ОБЛАСТЬ ТЕХНИКИ
Предлагаемое изобретение относится к способу и устройству для управляемого разделения (резки) твердых прозрачных и полупрозрачных хрупких материалов, в том числе - закаленных и сверхтвердых, при помощи процесса лазерного филаментационного разделения (ЛФР), и может быть использовано в производстве смартфонов, планшетов, носимой электроники, а также в автомобилестроении, строительстве и приборостроении.
Задача данного изобретения ставится как усовершенствование указанного процесса ЛФР в виде достижения для широкого разнообразия материалов таких технических результатов, как улучшенная гладкость образующихся боковых стенок разделения, повышенная энергоэффективность ЛФР, высокая (рекордно высокая) скорость ЛФР, или возможность выполнения ЛФР лазерным пучком очень малой средней лазерной мощности (от долей Вт) с получением, тем не менее, приемлемой для применений немалой скорости разделения. Получение для прозрачных и полупрозрачных материалов боковых стенок реза с улучшенной гладкостью позволило бы в целом значительно упростить и удешевить процесс резки, повысить его производительность, т.е. тратить меньшее время для получения конечного продукта приемлемого качества, поскольку в этом случае не требуется выполнение трудоемкой дополнительной после-лазерной обработки в виде шлифовки, полировки или химического травления стенок разделения для удаления на них шероховатости, которая является источником нежелательных зародышей трещинообразования и потому снижает ударопрочность изделия при его дальнейшей эксплуатации.
СПИСОК СОКРАЩЕНИЙ
ЛФР - лазерное филаментационное разделение,
ОПЭ - объемная плотность энергии, измеряемая в Дж/см3,
СФОИ - создание филамента одним импульсом,
СФЦИ - создание филамента цугом импульсов,
DOL (сокращение от «depth of layer») - глубина приповерхностного закаленного слоя с передней и тыльной стороны пластины из химически закаленного стекла.
СПИСОК ОБОЗНАЧЕНИЙ ПАРАМЕТРОВ
1. AL-P - нелинейная поглощательная способность филамента, берется из имеющихся экспериментальных данных, для рассматриваемого здесь случая филаментов без перекрытия по радиусу ее величина берется близкой к максимальной около 0.8±0.05,
2. AP-H - коэффициент конверсии, описывающий долю тепловой энергии от плазмы филамента ETW, реально перешедшую в тепло Q. В условиях оптимального выбора w AP-H≈0.9 или более, что соответствует потере доли энергии (около 1-AP-H≈0.1) на излучение плазмы в области прозрачности окружающего филамент материала, покидающей зону модификации на дальние расстояния и не принимающей таким образом участия в формировании и расширении этой зоны,
3. С2 - некоторое среднее значение удельной теплоемкости в диапазоне температур от Ti=20°С до Tmod,
4. CHT - удельная теплоемкость материала при высоких температурах (>2500-3000 К),
5. cs- скорость звука в материале,
6. d - расстояние по глубине между расположенными в толще материала на различной глубине наборами филаментов,
7. Е0 - энергия отдельного импульса цуга в материале для случая, когда энергии отдельных импульсов цуга одинаковы,
8. E0i - энергии отдельных импульсов цуга в материале, i=1,2,… Np,
9. Е1 - энергия лазерного импульса в материале для режима СФОИ,
10. Eburst - энергия цуга импульсов в материале,
11. Edis - энергия, затраченная на диссоциацию,
12. Ер - энергия накачки плазмы филамента,
13. - энергия плазмы филамента за вычетом потерь энергии Edis на диссоциацию,
- энергия плазмы филамента за вычетом потерь энергии Edis на диссоциацию,
14. ES+T - энергия потерь на рассеяние и прохождение пучка сквозь материал,
15. Esw - компонента энергии, уносимая из филамента ударной волной,
16. Etrad - потеря энергии филамента из-за его теплового излучения в спектральной полосе прозрачности холодного прозрачного материала вокруг него,
17. Etw - энергия, уносимая из филамента тепловой волной,
18. f1 и f2 - пределы для частоты повторения цугов импульсов,
19. fburst- частота повторения цугов импульсов,
20. fburst≥f1 - высокочастотный диапазон частот повторения цугов,
21. fburst≤f2 - низкочастотный диапазон частот повторения цугов,
22. Н - длина филамента,
23. Ktw - коэффициент преобразования энергии филамента Ер' в энергию тепловой волны Etw,
24. Ksw - коэффициент преобразования энергии филамента в ударную волну. Полагают Ksw<<1 и Ktw≈1, если энерговыделение происходит медленно, то есть tE>tP1, tP2. Или же полагают Ksw≈0.5 при «быстром» энерговыделении, то есть tE<tP1, tP2,
25. L - толщина материала,
26. М2 - параметр качества пучка,
27. NA - числовая апертура фокусировки,
28. Nat - число атомов в одной молекуле материала,
29. Np - число импульсов в цуге,
30. Np0 - нижний предел для Np для уменьшения радиуса ударно-волнового воздействия в материале вокруг филамента до уровня, приемлемого для получения гладкого разделения,
31. Np1 - нижний предел для числа импульсов в цуге Np с целью уменьшения ОПЭ отдельного импульса цуга до уровня, приемлемого для получения филамента с однородным по длине диаметром,
32. Р - средняя мощность импульсно-периодического лазерного излучения в материале,
33. P1 - мощность единичного лазерного импульса в материале,
34. Рс (λ) - критическая для самофокусировки мощность в отдельном импульсе, зависящая от λ,
35. Q - выделяемое в материале тепло в результате релаксации плазмы филамента, созданной одним импульсом,
36. q - безразмерный коэффициент в соотношении rf=qr0, который может зависеть от w и τ, т.е. q=q(w,τ). В пределах интересующего нас диапазона w полагаем, что q≈1,
37. R=8.31 Дж/(моль⋅К) - универсальная газовая постоянная,
38. R1, R2 - локальные радиусы кривизны криволинейной траектории резки в плоскости поперечного сечения филаментов,
39. Rc - радиус кривизны криволинейной траектории резки,
40. rf - радиус филамента,
41. Rsw - радиус зоны ударно-волнового воздействия вокруг филамента,
42. RT - радиус цилиндрической зоны воздействия вокруг оси филамента за счет теплопроводностного механизма,
43. RTD - радиус цилиндрической зоны воздействия вокруг оси филамента за счет термодеформационного механизма,
44. s1 - шаг следования филаментов в материале,
45. s1max - максимально допустимый шаг следования филаментов для получения гладкого разделения,
46. T0 - максимальная во времени температура нагрева филамента на его оси,
47. Т1 и Т2 - температурные пределы для температуры филамента, соответствующие пределам по ОПЭ w1 и w2 и определяющие «окно» неблагоприятных температур Т1<Т<Т2, в котором доля потерь энергии филамента на тепловое излучение существенна. Однако, вне этого окна, т.е. при Т≤Т1 и T≥T2 считаем потери на тепловое излучение несущественными,
48. Тс - критическая для растрескивания материала температура для термодеформационного механизма модификации,
49. Ti(=20°С) - начальная (комнатная) температура,
50. Tmelt - точка плавления (для кристаллического материала),
51. Tmod - минимальная пороговая температура в зоне вокруг филамента критической для разделения при тепловом механизме модификации,
52. Tstrain - точка стеклования (для аморфного материала),
53. tE - эффективное время выделения в материале поглощенной энергии излучения от одного филамента, при релаксации возбуждения материала к температуре равновесного состояния. В зависимости от лазерной накачки по порядку величины оценивается как максимальное tE из двух параметров: te-h и te-i,
54. tP1 - время инерциального удержания давления в пределах радиуса филамента,
55. tP2 - время инерциального удержания давления в пространстве между соседними филаментами,
56. tT1 - время удержания тепла в пределах радиуса филамента,
57. tT2 - время удержания тепла в пределах радиуса RT зоны теплового воздействия,
58. tr - время удержания положения пучка,
59. trep- время повторения цугов импульсов,
60. u - скорость относительного перемещения материала и лазерного пучка,
