Группа изобретений относится к области медицины, биотехнологии и тканевой инженерии, и может быть использовано для изготовления протезов кровеносных сосудов (ПС) малого диаметра (от 2 до 6-8 мм), предназначенных для хирургической реконструкции периферических кровеносных сосудов.
В современной хирургической практике используются аутологичные сосуды, ксенографты или синтетические протезы сосудов, изготовленные, как правило, из вспененного поли(тетрафторэтилена) (ePTFE) или полиэтилентерефталата (PET) [1]. Следует отметить, что аутологичные сосуды не всегда доступны, ксенографты склонны к формированию аневризм, а используемые синтетические протезы мало пригодны для протезирования сосудов малого диаметра [2]. Действительно, в таких протезах больше отношение объема крови к поверхности, меньше скорость кровотока (т.е. клетки крови контактируют с поверхностью много чаще), и такие протезы существенно более склонны к стенозированию из-за тромбоза, особенно в позднем периоде. Причиной стенозирования является формирование слоя неоинтимы и тромбообразование [3], в результате чего не более 50% синтетических ПС имеют двухгодичную первичную проходимость [4].
Одной из причин тромобобразования и развития гиперплазии неоинтимы, наряду с гемо- и биосовместимостью материала, обусловленной химическим строением материала [5], является структура внутренней поверхности материала [6]. Крупные неровности поверхности препятствуют ламинарному потоку крови и инициируют тромбообразование [7], шероховатость поверхности важна для формирования эндотелиального слоя, наличие которого в свете современных представлений принципиально для длительного функционирования ПС малого диаметра, уменьшения тромбообразования и стенозирования [8].
Широко применяемым методом изготовления ПС является электроспиннинг. Принцип метода электроспиннинга заключается в образовании волокон из раствора, подаваемого через электрод-фильеру в сильном электрическом поле, сформированным между этим электродом и электродом-коллектором. Раствор или расплав полимерного материала подается из электрода-фильеры с заданной скоростью. Капля раствора полимера, выдавливаемая из фильеры, растягивается в электрическом поле и превращается в полимерные нити (растворитель испаряется в процессе движения нити ко второму электроду), которые собираются на токопроводящий электрод-коллектор, образуя пористый материал [9].
Для изготовления волокон могут быть использованы как природные, так и синтетические полимеры, а также их смеси и растворы, дополнительно содержащие низкомолекулярные лекарственные средства [10]. Наиболее перспективными полимерами для изготовления протезов сосудов методом электроспиннинга являются эластомеры, изделия из которых обладают высокой прочностью и эластичностью, в частности полиуретаны (ПУ), которым прогнозируют захват существенной части рынка протезов сосудов в ближайшие годы [11].
Для изготовления ПС используют вращающиеся электроды-коллекторы разного диаметра, различные полимеры и условия их укладки [12].
Известен способ изготовления ПС методом электроспиннинга на вращающемся электроде-коллекторе из смеси поликапролактона (PCL) и коллагена [13], или PCL и желатина [14], которые обладают длительной биостабильностью и неплохими механическими характеристиками.
Известны способы изготовления ПС из полиуретана, при котором получается трубка, усадка которой варьирует от 5 до 30%. Снять с электрода трубку длиной несколько сантиметров в этом случае не представляет проблемы, однако удалить электрод из трубки длиной более 10 см, не гофрируя трубку и не нарушая внутреннюю поверхность трубки, не представляется возможным в силу усадки материала [15].
Таким образом, в известных на сегодняшний день вариантах изготовления ПС методом электроспиннинга не предложено способа, который позволял бы удалять электрод из длинного протеза сосуда (длина более 55 диаметров), изготовленного из материала с высокой усадкой, не гофрируя материала и не повреждая его внутреннюю поверхность.
Наиболее близким к заявляемой группе изобретений - прототипом, является способ получения ПС и устройство для его осуществления, заключающиеся в следующем. Для осаждения волокна, изготавливаемого из раствора полиуретанов Хронофлекс (Chronoflex) и Карботан (Carbothane) в N,N-диметилацетамиде, используют устройство, состоящее из электрода-фильеры, соединенного с источником высокого напряжения, и заземленного электрода-коллектора в виде стального цилиндрического стержня (электрод). Для облегчения удаления трубки, полученной методом электроспиннинга, предварительно подготавливают электрод, а именно электрод погружают в 5% раствор полиэтиленгликоля в хлороформе. После нанесения раствор высушивают, не менее 1 часа в сухой атмосфере после чего на поверхности электрода формируется слой полимера (полиэтиленгликоля). Затем электрод устанавливают в установку для электроспиннинга и запускают процесс электроспиннинга. После завершения процесса электроспиннинга электрод вымачивают в деионизированной воде в течение 12 часов при перемешивании для растворения полиэтиленгликоля и затем снимают ПС с электрода. Слой ПЭГ необходим для образования зазора между электродом и внутренней поверхностью ПС, что позволяет снять трубку без повреждения [16].
Авторы использовали электрод диаметром 5 мм, но не раскрыли его длину, за исключением того, что из текста следовало, что длина ПС была более 40 мм.
Недостатками известного способа являются его трудоемкость и длительность за счет использования дополнительных реагентов и стадий, а также не гарантированная структура поверхности электрода, потенциальная растворимость полимера, применяемого для изготовления тонкого слоя в растворителе, используемом для приготовления раствора для электроспиннинга.
Действительно, при производстве медицинских имплантируемых изделий крайне нежелательно использование дополнительных реагентов и стадий. После изготовления изделия его необходимо отмыть от полиэтиленгликоля, а стадия высушивания занимает дополнительное время, не гарантирует равномерного распределения получаемой пленки по поверхности электрода, гладкой и однородной структуры поверхности, а также увеличивает опасность бактериальной контаминации. Кроме того, при таком варианте электроспиннинга растворитель, используемый для приготовления раствора для электроспиннинга не должен растворять полиэтиленгликоль или другой полимер, используемый для приготовления промежуточного слоя. В противном случае способ становится непригодным.
