Область применения изобретения
Настоящее изобретение относится к усовершенствованной системе для обработки, хранения и транспортировки сжиженного природного газа (СПГ) и, в частности, к новой системе для обработки, хранения и транспортировки СПГ при по существу повышенных давлениях и температурах по сравнению с обычными системами СПГ.
Предпосылки изобретения
В нижеприведенном описании изобретения определены различные термины. Для удобства представлен словарь терминов непосредственно перед формулой изобретения.
Многие месторождения природного газа расположены в отдаленных областях, находящихся на больших расстояниях от любых рынков сбыта газа. В некоторых случаях для транспортировки добытого природного газа к рынку сбыта можно использовать трубопровод. Когда транспортировка по трубопроводу невозможна, добытый природный газ обычно перерабатывается в СПГ для транспортировки к рынку. Обычно СПГ перевозят на специально построенных танкерах, затем хранят и повторно испаряют на ввозном терминале, находящемся вблизи рынка. Оборудование, используемое для сжижения, транспортировки, хранения и повторного испарения природного газа, обычно является дорогостоящим; стоимость типичного проекта обычного СПГ может составлять от 5 до 10 млрд. долларов, включая стоимость подготовки месторождения. Для осуществления типичного проекта СПГ "широкого применения" требуется, чтобы запасы природного газа составляли минимум около 280 Гм3, и потребителями СПГ являются в основном крупные предприятия. Запасы природного газа, разведанные в отдаленных областях, нередко составляют менее 280 Гм3. Чтобы обработка, хранение и транспортировка природного газа в виде СПГ были экономически целесообразными, даже когда базовые запасы природного газа отвечают минимуму в 280 Гм3, необходимо, чтобы все участники проекта, т.е. поставщик СПГ, перевозчик СПГ, крупный потребитель СПГ, были связаны весьма долговременными обязательствами на 20 лет и более. Когда потенциальные потребители СПГ имеют доступ к альтернативному источнику газа, например магистральному газу, цепочка доставки обычного СПГ нередко становится неконкурентоспособной.
На фиг.1 схематически изображена станция обычного СПГ, которая производит СПГ при температурах примерно -162oС и при атмосферном давлении. Поток обычного природного газа поступает на станцию обычного СПГ под давлением примерно от 4830 кПа до 7600 кПа, при температуре примерно от 21oС до 38oС. Для снижения температуры природного газа до более низкой выходной температуры, составляющей примерно -162oС, станции обычного двухрядного СПГ требуется мощность охлаждения примерно до 350000 лошадиных сил. В процессе обычной обработки СПГ из природного газа следует практически полностью, по существу до уровней частей на миллион (ч/млн), удалить воду, двуокись углерода, соединения серы, например сероводород, другие кислотные газы, n-пентан и более тяжелые углеводороды, включая бензол, иначе эти соединения будут замерзать, создавая проблемы закупорки в рабочем оборудовании. На станции СПГ для удаления двуокиси углерода и кислотных газов требуется оборудование очистки газа. В оборудовании для очистки газов обычно используется восстановительный процесс химического и/или физического растворителя и требуются значительные капитальные затраты. Кроме того, эксплуатационные расходы на станции являются высокими по сравнению с расходами на другое оборудование. Для удаления водяных паров требуются сушилки с сухой прослойкой, например молекулярные фильтры. Для удаления углеводородов, которые нередко создают проблемы закупорки, обычно используются газопромывочная колонна и фракционирующее оборудование. В станции обычного СПГ также удаляют ртуть, поскольку она может вызывать отказы оборудования, выполненного из алюминия. Кроме того, после очистки удаляют большую часть азота, который может присутствовать в природном газе, поскольку азот при транспортировке обычного СПГ не будет оставаться в жидкой фазе, а наличие паров азота в емкостях с СПГ в пункте доставки является нежелательным.
Емкости, трубы и другое оборудование, используемое в станциях СПГ, обычно изготовляют, по меньшей мере, частично из алюминия или никелевой стали (например, с весовым содержанием никеля 9%), чтобы обеспечить необходимую вязкость на излом при чрезвычайно низких температурах обработки. Помимо обычной станции, дорогостоящие материалы, обладающие хорошей вязкостью на излом при низких температурах, включая алюминий и промышленную никелевую сталь (например, с весовым содержанием никеля 9%), обычно используются для содержания СПГ на кораблях, перевозящих СПГ, и на ввозных терминалах.
Никелевые стали, которые принято использовать для изготовления конструкций, работающих при криогенных температурах, например стали, весовое содержание никеля в которых превышает примерно 3%, характеризуются низкими ТППРХ (мера вязкости, согласно приведенному ниже определению), но в то же время имеют относительно низкие пределы прочности на растяжение. Обычно коммерчески доступные стали с весовым содержанием Ni 3.5%, 5.5% и 9% имеют ТППРХ соответственно около -100oС, -155oС и -175oС и пределы прочности на растяжение соответственно около 485 МПа, 620 МПа и 830 МПа. Чтобы добиться такого сочетания предела прочности и вязкости, эти стали подвергаются дорогостоящей обработке, например двойному отжигу. В случае применения при криогенных температурах в промышленности в настоящее время используются эти промышленные никелевые стали из-за их хорошей вязкости при низких температурах, но при этом следует учитывать их относительно низкие пределы прочности на растяжение. При проектировании конструкций, несущих нагрузку при криогенных температурах, обычно закладывается избыточная толщина стали. Таким образом, использование таких никелевых сталей в конструкциях, несущих нагрузку при криогенных температурах, приводит к удорожанию проекта из-за высокой стоимости стали в сочетании с требуемой толщиной стали.
На обычном корабле, перевозящем СПГ, для хранения СПГ при транспортировке применяются большие сферические резервуары, называемые сферами Мосса. Стоимость каждого подобного корабля в настоящее время превышает примерно 230 млн. долларов. Для осуществления обычного проекта производства СПГ на Ближнем Востоке и транспортировки его на Дальний Восток может потребоваться 7 или 8 таких кораблей, суммарная стоимость которых составит примерно от 1.6 до 2.0 млрд. долларов.
Из рассмотренных выше обстоятельств следует, что необходимо иметь более экономичную систему для обработки, хранения и транспортировки СПГ к рынкам сбыта, чтобы отдаленные запасы природного газа могли более успешно конкурировать с альтернативными источниками энергии. Кроме того, необходима система для коммерциализации малых отдаленных запасов природного газа, которые в противном случае было бы невыгодно разрабатывать. Кроме того, необходима более экономичная система газификации и доставки, чтобы сделать СПГ более экономически привлекательным для мелких потребителей.
Следовательно, основные задачи настоящего изобретения состоят в том, чтобы обеспечить более экономичную систему для обработки, хранения и транспортировки СПГ от отдаленных месторождений к рынкам сбыта и существенно снизить пороговый размер как запаса, так и рынка, необходимый для того, чтобы проект СПГ был экономически оправдан. Для достижения этих задач необходимо обрабатывать СПГ при более высоких давлениях и температурах, чем это осуществляется на станции обычного СПГ, т.е. при давлениях, превышающих атмосферное давление, и температурах, превышающих -162oС. Хотя общая концепция обработки, хранения и транспортировки СПГ при повышенных давлениях и температурах отражена в справочниках промышленных нормативов, в этих справочниках в основном идет речь об изготовлении транспортировочных резервуаров из никелевой стали (например, с весовым содержанием никеля 9%) или алюминия, и, хотя оба материала отвечают проектным требованиям, стоимость их достаточно высокая. Например, на стр. 162-164 книги "Природный газ морем. Развитие новой технологии" ("Natural Gas by Sea. The Development of a New Technology"), изданной Витерби и Ко. Лтд. (Witherby & Со. Ltd.), первое издание 1979 г. , второе издание 1993 г., Роджер Фукс (Roger Ffooks) обсуждает переоборудование корабля типа Либерти Сигальфа (Sigaipha) для перевозки либо СГПС (сжиженного газа в промежуточном состоянии) при 1380 кПа и -115oС, либо СжатПГ (сжатого природного газа), обработанного при 7935 кПа и -60oС. Г-н Фукс указывает, что несмотря на техническую пригодность ни одна из двух концепций не находит "покупателя" - главным образом, в силу высокой стоимости хранилища. Согласно статье по теме, обозначенной г-ном Фуксом, для работы со СжатПГ, т. е. при -60oС, требуется разработать низколегированную, свариваемую, закаленную и отпущенную сталь, обладающую хорошим пределом прочности (760 МПа) и хорошей вязкостью на излом в условиях эксплуатации. (Смотри "Новый процесс для транспортировки природного газа" ("A new process for the transportation of natural gas", P. Дж. Брукер (R.J.Broeker), Международная конференция по СПГ, Чикаго, 1968 г.) В этой статье указано также, что для работы с СГПС, т.е. при значительно более низкой температуре, -115oС, наименее дорогостоящим сплавом является алюминиевый сплав. Кроме того, г-н Фукс рассматривает на стр.164 проект океанского транспорта типа Феникс, работающий при значительно более низком давлении, примерно 414 кПа, с цистернами, которые можно делать из 9-процентной никелевой стали или из алюминиевого сплава; и указывает, что концепция не кажется достаточно приемлемой в техническом или финансовом плане, чтобы стать коммерческой. Смотри также (1) патент США 3,298,805, в котором описано использование стали с 9%-ным содержанием никеля или высокопрочного алюминиевого сплава для производства резервуаров для транспортировки сжатого природного газа; и (2) патент США 4,182,254, в котором описаны цистерны из 9%-ной никелевой или подобной стали для транспортировки СПГ при температурах от -100oС до -140oС и давлениях от 4 до 10 атмосфер (т. е. от 407 кПа до 1014 кПа); патент США 3,232,725, в котором рассмотрена транспортировка природного газа в состоянии текучей среды в одной плотной фазе при низкой температуре, а именно -62oС или в некоторых случаях -68oС, и при давлениях, по меньшей мере, на 345 кПа выше давления газа, соответствующего точке начала кипения при рабочих температурах, с использованием резервуаров, изготовленных из таких материалов, как 1- или 2-процентная никелевая сталь, подвергнутая закалке и отпуску для обеспечения максимального предела прочности на растяжение, достигающего 828 МПа; и (4) статью Ч.П. Беннета (С. Р. Bennett) "Морская транспортировка СПГ при промежуточной температуре" ("Marine Transportation of LNG at Intermediate Temperature"), СМЕ, март 1979 г., в которой описано конкретное исследование транспортировки СПГ при давлении 3.1 МПа и температуре -100oС с использованием цистерны для хранения, изготовленной из стали с 9% Ni или закаленной и отпущенной стали с 31/2% Ni, стенки которой имеют толщину 24 см.
Хотя эти концепции отражены в справочниках промышленных нормативов, насколько это известно, обработка, хранение и транспортировка СПГ при давлениях, значительно превышающих атмосферное, и температурах, существенно превышающих -162oС, в настоящее время в промышленных масштабах не производятся. Причина, скорее всего, в том, что до сих пор никто не исследовал экономическую систему для обработки, хранения и транспортировки СПГ при таких давлениях и температурах.
Поэтому задача настоящего изобретения состоит в обеспечении усовершенствованной, экономичной системы для обработки, хранения и транспортировки СПГ при давлениях и температурах, существенно увеличенных по сравнению с обычными системами СПГ.
Краткое содержание изобретения
В соответствии с задачами настоящего изобретения предусмотрен резервуар для хранения сжиженного природного газа под давлением (СПГД) при давлении, находящемся в широком диапазоне, примерно от 1035 кПа до 7590 кПа, и при температуре, находящейся в широком диапазоне, от -123oС до -62oС, причем резервуар изготовлен из материалов, содержащих сверхпрочную низколегированную сталь, весовое содержание никеля в которой составляет менее 9%, и обладающих достаточными пределом прочности и вязкостью на излом, чтобы содержать сжиженный природный газ под давлением. Сталь имеет сверхвысокую прочность, например предел прочности на растяжение (согласно приведенному ниже определению) свыше 830 МПа, и ТППРХ (согласно приведенному ниже определению), меньшую примерно -73oС. Для минимизации стоимости предпочтительно, чтобы весовое содержание никеля в стали было меньше примерно 5%. Кроме того, предусмотрена система для обработки и транспортировки СПГД. Система, отвечающая настоящему изобретению, производит СПГД при давлениях, находящихся в широком диапазоне, примерно от 1035 кПа до 7590 кПа, и при температурах, находящихся в широком диапазоне, примерно, от -123oС до -62oС, и использует резервуары, отвечающие настоящему изобретению, для хранения и транспортировки СПГД.
