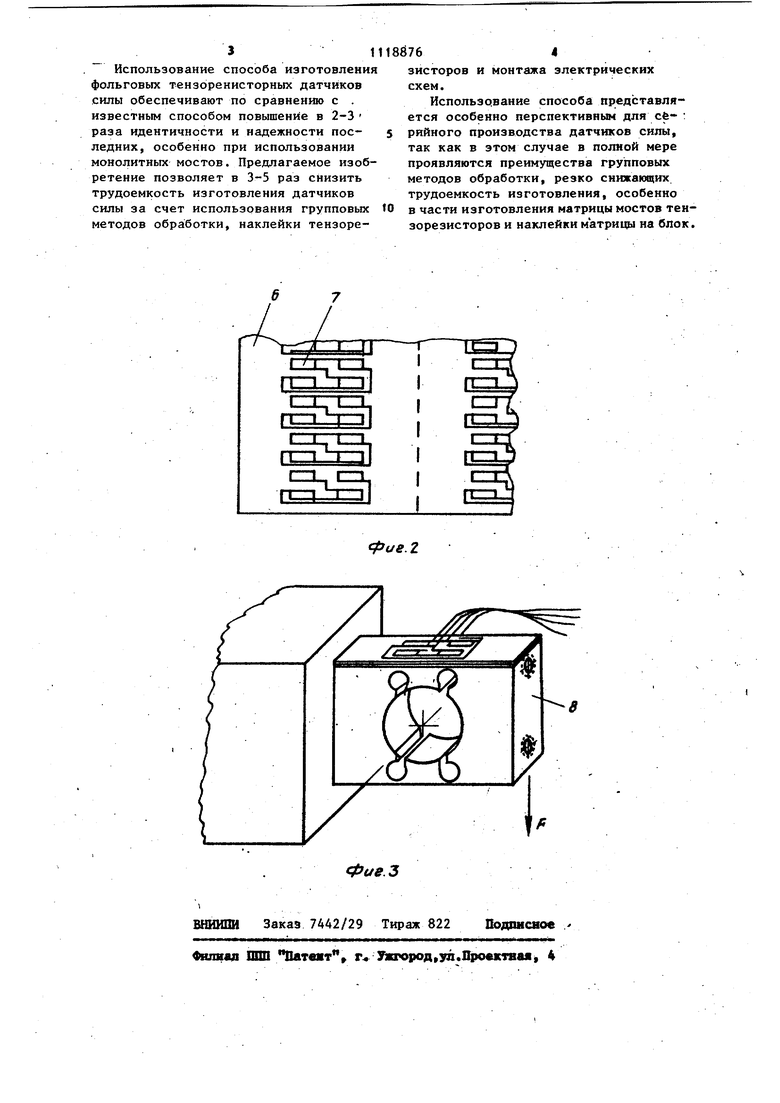
Изобретение относится к приборостроению и может быть использовано при серийном изготовлении фольговых тензорезисторных датчиков силы. Известен способ изготовления тензорезисторных датчиков силы, осно ванный на использовании тензопроволоки, свободно закрепленной на повер ности упругого злемента через изоляторы D3 Однако данный способ изготовления трудоемок, не поддается автоматизации и изготовленные на его основе датчики не обладают высокой метрологией из-за сложности обеспечения идентичного натяжения тензопроволоки между изоляторами и плохого теплоотвода от тензопроволоки. Наиболее близким к изобретению является способ изготовления тензо резисторных датчиков силы, включающий операции., по обработке заготовок упругих элементов и наклейке тензорезисторов на- рабочие поверхности упругих элементов 2J . Известный способ позволяет упростить технологию изготовления и повысить метрологические характеристики датчиков, однако при известном способе возникает сложность изготовлени группы датчиков с идентичными характеристиками, так как в этом случае упругие элементы проходят индивидуальную механическую и термическую обработку, на рабочие поверхности упругих элементов клеевые слои такж наносятся индивидуально из-за этого они невоспроизводимы по толщине, кроме того, на упругие тела наклеивают фольговые тензорезисторы, отобранные из одной партии, но не из одного листа фольги, из-за чего хара теристики датчиков имеют разброс. t. . Цель изобретения - снижение трудо емкости изготовления идентичных датчиков силы. Поставленная цель достигается тем что согласно способу изготовления тензорезисторных датчиков силы, вклю чающему операции по обработке загото BOX упругих элементов и наклейке тен зорезисторов на рабочие поверхности упругих элемертов, заготовки упругих лементов по базовым поверхностям собирают в единый блок, проводят его обработку, затем изготавляивают на общей подложке из одного листа фольг матрицу мостов тензорезисторов с шагом, равным толщине упругого элемента и наклеивают матрицу на рабоую поверхность блока, после чего разде-. ляют блок на отдельные элементы. На фиг. 1 изображен единый блок заготовки упругих элементов с расположенными на нем мостами тензорезисторов; на фиг, 2 - матрица мостов тензорезисторов на общей подложке; на фиг. 3 - отдельный готовый датчик силы. В процессе изготовления тензорезисторных датчиков силы предваритель.