ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к области хранения и транспортировки сжиженных газов, в частности к герметичным металлическим контейнерам, пригодным для хранения, перекачки или транспортировки холодных текучих сред, например сжиженных газов.
Изобретение касается, в частности, герметичных металлических мембран для транспортировки, передачи и хранения сжиженных газов, изготовленных из металлических пластин, сваренных вместе герметичным образом.
УРОВЕНЬ ТЕХНИКИ
Герметичные и теплоизоляционные резервуары с герметизированными металлическими мембранами используются, в частности, для хранения сжиженного природного газа (СПГ), который может храниться при атмосферном давлении и температуре приблизительно -162°C. Эти резервуары могут быть установлены на суше или на плавучей конструкции. В случае плавучей конструкции резервуар может быть предназначен для перевозки сжиженного природного газа или для приема сжиженного природного газа, используемого в качестве топлива для приведения в движение плавучей конструкции.
Чтобы ограничить напряжения термического происхождения в герметичной металлической мембране такого типа, стандартной практикой является использование сплавов с высоким содержанием никеля, известных как сплавы Инвара®, которые имеют чрезвычайно низкий коэффициент теплового расширения. Однако высокая доля никеля делает эти сплавы относительно дорогими. Кроме того, свариваемость этих сплавов с другими металлами не всегда удовлетворительна, в частности, с точки зрения механической прочности неоднородных сварных швов.
Известны сплавы на основе железа, в том числе углерод и марганец, предназначенные для криогенных применений, продаваемые корейской компанией Posco. Эти сплавы содержат по массе:
0,35% ≤ C ≤ 0,55%
22,0% ≤ Mn ≤ 26,0%
3,0% ≤ Cr ≤ 4,0%
0 ≤ Si ≤ 0,3%,
остальное - железо и остаточные элементы, полученные в результате производства.
Однако эти сплавы не совсем удовлетворительны.
Фактически, даже если они являются удовлетворительными с точки зрения их коэффициента теплового расширения и их ударной вязкости при температуре окружающей среды и при криогенных температурах (-196°C), авторы настоящего изобретения обнаружили, что они обладают более высокой чувствительностью к горячему растрескиванию, чем современный сплав Инвар® и сплавы нержавеющей стали 304L.
Более того, авторы настоящего изобретения также заметили, что эти стали обладают высокой чувствительностью к коррозии. Сейчас хорошая устойчивость к коррозии важна для применений, упомянутых выше, в частности, в случае тонких полос, особенно для ограничения рисков усталостного разрушения или разрушения при действии напряжений в деталях и конструкциях, изготовленных из этих сплавов.
Хорошая коррозионная стойкость особенно важна для деталей и узлов, предназначенных для хранения и транспортировки сжиженных газов. Фактически, эти детали и узлы могут подвергаться относительно сильной атмосферной коррозии, поскольку верфи, строящие суда для транспортировки сжиженных газов, включающие такие детали и узлы, и площадки для установки труб для транспортировки сжиженного газа, как правило, расположены на берегу. Сейчас коррозия на глубину, превышающую критическую глубину, увеличивает риск усталостного разрушения, связанного, в частности, с циклическим охлаждением и нагревом или выходом из строя под напряжением деталей и конструкций, изготовленных из этих сплавов. Следовательно, эти сплавы не совсем подходят для упомянутых выше применений.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Одна из идей, лежащих в основе изобретения, состоит в том, чтобы при хранении и транспортировке сжиженного газа использовать пластины из сплавов с высоким содержанием марганца, достаточным для замены никеля в качестве стабилизатора аустенитной фазы при низких температурах, и обладающих другими удовлетворительными свойствами для этих применений.
Другая идея, лежащая в основе изобретения, заключается в удовлетворении совокупных требований, касающихся:
- низкого теплового сжатия при охлаждении от температуры окружающей среды,
- стабильности аустенитной фазы в процессе эксплуатации для сохранения пластичности при низких температурах,
- устойчивости к коррозии,
- свариваемости, в том числе неоднородной свариваемости углеродистыми и нержавеющими сталями,
- механической прочности сварных швов и, как следствие, отсутствия горячих трещин,
- ударной вязкости в холодном состоянии,
- механической усталостной прочности и механической термоциклической прочности.
С этой целью изобретение предоставляет систему для хранения и/или транспортировки сжиженного газа, включающую в себя контейнер, предназначенный для контакта со сжиженным газом, причем контейнер состоит по существу из металлических пластин, сваренных вместе герметично. Одна, несколько или все металлические пластины изготовлены из сплава на основе железа и марганца, который включает в себя, по массе:
25,0% ≤ Mn ≤ 32,0%,
7,0% ≤ Cr ≤ 14,0%,
0 ≤ Ni ≤ 2,5%,
0,05% ≤ N ≤ 0,30%,
0,1 ≤ Si ≤ 0,5%,
при необходимости, дополнительно 0,010% ≤ редкоземельные элементы ≤ ≤ 0,14%,
остальное - железо и остаточные элементы, полученные в результате производства.
В соответствии с конкретными вариантами осуществления, сплав имеет одну или несколько из следующих характеристик по отдельности или в любом технически возможном объединении:
- содержание хрома составляет от 8,5% до 11,5% по массе включительно;
- содержание никеля составляет от 0,5% до 2,5% по массе включительно;
- содержание азота составляет от 0,15% до 0,25% по массе включительно;
- редкоземельные элементы включают в себя один или несколько элементов, выбранных из: лантана, церия, иттрия, празеодима, неодима, самария и иттербия;
- сплав железа и марганца, описанный выше, имеет средний коэффициент теплового расширения CTE от -180°C до 0°C, меньший или равный 8,5×10-6/°C;
- сплав на основе железа и марганца, описанный выше, имеет температуру Нееля TNeel, большую или равную 40°C;
- сплав на основе железа и марганца, описанный выше, имеет по меньшей мере одну из следующих характеристик, когда он выполнен в форме тонкой полосы толщиной 3 мм или менее;
- ударная вязкость KCV на небольшом испытательном образце толщиной 3 мм при криогенных температурах (-196°C), превышающих или равных 80 Дж/см2, и, например больше или равных 100 Дж/см2;
- предел упругости Rp0,2 при -196°C не менее 700 МПа;
- предел упругости Rp0,2 при температуре окружающей среды (20°C) не менее 300 МПа;
- сплав на основе железа и марганца, описанный выше, является аустенитным при криогенных температурах и при температуре окружающей среды.
В общих чертах функции различных химических элементов в этих сплавах заключаются в следующем.
Марганец Mn способствует пластичности, стабилизируя деформируемую аустенитную фазу в холодном состоянии. Следовательно, он способствует упрочнению за счет двойникования без потери пластичности, что отражается в высоком удлинении при разрыве.
Хром Cr гарантирует устойчивость к атмосферной коррозии. В объединении с азотом он позволяет получить поверхностный пассивирующий слой. Тем не менее содержание должно быть ограничено, чтобы предотвратить образование нежелательной фазы (сигма-фазы).
Небольшое количество никеля Ni возможно дополнительно использовать для стабилизации аустенитной фазы при низких температурах, например, при -163°C, и, следовательно, для обеспечения отсутствия переходной фазы при охлаждении и деформационном упрочнении.
Азот N служит стабилизатором аустенитной фазы, а также защитой от коррозии. Число сопротивления точечной коррозии (PREN) сплава предпочтительно составляет от 11 до 15 включительно. Этот индекс определяется следующим образом:
 ,
,
где [X] обозначает массовую долю химического элемента X, выраженную в процентах.
Углерод C должен оставаться в небольших количествах, учитывая его сродство с хромом, что может привести к осаждению карбидов. Упрочнение, вызванное углеродом, также может оказаться неблагоприятным для свариваемости. Однако он способствует механической прочности, увеличивает предел упругости Re и предел текучести Rm.
Кремний Si является результатом производства и его необходимо ограничивать для сохранения свариваемости. Однако он играет роль стабилизатора.
Металлические элементы, такие как редкоземельные элементы, в частности церий Се, лантан La и иттрий Y, значительно улучшают свариваемость сплава.
Этот вид сплава представляет собой аустенитную сталь с высоким содержанием марганца. Это аустенитный сплав при температуре окружающей среды и при криогенных температурах (-196°C).
Под остаточными элементами, возникающими в результате производства, понимаются элементы, которые присутствуют в сырье, используемом для производства сплава, или которые поступают из оборудования, используемого для его производства, например, огнеупорный материал печи. Эти остаточные элементы не оказывают металлургического воздействия на сплав.
Остаточные элементы включают в себя, в частности, один или несколько из следующих элементов: углерод (C), алюминий (Al), селен (Se), серу (S), фосфор (P), кислород (O), кобальт (Co), медь (Cu), молибден (Mo), олово (Sn), ниобий (Nb), ванадий (V), титан (Ti) и свинец (Pb).
Суммарное максимальное содержание всех остаточных элементов составляет 0,8% по массе, предпочтительно менее 0,5% по массе.
Для каждого из перечисленных выше остаточных элементов максимальное содержание предпочтительно выбирается следующим образом по массе:
C ≤ 0,05% по массе и предпочтительно C ≤ 0,035% по массе,
Al ≤ 0,02% по массе и предпочтительно Al ≤ 0,005% по массе,
Se ≤ 0,02% по массе, предпочтительно Se ≤ 0,01% по массе, еще более предпочтительно
Se ≤ 0,005% по массе,
S ≤ 0,005% по массе, предпочтительно S ≤ 0,001% по массе,
P ≤ 0,04% по массе, и предпочтительно P ≤ 0,02% по массе,
O ≤ 0,005% по массе, и предпочтительно O ≤ 0,002% по массе,
Co, Cu, Mo ≤ 0,2% по массе,
Sn, Nb, V, Ti ≤ 0,02% по массе,
Pb ≤ 0,001% по массе.
В частности, содержание селена ограничено указанными выше диапазонами с целью предотвращения проблем горячего растрескивания, которые могут возникнуть из-за слишком высокого содержания селена в сплаве. Массовая доля химического элемента Se составляет предпочтительно менее 10 м.д., предпочтительно менее 5 м.д. в сплаве на основе железа и марганца.