61. Vf - объем филамента,
62. wdis - объемная плотность энергии диссоциации материала,
63. w - объемная плотность энергии (ОПЭ) плазмы филамента,
64. w1 и w2 - пределы, определяющие «окно» неблагоприятных ОПЭ, w1<w<w2, в котором доля потерь энергии филамента на тепловое излучение существенна. Однако, вне этого окна, т.е. при w≤w1 и w≥w2 считаем потери на тепловое излучение несущественными,
65. wmod - порог модификации для теплового механизма формирования зоны воздействия вокруг филамента,
66. xyz - система координат, выбирается так, что относительное перемещение пучка и материала происходит в плоскости ху, а ось z направлена вглубь материала,
67. Y [ГПа] - модуль Юнга материала,
68. α[см-1] - коэффициент поглощения материала,
69. αT [град-1] коэффициент теплового расширения материала,
70. β - отношение потока энергии из филамента за счет теплового излучения к потоку энергии из филамента за счет теплопроводности,
71. βmax - предельно допустимая величина B,
72. Г=1÷1,25 - безразмерный параметр, подбираемый эмпирически,
73. δ - выделяемая в пределах радиуса rf филамента часть (<1) тепловой энергии Etw в условиях, когда за время tE при выполнении условия tE>tT1>>tP1 имеет место значительный перенос тепловой энергии за пределы rf,
74. Δt - временной интервал между импульсами в цуге,
75. η - коэффициент теплопроводностного остывания материала в пространстве между соседними филаментами от какого-либо цуга импульсов к моменту достижения максимума нагрева этого промежутка следующим по времени и соседним по пространству цугом импульсов,
76. Λ - теплопроводность материала,
77. λ - длина волны излучения лазера,
78. μ [г/моль] - молярная масса материала,
79. ρ - плотность материала,
80. ρ2 - среднее значение плотности материала в диапазоне температур от Ti=20°С до Tmod,
81.  - постоянная Стефана,
- постоянная Стефана,
82. σс - предел прочности материала на сжатие при ударно-волновом воздействии,
83. τ - длительность отдельного импульса, полагаемая одинаковой для всех импульсов цуга,
84. τburst - длительность цуга в целом,
85. ϕ=RT/Rsw - коэффициент, показывающий, во сколько раз желательно уменьшить по отношению к RT за счет использования в цуге числа импульсов Np0,
86. Ф1 - поток энергии от нагретого филамента за счет теплопроводности,
87. Ф2 - поток энергии от нагретого филамента за счет его излучения как черного тела,
88. χ - температуропроводность материала,
89. Ω - энергоэффективность процесса ЛФР.
Обозначения параметров, используемые в п. 1 «Формулы изобретения»:
rf - эффективный радиус филамента, который, например, для гауссова распределения w(r) соответствует радиусу на уровне 1/e спадания зависимости w(r) от оси пучка, для негауссова распределения, в частности бесселева пучка, при наличии эффективной концентрации интенсивности вокруг оси филамента с доминирующим явно выраженным максимумом распределения, для него также может быть введен аналогичный эффективный радиус,
χ - усредненное значение температуропроводности материала в диапазоне температур от начальной Ti до порядка Tmod,
 - соответствующий пределу w1 предел температуры плазмы филамента (при Т1>>Ti, где Ti=20°С - начальная температура), который вычисляют из условия, что отношение β потока энергии из филамента за счет теплового излучения (рассматриваемого как «бесполезные» потери) к потоку энергии за счет теплопроводности (рассматриваемого как полезные потери энергии филамента, поскольку он обеспечивает формирование и распространение критической для разделения зоны модификации во время остывания плазмы филамента) не превосходит предельно допустимую величину
- соответствующий пределу w1 предел температуры плазмы филамента (при Т1>>Ti, где Ti=20°С - начальная температура), который вычисляют из условия, что отношение β потока энергии из филамента за счет теплового излучения (рассматриваемого как «бесполезные» потери) к потоку энергии за счет теплопроводности (рассматриваемого как полезные потери энергии филамента, поскольку он обеспечивает формирование и распространение критической для разделения зоны модификации во время остывания плазмы филамента) не превосходит предельно допустимую величину
βmax,
Ti=20°С, Ti (=20°С) - начальная (комнатная) температура,
Tmod - минимальная (пороговая) для получения гладкого разделения температура, которую для аморфных материалов полагают Tmod≈Tstrain, а для кристаллических материалов - Tmod =Tmel,
Tstrain - точка стеклования аморфного материала,
Tmelt- точка плавления кристаллического материала,
С=CHT - удельная теплоемкость материала при температурах выше температуры диссоциации материала (например, для стекол >2500-3000 К), оцениваемая, как ≈3RNat/μ, R=8.31 Дж/(моль⋅К) универсальная газовая постоянная,
Nat - число атомов в 1 молекуле материала,
μ [г/моль] - молярная масса материала,
ρ - плотность материала,
 - постоянная Стефана,
- постоянная Стефана,
wdis - удельные необратимые потери энергии (в Дж/см3) на диссоциацию материала, которые не восстанавливаются на дальнейшей стадии охлаждения филамента во время выделения энергии из него в окружающий материал,
 - так называемое «время инерциального удержания давления» в филаменте,
- так называемое «время инерциального удержания давления» в филаменте,
cs - скорость звука в материале,
tE - эффективное время выделения в материале поглощенной энергии излучения от одного филамента при релаксации к температуре равновесного состояния неравновесного энергетического возбуждения электронных уровней материала, возбужденных как многофотонным поглощением лазерного излучения, так и высокоэнергетичными фотонами спектра теплового излучения плазмы филамента.
Обозначения параметров, используемые в п. 2 «Формулы изобретения»:
Рс (λ) - критическая для самофокусировки мощность в единичном импульсе, зависящая от длины волны лазерного излучения,
λ - длина волны лазерного излучения,
ρ2 - среднее значение плотности материала в диапазоне температур от Ti=20°С до Tmod,
С2 - среднее значение удельной теплоемкости в диапазоне температур от Ti=20°С до Tmod,
σc - предел прочности материала на сжатие при воздействии ударной волны,
Г - безразмерный параметр, подбираемый эмпирически в диапазоне 1÷1.25,
AL-P - нелинейная поглощательная способность филамента, ее значение для рассматриваемых здесь условий ЛФР с неперекрывающимися по радиусу филаментами в режиме СФЦИ берется из имеющихся в литературе экспериментальных данных как AL-P=0.8±0.05,
AP-H - коэффициент конверсии, описывающий долю тепловой энергии от плазмы филамента Etw, реально перешедшую в тепло Q. В условиях оптимального выбора w, т.е. при w≤w1, для выполнения оценок используют AP-H≈0.9 или более,
tP2 - время инерциального удержания давления в пространстве между соседними филаментами, оцениваемое как tP2≈s1/cs,
η - коэффициент теплопроводностного остывания материала в пространстве между соседними филаментами от какого-либо цуга импульсов к моменту достижения максимума нагрева этого промежутка следующим по времени и соседним по пространству цугом импульсов, лежит в диапазоне η=0.76÷1 для высокочастотного диапазона fburst≥1, и в диапазоне η≤0.1 для низкочастотного диапазона частот повторения цугов, когда fburst≤f2,
f1 и f2 - пределы частоты повторения fburst цугов импульсов, при этом f1/f2, и fburst≥f1 - высокочастотный диапазон частот повторения цугов, a fburst≤f2 - низкочастотный диапазон,
wmod - порог модификации материала по объемной плотности энергии для теплового механизма,
ϕ=RT/Rsw - коэффициент, показывающий, во сколько раз желательно уменьшить Rsw по отношению RT за счет использования в цуге числа импульсов Np0,
Rsw - радиус цилиндрической зоны ударно-волнового воздействия вокруг филамента,
RT - радиус цилиндрической зоны воздействия вокруг оси филамента за счет теплопроводностного механизма.
