Настоящее изобретение относится к способу, позволяющему оценить температуру и толщину оксидного слоя полосовой стали.
Полосовая сталь проходит несколько термических обработок для улучшения её свойств. В большинстве таких обработок полосовую сталь нагревают выше определённой температуры, а затем более или менее быстро охлаждают.
Одним из наиболее распространённых видов термической обработки является отжиг, позволяющий повысить пластичность полосовой стали и снизить её твердость. В этом процессе полосу нагревают и выдерживают выше температуры рекристаллизации, а затем охлаждают. В процессе отжига поверхность полосы постепенно окисляется и, как правило, на её поверхности образуется слой оксида. Однако в зависимости от нескольких факторов (таких как условия отжига: например, температура, точка росы, атмосфера и марка стали) толщина слоя оксидов варьируется от 0 до 200 нм. Как правило, оксидный слой в основном состоит из FeO, исходя из термодинамических условий.
Контроль температуры полосы и толщины оксидного слоя имеет ключевое значение для обеспечения соответствующего качества полосы, контроля процесса и адаптации последующих стадий процесса. В печи отжига этот контроль обычно осуществляют с помощью пирометров, использующих излучение полосы для измерения температуры.
Тем не менее, изменение толщины оксидного слоя влияет на измерение температуры, выполняемое пирометрами. Действительно, предполагается, что чем толще оксидный слой, тем выше коэффициент излучения и тем больше интенсивность регистрируемого сигнала пирометрами. Однако повышение температуры стали также приводит к более высокому регистрируемому сигналу. Следовательно, пирометр не может надёжно определить наличие оксидного слоя, не говоря уже о его толщине. Когда интенсивность регистрируемого сигнала увеличивается, невозможно определить, связано ли это с повышением температуры, толщины оксидного слоя или того и другого.
Таким образом, температура, измеренная пирометром, ненадёжна, поскольку не учитывает изменение коэффициента излучения из-за изменения толщины оксидного слоя. Поэтому к температуре, определяемой пирометрами, применяется коэффициент, зависящий от коэффициента излучения измеряемого слоя. Было разработано несколько способов оценки температуры и коэффициента излучения полосовой стали во время отжига.
JP 09 033 464 раскрывает способ онлайн-измерения толщины окалины. Предложен шестистадийный процесс, включающий следующие стадии:
- детектирование в печи отжига инфракрасного излучения,
- определение первой яркостной температуры S1 при длине волны L1 между 12 и 20 мкм, причём предполагается, что коэффициент излучения не зависит от толщины окалины,
-определение второй яркостной температуры S2 при длине волны L2 между 2,5 и 4 мкм, при этом коэффициент излучения зависит от толщины окалины,
- определение температуры стального листа по коэффициентам излучения при L1 и S1
- расчёт коэффициента излучения e2 при L2 на основе определённой температуры стального листа и яркостной температуры S2,
- определение толщины оксида по коэффициенту излучения e2.
Надёжность этого измерения ограничена, поскольку, хотя коэффициент излучения почти постоянен в диапазоне от 12 до 20 мкм, его изменение в процентах не является незначительным и может привести к погрешности измерения температуры более чем на 50°C. Кроме того, на коэффициент излучения в этой области длин волн особенно влияют мешающие потоки в промышленных условиях, которые снижают надёжность определения температуры.
В JP 11324839 описан способ точного измерения толщины оксидной плёнки, сформированной на стальном листе. Способ включает две стадии:
принятие того, что температура стали равна температуре выдержки стали,
- измерение энергетической яркости поверхности стального листа при нескольких длинах волн от 2,5 до 10 мкм,
- определение толщины оксидной плёнки по соотношению энергетической яркости, толщины оксидной плёнки и коэффициента излучения.
Надёжность этого измерения ограничена, поскольку в промышленности целевая температура выдержки может отличаться от температуры выдержки в печи. Кроме того, может быть несоответствие температуры между температурой выдержки и температурой стали во время измерения энергетической яркости.
Следовательно, необходима разработка способа, позволяющего точно и достоверно определять температуру полосовой стали с целью повышения достоверности и точности измерения толщины её оксидного слоя.
Эта цель достигается за счёт предложения способа по пункту 1 формулы изобретения. Способ также может включать любые характеристики по пунктам 2-8. Пункты 9-11 относятся к способам термической обработки с использованием измерения, выполненного по пунктам 1-8.
Другие характеристики и преимущества изобретения станут очевидными из последующего подробного описания изобретения.
