Изобретение относится к технологии изготовления групповым способом тензорезисторных датчиков силы параллелограммного типа.
Известен способ серийного изготовления тензорезисторных датчиков силы, заключающийся в механической и термической обработки блока заготовок упругих элементов, разделке блока на отдельные упругие элементы и наклейке на их рабочие поверхности дискретных матриц тензорезисторов [1]. Способ технологичен и прост, но не позволяет изготавливать групповым способом датчики с упругими элементами на основе параллелограммных механизмов, состоящих из двух идентичных, монолитно объединенных, параллельно работающих параллелограммов.
Наиболее близким по технической сущности к заявляемому является «Групповой способ изготовления тензорезисторных датчиков силы» [2]. Он перспективен во всех отношениях, но требует специального вакуумного оборудования с силозадающим приспособлением внутри камеры, что удорожает процесс изготовления датчиков.
Целью изобретения является: возможность изготовления групповым способом тензорезисторных датчиков с упругими элементами на основе параллелограммных механизмов, состоящих из двух работающих параллельно идентичных параллелограммов в монолитном исполнении. Данный способ позволяет создавать в одном цикле изготовления недорогие помехозащищенные от паразитных сил, изгибающих и крутящих моментов стабильные и надежные датчики высокой точности на различные измеряемые усилия.
Поставленные цели достигаются тем, что перед изготовлением П-образных пазов, на боковой поверхности блока, с одинаковым шагом перпендикулярно его продольной оси О-О формируют два, четыре и шесть сквозных отверстий одного диаметра, которые по два горизонтальными сквозными пазами объединяют в гантели, длины которых ℓ меньше длины силовводящих узлов ℓ', и первые отверстия изготавливают на одинаковом расстоянии - “в” от линий раздела блока, а вторые - на другом одинаковом расстоянии -“г” от этих линий, при этом два отверстия и один паз расположены по средней линии боковой поверхности, четыре отверстия и два паза расположены на равном расстоянии от этой же линии, а шесть отверстий расположены так, что два отверстия и паз расположены по средней линии боковой поверхности, а четыре отверстия и два паза расположены на одинаковых расстояниях от центрального паза; далее на рабочей поверхности блока перпендикулярно ей с шагом Н формируют идентичные сквозные П-образные пазы, освобождающие балки параллелограммов из монолитного блока и формирующие из монолитного блока заготовок параллелограммные механизмы с силовводящими узлами 3, расположенными внутри параллелограммов; изготавливают матрицу тензорезисторов 4 и по линиям раздела разделяют ее на отдельные идентичные фрагменты 5 так, чтобы внутри каждого находились четыре тензорезистора для формирования мостовой схемы и одновременно сформировалось окно по площади равное площади П-образного паза для освобождения при его наклейке силовводящего узла, устанавливают фрагменты на рабочие поверхности балок так, чтобы продольные оси тензорезисторов совпадали с продольными осями балок, а их центры совпадали с линиями разметки на балках, и в едином цикле наклеивают фрагменты матрицы, после чего блок с одинаковым шагом разделяют на готовые датчики. Таким образом, в каждом датчике формируется параллелограммный механизм, состоящий из двух, симметрично расположенных, одинаковых монолитно объединенных и параллельно работающих параллелограммов. При разделке матрицы на фрагменты тензорезисторы, которые расположены в вырезанных окнах и остатках матрицы, в дальнейшем используют для создания датчиков с упругими элементами любых типов.
За один цикл изготовления в зависимости от длины блока заготовок L и шага разделки Н могут быть изготовлены несколько датчиков с монолитным параллелограммным механизмом в каждом.
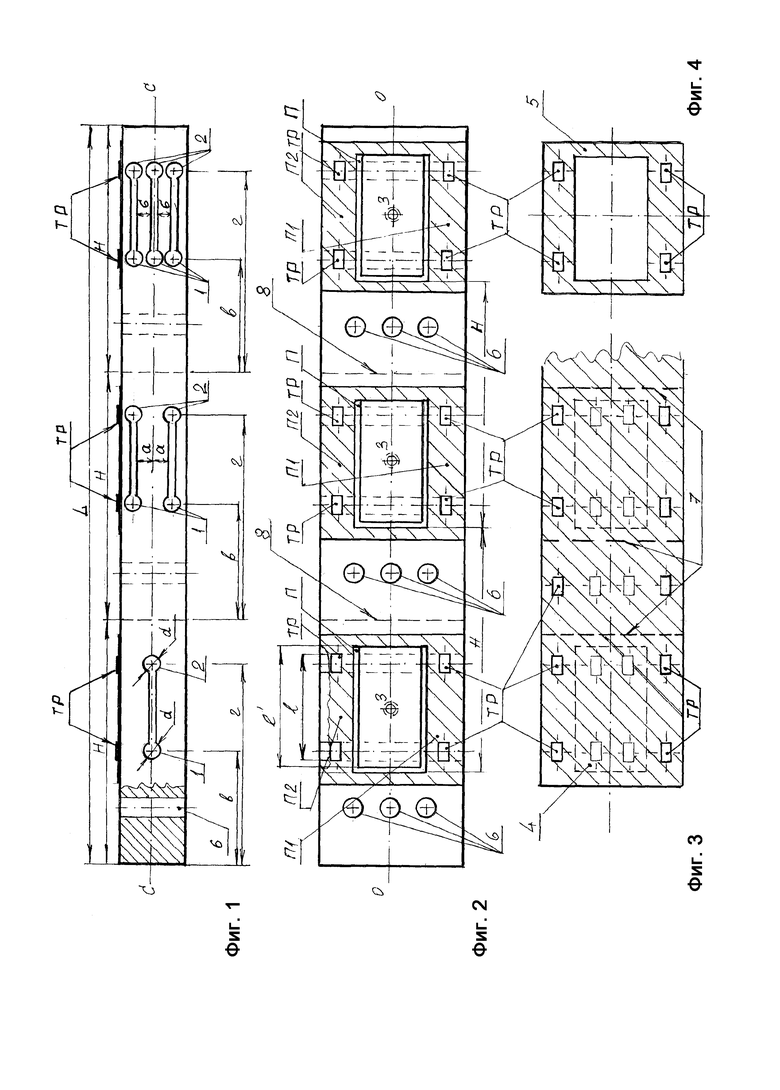
На Фиг. 1 показана схема группового способа изготовления тензорезисторных датчиков силы с упругими элементами в форме параллелограммных механизмов (вид спереди).