ГЛОССАРИЙ
Филамент Филаментом в тексте ниже называется нагретый до высокой температуры протяженный нитеподобный объект длиной от нескольких десятков микрон до нескольких тысяч микрон, создаваемый внутри объема изначально прозрачного материала за счет нелинейного поглощения высокоинтенсивного пучка фемтосекундного либо пикосекундного лазера - см. Фиг. 2, 5 и 7.
Филамент может быть создан одним импульсом (режим облучения, сокращенно именуемый далее, как СФОИ создание филамента одним импульсом), либо цугом (группой) импульсов, близко расположенных во времени (что далее сокращенно именуется как СФЦИ - создание филамента цугом импульсов) - см. Фиг. 4а, б.
Для создания в объеме материала области фокусировки протяженной длины, т.е. филамента, используют нелинейно-оптическое явление самофокусировки, либо гаусс-бесселев пучок, формируемый коническими линзами, либо какие-либо иные методы, при этом используют пучок фемтосекундного, либо пикосекундного лазера, излучающего на длине волны излучения, на которой данный материал прозрачен при низкой лазерной интенсивности в несфокусированном пучке. Для выполнения процесса лазерной филаментационной резки (ЛФР) создают в толще материала один или несколько наборов филаментов, где указанные наборы отличаются друг от друга их различным положением по глубине в материале см. Фиг. 2.
Эффективный радиус rf и длина филамента Н
Упрощающим приближением используемой здесь модели является рассмотрение отдельного филамента как цилиндра длиной Н (см. Фиг. 2, 5 и 7). При этом объемная плотность энергии (ОПЭ) w филамента рассматривается однородной вдоль длины филамента H, но с первоначально гауссовым распределением по радиусу.
Используемый в тексте ниже параметр rf обозначает радиус филамента на уровне 1/е спадания ОПЭ от оси пучка. При этом полагаем, что rf<<Н, поскольку rf в рассматриваемых ниже случаях составляет порядка 1 мкм или менее, в то время как Н составляет гораздо большую величину - от десятков мкм до нескольких тысяч мкм.
Аналогичным образом может быть определен и другой радиус, также упоминаемый в тексте ниже, r1/2, обозначающий радиус филамента на уровне спадания ОПЭ наполовину от максимальной на оси филамента. В предлагаемом здесь способе рассматривается ниже схема с созданием неперекрывающихся по радиусам филаментов, когда шаг следования филаментов в объеме материала s1 многократно превышает  т.е. s1>>
т.е. s1>> - см. Фиг. 2.
- см. Фиг. 2.
Отметим, что радиус филамента rf следует отличать от других характерных радиусов: Rsw - радиуса зоны ударно-волнового (shock wave, sw) воздействия вокруг филамента, RT - радиуса цилиндрической зоны воздействия вокруг оси филамента путем механизма теплопроводностного (thermal conduction, Т) переноса и RTD - радиуса цилиндрической зоны воздействия вокруг оси филамента за счет термодеформационного (thermally-induced deformation, TD) механизма. Эти характерные радиусы обычно превышают rf и возникают на стадии релаксации электронного возбуждения и охлаждения нагретого филамента, когда происходит преимущественно радиальный перенос энергии от него в окружающий объем материала.
Энергия плазмы филамента
Введенные таким образом параметры rf и Н позволяют выразить энергию Ер плазмы филамента в простом виде

Параметр  здесь имеет очевидный смысл эффективного объема упомянутого цилиндрического филамента, a w - максимальная величина ОПЭ на оси филамента.
здесь имеет очевидный смысл эффективного объема упомянутого цилиндрического филамента, a w - максимальная величина ОПЭ на оси филамента.
Объемная плотность энергии филамента
Для надлежащего описания лазерного нагрева филамента и сопутствующих эффектов используется такой параметр, как ОПЭ w филамента, измеряемая в Дж/см3, вместо обычной плотности энергии, измеряемой в Дж/см2, или интенсивности лазерного импульса, измеряемой в Вт/см2. Такой выбор параметра w объясняется тем, что он непосредственно связан с температурой филамента. Поскольку многие процессы, связанные с ЛФР, такие как размягчение стекла, его растрескивание, диссоциация, ионизация, имеют температурно-активируемый характер, такой подход позволяет наиболее просто оценить температуру филамента через ОПЭ и тем самым по величине ОПЭ получить указание на механизмы и природу тех или иных явлений, обусловливающих лазерно-индуцированное разделение материала.
Согласно соотношению (1*) количественно ОПЭ филамента w определяется как 
т.е., как отношение энергии плазмы филамента Ер к его эффективному объему ().
Для негауссова распределения w(r) при наличии в нем доминирующего выраженного максимума распределения интенсивности с эффективной концентрацией вокруг оси филамента, в частности, для центрального максимума пространственного распределения рассматриваемого ниже гаусс-бесселева пучка, также может быть введен аналогичный эффективный радиус reff. Для выполнения оценок он может быть определен из выражения аналогичного(1*)

В этом соотношении wmax - максимальная величина ОПЭ в этом негауссовом распределении, a reff - эффективный радиус упомянутого центрального максимума негауссова распределения. Параметр reff не столь очевиден как упомянутый выше (1/е)-радиус rf гауссова распределения. Как следует из (3*), reff можно оценить как

Однако такое вычисление требует информации о зависимости w(r), которая в общем случае не всегда известна.
Цуги импульсов
На Фиг. 4б показана схема временной структуры облучения, при которой каждый из филаментов для выполнения ЛФР создается цугом (или группой, пакетом) из нескольких (Np) близко расположенных во времени импульсов. При этом τ обозначает длительность отдельного импульса, Δt - время повторения импульсов в цуге, τburst - длительность цуга импульсов и trep - время повторения цугов импульсов. Облучение цугами импульсов сокращенно обозначается как СФЦИ (создание филамента цугом импульсов) и рассматривается в предлагаемом способе, в отличие от иного, ранее рассмотренного и описанного в «Уровне техники» и показанного на Фиг. 4а режима СФОИ (создания филамента одним импульсом). Обычно на практике τburst составляет около 10-150 нс, в то время как trep много раз больше - порядка 500-5000 нс.
Для выполнения ЛФР используется движущийся лазерный пучок, создающий при своем движении не один филамент, а набор филаментов в толще материала. При этом для локализации вложения энергии импульсов каждого цуга в примерно одну и ту же область пространства в виде цилиндра с радиусом филамента rf (и тем самым - создания филамента цугом импульсов) важно выбрать длительность цуга τburst меньше или даже много меньше времени прохождения пучком по материалу расстояния порядка радиуса филамента  т.е.
т.е.

где  скорость относительного движения лазерного пучка и поверхности материала.
скорость относительного движения лазерного пучка и поверхности материала.