Недостатками устройства являются ограниченные функциональные возможности и риск гофрирования и повреждения внутренней поверхности ПС при его снятии с электрода-коллектора.
Задачей данного изобретения является разработка способа изготовления ПС путем электроспиннинга, который позволял бы снимать с электрода-коллектора готовый ПС с гладкой внутренней поверхностью, исключая риск гофрирования и повреждения внутренней поверхности ПС.
Технический результат: повышение качества готового изделия за счет исключения повреждения ПС при снятии с электрода-коллектора.
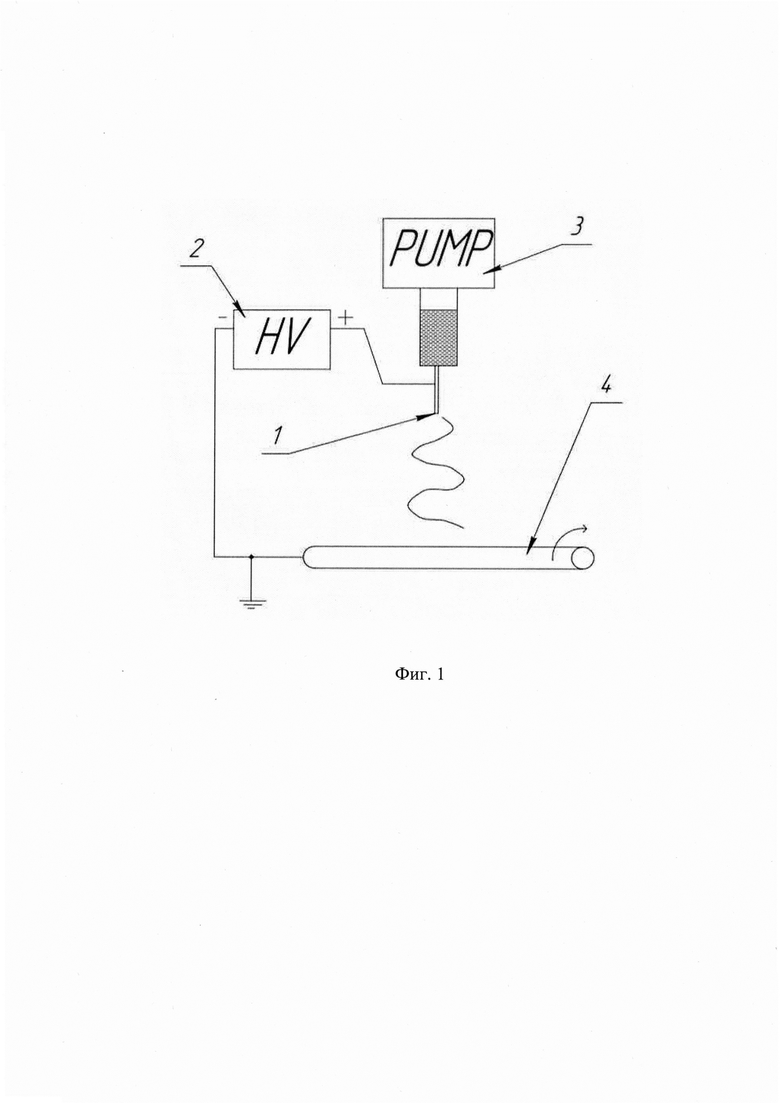
На фиг. 1 представлена общая схема устройства для проведения электроспиннинга.
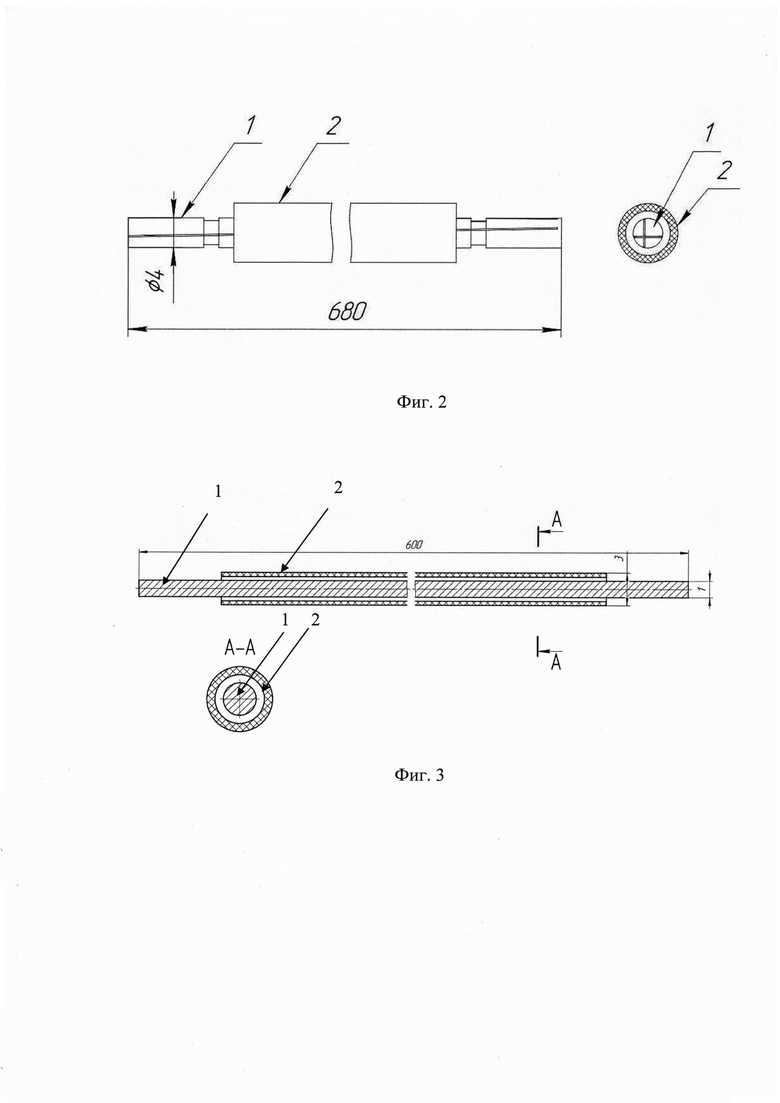
На фиг. 2 представлен стальной разборный сегментный электрод, покрытый сверху токопроводящей эластомерной трубкой.