Настоящее изобретение предусматривает систему для обработки природного газа для производства СПГД, для хранения СПГД и для транспортировки СПГД по местонахождению пользователя. Система, отвечающая настоящему изобретению, включает в себя (1) станцию обработки для преобразования природного газа в СПГД при давлении примерно от 1035 кПа до 7590 кПа, и при температуре примерно от -123oС до -62oС, в которой станция обработки состоит, по существу, из (а) приемной аппаратуры для приема потока природного газа и удаления из природного газа жидких углеводородов; (b) сушильной аппаратуры для удаления из природного газа водяных паров в количестве, достаточном для того, чтобы предотвратить замерзание природного газа при температурах и давлениях СПГД; и (с) аппаратуры сжижения для преобразования природного газа в СПГД; (2) резервуары хранения, изготовленные из материалов, содержащих сверхпрочную низколегированную сталь, весовое содержание никеля в которой составляет менее 9%, и имеющих предел прочности на растяжение свыше 830 МПа и ТППРХ, меньшую примерно -73oС; (3) вывозной терминал, (а) включающий резервуары хранения для хранения СПГД и аппаратуру для переправки СПГД в транспортировочные резервуары хранения, находящиеся на борту транспортного судна, или, как вариант, (b) состоящий, по существу, из аппаратуры для переправки СПГД в транспортировочные резервуары хранения, находящиеся на борту транспортировочного судна; (4) транспортировочные суда, включающие транспортировочные резервуары хранения для транспортировки СПГД к ввозному терминалу и, как вариант, включающие бортовое испарительное оборудование для преобразования СПГД в газ; и (5) ввозной терминал, (а) включающий ввозные резервуары хранения (в котором ввозные резервуары хранения установлены на суше, на плавучем основании или на стационарном прибрежном сооружении), аппаратуру для переправки СПГД из транспортировочных резервуаров хранения в ввозные резервуары хранения и аппаратуру для испарения СПГД для доставки к трубопроводам или пользовательской аппаратуре, или, как вариант, (b) состоящий, по существу, из ввозной аппаратуры (в котором ввозная аппаратура установлена на суше, на плавучем основании или на стационарном прибрежном сооружении), включающей испарительное оборудование, для приема СПГД из транспортировочных резервуаров хранения и для преобразования СПГД в газ и доставки газа к трубопроводам или пользовательской аппаратуре, или, как вариант, (с) состоящий, по существу, из аппаратуры для переправки газа, преобразованного из СПГД посредством бортового испарительного оборудования, к трубопроводам или пользовательской аппаратуре в доке или через соединения прибрежной швартовки например, одноякорной швартовки (ОЯШ).
Описание чертежей
Преимущества настоящего изобретения будут более понятны со ссылкой на нижеследующее подробное описание и прилагаемые чертежи, на которых
фиг. 1 (уровень техники) представляет собой схему иллюстративной станции для обработки обычного СПГ;
фиг.2 представляет собой схему иллюстративной станции для обработки СПГД согласно настоящему изобретению;
фиг. 3А представляет собой вид с торца иллюстративного корабля для транспортировки СПГД согласно настоящему изобретению;
фиг. 3Б представляет собой вид сбоку иллюстративного корабля для транспортировки СПГД согласно настоящему изобретению;
фиг. 3В представляет собой вид сверху иллюстративного корабля для транспортировки СПГД согласно настоящему изобретению;
фиг.4А представляет собой вид с торца иллюстративного корабля для транспортировки СПГД согласно настоящему изобретению, имеющего бортовой испаритель СПГД;
фиг. 4Б представляет собой вид сбоку иллюстративного корабля для транспортировки СПГД согласно настоящему изобретению, имеющего бортовой испаритель СПГД;
фиг.4В представляет собой вид сверху иллюстративного корабля для транспортировки СПГД согласно настоящему изобретению, имеющего бортовой испаритель СПГД;
фиг. 5А представляет собой график критической глубины трещины для данной длины трещины как функцию РВТ (раскрытие в вершине трещины), соответствующую вязкости на излом и остаточному напряжению; и
фиг.5Б иллюстрирует геометрию (длину и глубину) трещины.
Хотя изобретение будет описано применительно к этим преимущественным вариантам реализации, следует понимать, что изобретение не ограничивается ими. Напротив, предполагается, что изобретение охватывает все альтернативы, модификации и эквиваленты, которые могут быть включены в сущность и объем изобретения, определенные прилагаемой формулой изобретения.
Подробное описание изобретения
Резервуары хранения СПГД
Основным элементом станции СПГД и транспортных судов согласно настоящему изобретению являются резервуары хранения, предназначенные для хранения и транспортировки СПГД, осуществляемые при давлении, находящемся в широком диапазоне, примерно от 1035 кПа до 7590 кПа, и при температуре, находящейся в широком диапазоне, примерно от -123oС до -62oС. Резервуары для хранения СПГД изготовляют из материалов, содержащих сверхпрочную низколегированную сталь, которая обладает достаточными пределом прочности и вязкостью на излом для условий эксплуатации системы СПГД согласно настоящему изобретению, включая давления и температуры. Сталь имеет предел прочности на растяжение, превышающий 830 МПа, предпочтительно свыше примерно 860 МПа и более предпочтительно свыше примерно 900 МПа. В некоторых вариантах применения предпочтительно применять сталь, имеющую предел прочности на растяжение свыше примерно 930 МПа, или свыше примерно 965 МПа, или свыше примерно 1000 МПа. Предпочтительно также, чтобы ТППРХ стали была ниже примерно -73oС. Кроме того, предусмотрен резервуар для хранения сжиженного природного газа под давлением при давлении примерно от 1725 кПа до 4830 кПа и при температуре примерно от -112oС до -79oС, в котором упомянутый резервуар (1) изготовлен из материалов, содержащих сверхпрочную низколегированную сталь, весовое содержание никеля в которой составляет менее 9%, и (2) обладает пределом прочности и вязкостью на излом, достаточными, чтобы содержать сжиженный природный газ под давлением.
Предпочтительно, чтобы сверхпрочные низколегированные стали, используемые для изготовления резервуаров согласно этому изобретению, содержали небольшое количество дорогостоящих легирующих элементов, например никеля. Предпочтительно, чтобы весовое содержание никеля составляло менее 9%, более предпочтительно - менее примерно 7% и еще более предпочтительно - менее примерно 5%. Более предпочтительно, чтобы такие стали содержали минимальное количество никеля, необходимое для обеспечения необходимой вязкости на излом. Предпочтительно, чтобы весовое содержание никеля в таких сверхпрочных низколегированных сталях составляло менее примерно 3%, более предпочтительно - менее примерно 2% и еще более предпочтительно - менее примерно 1%.
Предпочтительно, чтобы такие стали были свариваемыми. Благодаря применению этих сверхпрочных низколегированных сталей изготовление резервуаров для транспортировки СПГД требует существенно более низких затрат в расчете на кг стали, чем требуется при доступных в настоящее время альтернативах с использованием алюминия или промышленной никелевой стали (с 9%-ным весовым содержанием никеля). Предпочтительно, чтобы сталь, используемая для изготовления резервуаров хранения согласно этому изобретению, не подвергалась отпуску. Однако при изготовлении резервуаров хранения согласно этому изобретению можно использовать и отпущенную сталь, если она обладает необходимыми пределом прочности и вязкостью на излом.
Как известно специалистам в данной области, при проектировании резервуаров хранения для транспортировки текучих сред под давлением, при криогенных температурах, например, СПГД, для оценки вязкости на излом и контроля излома можно использовать испытание по Шарпи с помощью V-образного надреза (V-НШ), в частности посредством использования температуры перехода от пластичного разрушения к хрупкому (ТППРХ). ТППРХ разграничивает два режима излома в конструкционных сталях. При температурах ниже ТППРХ отрицательный результат испытания по Шарпи с помощью V-образного надреза, обусловлен в основном низкоэнергичным (хрупким) изломом по плоскости спайности, тогда как при температурах выше ТППРХ отрицательный результат обусловлен в основном высокоэнергичным пластичным изломом. Резервуары хранения и транспортировки, выполненные из сварных сталей для вышеупомянутых вариантов применения при криогенных температурах и для других вариантов эксплуатации под нагрузкой при криогенных температурах, во избежание хрупкого излома должны иметь ТППРХ, определяемые испытанием по Шарпи с помощью V-образного надреза, значительно меньшие температуры эксплуатации конструкции. В зависимости от проекта, условий эксплуатации и/или требований, предъявляемых ассоциацией, устанавливающей применяемую классификацию, необходимый температурный сдвиг ТППРХ может составлять от 5oС до 30oС в сторону понижения от температуры эксплуатации.
Как известно специалистам в данной области, условия эксплуатации, принимаемые во внимание при проектировании резервуаров хранения из сварной стали, предназначенных для транспортировки криогенных текучих сред под давлением, помимо прочего, включают рабочие давление и температуру, а также дополнительные напряжения, которые, наиболее вероятно, существуют в стали и сварных узлах (см. словарь). Для определения вязкости на излом стали и сварных узлов можно использовать стандартные параметры механики излома, известные специалистам в данной области, например, (1) коэффициент интенсивности критического напряжения (Кик), который является мерой вязкости на излом при плоской деформации, и (2) раскрытие в вершине трещины (РВТ), которое можно использовать как меру вязкости на упруго-пластичный излом. Технические нормы и правила, обычно применяемые при проектировании стальных конструкций, например, представленные в публикации Британского института стандартов (БИСт) "Руководство по способам оценки приемлемости трещин в конструкциях, сваренных плавлением", которую часто называют "PD 6493:1991", можно использовать для определения максимально допустимых размеров трещин для резервуаров, исходя из вязкости на излом стали или сварных узлов (включающих в себя ЗТВ) и напряжений, существующих в резервуаре. Специалисты в данной области могут разработать программу контроля излома, чтобы смягчить зарождение излома посредством (1) надлежащего проектирования резервуара для минимизации существующих напряжений, (2) надлежащего контроля качества изготовления для минимизации дефектов, (3) надлежащего контроля нагрузок и давлений, приложенных к резервуару в течение его срока службы, и (5) надлежащей программы обследования для надежного обнаружения трещин и дефектов в резервуаре. Преимущественная философия проектирования системы согласно настоящему изобретению называется "утечка перед разрушением", что известно специалистам в данной области. Эти соображения обычно называются "известными принципами механики излома".
Ниже приведен неограничительный пример применения этих известных принципов механики излома в процедуре расчета критической глубины трещины при данной длине трещины для использования в программе контроля излома, чтобы предотвращать зарождение излома в сосуде высокого давления, например в резервуаре хранения согласно этому изобретению.
На фиг.5 показана трещина, длина которой обозначен как 315 и глубина которой обозначена как 310. PD6493 используется для расчета значений для графика 300 критического размера трещины, изображенного на фиг.5А, на основании следующих проектных условий:
Диаметр сосуда - 4.57 м
Толщина стенок сосуда - 25.4 мм
Проектируемое давление - 3445 кПа
Допустимое окружное напряжение - 333 МПа
Применительно к данному примеру предполагается наличие поверхностной трещины длиной 100 мм, например осевой трещины в прямолинейном сварном шве. Согласно фиг. 5А график 300 показывает значение критической глубины трещины как функцию РВТ, определяющего вязкость на излом, и остаточного напряжения для уровней остаточного напряжения, составляющих 15, 50 и 100 процентов от предела текучести. Остаточные напряжения могут возникать при изготовлении и сварке; и PD6493 рекомендует использовать значение остаточного напряжения, составляющее 100 процентов от предела текучести в сварных швах (включая ЗТВ сварного шва), если только сварные швы не подвергаются снятию напряжения с использованием таких методик, как послесварочная термическая обработка (ПСТО) или механическое снятие напряжения.
На сновании РВТ, определяющего вязкость на излом стали сосуда высокого давления при минимальной температуре эксплуатации, изготовление сосуда можно регулировать для снижения остаточных напряжений, и для обнаружения и измерения трещин при сравнении с критическим размером трещины можно применять программу обследования (как для первоначального обследования, так и для обследования в ходе эксплуатации). В этом примере, если сталь имеет вязкость, выражаемую в РВТ, равном 0.025 мм при минимальной температуре эксплуатации (которое измеряется с использованием лабораторных образцов), и остаточные напряжения снижены до 15 процентов от предела текучести стали, то значение критической глубины трещины составляет около 4 мм (см. точку 320 на фиг.5А).
Применяя аналогичные процедуры расчета, которые хорошо известны специалистам в данной области, можно определить критическую глубину трещины для той или иной длины трещины, а также для той или иной геометрии трещины. Используя эту информацию, можно разработать программу контроля качества и программу обследования (методики, обнаруживаемые размеры трещин, частота), чтобы гарантировать, что трещины обнаруживаются и устраняются до того, как достигнут критической глубины трещины или до приложения проектируемых нагрузок. На основании опубликованных эмпирических корреляций между V-НШ, Кик и РВТ, характеризующего вязкость на излом, можно видеть, что вязкость, выражаемая РВК, равна 0.025 мм, в общем, коррелирует со значением V-НШ около 37 Дж. Этот пример не предполагает каким-либо образом ограничивать это изобретение.
Резервуары хранения предпочтительно из отдельных листов сверхпрочной низколегированной стали. Предпочтительно, чтобы соединения, включая сварные соединения резервуаров хранения имели такие же предел прочности и вязкость на излом, что и листы из сверхпрочной низколегированной стали. В некоторых случаях на участках резервуара, где наблюдаются более низкие напряжения, допустимо несовпадение пределов прочности примерно от 5% до 10%. Соединения с преимущественными свойствами можно выполнять с применением любых методик соединения, способных обеспечить необходимое соотношение между пределом прочности и вязкостью при низких температурах. В разделе Примеры описаны иллюстративные методики соединения. Особенно преимущественные методики соединения включают газоэлектрическую сварку металлическим электродом (ГЭСМЭ) и дуговую сварку вольфрамовым электродом в среде инертного газа (ДСВЭСИГ). Для определенных условий эксплуатации (которые описаны в разделе Примеры) можно использовать дуговую сварку под флюсом (ДСФ), электроннолучевую сварку (ЭЛС) и сварку лазерным лучом (СЛЛ).
