Изобретение относится к области химического нанесения металлических покрытий и может быть использовано при изготовлении стоматологических боров изготовленных из инструментальных углеродистых и высоколегированных коррозионностойких нержавеющих сталей, в частности нанесения химического никелирования.
Никелирование химическое - это сложный процесс, позволяющий покрыть изделия из практически любого металла тонким защитным слоем никеля, повысить при этом коррозионную стойкость и придать поверхности блестящий вид и твердость.
Свойство никеля создавать на своей поверхности тонкую оксидную пленку, устойчивую к действию кислот и щелочей, позволяет использовать его для антикоррозионной защиты металлов.
На сегодняшний день существует два основных метода покрытия металлических деталей никелем: гальваническое и химическое. Первый метод требует наличия источника постоянного тока - электролитической ванны с электродами и большого количества химических реактивов. Второй способ намного проще. Для его проведения требуется наличие мерной посуды и эмалированной емкости для нагрева реактивов. Основные стадии для произведения химического никелирования следующие:
1. Для того чтобы никель покрыл поверхность тонким и равномерным слоем, изделие предварительно шлифуют и полируют.
2. Обезжиривание. Поскольку даже тончайшая пленка жира на поверхности обрабатываемого изделия может вызвать неравномерное распределение никеля по площади детали, последнюю обезжиривают в специальном растворе, состоящем из 25-35 г/л NaOH или KOH, 30-60 г кальцинированной соды и 5-10 г жидкого стекла.
3. Деталь или изделие, которое необходимо покрыть никелем, промывают в воде, после чего на 0,5-1 минуту погружают в 5% раствор HCl. Данный шаг предпринимается для того, чтобы удалить с поверхности металла тонкий слой окислов, который будет значительно снижать адгезию между материалами. После протравки деталь снова промывают в воде, затем немедленно переносят в емкость с раствором для покрытия никелем (https://tutmet.ru/nikelirovanie-himicheskoe-blestjashhee-galvanicheskoe-detalej-aljuminija.html?ysclid=l6q4f718bl727651591).
Известен Способ химико-термической обработки мелкоразмерного режущего инструмента из легированных сталей (RU № 2203982, публ. 10.05.2003), который относится к области металлургии, в частности к комплексной химико-термической обработке, химическому нанесению никельфосфористого покрытия и последующей термической обработке специального мелкоразмерного и тонколезвийного режущего инструмента для обработки минералов, конструкционных керамик и деталей из прецизионных сплавов при изготовлении ЭРД МТ (космических микродвигателей) и может найти применение также в электронике, приборостроении, ювелирном деле. Способ предусматривает проведение химического никелирования с нанесением заданного по толщине слоя фосфористого никеля на предварительно заточенные по геометрии режущей части инструменты и последующую термическую обработку в заданном интервале температур, с осуществлением всех операций нанесения покрытия и термообработки при воздействии постоянного магнитного поля. Техническим результатом изобретения является повышение износостойкости, прочности, качества обработки мелкоразмерного, тонколезвийного инструмента.
Известен Способ химического никелирования алюминия и его сплавов (SU 1763523, публ. 23.09.1992), который включает предварительное осаждение слоя никеля в гипофосфатном растворе толщиной 1-3 мкм, промежуточную химическую обработку в течение 0,5-2,0 мин при температуре 18-25°С в растворе, имеющем состав, г/л: соль никеля (по металлу) 3-20; неорганическая кислота 50-1000; фторид щелочного металла 3-15: гидрохинон 0,05-0,5.
Известен Способ химического никелирования и раствор для его осуществления (RU № 2544319, публ. 20.03.2015), который включает обезжиривание, первую промывку, травление, вторую промывку, химическое осаждение никеля, третью промывку и сушку, при этом травление проводят в водном растворе, содержащем 20-35 мас. % фтористоводородной кислоты и 10-35 г/л аммония фтористого, в течение 15-30 с, при температуре раствора от 10 до 40°C. Химическое осаждение никеля проводят при температуре от 55 до 70°C. Раствор для химического никелирования поверхности металломатричного композиционного материала алюминий-карбид кремния содержит, г/л: никель хлористый 6-водный или никель сернокислый 7-водный 10-20, лимонная кислота 10-50, молочная кислота 5-50, аммоний хлористый 15-35, аммоний фтористый 2-25, гипофосфит натрия 1-водный 10-45, водный аммиак в количестве, обеспечивающем pH раствора 7,0÷8,0, и воду.
