Настоящее изобретение относится к железо-марганцевому сплаву, предназначенному для изготовления деталей и сварных узлов для применений, в которых требуется высокая стабильность размеров под действием изменений температуры, в частности, при криогенных температурах.
Сплав по изобретению, в частности, предназначен для использования в области электроники и в криогенных областях.
Сплавы, наиболее часто используемые для таких применений, представляют собой сплавы никель-железо и, в частности, сплавы Invar®, обычно включающие около 36% никеля. Такие сплавы обладают подходящей стабильностью размеров, в частности, при криогенных температурах, но имеют недостаток в виде относительно высокой себестоимости, обусловленной, в частности, относительно высоким содержанием в них никеля. Кроме того, свариваемость этих сплавов с другими металлами не всегда даёт удовлетворительные результаты, особенно с точки зрения механической прочности неоднородных сварных швов.
Поэтому в настоящем изобретении предложен сплав, подходящий для вышеупомянутых применений, и, следовательно, имеющий соответствующие свойства, особенно при криогенных температурах, но при этом менее дорогостоящий, чем Invar®.
Сплавы на основе железа, также содержащие углерод и марганец, продаются корейской компанией Posco. Эти стали включают по массе:
0,35% ≤ C ≤ 0,55%
22,0% ≤ Mn ≤ 26,0%
3,0% ≤ Cr ≤ 4,0%
0 ≤ Si ≤ 0,3%
остальное железо и остаточные элементы, полученные в результате изготовления.
Однако эти сплавы не полностью соответствуют требованиям.
Хотя они являются удовлетворительными в отношении коэффициента теплового расширения и вязкости при температуре окружающей среды и криогенной температуре (-196°C), авторы настоящего изобретения отметили, что они проявляют высокую чувствительность к горячему растрескиванию и, следовательно, имеют относительно плохую свариваемость.
Также авторы настоящего изобретения дополнительно заметили, что эти стали обладают высокой чувствительностью к коррозии. Тем не менее, хорошая коррозионная стойкость важна для вышеупомянутых применений, в частности, для тонких полос, чтобы ограничить риски усталостного разрушения или разрушения под напряжением деталей и конструкций, изготовленных из этих сплавов. Следовательно, эти сплавы не полностью подходят для вышеупомянутых применений.
Таким образом, одна из целей изобретения состоит в разработке сплава, который можно было бы использовать для изготовления деталей и сварных узлов для применений, в которых требуется высокая стабильность размеров под влиянием изменений температуры, например, для криогенных применений, при этом сплав имеет относительно невысокую себестоимость.
С этой целью изобретение предлагает железо-марганцевый сплав, включающий по массе:
25,0% ≤ Mn ≤ 32,0%
7,0% ≤ Cr ≤ 14,0%
0 ≤ Ni ≤ 2,5%
0,05% ≤ N ≤ 0,30%
0,1 ≤ Si ≤ 0,5%
необязательно 0,010% ≤ редкоземельные элементы ≤ 0,14%
остальное железо и остаточные элементы, полученные в результате изготовления.
В некоторых конкретных осуществлениях сплав по настоящему изобретению включает одну или несколько из следующих характеристик, взятых отдельно или в любой технически возможной комбинации:
- содержание хрома составляет 8,5 - 11,5 мас.%
- содержание никеля составляет 0,5 - 2,5 мас.%
- содержание азота составляет 0,15 - 0,25 мас.%
- редкоземельные элементы включают один или несколько элементов, выбранных из: лантана, церия, иттрия, празеодима, неодима, самария и иттербия,
- железо-марганцевый сплав, такой как описанный выше, имеет средний коэффициент теплового расширения CTE от -180°C до 0°C, ниже или равный 8,5x10-6/°C,
- железо-марганцевый сплав, такой как описанный выше, имеет температуру Нееля TNéel выше или равную 40°C,
- железо-марганцевый сплав, такой как описанный выше, при изготовлении в виде тонкой полосы толщиной 3 мм или менее имеет по меньшей мере одну из следующих характеристик:
- ударная вязкость по KCV (образец с V-образным надрезом) образца для сокращённых испытаний толщиной 3 мм и при криогенной температуре (-196°C), более или равная 80 Дж/см2, и, например, более или равная 100 Дж/см²,
- предел текучести Rp0,2 при -196°C более или равный 700 МПа,
- предел текучести Rp0,2 при температуре окружающей среды (20°C) более или равный 300 МПа,
- железо-марганцевый сплав, такой как описанный выше, является аустенитным при криогенных температурах и при температуре окружающей среды.
Изобретение также относится к способу изготовления полосы из сплава, такого как определен ранее, причём способ включает следующие последовательные стадии:
- приготовления сплава, такого, как определен ранее;
- формирования полуфабриката из указанного сплава;
- горячей прокатки данного полуфабриката для получения горячекатаной полосы;
- необязательно, холодной прокатки горячекатаной полосы за один или несколько проходов для получения холоднокатаной полосы.
Изобретение также относится к полосе, изготовленной из сплава железо-марганец, такого как определен ранее.