На фиг. 3 представлен неразборный электрод, диаметр которого меньше, чем требуемый диаметр протеза сосуда, покрытый сверху токопроводящей эластомерной трубкой.
Поставленная задача достигается устройством для проведения электроспиннинга (фиг. 1), состоящим из электрода-фильеры (1), соединенного с источником высокого напряжения (2), насоса (3) и заземленного вращающегося комбинированного электрода-коллектора (4). Комбинированный электрод-коллектор представляет собой стальной цилиндрический электрод, покрытый сверху токопроводящей эластомерной трубкой.
Комбинированный электрод-коллектор (фиг.2) может быть выполнен в виде сегментного стального цилиндрического электрода (1), состоящего из 2-4-х отдельных сегментов конической формы, который покрыт токопроводящей эластомерной трубкой (2) (Комбинированный Разборный Электрод, КРЭ).
Комбинированный электрод-коллектор (фиг.3) может быть также выполнен в виде стального цилиндрического стержня или трубки (1), диаметр которого меньше, чем требуемый диаметр протеза сосуда, покрытого токопроводящей эластомерной трубкой (2), под которую нагнетают раствор электролита до достижения требуемого диаметра изготавливаемого протеза сосуда (Комбинированный Электрод с Плавно Регулируемым Диаметром, КЭПРД).
Устройство работает следующим образом.
Перед началом электроспиннинга в зажимы узла вращения устройства электроспиннинга устанавливают комбинированный электрод-коллектор (КРЭ или КЭПРД). Выбирают скорость подачи раствора для электроспиннинга, напряжение и время электроспиннинга, требуемое для получения стенки ПС требуемой толщины. В процессе электроспиннинга на электрод-коллектор наносят требуемый объем раствора полимерной композиции. По завершению процесса электроспиннинга, комбинированный электрод вынимают из установки для электроспиннинга, затем из токопроводящей эластомерной трубки с нанесенным на нее ПС удаляют стальной электрод. В случае, если был использован КРЭ стальной электрод удаляют посементно, в случае если был использован КЭПРД сначала удаляют электролит из-под токопроводящей силиконовой трубки и снимают трубку вместе с ПС. После этого ПС остается на токопроводящей эластомерной трубке, которую растягивают для уменьшения диаметра и отслоения ПС, а затем удаляют ее из ПС.
Поставленная задача достигается также предлагаемым способом, который заключается в следующем.
Предварительно готовят полимерную композицию для электроспиннинга, состоящую из смеси растворов полимера и белка. Для этого синтетический полимер смешивают с подходящим растворителем, преимущественно с гексафторизопропанолом (ГФИП) или трифторэтанолом (ТФЭ) до конечной концентрации 3,0%-15,0% (вес:объем), а выбранный белок - до конечной концентрации 0,1-30,0%) от веса исходного полимера. После изготовления растворов полимеров, полученные растворы смешивают в пропорциях, указанных выше, смесь перемешивают и получают раствор композиции, готовый для изготовления протезов сосудов при помощи электроспиннинга.
В качестве синтетического полимера может быть использован полимер, выбранный из группы, но не ограничиваясь: полиуретаны с разными жесткими и мягкими сегментами, поликапролактон (ПКЛ), полибутилентерефталат (ПБТФ), полилактид-ко-гликолид, нейлон или другие биосовместимые полимеры с близкими механическими свойствами.
В качестве белка может быть использован коллаген, эластин или желатин в концентрации 0,1-30% от веса исходного полимера.
Перед началом электроспиннинга в зажимы узла вращения прибора для электроспиннинга устанавливают комбинированный электрод-коллектор. В качестве комбинированного электрода-коллектора для проведения электроспиннинга используют комбинированные электроды КРЭ или КЭПРД.
Выбирают скорость подачи раствора для электроспиннинга, напряжение и время электроспиннинга, требуемое для получения стенки ПС требуемой толщины. В процессе электроспиннинга на электрод-коллектор наносят требуемый объем раствора полимерной композиции.
В частном случае, выполняют электроспиннинг со следующими параметрами: напряжение - 20-30 кВ, скорость подачи раствора полимеров - 1,0-1,5 мл/час, расстояние между фильерой и коллектором - 15-30 см, скорость вращения коллектора - 250-350 об/мин, скорость возвратно-поступательного движения фильеры - 20-40 мм/сек, время от 2 до 8 часов в зависимости от диаметра электрода (ПС).
После завершения процесса электроспиннинга вынимают комбинированный электрод с нанесенным поверх него протезом сосуда из зажимов узла вращения устройства для электроспиннинга. При использовании в качестве комбинированного электрода КРЭ посегментарно, начиная с сегмента с максимальной конусностью, удаляют сегменты из токопроводящей эластомерной трубки. После того, как ПС останется на эластомерной трубке, трубку растягивают, для того, чтобы освободить ПС и удерживая один из краев ПС удаляют растянутую эластомерную трубку из протеза сосуда. В случае, когда в качестве комбинированного электрода используется КЭПРД, перед электроспиннингом, эластомерную трубку «раздувают» до требуемого диаметра внесением раствора электролита (с контролем диаметра трубки при помощи бесконтактного микрометра), после чего фиксируют трубку зажимами, плотно прижимая к электроду, не допуская вытекания электролита и изменения внешнего диаметра КЭПРД. Затем КЭПРД устанавливают в устройство для электроспиннинга и выполняют электроспиннинг так, как описано выше для КРЭ. По завершению процесса электроспиннинга электрод с нанесенным на него материалом вынимают из зажимов узла вращения устройства для электроспиннинга, снимают с одной стороны зажим, удерживающий электролит в трубке и сливают/удаляют электролит. После этого снимают второй зажим и снимают эластомерную трубку с ПС со стального электрода. ПС снимают с трубки так же, как и описано ранее для КРЭ.