Наиболее близким техническим решением является Способ химического никелирования стальных деталей (RU № 2091502, публ. 27.09.1997), включающий химическое никелирование стальных деталей, работающих в условиях агрессивных сред, высоких давлений и температур. Способ химического никелирования стальных деталей включает приготовление раствора для никелирования, подготовку поверхности деталей, нанесение никелевого покрытия из электролита, содержащего, г/л: никель сернокислый 21, гипофосфит натрия 24, натрий уксуснокислый 10 и малеиновый ангидрид 1,5, контроль процесса никелирования с помощью образцов-свидетелей, промывку холодной и горячей водой и сушку, а также термическую обработку изделий, электрохимическое обезжиривание деталей из высоколегированных сталей осуществляют катодной обработкой в 15% -ном растворе едкого натра при плотности тока до 20 А/дм2 в течение 5 7 мин, после чего детали промывают горячей водой. Декапирование деталей из углеродистых и низколегированных сталей осуществляют 12 15%-ным раствором соляной кислоты при 18-20°С в течение 12 мин., а корректировку рН растворов ведут 25%-ным раствором аммиака. Термообработку деталей из углеродистых и низколегированных сталей ведут при (400±20)°С в течение 1 ч., а термообработку деталей из высоколегированных сталей ведут при (500±20)°С в течение 1 ч.
Недостатки описанных способов заключаются в следующем. Они включают дорогостоящую операцию термостатирования с использованием магнитного поля, однослойное покрытие не предусматривает закрытие пор, образованных при осаждении слоя никель-фосфор.
Задачей предлагаемого изобретения является создание эффективного способа защиты от коррозии, износа, заготовок стоматологических боров, а именно выбор и оптимизация технологического процесса химического никелирования.
Технический результат заключается в способе химического никелирования заготовок стоматологических боров, способного обеспечить защитное покрытие заготовок стоматологических боров, а именно покрытия обладающего повышенной твердостью, коррозионной стойкостью и стойкостью к износу, что позволит применять его для данного класса инструментов.
Поставленная задача решается с помощью предлагаемого способа химического никелирования заготовок стоматологических боров, который включает приготовление раствора для никелирования, подготовку поверхности путем последовательного растворения компонентов, подготовку поверхности деталей путем химического обезжиривания, промывку водой, травление, вторую промывку, химическое осаждение никеля, третью промывку и сушку, причем химическое осаждение никеля проводят при температуре 85-90°С при постоянном перемешивании, до достижения заданной толщины покрытия. Толщину контролируют микрометром. Далее заготовки стоматологических боров извлекают из раствора, промывают водой, ацетоном, после чего сушат теплым воздухом при температуре (80±5)°С для предотвращения появления разводов на поверхности, после чего - помещают на 60 мин в сушильный шкаф при температуре 335°С для уплотнения никелевого покрытия, после чего проводят электрохимическое нанесение и закрепление алмазного порошка на рабочей поверхности заготовки бора, затем аналогично первому этапу повторяют процесс подготовки заготовок стоматологических боров к химическому осаждению никеля и проводят повторное химическое никелирование с теми же параметрами и окончательно высушивают теплым воздухом при температуре (80±5)°С.
Таким образом, совокупность признаков предложенного способа химического никелирования заготовок стоматологических боров позволяет получить:
- Никель-фосфорное покрытие, обладающее коррозионной стойкостью и стойкостью к износу;
- Твердость никель-фосфорного покрытия обеспечивают предлагаемые режимы термической обработки;
- Толщина покрытия на различных участка деталей переменного сечения, т.е. сложной геометрической формы, получается одинаковая;
- Защитные свойства никель-фосфорного покрытия при никелировании зависят от качества обработки поверхности детали. Чем меньше шероховатость на поверхности детали, тем выше антикоррозионные свойства покрытия, что достигается предлагаемым способом.