Изобретение также относится к способу изготовления проволоки из сплава железо-марганец, такого как определен ранее, причём способ включает следующие стадии:
- приготовления полуфабриката из сплава железо-марганец;
- горячей обработки полуфабриката для формирования промежуточной проволоки; и
- переработки промежуточной проволоки в проволоку меньшего диаметра, чем промежуточная проволока, причём указанная переработка включает стадию волочения проволоки.
Изобретение также относится к проволоке, изготовленной из сплава железа и марганца, такого как определено ранее.
Эта проволока, в частности, представляет собой присадочную проволоку или проволоку, предназначенную для изготовления болтов или винтов, причем эти болты и винты получают, в частности, путём холодной высадки этой проволоки.
Изобретение будет лучше понято при чтении последующего описания, приведённого исключительно в качестве примера.
Во всём описании содержание дано в массовых процентах.
Сплав по настоящему изобретению представляет собой сплав железа с марганцем, включающий по массе:
25,0% ≤ Mn ≤ 32,0%
7,0% ≤ Cr ≤ 14,0%
0 ≤ Ni ≤ 2,5%
0,0% ≤ N ≤ 0,30%
0,1 ≤ Si ≤ 0,5%
необязательно 0,010% ≤ редкоземельные элементы ≤ 0,14%
остальное представляет собой железо и остаточные элементы, полученные в результате изготовления.
Указанный сплав представляет собой аустенитную сталь с высоким содержанием марганца.
Сплав по изобретению является аустенитным при температуре окружающей среды и при криогенной температуре (-196°C).
Под остаточными элементами, возникающими в результате изготовления, подразумеваются элементы, которые содержатся в сырье, используемом для получения сплава, или которые попадают из оборудования, используемого для его приготовления, например, огнеупоров для печей. Эти остаточные элементы не оказывают металлургического воздействия на сплав.
Остаточные элементы, в частности, включают один или несколько элементов, выбранных из следующих: углерод (C), алюминий (Al), селен (Se), сера (S), фосфор (P), кислород (O), кобальт (Co), медь ( Cu), молибден (Mo), олово (Sn), ниобий (Nb), ванадий (V), титан (Ti) и свинец (Pb).
Для каждого из перечисленных выше остаточных элементов максимальное массовое содержание предпочтительно выбирается следующим образом:
C ≤ 0,05 мас.% и предпочтительно C ≤ 0,035 мас.%;
Al ≤ 0,02 мас.% и предпочтительно Al ≤ 0,005 мас.%;
Se ≤ 0,02 мас.%, и предпочтительно Se ≤ 0,01 мас.%, более предпочтительно Se ≤ 0,005 мас.%;
S ≤ 0,005 мас.% и предпочтительно S ≤ 0,001 мас.%;
Р ≤ 0,04 мас.% и предпочтительно Р ≤ 0,02 мас.%;
O ≤ 0,005 мас.% и предпочтительно O ≤ 0,002 мас.%;
Co, Cu, Mo ≤ 0,2 мас.% каждого;
Sn, Nb, V, Ti ≤ 0,02 мас.% каждого;
Pb ≤ 0,001 мас.%
В частности, содержание селена ограничено вышеупомянутыми диапазонами с целью предотвращения проблем горячего растрескивания, которые могут возникнуть из-за слишком высокого содержания селена в сплаве.
В частности, сплав по изобретению имеет:
- средний коэффициент теплового расширения CTE в диапазоне от -180°C до 0°C, ниже или равный 8,5x10-6/°C; и
- температуру Нееля TNéel выше или равную 40°C,
и когда он изготовлен в виде тонкой полосы толщиной 3 мм или менее;
- ударная вязкость по KCV на образце для сокращённого испытания толщиной 3 мм и при криогенной температуре (-196°C), более или равна 80 Дж/см2, и, например, более или равна100 Дж/см²;
- предел текучести Rp0,2 при -196°C более или равный 700 МПа; и
- предел текучести Rp0,2 при температуре окружающей среды (20°C) более или равный 300 МПа.
Следовательно, этот сплав имеет свойства теплового расширения, ударной вязкости и механической прочности, которые являются удовлетворительными для его использования в вышеупомянутых применениях, в частности, при криогенных температурах.
Сплав по настоящему изобретению дополнительно имеет коррозионную стойкость, характеризующуюся критическим током коррозии в среде H2SO4 (2 моль·л-1), строго менее 230 мА/см2, и потенциалом питтинга V в среде NaCl (0,02 моль·л-1) строго выше 40 мВ, при этом потенциал питтинга определяется относительно стандартного потенциала стандартного водородного электрода (SHE). Следовательно, сплав по настоящему изобретению имеет коррозионную стойкость выше или равную стойкости Invar®-M93. В этом контексте следует отметить, что Invar®-M93 это материал, обычно используемый в вышеупомянутых применениях, в частности, при криогенных температурах.
Сплав по настоящему изобретению также имеет коррозионную стойкость, которая намного выше, чем у сплавов Fe-Mn известного уровня техники, которые имеют критический ток коррозии в среде H2SO4 (2 моль·л-1), превышающий примерно 350 мА/см2, и потенциал питтинговой коррозии V менее или равен -200 мВ относительно стандартного водородного электрода (SHE).