Снятые с электрода-коллектора ПС обрабатывают бифункциональным сшивающим реагентом, преимущественно 2,0-5,0% раствором глутарового альдегида, с последующей дезактивацией реакционно-способных групп обработкой щелочным раствором глицина, что позволяет повысить прочность, эластичность и долговечность внутреннего слоя за счет формирования прочных химических связей в синтетических волокнах. После обработки ПС отмывают дистиллированной водой, герметично упаковывают и стерилизуют облучением электронным пучком (10-20 кГр) или иным способом.
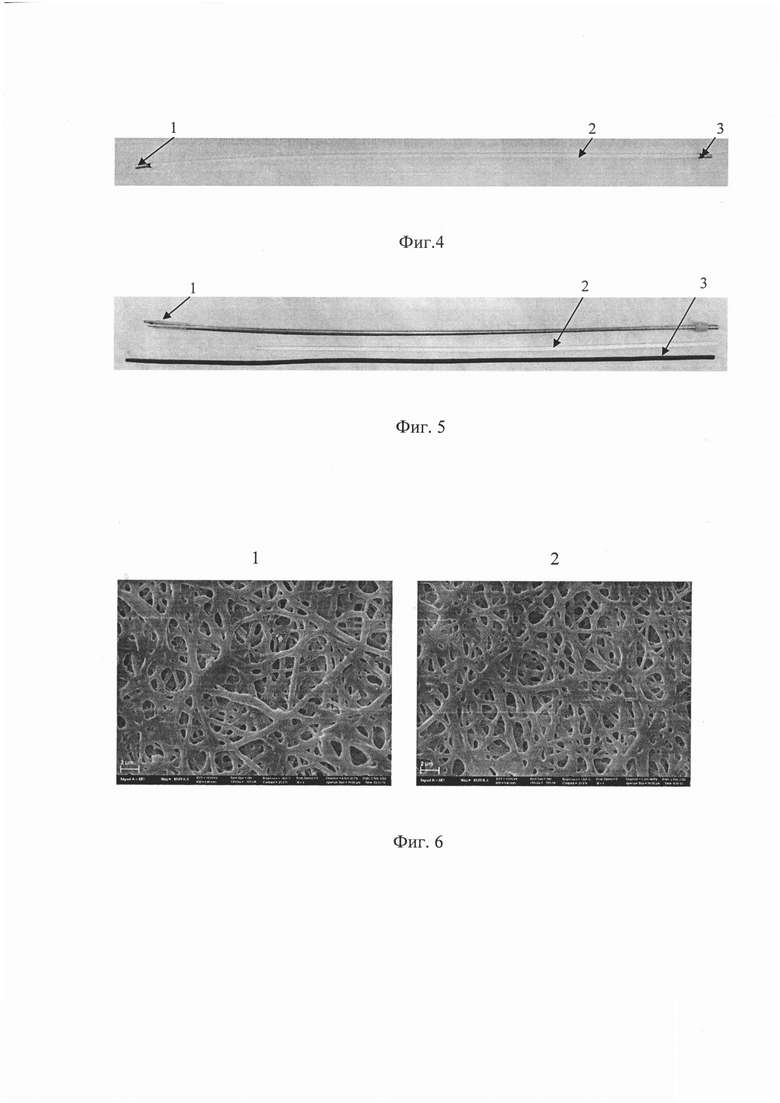
На фиг. 4. представлен внешний вид ПС после снятия со стального сегментного электрода вместе с токопроводящей силиконовой трубкой, где 1 - стальной сегментный электрод-коллектор, 2 - готовый протез сосуда, 3 - токопроводящая силиконовая трубка.
На фиг. 5 представлен ПС после удаления токопроводящей силиконовой трубки, где отдельно показаны: 1 - стальной цилиндрический электрод-коллектор, 2 - готовый протез сосуда, 3 - токопроводящая силиконовая трубка.
На фиг. 6 представлена внутренняя поверхность ПС, изготовленных методом электроспиннинга на КРЭ (1) или изготовленных на КЭПРД (2).
Было показано, что в ПС сформирована микроволоконная структура по типу тканеинженерной матрицы (по данным сканирующей электронной микроскопии (СЭМ) (× 10.000 увеличение). Шероховатость внутренней поверхности ПС по данным СЭМ не превышает 0,5 мкм.
Предлагаемый способ позволяет получать ПС диаметром от 4 мм (при использовании КРЭ) и диаметром от 2 мм (при использовании КЭПРД), и длиной до 600 мм и более (в зависимости от устройства для электроспиннинга), причем целевой продукт не имеет гофрирования, нарушений макро- и микроструктуры внутренней поверхности. Это обеспечивается гладкой поверхностью токопроводящей эластомерной трубки и способом удаления этой трубки из сформованного методом электроспиннинга ПС.
Для измерения проницаемости для воды, ПС вымачивали в дистиллированной воде в течение 20 минут и измеряли проницаемость в соответствие с ГОСТ-ИСО 7198-2013. Проницаемость ПС из полиуретана (ПУ) с 15% желатином, изготовленных предлагаемым способом, составляла 0,03-0,15 мл
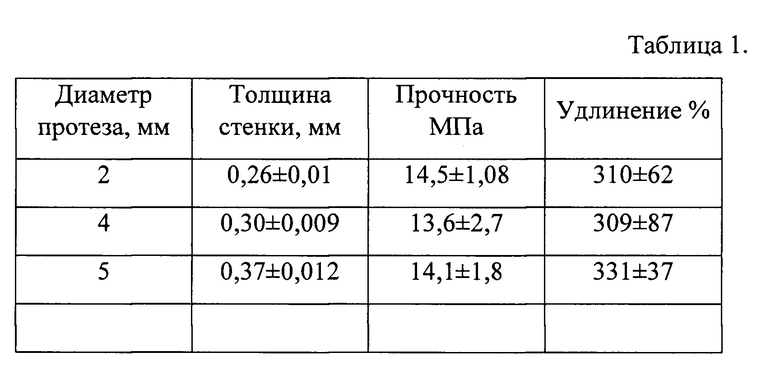
Механические свойства ПС изучали, как описано в ГОСТ-ИСО 7198- 2013, с использованием универсальной разрывной машины для испытания материалов Zwick/Roell Z100 (Германия) при постоянной скорости приложения силы 10 мм/мин. Механические характеристики ПС приведены в таблице 1. Из данных, приведенных в таблице 1 следует, что прочность на разрыв составляет 13,5-14.5 МПа, т.е. результаты измерения прочности соответствуют ранее опубликованным [17].