Для иллюстрации изобретения будут описаны различные осуществления и испытания в неограничивающих примерах, в частности, со ссылкой на следующие фигуры:
фиг. 1 представляет блок-схемы способа измерения известного уровня техники и заявленного в настоящем изобретении;
фиг. 2 иллюстрирует стадии осуществления настоящего изобретения;
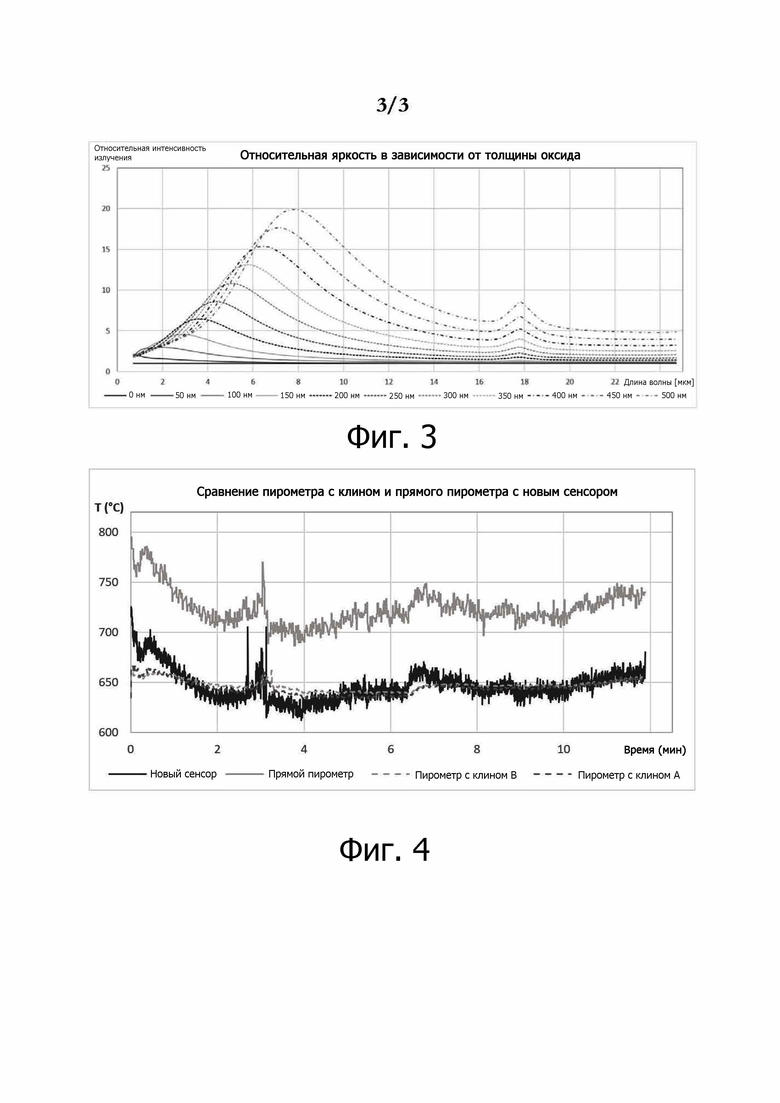
фиг. 3 является графиком, представляющим относительную яркость в зависимости от длины волны для полосовой стали, имеющей различную толщину оксидного слоя;
фиг. 4 представляет два измерения температуры, одно в соответствии с известным уровнем техники, другое в соответствии со способом по настоящему изобретению.
Изобретение относится к способу оценки толщины оксида и температуры, нагретой полосовой стали, подвергаемой термообработке при температуре от 100°С до 1100°С, включающему стадии:
1) Измерение, по меньшей мере, двух значений интенсивности излучения при разных длинах волн в диапазоне от 1 до 5 мкм, испускаемого указанной нагретой полосовой сталью,
2) Оценка температуры указанной нагретой полосовой стали, TОЦЕН, на основе
- указанных, по меньшей мере, двух измеренных интенсивностей излучения и
- эталонной интенсивности излучения, по меньшей мере, при эталонной длине волны, испускаемого эталонной полосовой сталью, имеющей определённую толщину оксидного слоя,
3) Оценка коэффициента излучения указанной нагретой полосовой стали, εОЦЕН, с использованием, по меньшей мере, одного из указанных измеренных значений интенсивности излучения и определённой температуры TОЦЕН,
4) Оценка толщины оксида (далее оксид - Ох), OxОЦЕН, указанной нагретой полосовой стали с использованием указанного определённого коэффициента излучения, εОЦЕН.
Термическая обработка, проводимая при температуре от 100°С до 1100°С, может представлять собой обработку отжигом, включающую стадию нагрева и стадию выдержки. Кроме того, после указанной термической обработки полосовую сталь можно охлаждать и наносить покрытие.