На Фиг. 2- та же схема (вид сверху).
На Фиг. 3 - матрица тензорезисторов до разделки на отдельные фрагменты.
На Фиг. 4 - фрагмент матрицы с окном и четырьмя тензорезисторами.
На Фиг. 1, 2, 3, 4 использованы следующие обозначения: L - длина блока заготовок упругих элементов; Н - шаг разделки блока на отдельные датчики и шаг разделки П-образных пазов; П - «П»-образные пазы; П1, П2 - параллелограммы; (О-О) - продольная ось симметрии блока заготовок; 1 - первые отверстия диаметром d; 2 - вторые отверстия диаметром d; 3 - силовводящие узлы; 4 - матрица тензорезисторов; 5-фрагмент матрицы с окном; ТР-тензорезисторы; ℓ - длина гантели; ℓ' - длина силовводящего узла; а - расстояния от средины линии боковой поверхности до двух пазов; “б” - расстояния между тремя пазами; в - расстояние от линии разделки блока до центров первых отверстий; г - расстояние от линий раздела блока до центров вторых отверстий; с - средняя линия боковой поверхности; 6 - отверстия для крепления датчиков; 7 - линии раздела матрицы на фрагменты; 8 - линии раздела блока на отдельные датчики.
Способ реализуется следующим образом: из стали, например, 35ХГСА изготавливают монолитный блок заготовок длиной L, в блоке, одним из известных способов, формируют перпендикулярно боковой поверхности соответственно два, четыре и шесть сквозных отверстия диаметром d, например 5 мм, далее с шагом Н, равным длине упругих элементов, перпендикулярно рабочей поверхности блока по всей ее длине изготавливают, например, электро-искровым методом, сквозные П-образные пазы, формируя из блока монолитно-объединенные параллелограммные механизмы с силовводящими узлами 3, расположенными по центру между балками параллелограммов П1, П2. На изолирующей подложке, например, из полиамидной смолы ПАИ-2И с закрепленной на ней фольгой, например, из константана, изготавливают матрицу тензорезисторов 4 так, чтобы продольные оси тензорезисторов при ее наклейке совпадали с продольными осями балок и находились в зонах максимальных деформаций балок.
В матрице 4 до наклейки при ее разделке на фрагменты, для освобождения силовводящих узлов одновременно формируют окна, по площади равные площади П-образных пазов, а тензорезисторы, которые освобождаются при этом, предварительно разделив их поэлементно, используют по прямому назначению для создания тензорезисторных датчиков. Фрагменты матриц 5 с одинаковым шагом устанавливают на поверхности балок так, чтобы продольные оси тензорезисторов совпадали с продольными осями балок, а их центры совпадали с линиями разметки на балках и в едином цикле наклеивают их на блок заготовок.
В сравнении с известными, предлагаемый способ имеет следующие преимущества:
1. Позволяет упростить технологию изготовления датчиков с монолитными параллелограммными механизмами, так как для его реализации не требуется специальное вакуумное оборудование с силозадающим механизмом внутри камеры, что снижает энергозатраты и соответственно стоимость датчиков.
2. Позволяет в едином цикле изготавливать датчики на разные усилия, содержащие монолитные параллелограммные механизмы.
3. Предложенный способ поддается автоматизации.
Источники информации, принятые при экспертизе:
1. Авт. Свидетельство СССР №1258169 А, Кл-G01L 1/22, 1984.