Изобретение поясняется чертежами:
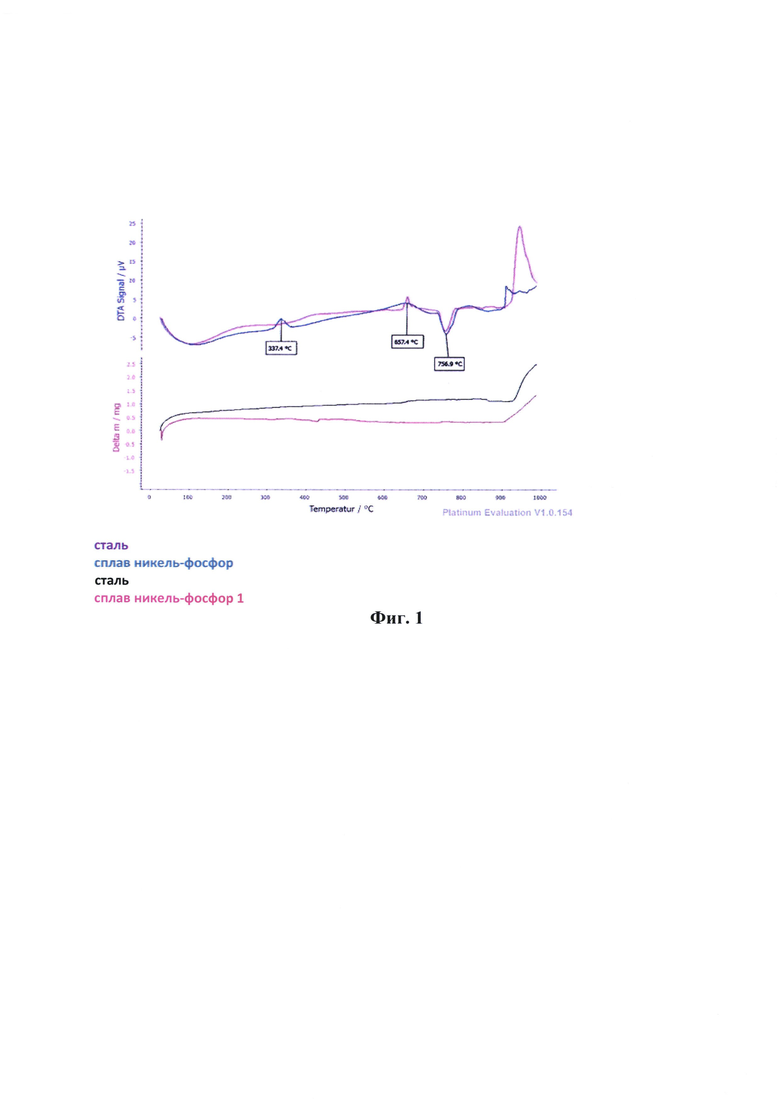
Фиг. 1 - представлены области кристаллизации сплава никель -фосфор, определяли методом дифференциальной сканирующей калориметрии ДСК Ni-P. На совмещенном термическом анализаторе, производства Linseis, серии STA РТ 1000 (ТГ-ДСК/ДТА).
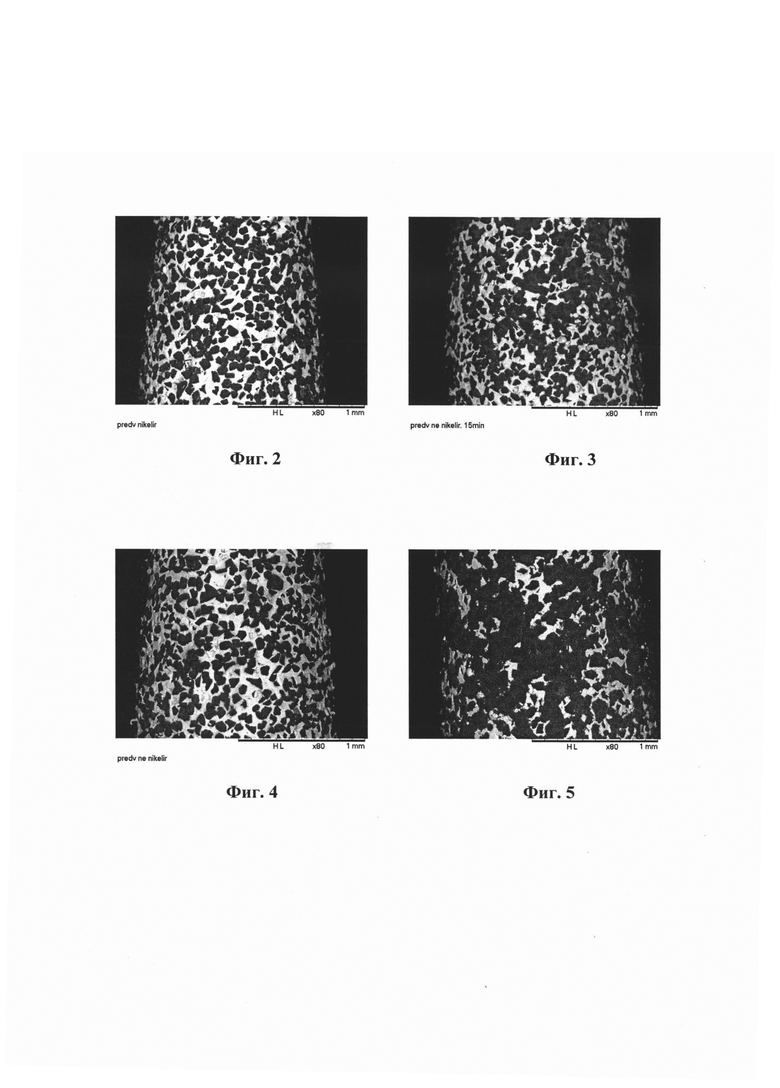
Фиг.2 Внешний вид рабочей поверхности инструмента по предлагаемому способу: Двойное никелирование + термостатирование первого слоя 104.244.018К.
