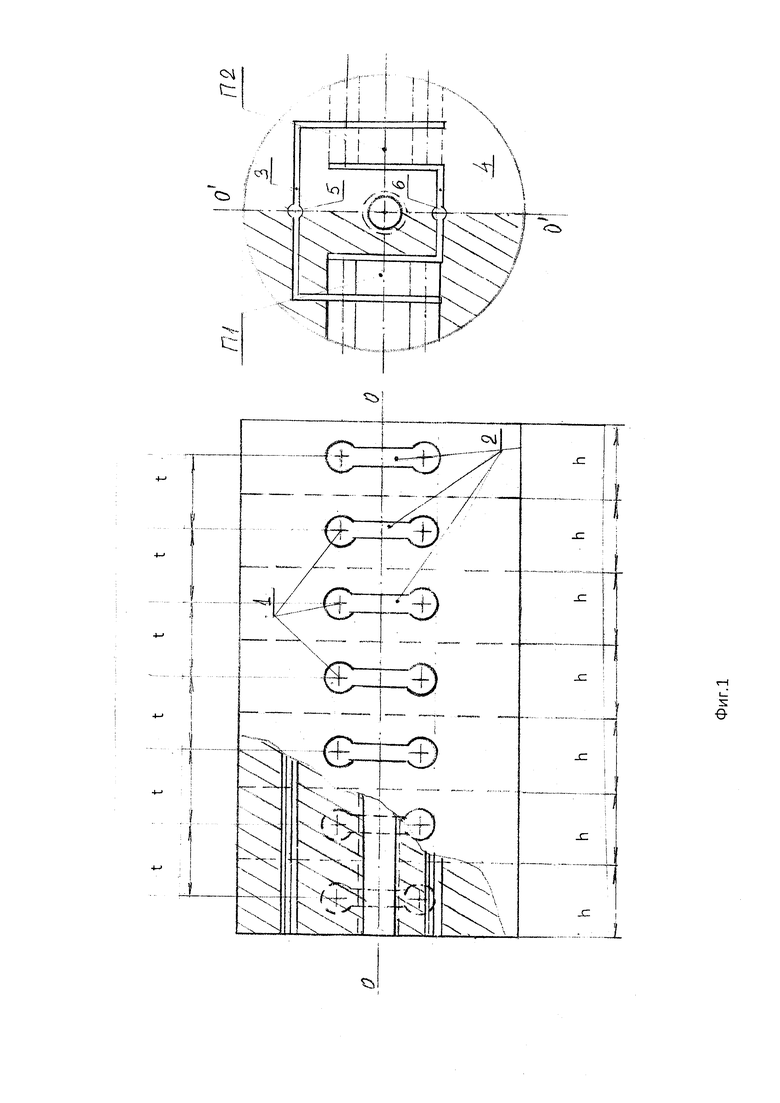
Поставленные цели достигаются тем, что в процессе механической обработки цилиндрической заготовки в ней симметрично оси O-O и перпендикулярно ей с двух сторон с шагом t формируют два ряда глухих отверстий одного диаметра и соединяют их одинаковыми пазами. Затем вдоль оси О'-О' и параллельно оси O-O изготавливают два сквозных технологических отверстия и после термообработки, используя технологические отверстия, симметрично оси O'-O' и параллельно оси O-O формируют, например, электроэрозионным способом, два сквозных встречно-направленных «П»-образных паза. После чего, с шагом h разделяют заготовки на отдельные шайбы, в каждой из которых сформирован монолитный параллелограммный механизм из двух симметрично расположенных параллелограммов, верхние поверхности балок которых совпадают с плоскостями шайбы. В технологической цепочке операции по термообработке заготовки упругих элементов допускается проводить и после изготовления П-образных пазов. За один цикл, в зависимости от длины цилиндрической заготовки и требуемого шага h, может быть изготовлено несколько десятков таких упругих элементов одновременно.
На Фиг. 1 показан групповой способ изготовления упругих элементов в форме параллелограммного механизма: вид спереди и вид слева.
Здесь обозначены:
1. t-шаг изготовления с двух сторон заготовки отверстий одного диаметра 1 и пазов 2, соединяющих эти отверстия;
2. встречно направленные сквозные П-образные пазы 3, 4;
3 сквозные технологические отверстия 5, 6;
4 П1-параллелограмм №1, П2-параллелограмм №2;
5. h-шаг разделки заготовки на отдельные шайбы.
В сравнении с известными, предлагаемый способ имеет следующие преимущества:
1. Позволяет повысить точность, воспроизводимость и надежность групповой технологии изготовления упругих элементов для прецизионных датчиков.
2. Позволяет групповым методом изготавливать упругие элементы с параллелограммным механизмом и снизить их себестоимость.
3. Может быть автоматизирован.
Источники информации
1. Авт. свидетельство СССР №1118876, кл. G01L 1/22, 1984, БИ №38.