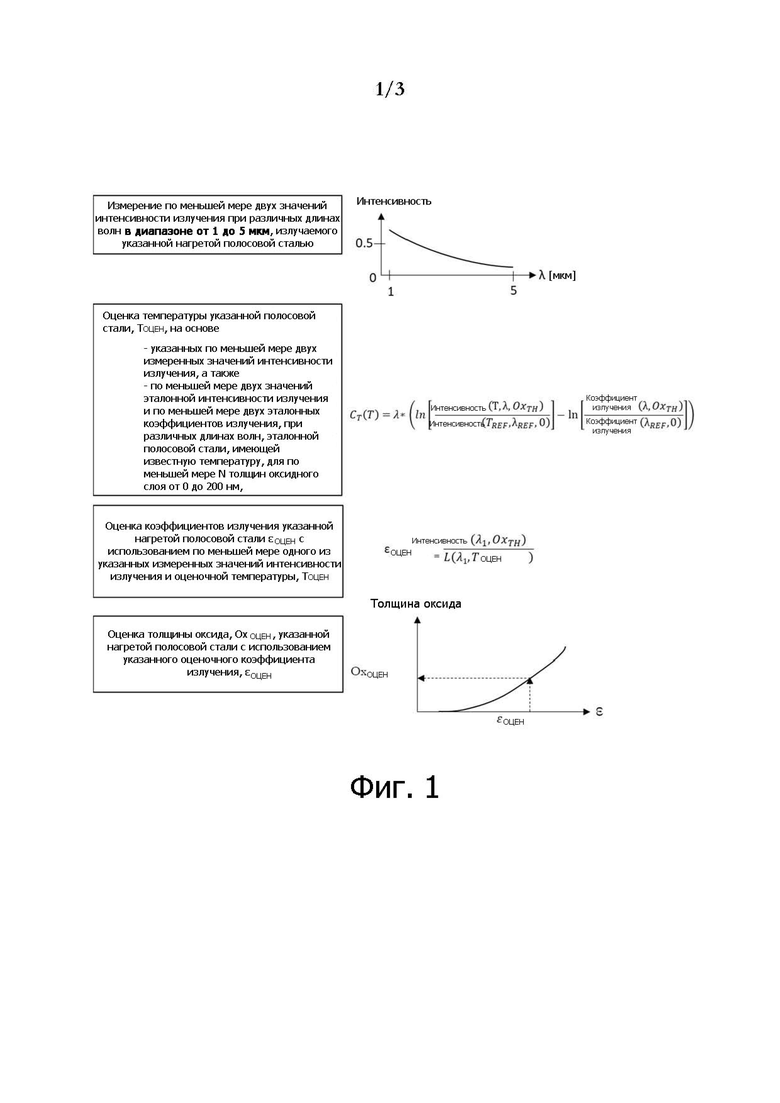
Стадии заявляемого способа проиллюстрированы на фиг. 1.
На первой стадии процесса любым подходящим измерительным средством измеряют интенсивность, по меньшей мере, двух значений излучения, испускаемого нагретой полосовой стали, при разных длинах волн в области 1 - 5 мкм. Например, измеряют первую интенсивность излучения при длине волны 2 мкм и измеряют вторую интенсивность излучения при длине волны 4 мкм. Измерительными средствами могут быть два спектрометра или гиперспектральная камера. Эта первая стадия представлена на фиг. 1 графиком, иллюстрирующим интенсивность излучения в зависимости от длины волны, которая может быть получена указанными подходящими средствами измерения.
Длина волны измеряемой интенсивности предпочтительно составляет не более 5 мкм, так как диапазон 5 - 8 мкм лежит в области поглощения воздуха, а также потому, что чем больше длина волны, тем больше погрешность оценки разности температур, поскольку она может быть выведена из следующего уравнения:

Интенсивность излучения при каждой длине волны, определённая регистрирующим средством, зависит главным образом от двух факторов: энергетической яркости и коэффициента излучения нагретой полосовой стали. Далее λ относится к длине волны, T относится к температуре полосовой стали, а OxTH относится к толщине оксидного слоя.
Энергетическая яркость полосовой стали, Энергетическая яркость (λ, T), зависит только от температуры полосовой стали и измеренной длины волны в соответствии с законом Планка.