Станция СПГД
Вышеописанные резервуары хранения обеспечивают возможность осуществить способ обработки СПГД согласно настоящему изобретению, в соответствии с которым СПГД производят при давлении, находящемся в широком диапазоне примерно от 1035 кПа до 7590 кПа, и при температуре, находящейся в диапазоне примерно от -123oС до -62oС. Производить и транспортировать СПГД предпочтительно под давлением, находящимся в диапазоне примерно от 1725 кПа до 7590 кПа, и при температуре находящейся в диапазоне примерно от -112oС до -62oС. Более предпочтительно производить и транспортировать СПГД под давлением в диапазоне примерно от 2415 кПа до 4830 кПа и при температуре примерно от -101oС до -79oС. Еще более предпочтительно, чтобы нижние границы диапазонов давления и температуры для СПГД составляли около 2760 кПа и около -96oС. В границах преимущественных диапазонов идеальные сочетания температуры и давления зависят от состава сжижаемого природного газа и от экономических соображений. Специалист в данной области может определить влияние параметров состава, обратившись к справочникам промышленных нормативов и/или произведя вычисления равновесной точки образования первого пузырька. Кроме того, специалист в данной области может определить и проанализировать влияние различных экономических соображений, обратившись к справочникам промышленных нормативов. Например, одно экономическое соображение состоит в том, что чем ниже температура СПГД, тем большая мощность требуется для охлаждения; однако снижение температуры при повышении давления СПГД также приводит к возрастанию плотности СПГД, а также к уменьшению объема, подлежащего транспортировке. С повышением температуры СПГД при увеличении давления для резервуаров хранения и транспортировки требуется больше стали, но при этом снижаются расходы на охлаждение и возрастает эффективность станции.
В нижеприведенном описании основной упор делается на различия в экономической состоятельности системы согласно настоящему изобретению при сравнении с обычной системой обработки СПГ. На фиг.2 изображена схема иллюстративной станции для обработки СПГД согласно настоящему изобретению. Для сравнения на фиг. 1 изображена схема иллюстративной станции для обработки обычного СПГ. Согласно фиг.1 иллюстративная станция для обработки обычного СПГ включает оборудование 62 для приема подаваемого газа, оборудование 52 для очистки газа, оборудование 56 для просушки/удаления ртути, оборудование 63 для охлаждения, оборудование 64 для промывки подаваемого газа, оборудование 65 для фракционирования, оборудование 66 для сжижения и оборудование 54 устранения азота. Хотя на станции обработки согласно настоящему изобретению можно успешно использовать стандартное оборудование сжижения природного газа, некоторые этапы, необходимые в обычной станции СПГ, можно исключить и для охлаждения природного газа требуется значительно меньше энергии. Таким образом, в процессе СПГД природный газ, который в обычном процессе СПГ затрачивался бы на выработку энергии, можно преобразовывать в СПГД, годный для продажи. Согласно фиг.2 этапы обработки СПГД предпочтительно включают в себя (1) аппаратуру 10 для приема природного газа для удаления жидких углеводородов, (2) сушильную аппаратуру 12 и (3) аппаратуру для сжижения 14. Для производства хладагента подпитки, используемого в аппаратуре для сжижения 14, можно использовать расширительную установку 16 и фракционирующую цепочку 18. Альтернативно, хладагенты, необходимые для сжижения 14, могут частично или полностью поступать из какого-то другого источника. Для достижения нужной низкой температуры СПГД можно использовать общеизвестные процессы охлаждения. Такие процессы могут включать, например, цикл охлаждения с однокомпонентным хладагентом, с многокомпонентным хладагентом, каскадный цикл охлаждения или сочетание этих циклов. Кроме того, в процессе охлаждения можно использовать расширительные турбины. Значительное снижение мощности, необходимой для охлаждения в станции СПГД согласно настоящему изобретению при сравнении с обычной станцией СПГ приводит к значительному снижению капитальных затрат, соответственно к снижению эксплуатационных затрат и увеличению эффективности и надежности, что обуславливает увеличение экономичности производства сжиженного природного газа.
На станции для производства СПГД согласно настоящему изобретению процесс отличается от обычного процесса СПГ следующим образом. Согласно фиг.1 и 2, поскольку температуры сжижения на станции СПГД 8 (фиг.2) выше, чем на обычной станции СПГ 50 (фиг.1) (которая производит обычный СПГ при температуре около -162oС и при атмосферном давлении), оборудование 52 очистки газа (фиг. 1) для удаления замерзающих компонентов, например двуокиси углерода, n-пентана плюс и бензола, которое необходимо в обычной станции СПГ 50, как правило, не требуется для станции СПГД 8, поскольку эти природные компоненты не должны замерзать, и поэтому не должны вызывать проблемы закупорки оборудования
станции СПГД вследствие более высоких рабочих температур. Если в природном газе, обрабатываемом на станции СПГД 8, содержится очень высокое количество двуокиси углерода, соединений серы, n-пентана плюс или бензола, то при необходимости для их удаления можно добавить оборудование для очистки. Кроме того, на обычной станции СПГ 50 необходимо удалять азот (с помощью аппаратуры 54 устранения азота), поскольку азот не остается в жидкой фазе при транспортировке обычного СПГ, который находится при атмосферном давлении. На станции СПГД 8 не требуется удалять умеренные количества азота во входном газе, поскольку при рабочих давлениях и температурах процесса СПГД азот остается в жидкой фазе вместе с сжиженными углеводородами. Кроме того, на обычной станции СПГ 50 удаляется ртуть (с помощью оборудования 56 для удаления ртути). Поскольку станция СПГД 8 работает при значительно более высоких температурах, чем обычная станция СПГ 50, и, соответственно, при изготовлении резервуаров, труб и другого оборудования станции СПГД 8 нет необходимости использовать алюминий, на станции СПГД 8 обычно не требуется оборудование для удаления ртути. Возможность исключения оборудования, необходимого для очистки газа, устранения азота и удаления ртути, когда позволяет состав природного газа, обеспечивает значительные технические и экономические преимущества.
При преимущественных рабочих давлениях и температурах согласно настоящему изобретению в наиболее холодных рабочих областях станции СПГД 8 можно использовать трубы и аппаратуру, изготовленные из стали с весовым содержанием никеля около 3%, тогда как в том же оборудовании обычной станции СПГ 50 обычно требуется более дорогая сталь, с весовым содержанием никеля 9%. Это обеспечивает еще одно значительное снижение стоимости станции СПГД 8 по сравнению с обычной станцией СПГ. При изготовлении труб и сопутствующих деталей (например, фланцев, клапанов и фитингов), сосудов высокого давления и другого оборудования станции СПГД 8 в порядке обеспечения дополнительной экономической выгоды по сравнению с обычной станцией СПГ предпочтительно использовать высокопрочные низколегированные стали, обладающие достаточными пределом прочности и вязкостью на излом.
Согласно фиг.1 СПГ, произведенный на обычной станции СПГ 50, хранится в одном или нескольких резервуарах 51 для хранения, находящихся вблизи вывозного терминала. Согласно фиг.2 СПГД, произведенный на станции СПГД 8, может храниться в одном или нескольких контейнерах 9 для хранения, изготовленных из сверхпрочной низколегированной стали, согласно этому изобретению находящихся вблизи вывозного терминала. Согласно другому варианту реализации этого изобретения СПГД, произведенный на станции СПГД 8, можно переправлять в один или несколько транспортировочных резервуаров 9 для хранения, изготовленных из сверхпрочной низколегированной стали, согласно этому изобретению находящихся на судне для транспортировки СПГД, которое дополнительно описано ниже.
Согласно этому изобретению станцию СПГД можно использовать в качестве станции сглаживания пикового потребления, чтобы обеспечить хранение природного газа как СПГД. Например, ввозной терминал обычного СПГ принимает СПГ с корабля, хранит СПГ и испаряет СПГ для доставки в газораспределительную систему. Хранящийся СПГ по мере нагревания выделяет пары ("испарения"). Обычно испарения извлекаются из резервуара хранения СПГ и доставляются на газораспределительную систему совместно с испаренным СПГ. В течение периодов низкого спроса на газ испарения могут превышать объем паров, необходимых для доставки в газораспределительную систему. В таких случаях испарения обычно повторно сжижают и хранят в качестве СПГ, пока они не потребуются в течение периодов высокого спроса на газ. С использованием настоящего изобретения испарения можно повторно сжижать в СПГД и хранить до наступления периода высокого спроса на газ. В другом примере компания, которая поставляет газ потребителям для домашнего или промышленного обогрева, обычно получает избыток природного газа для распределения между потребителями в течение периодов пикового спроса путем испарения СПГ. С использованием настоящего изобретения компания может получать избыток природного газа для распределения между потребителями в течение периодов пикового спроса путем испарения СПГД. Использование СПГД вместо СПГ на станциях сглаживания пикового потребления может оказаться более экономичным.
Суда для транспортировки СПГД
Суда для транспортировки СПГД согласно настоящему изобретению содержат резервуары хранения, изготовленные из сверхпрочных низколегированных сталей, которые описаны выше. Суда для транспортировки СПГД являются предпочтительно морскими судами, например кораблями, которые направляются через водное пространство от вывозного терминала СПГД к ввозному терминалу СПГД. Плотность продукта СПГД меньше плотности обычного СПГ. Плотность продукта СПГД составляет около 75% (или меньше) плотности обычного СПГ. Таким образом, для системы согласно настоящему изобретению необходим флот кораблей с общим водоизмещением, составляющим около 125% или более водоизмещения флота для обычного проекта транспортировки обычного СПГ, чтобы перевозить большее количество продукции от более эффективной станции, а также вследствие увеличенного объема из-за более низкой плотности. На фиг.3А, 3Б и 3В изображен иллюстративный корабль большого водоизмещения, предназначенный для перевозки СПГД. Этот иллюстративный корабль СПГД 30 вмещает сорок восемь резервуаров 32 для хранения цилиндрической формы с полусферическими или эллипсоидальными концами. Резервуары могут также иметь сферическую форму. Число и размеры резервуаров зависят от фактического предела прочности на растяжение сверхпрочной низколегированной стали, толщины стенок резервуаров и проектируемого давления, что известно специалистам в данной области.
Корабли СПГД, согласно оценке, стоят меньше, чем корабли обычного СПГ, и имеют значительно большее водоизмещение, чем самые большие корабли, перевозящие в настоящее время обычный СПГ.
Согласно преимущественному варианту реализации настоящего изобретения резервуары содержат СПГД при температурах примерно от -101oС до -79oС и для этого требуется определенного вида изоляция. Можно использовать промышленные изоляционные материалы, коммерчески доступные в настоящее время, с хорошими низкотемпературными изоляционными свойствами.
Конструкция корабля СПГД обеспечивает разнообразие возможностей, отвечая нуждам потребителей при минимальных затратах, что более подробно описано ниже при рассмотрении ввозных терминалов. Можно спроектировать корабль того или иного водоизмещения, добавляя или убирая резервуары СПГД. Можно спроектировать корабль, рассчитанный на погрузку/выгрузку СПГД в течение короткого промежутка времени (обычно 12 часов) или на погрузку/выгрузку с более низкой скоростью, не превышающей производительность станции. Если потребитель желает свести к минимуму ввозные затраты, то можно спроектировать корабль СПГД, включающий бортовое испарительное оборудование, чтобы доставлять газ непосредственно потребителю, как показано на фиг.4А, 4Б и 4В. Иллюстративный корабль СПГД 40 вмещает сорок четыре резервуара хранения 42 и бортовое испарительное оборудование 44.
Корабль СПГД имеет ряд преимуществ перед кораблем обычного СПГ. В числе этих преимуществ - значительно большее водоизмещение, более низкая стоимость, возможность более легкого приспособления водоизмещения к потребностям потребителя и возможность доставлять СПГД в жидком виде или испарять СПГД на борту в газ для доставки, более низкие расходы на перекачку, поскольку СПГД находится под более высоким давлением (примерно от 2415 кПа до 4830 кПа в преимущественных условиях) по сравнению с атмосферным давлением (около 100 кПа) для обычного СПГ, и более короткое время постройки, поскольку резервуары хранения и сопутствующие трубы могут быть заранее изготовлены и подняты на место, что минимизирует затраты труда на борту корабля.
Вывозной и ввозной терминалы СПГД
Вывозной терминал СПГД может включать док, цистерны для хранения и погрузочные насосы. Ввозной терминал СПГД может включать док, цистерны хранения, погрузочные насосы и испарительное оборудование. Предпочтительно, чтобы резервуары хранения СПГД на вывозном терминале и на ввозном терминале были изготовлены из сверхпрочных низколегированных сталей, обладающих пределом прочности и вязкостью на излом, достаточными для условий эксплуатации системы СПГД согласно настоящему изобретению, включающих в себя давления и температуры.