но изготавливают заготовки упругих элементов 1, например, из сплава 35ХГСА, с базирующими поверхностями 2. Далее заготовки упругих элементов 1 в требуемом количестве (10-15 штук) стягивают по.базирующим поверхностям 2 с помощью шпилек 3 в единый блок 4, проводят термическую обработку блока до получения необходимой твердости (для стали 35ХГСА: 37-39 HRC) и чистовую механическую обработку его рабочих поверхностей 5, наносят клеевой слой, например клея ВС-350, толщиной 20-25 мкм на рабочую поверхность 5, изготавливают с помощью методов .фотолитографии на общей подлйжке 6, например, из полиамидоимидной смолы ПАИ-2И, из единого листа фольги, например и константана, матрицу мостов тензорезисторов 7 с требуемым шагом расположения последних, наклеивают матрицу 7 на рабочую поверхность 5 блока, включающую операции по нанесению матрицы на рабочую поверхность блока, прижим матрицы к блоку с помощью одного прижимного приспособления и проведения операции по термообработке. Затем блок разделяют на отдельные готовые элементы 8. Способ может быть использован также и при изготовлении датчиков на малые измеряемые усилия (до 1 кгс). В этом случае заготовки упругих элег ментов 1 изготавливаются с технологическими перемычками 9, которые шунтируют рабочие поверхности заготовок 5, повьшая их механическую жесткость, что позволяет проводить чистую механическую обработку (шлифовку) рабочих поверхностей, собранных в единый блок , без деформации последних. После наклейки на рабочие поверхности мостов тензорезисторов 6 и их монтажа технологические перемычки 9 удаляют.
Использование способа изготовления фольговых тензоренисторных датчиков силы обеспечивают по сравнению с . известным способом повышение в 2-3 раза идентичности и надежности последних, особенно при использовании монолитных мостов. Предлагаемое изобретение позволяет в 3-5 раз снизить трудоемкость изготовления датчиков силы за счет использования групповых методов обработки, наклейки тензорезисторов и монтажа электрических схем.