Коэффициент излучения конкретной марки полосовой стали, Коэффициент излучения (λ, OxTH), зависит от толщины оксидного слоя и длины волны. Следовательно, регистрируемая интенсивность может быть определена уравнением (1):
(1) Интенсивность (T, λ, OxTH) = Коэффициент излучения (λ,OxTH )* Энергетическая яркость (λ,T)
На второй стадии цель состоит в том, чтобы точно оценить температуру нагретой полосовой стали, используя указанные измеренные по меньшей мере две интенсивности излучения и, по меньшей мере две интенсивности эталонного излучения, при разных длинах волн, испускаемого эталонной полосовой сталью, имеющей известную температуру, для по меньшей мере N толщин оксидного слоя от 0 до 200 нм. Указанные N толщин оксидного слоя обозначаются как OxTHn.
N является целым числом. Предпочтительно N больше 10. Ещё более предпочтительно N больше 25. Предпочтительно шаг между каждой эталонной толщиной оксидного слоя составляет 5 нм.
Один из способов достижения этого будет представлен ниже. Члены уравнения (1) можно разделить на интенсивность излучения эталонной полосовой стали, что приводит к уравнению (2).

Из уравнения (2) можно легко вывести уравнение (3).
(3)

 Член
Член  , равный
, равный  , который может быть выражен в виде CT(T)/λ, где CT(T) равен
, который может быть выражен в виде CT(T)/λ, где CT(T) равен  , где T - температура нагретой полосовой стали, TREF представляет температуру эталонной полосовой стали и C2 является постоянной в формуле Планка, равной
, где T - температура нагретой полосовой стали, TREF представляет температуру эталонной полосовой стали и C2 является постоянной в формуле Планка, равной  , где h является постоянной Планка, а k - постоянная Больцмана.
, где h является постоянной Планка, а k - постоянная Больцмана.
Может быть определён линеаризованный коэффициент излучения, равный:  . Комбинируя указанный линеаризованный коэффициент излучения и указанные по меньшей мере два эталонных коэффициента излучения эталона при разных длинах волн эталонной полосовой стали, имеющей известную температуру, для по меньшей мере N толщин оксидного слоя от 0 до 200 нм, можно аппроксимировать линеаризованный коэффициент излучения с помощью линейной функции. Например, указанная линейная функция может иметь наклон «a» и точку пересечения с осью y «b», где «a» и «b» аппроксимируются с использованием полиномиальной функции. Например, «a» = a1 x OxN2 + a2 x OxN + a3, а «b» = b1 x OxN2 + b2 x OxN + b3.
. Комбинируя указанный линеаризованный коэффициент излучения и указанные по меньшей мере два эталонных коэффициента излучения эталона при разных длинах волн эталонной полосовой стали, имеющей известную температуру, для по меньшей мере N толщин оксидного слоя от 0 до 200 нм, можно аппроксимировать линеаризованный коэффициент излучения с помощью линейной функции. Например, указанная линейная функция может иметь наклон «a» и точку пересечения с осью y «b», где «a» и «b» аппроксимируются с использованием полиномиальной функции. Например, «a» = a1 x OxN2 + a2 x OxN + a3, а «b» = b1 x OxN2 + b2 x OxN + b3.
Аналогичным образом линеаризованная интенсивность может быть определена как равная:  . Путём объединения указанной линеаризованной интенсивности и указанных по меньшей мере двух значений эталонной интенсивности излучения при разных длинах волн, испускаемого эталонной полосовой сталью, имеющей известную температуру, для указанных по меньшей мере N толщин оксидного слоя от 0 до 200 нм, можно аппроксимировать линеаризованную интенсивность с помощью линейной функции.
. Путём объединения указанной линеаризованной интенсивности и указанных по меньшей мере двух значений эталонной интенсивности излучения при разных длинах волн, испускаемого эталонной полосовой сталью, имеющей известную температуру, для указанных по меньшей мере N толщин оксидного слоя от 0 до 200 нм, можно аппроксимировать линеаризованную интенсивность с помощью линейной функции.
Например, указанная линейная функция может иметь наклон «a» и точку пересечения с осью y «b». «a» и «b» могут быть аппроксимированы с помощью полиномиальной функции.
Например, ‘a’ = a1 x OxN² + a2 x OxN + a3, and b= b1 x OxN² + b2 x OxN + b3 + CT(T).
Комбинируя уравнение 3 с линеаризованными интенсивностью и коэффициентом излучения, можно получить следующее уравнение:

Затем CT(T) можно найти, решая системы уравнений. Решение систем уравнений приводит к двум парам значений толщины оксида, связанных с CТ(T), т.е. с температурой нагретой стали. Специалист в данной области техники может легко исключить пару, представляющую несогласованное значение, установив допустимую область значений. Например, значение толщины оксида, являющееся отрицательным или превышающее пороговое значение (такое как 500 нм), или температура стали выше, чем температура плавления стали, могут рассматриваться как невозможные.