Фиг. 3 Внешний вид рабочей поверхности инструмента по предлагаемому способу: Двойное никелирование + термостатирование первого слоя 104.244.018К через 45 мин резания стеклотекстолита.
Фиг. 4 Внешний вид рабочей поверхности стандартного инструмента с дополнительным термостатированием 104.244.018К.
Фиг. 5 Внешний вид рабочей поверхности инструмента стандартного инструмента с дополнительным термостатированием 104.244.018К через 45 мин резания стеклотекстолита.
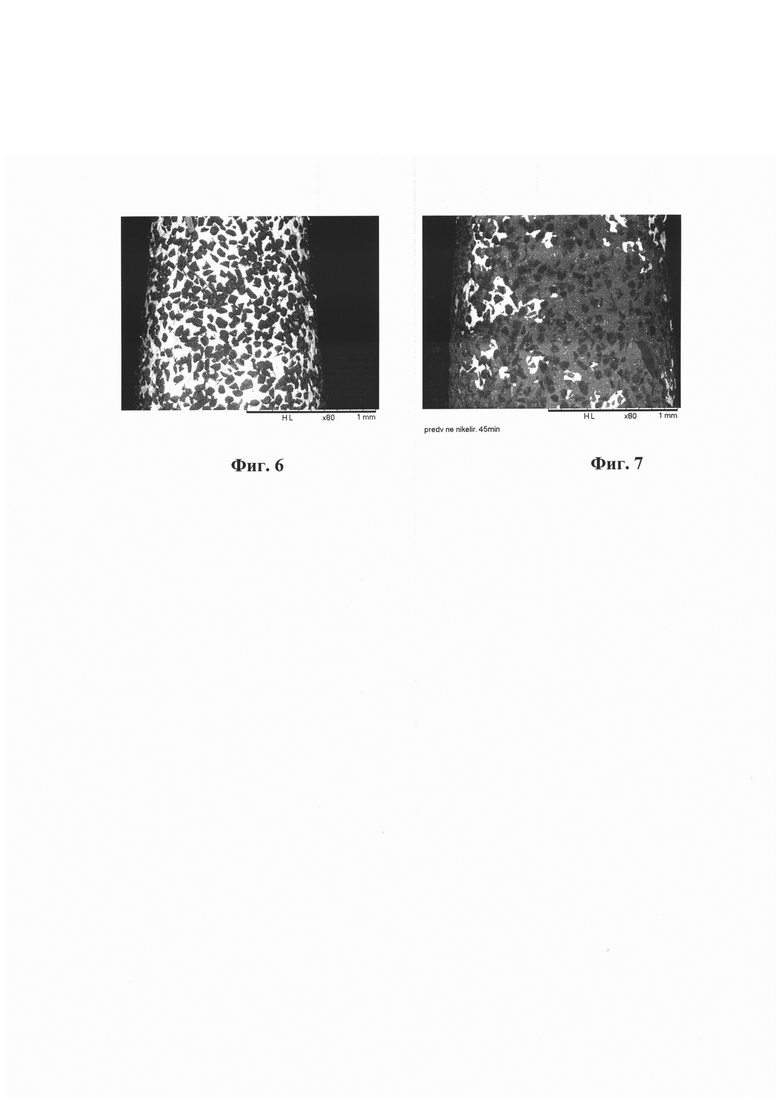
Фиг. 6 Внешний вид рабочей поверхности стандартного инструмент 104.244.018.