УРОВЕНЬ ТЕХНИКИ
Уровень техники поясняется на Фиг. 1-6, где:
Фиг. 1 схематично показывает в обобщенном виде основные известные из уровня техники элементы устройства для разделения прозрачных материалов с помощью ЛФР при относительном перемещения импульсно-периодического лазерного пучка и материала (см., например, [Vanagas et al Patent WO 2016/193786 A1]). 1 - лазерный источник, 2 - канал подвода, жесткий или гибкий (например, с помощью оптического волокна), для выходящего из лазера 1 пучка к системе фокусировки 3. 3 - система формирования пучка и его фокусировки, которая может включать в себя формирующие пучок диафрагмы, коллимирующие линзы, спектральные фильтры, расширители пучка, поляризаторы, 1/4-волновые пластины, устройства изменения частоты лазерного излучения, регулируемый ослабитель энергии пучка, поворотные зеркала, дифракционно-оптические элементы, фазовые пластинки, фокусирующую линзу. Система 3 может быть неподвижной, либо подвижной (с помощью системы xyz-перемещения) относительно обрабатываемого материала 5. 4 - лазерный пучок, сформированный и сфокусированный системой 3 и направляемый на обрабатываемый материал 5. 5 - обрабатываемый прозрачный материал, в толще которого сфокусированным пучком 4 создаются филаменты или наборы филаментов на той или иной глубине в толще материала. 6 система крепления материала 5 под пучком 4, позволяющая регулировать наклон образца 5 и поворачивать его вокруг вертикальной оси z. 7 - трехкоординатный xyz-столик для настройки положения фокуса по координате z в материале 5, а также для управляемого компьютером или иным способом перемещения образца 5 в плоскости ху с требуемой скоростью и по требуемой траектории. Система координат xyz выбирается здесь и на последующих рисунках так, что относительное перемещение пучка и материала происходит в плоскости ху, а ось z направлена вглубь материала.
Фиг. 2 показывает используемую для ЛФР схему создания внутри материала одного или нескольких наборов 11 филаментов 10. Эти наборы располагают в плоскости 12. 8 - направление относительного перемещения сфокусированного лазерного пучка 4 и материала 5. 9 - след движения лазерного пучка 4 на поверхности материала 5. L -толщина материала, Н - длина филаментов 10 и одновременно ширина одного набора 11 филаментов, s1 - шаг следования филаментов в материале при относительном перемещении лазерного пучка 4 и материала 5 со скоростью u, d - расстояние между наборами 11 филаментов 10 по глубине их расположения в материале, если этих наборов несколько. Возможны различные схемы относительного перемещения лазерного пучка и материала: (а) когда при помощи управляемого компьютером или иным способом трехкоординатного xyz-столика в плоскости ху с требуемой скоростью и по требуемой траектории перемещается сам материал, а пучок 4 неподвижен, и/или (б) когда также при помощи трехкоординатного xyz-столика происходит перемещение пучка 4, при этом система 3 при гибком подводе 2 излучения может быть подвижной относительно обрабатываемого материала 5.
Фиг. 3 показывает (а) 2 фото, показывающие получение при ЛФР как негладкой, так и достаточно гладкой боковой поверхности разделения 13 для химически закаленного стекла Corning Gorilla® толщиной 0.7 мм при создании филаментов единичными импульсами длительностью 6 пс и энергией каждого 220 мкДж [М. Kumkar, L. Bauer, S. Russ, M. Wendel, J. Kleiner, D. Grossmann, K. Bergner, S. Nolte. Proc. SPIE, Vol.8972, p. 897214-1 (2014)]; (б) Фото, демонстрирующее возможность получения гладкой боковой поверхности разделения 13 с шероховатостью Ra<0.1 мкм без после-лазерной обработки при резке химически закаленного стекла Corning Gorilla® толщиной 0.55 мм и глубиной закаленного слоя 20 мкм с помощью процесса «ClearShape™», анонсированного компанией "Spectra-Physics®" [V.Matylitsky, F. Hendrics, R.Patel. "Process can machine glasses and sapphire with high quality", http://www.industrial-lasers.com/articles/print/volume-30/issue-3/features/femtosecond-laser-processing-of-brittle-materials.html1. [F. Hendricks, V.V. Matylitsky. "Femtosecond Lasers for Machining of Transparent, Brittle Materials: Ablative vs. Non-Ablative Femtosecond Laser Processing". Proc. SPIE, Vol.9740, 97400Z-1 (2016)]. Детали и физические основы указанного процесса компанией не раскрываются.
Фиг. 4 также относится к уровню техники, (а) Показана использованная при моделировании ЛФР временная структура мощности облучения, при которой каждый из филаментов создается одним импульсом [V.N. Tokarev and I.V. Melnikov, Appl. Sci. 11, 1732 (2021)]. τ - длительность одного импульса, trep - время повторения импульсов; (б) Временная структура облучения, при которой каждый из филаментов для выполнения ЛФР создается цугом из нескольких (Np) близко расположенных во времени импульсов, г обозначает длительность отдельного импульса, Δt - время повторения импульсов в цуге, τburst - длительность цуга импульсов и trep - время повторения цугов импульсов. Такая структура облучения в виде цугов рассматривается в описываемом ниже способе.
Фиг. 5 демонстрирует схему создания протяженной области фокусировки 10 внутри прозрачного материала при использовании конических линз (аксиконов) 15 и гаусс-бесселева пучка [Chebbi В, Minko S, Al-Akwaa N and Golub I 2010 Opt. Comm. 283, 1678]. 1 - лазерный источник излучения, 2 - лазерный пучок и канал его подвода, жесткий или гибкий (например, с помощью оптического волокна), от лазера 1 к системе фокусировки 3. 3 - система формирования пучка и его фокусировки из расширителя пучка 14 и конических линз 15, 5 - облучаемый материал, 10 - филамент.
Фиг. 6 также относится к уровню техники. Поясняется одно из необходимых условий для получения гладкого разделения и объясняется, почему оно возможно для одних материалов и невозможно для других [V. N. Tokarev and I.V. Melnikov, Appl. Sci. 11, 1732 (2021)]. а) Показана виртуальная плоскость π 16 поперечного сечения набора 11 филаментов, расположенных в толще материала 5 в плоскости 12. 8 - направление перемещения лазерного пучка относительно материала. Из нескольких конкурирующих механизмов формирования зоны воздействия (см. подробнее в тексте) доминирующим считаем в данном случае тепловой механизм, то есть RT>RTD, где RT - радиус цилиндрической зоны воздействия 17 вокруг оси филамента за счет теплового механизма, a RTD - аналогичный радиус зоны воздействия 18 за счет термодеформационного механизма. 10 - местоположения осей филаментов, считаем, что их радиус rf<<RT, RTD - Величины RT и RTD определяются для указанных механизмов, как показано на рисунке, положением в материале изотерм соответственно  и Т=Тс, где
и Т=Тс, где  - точка стеклования материала, выше которой, как известно, увеличение объема с температурой резко возрастает (для кристаллического материала Tstrain совпадает с точкой плавления Tm), а Тс - критическая для растрескивания и повреждения материала температура для термодеформационного механизма, при нагреве до которой деформация достигает порога разрушения. Хотя термодеформационный механизм и приводит при облучении к растрескиванию материала непосредственно внутри зоны r≤RTD, граница которой условно обозначена зигзагообразным контуром, однако эта зона целиком, как видно из рисунка, находится внутри зоны воздействия теплового механизма r≤RTD. Поэтому растрескавшийся материал в зоне радиуса r≤RTD претерпевает отжиг, и это растрескивание не проявляется по завершении разделения. 19 - возможная прямая и гладкая линия разделения при последующем механическом раскалывании в этом случае, б) Показано поперечное сечение 16 зон воздействия последовательных филаментов в виде указанной выше плоскости π в противоположном случае, когда доминирует термодеформационный механизм, то есть RTD>RT. В этом случае на промежуточных радиусах r, таких, что RT<r≤RTD, имеется, как видно из рисунка, характерная для термодеформационного механизма область повреждения и растрескивания материала непосредственно при облучении. Поэтому после выполнения облучения на последующей стадии механического раскалывания ослабленного облучением материала линия (поверхность) разделения 19 может быть зигзагообразной, случайно меняющей направление, поскольку она проходит по случайным микротрещинам и границам между кусочками материала, образовавшимися в результате растрескивания в указанной области повреждения материала, что соответствует шероховатому негладкому разделению материала. Более того, на обеих половинах последующего после облучения разделения будет присутствовать нарушенный потрескавшийся приповерхностный слой, соответствующий на данном рисунке области повреждения материала по обе стороны от этой шероховатой поверхности разделения 20, что неблагоприятно сказывается на прочности материала при его дальнейшей после выполнения разделения эксплуатации. Сравнение случаев (а) и (б) демонстрирует, что условием гладкого разделения, соответствующего рисунку (а), является доминирование теплового механизма в формировании зоны воздействия над альтернативным термодеформационным механизмом, чему соответствует выполнение неравенства Tstrain<Тс, что, в свою очередь, определяется параметрами материала. Более подробное описание в тексте [V.N. Tokarev and I.V. Melnikov, Appl. Sci. 11, 1732 (2021)] показывает, что в режиме СФОИ существует определенный класс материалов, для которых это неравенство выполнено, а именно химически закаленные стекла. Для ситуации, когда выполняют сравнение теплового и ударно-волнового механизмов модификации, аналогично было показано, что необходимым условием для получения гладкого разделения также является доминирование теплового механизма, и это условие также выполнено для закаленных стекол.