Это позволяет найти расчётную температуру нагретого стального листа, TОЦЕН.
Чем больше количество значений измеренной интенсивности излучения, эталонной интенсивности излучения и эталонного коэффициента излучения, тем точнее коэффициенты полинома и, следовательно, выше точность оцениваемой температуры.
Предпочтительно эталонная стальная полоса и нагретая стальная полоса имеют аналогичный состав или являются сталью одной и той же марки. Ещё более предпочтительно указанная эталонная стальная полоса имеет тот же состав, что и нагретая стальная полоса.
Как известно, согласно закону Планка, коэффициент излучения тела можно рассчитать, если известна его температура. Следовательно, на третьей стадии коэффициент излучения нагретой полосовой стали может быть оценен с использованием закона Планка и расчётной температуры TОЦЕН. Например, уравнение (5), где L представляет яркость по закону Планка, можно использовать для оценки коэффициента излучения. Это показано на фиг. 1. Расчётный коэффициент излучения обозначен как εОЦЕН.

Более одного коэффициента излучения нагретой полосовой стали можно оценить, используя более одного из указанных по меньшей мере двух измеренных интенсивностей излучения.
На четвёртой стадии толщина оксида железа может быть оценена с использованием вычислительного устройства, при этом толщина оксида железа строится на графике в зависимости от коэффициента излучения полосовой стали при определённой длине волны. Такая кривая представлена на фиг. 1, где толщина оксидного слоя представлена в зависимости от коэффициента излучения оксида FeO при определённой длине волны.
Может быть оценена не только толщина оксида нагретой полосовой стали путём использования более чем одного расчётного коэффициента излучения.
В настоящем изобретении температура полосовой стали оценивается с использованием измерений и эталонных значений. Напротив, в известном уровне техники температура оценивалась с использованием прогнозируемой температуры процесса или двух яркостных температур, как показано на фиг. 2. Кроме того, предположение о том, что коэффициент излучения не зависит от толщины окалины для длины волны от 12 до 20 мкм, неверно, как показано на фиг. 3, где относительная яркость представлена в виде функции длины волны для толщины оксида от 0 до 500 нм.
Таким образом, оцениваемая температура по настоящему изобретению определяется более точно и надёжно, поскольку она учитывает состояние поверхности (например, истинный коэффициент излучения) нагретой полосовой стали. Следовательно, это также позволяет улучшить оценку толщины оксидного слоя.
Предпочтительно, чтобы указанная нагретая стальная полоса двигалась.
Предпочтительно на стадии 1) измеряют, по меньшей мере, десять значений интенсивности излучения, испускаемого указанной нагретой полосовой сталью, при различных длинах волн в области 1-5 мкм, а на стадии 2) ТОЦЕН оценивают, используя указанные, по меньшей мере, десять значений интенсивности излучения. Более предпочтительно на стадии 1) измеряют, по меньшей мере, двадцать значений интенсивности излучения, испускаемого полосовой сталью, при различных длинах волн в области 1-5 мкм и на стадии 2) TОЦЕН оценивают с использованием указанных, по меньшей мере, двадцати значений интенсивности излучения. Чем больше используется значений интенсивности излучения, тем надёжнее оценки.
Предпочтительно указанные по меньшей мере два значения интенсивности излучения имеют разность длин волн, по меньшей мере, 0,1 мкм, более предпочтительно, по меньшей мере, 0,5 мкм и более предпочтительно, по меньшей мере, 1 мкм. По-видимому, чем больше разность длин волн, тем точнее будет оценка температуры.
Предпочтительно нагретая стальная полоса и эталонная стальная полоса имеют сходный состав. Предпочтительно состав нагретой полосовой стали и эталонной стали имеет для каждого элемента различие в массовых долях не более 10%, более предпочтительно не более 5% и ещё более предпочтительно не более 2%. Например, при разнице массовых долей максимум 10%, если нагретая стальная полоса содержит 5% кремния, эталонная стальная полоса содержит от 4,5% до 5,5% кремния.
Предпочтительно полосовая сталь находится при температуре от 500°С до 1100°С. Такой диапазон температур позволяет увеличить энергетическую яркость полосы в диапазоне 1-5 мкм, что повышает точность измерения. Температура полосовой стали в этом диапазоне предпочтительно наблюдается во время процесса отжига.
Более предпочтительно указанную термообработку проводят при температуре от 500°С до 1100°С, а на указанной стадии 1) диапазон длин волн измеряемых, по меньшей мере, двух значений интенсивности излучения составляет от 1 до 1,7 мкм. Этот диапазон длин волн является предпочтительным для этого диапазона температур, потому что изменение толщины окисленного слоя существенно влияет на коэффициент излучения по сравнению с другими диапазонами длин волн в интервале от 1 до 5 мкм. Во-вторых, этот диапазон оказывает наименьшее влияние на неопределённость измерения расчётной температуры на основе расчётного коэффициента излучения, поскольку находится в диапазоне от 1 до 5 мкм.