Кроме того, сплав по настоящему изобретению имеет удовлетворительную свариваемость и, в частности, подходящую стойкость к горячему растрескиванию. Как поясняется ниже, он даёт длину трещины 7 мм или менее при испытании Варестрейн при пластической деформации 3%. В результате сплав по настоящему изобретению имеет гораздо большую стойкость к растрескиванию, чем наблюдаемые сплавы Fe-Mn известного уровня техники.
Более конкретно, в сплаве по изобретению марганец с содержанием 32,0 мас.% или менее позволяет получить средний коэффициент теплового расширения ниже 8,5х10-6/°C при температуре от -180°C до 0°C. Этот коэффициент теплового расширения является удовлетворительным для использования сплава в предусмотренных областях применения и, в частности, для криогенных применений.
Кроме того, содержание марганца выше или равное 25,0 мас.%, при содержании хрома ниже или равном 14,0 мас.%, позволяет получить подходящую стабильность размеров сплава при температуре окружающей среды и криогенной температуре (-196°C). В частности, температура Нееля сплава в этом случае строго превышает 40°C, при этом отсутствует риск достижения этой точки при обычных температурах использования сплава. Использование сплава при температурах выше, чем температура Нееля, может вызвать серьезные отклонения в расширении деталей и узлов, свариваемых при температуре окружающей среды. Описанный выше коэффициент расширения высокомарганцевой стали находится в диапазоне 8x10-6/°C при температурах ниже или равных температуре Нееля, тогда как он находится в диапазоне 16x10-6/°C для температур выше температура Нееля.
Хром в количестве, равном или менее 14,0 мас.%, позволяет получить подходящую ударную вязкость по KCV для сокращённого испытания на образце толщиной 3 мм и при криогенной температуре (-196°C), в частности, ударная вязкость по KCV при -196°C равна или более 50 Дж/см². Напротив, изобретатели установили, что содержание хрома строго выше 14,0 мас.%, может привести к тому, что сплав будет слишком хрупким при криогенных температурах.
Кроме того, содержание хрома, превышающее или равное 7,0 мас.%, позволяет получить подходящую свариваемость. Авторы изобретения установили, что свариваемость имеет тенденцию к ухудшению при содержании хрома строго менее 7,0 мас.% Хром также способствует повышению стойкости сплава к коррозии.
Предпочтительно содержание хрома составляет 8,5 - 11,5 мас.%. Содержание хрома в этом диапазоне приводит к соответствующему компромиссу между высокой температурой Нееля и высокой коррозионной стойкостью.
Содержание никеля равное или менее 2,5 мас.%, позволяет получить средний коэффициент теплового расширения в диапазоне от -180°C до 0°C, который менее или равен 8,5x10-6°/C. Этот коэффициент теплового расширения является удовлетворительным для использования сплава в предусмотренных областях применения. Напротив, изобретатели установили, что существует риск ухудшения коэффициента теплового расширения при содержании никеля строго выше 2,5 мас.%.
Предпочтительно содержание никеля составляет 0,5 - 2,5 мас.%. Содержание никеля выше или равное 0,5 мас.% дополнительно улучшает ударную вязкость сплава при криогенной температуре (-196°C).
Азот с содержанием выше или равным 0,05 мас.% способствует повышению коррозионной стойкости. Однако его содержание ограничено 0,30 мас.% для поддержания удовлетворительной свариваемости и ударной вязкости при криогенной температуре (-196°C).
Предпочтительно содержание азота составляет 0,15 - 0,25 мас.%. Содержание азота в этом диапазоне позволяет получить соответствующий компромисс между механическими свойствами и стойкостью к коррозии.
Кремний, присутствующий в сплаве в количестве 0,1 - 0,5 мас.%, действует в сплаве как раскислитель.
Необязательно сплав содержит редкоземельные элементы в количестве 0,010 - 0,14 мас.%. Редкоземельные элементы предпочтительно выбирают из иттрия (Y), церия (Ce), лантана (La), празеодима (Pr), неодима (Nd), самария (Sm) и иттербия (Yb) или из смесей с одним или несколькими из этих элементов. В одном конкретном примере редкоземельные элементы включают смесь церия и лантана или иттрий используют отдельно или в смеси с церием или лантаном.
В частности, редкоземельные элементы представлены лантаном и/или иттрием, при этом сумма содержания лантана и иттрия составляет 0,010 - 0,14 мас.%.
Как вариант, редкоземельные элементы представлены церием, причём содержание церия составляет 0,010 - 0,14 мас.%.
Как вариант, редкоземельные элементы состоят из смеси лантана, иттрия, неодима и празеодима, при этом сумма содержания лантана, иттрия, неодима и празеодима составляет 0,010 - 0,14 мас.%. В этом случае редкоземельные элементы добавляют, например, в форме мишметалла в количестве 0,010 - 0,14 мас.%. Мишметалл содержит лантан, иттрий, неодим и празеодим в следующих пропорциях: Ce: 50%, La: 25%, Nd: 20% и Pr: 5%.