- точка стеклования материала, выше которой, как известно, увеличение объема с температурой резко возрастает (для кристаллического материала Tstrain совпадает с точкой плавления Tm), а Тс - критическая для растрескивания и повреждения материала температура для термодеформационного механизма, при нагреве до которой деформация достигает порога разрушения. Хотя термодеформационный механизм и приводит при облучении к растрескиванию материала непосредственно внутри зоны r≤RTD, граница которой условно обозначена зигзагообразным контуром, однако эта зона целиком, как видно из рисунка, находится внутри зоны воздействия теплового механизма r≤RTD. Поэтому растрескавшийся материал в зоне радиуса r≤RTD претерпевает отжиг, и это растрескивание не проявляется по завершении разделения. 19 - возможная прямая и гладкая линия разделения при последующем механическом раскалывании в этом случае, б) Показано поперечное сечение 16 зон воздействия последовательных филаментов в виде указанной выше плоскости π в противоположном случае, когда доминирует термодеформационный механизм, то есть RTD>RT. В этом случае на промежуточных радиусах r, таких, что RT<r≤RTD, имеется, как видно из рисунка, характерная для термодеформационного механизма область повреждения и растрескивания материала непосредственно при облучении. Поэтому после выполнения облучения на последующей стадии механического раскалывания ослабленного облучением материала линия (поверхность) разделения 19 может быть зигзагообразной, случайно меняющей направление, поскольку она проходит по случайным микротрещинам и границам между кусочками материала, образовавшимися в результате растрескивания в указанной области повреждения материала, что соответствует шероховатому негладкому разделению материала. Более того, на обеих половинах последующего после облучения разделения будет присутствовать нарушенный потрескавшийся приповерхностный слой, соответствующий на данном рисунке области повреждения материала по обе стороны от этой шероховатой поверхности разделения 20, что неблагоприятно сказывается на прочности материала при его дальнейшей после выполнения разделения эксплуатации. Сравнение случаев (а) и (б) демонстрирует, что условием гладкого разделения, соответствующего рисунку (а), является доминирование теплового механизма в формировании зоны воздействия над альтернативным термодеформационным механизмом, чему соответствует выполнение неравенства Tstrain<Тс, что, в свою очередь, определяется параметрами материала. Более подробное описание в тексте [V.N. Tokarev and I.V. Melnikov, Appl. Sci. 11, 1732 (2021)] показывает, что в режиме СФОИ существует определенный класс материалов, для которых это неравенство выполнено, а именно химически закаленные стекла. Для ситуации, когда выполняют сравнение теплового и ударно-волнового механизмов модификации, аналогично было показано, что необходимым условием для получения гладкого разделения также является доминирование теплового механизма, и это условие также выполнено для закаленных стекол.
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
В современном мире технологий стекло и другие оптически прозрачные материалы являются одними из важнейших они применяются при создании самых различных конструкций в строительстве, архитектуре, медицине, автомобилестроении, производстве дисплеев мобильных телефонов и планшетов, электронике, электроэнергетике и во многих других отраслях. Мировой рынок таких изделий насчитывает миллиарды штук в год. Важно отметить, что для изготовления практически любого изделия из стекла или другого прозрачного материала с нужной формой и размером необходима точная резка. Поэтому для производства таких изделий в крупных промышленных масштабах крайне важно развитие новых высокопроизводительных, энергетически эффективных и экологически безопасных технологий резки. В этой связи развитие лазерных технологий резки является многообещающим благодаря перспективам получения более высокого качества финишного состояния поверхности, в десятки и сотни раз более высокой скорости разделения, а также более высокой экологичности процесса по сравнению с традиционными процессами резки.
Для сравнения с предыдущими результатами укажем, что известен способ лазерной резки за счет контролируемого распространения трещины [R.M. Lumley, American Ceramic Society Bulletin, 48(4), 850 854 (1969)], также [S. Nisar, L. Li and M.A. Sheikh, J. Las. Appl. 25, 042010-1 - 042010-11 (2013)]. Он основан на возможности создания профиля механического напряжения в материале при поглощении на его поверхности или в объеме лазерного излучения. Используются инфракрасные непрерывные излучатели - СО2-лазеры, ND:YAG-лазеры, или СО-лазер. При определенных условиях температурные напряжения вызывают инициирование распространяющейся в глубину сверху вниз трещины, которая распространяется также и вдоль траектории движения лазерного луча по поверхности обрабатываемого материала. Вырезание деталей происходит без какого-либо вспомогательного механического воздействия, при этом стенки реза являются гладкими и не содержат каких-либо дефектов и сколов. Однако эти достоинства обеспечиваются непрерывными СО2 лазерами для прямолинейных резов. К недостаткам указанных непрерывных лазеров следует отнести то, что они не работают для криволинейных резов, необходимых для получения у изделия (например, стекла смартфона) закругленных углов, прорезей и внутренних отверстий (в том числе, с малым диаметром в несколько миллиметров и менее). При большой скорости обработки распространение трещины в стекле для таких лазеров оказывается трудно контролируемым - она может начать распространяться в произвольном направлении, что приводит к слишком большому количеству брака в виде негодных деталей. К недостаткам следует также отнести необходимость применения значительной лазерной мощности непрерывных источников в сотни и тысячи Ватт [A. A. Abramov, M.W. Kemmerer, Y. Sun, N. Zhou, «Laser separation of glass sheets». Patent US 20100078417 A1 (2010)], что при типичной невысокой скорости перемещения пучка относительно детали (менее 0.1 м/с) приводит к высокому энерговыделению на единицу длины реза, тем самым создает слишком протяженную зону теплового воздействия от боковых поверхностей разделения, с соответственно высокими остаточными термонапряжениями и деформациями. Такие эффекты неприемлемы для ряда применений, когда на разрезаемом материале уже находятся какие-либо чувствительные к нагреву или механическим напряжениям функциональные рабочие слои - например, слой светоизлучающей органики в случае резки дисплейного стекла.