Предпочтительно указанную термообработку проводят при температуре от 100°С до 500°С, а на указанной стадии 1) диапазон длин волн в котором измеряют, по меньшей мере, два значения интенсивности излучения составляет от 3 до 5 мкм. Такой диапазон является предпочтительным, поскольку изменение интенсивности излучения для этого диапазона температур в этой области больше, чем в диапазоне от 1 до 3 мкм.
Предпочтительно указанные стадии 1) - 4) повторяют для нескольких точек нагретой поверхности полосовой стали. Более предпочтительно указанные стадии 1) - 4) выполняют для нескольких точек по ширине нагретой полосовой стали и по длине нагретой полосовой стали. Выполнение стадий 1) - 4) в нескольких точках поверхности нагретой полосовой стали позволяет составить карту толщины оксидного слоя и температуры нагретой полосовой стали в разных местах нагретой полосовой стали. Предпочтительно измерения проводят близко к краям полосы и близко к середине по ширине полосы.
Предпочтительно способ включает стадию картирования толщины оксида и температуры указанной полосовой стали с использованием расчётных толщин оксида и температур в указанных нескольких точках поверхности полосовой стали.
Изобретение также относится к способу термической обработки нагретой полосовой стали, выполняемой в печи, в котором осуществляют ранее описанный способ и используют указанную ТОЦЕН для контроля температуры печи.
Предпочтительно указанная печь включает секцию нагрева и секцию выдержки, ранее описанный способ выполняется в указанной секции нагрева, а указанная ТОЦЕН используется для контроля температуры печи во время указанной стадии нагрева.
Во время стадий нагрева и выдержки целевые температуры для нагретой полосовой стали устанавливаются для достижения необходимых свойств. Благодаря описанному выше способу можно более точно и надежно контролировать температуру нагретой полосовой стали. Следовательно, температура печи и количество тепла, подводимого к нагретому стальному листу, могут варьироваться для согласования ТОЦЕН с заданной температурой.
Изобретение также относится к способу термической обработки полосовой стали, включающему стадию нагрева и стадию выдержки, выполняемому в печи, включающей горелки с регулируемой мощностью по ширине указанной нагретой полосовой стали, при этом описанный ранее способ выполняют во время указанной стадии нагрева и указанная расчётная толщина оксида OxОЦЕН используется для изменения мощности указанных горелок вдоль указанной нагретой полосовой стали и для гомогенизации толщины оксида по ширине указанной нагретой полосовой стали.
Поскольку по ширине полосы оценивается несколько значений толщины оксида, можно оценить изменение толщины оксида по ширине полосы. Затем можно изменять мощность горелок, чтобы гомогенизировать толщину оксида по ширине нагретой полосовой стали.
Экспериментальные результаты
Проведён сравнительный эксперимент для оценки надёжности заявляемого способа. В этом эксперименте температуру нагретой полосовой стали измеряют тремя различными методами: пирометрами, методом измерения с клином и способом согласно настоящему изобретению. Результаты представлены на фиг. 4.
Известно, что метод измерения с клином является очень надёжным для стабильных условий, когда температура более или менее постоянна, но ненадежен для нестабильных условий, когда температура полосовой стали меняется.