Определяющими отличительными признаками предлагаемого способа, по сравнению с прототипом, являются:
1. В качестве электрода-коллектора используют комбинированный электрод-коллектор двух типов: в виде разборного стального сегментного цилиндрического электрода, состоящего из 2-4-х сегментов конической формы, покрытого токопроводящей эластомерной трубки или в виде стального цилиндрического электрода, диаметр которого меньше, чем требуемый диаметр протеза сосуда, покрытого токопроводящей эластомерной трубкой, под которую нагнетают раствор электролита до достижения требуемого диаметра изготавливаемого протеза сосуда, что позволяет исключить деформацию эластомерной трубки при снятии ПС с электрода-коллектора и, соответственно, предотвратить нарушение структуры ПС, сформованного поверх такой трубки.
2. По завершению процесса электроспиннинга из комбинированного электрода первого типа последовательно удаляют сегменты, токопроводящую эластомерную трубку растягивают в разные стороны и вынимают из протеза сосуда, при этом из комбинированного электрода второго типа сливают раствор электролита и снимают протез сосуда вместе с токопроводящей эластомерной трубкой, которую растягивают в разные стороны так, чтобы ее диаметр уменьшился настолько, чтобы ПС свободно двигался по трубке, после чего удерживают ПС за один край и удаляют эластомерную трубку, что позволяет исключить деформацию эластомерной трубки и, соответственно, не допустить нарушение структуры ПС, сформованного поверх такой трубки.
Определяющими отличительными признаками предлагаемого устройства, по сравнению с прототипом, являются:
1. Комбинированный электрод-коллектор может быть выполнен в виде сегментного стального цилиндрического электрода, состоящего из 2-4-х отдельных сегментов конической формы, покрытого токопроводящей эластомерной трубкой, что позволяет посегментно удалять стальной электрод из токопроводящей эластомерной трубки с нанесенным на нее ПС не деформируя и не нарушая целостность трубки и ПС.
2. Комбинированный электрод-коллектор может быть выполнен в виде стального цилиндрического электрода (стержень или трубка), диаметр которого меньше, чем требуемый диаметр протеза сосуда, покрытого токопроводящей эластомерной трубкой, под которую нагнетают раствор электролита до достижения ею требуемого диаметра изготавливаемого протеза сосуда, что позволяет после изготовления ПС удалить электролит, компенсировать усадку материала, из которого изготовлен ПС и исключить возникновение линейных деформаций, таких как гофрирование или разрыв ПС, которые сопровождают снимание ПС с обычного стального электрода.
3. Трубка из токопроводящего эластомера изготовлена преимущественно из токопроводящей теромовулканизируемой силиконовой резины, что обеспечивает технологичность процесса и гладкую внутреннюю поверхность ПС;
4. Растягивание концов токопроводящей эластомерной трубки в противоположные направления приводит к уменьшению ее диаметра, что вследствие разности коэффициентов растяжения трубки и ПС, позволяет отделить поверхность трубки от поверхности ПС без сдвиговых деформаций, тем самым сохранив интактную, гладкую внутреннюю поверхность ПС.
5. Нагнетание раствора электролита в пространство между токопроводящей эластомерной трубкой и стальным электродом позволяет получать персонифицированные ПС любого требуемого диаметра (не только с заранее заданным диапазоном диаметров).
Изобретение иллюстрируется следующими примерами конкретного выполнения способа.
Пример 1.
Для получения ПС приготовили 44 мл полимерной смеси, состоящей из 26,4 мл 5% раствора полиуретана Tecoflex EG 80А (Lubrizol inc, США) в гексафторизопропаноле (ГФИП), 9,9 мл 2% раствора желатина в ГФИП и 7 мл ГФИП. Получили полимерную композицию, содержащую 3% полиуретана (вес:объем) и 15% желатина. Для электроспиннинга использовали 6 фильерное устройство для электроспиннинга и 4-х сегментный электрод-коллектор (КРЭ) общей длиной 680 мм, с длиной рабочей поверхности 640 мм (10-20 мм с краев фиксируется в зажимах блока вращения прибора для электроспиннинга). Стерильные шприцы заполняли полученной полимерной композицией и проводили электроспиннинг раствора в следующем режиме: скорость подачи полимерной композиции 1,5 мл/час/шприц, скорость вращения электрода-коллектора 300 об/мин, возвратно-поступательные движения фильеры со скоростью 20 мм/сек, расстояние между фильерой и электродом-коллектором 20 см и напряжение 20 кВ.
В качестве трубки из токопроводящего эластомера, надеваемой на КРЭ, использовали трубку из силиконовой резиновой смеси Elastosil R plus 4305/60 аддитивной полимеризации, с катализатором полимеризации Elastosil Aux Batch РТ 1, пластификатором Elastosil Aux Replasticizer 4, производства Wacker Chemie AG (Германия) и углеродных нанотрубок TUBALLTM, производства ООО «ПХТ». Трубку получали экструзией через фильеру с диаметром отверстия 4,1 мм и знака диаметром 4.9 мм. Трубку устанавливали поверх 4-х сегментного стального электрода диаметром 3.9 мм, полученный электрод устанавливали в 6-фильерное устройство для электроспиннинга и проводили электропиннинг в вышеупомянутых условиях.