Сплав на основе железа и марганца имеет, в частности:
- средний коэффициент теплового расширения CTE между -180°C и 0°C меньший или равный 8,5×10-6/°C; а также
- температуру Нееля TNeel большую или равную 40°C,
и когда он выполнен в форме тонкой полосы толщиной менее или равной 3 мм,
- ударную вязкость KCV на небольшом испытательном образце толщиной 3 мм при криогенных температурах (-196°C) больших или равных 80 Дж/см2, например больших или равных 100 Дж/см²;
- предел упругости Rp0,2 при -196°C не менее 700 МПа; а также
- предел упругости Rp0,2 при температуре окружающей среды (20°C) не менее 300 МПа.
Следовательно, этот сплав имеет свойства теплового расширения, ударной вязкости и механической прочности, которые являются удовлетворительными для его использования в упомянутых выше применениях, в частности при криогенных температурах, таких как, например транспортировка и хранение текучих сред.
Сплав на основе железа и марганца, кроме того, обладает стойкостью к коррозии, характеризующейся критическим током коррозии в среде H2SO4 (2 моль/л) строго менее 230 мА/см2 и потенциалом питтинговой коррозии V в среде NaCl (0,02 моль/л) строго больше 40 мВ, при этом потенциал питтинговой коррозии определяется по отношению к опорному потенциалу, стандартному водородному электроду (SHE). Следовательно, сплав на основе железа и марганца имеет коррозионную стойкость выше или равную стойкости сплава Инвар®-M93. Обратите внимание в этом контексте, что сплав Инвар®-M93 - это материал, обычно используемый в контексте упомянутых выше применений, в частности, при криогенных температурах.
Сплав на основе железа и марганца также имеет удовлетворительную свариваемость и, в частности, хорошее сопротивление горячему растрескиванию. В частности, как поясняется ниже, он имеет длину трещины, меньшую или равную 7 мм в испытании Varestraint для 3% пластической деформации. Следовательно, сплав на основе железа и марганца имеет гораздо более высокую стойкость к растрескиванию, чем это наблюдалось в предыдущих сплавах Fe-Mn.
В сплаве на основе железа и марганца при содержании менее или равном 32,0% по массе марганец позволяет получить средний коэффициент теплового расширения менее 8,5 × 10-6/°C в диапазоне от -180°C до 0°C. Этот коэффициент теплового расширения является удовлетворительным для использования сплава в контексте предполагаемых применений и, в частности, в контексте криогенных применений.
Кроме того, содержание марганца, превышающее или равное 25,0% по массе, связанное с содержанием хрома, меньшим или равным 14,0% по массе, позволяет получить хорошую стабильность размеров сплава при температуре окружающей среды и при криогенных температурах (-196°C). В частности, температура Нееля сплава тогда строго превышает 40°C, и нет риска ее достижения при обычных температурах, при которых используется сплав. Теперь использование сплава при температурах, превышающих температуру Нееля, сопряжено с риском возникновения больших отклонений в расширении деталей и узлов, свариваемых при температуре окружающей среды. Фактически, коэффициент расширения высокомарганцевой стали, описанный выше, составляет порядка 8 × 10-6/°C при температурах, меньших или равных температуре Нееля, тогда как он составляет порядка 16 × 10-6/°C для температур выше температуры Нееля.
Хром при содержании менее или равном 14,0% по массе позволяет получить хорошую ударную вязкость KCV на небольшом испытательном образце толщиной 3 мм при криогенных температурах (-196°C) и, в частности, ударную вязкость KCV при -196°C большую или равную 50 Дж/см². Напротив, авторы изобретения отметили, что содержание хрома, строго превышающее 14,0% по массе, может привести к слишком большой хрупкости сплава при криогенных температурах.
Кроме того, при содержании более или равном 7,0% по массе хром позволяет получить хорошую свариваемость сплава. Авторы изобретения отметили, что свариваемость имеет тенденцию ухудшаться при содержании хрома строго менее 7,0% по массе. Хром также способствует повышению коррозионной стойкости сплава.
Содержание хрома предпочтительно составляет от 8,5 до 11,5% по массе включительно. Содержание хрома в этом диапазоне приводит к еще лучшему компромиссу между высокой температурой Нееля и высокой коррозионной стойкостью.
Никель при содержании менее или равном 2,5% по массе позволяет получить средний коэффициент теплового расширения от -180°C до 0°C, меньший или равный 8,5×10-6/°C. Этот коэффициент теплового расширения является удовлетворительным для использования сплава в контексте предполагаемых применений и, в частности, криогенных применений, упомянутых выше. Напротив, авторы изобретения отметили, что коэффициент теплового расширения может ухудшиться, если содержание никеля строго превышает 2,5% по массе.
Содержание никеля предпочтительно составляет от 0,5 до 2,5% по массе включительно. Фактически, содержание никеля более или равное 0,5% по массе позволяет дополнительно улучшить ударную вязкость сплава при криогенных температурах (-196°C).
Азот в количестве, превышающем или равном 0,05% по массе, способствует повышению коррозионной стойкости. Однако его содержание ограничено 0,30% по массе, чтобы сохранить удовлетворительную свариваемость и удовлетворительную ударную вязкость при криогенных температурах (-196°C).
Содержание азота предпочтительно составляет от 0,15 до 0,25% по массе включительно. Содержание азота в этом диапазоне позволяет достичь еще лучшего компромисса между механическими свойствами и стойкостью к коррозии.
Кремний, присутствующий в сплаве с содержанием от 0,1 до 0,5% по массе включительно, действует в сплаве как раскислитель.
Сплав может включать в себя редкоземельные элементы в количестве от 0,010% до 0,14% по массе включительно. Редкоземельные элементы предпочтительно выбираются из иттрия (Y), церия (Ce), лантана (La), празеодима (Pr), неодима (Nd), самария (Sm) и иттербия (Yb) или смесей одного или нескольких из этих элементов. В одном конкретном примере редкоземельные элементы содержат смесь церия и лантана или иттрия, используемые сами по себе или в смеси с церием и лантаном.
Редкоземельные элементы состоят, в частности, из лантана и/или иттрия, при этом сумма содержания лантана и иттрия составляет от 0,010% до 0,14% по массе включительно.
Альтернативно, редкоземельные элементы состоят из церия, содержание церия составляет от 0,010% до 0,14% по массе включительно.
Кумулятивная массовая доля металлического элемента или элементов, выбранных из Ce и La, предпочтительно составляет от 100 м.д. до 200 м.д. включительно в сплаве на основе железа и марганца.
Альтернативно редкоземельные элементы состоят из смеси лантана, иттрия, неодима и празеодима, причем сумма содержания в них лантана, иттрия, неодима и празеодима составляет от 0,010% до 0,14% по массе включительно. В этом случае редкоземельные элементы добавляют, например в форме мишметалла с содержанием от 0,010% до 0,14% по массе включительно. Мишметалл содержит церий, лантан, неодим и празеодим в следующих пропорциях: Ce: 50%, La: 25%, Nd: 20% и Pr: 5%.
Присутствие редкоземельных элементов и, в частности, смеси церия и лантана или иттрия с указанным выше содержанием позволяет получить сплав, имеющий очень хорошее сопротивление горячему растрескиванию и, следовательно, даже более улучшенную свариваемость.
Например, содержание редкоземельных элементов составляет от 150 м.д. до 800 м.д. включительно.
Сплав на основе железа и марганца предпочтительно имеет:
- средний коэффициент теплового расширения менее 9,5×10-6 K-1 в диапазоне температур от 0°C до -180°C включительно, предпочтительно менее 8,5×10-6 K-1,
- температуру Нееля TNeel большую или равную 40°C,
и, когда он выполнен в форме тонкой полосы толщиной менее или равной 3 мм,
- ударную вязкость на небольшом испытательном образце толщиной 3 мм при -196°C более 80 Дж/см², предпочтительно более 100 Дж/см²,
- предел упругости Rp0,2 более 700 МПа при -196°C,
- предел текучести Rm не менее 1000 МПа при -163°C,
- удлинение при разрыве более 40% при -163°C, и
- предел упругости Rp0,2 при температуре окружающей среды (20°C) не менее 300 МПа.
Производство сплава на основе железа и марганца может включать этапы, которые будут описаны ниже.
Например, его производят в электродуговой печи, а затем рафинируют в ковше обычными способами (обезуглероживание, раскисление и десульфуризация), которые, в частности, могут включать в себя стадию снижения давления. В качестве альтернативы сплав на основе железа и марганца изготавливают в печи в вакууме из сырья с низким содержанием остатков.
Затем, например, из сплава, полученного таким образом, изготавливают полосы в горячем или холодном виде.
Например, для производства таких полос в горячем или холодном виде используется следующий способ.
Сплав отливают в форме полуфабрикатов, таких как слитки, переплавленные электроды, слябы, в частности тонкие слябы толщиной менее 200 мм, в частности полученные путем непрерывной разливки, или заготовки.
Когда сплав разливают в форме переплавленного электрода, последний предпочтительно переплавляют в вакууме или в электропроводящем шлаке, чтобы получить более чистые и более однородные полуфабрикаты.
Затем полученный полуфабрикат подвергают горячей прокатке при температуре от 950°C до 1220°C включительно для получения горячекатаной полосы.
Толщина горячекатаной полосы составляет, в частности, от 2 мм до 6.5 мм включительно.
В соответствии с одним вариантом осуществления горячей прокатке предшествует термообработка с химической гомогенизацией при температуре от 950°C до 1220°C включительно в течение от 30 минут до 24 часов включительно. Процесс химической гомогенизации используется, в частности, для слябов, в частности, для тонких слябов.
Горячекатаная полоса охлаждается до температуры окружающей среды с образованием охлажденной полосы, а затем наматывается в катушки.
Затем охлажденную полосу затем, при необходимости, дополнительно подвергается холодной прокатке для получения холоднокатаной полосы, имеющей конечную толщину, которая предпочтительно составляет от 0,5 мм до 2 мм включительно. Холодная прокатка осуществляется за один проход или за множество последовательных проходов.
Холоднокатаную полосу конечной толщины, при необходимости, дополнительно подвергается рекристаллизационной термообработке в статической печи в течение от 10 минут до нескольких часов при температуре выше 700°C. В качестве альтернативы ее подвергают рекристаллизационной термообработке в печи непрерывного отжига в течение от нескольких секунд до примерно 1 минуты при температуре выше 900°C в зоне поддержания печи и в защитной атмосфере типа N2/H2 (30%/70%) при температуре мороза от -50°C до -15°C включительно. Температура инея определяет парциальное давление водяного пара, содержащегося в атмосфере термообработки.
Рекристаллизационная термообработка может проводиться в тех же условиях во время холодной прокатки при промежуточной толщине между начальной толщиной (соответствующей толщине горячекатаной полосы) и конечной толщиной. Промежуточная толщина выбирается, например равной 1,5 мм, когда конечная толщина холоднокатаной полосы составляет 0,7 мм.