На фиг. 4, где температура стабильна в течение примерно 12 минут, отчетливо видно, что расчётная температура по предложенному способу ближе к температуре, измеренной средством измерения с клином, чем к температуре, измеренной пирометрами. Следовательно, предложенный способ обеспечивает более точный способ.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ПРОДУКЦИИ, ВКЛЮЧАЮЩИЙ СТАДИЮ ПОЛУЧЕНИЯ ХАРАКТЕРИСТИК СЛОЯ ОКСИДОВ НА ДВИЖУЩЕЙСЯ СТАЛЬНОЙ ПОДЛОЖКЕ | 2016 |
|
RU2702818C2 |
| ОПРЕДЕЛЕНИЕ ТЕМПЕРАТУРЫ СТАЛЬНОГО ИЗДЕЛИЯ | 2021 |
|
RU2816834C1 |
| СПОСОБ ФОРМИРОВАНИЯ ТОНКИХ ПЛЕНОК, УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ТОНКИХ ПЛЕНОК И СПОСОБ МОНИТОРИНГА ПРОЦЕССА ФОРМИРОВАНИЯ ТОНКИХ ПЛЕНОК | 2003 |
|
RU2324765C2 |
| Способ получения люминесцирующей оксидной композиции для преобразователя излучения в источниках белого света | 2023 |
|
RU2818556C1 |
| ДАТЧИК С ПОЛОСОВЫМИ ФИЛЬТРАМИ | 2010 |
|
RU2493554C2 |
| СПОСОБ ФОРМИРОВАНИЯ СЛОЯ ОДНОФАЗНОГО ОКСИДА (Fe, Cr)O С РОМБОЭДРИЧЕСКОЙ СТРУКТУРОЙ НА ПОДЛОЖКЕ ИЗ СТАЛИ ИЛИ ЖАРОПРОЧНОГО СПЛАВА | 2019 |
|
RU2769915C1 |
| Способ получения люминесцентной керамики, содержащей фазу YAG:Ce, для источников белого света | 2023 |
|
RU2808387C1 |
| НАНЕСЕННЫЙ НА ДИОКСИД КРЕМНИЯ КАТАЛИЗАТОР | 2012 |
|
RU2564418C2 |
| ЗАЩИТНЫЙ ЭЛЕМЕНТ С АХРОМАТИЧЕСКИМИ ХАРАКТЕРИСТИКАМИ | 2011 |
|
RU2591770C2 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2018 |
|
RU2698481C1 |

Настоящее изобретение относится к способу, позволяющему оценить температуру и толщину оксидного слоя полосовой стали. Предложен способ оценки толщины оксида и температуры нагретой полосовой стали, подвергаемой термической обработке, выполняемой при температуре от 100°С до 1100°С, включающий следующие стадии: 1) измерение по меньшей мере двух значений интенсивности излучения при разных длинах волн в диапазоне от 1 до 5 мкм, испускаемого указанной нагретой полосовой сталью; 2) оценку температуры указанной нагретой полосовой стали, ТОЦЕН, на основе - указанных по меньшей мере двух измеренных значений интенсивности излучения, а также - эталонной интенсивности излучения, при по меньшей мере эталонной длине волны, испускаемого эталонной полосовой сталью, имеющей определённую толщину оксидного слоя; 3) оценку коэффициента излучения указанной нагретой полосовой стали, εОЦЕН , с использованием по меньшей мере одного из указанных измеренных значений интенсивности излучения и оценочной температуры, ТОЦЕН; 4) оценку толщины оксида, OxОЦЕН, указанной нагретой полосовой стали с использованием указанного оценочного коэффициента излучения, εОЦЕН. Также предложен способ термической обработки полосовой стали. Технический результат – повышение точности и информативности получаемых данных. 3 н. и 8 з.п. ф-лы, 4 ил.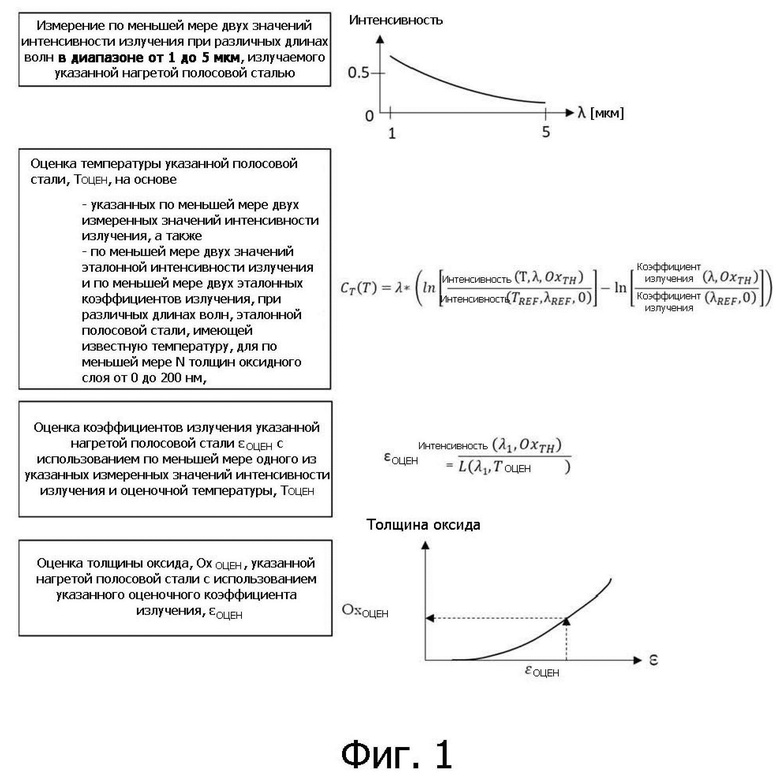
1. Способ оценки толщины оксида и температуры нагретой полосовой стали, подвергаемой термической обработке, проводимой при температуре от 100°С до 1100°С, включающий стадии, на которых:
1) измеряют по меньшей мере два значения интенсивности излучения при разных длинах волн в диапазоне от 1 до 5 мкм, испускаемого указанной нагретой полосовой сталью,
2) оценивают температуру указанной нагретой полосовой стали, ТОЦЕН, на основе
- указанных по меньшей мере двух значений измеренной интенсивности излучения, а также
- по меньшей мере двух эталонных значений интенсивности излучения и по меньшей мере двух эталонных коэффициентов излучения при разных длинах волн эталонной полосовой стали, имеющей известную температуру, для по меньшей мере N толщин оксидного слоя от 0 до 200 нм,
3) оценивают коэффициент излучения указанной нагретой полосовой стали, εОЦЕН, с использованием по меньшей мере одного из указанных измеренных значений интенсивности излучения и оценочной температуры, ТОЦЕН,
4) оценивают толщину оксида, OxОЦЕН, указанной нагретой полосовой стали с использованием указанного оценочного коэффициента излучения, εОЦЕН.