По завершению электроспиннинга ПС, представляющий собой трубку из полиуретана, снимали с электрода-коллектора вместе с токопроводящей силиконовой трубкой. Для этого посегментно вытягивали сегменты электрода и освобождали токопроводящую силиконовую трубку с нанесенным на нее ПС. Для того, чтобы снять ПС с силиконовой трубки растягивали токопроводящую силиконовую трубку до тех пор, пока протез не отслаивался от трубки и удаляли силиконовую трубку из протеза. В результате получали протез сосуда диаметром 4,5 и длиной 620 мм.
Далее ПС инкубировали в растворе 0,05 М NaHCO3 рН 9,0 в течение 5 минут, затем ПС переносили в свежеприготовленный раствор 2% глутаральдегида в этом же буфере и инкубировали в течение 2 часов. По окончанию инкубации в реакционную смесь вносили 1/10 объема 0,1 М раствора глицин/HCl рН=9,0, инкубировали в течение 10-15 минут для блокировки оставшихся альдегидных групп и, затем, вносили 1/10 объема раствора NaBH4 в концентрации 4 мг/мл и инкубировали 20 минут. После инкубации ПС отмывали 5-ю сменами апирогенной дистилированной воды (по 5 минут, 5-10 мл на один протез/одну смену) и стерилизовали облучением электронным пучком (10-20 кГр). В результате получили протез сосуда длиной 620 мм и диаметром 4,1 мм. ПС имел цилиндрическую структуру, на нем отсутствовала гофрированность или иные нарушения структуры, шероховатость внутренней поверхности не превышала 0,5 мкм.
Пример 2.
Для получения ПС приготовили 60 мл полимерной смеси (расход 57,5 мл), состоящей из 42 мл 5% раствора карботана (Lubrizol inc, США) (весюбъем) в трифторэтаноле (ТФЭ), 10,5 мл 2% раствора желатина в ТФЭ (вес:объем) и 5,4 мл ТФЭ. Получили полимерную композицию, содержащую 3,5% карботана (вес:объем), 10% желатина. Для электроспиннинга использовали 6 фильерное устройство для электроспиннинга и 2-х сегментный электрод-коллектор (КРЭ) общей длиной 680 мм, с длиной рабочей поверхности 640 мм (10-20 мм с краев фиксируется в зажимах блока вращения прибора для электроспиннинга). Стерильные шприцы заполняли полученной полимерной композицией и проводили электроспиннинг раствора в следующем режиме: скорость подачи полимерной композиции 2.0 мл/час, скорость вращения электрода-коллектора 400 об/мин, возвратно-поступательные движения фильеры со скоростью 40 мм/сек, расстояние между фильерой и электродом-коллектором 30 см и напряжение 30 кВ.
В качестве трубки из токопроводящего эластомера, надеваемой на КРЭ, использовали трубку из коммерческой токопроводящей силиконовой резины аддитивной полимеризации SilFor® 340/Н в смеси с катализатором полимеризации Elastosil Aux Batch РТ 1 (3%). Резиновую смесь приготавливали смешиванием на вальцах, трубку получали экструзией через фильеру с диаметром отверстия 5,8 мм и знака диаметром 5,2 мм. Трубку устанавливали поверх 2-х сегментного стального электрода диаметром 4,9 мм, полученный электрод устанавливали в 6-фильерное устройство для электроспиннинга и проводили электропиннинг в вышеупомянутых условиях.
По завершению электроспиннинга ПС, представляющий собой трубку из полиуретана с толщиной стенки 110 мкм (внутренний диаметр 5,8 мм) и длиной 60 мм, снимали с электрода-коллектора, так как описано в примере 1, затем фиксировали в растворе глутарового альдегида, как описано в примере 1. В результате получили протез сосуда длиной 580 мм и диаметром 4,9 мм. Протез имел цилиндрическую структуру, на нем отсутствовала гофрированность или иные нарушения структуры, шероховатость внутренней поверхности не превышала 0,5 мкм.
Пример 3.
Способ осуществляли аналогично примеру 1, за исключением того, что для изготовления ПС использовали электрод-коллектор с плавно регулируемым диаметром (КЭПРД).
На стальную трубку/капилляр диаметром 1,5 мм надевали силиконовую трубку из резины SilFor® 340/Н, заполняли раствором 0,5 М NaCl и фиксировали концы трубки зажимами. Полученный электрод устанавливали в бесконтактный микрометр и при помощи шприца с иглой вводили внутрь трубки раствор 0,5 М NaCl (проколов силиконовую трубку возле одного из зажимов) до тех пор, пока диаметр трубки не достигал 2.65 мм. После этого перед иглой устанавливали еще один зажим фиксируя, таким образом, внешний диаметр электрода.
Электрод длиной 680 мм устанавливали в 6 фильерное устройство для электроспиннинга. Стерильные шприцы заполняли полимерной композицией из примера и проводили электроспиннинг раствора в следующем режиме: скорость подачи полимерной композиции 1,5 мл/час, скорость вращения электрода-коллектора 300 об/мин, возвратно-поступательные движения фильеры со скоростью 20 мм/сек, расстояние между фильерой и электродом-коллектором 20 см и напряжение 20 кВ.
После завершения процесса электроспиннинга снимали хомуты с одной стороны КЭПРД и полностью сливали электролит. После этого снимали хомуты со второй стороны электрода и снимали токопроводящую силиконовую трубку с нанесенным на нее ПС со стального электрода. ПС снимали с токопроводящей силиконовой трубки как описано в примерах 1 и 2. ПС фиксировали в растворе глутарового альдегида, как описано в примере 1. В результате получили протез сосуда диаметром 2 мм и длиной 590 мм. Протез имел цилиндрическую структуру, на нем отсутствовала гофрированность или иные нарушения структуры, шероховатость внутренней поверхности не превышала 0,5 мкм.
Предлагаемый способ позволяет с минимальными затратами сформировать ПС с требуемыми характеристиками, гладкой внутренней поверхностью, полученной за счет использования комбинированных электродов-коллекторов предложенного строения и способом снятия готовых изделий с электродов.