Способы получения сплава и изготовления горячекатаных и холоднокатаных полос из этого сплава приведены только в качестве примера.
В частности, полоса имеет толщину, меньшую или равную 6,5 мм, а предпочтительно, меньшую или равную 3 мм.
Этот вид полосы представляет собой, например холоднокатаную полосу, изготовленную способом, описанным выше, или горячекатаную полосу, полученную после стадии горячей прокатки способа, описанного выше.
Холодную прокатку можно проводить в один или несколько этапов, за каждым из которых может следовать рекристаллизационный отжиг для регулирования размера зерен микроструктуры. Рекристаллизационный отжиг на этапах холодной прокатки позволяет регулировать предел упругости и улучшать свариваемость.
Пример 1
Сплавы A, B, C и D получают с различным содержанием определенных компонентов, как указано в таблице 1. В таблице 2 указаны физические свойства, измеренные для этих сплавов. Фаза после охлаждения определяется микроструктурным анализом. γ обозначает аустенитную фазу, а ε обозначает мартенситную фазу. Предел текучести Rm при -163°C, предел упругости Rp0,2 при -163°C и относительное удлинение при разрыве A при -163°C определяются испытаниями на растяжение. Ударная вязкость измеряется с помощью испытательного образца по Шарпи.
Эти измерения показывают, что сплавы C и D обладают очень полезными свойствами для применения в ограничении криогенных жидкостей, таких как сжиженный газ.
Испытания на Varestraint были также проведены для сплавов B, C и D и продемонстрировали отсутствие риска горячего растрескивания.
Таблица 1
Таблица 2
α (10-6 K-1)
Rm (МПа)
Rp0,2 (МПа)
-163°С
А (%)
(Дж/см²)
Механические свойства Rm, Rp0,2 и A приведены здесь для сравнения для одинакового размера зерна во всех сплавах. Эти свойства могут быть изменены термической обработкой.
Пример 2
Готовят сплав с составом, указанной в таблице 3 (массовые доли).
Таблица 3
Полученную исходную пластину толщиной 3.5 мм подвергают холодной прокатке до толщины 1 мм. Перекристаллизационная обработка в течение 10 минут при 850°C позволяет получить очень маленький размер зерна (4 мкм) и очень высокий предел упругости, около 500 МПа. Получается плато потока, обеспечивающее эффективную повторяемость форм во время формования мембран. Параметры рекристаллизационного отжига исследованы для изменения размера зерна. Соответствующие размеры зерна G приведены в таблице 4, как измерено в соответствии со стандартом ASTM E112-10.
Таблица 4
Механическая прочность однородного сварного шва между двумя деталями из сплава железа и марганца или неоднородного сварного шва между деталью из сплава железа и марганца и деталью из другого сплава, в частности из нержавеющей стали 304L и Инвар® M93, была исследована путем испытаний на растяжение. Эти испытания проводились с использованием сплава из примера 16 таблицы 6 в качестве сплава железа и марганца.
В частности, однородные сварные швы были получены путем стыковой сварки двух образцов, взятых из полосы, изготовленной из сплава железа и марганца в соответствии с примером 16 в таблице 6. Неоднородные сварные швы были также выполнены стыковой сваркой образца, взятого из полосы, изготовленной из сплава согласно примеру 16 в таблице 6, с образцом, взятым из полосы, изготовленной из сплава Инвар® М93, или с образцом, взятым из полосы, изготовленной из нержавеющей стали 304L.
Кроме того, для сравнения, однородные сварные швы были получены путем стыковой сварки двух образцов, взятых из полос, изготовленных из сплава Инвар® М93, а неоднородные сварные швы были получены путем стыковой сварки образца, взятого из полосы, изготовленной из сплава Инвар® М93, и образца, взятого из полосы, изготовленной из нержавеющей стали 304L.
Результаты представлены в таблице 5.
Таблица 5
Таблица 5. Результаты испытаний на растяжение
Испытания на растяжение проводились при температуре окружающей среды, как это обычно бывает при квалификационных испытаниях сварных швов.
Эти испытания показывают, что сплав на основе железа и марганца имеет удовлетворительную свариваемость с нержавеющей сталью и сплавом Инвар®.
Пример 3
Авторы изобретения выполнили лабораторное литье сплавов, состав которых определена выше, и сравнительных сплавов, состав которых отличается от составов, описанных выше.
Эти сплавы производились в вакууме, а затем подвергались горячей прокатке с получением полос шириной 35 мм и толщиной 4 мм.
Затем эти полосы подвергали механической обработке, чтобы получить поверхность, свободную от горячего окисления.
Составы сплавов каждой из испытанных полос представлены в таблице 6 ниже.
Авторы изобретения провели испытания Varestraint на полосах, полученных в соответствии с европейским стандартом FD CEN ISO/TR 17641-3 при пластической деформации 3,2%, чтобы оценить их устойчивость к горячему растрескиванию. Они измерили общую длину трещин, образовавшихся во время испытания, и классифицировали полосы на три категории:
- полосы, имеющие после испытания общую длину трещин менее или равную 2 мм, считались имеющими отличную стойкость к горячему растрескиванию,
- полосы, имеющие после испытания общую длину трещин от 2 до 7 мм включительно, считались хорошо стойкими к горячему растрескиванию, в то время как
- полосы с общей длиной трещин строго более 7 мм считались недостаточно стойкими к горячему растрескиванию.
Результаты этих испытаний представлены в столбце «Испытания Varestraint» таблицы 6 ниже. В этом столбце:
«1» обозначает полосы, обладающие отличной стойкостью к горячему растрескиванию;
«2» обозначает полосы, обладающие хорошей стойкостью к горячему растрескиванию;
«3» обозначает полосы, имеющие недостаточную стойкость к горячему растрескиванию.
Стойкость к горячему растрескиванию является важным аспектом свариваемости сплава. Чем выше сопротивление растрескиванию, тем лучше свариваемость.
Авторы изобретения также проверили устойчивость к коррозии, выполнив потенциометрические испытания. С этой целью они провели следующие испытания:
- оценка общей коррозии путем измерения критического тока коррозии Jsteel Mn в среде H2SO4 (2 моль/л) и сравнение этого тока с измеренным для полос из сплава Инвар®-М93 (JInvar M93 M93 ~230 мА/см2);
- оценка локальной коррозии путем измерения потенциала точечной коррозии V в среде NaCl (0,02 моль/л) и сравнения этого потенциала V с потенциалом сплава Инвар®-M93 (VInvar M93/ESHE ~40 мВ), где ESHE - опорный потенциал относительно стандартного водородного электрода.
Сплав Инвар®-М93 имеет следующий состав в процентах по массе:
5% ≤ Ni ≤ 36,5%,
0,2% ≤ Mn ≤ 0,4%,
0,02 ≤ C ≤ 0,04%,
0,15 ≤ Si ≤ 0,25%,
при необходимости, дополнительно,
0 ≤Co≤20%,
0 ≤Ti≤0,5%,
0,01% ≤Cr≤0,5%,
остальное - железо и остаточные элементы, полученные в результате производства.
Если Jsteel Mn < JInvar M93 и Vsteel Mn/ESHE > VInvar M93/ESHE, испытанная сталь считается более устойчивой к коррозии, чем сплав Инвар M93.
Если Jsteel Mn > JInvar M93 или Vsteel Mn/ESHE < VInvar M93/ESHE, испытанная сталь считается менее устойчивой к коррозии, чем сплав Инвар®-M93.
Результаты этих испытаний представлены в колонке «Коррозионная стойкость» таблицы 6 ниже. В этом столбце:
- «> Инвар» соответствует полосам, для которых Jsteel Mn < JInvar M93 и Vsteel Mn/ESHE > > VInvar M93/ ESHE;
- «<Инвар» соответствует полосам, для которых Jsteel Mn > JInvar M93 или Vsteel Mn/ESHE < < VInvar M93/ESHE; а также
- «~ Инвар» соответствует полосам, для которых Jsteel Mn ≈ JInvar M93 или Vsteel Mn/ESHE ≈ ≈ VInvar M93/ ESHE.
Авторы изобретения также провели испытания на ударную вязкость при -196°C на небольшом испытательном образце (толщина ~3,5 мм) и измерили энергию разрушения при ударе (KCV) полосы в соответствии со стандартом NF EN ISO 148-1. Энергия разрыва выражается в Дж/см². Он отражает ударную вязкость полосы. Результаты этих испытаний представлены в столбце «KCV при -196°C» в таблице 6 ниже.
Авторы изобретения также провели дилатометрические испытания:
- от -180°С до 0°С для определения среднего коэффициента теплового расширения сплава; а также
- от 20°С до 500°С для определения температуры Нееля TNeel сплава. Температура Нееля соответствует температуре, выше которой антиферромагнитный материал становится парамагнитным.
Средний коэффициент теплового расширения более конкретно определяется путем измерения изменения длины в микрометрах между -180°C и 0°C испытательного образца длиной 50 мм при 0°C. Затем вычисляют средний коэффициент теплового расширения по следующим формулам: 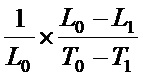 , где
, где  представляет собой изменение длины в микрометрах между 0°C и -180°C, L0 представляет собой длину испытуемого образца при 0°C, T0 равно 0°C и T1 равно -180°C.
представляет собой изменение длины в микрометрах между 0°C и -180°C, L0 представляет собой длину испытуемого образца при 0°C, T0 равно 0°C и T1 равно -180°C.
Температура Нееля определяется путем измерения L(T), где L - длина образца при температуре T, а затем путем вычисления наклона dL/dT. Температура Нееля соответствует температуре, при которой изменяется наклон этой кривой.
Результаты этих испытаний соответственно указаны в столбцах, озаглавленных «CTE [-180°C при 0°C]» и «TNeel» в таблице 6 ниже.
Наконец, авторы изобретения провели испытания на механическое растяжение в плоскости при -196°C, чтобы измерить предел упругости Rp0,2 при удлинении 0,2% при -196°C. Результаты этих испытаний сведены в колонку, озаглавленную «Rp0,2 при -196°C» в таблице 6 ниже.
Таблица 6.
+La
S
P
O
-196°C (Дж/см2)
(°C)
[-180°C до 0°C]
(10-6/°C)
-196°C
(Мпа)
Таблица 6. Составы сплавов и результаты испытаний
В таблице 6 выше «н.о.» означает, что указанное значение не было определено.