Присутствие редкоземельных элементов и, в частности, смеси церия и лантана или иттрия в указанных выше количествах позволяет получить сплав, имеющий подходящую стойкость к горячему растрескиванию и, следовательно, дополнительно улучшенную свариваемость.
Например, содержание редкоземельных элементов составляет 150 - 800 частей на миллион.
Сплав по изобретению можно получить с использованием любого подходящего метода, известного специалистам в данной области техники.
Например, его получают в электродуговой печи с последующим рафинированием в ковше с использованием обычных методов (обезуглероживание, раскисление и десульфуризация), которые, в частности, могут включать стадию применения пониженного давления. Как вариант, сплав по настоящему изобретению получают в вакуумной печи из сырья с низким содержанием остаточных примесей.
Затем из подготовленного сплава изготавливают горячекатаную или холоднокатаную полосу.
Например, для изготовления горячекатаной или холоднокатаной полосы используют следующий способ.
Сплав отливают в виде полуфабрикатов, таких как слитки, переплавленные электроды, слябы, в частности тонкие слябы толщиной менее 200 мм, полученные, в частности, путём непрерывной разливки, или заготовки.
Когда сплав разливают в виде переплавленных электродов, их преимущественно переплавляют в вакууме или в электропроводящем шлаке для получения более чистых и однородных полуфабрикатов.
Полученный таким образом полуфабрикат подвергают горячей прокатке при температуре 950 - 1220°C для получения горячекатаной полосы.
Толщина горячекатаной полосы составляет, в частности, 2 - 6,5 мм.
В одном осуществлении горячей прокатке предшествует термообработка с химической гомогенизацией при температуре 950 - 1220°C в течение от 30 минут до 24 часов. В частности, выполняется химическая гомогенизация слябов, в особенности, тонких слябов.
Горячекатаную полосу охлаждают до температуры окружающей среды для формирования холоднокатаной полосы, и сматывают в рулоны.
Необязательно, холоднокатаную полосу затем подвергают холодной прокатке для получения холоднокатаной полосы, имеющей конечную толщину предпочтительно 0,5 - 2 мм. Холодная прокатка выполняется за один проход или за несколько последовательных проходов.
Холоднокатаную полосу необязательно подвергают рекристаллизационной термообработке в печи с постоянной температурой в течение от 10 минут до нескольких часов при температуре выше 700°C. Как вариант, её подвергают рекристаллизационной термообработке в печи непрерывного отжига в течение от нескольких секунд до примерно 1 минуты, при температуре выше 900°C в зоне выдержки печи и в защитной атмосфере типа N2/H2 (30%/70%) с температурой замерзания от -50°C до -15°C. Точка замерзания определяет парциальное давление водяного пара, содержащегося в атмосфере термообработки.
Рекристаллизационная термообработка может проводиться в тех же условиях при холодной прокатке до промежуточной толщины между начальной толщиной (соответствующей толщине горячекатаной полосы) и конечной толщиной. Промежуточная толщина выбирается равной 1,5 мм, например, когда конечная толщина холоднокатаной полосы составляет 0,7 мм.
Метод приготовления сплава и изготовление горячекатаной и холоднокатаной полосы из этого сплава приведены исключительно в качестве примеров.
Все другие способы для этой цели, известные специалистам в данной области техники, могут быть использованы для получения сплава по изобретению и для изготовления конечных продуктов из этого сплава.
Изобретение также относится к полосе, в частности к горячекатаной или холоднокатаной полосе, изготовленной из сплава, такого как описанный выше.
В частности, полоса имеет толщину 6,5 мм или менее, предпочтительно 3 мм или менее.
Например, указанная полоса представляет собой холоднокатаную полосу, изготовленную в соответствии с описанным выше способом, или горячекатаную полосу, полученную после стадии горячей прокатки описанного выше способа.
Изобретение также относится к проволоке из описанного выше сплава.
В частности, проволока представляет собой присадочную проволоку, используемую для сварки деталей.
Как вариант, проволока предназначена для изготовления болтов или винтов, причем эти болты и винты получают, в частности, путем холодной высадки этой проволоки.
Например, указанную проволоку изготавливают способом, включающим следующие стадии:
- получения полуфабриката из сплава, такого как описан выше;
- горячей обработки полуфабриката для формирования промежуточной проволоки; и
- переработки промежуточной проволоки в проволоку меньшего диаметра, чем промежуточная проволока, причем переработка включает стадию волочения проволоки.
В частности, полуфабрикат представляет собой слиток или заготовку.
Эти полуфабрикаты предпочтительно формуют горячей обработкой при температуре 1050 - 1220°C для формирования промежуточной проволоки.
В частности, на этой стадии горячей обработки полуфабрикаты, в частности слитки или заготовки, подвергают горячей обработке для уменьшения поперечного сечения, придавая им квадратное поперечное сечение, например, со сторонами около 100 - 200 мм. Таким образом получают полуфабрикат с уменьшенным поперечным сечением. Длина этого полуфабриката с уменьшенным поперечным сечением составляет 10 - 20 метров. Преимущественно уменьшение поперечного сечения полуфабрикатов достигается за счёт одного или нескольких последовательных проходов горячей прокатки.