Фиг. 7 Внешний вид рабочей поверхности стандартного инструмент 104.244.018 через 45 мин резания стеклотекстолита. Пример осуществления способа.
Сущность предлагаемого способа заключается в нанесении химического никелирования в два этапа с дополнительной стадией термостатирования первого слоя никель-фосфор.
На первом этапе никелирования металлические заготовки стоматологических боров предварительно размагниченные, обезжиривают, промывают холодной водой, затем загружают в колбу с соляной кислотой (раствор готовится из соотношения 1:1) для удаления окалины, ржавчины и окислов с поверхности детали. Заливают в колбу травильный раствор до полного погружения заготовок. Процесс травления идет в течение 5-10 минут при постоянном встряхивании. Кислоту сливают, а боры тщательно промывают проточной водой 5-6 раз. В раствор химического никелирования не должны попасть остатки соляной кислоты и другие загрязнения.
Поверхность боров после травления должна быть однородной, серой без следов потемнения. Электролит готовят следующего состава:
Протравленные и промытые заготовки стоматологических боров загружают в ванну для химического никелирования с нагретым раствором. Плотность загрузки 0,5-2,5 дм2/дм3. Повышенная плотность загрузки - может вызвать выпадение свободного никеля в раствор, потемнение раствора и в результате потемнение рабочей части стоматологических боров.
Процесс химического никелирования ведут при температуре 85-90°С при постоянном перемешивании. Повышение температуры может привести к разложению самого химического раствора, при пониженной температуре резко падает скорость осаждения никеля. Покрытие наносят в течение 30-60 минут. Качество наносимого покрытия контролируют визуально. На первом этапе наносится слой никеля толщиной 5 мкм. Толщину никелевого покрытия проверяют микрометром (толщина никелированной заготовки должна быть 1,585-1,590 мм для боров под турбинные наконечники и 2,335-2,340 мм для боров под прямые и угловые наконечники).
При достижении заданной толщины покрытия заготовки стоматологических боров извлекают из раствора, промывают водой, ацетоном. После чего сушат теплым воздухом при температуре (80±5)°С для предотвращения появления разводов на поверхности, после чего помещают на 1 час в сушильный шкаф при температуре 335°С для уплотнения никелевого покрытия.
Далее заготовки стоматологических боров проходят электрохимическое нанесение и закрепление алмазного порошка на рабочей поверхности бора. Предварительное нанесение никеля на поверхность заготовки значительно уменьшает вероятность возникновения таких видов брака в гальваническом синтезе, как:
- коррозия хвостовика инструмента;
- соприкосновение со стальной заготовкой бора нерастворенного слоя защитной трубки поливинилхлорида, в результате чего химически осажденный никель неравномерно покрывает поверхность по всей длине заготовки.
После процесса электрохимического нанесения и закрепления алмазного порошка на заготовки стоматологических боров наносят химически осажденный никель.
На втором этапе никелируются изделия с нанесенным алмазным порошком.
Аналогично способу, описанному на первом этапе никелирования, проводят подготовку заготовок. Поверхность боров после травления должна быть однородной, без следов потемнения.
Используют электролит согласно первому этапу нанесения слоя никель-фосфор.
Покрытие наносят в течение 30-60 минут. Качество наносимого покрытия контролируют визуально. На втором этапе наносится слой никеля толщиной не менее 5 мкм, до необходимого диаметра хвостовика готового изделия. При достижении заданной толщины покрытия заготовки промывают водой, ацетоном. После чего изделия высушивают.
Пример 1.
Обрабатывали партию стоматологических боров для прямого наконечника 806.104.244.514.018К партия 4768 в количестве 5000 штук. Процесс обработки включал следующие стадии:
1. Химическое обезжиривание поверхности заготовок проводили в растворе, включающей соду кальцинированную, тринатрийфосфат, натрия гидроксид.
Процесс осуществляли при температуре раствора +70°С в течение 15 минут в ультразвуковой ванне.
2. Промывку осуществляли в проточной горячей и холодной воде в течение 4 мин.
3. Травление осуществляли в водном растворе соляной кислоты (раствор готовится из соотношения 1:1) в течение 5 мин при температуре +20°С.
4. Далее промывали в холодной проточной воде в течение 3 мин.
5. Химическое никелирование проводили в предложенном растворе при следующем соотношении компонентов, г/л:
Вода обессоленная до необходимого объема.
Процесс химического никелирования проводили при температуре раствора +85°С в течение 20 мин.
6. Далее осуществили промывку в холодной проточной воде, трех видах ацетона.