Кроме того, подчеркнуты испытания в соответствии с изобретением.
В этой таблице:
- для элементов C, Al, Se, S, P, O «мин» означает:
C <0,05% по массе,
Al <0,02% по массе,
Se <0,001% по массе,
S <0,005% по массе,
P <0,04% по массе,
O <0,002% по массе,
- элементы, обозначенные «Прочие», включают в себя Co, Cu, Mo, Sn, Nb, V, Ti и Pb, и в этом столбце «мин» означает:
- Co, Cu, Mo <0,2% по массе,
- Sn, Nb, V, Ti <0,02% по массе, и
- Pb <0,001% по массе.
Для азота «мин» означает N <0,03% по массе. При указанном выше содержании азот считается остаточным элементом.
Для редкоземельных элементов, а именно Ce, La и Y, «мин» означает, что сплав содержит не более следовых количеств этих элементов, предпочтительно содержание каждого из этих элементов меньше или равно 1 м.д.
Испытания под номерами 6, 8, 10, 12, 15-17, 19 и 20 соответствуют настоящему изобретению.
Видно, что полосы, полученные в соответствии с вышеуказанными испытаниями, обладают хорошей или даже превосходной стойкостью к горячему растрескиванию (см. колонку Испытание Varestraint) и, следовательно, имеют хорошую свариваемость.
Кроме того, эти полосы имеют коррозионную стойкость выше или равную стойкости сплава Инвар M93, средний коэффициент теплового расширения CTE между
-180°C и 0°C меньший или равный 8,5×10-6/°C, температуру Нееля, большую или равную 40°C, ударную вязкость KCV при -196°C большую или равную 80 Дж/см² и предел упругости Rp0,2 при -196°C, больший или равный 700 МПа.
Полосы, изготовленные из сплава на основе железа и марганца, поэтому обладают удовлетворительными свойствами с точки зрения теплового расширения, ударной вязкости и механической прочности для их использования в приложениях, для которых требуется высокая стабильность размеров в случае колебаний температуры, в частности, при криогенных температурах.
Сплавы в соответствии с испытаниями под номерами от 1 до 5 имеют содержание хрома строго менее 7,0% по массе. Видно, что соответствующие полосы имеют плохую стойкость к горячему растрескиванию и, следовательно, не очень удовлетворительную свариваемость. Более того, испытания 1 и 3 показывают, что это плохое сопротивление горячему растрескиванию не компенсируется добавлением углерода даже при относительно высоком содержании.
Сплав в соответствии с испытанием 11 имеет содержание хрома строго более 14,0% по массе. Видно, что соответствующие ленты обладают высокой хрупкостью при криогенных температурах, что отражается в ударной вязкости KCV строго ниже 50 Дж/см². Также видно, что этот сплав имеет температуру Нееля строго ниже 40°C.
Сплав в соответствии с испытанием под номером 13 имеет содержание никеля строго более 2,5% по массе. Видно, что соответствующие полосы имеют средний коэффициент теплового расширения CTE от -180°C до 0°C, строго превышающий 8,5×10-6/°C.
Сравнение испытаний 7 и 8 показывает, что при прочих равных условиях повышенное содержание азота позволяет улучшить коррозионную стойкость. Более того, сплав в соответствии с испытанием под номером 9 имеет содержание азота строго более 0,30% по массе, и видно, что он имеет свариваемость и ударную вязкость KCV при
-196°C, которые ухудшаются.
Более того, как показывает сравнение испытаний 14 и 15, пониженное содержание марганца при равных прочих приводит к снижению температуры Нееля.
Также видно, что полосы, соответствующие испытаниям 14, 17, 19 и 20, которые включают в себя редкоземельные элементы в количестве от 0,010% до 0,14% по массе, обладают превосходной стойкостью к горячему растрескиванию с длиной трещин менее 2 мм. Напротив, полосы, соответствующие испытаниям 18 и 21, имеют содержание редкоземельных элементов строго больше 0,14% по массе, и видно, что эти полосы имеют ухудшенную свариваемость.
Сплав на основе железа и марганца может быть успешно использован в любом применении, в котором желательна хорошая стабильность размеров, связанная с хорошей стойкостью к коррозии и хорошей свариваемостью, в частности, в криогенной области или, опять же, в области электроники.
Учитывая их свойства, выбранные выше, сплавы могут быть успешно использованы для изготовления сварных узлов, предназначенных для криогенных применений, и в частности резервуаров или труб для транспортировки или хранения сжиженных газов.
Сплавы Fe-Mn, выбранные выше, особенно подходят для хранения и транспортировки сжиженного газа, в частности, для производства относительно тонких систем локализации, также известных как мембраны, например с толщиной меньше или равной 3 мм, предпочтительно меньше или равной 2 мм или даже меньше или равной 1 мм.
Согласно одному соответствующему варианту осуществления систему хранения и/или транспортировки изготавливают в форме герметичного и теплоизолированного резервуара, и она дополнительно включает в себя опорную конструкцию и теплоизолирующий барьер, расположенный между опорной конструкцией и контейнером. В резервуарах такого типа контейнер по существу выполнен в форме металлической мембраны, удерживаемой на внутренней поверхности теплоизолирующего барьера.
В соответствии с одним вариантом осуществления ограничивающей системы металлические пластины, образующие металлическую мембрану, гофрированы и включают в себя по меньшей мере одну группу параллельных гофр для обеспечения упругого удлинения мембраны в по меньшей мере одном направлении. Такие гофры могут выступать на внутренней или внешней поверхности металлической мембраны.
Такие гофры могут быть различной формы. В соответствии с одним вариантом осуществления первая группа параллельных гофров протяжена в первом направлении, а вторая группа параллельных гофр протяжена в пересекающемся втором направлении, предпочтительно ортогональном первому направлению. В вариантах осуществления гофры двух групп могут пересекаться или нет.
Гофры металлической мембраны можно, в частности, изготавливать из металлических пластин путем изгиба или прессования. С помощью процесса гибки, в частности, можно получить гофру, протяженную от одного края до другого металлической пластины, без значительного растяжения металлической пластины, что сохраняет ее сопротивление механической усталости. При сборке металлических пластин эти гофры могут быть расположены на одной линии друг с другом для образования на внутренней или внешней поверхности металлической мембраны непрерывного канала, протяженного через всю или часть стенки резервуара. Такой непрерывный канал можно использовать для циркуляции нейтрального газа в стенке резервуара. В частности, с помощью процесса прессования можно получить более короткую гофру, не протяженную от одного края до другого металлической пластины, что ограничивает или предотвращает образование каналов большой длины.
В соответствии с одним вариантом осуществления гофрированные металлические пластины изготовлены из сплава на основе железа и марганца и имеют размер зерна, измеренный в соответствии с ASTM E112-10, от 6 до 8 включительно. Это стандартизированный размер, который обозначает относительно крупные зерна и влияет на предел упругости. Например, гофрированные металлические пластины, изготовленные из сплава на основе железа и марганца, поэтому имеют предел упругости Rp0,2 при 20°C менее 350 МПа, предпочтительно от 300 до 350 МПа включительно. Такой предел упругости способствует деформируемости сплава.
В соответствии с одним вариантом осуществления системы локализации герметичный и теплоизоляционный резервуар имеет по меньшей мере одну плоскую стенку, а металлическая мембрана плоской стенки выполнена в форме мембраны, натянутой в продольном направлении плоской стенки,
металлические пластины, образующие металлическую мембрану, изготавливают в форме полос, протяженных в продольном направлении и центральный участок которых является плоским с возможностью опираться на внутреннюю поверхность теплоизолирующего барьера.
В этом случае металлические пластины, изготовленные в форме полос, могут иметь приподнятые продольные края, которые выступают внутрь резервуара относительно плоского центрального участка и сварены попарно для образования сильфонов, способствующих упругому удлинению металлической мембраны в поперечном направлении, перпендикулярном продольному направлению.
В этом случае металлическая мембрана плоской стенки предпочтительно дополнительно включает в себя опору для присоединения сваркой, расположенную продольно между двумя полосами натянутой мембраны, при этом опора для присоединения сваркой соединена с теплоизолирующим барьером для удержания натянутой мембраны на теплоизолирующем барьере, приподнятый край каждой из упомянутых двух полос приварен к опоре для присоединения сваркой с образованием одного из упомянутых компенсаторов расширения.
В соответствии с одним вариантом осуществления, вдоль по меньшей мере одного продольного торцевого края плоской стенки резервуар включает в себя соединительную балку, прикрепленную к опорной конструкции, а край натянутой мембраны приварен к соединительной балке, чтобы воспринимать силу натяжения в натянутой мембране в продольном направлении. Соединительную балку предпочтительно изготавливают из сплава на основе железа и марганца. Соединительная балка также может быть изготовлена из сплава Инвар®.
В одном варианте осуществления две полосы и опора сварного шва изготовлены из сплава на основе железа и марганца. Опора для присоединения сваркой также может быть изготовлена из другого металла, например из нержавеющей стали или сплава Инвар®.
В соответствии с одним вариантом осуществления металлические пластины, изготовленные в форме полос, изготовлены из сплава на основе железа и марганца и имеют размер зерна, измеренный в соответствии с ASTM E112-10, от 8,5 до 12 включительно. Этот стандартизированный размер, обозначающий относительно мелкие зерна, влияет на предел упругости. Например, металлические пластины, изготовленные в форме полос, изготовлены из сплава на основе железа и марганца и имеют предел упругости Rp0,2 при 20°C более 350 МПа, предпочтительно от 350 до 450 МПа включительно. В этом случае предел упругости при -163°C предпочтительно составляет от 750 до 950 МПа включительно.
Этот вид герметичного и теплоизоляционного резервуара может быть изготовлен различными способами, например с одним герметизированным барьером или множеством последовательных герметизированных барьеров. В резервуаре с множеством барьеров сплав на основе железа и марганца может быть использован во вспомогательной мембране барьера и/или в основной мембране. Будем иметь в виду, что вспомогательная мембрана означает герметизированную мембрану, расположенную вокруг основной мембраны и предназначенную для удержания сжиженного газа в случае выхода из строя или разрыва основной мембраны.
Согласно соответствующему варианту осуществления контейнер представляет собой вспомогательную мембрану, а теплоизолирующий барьер представляет собой вспомогательный изолирующий барьер, герметичный и теплоизоляционный резервуар, дополнительно включающий в себя основной изолирующий барьер, опирающийся на вспомогательную мембрану, и основную мембрану, удерживаемую на основном изолирующем барьере, предпочтительно гофрированную мембрану из нержавеющей стали, например из нержавеющей стали 304L.