Альтернативно цистерны для хранения могут отсутствовать на вывозном терминале СПГД и/или на ввозном терминале СПГД. В системе СПГД, в которой не предусмотрены цистерны для хранения на вывозном терминале, произведенный СПГД переправляется непосредственно от станции СПГД в транспортировочные сосуды хранения, находящиеся на борту судна для транспортировки СПГД. В системе СПГД, в которой не предусмотрены цистерны хранения на ввозном терминале, ввозной терминал состоит, по существу, из испарительного оборудования или альтернативно на борту каждого транспортировочного судна во флоте СПГД имеется стандартное испарительное оборудование для непосредственного преобразования СПГД в магистральный газ. В случае, когда резервуаров хранения нет ни на вывозном терминале СПГД, ни на ввозном терминале СПГД, к флоту судов для транспортировки СПГД свыше того количества, которое обычно требуется для транспортировки и доставки СПГД к рынку с использованием вывозного и ввозного терминалов, добавляют, например, два судна для транспортировки СПГД. Таким образом, пока другие суда для транспортировки СПГД находятся в пути, одно из дополнительных судов для транспортировки СПГД пришвартовано на вывозном терминале, наполняясь, либо храня СПГД, а другое дополнительное судно для транспортировки СПГД пришвартовано на ввозном терминале, доставляя СПГД непосредственно на рынок. В случае наличия испарителей на транспортировочных судах такая швартовка может быть прибрежной, например одноякорной швартовкой (ОЯШ). Эти альтернативы имеют экономические преимущества над общепринятыми системами СПГ и могут существенно снизить стоимость вывозного и ввозного терминалов.
Примеры
Пример резервуаров хранения СПГД
Как обсуждалось выше, резервуары для хранения и транспортировки СПГД согласно настоящему изобретению предпочтительно изготавливаются из листов сверхпрочной низколегированной стали с весовым содержанием никеля менее 9%, имеющей предел прочности на растяжение свыше 830 МПа. Любую подобную сверхпрочную низколегированную сталь, имеющую достаточную вязкость для содержания СПГД в условиях эксплуатации согласно известным принципам механики излома, которые были объяснены выше, можно использовать для изготовления резервуаров для хранения и транспортировки СПГД согласно этому изобретению. Предпочтительно, чтобы ТППРХ такой стали была ниже примерно - 73oС.
Прежние достижения в технологии производства стали дают возможность производить новые, сверхпрочные низколегированные стали, обладающие превосходной вязкостью при криогенных температурах. Например, в трех патентах США, выданных (Коо), 5,531/842; 5,545,269 и 5,545,270 описаны новые стали и способы обработки этих сталей для изготовления стальных листов с пределами прочности на растяжение около 830 МПа, 965 МПа и выше. Стали и способы обработки, описанные в этих патентах, были усовершенствованы и модифицированы для обеспечения химических составов в сочетании с обработкой стали для производства сверхпрочных низколегированных сталей, обладающих превосходной вязкостью при криогенных температурах как в основной стали, так и в зоне термического влияния (ЗТВ) в случае сварки. Эти сверхпрочные низколегированные стали также обладают улучшенной вязкостью по сравнению со стандартными коммерчески доступными сверхпрочными, низколегированными сталями. Улучшенные стали описаны в одновременно находящейся на рассмотрении заявке на патент США, озаглавленной "Сверхпрочные стали с превосходной вязкостью при криогенных температурах" ("Ultra-high strength steels with excellent cryogenic temperature toughness"), которая имеет дату приоритета 19 декабря 1997 г. и обозначена Ведомством по патентам и товарным знакам США (USPTO) под номером 60/068194; в одновременно находящейся на рассмотрении заявке на патент США, озаглавленной "Сверхпрочные аустенитно-остаренные стали с превосходной вязкостью при криогенных температурах" ("Ultra-high strength ausaged steels with excellent cryogenic temperature toughness"), которая имеет дату приоритета 19 декабря 1997 г. и обозначена USPTO под номером 60/068252; и в одновременно находящейся на рассмотрении заявке на патент США, озаглавленной "Сверхпрочные двухфазные стали с превосходной вязкостью при криогенных температурах" ("Ultra-high strength dual phase steels with excellent cryogenic temperature toughness"), которая имеет дату приоритета 19 декабря 1997 г. и обозначена USPTO под номером 60/068816 (совместно, "Патентные заявки по стали").
Новые стали, описанные в патентных заявках по стали и дополнительно описанные в нижеприведенных примерах, специально используются для изготовления резервуаров для хранения и транспортировки СПГД согласно этому изобретению, так как такие стали обладают следующими характеристиками, предпочтительно для стального листа толщиной около 2.5 см и больше: (1) ТППРХ ниже примерно -73oС, предпочтительно ниже примерно -107oС в основной стали и в ЗТВ сварного шва; (2) предел прочности на растяжение больше 830 МПа, предпочтительно больше примерно 860 МПа и еще более предпочтительно больше примерно 900 МПа; исключительная свариваемость; (4) практически однородные по толщине микроструктура и свойства и (5) улучшенная вязкость по сравнению со стандартными коммерчески доступными сверхпрочными низколегированными сталями. Еще более предпочтительно, чтобы эти стали имели предел прочности на растяжение больше примерно 930 МПа, или больше примерно 965 МПа, или больше примерно 1000 МПа.
Первый пример стали.
Как было описано выше, в одновременно находящейся на рассмотрении заявке на патент США, озаглавленной "Сверхпрочные стали с превосходной вязкостью при криогенных температурах", которая имеет дату приоритета 19 декабря 1997 г. и обозначена USPTO под номером N 60/068194, приведено описание сталей, пригодных для использования в настоящем изобретении. Предложен способ изготовления сверхпрочного стального листа, имеющего микроструктуру, имеющую в качестве доминирующих компонентов реечный мелкозернистый мартенсит отпуска, мелкозернистый нижний бейнит отпуска или их смеси, согласно которому способ включает этапы (а) нагрева стального сляба до температуры повторного нагрева, достаточно высокой, чтобы (1) практически гомогенизировать стальной сляб, (2) растворить практически все карбиды и карбонитриды ниобия и ванадия в стальном слябе и (3) образовать первоначальную мелкозернистую аустенитную структуру в стальном слябе; (b) обжатия стального сляба для создания стального листа за один или несколько проходов горячей прокатки в первом температурном диапазоне, в котором происходит рекристаллизация аустенита; (с) дальнейшего обжатия стального листа за один или несколько проходов горячей прокатки во втором температурном диапазоне, который находится ниже примерно температуры Тнр и выше примерно температуры фазового превращения Аr3; (d) закалки стального листа при скорости охлаждения примерно от 10oС в секунду до 40oС в секунду до температуры прекращения закалки, которая ниже примерно температуры фазового превращения Мн плюс 200oС; (е) прекращения закалки и (f) отпуска стального листа при температуре отпуска, составляющей примерно от 400oС до температуры фазового превращения Ac1, предпочтительно до, но не включая, температуры фазового превращения Ac1, в течение периода времени, достаточного, чтобы вызвать осаждение упрочняющих частиц, т.е. частиц одного или нескольких веществ: ε-медь, Мo2С или карбиды и карбонитриды ниобия и ванадия. Период времени, достаточный, чтобы вызвать осаждение упрочняющих частиц, зависит, главным образом, от толщины стального листа, химического состава стального листа и температуры отпуска и может быть определен специалистом в данной области. (По поводу определения терминов "в качестве доминирующих компонентов", "упрочняющие частицы", "температура Тнр", "температуры фазового превращения Аr3, Мн и Ac1 и Мо2С" см. словарь в конце описания).
Для обеспечения надлежащей вязкости при температурах окружающей среды и криогенных температурах предпочтительно, чтобы стали, соответствующие этому первому примеру стали, имели микроструктуру, содержащую в качестве доминирующих компонентов мелкозернистый нижний бейнит отпуска, реечный мелкозернистый мартенсит отпуска или их смеси. Предпочтительно существенно минимизировать образование охрупчивающих компонентов, например верхнего бейнита, двойникового мартенсита и мартенсита-аустенита (МА). Термин "в качестве доминирующих компонентов", употребляемый в первом примере стали и в формуле изобретения, означает, по меньшей мере, около 50 процентов по объему. Более предпочтительно, чтобы микроструктура имела мелкозернистый нижний бейнит отпуска, мелкозернистый реечный мартенсит отпуска или их смеси с объемным содержанием, по меньшей мере, примерно от 60% до 80%. Еще более предпочтительно, чтобы микроструктура имела мелкозернистый нижний бейнит отпуска, мелкозернистый реечный мартенсит отпуска или их смеси с объемным содержанием, по меньшей мере, около 90%. Наиболее предпочтительно, чтобы микроструктура имела практически 100% мелкозернистого реечного мартенсита отпуска.
Стальной сляб, обработанный в соответствии с этим первым примером стали, изготовлен обычным способом и согласно одному варианту реализации включает железо и следующие легирующие элементы, предпочтительные диапазоны весового содержания которых указаны в табл.1.
Иногда в сталь добавляют ванадий (V) с весовым содержанием предпочтительно до примерно 0.10% и более предпочтительно примерно от 0.02% до 0.05%.
Иногда в сталь добавляют хром (Сr) с весовым содержанием предпочтительно до примерно 1.0% и более предпочтительно примерно от 0.2% до 0.6%.
Иногда в сталь добавляют кремний (Si) с весовым содержанием предпочтительно до примерно 0.5%, более предпочтительно примерно от 0.01% до 0.5% и еще более предпочтительно примерно от 0.05% до 0.1%.
Иногда в сталь добавляют бор (В) с весовым содержанием предпочтительно до примерно 0.0020% и более предпочтительно примерно от 0.0006% до 0.0010%.
Предпочтительно, чтобы весовое содержание никеля в стали составляло, по меньшей мере, около 1%. Весовое содержание никеля в стали можно увеличить свыше примерно 3%, если это требуется для улучшения работоспособности после сварки. При каждом увеличении весового содержания никеля на 1% ожидается снижение ТППРХ стали примерно на 10oС. Предпочтительно, чтобы весовое содержание никеля составляло менее 9%, более предпочтительно - менее примерно 6%. Предпочтительно минимизировать содержание никеля для того, чтобы минимизировать стоимость стали. Если весовое содержание никеля увеличивается свыше примерно 3%, то весовое содержание марганца можно сделать ниже примерно 0.5%, вплоть до 0.0%. Поэтому, в широком смысле, преимущественным является весовое содержание марганца, не превышающее примерно 2.5%.
Кроме того, предпочтительно, по существу, минимизировать остаточные примеси в стали. Предпочтительно, чтобы весовое содержание фосфора (Р) составляло менее примерно 0.01%. Предпочтительно, чтобы весовое содержание серы (S) составляло менее примерно 0.004%. Предпочтительно, чтобы весовое содержание кислорода (О) составляло менее примерно 0.002%.
Более подробно, сталь, соответствующую этому первому примеру стали, получают следующим образом: формуют вышеописанный сляб нужного состава, нагревают сляб до температуры примерно от 955oС до 1065oС, осуществляют горячую прокатку сляба для создания стального листа за один или несколько проходов с обеспечением обжатия примерно от 30% до 70% в первом диапазоне температур, в котором происходит рекристаллизация аустенита, т.е. находящемся выше примерно температуры Тнр, и осуществляют дальнейшую горячую прокатку стального листа за один или несколько проходов с обеспечением обжатия примерно от 40% до 80% во втором диапазоне температур, находящемся ниже примерно температуры Тнр и выше примерно температуры фазового превращения Аr3. Затем горячекатаный стальной лист подвергают закалке при скорости охлаждения примерно от 10oС в секунду до 40oС в секунду до подходящей ТПЗ (см. определение в словаре в конце описания), которая ниже примерно температуры фазового превращения Мн плюс 200oС, и в этот момент прекращают закалку. Согласно одному варианту реализации этого первого примера стали после этого стальной лист повергают воздушному охлаждению до температуры окружающей среды. Эту обработку используют для создания микроструктуры, предпочтительно имеющей в качестве доминирующих компонентов мелкозернистый реечный мартенсит, мелкозернистый нижний бейнит или их смеси или более предпочтительно имеющей, по существу, 100% мелкозернистого реечного мартенсита.
Полученный таким образом мартенсит прямой закалки в сталях, соответствующих этому первому примеру стали, имеет высокий предел прочности, но его вязкость можно повысить путем отпуска при подходящей температуре от значения, превышающего примерно 400oС, до примерно температуры фазового превращения Ac1. Отпуск стали в этом диапазоне температур также приводит к снижению закалочных напряжений, что, в свою очередь, приводит к увеличению вязкости. Хотя отпуск дает возможность повысить вязкость стали, он обычно приводит к значительной потере прочности. Согласно данному изобретению обычная потеря прочности в результате отпуска компенсируется путем включения упрочняющих дисперсных частиц осадка (выпавшей фазы). Упрочняющие частицы мелкодисперсных осадков меди и смешанных карбидов и/или карбонитридов используют для оптимизации прочности и вязкости в процессе отпуска мартенситной структуры. Особый химический состав сталей, соответствующих этому первому примеру стали, обеспечивает осуществление отпуска в широком диапазоне температур, примерно от 400oС до 650oС без сколько-нибудь значительной потери закалочной прочности. Отпуск стального листа предпочтительно производить при температуре отпуска от значения, превышающего примерно 400oС, до значения ниже примерно температуры фазового превращения Ac1 в течение периода времени, достаточного для того, чтобы вызвать осаждение упрочняющих частиц (см. определение). Эта обработка облегчает превращение микроструктуры стального листа в такую структуру, в которой в качестве доминирующих компонентов содержатся мелкозернистый реечный мартенсит отпуска, мелкозернистый нижний бейнит отпуска или их смеси. Период времени, достаточный для того, чтобы вызвать осаждение упрочняющих частиц, зависит, главным образом, от толщины стального листа, химического состава стального листа и температуры отпуска и может быть определен специалистом в данной области.