Известны также другие методы, в которых были предприняты значительные усилия по улучшению точности и качества реза - например, путем облучения двумя лазерными источниками [С.-Н. Tsai and H.-W. Chen, J. Mater. Proces. Techn. 136, 166 173 (2003)], путем поглощения одного лазера в объеме стекла [L.J. Yang, Y. Wang, Z.G. Tian, and N. Cai, Int. J. Mach. Tool. Manu. 50, 849 (2010)], путем прописывания траектории другим лазером [С.-Н. Tsai and J.-S. Shiu. J. Laser Applications, 21, 57 (2013)]. Также предпринимались усилия по повышению скорости резки - за счет применения дополнительного действия ультразвуковой волны [D.J. Garibotti, "Dicing of micro-semiconductors", US Patent 3,112,850 (1963)], или струи холодной воды или воздуха в дополнение к лазерному воздействию [V. Kondratenko. "Method of splitting nonmetallic materials". US Patent 5,609,284 (1997)]. Недостатки в этих случаях состоят в том, что указанные усовершенствования приводят к удорожанию и усложнению процесса, но остается нерешенным вопрос, как в одно и то же время сделать технологию резки с одной стороны - быстрой, точной, хорошо управляемой, простой и универсальной для различных материалов, а с другой стороны - еще и с гладкими боковыми поверхностями реза, не требующими дальнейшей длительной и трудоемкой после-лазерной шлифовки и полировки, механической или химической, и, следовательно, обладающей более высокой производительностью.
Другим известным подходом является использование импульсно-периодических лазеров вместо непрерывных. В этом случае рассматривалось лазерное филаментационное разделение (ЛФР) материала, включающее в себя два этапа, где
(а) на первом, подготовительном этапе производят облучение пластины материала пучком импульсно-периодического излучения фемтосекундного (либо пикосекундного) лазера при движении пучка и материала друг относительно друга и создают один или несколько нагретых до высокой температуры протяженных нитеподобных объектов (так называемых филаментов) длиной от нескольких десятков микрон до нескольких тысяч микрон, неперекрывающихся друг с другом по их радиусам, используют создание филамента одним импульсом (сокращенно именуемое далее как СФОИ), либо создание филамента цугом (группой) импульсов, близко расположенных во времени (что далее сокращенно именуется как СФЦИ), для создания в объеме материала области фокусировки протяженной длины используют при этом нелинейно-оптическое явление самофокусировки, либо гаусс-бесселев пучок, формируемый коническими линзами, либо какие-либо иные методы для пучка фемтосекундного, либо пикосекундного лазера, излучающего на длине волны излучения, на которой данный материал прозрачен при низкой лазерной интенсивности в несфокусированном пучке, создают в толще материала один или несколько наборов филаментов, где указанные наборы отличаются друг от друга их различным положением по глубине в материале;
(б) после проведения указанного выше облучения на следующем этапе выполняют механическое раскалывание пластины, т.е. ее разделение вдоль поверхности расположения созданных лазерным пучком набора (или наборов) филаментов. Такое разделение может происходить самопроизвольным образом или же путем применения дополнительного механического воздействия на упомянутую обрабатываемую пластину в виде растягивающего механического напряжения в зоне расположения в материале указанных наборов филаментов.
Известные из уровня техники обобщенные основные элементы устройства для разделения прозрачных материалов с помощью относительного перемещения сфокусированного импульсно-периодического лазерного пучка и материала, а также детали создания филаментов внутри материала показаны Фиг. 1 и Фиг. 2 (см. например, [Е. Vanagas, D. Kimbaras, L. Veselis, "Method of laser scribing of semiconductor workpiece using divide laser beams", International application WO 2016/193786 A1]) и поясняются в подписях к указанным чертежам.
Известна работа [М. Kumkar, L. Bauer, S. Russ, M. Wendel, J. Kleiner, D. Grossmann, K. Bergner, S. Nolte. Proc. SPIE 8972, 897214-1 (2014)], в которой для создания нескольких наборов филаментов в толще материала использовалась так называемая «мультифокусировка», когда исходный лазерный пучок с помощью специальной оптической схемы разбивают на несколько пучков (два или более), при этом каждый из них фокусируется на определенной глубине в материале, и положения фокусов различны для различных пучков. Вблизи каждой из точек фокусировки обеспечивают создание филамента и соосность филаментов от каждой фокальной области друг с другом. Таким способом при перемещении исходного лазерного пучка по материалу за один проход создают сразу несколько наборов филаментов, при этом каждый набор отличается от остальных по глубине его расположения в толще пластины см. Фиг. 2 и Фиг. 3б, где продемонстрирована возможность получения как негладкого, так и высокогладкого разделения для химически закаленного стекла Corning Gorilla® толщиной 0.7 мм при создании филаментов единичными импульсами длительностью 6 пс и энергией каждого 220 мкДж. Остальные параметры облучения: на первом фото Фиг 3а - частота повторения 50 кГц, скорость перемещения 0.2 м/с; на втором фото Фиг. 3а - частота повторения 25 кГц, скорость перемещения 0.1 м/с. Как видно на втором фото, возможно достижение высокой гладкости боковой поверхности разделения. Однако недостатком в данном случае является крайне невысокая скорость перемещения (0.1 м/с) материала относительно лазерного пучка, физический механизм и управляющие факторы получения гладкого разделения не были выяснены.
Известен патент US 20130126573 A1 [S.A. Hosseini, P.R. Herman, "Method of material processing by laser filamentation", где каждый из филаментов создавался не единичным импульсом, а цугом близко расположенных во времени импульсов (см. Фиг. 4), что, по словам авторов, дает возможность создания более длинных филаментов. Недостатком в данном случае является то, что в пределах набора филаментов гладкое разделение не было получено.
Близким к предлагаемому нами техническому решению по таким техническим результатам, как скорость и улучшенная гладкость (что в эксперименте выражается в существенном уменьшении амплитуд гармоник шероховатости как в пределах каждого из наборов филаментов в пространстве между ближайшими соседними филаментами, так и по остальной боковой поверхности реза 13, включающей не подвергшиеся облучению области между указанными наборами филаментов), по-видимому, является получение гладкой поверхности без по еле-лазерной обработки с шероховатостью Ra<0.1 мкм на боковой стенке 13 разделения при резке химически закаленного стекла Corning Gorilla® толщиной 0.55 мм и глубиной закаленного слоя 20 мкм (Фиг. 3б) при помощи процесса «ClearShape™», анонсированного компанией "Spectra-Physics®" (подразделение «Newport Company») [V. Matylitsky, F. Hendrics, R. Patel. "Process can machine glasses and sapphire with high quality". http://www.industrial-lasers.com/articles/print/volume-30/issue-3/features/femtosecond-laser-processing-of-brittle-materials.html]. [F. Hendricks, V.V. Matylitsky. Proc. SPIE 9740, 97400Z-1 (2016)]. Физические основы указанного процесса в этих публикациях компания не указывает, сообщает лишь, что с его помощью возможна быстрая резка химически закаленных и незакаленных стекол, а также сапфира со скоростями около 1 м/с с многократным улучшением качества реза по сравнению с другими лазерными процессами - без отслоения чешуек, с шероховатостью краев реза Ra<0.1 мкм и пределом прочности на изгиб >650 МПа для химически закаленного стекла.
Известен патент тех же авторов [F. Hendrics and V.V. Matylitsky. Processing of material using non-circular laser beams. Patent WO 2016/005455 A1], который близок к предлагаемому нами техническому решению. В этом патенте при создании филаментов, используемых при ЛФР прозрачного или полупрозрачного материала импульсным лазером, применяют облучение не круглым лазерным пучком, а овальным (в сечении перпендикулярном оси филамента в точке фокуса), с ориентацией длинной оси этого пятна вдоль касательной к траектории движения лазерного пучка относительно материала, либо под небольшим заданным углом к ней (не более 20°). По мнению указанных авторов это позволяет в окрестности каждого филамента получать микротрещины не во многих различных направлениях, а лишь некоторую основную микротрещину в направлении указанной длинной оси пятна и, тем самым, улучшить качество разделения. Указанный способ предлагается использовать как в режиме СФОИ, так и в режиме СФЦИ. Для реализации указанного способа разделения в указанном патенте предлагается лазерная система с использованием в ней фемто- и пикосекундных импульсов, отличительной особенностью которой является возможность формирования в ней овального лазерного пятна фокусировки и получение при этом микротрещины от филамента в материале с ориентацией в направлении длинной оси этого пятна.