В соответствии с другим вариантом осуществления контейнер представляет собой основную мембрану, а теплоизолирующий барьер представляет собой основной изолирующий барьер, герметичный и теплоизоляционный резервуар, дополнительно включающий в себя вспомогательную мембрану, расположенную между основным изолирующим барьером и опорной конструкцией и удерживаемую на вторичном изолирующем барьере, расположенном между вспомогательной мембраной и опорной конструкцией.
Этот тип герметичного и теплоизоляционного резервуара может быть частью наземного хранилища, например для хранения СПГ, или установлен в прибрежной или глубоководной плавучей конструкции, в частности, на танкере-метановозе, плавучей установке для хранения и регассификации (FSRU), плавучей установке для хранения и разгрузки продукции (FPSO) и т.д. Этот вид резервуаров может иметь различную геометрию, например, призматическую, цилиндрическую, сферическую и т.д.
В соответствии с одним вариантом осуществления изобретение также предлагает плавучую конструкцию, включающую в себя двойной корпус, и вышеупомянутая система хранения и/или транспортировки может быть интегрирована в двойной корпус. Затем внутренний корпус плавучей конструкции образует несущую конструкцию.
Например, плавучая конструкция представляет собой судно для перевозки сжиженного газа, в частности танкер-метановоз.
В соответствии с одним вариантом осуществления система хранения и/или транспортировки сжиженного газа представляет собой топливную цистерну бак для приведения в движение плавучей конструкции.
В соответствии с одним вариантом осуществления изобретение также обеспечивает систему загрузки или разгрузки, включающую в себя вышеупомянутую плавучую конструкцию, изолированные трубы для соединения герметичного и теплоизоляционного резервуара, установленного в корпусе, с плавучим или наземным хранилищем, и насос для подачи потока сжиженного газа через изолированные трубы от плавучего или наземного хранилища или к нему в герметичный и теплоизоляционный резервуар или из него.
В соответствии с одним вариантом осуществления изобретение также предлагает способ загрузки или разгрузки вышеупомянутой плавучей конструкции, в котором поток сжиженного газа направляют по изолированным трубам из или в плавучее или наземное хранилище в герметичный и теплоизоляционный резервуар или из него.
В соответствии с другим вариантом осуществления система хранения и/или транспортировки сжиженного газа имеет форму наземной системы хранения. Контейнер также может быть выполнен в форме самонесущего резервуара или в форме трубы. Этот вид самонесущего резервуара может иметь различную геометрию, например, призматическую, цилиндрическую, сферическую и т.д.
Изобретение также предлагает способ изготовления контейнера, предназначенного для контакта со сжиженным газом, для хранения, передачи и/или транспортировки сжиженного газа, включающий в себя предоставление множества металлических полос или пластин из сплава на основе железа и марганца, указанного выше, и сваривают упомянутые металлические полосы или пластины вместе герметичным образом в форме контейнера.
Под сжиженным газом подразумевается объект, который находится в парообразном состоянии при нормальных условиях температуры и давления и который был охлажден для образования жидкой фазы. В такой системе могут храниться различные сжиженные газы, например, СПГ, СНГ, этилен и т.д.
КРАТКОЕ ОПИСАНИЕ ФИГУР
Изобретение будет лучше понято, а его цели, детали, особенности и преимущества станут более ясными из последующего описания со ссылкой на прилагаемые чертежи множества конкретных вариантов осуществления изобретения, представленных в только качестве неограничивающей иллюстрации.
Фиг. 1 представляет вид в перспективе, данный в разрезе, стенки мембранного резервуара в соответствии с первым вариантом осуществления.
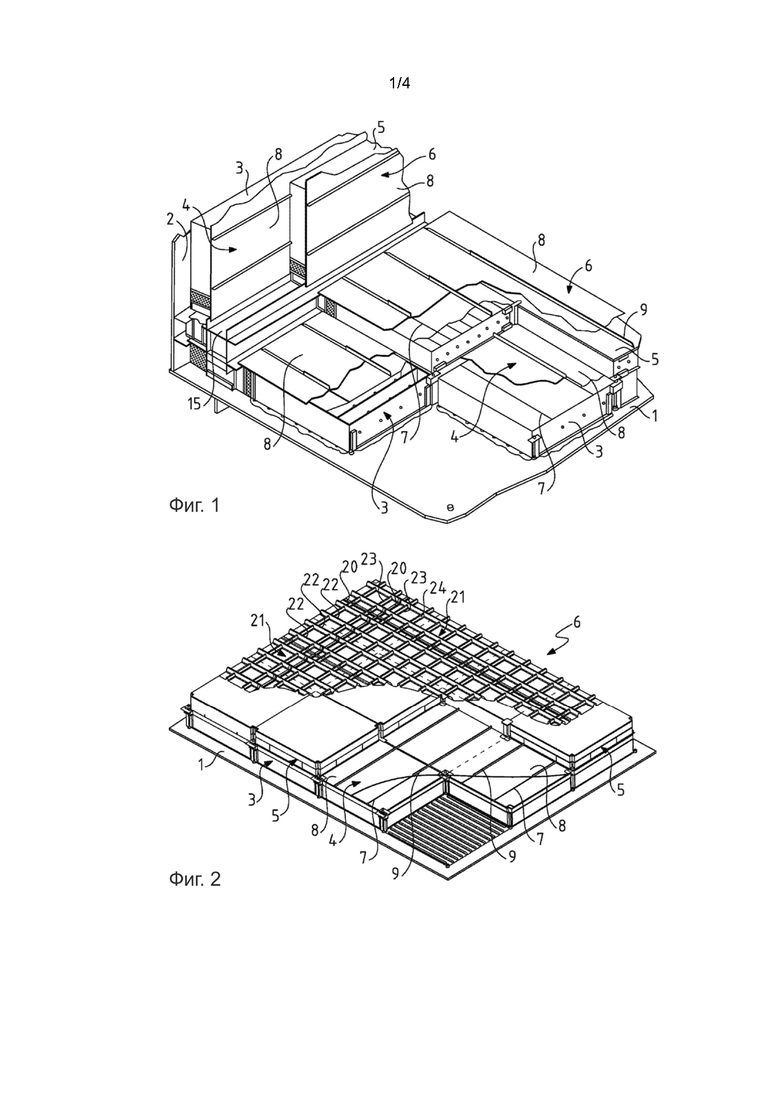
Фиг. 2 представляет вид в перспективе, данный в разрезе, стенки мембранного резервуара в соответствии со вторым вариантом осуществления.
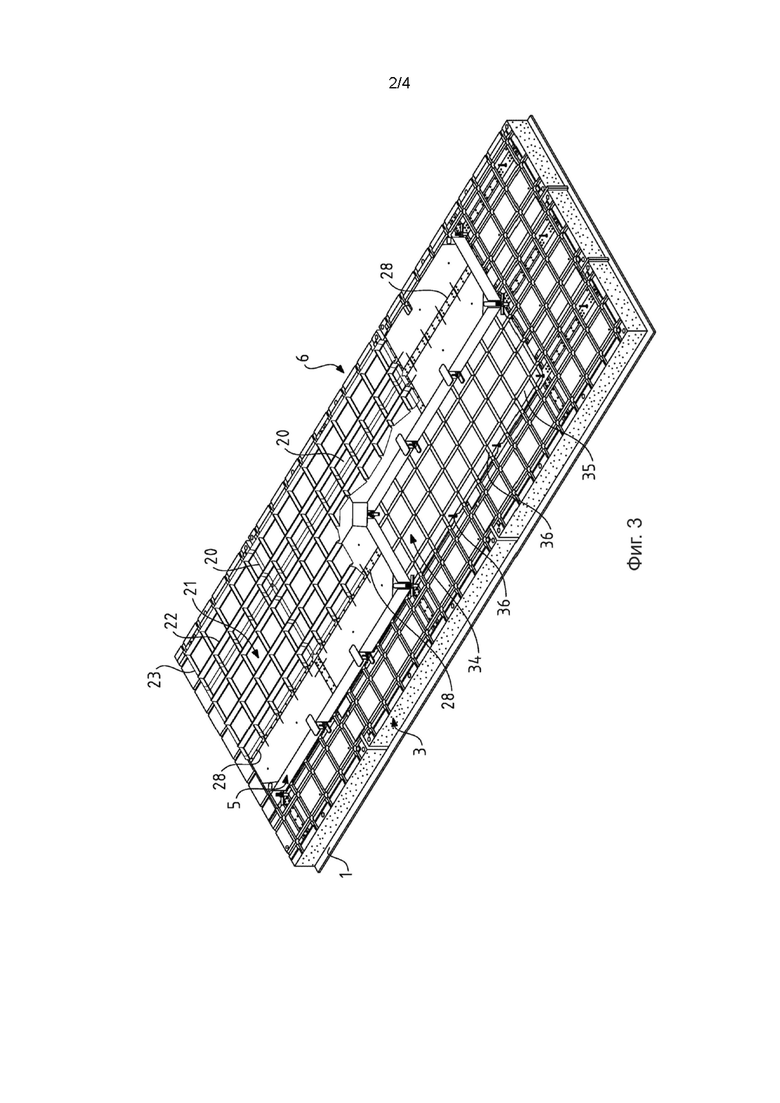
Фиг. 3 представляет вид в перспективе, данный в разрезе, стенки мембранного резервуара в соответствии с третьим вариантом осуществления.