Второй пример стали
Как обсуждалось выше, в одновременно рассматриваемой заявке на патент США, имеющей дату приоритета 19 декабря 1997 г., озаглавленной "Сверхпрочные аустенитно-остаренные стали с превосходной вязкостью при криогенных температурах" и обозначенной USPTO под номером 60/068252, приведено описание других сталей, которые могут быть использованы в настоящем изобретении. Предложен способ изготовления листа сверхпрочной стали, имеющей микрослоистую микроструктуру, имеющую слои аустенитной пленки с объемным содержанием примерно от 2% до 10% и рейки с объемным содержанием примерно от 90% до 98%, содержащие в качестве доминирующих компонентов мелкозернистый мартенсит и мелкозернистый нижний бейнит, этот способ включает этапы (а) нагрева стального сляба до температуры повторного нагрева, достаточно высокой для того, чтобы (1) практически гомогенизировать стальной сляб, (2) растворить практически все карбиды и карбонитриды ниобия и ванадия в стальном слябе и (3) образовать первоначальную мелкозернистую аустенитную структуру в стальном слябе, (b) обжатия стального сляба для создания стального листа за один или несколько проходов горячей прокатки в первом температурном диапазоне, в котором происходит рекристаллизация аустенита, (с) дальнейшего обжатия стального листа за один или несколько проходов горячей прокатки во втором температурном диапазоне, находящемся ниже примерно температуры Тнр и выше примерно температуры фазового превращения Аr3, (d) закалки стального листа при скорости охлаждения примерно от 10oС в секунду до 40oС в секунду до температуры прекращения закалки (ТПЗ), которая ниже примерно температуры фазового превращения Мн плюс 100oС и выше примерно температуры фазового превращения Мн, и (е) прекращения закалки. Согласно одному варианту реализации способ, соответствующий этому второму примеру стали, дополнительно включает этап воздушного охлаждения стального листа от ТПЗ до температуры окружающей среды. Согласно другому варианту реализации способ, соответствующий этому второму примеру стали, дополнительно включает этап, в котором стальной лист практически изотермически поддерживают при ТПЗ на протяжении до примерно 5 минут перед началом воздушного охлаждения стального листа до температуры окружающей среды. Согласно еще одному варианту реализации способ, соответствующий этому второму примеру стали, дополнительно включает этап медленного охлаждения стального листа от ТПЗ со скоростью, меньшей примерно 1.0oС в секунду, на протяжении до примерно 5 минут перед началом воздушного охлаждения стального листа до температуры окружающей среды. Согласно еще одному варианту реализации способ, соответствующий этому второму примеру стали, дополнительно включает этап медленного охлаждения стального листа от ТПЗ со скоростью, меньшей примерно 1.0oС в секунду, на протяжении до примерно 5 минут перед началом воздушного охлаждения стального листа до температуры окружающей среды. Эта обработка облегчает превращение микроструктуры стального листа в микроструктуру с объемным содержанием примерно от 2% до 10% слоев пленок аустенита и объемным содержанием примерно от 90% до 98% реек, содержащих в качестве доминирующих компонентов мелкозернистый мартенсит и мелкозернистый нижний бейнит. (Определения терминов "температура Тнр" и "температуры фазового превращения Аr3 и Мн" - см. словарь в конце описания).
Для обеспечения надлежащей вязкости при температурах окружающей среды и криогенных температурах предпочтительно, чтобы рейки в микрослоистой микроструктуре имели в качестве доминирующих компонентов нижний бейнит или мартенсит. Предпочтительно, существенно минимизировать образование охрупчивающих компонентов, например верхнего бейнита, двойникового мартенсита и МА. Термин "в качестве доминирующих компонентов", употребляемый в первом примере стали и в формуле изобретения, означает, по меньшей мере, около 50 процентов по объему. Остальная часть микроструктуры может иметь дополнительный мелкозернистый нижний бейнит, дополнительный мелкозернистый реечный мартенсит или феррит. Более предпочтительно, чтобы микроструктура имела нижний бейнит или реечный мартенсит с объемным содержанием, по меньшей мере, примерно от 60% до 80%. Еще более предпочтительно чтобы микроструктура имела нижний бейнит или реечный мартенсит, по меньшей мере, примерно 90%.
Стальной сляб, обработанный в соответствии с этим вторым примером стали, изготовлен обычным способом и согласно одному варианту реализации включает железо и следующие легирующие элементы, предпочтительные диапазоны весового содержания которых указаны в табл.2.
Иногда в сталь добавляют хром (Cr) предпочтительно с весовым содержанием до примерно 1.0% и более предпочтительно примерно от 0.2% до 0.6%.
Иногда в сталь добавляют кремний (Si) предпочтительно с весовым содержанием до примерно 0.5%, более предпочтительно примерно от 0.01% до 0.5% и еще более предпочтительно примерно от 0.05% до 0.1%.
Иногда в сталь добавляют бор (В) предпочтительно с весовым содержанием до примерно 0.0020% и более предпочтительно примерно от 0.0006% до 0.0010%.
Предпочтительно, чтобы весовое содержание никеля в стали составляло, по меньшей мере, около 1%. Весовое содержание никеля в стали можно увеличить до значения, превышающего примерно 3%, если это требуется для улучшения работоспособности после сварки. При каждом увеличении весового содержания никеля на 1% ожидается снижение ТППРХ стали примерно на 10oС. Предпочтительно, чтобы весовое содержание никеля составляло менее 9%, более предпочтительно - менее чем примерно 6%. Предпочтительно минимизировать содержание никеля для того, чтобы минимизировать стоимость стали. Если весовое содержание никеля увеличивается до значения, превышающего примерно 3%, то весовое содержание марганца можно сделать ниже примерно 0.5%, вплоть до 0.0%. Поэтому, в широком смысле, преимущественным является весовое содержание марганца, не превышающее примерно 2.5%.
Кроме того, предпочтительно существенно минимизировать остаточные примеси в стали. Предпочтительно, чтобы весовое содержание фосфора (Р) составляло менее примерно 0.01%. Предпочтительно, чтобы весовое содержание серы (S) составляло менее примерно 0.004%. Предпочтительно, чтобы весовое содержание кислорода (О) составляло менее примерно 0.002%.
Более подробно, сталь, соответствующую этому второму примеру стали, получают следующим образом: формуют сляб нужного состава; нагревают сляб до температуры примерно от 955oС до 1065oС; осуществляют горячую прокатку сляба для создания стального листа за один или несколько проходов с обеспечением обжатия примерно от 30% до 70% в первом диапазоне температур, в котором происходит рекристаллизация аустенита, т.е. выше примерно температуры Тнр, и осуществляют дальнейшую горячую прокатку стального листа за один или несколько проходов с обеспечением обжатия примерно от 40% до 80% во втором диапазоне температур, находящемся ниже примерно температуры Тнр и выше примерно температуры фазового превращения Аr3. Затем горячекатаный стальной лист подвергают закалке при скорости охлаждения примерно от 10oС в секунду до 40oС в секунду до подходящей ТПЗ (см. определение в словаре в конце описания), которая ниже примерно температуры фазового превращения Мн плюс 100oС и выше примерно температуры фазового превращения Мн, и в этот момент прекращают закалку. Согласно одному варианту этого второго примера стали после прекращения закалки стальной лист повергают воздушному охлаждению до температуры окружающей среды. Согласно другому варианту реализации этого второго примера стали стальной лист практически изотермически поддерживают при ТПЗ на протяжении предпочтительно до примерно 5 минут, после чего подвергают воздушному охлаждению до температуры окружающей среды. Согласно еще одному варианту реализации этого второго примера стали стальной лист медленно охлаждают от ТПЗ со скоростью, меньшей скорости воздушного охлаждения, т.е. со скоростью, меньшей примерно 1oС в секунду, на протяжении предпочтительно до примерно 5 минут. Согласно еще одному варианту реализации стальной лист медленно охлаждают от ТПЗ со скоростью, меньшей скорости воздушного охлаждения, т.е. со скоростью, меньшей примерно 1oС в секунду, на протяжении предпочтительно до примерно 5 минут. И, наконец, согласно одному варианту реализации этого второго примера стали температура фазового превращения Мн составляет около 350oС, так что температура фазового превращения Мн плюс 100oС составляет около 450oС.
Сталь можно поддерживать практически изотермически при ТПЗ с помощью любых подходящих средств, которые известны специалистам в данной области, например, помещая поверх стального листа теплоизоляционное покрытие. Стальной лист можно медленно охлаждать после окончания закалки с помощью любых подходящих средств, которые известны специалистам в данной области, например, помещая поверх стального листа изолирующее покрытие.
Третий пример стали
Как обсуждалось выше, в одновременно рассматриваемой заявке на патент США, имеющей дату приоритета 19 декабря 1997 г., озаглавленной "Сверхпрочные двухфазные стали с превосходной вязкостью при криогенных температурах" и обозначенной USPTO под номером 60/068816, приведено описание других сталей, которые могут быть использованы в данном изобретении. Предложен способ получения листа сверхпрочной двухфазной стали, имеющей микрослоистую микроструктуру, включающую первую фазу, образованную, по существу, 100% по объему (т. е. практически чистым или "исключительно чистым") ферритом, с объемным содержанием примерно от 10% до 40% и вторую фазу, образованную в качестве доминирующих компонентов мелкозернистым реечным мартенситом, мелкозернистым нижним бейнитом или их смесями с объемным содержанием примерно от 60% до 90%, согласно которому
способ включает этапы (а) нагрева стального сляба до температуры подогрева, достаточно высокой для того, чтобы (1) практически гомогенизировать стальной сляб, (2) растворить практически все карбиды и карбонитриды ниобия и ванадия в стальном слябе и (3) образовать первоначальную мелкозернистую аустенитную структуру в стальном слябе, (b) обжатия стального сляба для создания стального листа за один или несколько проходов горячей прокатки в первом температурном диапазоне, в котором происходит рекристаллизация аустенита, (с) дальнейшего обжатия стального листа за один или несколько проходов горячей прокатки во втором температурном диапазоне, находящемся ниже примерно температуры Тнр и выше примерно температуры фазового превращения Аr3, (d) дальнейшего обжатия стального листа за один или несколько проходов горячей прокатки в третьем диапазоне температур, находящемся ниже примерно температуры фазового превращения Аr3 и выше примерно температуры фазового превращения Ar1 (т.е. в межкритическом температурном диапазоне), (е) закалки стального листа при скорости охлаждения примерно от 10oС в секунду до 40oС в секунду до температуры прекращения закалки (ТПЗ), которая предпочтительно ниже примерно температуры фазового превращения Мн плюс 200oС; и (f) прекращения закалки. Согласно другому варианту реализации этого третьего примера стали предпочтительно, чтобы ТПЗ была ниже примерно температуры фазового превращения Мн плюс 100oС, и более предпочтительно ниже примерно 350oС. Согласно одному варианту реализации этого третьего примера стали после выполнения этапа (f) стальной лист подвергают воздушному охлаждению до температуры окружающей среды. Эта обработка облегчает превращение микроструктуры в микроструктуру стального листа с объемным содержанием первой фазы, представляющей собой феррит, примерно от 10% до 40% и с объемным содержанием второй фазы, содержащей в качестве доминирующих компонентов мелкозернистый реечный мартенсит и мелкозернистый нижний бейнит или их смеси, примерно от 60% до 90%. (Определения терминов "температура Тнр" и "температуры фазового превращения Аr3 и Ar1" - см. словарь в конце описания).
Для обеспечения надлежащей вязкости при температурах окружающей среды и криогенных температурах предпочтительно, чтобы микроструктура второй фазы в сталях, отвечающих этому третьему примеру стали, включала в качестве доминирующих компонентов мелкозернистый нижний бейнит, мелкозернистый реечный мартенсит или их смеси. Предпочтительно существенно минимизировать образование во второй фазе охрупчивающих компонентов, например верхнего бейнита, двойникового мартенсита и МА. Термин "в качестве доминирующих компонентов", употребляемый в третьем примере стали и в формуле изобретения, означает, по меньшей мере, около 50 процентов по объему. Остальная часть микроструктуры второй фазы может включать дополнительный мелкозернистый нижний бейнит, дополнительный мелкозернистый реечный мартенсит или феррит. Более предпочтительно, чтобы микроструктура второй фазы включала нижний бейнит, реечный мартенсит или их смеси с объемным содержанием, по меньшей мере, примерно от 60% до 80%. Еще более предпочтительно, чтобы микроструктура второй фазы включала мелкозернистый нижний бейнит, мелкозернистый реечный мартенсит или их смеси с объемным содержанием, по меньшей мере, около 90%.
Стальной сляб, обработанный в соответствии с этим третьим примером стали, изготовлен обычным способом и согласно одному конкретному варианту реализации включает железо и следующие легирующие элементы, предпочтительные диапазоны весового содержания которых указаны в табл.3.
Иногда в сталь добавляют хром (Сr) предпочтительно с весовым содержанием до примерно 1.0% и более предпочтительно примерно от 0.2% до 0.6%.