7. В заключение изделие просушили теплым воздухом +80°С в течение 10 мин и отправили в жаровой шкаф при температуре 335°С на 60 мин для уплотнения никелевого покрытия.
Заготовки стоматологических боров после первого нанесения слоя никеля получились со сплошным и равномерным покрытием толщиной 5,2 мкм.
Далее было проведено электрохимическое нанесение и закрепление алмазного порошка на рабочей поверхности бора. После проведения процесса за счет предварительного никелирования заготовок поверхность готового изделия получилась без следов коррозии по хвостовику изделия.
На втором этапе никелируются заготовок стоматологических боров с нанесенным алмазным порошком.
8. Химическое обезжиривание поверхности заготовок проводили в растворе, включающей соду кальцинированную, тринатрийфосфат, натрия гидроксид.
Процесс осуществляли при температуре раствора +70°С в течение 15 минут в ультразвуковой ванне.
9. Промывку осуществляли в проточной горячей и холодной воде в течение 4 мин.
10. Травление осуществляли в водном растворе соляной кислоты (раствор готовится из соотношения 1:1) в течение 30 сек при температуре +20°С.
11. Далее промывали в холодной проточной воде в течение 3 мин.
12. Химическое никелирование проводили в предложенном растворе при следующем соотношении компонентов, г/л:
Вода обессоленная до необходимого объема.
Процесс химического никелирования проводили при температуре раствора +85°С в течение 18 мин.
13. Далее осуществили промывку в холодной проточной воде, трех видах ацетона.
14. В заключение заготовки просушили теплым воздухом +80°С в течение 10 мин.
Готовые изделия после второго нанесения слоя никеля получились со сплошным и равномерным покрытием толщиной 10,2 мкм. Поверхность изделия равномерно покрыта никелем, блестит. Толщину никелевого покрытия проверили микрометром (толщина готового изделия получилась 2,345 мм). Проверили режущую способность боров. Провели три цикла стерилизации. Таким образом, можно сделать вывод, что в результате использования предлагаемого способа химического никелирования стоматологических боров в два этапа в готовом инструменте получили повышенную коррозионную устойчивость никелевого покрытия изделия к стерилизации, а также увеличенную режущей способности и меньшую засаливаемость стоматологического бора.
Области кристаллизации сплава никель - фосфор определили посредством дифференциального термического анализа ДТА Ni-P. На на Совмещенном термическом анализаторе, производства Linseis, серии STA РТ 1000 (ТГ-ДСК/ДТА) (Фиг. 1).
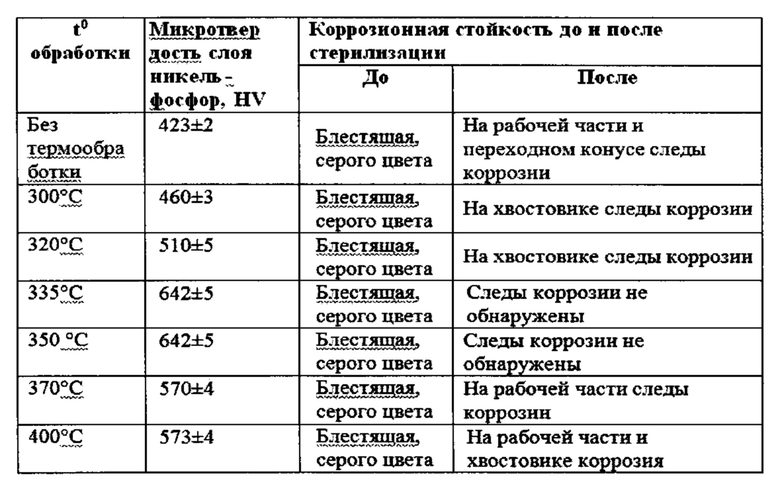
Ручную дезинфекцию, совмещенную с пред стерилизационной очисткой, проводили следующим образом: в емкость, содержащую 1,5% раствор средства для дезинфекции и предстерилизационной очистки «Мегадез», погрузили боры и выдержали в течение 60 минут при температуре 18±20С. Раствор средства «Мегадез» представляет собой дезинфицирующую систему на основе алкилдиметилбензиламмоний хлорида (ЧАС), альдегидов (глутарового и глиоксаля) и изопропилового спирта с рН 4-5. Коррозионную стойкость определяли визуально. При отсутствии следов коррозии, считалось образцы выдержали испытание.