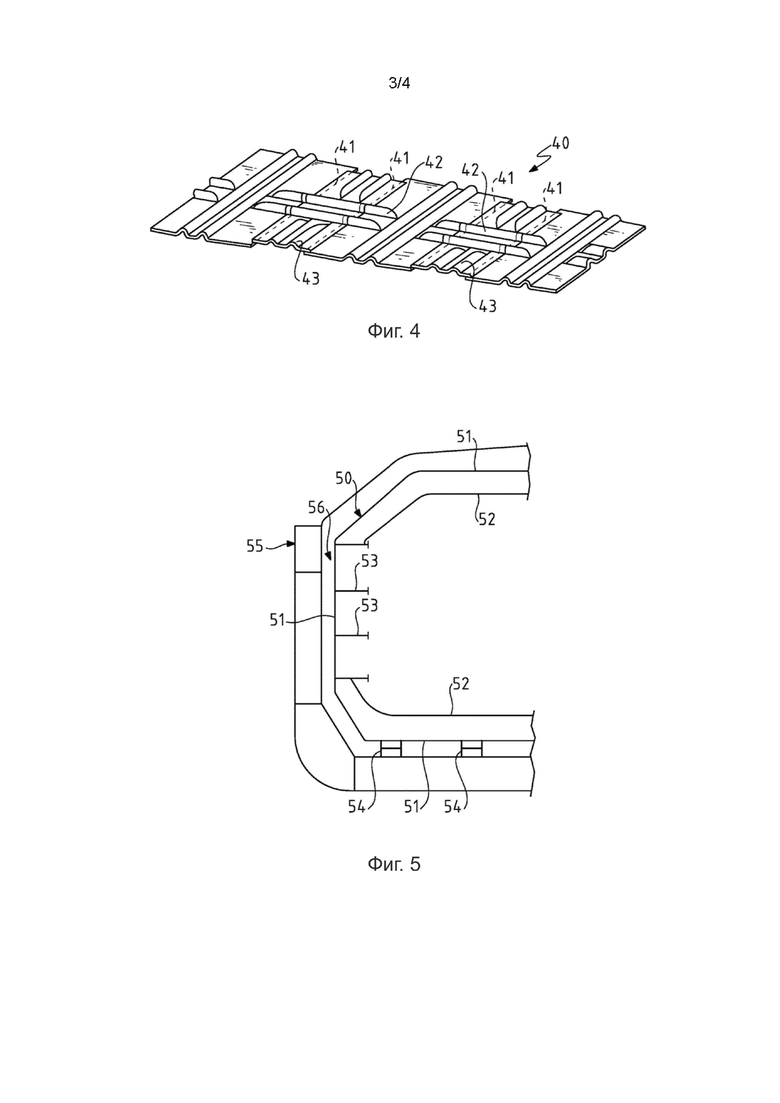
Фиг. 4 представляет собой схематический вид в перспективе гофрированной герметизированной мембраны, образованной прессованными пластинами.
Фиг. 5 представляет схематический вид в разрезе самонесущего резервуара в корпусе судна.
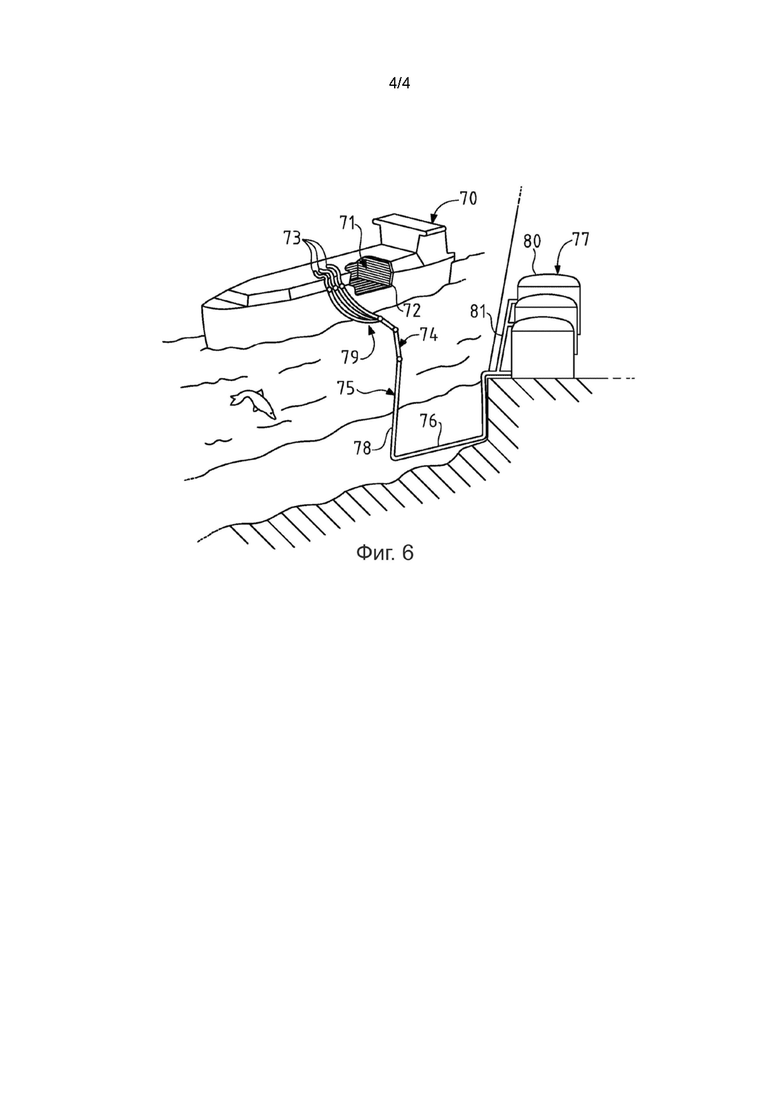
Фиг. 6 представляет схематическое изображение резервуара танкера-метановоза, данный в разрезе, и терминала для загрузки/разгрузки этого резервуара.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Фиг. 1 представляет собой схематический вид в перспективе в разрезе герметичных и изоляционных стенок призматического резервуара на уровне угла между нижней стенкой и поперечной стенкой. Здесь несущая конструкция резервуара состоит из внутреннего корпуса двухкорпусного судна, из которых представлены нижняя стенка 1 и поперечные перегородки 2, определяющие отсеки во внутреннем корпусе судна. На каждой стенке опорной конструкции создается соответствующая стенка резервуара путем последовательного наложения вспомогательного изоляционного слоя 3, вспомогательной герметизированной мембраны 4, основного изоляционного слоя 5 и основной герметизированной мембраны 6.
На уровне угла между двумя стенками вспомогательные герметизированные мембраны 4 двух стенок и основные герметизированные мембраны 6 двух стенок соединены соединительным кольцом 15 в форме балки квадратного сечения, которая позволяет создавать силы растяжения в герметизированной мембране, возникающие в результате теплового сжатия, деформации корпуса в море и перемещений груза, который необходимо поглотить. Одна возможная конструкция соединительного кольца 15 более подробно описана в FR-A-2549575.
Здесь вспомогательная герметизированная мембрана 4 и основная герметизированная мембрана 6 являются натянутыми мембранами. Каждая из них состоит из группы параллельных полос с приподнятыми краями 8, которые чередуются с удлиненными опорами 9 для присоединения сваркой. Каждая опора 9 для присоединения сваркой удерживается нижележащим слоем изоляции, например размещаясь в канавках 7, образованных в крышках коробок, заполненных изоляционным материалом. Эта чередующаяся структура создается по всей поверхности стен, что может повлечь за собой очень большую длину. На этой большой длине герметичные сварные швы между выступающими краями полос и чередующимися между ними опорами сварного шва могут быть выполнены в форме прямолинейных сварных швов, параллельных стене.
Вышеупомянутые сплавы Fe-Mn можно использовать для изготовления поясов 8 обшивки с меньшими затратами, чем у сплава Инвар®. Толщина поясов 8 обшивки составляет, например от 0,5 до 1,5 мм включительно, предпочтительно приблизительно 0,7 мм.
Вышеупомянутые сплавы Fe-Mn также могут быть использованы для изготовления опор 9 для присоединения сваркой с меньшими затратами, чем сплав Инвар®. Толщина опор 9 для присоединения сваркой составляет, например от 0,5 до 1,5 мм включительно.
Наконец, вышеупомянутые сплавы Fe-Mn также могут быть использованы для изготовления соединительного кольца 15 с меньшими затратами, чем сплав Инвар®. Толщина пластин, образующих соединительное кольцо 15, составляет, например от 0,5 до 1,5 мм включительно. Пояса 8 обшивки, изготовленные из сплава Fe-Mn, также могут быть приварены к соединительному кольцу 15 из сплава Инвар®, учитывая хорошую свариваемость двух металлов.
Параллельные полосы с приподнятыми краями 8, расположенными попеременно с удлиненными опорами 9 для сварки, могут быть сварены с помощью автоматической машины для индукционной сварки. Другие подробности относительно изготовления этих сварных швов можно найти в публикации WO-A-2012072906.
В варианте осуществления на фиг. 2 элементы, идентичные или аналогичные элементам на фиг. 1, имеют тот же ссылочный номер.
Вспомогательная мембрана 4 по-прежнему является натянутой мембраной, аналогичной показанной на фиг. 1, тогда как здесь основная мембрана 6 представляет собой гофрированную мембрану, образованную прямоугольными пластинами 21, сваренными угловым швом на уровне зон 20 перекрытия. Прямоугольные пластины несут две группы эквидистантных гофр 22 и 23, протяженных в двух ортогональных направлениях, параллельных краям прямоугольных пластин. Гофры 22 и 23 имеют пересечения 24.
Вышеупомянутые сплавы Fe-Mn можно использовать для изготовления всей или части вспомогательной мембраны 4, как указано выше. В этом случае, согласно первому варианту осуществления, прямоугольные пластины 21 основной мембраны 6 изготовлены из нержавеющей стали 304L.
В соответствии со вторым вариантом осуществления вышеупомянутые сплавы Fe-Mn также могут быть использованы для изготовления прямоугольных пластин 21. Толщина пластин 21 составляет, например от 0,5 до 1,5 мм включительно, предпочтительно приблизительно 1,2 мм. Гофры 22 и 23 могут быть образованы изгибом.
Вследствие хорошей свариваемости вышеупомянутых сплавов Fe-Mn с нержавеющей сталью нержавеющую сталь может быть использована для изготовления деталей, к которым локально приваривается основная мембрана 6 из сплава Fe-Mn, в частности анкерных полос 28, прикрепленных к основному теплоизолирующему барьеру 5, опущенных на фиг. 2, но представленных на фиг. 3.
Натяжная мембрана и гофрированная мембрана работают по-разному и требуют разных механических свойств. В натянутой мембране эффект теплового сжатия заключается в создании высокого статического напряжения растяжения в продольном направлении. Кроме того, по существу не может происходить движение пластин в продольном направлении. Поэтому желательно, чтобы предел упругости поясов 8 обшивки был очень высоким. С этой целью предпочтителен относительно небольшой размер зерна, например, G от 8 до 12,5.
В гофрированной мембране деформация гофров и перемещение плоских участков мембраны, расположенных между гофрами, происходят в ответ на термические или другие нагрузки. Следовательно, необязательно, чтобы предел упругости пластин 21 был таким высоким. Для настоящей заявки предпочтителен относительно больший размер зерна, например, G от 6 до 8 включительно.
В варианте осуществления на фиг. 3 элементы, идентичные или аналогичные элементам на фиг. 2, имеют тот же ссылочный номер.