Затем полуфабрикаты с уменьшенным поперечным сечением снова подвергают горячей обработке для получения проволоки. В частности, проволока может быть заготовкой для проволоки. Например, она имеет диаметр 5 - 21 мм, в частности, диаметр составляет 5,5 мм. Преимущественно на этой стадии проволоку получают горячей прокаткой на прутковом стане.
Испытания
Авторы изобретения провели лабораторное литьё сплавов, состав которых определён выше, и сравнительных сплавов, состав которых отличается от составов, описанных выше.
Эти сплавы приготовлены в вакууме и подвергнуты горячей обработке путём прокатки с получением полосы шириной 35 мм и толщиной 4 мм.
Затем эту горячекатаную полосу подвергли механической обработке для получения поверхности без окалины.
Состав сплава каждой из испытанных полос приведён в таблице 1 ниже.
Авторы изобретения провели тесты Варестрейнт с полосой, полученной в соответствии с европейским стандартом FD CEN ISO/TR 17641-3, при пластической деформации 3,2% для оценки стойкости к горячему растрескиванию. Измеряли всю длину трещины, образовавшейся во время испытаний, и классифицировали полосы на три категории:
- полоса, имеющая общую длину трещины после испытания 2 мм или менее, считается имеющей соответствующую стойкость к горячему растрескиванию;
- полоса, имеющая общую длину трещины после испытания 2 - 7 мм, считается имеющей подходящую стойкость к горячему растрескиванию; и в тоже время
- полоса, имеющая общую длину трещины после испытания строго более 7 мм, считается недостаточно стойкой к горячему растрескиванию.
Результаты этих испытаний приведены в столбце «Тесты Варестрайнт» в таблице 1 ниже. В этом столбце обозначено следующее:
- «1»: полоса с соответствующей стойкостью к горячему растрескиванию;
- «2»: полоса с подходящей стойкостью к горячему растрескиванию;
- «3»: полоса с недостаточной стойкостью к горячему растрескиванию.
Стойкость к горячему растрескиванию является важным аспектом свариваемости сплава, причём свариваемость тем лучше, чем выше стойкость к горячему растрескиванию.
Авторы изобретения также проверили коррозионную стойкость путём проведения потенциометрических испытаний. Для этого были проведены следующие тесты:
- оценка общей коррозии путём измерения критического тока коррозии стали JMn в среде H2SO4 (2 мол·л-1) и сравнения этого тока с током, измеренным для полосы из Invar®-М93 (JInvar M93 ~ 230 мА/см2);
- оценка локальной коррозии путём измерения потенциала питтинговой коррозии V в среде NaCl (0,02 моль·л-1) и сравнения этого потенциала V с таковым для Invar®-M93 (VInvar M93/ESHE ~ 40 мВ), где ESHE представляет стандартный потенциал водородного электрода.
Напомним, что Invar®-М93 имеет следующий состав в массовых процентах:
35% ≤ Ni ≤ 36,5%
0,2% ≤ Mn ≤ 0,4%
0,02 ≤ C ≤ 0,04%
0,15 ≤ Si ≤ 0,25%
необязательно
0 ≤ Co ≤ 20%
0 ≤ Ti ≤ 0,5%
0,01% ≤ Cr ≤ 0,5%
остальное является железом и остаточными элементами, полученными в результате изготовления.
Если JMn сталь <JInvar M93 и VMn сталь/ESHE> VInvar M93/ESHE, испытанная сталь считается более стойкой к коррозии, чем Invar M93.
Если JMn сталь > JInvar M93 или VMn сталь/ESHE < VInvar M93/ESHE, испытанная сталь считается менее стойкой к коррозии, чем Invar®-M93.
Результаты этих испытаний сведены в колонку «Коррозионная стойкость» в таблице 1 ниже. В этом столбце:
- обозначение «> Invar» соответствует полосе, для которой JMn сталь < JInvar M93 и VMn сталь/ESHE> VInvar M93/ESHE;
- обозначение «<Invar» соответствует полосе, для которой сталь JMn сталь > JInvar M93 или VMn сталь/ESHE < VInvar M93/ESHE; и
- обозначение «~ Invar» соответствует полосе, для которой JMn сталь ≈ JInvar M93 или VMn сталь/ESHE ≈ VInvar M93/ESHE.
Авторы изобретения также выполнили испытания на ударную вязкость при -196°C на образцах для сокращённых испытаний (толщина ~ 3,5 мм) и измерили энергию ударного разрушения полосы (обозначенную KCV) в соответствии со стандартом NF EN ISO 148-1. Энергия разрушения выражается в Дж/см². Она характеризует ударную вязкость полосы. Результаты этих испытаний сведены в колонку «KCV при -196°C» в таблице 1 ниже.
Изобретатели также провели дилатометрические испытания:
- от -180°С до 0°С для определения среднего коэффициента теплового расширения сплава; и
- от 20°C до 500°C для определения температуры Нееля TNéel сплава. Температура Нееля соответствует температуре, выше которой антиферромагнитный материал становится парамагнитным.