К недостаткам указанного патента можно отнести:
Поставленная и решаемая в предлагаемом здесь в нашем способе задача получения более гладкого разделения, а также выяснения условий для получения максимальной энергоэффективности и высокой скорости относительного перемещения пучка и материала в указанном патенте не ставилась и не рассматривалась, хотя предлагаемый в указанном патенте режим более направленного раскалывания имеет некоторые общие черты с получением улучшенного разделения в предлагаемом здесь нашем способе.
Сама возможность режима раскалывания, направленного вдоль длинной оси овального пятна фокусировки, в тексте патента не обосновывается ни путем описания каких-либо экспериментов из «Уровня техники», ни собственной экспериментальной апробацией наличия такого режима. Также в указанном патенте не указываются количественно параметры облучения, при которых работает предлагаемый в нем режим, а лишь предлагается найти эти параметры «слепым» подбором. Однако такой подбор, без теоретической модели явления, используемой в качестве «путеводной нити» поиска, является крайне сложной задачей при большом числе подбираемых параметров облучения, которых, как мы увидим ниже, для режима СФЦИ насчитывается 14 штук. Это крайне затрудняет практическое использование указанного лазерного устройства для разделения. Кроме того, при таком слепом подборе нет уверенности, что тот или иной найденный набор параметров действительно является наиболее оптимальным.
Также авторы не указывают, каким образом при их способе резки реализуется оперативное управление ориентацией вытянутого пятна, когда при выполнении криволинейных резов требуется постоянное изменение ориентации длинной оси этого пятна от филамента к филаменту в соответствии с переменным направлением упомянутой выше касательной к траектории движения. Без раскрытия информации об управлении в предлагаемом авторами устройстве ориентацией вытянутого пятна указанный способ не работает.
В предлагаемом нами техническом решении используется не вытянутое, а круглое лазерное пятно. При этом также достигается направленное раскалывание, но иным способом - не за счет вытянутого лазерного пятна, ориентацией которого неясно как оперативно управлять, а за счет иных факторов, когда при высокой частоте создания филаментов вытянутая область нагрева до температур не ниже некоторой критической обеспечивается в материале не одним филаментом, а совместным действием нескольких филаментов. Кроме того, в нашем изобретении решается задача строгого обоснованного количественного нахождения параметров облучения, при которых достигаются сформулированные в нашем способе желаемые технические результаты - более высокая гладкость разделения, высокая скорость и высокая энергоэффективность процесса.
Помимо стекол исследовались и другие материалы. Так, например, компания "Evana Technologies" [http://www.evanatech.com/technologies/sapphire-wafer-scribing-dicing] продемонстрировала негладкую филаментационную лазерную резку сапфира при помощи запатентованной этой компанией (или заявленной к патентованию) лазерной технологии резки сапфира ICICLE. Эта технология по сообщениям компании использует внутренние повреждения в сапфире ультракороткими лазерными импульсами для легкого и точного раскалывания материала и пригодна для сапфировых пластин с толщиной до 330 мкм. Недостатки в данном случае - скорость разделения относительно невелика, не более 0.3 м/с, при этом гладкое разделение данного материала не было получено.
Известны также работы, в которых показано, что филаменты (или аналогичные им протяженные плазменные объекты) в объеме материала могут быть в более общем случае созданы не только за счет использования известного явления самофокусировки, при котором высокоинтенсивный лазерный пучок за счет нелинейно-оптических эффектов самопроизвольно сжимается в материале в протяженную тонкую нить микронного или субмикронного диаметра, но и за счет применения каких-либо иных методов, удлиняющих область фокуса пучка вдоль оптической оси и применяемых как наряду с самофокусировкой, так и помимо ее. Такой эффект достигался за счет использования специальных оптических элементов - аксиконов (конических линз) для создания в обрабатываемой пластине так называемого гаусс-бесселева пучка - см., например, [Chebbi В, Minko S, Al-Akwaa N and Golub I 2010 Opt. Comm. 283 1678]. Схема создания гаусс-бесселева пучка в материале показана на Фиг. 5. Недостатком указанной работы является то, что в ней ЛФР вообще не исследовалась.
Аналогичный подход к созданию филаментов использовался в работе [К. Mishchik, В. Chassagne,  , et al. Proc. of SPIE Vol.9740, 97400W1-16 (2016)]. Известно также создание филаментов путем использования дифракционно-оптических элементов см., например, [Е. Vanagas, D. Kimbaras, L. Veselis, "Method of laser processing for substrate cleaving or dicing through forming "spike-like" shaped damage structures", International patent application WO 2016/059449 А1]. Гладкое разделение не было получено.
, et al. Proc. of SPIE Vol.9740, 97400W1-16 (2016)]. Известно также создание филаментов путем использования дифракционно-оптических элементов см., например, [Е. Vanagas, D. Kimbaras, L. Veselis, "Method of laser processing for substrate cleaving or dicing through forming "spike-like" shaped damage structures", International patent application WO 2016/059449 А1]. Гладкое разделение не было получено.
Также из патента РФ 2551043 С1 С.К, Вартапетов, А.Ф. Обидин, Д.В. Ганина, «Способ и устройство формирования прецизионных отверстий в оптически прозрачной пленке сверхкоротким импульсом лазерного излучения» известно применение намеренно астигматичной фокусирующей оптики или размещения подлежащей резке пластины под слоем жидкости, либо твердого прозрачного материала Недостатком данного изобретения является то, что в ней гладкое разделение для ЛФР не исследовалось.
Известно также создание филаментов при помощи дифракционно-оптических элементов для создания полей из множества отверстий в прозрачном материале [S.A. Hosseini. US2015246415 Method and apparatus for material processing using multiple flamentation of burst ultrafast laser pulses]. Каждый филамент при этом создавался не одним импульсом, а цугом (пакетом) из нескольких импульсов, лазерный источник имел длину волны менее 5 мкм, частоту повторения импульсов лазерного пучка от 1 Гц до 2 МГц, количество импульсов в цуге от 1 до 50 и энергию импульсов от 5 до 500 мкДж. Недостатком данной работы является то, что в ней внимание было уделено лишь получению отверстий в материале, но ни ЛФР, ни, тем более, гладкая ЛФР вообще не исследовались.
Известен эксперимент [К. Bergner, М. Muller, R. Klas, J. Limpert, S. Nolte and A. Ttinnerman, Appl. Opt. 57, 5941 (2018)], в котором толстая, толщиной около 8 мм, пластина из кварцевого стекла была разрезана гаусс-бесселевым пучком, при этом каждый филамент создавался цугом из Np=4 либо 8 импульсов. Использовался широкий диапазон энергий цуга импульсов Eburst, при этом было обнаружено, что наилучшую гладкость (хотя и не высокую) боковых стенок реза обеспечивает величина Eburst=0.9-1.0 мДж, она соответствует получению филамента с длиной Н около 7.4 мм. Недостатком работы является то, что гладкое разделение не было получено.
Преимуществом подхода к созданию филаментов за счет гаусс-бесселева пучка в указанных работах является в ряде случаев возможность получения филаментов существенно большей длины (до 10-20 мм и более), что представляет практический интерес для ЛФР очень толстых материалов толщиной не в доли миллиметра, а в один или даже несколько сантиметров.