2. Авт. свидетельство СССР №1506306, кл. G01L 1/22, 1989, БИ №33.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГРУППОВОЙ СПОСОБ ИЗГОТОВЛЕНИЯ ТЕНЗОРЕЗИСТОРНЫХ ДАТЧИКОВ СИЛЫ | 2023 |
|
RU2803391C1 |
| ГРУППОВОЙ СПОСОБ ИЗГОТОВЛЕНИЯ ТЕНЗОРЕЗИСТОРНЫХ ДАТЧИКОВ СИЛЫ | 2023 |
|
RU2815576C1 |
| ГРУППОВОЙ СПОСОБ ИЗГОТОВЛЕНИЯ ТЕНЗОРЕЗИСТОРНЫХ ДАТЧИКОВ СИЛЫ | 2023 |
|
RU2813092C1 |
| ТЕНЗОРЕЗИСТОРНЫЙ ДАТЧИК СИЛЫ | 2022 |
|
RU2794992C1 |
| ТЕНЗОРЕЗИСТОРНЫЙ ДАТЧИК СИЛЫ | 2023 |
|
RU2804254C1 |
| ТЕНЗОРЕЗИСТОРНЫЙ ДАТЧИК СИЛЫ | 2024 |
|
RU2823571C1 |
| ТЕНЗОРЕЗИСТОРНЫЙ ДАТЧИК СИЛЫ | 2023 |
|
RU2803392C1 |
| ТЕНЗОРЕЗИСТОРНЫЙ ДАТЧИК СИЛЫ | 2022 |
|
RU2807002C1 |
| ТЕНЗОРЕЗИСТОРНЫЙ ДАТЧИК СИЛЫ | 2022 |
|
RU2795669C1 |
| ТЕНЗОРЕЗИСТОРНЫЙ ДАТЧИК СИЛЫ | 2024 |
|
RU2829565C1 |
Изобретение относится к области приборостроения и может быть использовано для группового способа изготовления упругих элементов помехозащищенных и технологичных тензорезисторных датчиков. Способ заключается в следующем: в цилиндрической заготовке перпендикулярно ее продольной оси с двух сторон с одинаковым шагом формируют два ряда глухих отверстий и соединяют их пазами, затем параллельно продольной оси изготавливают два технологических отверстия и после закалки формируют параллельно продольной оси два паза, после чего с одинаковым шагом разделяют заготовку на шайбы. В результате предлагаемого способа в каждой шайбе формируется параллелограммный механизм, состоящий из двух идентичных параллелограммов. Цилиндрическая форма, в которой расположен параллелограммный механизм, позволяет упростить технологию и сделать ее групповой. Способ может быть использован при серийном производстве упругих элементов для точных, помехозащищенных и технологичных датчиков для коммерческого взвешивания и весодозировочной техники. Технический результат - повышение точности, воспроизводимости и надежности технологии изготовления упругих элементов для прецизионных датчиков. 1 ил.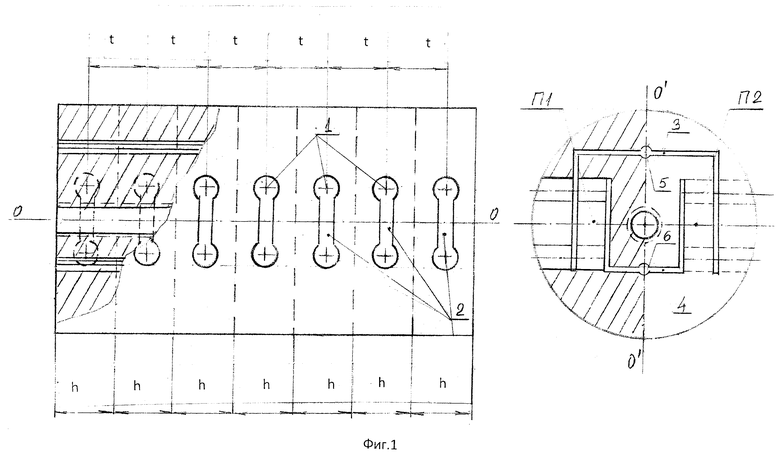
Групповой способ изготовления упругих элементов тензорезисторных датчиков силы, включающий операции по механической и термической обработке заготовки и ее разделению на отдельные элементы, отличающийся тем, что в процессе механической обработки цилиндрической заготовки в ней симметрично оси O-O и перпендикулярно ей с двух сторон с шагом t в два ряда формируют глухие отверстия одного диаметра и соединяют их одинаковыми пазами, затем по оси O'-O' параллельно оси O-O изготавливают два сквозных технологических отверстия и после термической обработки, используя технологические отверстия, симметрично оси О'-O' и параллельно оси O-O формируют два сквозных встречно направленных «П»-образных паза, после чего с шагом h разделяют заготовку на отдельные шайбы, в каждой из которых сформирован монолитный упругий элемент в виде параллелограммного механизма, состоящего из двух одинаковых симметрично расположенных параллелограммов, верхние поверхности балок которых совпадают с плоскостями шайбы.
| CN 105136014 A, 09.12.2015 | |||
| Тензорезисторный датчик силы | 1989 |
|
SU1649314A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕНЗОРЕЗИСТОРНЫХ ЧУВСТВИТЕЛЬНЫХ ЭЛЕМЕНТОВ | 2003 |
|
RU2231021C1 |
| Способ изготовления балочных упругих элементов | 1991 |
|
SU1783596A1 |
| CN 103712721 A, 09.04.2014 | |||
| JP 4102376 A, 03.04.1992 | |||
| KR 1020160098638 A, 19.08.2016 | |||
| Способ изготовления тензорезисторных датчиков силы | 1983 |
|
SU1118876A1 |