Более конкретно, средний коэффициент теплового расширения определяют путём измерения изменения длины в микрометрах при температуре от -180°C до 0°C испытательного образца, имеющего длину 50 мм при 0°C. Затем вычисляют средний коэффициент теплового расширения по следующей формуле:  где
где  представляет изменение длины в микрометрах между 0°C и -180°C, L0 представляет длину испытуемого образца при 0°C, T0 составляет 0°C и T1 составляет -180°C.
представляет изменение длины в микрометрах между 0°C и -180°C, L0 представляет длину испытуемого образца при 0°C, T0 составляет 0°C и T1 составляет -180°C.
Температура Нееля определяется путём измерения L(T), где L представляет длину образца при температуре T, затем вычисляют наклон dL/dT. Температура Нееля соответствует температуре изменения наклона этой кривой.
Результаты этих испытаний соответственно приведены в столбцах «°CTE [от -180°C до 0°C]°» и «TNéel» в таблице 1 ниже.
Наконец, изобретатели провели испытания на механическое плоскостное растяжение при -196°C для измерения предела текучести при относительном удлинении 0,2% Rp0,2 при -196°C. Результаты этих испытаний сведены в колонку, озаглавленную «Rp0,2 при -196°C» в таблице 1 ниже.
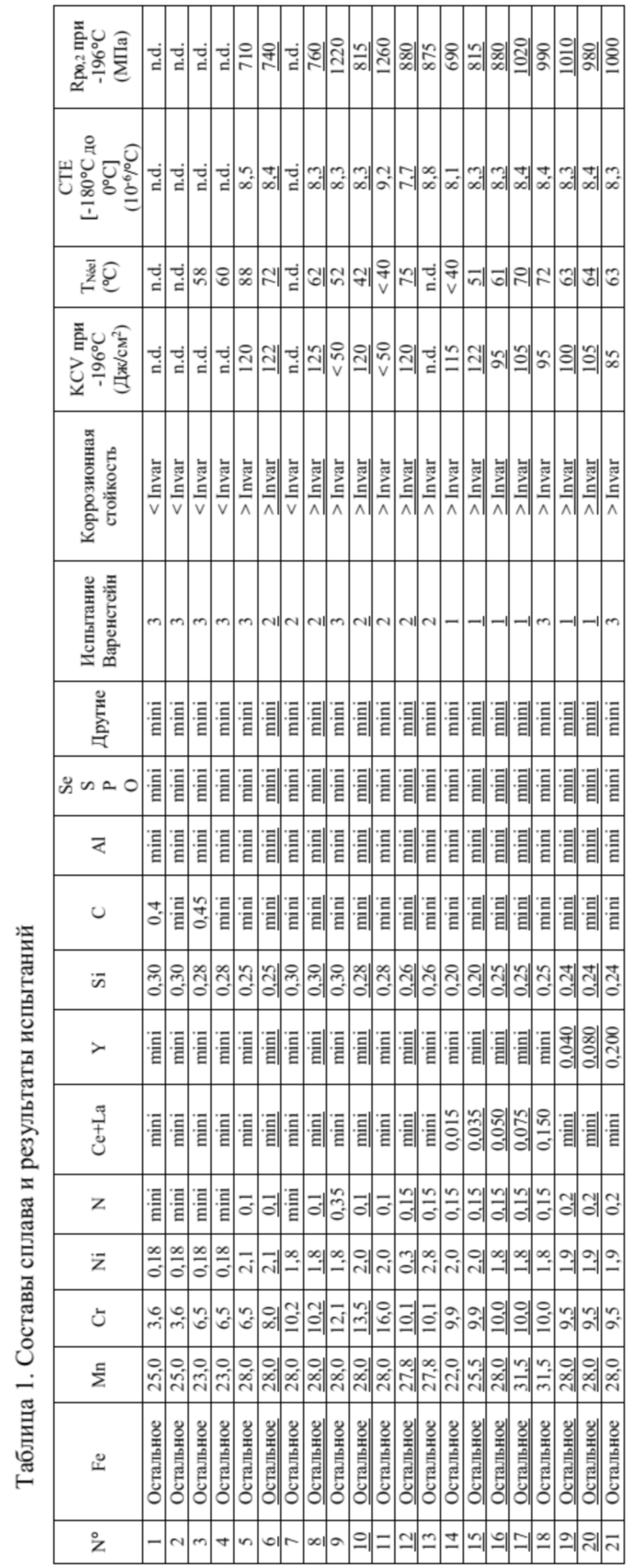
В таблице 1 выше «n.d.» означает, что рассматриваемое значение не определялось.
Подчеркнутые испытания соответствуют настоящему изобретению.
В этой таблице:
- для элементов C, Al, Se, S, P, O «mini» означает:
C <0,05 мас.%,
Al <0,02 мас.%,
Se <0,001 мас.%,
S <0,005 мас.%,
Р <0,04 мас.%,
O <0,002 мас.%,
- элементы, обозначенные «Другие», включают Co, Cu, Mo, Sn, Nb, V, Ti и Pb, и в этом столбце «mini» означает:
- Co, Cu, Mo <0,2 мас.%,
- Sn, Nb, V, Ti <0,02 мас.% и
- Pb <0,001 мас.%.