Здесь основная мембрана 6 представляет собой гофрированную мембрану, образованную прямоугольными пластинами 21, гофры которых выступают внутрь резервуара.
Вспомогательная мембрана 34 представляет собой другую гофрированную металлическую мембрану, также образованную прямоугольными пластинами, сваренными угловым швом на уровне зон перекрытия. Эти гофры 35 выступают наружу резервуара и размещаются в канавках, образованных на внутренней поверхности вспомогательного изоляционного барьера 3. Стержни 36, прикрепленные к внутренней поверхности вторичного изоляционного барьера 3, проходят через вспомогательную мембрану 34 и используются для крепления изоляционных панелей, образующих основной изолирующий барьер 5.
Вышеупомянутые сплавы Fe-Mn могут быть использованы для изготовления всей или части вспомогательной мембраны 34 и/или гофрированной основной мембраны 6.
Гофрированные прямоугольные пластины можно сваривать с помощью автоматической машины, включающей в себя передвижную сварочную горелку, например как описано в EP-A-0611217.
Гофрированные мембраны 6 и 34 на фигурах 2 и 3 имеют непрерывные гофры, продолжающиеся от одной стороны к другой пластине. Гофры могут быть выполнены с другой геометрией.
В мембранном резервуаре, встроенном в опорную конструкцию, как показано на фигурах 1-3, герметизированные мембраны образуют два герметичных контейнера, вставленных один в другой и предназначенных для удержания сжиженного газа, а именно основной контейнер, состоящий по существу из основной мембраны, и вспомогательный контейнер, по существу состоящий из вспомогательной мембраны. Некоторые части основного контейнера и/или второго контейнера, тем не менее, могут быть изготовлены из других частей, возможно, более толстых, чем пластины, образующие саму мембрану. Это части, расположенные, например на уровне краев между двумя стенками резервуара в соответствии с известной технологией, например в форме угловых частей, с которыми соединяются мембраны двух стенок, прилегающих к краевой поверхности, как в вышеупомянутой балке квадратного сечения.
Например, на фиг. 4 представлена металлическая мембрана 40, которая может быть изготовлена из вышеупомянутых сплавов Fe-Mn, образованная из прямоугольных пластин, сваренных угловым швом на уровне зон 41 перекрытия, и включающая в себя прессованные гофры 42 и 43. Спрессованные гофры 42 и 43 прерываются на некотором расстоянии друг от друга и поэтому не имеют пересечений. Металлическая мембрана 40 может быть использована как одиночная мембрана, и/или как основная мембрана, и/или как вспомогательная мембрана.
На фиг. 5 частично представлен в поперечном сечении самонесущий резервуар 50, который может быть изготовлен из вышеупомянутых сплавов Fe-Mn. Самонесущий резервуар 50 изготовлен из более толстых пластин, сваренных вместе, например толщиной от 5 до 20 мм, которые образуют герметичную оболочку 51, например многогранной формы, вместе с элементами жесткости, а именно поперечными элементами 52 и продольными элементами жесткости 53. В представленном примере самонесущий резервуар 50 находится в корпусе 55 судна. Он опирается на нижнюю стенку корпуса 55 опорами 54. Теплоизоляция, которая не представлена, предпочтительно вставляется в пространство 56 между самонесущим резервуаром 50 и корпусом 55. Самонесущий резервуар 50, который здесь показан в разрезе, может иметь трехмерную призматическую геометрию.
Резервуары, описанные выше, могут быть использованы в различных типах хранилищ, таких как наземные сооружения, или в плавучих конструкциях, таких как танкер-метановоз и т.д.
На фиг. 6 в разрезе танкера-метановоза 70 показан герметичный и изолированный резервуар 71 призматической общей формы, установленный в двойном корпусе 72 судна. Стенка резервуара 71 включает в себя основной герметизированный барьер, предназначенный для контакта с СПГ, содержащимся в резервуаре, вспомогательный герметизированный барьер, расположенный между основным герметизированным барьером и двойным корпусом 72 судна, и два изоляционных барьера, соответственно расположенных между основным герметизированным барьером и вторичным герметизированным барьером и между вторичным герметизированным барьером и двойным корпусом 72.
Известным образом сами по себе загрузочные/разгрузочные трубы 73, расположенные на верхней палубе судна, могут быть соединены с помощью соответствующих соединителей с морским или портовым терминалом для перекачки груза СПГ из резервуара 71 или в него.
На фиг. 6 показан пример морского терминала, включающего в себя станцию 75 загрузки и разгрузки, подводный трубопровод 76 и наземную установку 77. Станция 75 загрузки и разгрузки представляет собой стационарную морскую установку, включающую в себя подвижную стрелу 74 и вышку 78, которая поддерживает подвижную стрелу 74. Подвижная стрела 74 несет связку изолированных гибких труб 79, которые могут быть соединены с загрузочными/разгрузочными трубами 73. Ориентируемая подвижная стрела 74 адаптируется ко всем габаритам загрузки танкера-метановоза. Соединительная труба, которая не показана, продолжается внутри башни 78. Станция 75 загрузки и разгрузки позволяет производить загрузку и разгрузку танкера-метановоза 70 от наземной установки 77 или к ней. Последний включает в себя резервуары 80 для сжиженного газа и соединительные трубы 81, соединенные подводным трубопроводом 76 со станцией 75 загрузки или разгрузки. Подводный трубопровод 76 позволяет перекачивать сжиженный газ между станцией 75 загрузки или разгрузки и наземной установкой 77 на большое расстояние, например 5 км, что позволяет танкеру-метановозу 70 оставаться на большом расстоянии от берега во время операций загрузки и разгрузки.
Насосы на борту судна 70 и/или насосы, которыми оснащена наземная установка 77, и/или насосы, оборудованные станцией 75 загрузки и разгрузки, используются для создания давления, необходимого для перекачки сжиженного газа.
Хотя изобретение было описано в связи с множеством конкретных вариантов осуществления, очевидно, что оно никоим образом не ограничивается ими и что оно охватывает все технические эквиваленты и комбинации описанных средств, если последние попадают в объем охраны изобретения.
Использование глагола «включать» или «содержать» и их сопряженных форм не исключает наличия элементов или этапов, отличных от тех, которые указаны в формуле изобретения.
В формуле изобретения любая ссылочная позиция в скобках не следует интерпретировать как ограничение формулы.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЖЕЛЕЗО-МАРГАНЦЕВЫЙ СПЛАВ С УЛУЧШЕННОЙ СВАРИВАЕМОСТЬЮ | 2019 |
|
RU2772883C1 |
| ХРАНИЛИЩЕ ДЛЯ СЖИЖЕННОГО ГАЗА | 2019 |
|
RU2791228C2 |
| ХРАНИЛИЩЕ ДЛЯ СЖИЖЕННОГО ГАЗА | 2021 |
|
RU2817469C1 |
| Герметичный и теплоизоляционный резервуар | 2020 |
|
RU2803103C2 |
| Хранилище сжиженного газа, судно, включающее хранилище, система перемещения холодного жидкого продукта на судне и способ погрузки или разгрузки судна | 2021 |
|
RU2802106C1 |
| ТЕПЛОИЗОЛЯЦИОННЫЙ ГЕРМЕТИЧНЫЙ РЕЗЕРВУАР | 2019 |
|
RU2758743C1 |
| ТЕПЛОИЗОЛЯЦИОННЫЙ ГЕРМЕТИЧНЫЙ РЕЗЕРВУАР | 2019 |
|
RU2779509C2 |
| СТЕНКА РЕЗЕРВУАРА ДЛЯ ХРАНЕНИЯ СЖИЖЕННОГО ГАЗА | 2021 |
|
RU2831973C2 |
| ГЕРМЕТИЧНЫЙ И ТЕПЛОИЗОЛИРОВАННЫЙ РЕЗЕРВУАР, СОДЕРЖАЩИЙ МЕТАЛЛИЧЕСКИЕ ПОЛОСЫ | 2014 |
|
RU2666382C2 |
| ГЕРМЕТИЧНЫЙ И ТЕПЛОИЗОЛЯЦИОННЫЙ РЕЗЕРВУАР | 2018 |
|
RU2764234C2 |
Изобретение относится к системе хранения и/или транспортировки сжиженного газа. Система включает в себя контейнер, предназначенный для контакта со сжиженным газом, при этом контейнер состоит из металлических пластин, сваренных вместе герметичным образом. По меньшей мере одна из упомянутых металлических пластин изготовлена из сплава на основе железа и марганца, который содержит, мас.%: 25,0 ≤ Mn ≤ 32,0, 7,0 ≤ Cr ≤ 14,0, 0 ≤ Ni ≤ 2,5, 0,05 ≤ N ≤ 0,30, 0,1 ≤ Si ≤ 0,5, при необходимости 0,010 ≤ редкоземельные элементы ≤ 0,14, остальное – железо и остаточные элементы, полученные в результате производства. Обеспечивается требуемый уровень свойств при низких температурах и контакте со сжиженным газом. 5 н. и 26 з.п. ф-лы, 6 ил., 6 табл.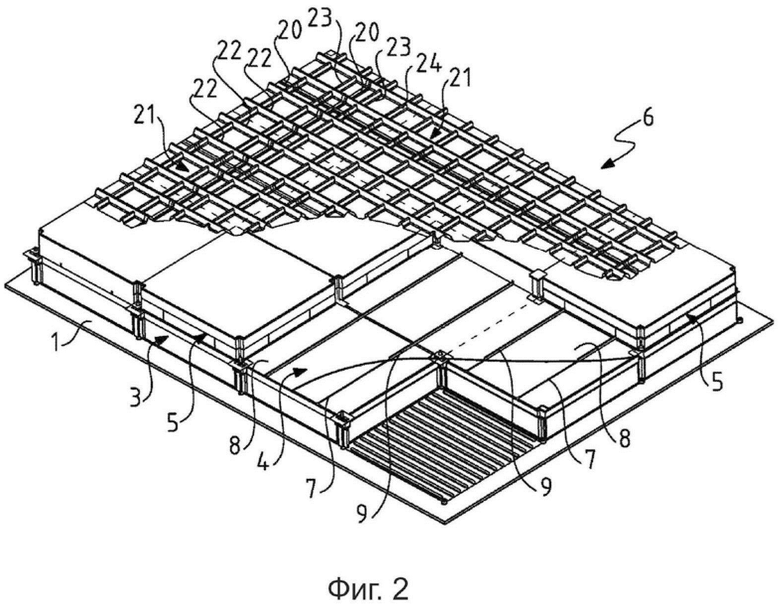
1. Система хранения и/или транспортировки сжиженного газа, включающая в себя контейнер (4, 6, 34, 40, 50), предназначенный для контакта со сжиженным газом, в котором контейнер состоит из металлических пластин, сваренных вместе герметичным образом, при этом по меньшей мере одна из упомянутых металлических пластин изготовлена из сплава на основе железа и марганца, который содержит, мас.%:
25,0% ≤ Mn ≤ 32,0%,
7,0% ≤ Cr ≤ 14,0%,
0 ≤ Ni ≤ 2,5%,
0,05% ≤ N ≤ 0,30%,
0,1 ≤ Si ≤ 0,5%
при необходимости, дополнительно 0,010% ≤ редкоземельные элементы ≤ 0,14%,
остальное – железо и остаточные элементы, полученные в результате производства.