Результаты испытаний на микротвердость и коррозионну стойкость слоя после термостатирования при различных температурах представлены в таблице 1.

Сравнительный анализ эксплуатационных характеристик стандартного инструмента, стандартного с дополнительным этапом термостатирования и инструмента, изготовленного предложенным способом с добавлением стадии термостатирования при 335°С и нанесения второго слоя химически осажденного никеля - при резании пластины стеклотекстолита представлен в таблице 2.
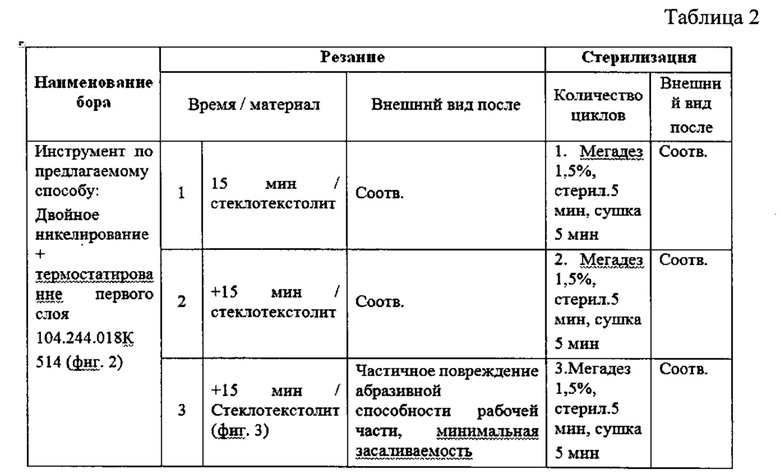
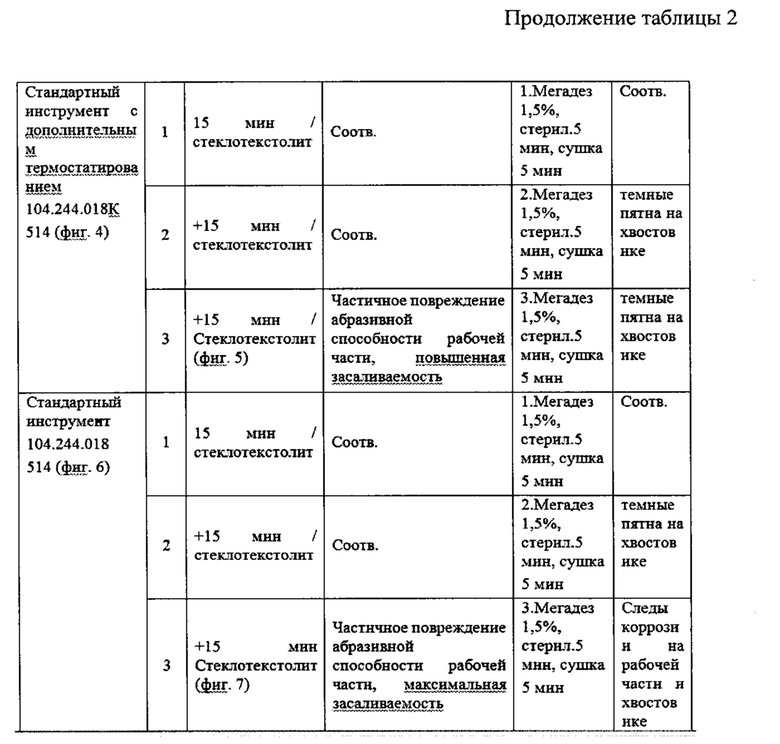
В результате использования предлагаемого способа химического никелирования стоматологических боров в два этапа с введением стадии термостатирования первого нанесенного слоя никель-фосфор при 335°С в готовом инструменте получают повышенную коррозионную устойчивость никелевого покрытия изделия к стерилизации. А также за счет нанесения меньшего слоя химического никеля на бор после электрохимического процесса, алмазный порошок на рабочей части изделия менее зарощен декоративным никелем, что приводит к увеличению режущей способности и меньшей засаливаемости стоматологического бора.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления алмазного инструмента на гальванической связке с повышенной износостойкостью, модифицированной углеродными нанотрубками | 2016 |
|
RU2660434C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАТРИЦ ДЛЯ ЗАГОТОВОК ЭЛЕМЕНТОВ СВЕТООТРАЖАЮЩИХ СИСТЕМ | 2013 |
|
RU2525705C1 |
| Способ изготовления алмазного инструмента | 2017 |
|
RU2647723C1 |
| СПОСОБ ПОЛУЧЕНИЯ НИКЕЛЬ-АЛМАЗНОГО ПОКРЫТИЯ | 2016 |
|
RU2639411C2 |
| СПОСОБ ХИМИЧЕСКОГО НИКЕЛИРОВАНИЯ И РАСТВОР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2544319C1 |
| Способ получения композиционного металл-алмазного покрытия на поверхности медицинского изделия, дисперсная система для осаждения металл-алмазного покрытия и способ ее получения | 2020 |
|
RU2746730C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВЕТОПОГЛОЩАЮЩИХ ЭЛЕМЕНТОВ ОПТИЧЕСКИХ СИСТЕМ НА ТИТАНОВЫХ ПОДЛОЖКАХ | 2017 |
|
RU2660408C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВЕТОПОГЛОЩАЮЩИХ ЭЛЕМЕНТОВ ОПТИЧЕСКИХ СИСТЕМ НА ПОДЛОЖКАХ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ | 2018 |
|
RU2683883C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОПЛЕНОЧНОГО СВЕТООТРАЖАЮЩЕГО ЭЛЕМЕНТА ДЛЯ ОПТИЧЕСКИХ СИСТЕМ | 2013 |
|
RU2535894C1 |
| Способ изготовления алмазного режущего инструмента с металлической гальванической связкой никель-хром | 2022 |
|
RU2785208C1 |