Для азота «mini» означает N <0,03 мас.%. При таком содержании азот считается остаточным элементом.
Для редкоземельных элементов, а именно Ce, La и Y, «mini» означает, что сплав содержит не более чем следы этих элементов, предпочтительно с содержанием каждого из этих элементов 1 ч/млн или менее.
Испытания под номерами 6, 8, 10, 12, 15-17, 19 и 20 соответствуют настоящему изобретению.
Установлено, что полоса, приготовленная в этих испытаниях, демонстрирует подходящую и даже более высокую стойкость к горячему растрескиванию (см. колонку испытания Варестрейнта) и, следовательно, имеет подходящую свариваемость.
Кроме того, эта полоса показывает коррозионную стойкость, которая больше или равна таковой Invar M93, средний коэффициент теплового расширения CTE от -180°C до 0°C ниже или равен 8,5x10-6/°C, a температура Нееля выше или равна 40°C, ударная вязкость по KCV при -196°C более или равна 80 Дж/см² и предел текучести Rp0,2 при -196°C более или равен 700 МПа.
Таким образом, полоса, изготовленная из сплава по настоящему изобретению, демонстрирует удовлетворительные свойства теплового расширения, ударной вязкости и механической прочности для её применения в областях, в которых требуется высокая стабильность размеров под влиянием изменений температуры, в частности, при криогенных температурах.
Сплавы в испытаниях под номерами 1 - 5 имеют содержание хрома строго менее 7,0 мас.%. Установлено, что соответствующая полоса имеет недостаточную стойкость к горячему растрескиванию и, следовательно, едва ли удовлетворительную свариваемость. Испытания 1 и 3 также показывают, что это низкая стойкость к горячему растрескиванию не компенсируется добавлением углерода даже при относительно высоком содержании.
Сплав в испытании 11 имеет содержание хрома строго выше 14,0 мас.%. Можно видеть, что соответствующая полоса демонстрирует высокую хрупкость при криогенных температурах, что выражается в стойкости по KCV строго менее 50 Дж/см². Также наблюдается, что этот сплав имеет температуру Нееля строго ниже 40°C.
Сплав в испытании № 13 имеет содержание никеля строго выше 2,5 мас.%. Замечено, что соответствующая полоса имеет средний коэффициент теплового расширения CTE между -180°C и 0°C, который строго выше 8,5х10-6/°C.
Сравнение результатов испытаний 7 и 8 показывает, что, при прочих равных, увеличение содержания азота позволяет улучшить коррозионную стойкость. Сплав в испытании номер 9 имеет содержание азота строго выше 0,30 мас.%, и видно, что он демонстрирует ухудшенную свариваемость и ударную вязкость по KCV при -196°C.
Кроме того, как показывает сравнение тестов 14 и 15, уменьшение содержания марганца при прочих равных приводит к снижению температуры Нееля.
Также наблюдается, что полоса, соответствующая испытаниям 14, 17, 19 и 20, которая содержит редкоземельные элементы в количестве 0,010 - 0,14 мас.%, имеет подходящую стойкость к горячему растрескиванию с длиной трещин менее 2 мм. Напротив, полоса, соответствующая испытаниям 18 и 21, имеет содержание редкоземельных элементов строго выше 0,14 мас.%, и было обнаружено, что такая полоса имеет ухудшенную свариваемость.
Механическую прочность однородного сварного шва между двумя частями из сплава железо-марганец по настоящему изобретению или неоднородного сварного шва между частью из сплава железо-марганец по настоящему изобретению и частью из другого сплава, в частности, из нержавеющей стали 304L и Invar® M93, исследовали путём испытания на растяжение. Эти испытания проведены с использованием сплава примера 16 в таблице 1 в качестве сплава железо-марганец.
Более конкретно, однородные сварные швы получены путём сварки встык двух испытательных стержней, отобранных из полосы сплава железо-марганец Примера 16 в таблице 1. Неоднородные сварные швы также получены путём сварки встык испытательного стержня, отобранного из полосы сплава Примера 16 в таблице 1 и испытательного стержня, отобранного из полосы Invar® M93, или испытательного стержня, отобранного из полосы нержавеющей стали 304L.
Для сравнения, однородные сварные швы получены путём сварки встык двух испытательных стержней, отобранных из полосы Invar® M93, и неоднородные сварные швы путём сварки встык, испытательного стержня, отобранного из полосы Invar® M93, и испытательного стержня, отобранного из полосы нержавеющей стали 304L.
Результаты представлены в таблице 2 ниже.
Таблица 2. Результаты испытаний на растяжение
Испытания на растяжение проводили при температуре окружающей среды, как это обычно бывает при квалификационных испытаниях сварных швов.
Эти испытания показывают, что сплав по изобретению имеет удовлетворительную свариваемость с нержавеющей сталью и Invar®
Сплав по настоящему изобретению можно успешно использовать в любом применении, в котором требуется подходящая стабильность размеров, связанная с подходящей коррозионной стойкостью и подходящей свариваемостью, в частности, в криогенном диапазоне или в области электроники.