Иногда в сталь добавляют молибден (Мо) предпочтительно с весовым содержанием до примерно 0.8% и более предпочтительно примерно от 0.1% до 0.3%.
Иногда в сталь добавляют кремний (Si) предпочтительно с весовым содержанием до примерно 0.5%, более предпочтительно примерно от 0.01% до 0.5% и еще более предпочтительно примерно от 0.05% до 0.1%.
Иногда в сталь добавляют медь (Сu), весовое содержание которой предпочтительно заключено в диапазоне примерно от 0.1% до 1.0%, более предпочтительно - в диапазоне примерно от 0.2% до 0.4%.
Иногда в сталь добавляют бор (В) предпочтительно с весовым содержанием до примерно 0.0020% и более предпочтительно примерно от 0.0006% до 0.0010%.
Предпочтительно, чтобы весовое содержание никеля в стали составляло, по меньшей мере, около 1%. Весовое содержание никеля в стали можно увеличить до значения, превышающего примерно 3%, если это требуется для улучшения работоспособности после сварки. При каждом увеличении весового содержания никеля на 1% ожидается снижение ТППРХ стали примерно на 10oС. Предпочтительно, чтобы весовое содержание никеля составляло менее 9%, более предпочтительно - менее примерно 6%. Предпочтительно минимизировать содержание никеля для того, чтобы минимизировать стоимость стали. Если весовое содержание никеля увеличивается до значения, превышающего примерно 3%, то весовое содержание марганца можно сделать ниже примерно 0.5%, вплоть до 0.0%. Поэтому, в широком смысле, преимущественным является весовое содержание марганца, не превышающее примерно 2.5%.
Кроме того, предпочтительно, по существу, минимизировать остаточные примеси в стали. Предпочтительно, чтобы весовое содержание фосфора (Р) составляло менее примерно 0.01%. Предпочтительно, чтобы весовое содержание серы (S) составляло менее примерно 0.004%. Предпочтительно, чтобы весовое содержание кислорода (О) составляло менее примерно 0.002%.
Если обратиться к подробностям, то сталь, соответствующую этому третьему примеру стали, получают следующим образом: формуют сляб нужного состава, нагревают сляб до температуры примерно от 955oС до 1065oС, осуществляют горячую прокатку сляба для создания стального листа за один или несколько проходов с обеспечением обжатия примерно от 30% до 70% в первом диапазоне температур, в котором происходит рекристаллизация аустенита, т.е. выше примерно температуры Тнр, и осуществляют дальнейшую горячую прокатку стального листа за один или несколько проходов с обеспечением обжатия примерно от 40% до 80% во втором диапазоне температур, находящемся ниже примерно температуры Тнр и выше примерно температуры фазового превращения Аr3, и осуществляют чистовую прокатку стального листа за один или несколько проходов с обеспечением обжатия примерно от 15% до примерно 50% в межкритическом температурном диапазоне, находящемся ниже примерно температуры фазового превращения Аr3 и выше примерно температуры фазового превращения Ar1. Затем горячекатаный стальной лист подвергают закалке при скорости охлаждения примерно от 10oС в секунду до 40oС в секунду до подходящей температуры прекращения закалки (ТПЗ), которая ниже примерно температуры фазового превращения Мн плюс 200oС, и в этот момент прекращают закалку. Согласно другому варианту реализации этого изобретения предпочтительно, чтобы ТПЗ была ниже примерно температуры фазового превращения Мн плюс 100oС, и более предпочтительно ниже примерно 350oС. Согласно одному варианту реализации этого третьего примера стали после прекращения закалки стальной лист подвергают воздушному охлаждению.
В этих трех примерах стали, поскольку Ni является дорогостоящим легирующим элементом, предпочтительно, чтобы весовое содержание Ni в стали было меньше примерно 3.0%, более предпочтительно меньше примерно 2.5%, более предпочтительно меньше примерно 2.0% и еще более предпочтительно меньше примерно 1.8%, чтобы существенно минимизировать стоимость стали.
Другие стали, которые могут быть использованы в настоящем изобретении, описаны в других публикациях, где приведено описание сверхпрочных низколегированных сталей с весовым содержанием никеля менее примерно 1%, имеющих пределы прочности на растяжение, превышающие 830 МПа, а также имеющих превосходную вязкость при низких температурах. Например, такие стали описаны в заявке на Европейский патент, опубликованной 5 февраля 1997 г. и имеющей номер международной заявки PCT/JP96/00157 и номер публикации международной заявки WO 96/23909 (08.08.96, Бюллетень 1996/36) (такие стали предпочтительно имеют весовое содержание меди от 0.1% до 1.2%), и в одновременно рассматриваемой заявке на патент США с датой приоритета 28 июля 1997 г., озаглавленной "Сверхпрочные свариваемые стали с превосходной вязкостью при сверхнизких температурах" (Ultra-High Strength, Weldable Steels with Excellent Ultra-Low Temperature Toughness) и обозначенной USPTO под номером 60/053915.
Для любой из вышеупомянутых сталей употребляемый здесь термин "процент обжатия по толщине", что очевидно для специалистов в данной области, относится к проценту обжатия по толщине стального сляба или листа, указываемому в связи с использованием термина "обжатие". Можно предположить, для пояснения, но не для ограничения этого изобретения, что стальной сляб толщиной около 25.4 см можно обжать примерно на 50% (50-процентное обжатие) в первом диапазоне температур до толщины примерно 12.7 см, а затем обжать примерно на 80% (80-процентное обжатие) во втором диапазоне температур до толщины примерно 2.5 см. Можно предположить, для пояснения, но не для ограничения этого изобретения, что стальной сляб толщиной около 25.4 см можно обжать примерно на 30% (30-процентное обжатие) в первом диапазоне температур до толщины примерно 17.8 см, затем обжать примерно на 80% (80-процентное обжатие) во втором диапазоне температур до толщины примерно 3.6 см, а затем обжать примерно на 30% (30-процентное обжатие) в третьем диапазоне температур до толщины примерно 2.5 см. Употребляемый здесь термин "сляб" означает заготовку из стали, имеющую любые размеры.
Для любой из вышеупомянутых сталей, что очевидно для специалистов в данной области, стальной сляб предпочтительно повторно нагревать подходящими средствами для повышения температуры, по существу, всего сляба, а предпочтительно всего сляба, до требуемой температуры повторного нагрева, например, помещая сляб в печь на некоторый период времени. Конкретную температуру повторного нагрева, которую следует использовать для любого из вышеупомянутых составов стали, специалист в данной области может легко определить либо экспериментальным путем, либо путем расчетов с помощью подходящих моделей. Кроме того, температуру печи и время повторного нагрева, необходимое для повышения температуры, по существу, всего сляба, а предпочтительно всего сляба, до требуемой температуры повторного нагрева, специалист в данной области может легко определить, обратившись к справочникам промышленных нормативов.
Для любой из вышеупомянутых сталей, что очевидно для специалистов в данной области, температура, которая определяет границу между диапазоном рекристаллизации и диапазоном отсутствия рекристаллизации, т.е. температура Тнр, зависит от химического состава стали и в особенности от температуры повторного нагрева перед прокаткой, концентрации углерода, концентрации ниобия и степени обжатия, получаемой на проходах прокатки. Специалисты в данной области могут определить эту температуру для каждого состава стали либо экспериментальным путем, либо путем расчета моделей. Точно так же, температуры Ac1, Ar1, Аr3 и Мн могут быть определены специалистами в данной области для каждой стали либо экспериментальным путем, либо путем расчета моделей.
Для любой из вышеупомянутых сталей, что очевидно для специалистов в данной области, температуры, упоминаемые в последующем описании способов обработки, за исключением температуры повторного нагрева, которая применяется практически ко всему слябу, являются температурами, измеряемыми на поверхности стали. Температуру поверхности стали можно измерять, пользуясь, например, оптическим пирометром или любым другим прибором, пригодным для измерения температуры поверхности стали. Упоминаемые здесь скорости охлаждения являются скоростями охлаждения в центре или, по существу, в центре толщины листа, а температура прекращения закалки (ТПЗ) - это наивысшая или, по существу, наивысшая температура, которой достигает поверхность листа после прекращения закалки, вследствие теплопередачи из толщины листа. Например, при проведении экспериментов по нагреву стали, состав которой соответствует приведенным здесь примерам, для измерения температуры в центре в центр или, по существу, в центр толщины стального листа размещают термопару, а температуру поверхности измеряют с помощью оптического пирометра. Для использования во время последующей обработки стали того же или, по существу, того же состава, выводят корреляцию между температурой в центре и температурой поверхности, чтобы температуру в центре можно было определить путем непосредственного измерения температуры поверхности. Кроме того, температура и расход закаливающей жидкости, необходимые для достижения нужной увеличенной скорости охлаждения, специалисты в данной области могут определить, обратившись к справочникам промышленных нормативов.
Специалист в данной области имеет необходимые знания и опыт, чтобы использовать приведенную здесь информацию для производства листов сверхпрочной низколегированной стали, имеющих сверхвысокий предел прочности и вязкость, которые могут быть использованы при изготовлении резервуаров для хранения и транспортировки СПГД, согласно настоящему изобретению. Возможно, что существуют или будут разработаны в дальнейшем другие подходящие стали. Все подобные стали находятся в пределах объема настоящего изобретения.
Специалист в данной области имеет необходимые знания и опыт, чтобы использовать приведенную здесь информацию для производства листов сверхпрочной низколегированной стали, толщина которых отличается от толщины стальных листов, изготовленных в соответствии с приведенными здесь примерами, которые обладали бы высоким пределом прочности и вязкостью при криогенных температурах, используемых в системе, согласно настоящему изобретению. Например, специалист в данной области может воспользоваться приведенной здесь информацией для изготовления стального листа толщиной около 2.54 см с высоким пределом прочности и вязкостью при криогенных температурах, которые могут быть использованы при изготовлении резервуара хранения, согласно настоящему изобретению. Возможно, что существуют или будут разработаны в дальнейшем другие подходящие стали. Все такие стали находятся в пределах объема данного изобретения.
Резервуарам, изготовленным из любой описанной здесь высокопрочной низколегированной стали, например, из любой стали, описанной в этом примере, придаются размеры, соответствующие требованиям проекта СПГД, в котором будут использованы резервуары.
Если при изготовлении резервуаров, согласно настоящему изобретению, используют двухфазную сталь, эту двухфазную сталь предпочтительно обрабатывают таким образом, чтобы период времени, в течение которого температура стали поддерживается в межкритическом диапазоне для создания двухфазной структуры, наступал перед этапом ускоренного охлаждения или закалки. Предпочтительно производить такую обработку, чтобы двухфазная структура формировалась в процессе охлаждения стали от температуры фазового превращения Аr3 до примерно температуры фазового превращения Ar1. Кроме того, предпочтительно, чтобы стали, используемые при изготовлении резервуаров согласно этому изобретению, имели предел прочности на растяжение, превышающий 830 МПа, и ТППРХ ниже примерно -73oС, по завершении этапа ускоренного охлаждения или закалки, т.е. без какой-либо дополнительной обработки, требующей повторного нагрева стали, например отпуска. Более предпочтительно, чтобы предел прочности стали на растяжение по завершении этапа охлаждения или закалки превышал примерно 860 МПа и еще более предпочтительно примерно 900 МПа. В некоторых вариантах применения предпочтение отдается стали, имеющей по завершении этапа закалки или охлаждения предел прочности на растяжение, превышающий примерно 930 МПа, или превышающий примерно 965 МПа, или превышающий примерно 1000 МПа.
Для резервуаров, при изготовлении которых требуется сгибать сталь, например придавать ей цилиндрическую форму, сталь предпочтительно сгибать, придавая ей нужную форму, при температуре окружающей среды, чтобы не ухудшить превосходную вязкость стали при криогенных температурах. Если для придания стали нужной формы путем сгибания ее необходимо нагреть, нагрев стали предпочтительно производится до температуры, не превышающей примерно 600oС, чтобы сохранить благоприятные воздействия вышеописанной микроструктуры стали.
Нужные переменные для резервуара СПГД, например размер, геометрия, толщина материала и т.д., зависят от условий эксплуатации, например внутреннего давления, рабочей температуры и т.д., что хорошо известно специалистам в данной области. Для наиболее низкотемпературных проектов, ТППРХ стали и сварных швов имеет очень большое значение. Для проектов, предусматривающих несколько более высокие рабочие температуры, вязкость, однако, является важным вопросом, но требования к ТППРХ уже не столь значимы. Например, при возрастании рабочей температуры необходимая ТППРХ также возрастает.
Для изготовления резервуаров, используемых в соответствии с настоящим изобретением, применяется подходящий способ соединения стальных листов. Подходящим считается любой способ соединения, который обеспечивает соединения, обладающие вышеописанными пределом прочности и вязкостью, отвечающими настоящему изобретению. Для изготовления резервуаров, отвечающих настоящему изобретению, предпочтительно использовать способ сварки, обеспечивающий предел прочности и вязкости на излом, достаточный, чтобы содержать сжиженный природный газ под давлением. Предпочтительно, чтобы такой способ сварки предусматривал использование подходящих расходного электрода, расходного газа, сварочного процесса и сварочной процедуры. Например, для соединения стальных листов можно использовать как газоэлектрическую сварку металлическим электродом (ГЭСМЭ), так и дуговую сварку вольфрамовым электродом в среде инертного газа (ДСВЭСИГ) за счет использования сочетания расходного электрода-газа.