2. Решение от 28.07.2023 о выдаче патента на изобретение по заявке на «Групповой способ изготовления тензорезисторных датчиков силы» за №2023102341/ 28 (004992).
| название | год | авторы | номер документа |
|---|---|---|---|
| ГРУППОВОЙ СПОСОБ ИЗГОТОВЛЕНИЯ ТЕНЗОРЕЗИСТОРНЫХ ДАТЧИКОВ СИЛЫ | 2023 |
|
RU2815576C1 |
| ГРУППОВОЙ СПОСОБ ИЗГОТОВЛЕНИЯ ТЕНЗОРЕЗИСТОРНЫХ ДАТЧИКОВ СИЛЫ | 2023 |
|
RU2803391C1 |
| ГРУППОВОЙ СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГИХ ЭЛЕМЕНТОВ ТЕНЗОРЕЗИСТОРНЫХ ДАТЧИКОВ СИЛЫ | 2022 |
|
RU2803024C1 |
| ТЕНЗОРЕЗИСТОРНЫЙ ДАТЧИК СИЛЫ | 2022 |
|
RU2794992C1 |
| ТЕНЗОРЕЗИСТОРНЫЙ ДАТЧИК СИЛЫ | 2023 |
|
RU2804254C1 |
| ТЕНЗОРЕЗИСТОРНЫЙ ДАТЧИК СИЛЫ | 2023 |
|
RU2803392C1 |
| Способ серийного изготовления тензорезисторных датчиков силы | 1987 |
|
SU1506306A1 |
| ТЕНЗОРЕЗИСТОРНЫЙ ДАТЧИК СИЛЫ | 2024 |
|
RU2827676C1 |
| ТЕНЗОРЕЗИСТОРНЫЙ ДАТЧИК СИЛЫ | 2022 |
|
RU2807002C1 |
| СПОСОБ НАКЛЕЙКИ ТЕНЗОРЕЗИСТОРОВ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ЦИЛИНДРИЧЕСКОГО УПРУГОГО ЭЛЕМЕНТА | 2022 |
|
RU2807089C1 |
Изобретение относится к приборостроению и может быть использовано для изготовления групповым способом в одном технологическом цикле тензорезисторных датчиков силы на разные нагрузки, оснащенные параллелограммными механизмами. Способ состоит в следующем: в монолитном блоке заготовок упругих элементов перпендикулярно его боковой поверхности с одинаковым шагом формируют два, четыре и шесть сквозных отверстий одного диаметра, которые по два горизонтальными сквозными пазами объединяют в гантели, затем перпендикулярно рабочей поверхности блока с одинаковым шагом изготавливают сквозные П-образные пазы, формируя монолитные параллелограммные механизмы. Изготавливают матрицу тензорезисторов и при ее разделке на фрагменты в них одновременно делают окна для силовводящих узлов, наклеивают фрагменты матрицы на балки параллелограммов, после чего разделяют блок на дискретные датчики. Технический результат заключается в возможности одновременного изготовления датчиков на различные нагрузки, в повышении их помехозащищенности, повышении точности измерений. 1 з.п. ф-лы, 4 ил. 
1. Групповой способ изготовления тензорезисторных датчиков силы, включающий механическую и термическую обработку, изготовление в блоке заготовок упругих элементов с одинаковым шагом идентичных сквозных П-образных пазов, наклейку на рабочую поверхность блока матрицы тензорезисторов и разделку блока на отдельные датчики, отличающийся тем, что перед изготовлением П-образных пазов на боковой поверхности блока с одинаковым шагом перпендикулярно его продольной оси О-О формируют два, четыре и шесть сквозных отверстий одного диаметра, которые по два горизонтальными сквозными пазами объединяют в гантели, длины которых меньше длины силовводящих узлов, и первые отверстия изготавливают на одинаковом расстоянии от линий раздела блока, а вторые - на другом одинаковом расстоянии от этих линий, при этом два отверстия и один паз расположены по средней линии боковой поверхности, четыре отверстия и два паза расположены на равном расстоянии от средней линии, а шесть отверстий расположены так, что два отверстия и паз расположены по средней линии боковой поверхности, а четыре отверстия и два паза расположены на одинаковых расстояниях от центрального паза.
2. Групповой способ изготовления тензорезисторных датчиков силы по п. 1, отличающийся тем, что матрицу тензорезисторов по линиям раздела разделяют на отдельные идентичные фрагменты так, чтобы внутри каждого находились четыре тенорезистора для формирования мостовой схемы и одновременно сформировалось окно, по площади равное площади П-образного паза, для освобождения при его наклейке силовводящего узла, устанавливают фрагменты на рабочие поверхности балок так, чтобы продольные оси тензорезисторов совпадали с продольными осями балок, а их центры совпадали с линиями разметки на балках, и в едином цикле наклеивают фрагменты матрицы.
| ГРУППОВОЙ СПОСОБ ИЗГОТОВЛЕНИЯ ТЕНЗОРЕЗИСТОРНЫХ ДАТЧИКОВ СИЛЫ | 2023 |
|
RU2803391C1 |
| Способ изготовления тензорезисторных датчиков силы | 1983 |
|
SU1118876A1 |
| Тензорезисторный датчик силы | 1984 |
|
SU1198398A1 |
| Полупроводниковое измерительное устройство | 1984 |
|
SU1247693A1 |
| JP 56114734 A, 09.09.1981 | |||
| УПОР К НОЖНИЦАМ | 0 |
|
SU276699A1 |