2. Способ по п. 1, в котором указанная нагретая стальная полоса движется.
3. Способ по п. 1 или 2, в котором на стадии 1) измеряют по меньшей мере десять значений интенсивности излучения, испускаемого указанной нагретой полосовой сталью, при различных длинах волн в диапазоне 1-5 мкм, а на стадии 2) ТОЦЕН оценивают с использованием указанных по меньшей мере десяти значений интенсивности излучения.
4. Способ по п. 3, в котором на стадии 1) измеряют по меньшей мере двадцать значений интенсивности излучения, испускаемого полосовой сталью, при различных длинах волн в диапазоне 1-5 мкм, и на стадии 2) TОЦЕН оценивают с использованием указанных по меньшей мере двадцати значений интенсивности излучения.
5. Способ по любому из пп. 1-4, в котором указанные по меньшей мере два значения интенсивности излучения измеряют при разнице длин волн по меньшей мере 0,1 мкм, более предпочтительно, по меньшей мере 0,5 мкм и ещё более предпочтительно, по меньшей мере 1 мкм.
6. Способ по любому из пп. 1-5, в котором указанную термообработку проводят при температуре от 500°С до 1100°С, а на указанной стадии 1) измеряют по меньшей мере два значения интенсивности излучения в диапазоне длин волн 1-1,7 мкм.
7. Способ по любому из пп. 1-5, в котором указанную термообработку проводят при температуре от 100°С до 500°С, а на указанной стадии 1) измеряют по меньшей мере два значения интенсивности излучения в диапазоне длин волн 3-5 мкм.
8. Способ по любому из пп. 1-7, в котором стадии 1) - 4) повторяют для нескольких точек нагретой поверхности полосовой стали.
9. Способ термической обработки нагретой полосовой стали, выполняемой в печи, характеризующийся тем, что осуществляют способ по пп. 1-8, и указанную ТОЦЕН используют для контроля температуры печи.
10. Способ по п. 9, в котором указанная печь включает секцию нагрева и секцию выдержки, а указанный способ по пп. 1-8 осуществляют в указанной секции нагрева, а указанную ТОЦЕН используют для контроля температуры печи во время указанной стадии нагрева.
11. Способ термической обработки полосовой стали, включающий стадию нагрева и стадию выдержки, осуществляемый в печи, содержащей горелки с регулируемой мощностью по ширине указанной нагретой полосовой стали, в котором во время указанной стадии нагрева выполняют способ по пп. 1-8, и указанную оценочную толщину оксида, OxОЦЕН, используют для регулирования мощности указанных горелок вдоль указанной нагретой полосовой стали и для гомогенизации толщины оксида по ширине указанной нагретой полосовой стали.
| JP 2020008484 A, 16.01.2020 | |||
| Устройство для пропитки сырой древесины с торца | 1980 |
|
SU933464A1 |
| JPH 03293504 A, 25.12.1991 | |||
| СТРЕЛОВОЕ ОБОРУДОВАНИЕ К ГРУЗОПОДЪЕМНОМУКРАНУ | 0 |
|
SU440329A1 |
| WO 2017130251 A1, 03.08.2017 | |||
| CN 108344390 A, 31.07.2018 | |||
| ТЕПЛОВОЙ СПОСОБ КОНТРОЛЯ ОСТАТОЧНОЙ ТОЛЩИНЫ ИЗДЕЛИЙ | 1984 |
|
SU1840189A1 |