Изобретение относится к области химического нанесения металлических покрытий и может быть использовано при изготовлении стоматологических боров из инструментальных углеродистых и высоколегированных коррозионно-стойких нержавеющих сталей. Способ включает приготовление раствора для химического осаждения никель-фосфорного покрытия, подготовку поверхности заготовок путем химического обезжиривания, промывку водой, травление, вторую промывку, химическое осаждение никель-фосфорного покрытия при температуре 85-90°С при постоянном перемешивании, третью промывку и сушку. Далее заготовки извлекают из раствора, промывают водой, ацетоном, сушат теплым воздухом при температуре 80±5°С и после помещают на 60 мин в сушильный шкаф при температуре 335°С для уплотнения никель-фосфорного покрытия. Затем проводят электрохимическое нанесение и закрепление алмазного порошка на рабочей поверхности заготовок бора. После повторяют указанную подготовку поверхности и проводят повторное химическое осаждение никель-фосфорного покрытия с окончательной сушкой. Обеспечивается получение защитного покрытия заготовок стоматологических боров, обладающего повышенной твердостью, коррозионной стойкостью и стойкостью к износу. 7 ил., 2 табл., 1 пр.
Способ химического никелирования заготовок стоматологических боров, включающий приготовление раствора для химического осаждения никель-фосфорного покрытия путем последовательного растворения компонентов, подготовку поверхности заготовок путем химического обезжиривания, промывку водой, травление, вторую промывку, химическое осаждение никель-фосфорного покрытия, третью промывку и сушку, причем химическое осаждение никель-фосфорного покрытия проводят при температуре 85-90°С при постоянном перемешивании до достижения заданной толщины никель-фосфорного покрытия, далее заготовки извлекают из раствора, промывают водой, ацетоном, после чего сушат теплым воздухом при температуре 80±5°С, отличающийся тем, что после сушки заготовки помещают на 60 мин в сушильный шкаф при температуре 335°С для уплотнения никель-фосфорного покрытия, затем проводят электрохимическое нанесение и закрепление алмазного порошка на рабочей поверхности заготовок бора, затем повторяют указанную подготовку поверхности и проводят повторное химическое осаждение никель-фосфорного покрытия с теми же параметрами и окончательно высушивают теплым воздухом при температуре 80±5°С.
| СПОСОБ ХИМИЧЕСКОГО НИКЕЛИРОВАНИЯ СТАЛЬНЫХ ДЕТАЛЕЙ | 1996 |
|
RU2091502C1 |
| СПОСОБ ХИМИЧЕСКОГО НИКЕЛИРОВАНИЯ И РАСТВОР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2544319C1 |
| Способ изготовления алмазного инструмента | 2017 |
|
RU2647723C1 |
| Композиционное металл-алмазное покрытие, способ его получения, алмазосодержащая добавка электролита и способ ее получения | 2018 |
|
RU2699699C1 |
| WO 2011094441 A1, 04.08.2011 | |||
| CN 102011168 A, 13.04.2011. | |||