При способе сварки, соответствующем первому примеру, процесс газоэлектрической сварки металлическим электродом (ГЭСМЭ) используют для получения химического состава металла сварного шва, включающего железо и другие химические элементы со следующим весовым содержанием: углерод - примерно 0.07%, марганец - примерно 2.05%, кремний - примерно 0.32%, никель - примерно 2.20%, хром - примерно 0.45%, молибден - примерно 0.56%, фосфор - менее примерно 110 ч/млн и сера - менее примерно 50 ч/млн. Сварной шов выполняют на стали, например на любой из вышеописанных сталей, используя защитный газ на основе аргона с весовым содержанием кислорода, меньшим примерно 1%. Подводимая теплота сварки находится в диапазоне примерно от 0.3 кДж/мм до 1.5 кДж/мм. Сварка этим способом обеспечивает сварной узел, имеющий предел прочности на растяжение, превышающий примерно 900 МПа, предпочтительно превышающий примерно 930 МПа, более предпочтительно превышающий примерно 965 МПа, а еще более предпочтительно составляющий, по меньшей мере, примерно 1000 МПа. Кроме того, сварка этим способом обеспечивает металл сварного шва с ТППРХ ниже примерно -73oС, предпочтительно ниже примерно -96oС, более предпочтительно ниже примерно -106oС и еще более предпочтительно ниже примерно -115oС.
При способе сварки, соответствующем другому примеру, процесс ГЭСМЭ используют для получения химического состава металла шва, содержащего железо и другие химические элементы со следующим весовым содержанием: углерод - примерно 0.10% (предпочтительно менее примерно 0.10%, более предпочтительно примерно от 0.07 до 0.08%), марганец - примерно 1.60%, кремний - примерно 0.25%, никель - примерно 1.87%, хром - примерно 0.87%, молибден - примерно 0.51%, фосфор - менее примерно 75 ч/млн и сера - менее примерно 100 ч/млн. Подводимая теплота сварки находится в диапазоне примерно от 0.3 кДж/мм до 1.5 кДж/мм и используется подогрев до примерно 100oС. Сварной шов выполняют на стали, например на любой из вышеописанных сталей, используя защитный газ на основе аргона с весовым содержанием кислорода менее примерно 1%. Сварка этим способом обеспечивает сварной узел, имеющий предел прочности на растяжение, превышающий примерно 900 МПа, предпочтительно превышающий примерно 930 МПа, более предпочтительно превышающий примерно 965 МПа, еще более предпочтительно составляющий, по меньшей мере, около 1000 МПа. Кроме того, сварка этим способом обеспечивает металл сварного шва с ТППРХ ниже примерно -73oС, предпочтительно ниже примерно -96oС, более предпочтительно ниже примерно -106oС, еще более предпочтительно - ниже примерно -115oС. При другом способе сварки, соответствующем другому примеру, процесс дуговой сварки вольфрамовым электродом в среде инертного газа (ДСВЭСИГ) используют для получения химического состава металла шва, содержащего железо и другие химические элементы со следующим весовым содержанием: углерод - примерно 0.07% (предпочтительно менее примерно 0.07%), марганец - примерно 1.80%, кремний - примерно 0.20%, никель - примерно 4.00%, хром - примерно 0.5%, молибден - примерно 0.40%, медь - примерно 0.02%, алюминий - примерно 0.02%, титан - примерно 0.010%, цирконий (Zr) - примерно 0.015%, фосфор - менее примерно 50 ч/млн и сера - менее примерно 30 ч/млн. Подводимая теплота сварки находится в диапазоне примерно от 0.3 кДж/мм до 1.5 кДж/мм, и используется подогрев примерно до 100oС. Сварной шов выполняют на стали, например на любой из вышеописанных сталей, используя защитный газ на основе аргона с весовым содержанием кислорода менее примерно 1%. Сварка этим способом обеспечивает сварной узел, имеющий предел прочности на растяжение, превышающий примерно 900 МПа, предпочтительно превышающий примерно 930 МПа, более предпочтительно превышающий примерно 965 МПа, а еще более предпочтительно составляющий, по меньшей мере, около 1000 МПа. Кроме того, сварка этим способом обеспечивает металл сварного шва с ТППРХ ниже примерно -73oС, предпочтительно ниже примерно -96oС, более предпочтительно ниже примерно -106oС, а еще более предпочтительно ниже примерно -115oС.
Химические составы металла шва, аналогичные тем, которые упоминались в примерах, можно получать с помощью любого из сварочных процессов - ГЭСМЭ или ДСВЭСИГ. Однако, согласно оценке, сварные швы, полученные с помощью ДСВЭСИГ, имеют более низкое содержание примесей и более высокоочищенную микроструктуру, чем швы, полученные с помощью ГЭСМЭ, а значит, и повышенную вязкость при низких температурах.
Согласно одному варианту реализации этого изобретения в качестве методики соединения используется дуговая сварка под флюсом (ДСФ). Подробную информацию о ДСФ можно найти в главе 6 Справочника по сварке, т. 2, Сварочные процессы, 8-е издание. Американское сварочное общество, стр. 191-232 (1995).
Дуговая сварка под флюсом (ДСФ) - это методика сварки, которая часто используется из-за ее достоинства, заключающегося в высокой скорости наварки металла. В некоторых вариантах применения она может давать большую экономию, поскольку по сравнению с другими методиками сварки за единицу времени используется больше сварочного материала. Один потенциальный недостаток ДСФ, проявляющийся при соединении ферритных сталей для низкотемпературного применения, состоит в недостаточной или переменной вязкости. Низкая вязкость может быть обусловлена такими факторами, как большой размер зерна и/или содержание включений больше желаемого. Большой размер зерна обусловлен характерной для ДСФ высокой подводимой теплотой, которая также является отличительной особенностью, обуславливающей высокую скорость наварки. Другая потенциальная проблема, связанная с ДСФ, применяемой к теплочувствительной, высокопрочной стали, заключается в размягчении ЗТВ. Особенность ДСФ, заключающаяся в высокой подводимой теплоте, вызывает более обширное размягчение в ЗТВ по сравнению с газоэлектрической сваркой металлическим электродом (ГЭСМЭ) или с дуговой сваркой вольфрамовым электродом в среде инертного газа (ДСВЭСИГ).
Для некоторых проектов резервуара СПГД можно использовать технологию ДСФ. Решение на использование ДСФ следует принимать на основании соотношения экономических показателей (скорости наварки сварного шва) и достижения надлежащих механических свойств. Имеется возможность приспосабливать конкретную процедуру ДСФ к тому или иному проекту резервуара СПГД. Например, если нужно ограничить размягчение ЗТВ и снизить размер зерна металла сварного шва, можно разработать процедуру ДСФ, в которой используется промежуточная подводимая теплота. Вместо подводимой теплоты, превышающей примерно 4 кДж/мм, которая обеспечивает очень высокую скорость наварки, можно использовать подводимую теплоту в диапазоне примерно от 2 кДж/мм до 4 кДж/мм. При значениях ниже этого промежуточного диапазона ДСФ будет, однако, не столь привлекательной, как ГЭСМЭ или ДСВЭСИГ.
ДСФ также можно использовать с аустенитным металлом сварного шва. Надлежащей вязкости сварного шва добиться несколько проще в силу высокой пластичности аустенита с кубической гранецентрированной решеткой. Один недостаток аустенитного расходного материала сварного шва состоит в том, что его стоимость значительно превосходит стоимость большинства ферритных расходных материалов. Аустенитный материал содержит значительные количества таких дорогостоящих легирующих элементов, как Сr и Ni. Однако для того или иного проекта СПГД можно скомпенсировать дороговизну аустенитного расходного материала более высокой скоростью наварки, обеспечиваемой ДСФ.
Согласно другому варианту реализации этого изобретения в качестве методики соединения используется электронно-лучевая сварка (ЭЛС). Подробные сведения об ЭЛС можно найти в главе 21 справочника по сварке, т.2, Сварочные процессы, 8-е издание. Американское сварочное общество, стр. 672-713 (1995). Некоторые особенности, присущие ЭЛС, используются в условиях эксплуатации, требующих как высокого предела прочности, так и вязкости при низких температурах.
Проблема, касающаяся сварки наиболее высокопрочных сталей, т.е. сталей, имеющих пределы текучести, превышающие примерно 550 МПа, заключается в размягчении металла в зоне термического влияния (ЗТВ), возникающем в результате многих общепринятых сварочных процессов, например дуговой сварки металлическим электродом в защитном газе (ДСМЭЗГ), дуговой сварки под флюсом (ДСФ) или любых других процессов в газовой защитной среде, например газоэлектрической сварке металлическим электродом (ГЭСМЭ). ЗТВ может подвергаться локальному фазовому превращению или отжигу на протяжении термических циклов, обеспеченных сваркой, что ведет к значительному, т.е. до примерно 15% или более, размягчению ЗТВ по сравнению с основным металлом до того, как он подвергся нагреву при сварке. Хотя сверхпрочные стали были произведены с пределами текучести 830 МПа или больше, многие из этих сталей не отвечают требованиям свариваемости, необходимым для эксплуатации при чрезвычайно низких температурах, например, в качестве труб и сосудов высокого давления для использования в рассмотренных и заявленных здесь процессах. Такие материалы обычно имеют относительно высокий Pcm (общеизвестный промышленный термин, используемый для выражения свариваемости), в общем случае, превышающий примерно 0.30, а иногда превышающий 0.35.
ЭЛС сглаживает некоторые проблемы, возникающие при общепринятых методиках сварки, например ДСМЭЗГ и ДСФ. Полная подводимая теплота значительно меньше, чем в процессах дуговой сварки. Это снижение подводимой теплоты снижает изменение многих свойств стальных листов в ходе процесса соединения. Во многих случаях ЭЛС производит сварное соединение, которое является более прочным и/или более устойчивым к хрупкому излому при низкотемпературной эксплуатации, чем аналогичные соединения, выполненные с помощью дуговой сварки.
ЭЛС по сравнению с дуговой сваркой того же соединения дает меньшие остаточные напряжения, ширину ЗТВ и механическую деформацию соединения наряду с потенциальным повышением вязкости ЗТВ. Высокая плотность мощности ЭЛС также облегчает однопроходную сварку, тем самым сводит к минимуму время, в течение которого основной металл стальных листов подвергается воздействию повышенных температур в ходе процесса соединения. Эти особенности ЭЛС играют важную роль в минимизации вредного влияния сварки на теплочувствительные сплавы.
Кроме того, системы ЭЛС, использующие условия сварки, отвечающие пониженному давлению или высокому вакууму, приводят к высокочистой среде, снижающей загрязнение сварочной ванны. Снижение содержания примесей в соединении, сваренном электронным лучом, обуславливает увеличение вязкости металла сварного шва за счет снижения количества образующих трещины элементов и включений.
ЭЛС также обладает исключительной гибкостью в том отношении, что позволяет независимо управлять огромным количеством переменных управления процессом (например, уровнем вакуума, рабочим расстоянием, ускоряющим напряжением, током луча, скоростью хода, размером пятна луча, отклонением луча и т. д.). При надлежащей сборке соединения, для осуществления ЭЛС не требуется никакого присадочного металла, что приводит к образованию сварного соединения гомогенной металлургии. Однако для того, чтобы намеренно изменять металлургию ЭЛС-соединения и улучшать механические свойства, можно использовать прокладки присадочного металла. Стратегические сочетания параметров луча и использование/исключение прокладок позволяет регулировать микроструктуру металла сварного шва для получения нужного сочетания предела прочности и вязкости.
Общее сочетание превосходных механических свойств и низких остаточных напряжений также позволяет исключить послесварочную термическую обработку во многих случаях, даже когда толщина соединенных листов составляет от 2.5 см до 5.0 см или более.
ЭЛС можно проводить в условиях высокого вакуума (ВВ), среднего вакуума (СВ) или отсутствия вакуума (OB). Системы ВВ-ЭЛС производят сварные швы с минимальным содержанием примесей. Однако условия высокого вакуума могут приводить к потере важных летучих элементов (например, хрома и марганца), когда металл находится в расплавленном состоянии. В зависимости от состава стали, подлежащей сварке, потеря части определенных элементов может влиять на механические характеристики сварного шва. Кроме того, для этих систем характерны большие габариты и громоздкость, а также сложность эксплуатации. Системы ОВ-ЭЛС менее сложны в механическом отношении, более компактны и в основном более просты в эксплуатации. Однако обработка ОВ-ЭЛС имеет более ограниченное применение, поскольку лучу при прохождении через воздух свойственно диффундировать, рассеиваться и частично терять фокусировку и эффективность. Это накладывает ограничение на толщину листа, который можно сварить за один проход. ОВ-ЭЛС также более чувствительна к примесям в сварном шве, которые могут обуславливать снижение предела прочности и вязкости сварных швов по сравнению со сварными швами, полученными при высоковакуумной ЭЛС. Поэтому преимущественным вариантом для изготовления резервуаров, отвечающих заявленному изобретению, является СВ-ЭЛС. СВ-ЭЛС дает наилучшее соотношение между производительностью сварки и качеством сварного шва.