Использование способа представляется особенно перспективным для сё- : рийного производства датчиков силы, так как в этом случае в полной мере проявляются преимущества групповых методов обработки, резко снижающих, трудоемкость изготовления, особенно в части изготовления матрицы мостов тензорезисторов и наклейки матрицы на блок.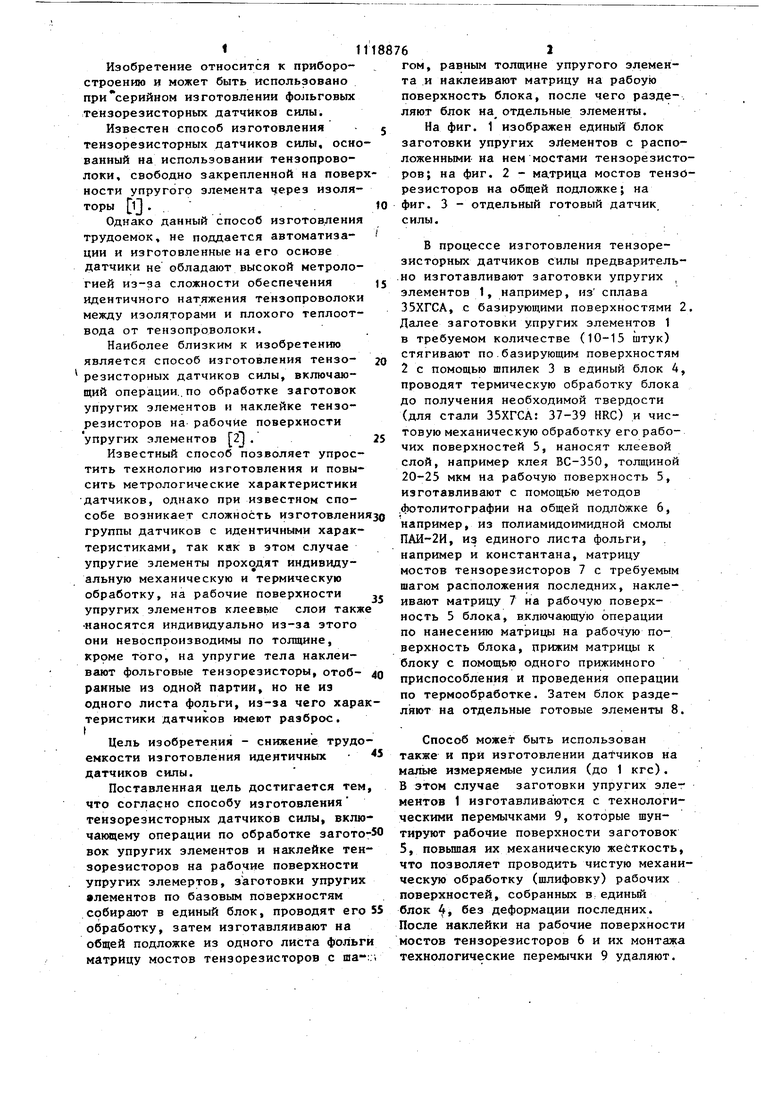
| название | год | авторы | номер документа |
|---|---|---|---|
| ГРУППОВОЙ СПОСОБ ИЗГОТОВЛЕНИЯ ТЕНЗОРЕЗИСТОРНЫХ ДАТЧИКОВ СИЛЫ | 2023 |
|
RU2815576C1 |
| ГРУППОВОЙ СПОСОБ ИЗГОТОВЛЕНИЯ ТЕНЗОРЕЗИСТОРНЫХ ДАТЧИКОВ СИЛЫ | 2023 |
|
RU2813092C1 |
| ГРУППОВОЙ СПОСОБ ИЗГОТОВЛЕНИЯ ТЕНЗОРЕЗИСТОРНЫХ ДАТЧИКОВ СИЛЫ | 2023 |
|
RU2803391C1 |
| Способ серийного изготовления тензорезисторных датчиков силы | 1987 |
|
SU1506306A1 |
| ТЕНЗОРЕЗИСТОРНЫЙ ДАТЧИК СИЛЫ | 2022 |
|
RU2795669C1 |
| НАКЛЕИВАЕМЫЙ ПОЛУПРОВОДНИКОВЫЙ ТЕНЗОРЕЗИСТОРНЫЙ ДАТЧИК ДЕФОРМАЦИЙ ДЛЯ ПРОЧНОСТНЫХ ИСПЫТАНИЙ | 2013 |
|
RU2548600C1 |
| БЛОК ИМИТАТОРОВ СИГНАЛОВ ТЕНЗОРЕЗИСТОРНЫХ ДАТЧИКОВ | 2022 |
|
RU2801776C1 |
| ГРУППОВОЙ СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГИХ ЭЛЕМЕНТОВ ТЕНЗОРЕЗИСТОРНЫХ ДАТЧИКОВ СИЛЫ | 2022 |
|
RU2803024C1 |
| ТЕНЗОРЕЗИСТОРНЫЙ ДАТЧИК СИЛЫ | 2024 |
|
RU2819553C1 |
| ТЕНЗОРЕЗИСТОРНЫЙ ДАТЧИК СИЛЫ | 2024 |
|
RU2829565C1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ТЕНЗОРЕЗИСТОРНЫХ ДАТЧИКОВ СИЛЫ, включающий операции по обработке заготовок упругих элементов и наклейке тензорезисторов на рабочие поверхности упругих элементов, отличающийся тем, что, с целью снижения трудоемкости изготовления идентичных датчиков силы, заготовки упругих элементов по базовым поверхностям собирают в единый блок, производят его обработку, затем изготавливают на общей подложке из одного листа фольги матрицу мостов тензорезисторов с шагом, равным толщине упругого элемента и наклеивают матрицу на рабочую поверхность блока, после чего разделяют блок на отдельные элементы.
Sl
Г 1
fpue.Z
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Силоизмеритель | 1978 |
|
SU983472A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