Источники информации
1. Sayers, R.; Raptis, S.; Berce, M.; Miller, J. Long-term results of femorotibial bypass with vein or polytetrafluoroethylene. Br. J. Surg. 1998, 85, 934-938. J. Vase. Surg. 2014, 60, 120-128.
2. Drews, J. D., Miyachi, H., & Shinoka, T. Tissue-engineered vascular grafts for congenital cardiac disease: Clinical experience and current status. Trends in Cardiovascular Medicine, 2017; 27(8), 521-531.
3. Lemson MS, Tordoir JH, Daemen MJ, Kitslaar PJ. Intimal hyperplasia in vascular grafts. European Journal of Vascular and Endovascular Surgery. 2000 Apr30; 19(4):336-50.
4. Samson RH, Morales R, Showaiter DP, Lepore MR, Nair DG. Heparin-bonded expanded polytetrafluoroethylene femoropopliteal bypass grafts outperform expanded polytetrafluoroethylene grafts without heparin in a long-term comparison. Journal of vascular surgery. 2016 Sep 30; 64(3):638-47.
5. Wise SG, Liu H, Kondyurin A, Byrom MJ, Bannon PG, Edwards GA, Weiss AS, Bao S, Bilek MM. Plasma Ion Activated Expanded Polytetrafluoroethylene Vascular Grafts with a Covalently Immobilized Recombinant Human Tropoelastin Coating Reducing Neointimal Hyperplasia. ACS Biomaterials Science & Engineering. 2016 Jul 12; 2(8): 1286-97.
6. Zhao, J., & Feng, Y. Surface Engineering of Cardiovascular Devices for Improved Hemocompatibility and Rapid Endothelialization. Advanced Healthcare Materials, 2020; 9(18), 2000920.
7. Linneweber, J., Dohmen, P. M., Kerzscher, U., Affeld, K., Nose, Y., & Konertz, W. The Effect of Surface Roughness on Activation of the Coagulation System and Platelet Adhesion in Rotary Blood Pumps. Artificial Organs, 2007; 31(5), 345-351.
8. Sanchez, P. F., Brey, E. M., & Briceno, J. C. Endothelialization mechanisms in vascular grafts. Journal of Tissue Engineering and Regenerative Medicine. 2018
9. Wu H, Fan J, Chu CC, Wu J. Electrospinning of small diameter 3-D nanofibrous tubular scaffolds with controllable nanofiber orientation for vascular grafts. Journal of Materials Science: Materials in Medicine. 2010 Dec 1; 21(12):3207-15.
10. Chen DW, Liao JY, Liu SJ, Chan EC. Novel biodegradable sandwich-structured nanofibrous drug-eluting membranes for repair of infected wounds: an in vitro and in vivo study. International journal of nanomedicine. 2012; 7:763.
11. Vascular Grafts Market Estimates & Trend Analysis From 2014 To 2026. V0.1 © 2019 Grand View Research, Inc., USA.
12. Montini-Ballarin F, Calvo D, Caracciolo PC, Rojo F, Frontini PM, Abraham GA, Guinea GV. Mechanical behavior of bilayered small-diameter nanofibrous structures as biomimetic vascular grafts. Journal of the mechanical behavior of biomedical materials. 2016 Jul 31; 60:220-33.
13. Lee SJ, Liu J, Oh SH, Soker S, Atala A, Yoo JJ. Development of a composite vascular scaffolding system that withstands physiological vascular conditions. Biomaterials. 2008 Jul 31; 29(19):2891-8.
14. Попова ИВ, Степанова AO, Сергеевичев ДС, Акулов АЕ, Захарова ИС, Покушалов АА, Лактионов ПП, Карпенко АА. Сравнительное исследование трех типов протезов, изготовленных методом электроспиннинга в эксперименте in vitro и in vivo. Патология кровообращения и кардиохирургия. 2015; 19(4).
15. Fathi-Karkan S., Banimohamad-Shotorbani В., Saghati S., Rahbarghazi R. and Davaran S. A critical review of fibrous polyurethanebased vascular tissue engineering scaffolds. Journal of Biological Engineering, 2022; 16:6, https://doi.org/10.1186/sl3036-022-00286-9
16. Nezarati, R.M., Eifert, M.В., Dempsey, D.K., & Cosgriff-Hernandez, E. Electrospun vascular grafts with improved compliance matching to native vessels. Journal of Biomedical Materials Research Part B: Applied Biomaterials, 2014; 103(2), 313-323.