Согласно другому варианту реализации этого изобретения в качестве методики соединения используется сварка лазерным лучом (СЛЛ). Подробные сведения о СЛЛ можно найти в главе 22 Справочника по сварке, т.2, Сварочные процессы, 8-е издание, Американское сварочное общество, стр.714-738 (1995). Сварка лазерным лучом во многом дает такие же преимущества, что и ЭЛС, но имеет более ограниченную область применения в том отношении, что доступная в настоящее время ЭЛС способна производить однопроходные сварные швы в более широком диапазоне толщины листа.
Специалист в данной области имеет достаточно знаний и опыта, чтобы использовать приведенную здесь информацию для сваривания листов сверхпрочной низколегированной стали, производя соединения, обладающие высоким пределом прочности и вязкостью на излом для использования, достаточными для изготовления резервуаров и других компонентов, согласно настоящему изобретению. Могут существовать или могут быть разработаны в дальнейшем другие подходящие способы соединения или сварки. Все подобные способы соединения или сварки находятся в пределах объема настоящего изобретения.
Хотя вышеизложенное изобретение было описано применительно к одному или нескольким преимущественным вариантам реализации, следует понимать, что могут быть произведены другие модификации, не выходящие за пределы объема настоящего изобретения, который изложен в нижеприведенной формуле изобретения.
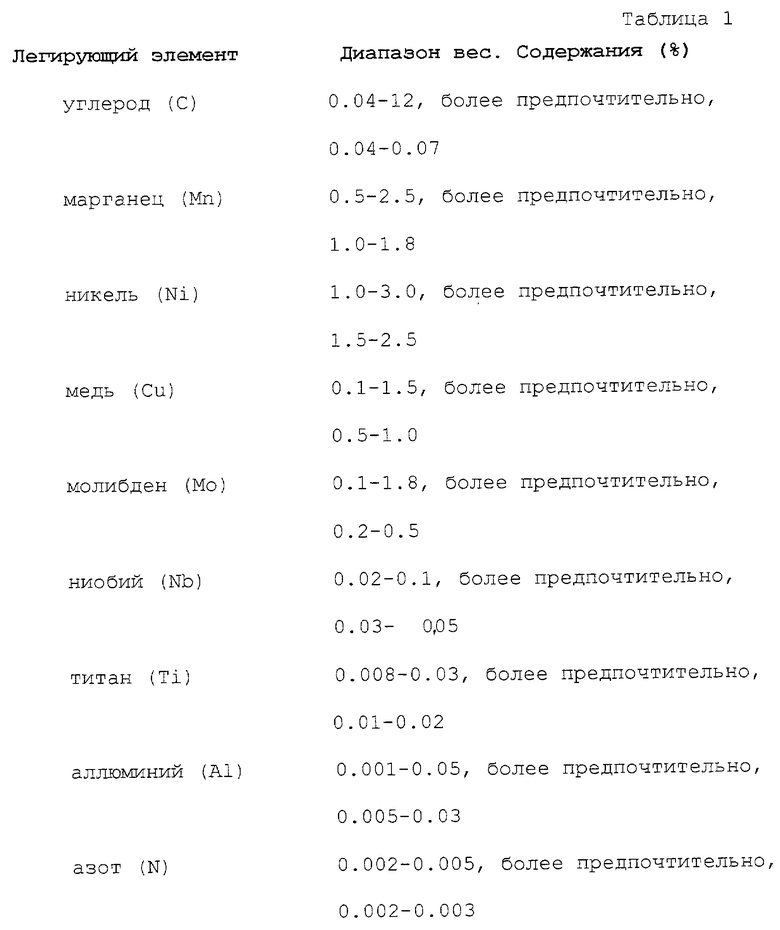
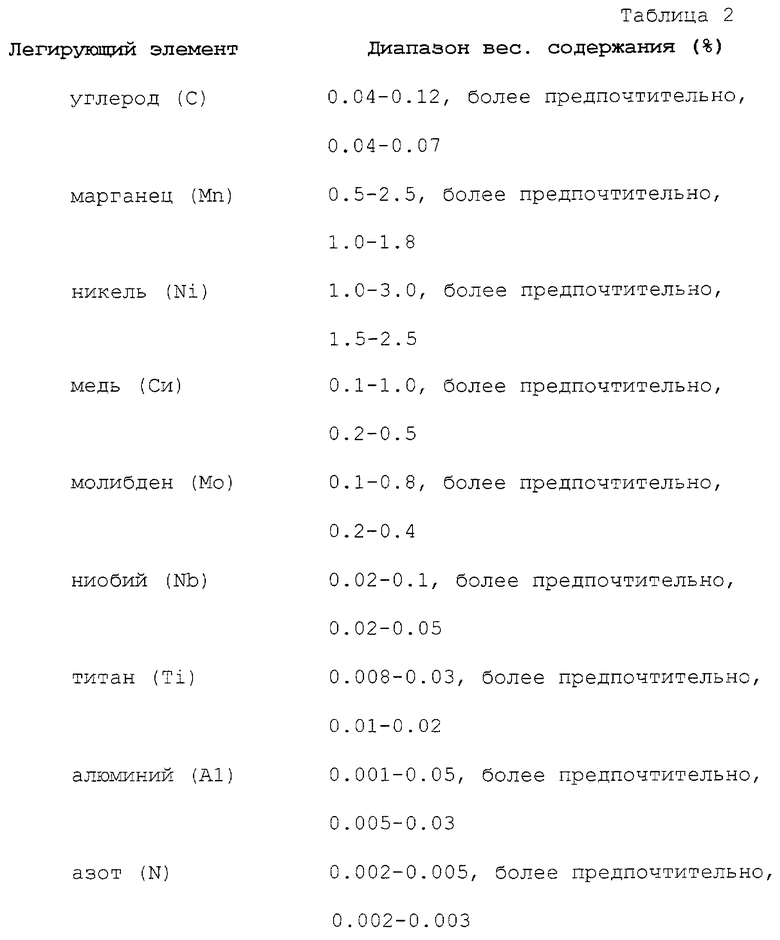
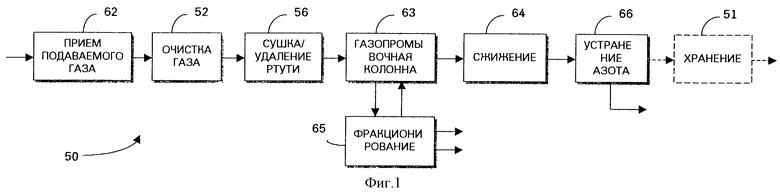
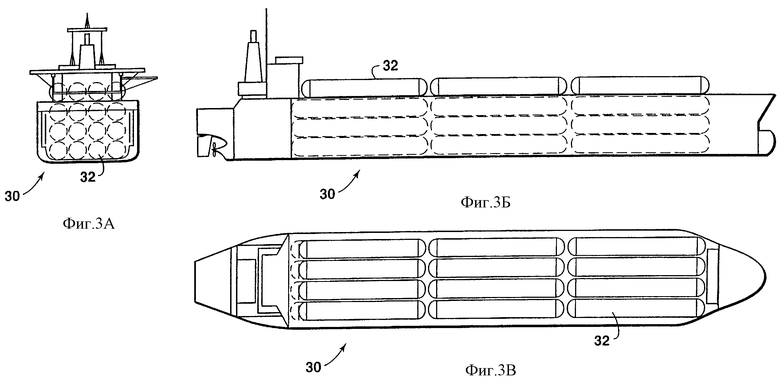
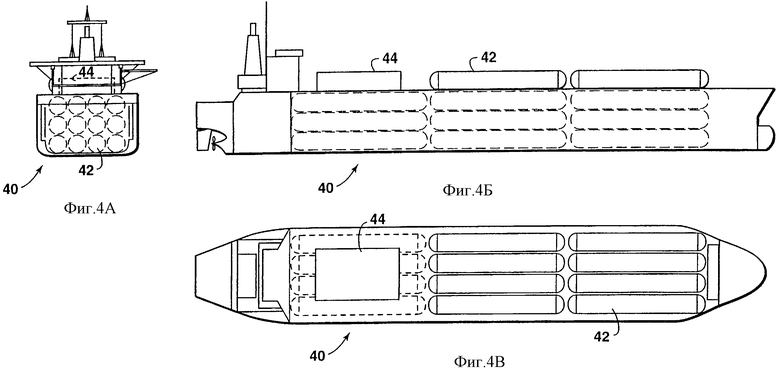
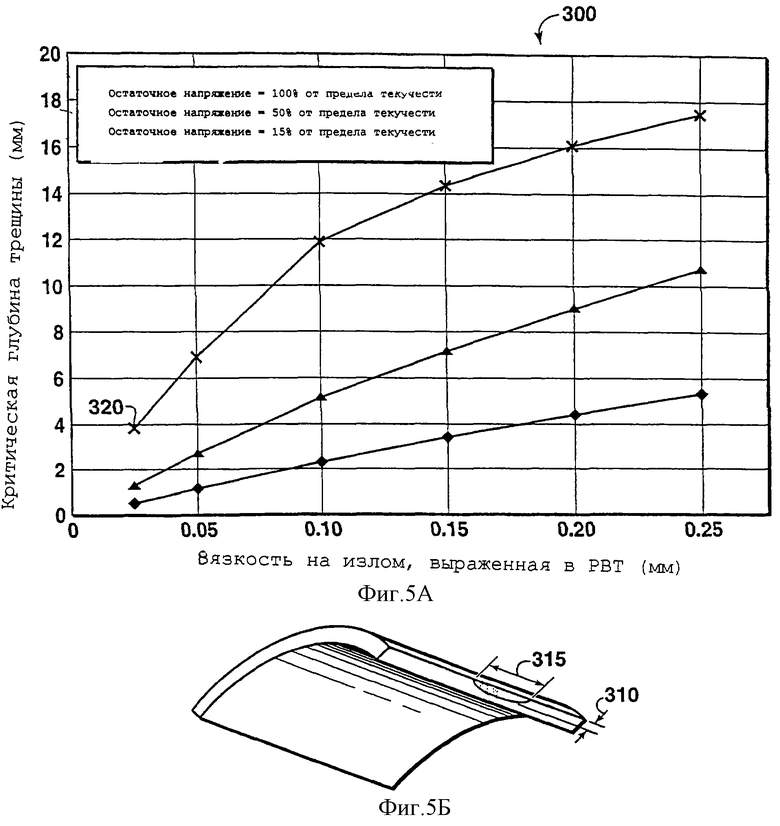
Изобретение относится к системе для обработки, хранения и транспортировки газа при высоком давлении и криогенной температуре. Система содержит резервуар для хранения сжиженного природного газа под давлением при давлении от 1035 кПа до 7590 кПа и при температуре от -123oС до -62oС. Резервуар изготовлен из сверхпрочной низколегированной стали, весовое содержание никеля в которой составляет менее 9%, обладающей пределом прочности на растяжение, превышающим 830 МПа, и температурой перехода от пластичного разрушения к хрупкому меньше -73oС, причем соединения между отдельными листами обладают достаточными пределом прочности и вязкостью при указанных условиях давления и температуры, чтобы содержать сжиженный природный газ. Техническим результатом изобретения является создание экономичной системы для обработки, хранения и транспортировки природного газа. 11 с. и 11 з.п. ф-лы, 10 ил., 3 табл.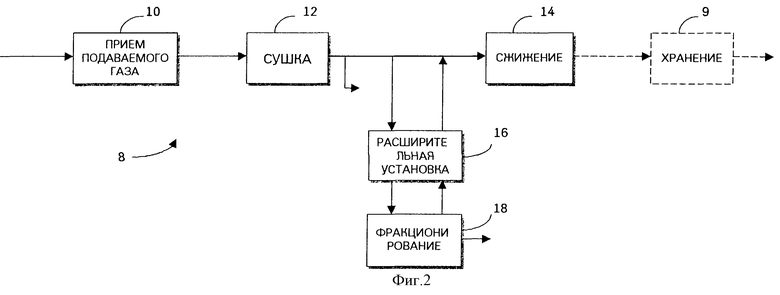
| US 5484098 А, 16.01.1996 | |||
| Установка замкнутого биоэлектрохимического цикла для генерации энергии и способ генерации энергии микроорганизмами | 2021 |
|
RU2795937C2 |
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |
| US 5545269 А, 13.08.1996 | |||
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
| СПОСОБ СТРОИТЕЛЬСТВА ГАЗОПРОВОДОВ И/ИЛИ ГАЗОКОНДЕНСАТОПРОВОДОВ, ИХ ИНЖЕНЕРНОГО ОБУСТРОЙСТВА И КОМПЛЕКСА ОБЪЕКТОВ ПО ДОБЫЧЕ И ТРАНСПОРТИРОВКЕ ГАЗА И СПОСОБ ЭКСПЛУАТАЦИИ И/ИЛИ РЕМОНТА, И/ИЛИ РЕКОНСТРУКЦИИ, И/ИЛИ ВОССТАНОВЛЕНИЯ ГАЗОПРОВОДОВ, И/ИЛИ ГАЗОКОНДЕНСАТОПРОВОДОВ И ИХ ИНЖЕНЕРНОГО ОБУСТРОЙСТВА | 1995 |
|
RU2053432C1 |
| US 2940268, 14.06.1960 | |||
| US 3232725, 01.02.1996. | |||