Принимая во внимание их свойства, сплавы по настоящему изобретению можно преимущественно использовать для изготовления сварных узлов, предназначенных для применений, в которых требуется высокая стабильность размеров в условиях изменения температуры, в частности, при криогенных температурах.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА ХРАНЕНИЯ И/ИЛИ ТРАНСПОРТИРОВКИ СЖИЖЕННОГО ГАЗА | 2020 |
|
RU2803628C2 |
| ЖЕЛЕЗО-НИКЕЛЕВЫЙ СПЛАВ С УЛУЧШЕННОЙ СВАРИВАЕМОСТЬЮ | 2014 |
|
RU2655501C2 |
| СВАРОЧНАЯ ПРОВОЛОКА ДЛЯ СПЛАВА Fe-36Ni | 2013 |
|
RU2629122C2 |
| СПЛАВ НА ОСНОВЕ НИКЕЛЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ ДЛЯ ТРУБОПРОВОДА | 2020 |
|
RU2829078C1 |
| СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ ЭТОГО СПЛАВА | 2010 |
|
RU2431692C1 |
| Коррозионно-стойкая немагнитная сталь | 1990 |
|
SU1700093A1 |
| ГОРЯЧЕКАТАНЫЙ И ТЕРМООБРАБОТАННЫЙ СТАЛЬНОЙ ЛИСТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2021 |
|
RU2802328C1 |
| ХЛАДОСТОЙКАЯ СТАЛЬ | 2017 |
|
RU2648426C1 |
| ГОРЯЧЕКАТАНАЯ СТАЛЬ И СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ | 2019 |
|
RU2778468C1 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОНОВ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ ИЗ КРИОГЕННОЙ КОНСТРУКЦИОННОЙ СТАЛИ | 2019 |
|
RU2720286C1 |
Изобретение относится к железомарганцевому сплаву, который может быть использован для изготовления деталей и сварных узлов, работающих в условиях изменяющихся температур. Сплав содержит, мас.%: 25,0 ≤ Mn ≤ 32,0, 7,0 ≤ Cr ≤ 14,0, 0 ≤ Ni ≤ 2,5, 0,05 ≤ N ≤ 0,30, 0,1 ≤ Si ≤ 0,5, необязательно 0,010 ≤ редкоземельные элементы ≤ 0,14, остальное - железо и остаточные элементы, полученные в результате изготовления. Изобретение направлено на разработку сплава, имеющего высокую стабильность размеров под действием изменения температур. 5 н. и 4 з.п. ф-лы, 2 табл.
1. Сплав железо-марганец, включающий по массе:
25,0 ≤ Mn ≤ 32,0%;
7,0 ≤ Cr ≤ 14,0%;
0 ≤ Ni ≤ 2,5%;
0,05 ≤ N ≤ 0,30%;
0,1 ≤ Si ≤ 0,5%;
необязательно 0,010% ≤ редкоземельные элементы ≤ 0,14%;
остальное железо и остаточные элементы, полученные в результате изготовления.
2. Сплав по п. 1, в котором содержание хрома составляет 8,5-11,5 мас.%.
3. Сплав по п. 1 или 2, в котором содержание никеля составляет 0,5-2,5 мас.%.
4. Сплав по любому из пп. 1-3, в котором содержание азота составляет 0,15-0,25 мас.%.
5. Сплав по любому из пп. 1-4, в котором редкоземельные элементы включают один или несколько элементов, выбранных из: лантана (La), церия (Ce), иттрия (Y), празеодима (Pr), неодима (Nd), самария (Sm) и иттербия (Yb).
6. Способ изготовления полосы из сплава железо-марганец по любому из пп. 1-5, включающий следующие последовательные стадии:
- получение сплава по любому из пп. 1-5;
- формирование полуфабриката из указанного сплава;
- горячую прокатку этого полуфабриката для получения горячекатаной полосы;
- необязательно холодную прокатку горячекатаной полосы за один или несколько проходов для получения холоднокатаной полосы.
7. Полоса из сплава железо-марганец по любому из пп. 1-5.
8. Способ изготовления проволоки из сплава железо-марганец по любому из пп. 1-5, включающий следующие стадии:
- получение полуфабриката из сплава железо-марганец по любому из пп. 1-5;
- горячую обработку полуфабриката для формирования промежуточной проволоки и
- переработку промежуточной проволоки в проволоку меньшего диаметра, чем промежуточная проволока, причем указанная стадия переработки включает стадию волочения проволоки.
9. Проволока из сплава железо-марганец по любому из пп. 1-5.
| Сплав на основе железа | 2018 |
|
RU2672169C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ ПРЕСЕРВОВ "МИДИИ ПОД МАРИНАДОМ" | 2007 |
|
RU2351234C1 |
| JP S5236512 A, 19.03.1977 | |||
| ЖАРОПРОЧНЫЙ СПЛАВ | 2016 |
|
RU2632728C2 |
| Способ признания вызова нежелательным | 2022 |
|
RU2799571C1 |