17. Gostev A.A., Chernonosova V.S., Murashov I.S., Sergeevichev D.S., Korobeinikov A.A., Karaskov A.M., Karpenko A.A., Laktionov P.P. Electrospun polyurethane-based vascular grafts: physicochemical properties and functioning in vivo. Biomed MaterB 2019; Nov 6. doi: 10.1088/1748-605X/ab550c.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления протезов кровеносных сосудов малого диаметра путем электроспиннинга и устройство для его осуществления | 2018 |
|
RU2704314C1 |
| СПОСОБ ПОЛУЧЕНИЯ БИОРЕЗОРБИРУЕМОГО СОСУДИСТОГО ПРОТЕЗА МАЛОГО ДИАМЕТРА | 2019 |
|
RU2709621C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОТЕЗОВ СОСУДОВ МАЛОГО ДИАМЕТРА С НИЗКОЙ ПОРИСТОСТЬЮ(ВАРИАНТЫ) | 2014 |
|
RU2572333C1 |
| Способ изготовления in vitro персонифицированного клеточнозаселенного сосудистого протеза | 2021 |
|
RU2764051C1 |
| ТКАНЕИНЖЕНЕРНЫЙ БИОДЕГРАДИРУЕМЫЙ СОСУДИСТЫЙ ИМПЛАНТ | 2016 |
|
RU2642259C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИОДЕГРАДИРУЕМЫХ СОСУДИСТЫХ ГРАФТОВ МАЛОГО ДИАМЕТРА С МОДИФИЦИРОВАННОЙ ПОВЕРХНОСТЬЮ | 2018 |
|
RU2675269C1 |
| Биологический сосудистый протез с усиливающим внешним каркасом | 2019 |
|
RU2731317C1 |
| Способ изготовления функционально активной полимерной заплаты для артериальной реконструкции, устойчивой к аневризмообразованию | 2024 |
|
RU2835436C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИОРЕЗОРБИРУЕМОГО ГИБРИДНОГО СОСУДИСТОГО ИМПЛАНТА МАЛОГО ДИАМЕТРА | 2012 |
|
RU2504406C1 |
| ТКАНЕИНЖЕНЕРНЫЙ СОСУДИСТЫЙ ГРАФТ МАЛОГО ДИАМЕТРА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2496526C1 |
Группа изобретений относится к области медицины, биотехнологии и тканевой инженерии. Представлен способ изготовления протезов кровеносных сосудов малого диаметра путем электроспиннинга, включающий приготовление полимерной композиции путем растворения исходного синтетического полимера в растворителе, смешивание раствора полимера с раствором белка и проведение электроспиннинга путем нанесения полученной полимерной композиции из электрода-фильеры на электрод-коллектор с последующим снятием готового протеза сосуда с электрода-коллектора. При этом в качестве электрода-коллектора используют комбинированный электрод-коллектор, выполненный в виде разборного стального сегментного цилиндрического электрода, состоящего из 2-4-х сегментов конической формы, покрытого токопроводящей эластомерной трубкой или в виде стального цилиндрического электрода, диаметр которого меньше, чем требуемый диаметр протеза сосуда, покрытого токопроводящей эластомерной трубкой, под которую нагнетают раствор электролита до достижения требуемого диаметра изготавливаемого протеза сосуда. По завершению процесса электроспиннинга из комбинированного электрода первого типа последовательно удаляют сегменты, токопроводящую эластомерную трубку растягивают в разные стороны и вынимают из протеза сосуда. При этом из комбинированного электрода второго типа сливают раствор электролита и снимают протез сосуда вместе с токопроводящей эластомерной трубкой, которую растягивают в разные стороны и вынимают из протеза сосуда. Также описано устройство для проведения электроспиннинга. Достигается повышение качества готового изделия за счет исключения повреждения протеза при снятии с электрода-коллектора. 2 н. и 3 з.п. ф-лы, 6 ил., 1 табл., 3 пр.
1. Способ изготовления протезов кровеносных сосудов малого диаметра путем электроспиннинга, включающий приготовление полимерной композиции путем растворения исходного синтетического полимера в растворителе, смешивание раствора полимера с раствором белка и проведение электроспиннинга путем нанесения полученной полимерной композиции из электрода-фильеры на электрод-коллектор с последующим снятием готового протеза сосуда с электрода-коллектора, отличающийся тем, что в качестве электрода-коллектора используют комбинированный электрод-коллектор, выполненный в виде разборного стального сегментного цилиндрического электрода, состоящего из 2-4-х сегментов конической формы, покрытого токопроводящей эластомерной трубкой или в виде стального цилиндрического электрода, диаметр которого меньше, чем требуемый диаметр протеза сосуда, покрытого токопроводящей эластомерной трубкой, под которую нагнетают раствор электролита до достижения требуемого диаметра изготавливаемого протеза сосуда, при этом по завершению процесса электроспиннинга из комбинированного электрода первого типа последовательно удаляют сегменты, токопроводящую эластомерную трубку растягивают в разные стороны и вынимают из протеза сосуда, при этом из комбинированного электрода второго типа сливают раствор электролита и снимают протез сосуда вместе с токопроводящей эластомерной трубкой, которую растягивают в разные стороны и вынимают из протеза сосуда.
2. Способ по п. 1, отличающийся тем, что в качестве токопроводящей эластомерной трубки используют трубку из термовулканизируемой силиконовой резины.
3. Способ по п. 1, отличающийся тем, что в качестве электролита используют 0,5 М раствор NaCl.
4. Устройство для проведения электроспиннинга, состоящее из электрода-фильеры, соединенного с источником высокого напряжения, насоса и заземленного вращающегося электрода-коллектора, отличающееся тем, что электрод-коллектор выполнен в виде разборного стального сегментного цилиндрического электрода, состоящего из 2-4-х сегментов конической формы, покрытого токопроводящей эластомерной трубкой или в виде стального цилиндрического электрода, диаметр которого меньше, чем требуемый диаметр протеза сосуда, покрытого токопроводящей эластомерной трубкой, причем требуемый диаметр достигают путем нагнетания раствора электролита под токопроводяшую эластомерную трубку.
5. Устройство по п. 4, отличающееся тем, что в качестве стального электрода используют стальной стержень или стальную трубку.
| Способ изготовления протезов кровеносных сосудов малого диаметра путем электроспиннинга и устройство для его осуществления | 2018 |
|
RU2704314C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОТЕЗОВ СОСУДОВ МАЛОГО ДИАМЕТРА С НИЗКОЙ ПОРИСТОСТЬЮ(ВАРИАНТЫ) | 2014 |
|
RU2572333C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИОДЕГРАДИРУЕМЫХ СОСУДИСТЫХ ГРАФТОВ МАЛОГО ДИАМЕТРА С МОДИФИЦИРОВАННОЙ ПОВЕРХНОСТЬЮ | 2018 |
|
RU2675269C1 |
| БИОТРАНСПЛАНТАТ ДЛЯ ВОССТАНОВЛЕНИЯ ДЕФЕКТОВ ХРЯЩЕВОЙ ТКАНИ СУСТАВОВ | 2015 |
|
RU2593011C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИОРЕЗОРБИРУЕМОГО ГИБРИДНОГО СОСУДИСТОГО ИМПЛАНТА МАЛОГО ДИАМЕТРА | 2012 |
|
RU2504406C1 |
| СПОСОБ ПОЛУЧЕНИЯ БИОРЕЗОРБИРУЕМОГО СОСУДИСТОГО ПРОТЕЗА МАЛОГО ДИАМЕТРА | 2019 |
|
RU2709621C1 |
| CN 103211663 A, 24.07.2013 | |||
| CN 101785875 A, 28.07.2010. | |||