2. Система по п. 1, в которой содержание хрома составляет от 8,5 до 11,5 мас.% в сплаве на основе железа и марганца.
3. Система по п. 1 или 2, в которой содержание никеля составляет от 0,5 до 2,5 мас.% включительно в сплаве на основе железа и марганца.
4. Система по любому из пп. 1-3, в которой содержание азота составляет от 0,15 до 0,25 мас.% включительно в сплаве на основе железа и марганца.
5. Система по любому одному из предшествующих пунктов, в которой редкоземельные элементы включают в себя один или несколько элементов, выбранных из: лантана (La), церия (Ce), иттрия (Y), празеодима (Pr), неодима (Nd), самария (Sm), иттербия (Yb).
6. Система по любому из пп. 1-5, в которой совокупная массовая доля редкоземельных элементов, выбранных из Ce и La, составляет от 100 м.д. до 200 м.д. включительно в сплаве на основе железа и марганца.
7. Система по любому из пп. 1-6, в которой совокупное содержание всех остаточных элементов составляет менее 0,8 мас.%.
8. Система по любому из пп. 1-7, выполненная в форме герметичного и теплоизоляционного резервуара и дополнительно включающая в себя опорную конструкцию (1, 2) и теплоизолирующий барьер (3, 5), расположенный между опорной конструкцией и контейнером, причем контейнер выполнен в форме металлической мембраны (4, 6, 34), удерживаемой на внутренней поверхности теплоизоляционного барьера.
9. Система по п. 8, в которой металлические пластины (21, 40), образующие металлическую мембрану, гофрированы и включают в себя по меньшей мере одну группу параллельных гофр для обеспечения упругого удлинения мембраны в по меньшей мере одном направлении.
10. Система по п. 9, в которой металлические пластины (21, 40), образующие металлическую мембрану, включают в себя первую группу параллельных гофр (22, 42), протяженных в первом направлении, и вторую группу параллельных гофр (23, 43), протяженных в пересекающем втором направлении, предпочтительно перпендикулярном первому направлению.
11. Система по п. 9 или 10, в которой гофры металлической мембраны выполнены в металлических пластинах путем изгиба или прессования.
12. Система по любому из пп. 9-11, в которой гофрированные металлические пластины изготовлены из сплава на основе железа и марганца и имеют размер зерна от 6 до 8 включительно.
13. Система по любому из пп. 9-12, в которой гофрированные металлические пластины изготовлены из сплава на основе железа и марганца и имеют предел упругости Rp0,2 при 20°C менее 350 МПа, предпочтительно между 300 и 350 МПа включительно.
14. Система по п. 8, в которой герметичный и теплоизоляционный резервуар включает в себя по меньшей мере одну плоскую стенку, а металлическая мембрана (4, 6) плоской стенки выполнена в форме мембраны, натянутой в продольном направлении плоской стенки, причем металлические пластины, образующие металлическую мембрану, выполнены в форме полос (8), протяженных в продольном направлении и центральный участок которых является плоским с возможностью опираться на внутреннюю поверхность теплоизолирующего барьера (3, 5).
15. Система по п. 14, в которой металлические пластины, выполненные в форме полос (8), имеют приподнятые продольные края, которые выступают внутрь резервуара относительно плоского центрального участка и сварены попарно для образования сильфонов, способствующих упругому удлинению металлической мембраны в поперечном направлении, перпендикулярном продольному направлению.
16. Система по п. 15, в которой металлическая мембрана плоской стенки дополнительно включает в себя опору (9) для присоединения сваркой, расположенную в продольном направлении между двумя полосами натянутой мембраны, при этом опора (9) для присоединения сваркой соединена с теплоизолирующим барьером для удержания натянутой мембраны на теплоизолирующем барьере, при этом приподнятый край каждой из двух упомянутых полос (8) приварен к опоре для присоединения сваркой для образования одного из упомянутых компенсаторов расширения.
17. Система по п. 16, в которой две полосы (8) и опора (9) для присоединения сваркой изготовлены из сплава на основе железа и марганца.
18. Система по любому из пп. 14-17, в которой вдоль по меньшей мере одного продольного торцевого края плоской стенки резервуар включает в себя соединительную балку (15), прикрепленную к опорной конструкции (1, 2) и к которой приварен один край натянутой мембраны (4, 6) для поглощения силы натяжения в натянутой мембране в продольном направлении, при этом соединительная балка изготовлена из сплава на основе железа и марганца.
19. Система по любому из пп. 14-18, в которой металлические пластины, выполненные в форме полос (8), изготовлены из сплава на основе железа и марганца и имеют размер зерна от 8,5 до 12 включительно.
20. Система по любому из пп. 14-19, в которой металлические пластины, выполненные в форме полос (8), изготовлены из сплава на основе железа и марганца и имеют предел упругости Rp0,2 при 20°C более 350 МПа, предпочтительно от 350 до 450 МПа включительно.
21. Система по любому из пп. 8-20, в которой упомянутый контейнер представляет собой вспомогательную мембрану (4, 34), а теплоизолирующий барьер представляет собой вспомогательный изолирующий барьер, причем герметичный и теплоизоляционный резервуар дополнительно включает в себя основной изолирующий барьер (5), опирающийся на вспомогательную мембрану и основную мембрану (6), удерживаемую на основном изолирующем барьере, предпочтительно гофрированную основную мембрану из нержавеющей стали.
22. Система по любому из пп. 8-20, в которой упомянутый контейнер представляет собой основную мембрану (6), а теплоизолирующий барьер представляет собой основной изолирующий барьер (5), причем герметичный и теплоизоляционный резервуар дополнительно включают в себя вспомогательную мембрану (4, 34), расположенную между основным изолирующим барьером и опорной конструкцией и удерживаемую на вспомогательном изолирующем барьере, расположенном между вспомогательной мембраной и опорной конструкцией (1, 2).
23. Плавучая конструкция (70) для хранения и/или транспортировки сжиженного газа, включающая в себя двойной корпус (72) и систему (71) по любому из пп. 8-22, интегрированную в двойной корпус, в которой внутренний корпус плавучей конструкции образует упомянутую опорную конструкцию.
24. Плавучая конструкция (70) по п. 23, выполненная в форме судна для перевозки сжиженного газа, в частности танкера для метана.
25. Плавучая конструкция (70) по п. 23, в которой система хранения и/или транспортировки сжиженного газа (71) представляет собой топливную цистерну для приведения в движение плавучей конструкции.
26. Система перекачивания для перекачивания сжиженного газа, включающая в себя плавучую конструкцию (70) по любому из пп. 23-25, изолированные трубы (73, 79, 76, 81), расположенные таким образом, чтобы соединять герметичный и теплоизоляционный резервуар (71), установленный в корпусе (72), с плавучим или наземным хранилищем (77), и насос для подачи потока сжиженного газа через изолированные трубы от плавучего или наземного хранилища к герметичному и теплоизоляционному резервуару (71) или от герметичного и теплоизоляционного резервуара (71) к плавучему или наземному хранилищу.
27. Способ перекачивания сжиженного газа, в котором поток сжиженного газа направляют по изолированным трубам (73, 79, 76, 81) от плавучего или наземного хранилища (77) в герметичный и теплоизоляционный резервуар (71) плавучей конструкции (70) по любому из пп. 23-25, или от герметичного и теплоизоляционного резервуара (71) плавучей конструкции (70) по любому из пп. 23-25 к плавучему или наземному хранилищу (77).
28. Система по любому из пп. 8-22, выполненная в форме наземной системы хранения.
29. Система по любому из пп. 1-7, в которой контейнер выполнен в форме самонесущего резервуара (50).
30. Система по любому из пп. 1-7, в которой контейнер выполнен в форме трубы.
31. Способ изготовления контейнера (4, 6, 34, 40, 50), предназначенного для контакта со сжиженным газом для хранения, передачи и/или транспортировки сжиженного газа, включающий в себя этапы, на которых:
подают множество металлических пластин или полос из сплава на основе железа и марганца, который включает в себя, мас.%:
25,0% ≤ Mn ≤ 32,0%,
7,0% ≤ Cr ≤ 14,0%,
0 ≤ Ni ≤ 2,5%,
0,05% ≤ N ≤ 0,30%,
0,1 ≤ Si ≤ 0,5%,
при необходимости, дополнительно 0,010% ≤ редкоземельные элементы ≤ 0,14%,
остальное - железо и остаточные элементы, полученные в результате производства, и сваривают указанные металлические пластины или полосы вместе герметичным образом в форме контейнера.
| WO 2019012236 A1, 17.01.2019 | |||
| НЕРЖАВЕЮЩАЯ АУСТЕНИТНАЯ ЛИТАЯ СТАЛЬ, СПОСОБ ЕЕ ПОЛУЧЕНИЯ И ПРИМЕНЕНИЕ | 2007 |
|
RU2451763C2 |
| ЕМКОСТЬ ИЗ ОБЛЕГЧЕННОЙ КОНСТРУКЦИОННОЙ СТАЛИ ДЛЯ СОДЕРЖАНИЯ ИСТОЧНИКА ЭНЕРГИИ | 2011 |
|
RU2563066C2 |
| УСОВЕРШЕНСТВОВАННАЯ СИСТЕМА ДЛЯ ОБРАБОТКИ, ХРАНЕНИЯ И ТРАНСПОРТИРОВКИ СЖИЖЕННОГО ПРИРОДНОГО ГАЗА | 1998 |
|
RU2205246C2 |
| US 2017276295 A1, 28.09.2017 | |||
| JP 3195232 B2, 06.08.2001 | |||
| US 2002121318 A1, 05.09.2002. | |||