БЛИЖАЙШИЕ АНАЛОГИ
Наиболее близкой по технической сущности к предлагаемому изобретению относительно полученной скорости и гладкости ЛФР является работа [V.N. Tokarev and I.V. Melnikov, Appl. Sci. 11, 1732 (2021)], которая принята в качестве ближайшего аналога. В ней описаны возможности получения гладкого разделения (по крайней мере, с улучшенной гладкостью) при ЛФР на основе модели, позволяющей понять механизм и управляющие факторы процесса, рассмотрены самые различные материалы и широкий диапазон изменения параметров излучения. В указанной работе рассматривался режим облучения, когда филаменты не перекрываются друг с другом и используется режим СФОИ, показанный на Фиг. 4а. В данной работе было показано, что в зависимости от выбора параметров облучения (их согласования друг с другом определенным образом) достигаются один или несколько из следующих технических результатов ЛФР:
(1) Получение гладких боковых стенок разделения, или, по крайней мере, с улучшенной гладкостью, что выражается в существенном уменьшении амплитуд гармоник шероховатости как в пределах каждого из наборов филаментов в пространстве между ближайшими соседними филаментами, так и по остальной боковой поверхности реза, включающей не подвергшиеся облучению области между указанными наборами филаментов;
(2) Высокоэффективное преобразование энергии лазерного импульса в высоколокальное тепловыделение в пространстве между соседними филаментами;
(3) Достижение высоких (и рекордно высоких) скоростей резки, например, порядка 1-4 м/с и более для стекол и порядка 0.3-11 м/с и более для сапфира, что в десятки и сотни раз превосходит скорости других известных методов;
(4) Возможность разделения в определенных условиях при весьма малой средней мощности импульсно-периодического лазерного излучения, начиная от всего лишь порядка сотни милливатт, с достижением при этом хоть и не рекордно высокой, но, тем не менее, приемлемой для практических применений скорости разделения материала.
Перечисленные технические результаты достигали за счет использования определенных параметров излучения и параметров материала, для нахождения которых использовали целенаправленную стратегию их поиска, состоящую из следующих 6 частей:
1. Был сформулирован комплекс из нескольких необходимых физических условий для получения резки с улучшенной гладкостью:
- Получение высокой энергоэффективности процесса разделения путем устранения потерь энергии филамента на тепловое излучение. Для этого энергию импульса Е1 в материале выбирают таким образом, что плазма филамента накачивается до объемной плотности энергии (ОПЭ) w, удовлетворяющей условию w≤w1, или w≥w2. Пределы w1 и W2, для которых обычно w1<w2, определяются в модели теплофизическими и оптическими свойствами материала и численно составляют порядка одной или нескольких сотен кДж/см3;
- Обеспечение повышенной однородности диаметра каждого возникающего филамента по его длине. Для этого длительность импульса г согласуют с энергией импульса Е1 таким образом, чтобы мощность единичного лазерного импульса P1≈Е1/τ была примерно равна критической для создания самофокусировки мощности Рс, т.е. P1=ГРc, где Г=1÷2;
- Создание в объеме материала непрерывного модифицированного слоя от филамента к филаменту с величиной выделившейся в нем объемной плотности энергии (в [Дж/см3]) не ниже минимально необходимой (пороговой) для получения гладкого разделения wmod. Для этого шаг следования s1 филаментов в материале согласуют с радиусом R цилиндрической зоны критической для разделения модификации как s1≤2R, что обеспечивает смыкание, либо даже перекрытие друг с другом в материале указанных зон от соседних филаментов, и тем самым формируется вышеуказанный непрерывный модифицированный слой от филамента к филаменту - см. Рис. 4с и Рис. 4d в сравнении с Рис. 4b в указанной работе. При этом радиус R указанной зоны модификации рассчитывается в модели в зависимости от механизма модификации и параметров облучения: 
- Образование прямолинейных филаментов регулярной формы в каждом из их наборов путем минимизации их влияния друг на друга, т.е. минимизации нагрева и температурного градиента от предыдущего филамента в месте положения и в момент возникновения следующего, нового филамента. Для этого частоту повторения f лазерных импульсов выбирают в одном из двух обнаруженных в модели диапазонов, условно называемых как высокочастотный, f≥f1, и низкочастотный, f≤f2, где пределы f1 и f2 отличаются в несколько десятков раз и f1>f2,
- Формирование зоны воздействия от филамента без разрушения в виде рассеянного трещинообразования в твердом материале непосредственно в ходе облучения. Для этого, как упрощенно рассматривается в модели, требуется доминирование в формировании зоны воздействия теплового механизма, а не альтернативных ему ударно-волнового, либо термодеформационного механизмов, как раз приводящих к рассеянному трещинообразованию в твердом материале, исключающему получение гладкого разделения после облучения. При этом доминирование того или иного механизма (теплового, термодеформационного, либо ударно-волнового) определяется как доминирование определяемого им радиуса критической для разделения модификации над аналогичными радиусами модификации, соответствующими двум другим альтернативным механизмам - см. Фиг. 6. Как показывает анализ, доминирование теплового механизма над указанными выше двумя альтернативными ему механизмами происходит при одновременном выполнении соответственно двух безразмерных критериев на параметры материала и излучения, что требует использования конкретного класса материалов - закаленных стекол. Такой теоретический вывод подтверждается получением в экспериментах гладкой резки для этих материалов. С другой стороны, для сапфира и незакаленных стекол эти критерии не выполнены, и в экспериментах гладкого разделения для таких материалов действительно не наблюдается.
2. Описание указанных выше необходимых условий в виде математических соотношений между параметрами излучения и параметрами материала позволило получить систему уравнений и неравенств.
3. Было найдено решение этой системы соотношений, представляющее собой, по сути, алгоритм последовательного пошагового конкретного количественного вычисления с помощью простых аналитических формул всех необходимых параметров для задания ЛФР с улучшенной гладкостью, как функцию в общей сложности около 40 входных параметров.
Для возможности описания сложного нелинейного физического процесса ЛФР модель использовала ряд упрощающих приближений, основанных на экспериментальных наблюдениях (например, приближение о цилиндрической форме филамента). Также был использован так называемый «полуэмпирический подход», при котором для ряда параметров используются их экспериментальные величины вместо трудоемкого, громоздкого и ненадежного по точности расчета этих параметров (к ним относятся длина филамента, его поглощательная способность и коэффициенты трансформации энергии. Кроме того, использовалась идея о возможности создания условий (при определенном выборе параметров облучения) для высокоэффективного преобразования энергии лазерного импульса в тепловыделение, локализованное в пределах пространства между соседними филаментами, что в свою очередь важно для указанного выше доминирования теплового механизма над альтернативными ему двумя другими.
4. Количественно найденный из указанной системы уравнений набор из 4 параметров излучения длительность τ лазерного импульса и его энергия Е1 в материале, частота повторения импульсов f и шаг следования филаментов в материале s1, а также выбор материала с подходящими параметрами полностью задают режим лазерной обработки, предпочтительный для получения резки с улучшенной гладкостью. Еще три практически важных параметра облучения - скорость относительного перемещения пучка и материала и, средняя мощность пучка в материале Р и производительность процесса ЛФР Ω определяются через указанные параметры s1, f и Е1 известными выражениями u=s1f, Р=E1f и Q=2s1H/E1. Управляющими параметрами, от которых зависят полученные решения в виде наборов (E1, τ, f, s1), являются, как показывает модель, объемная плотность энергии w накачки филамента, его радиус rf и длина Н, которые, в свою очередь, могут варьироваться в зависимости от условий фокусировки, энергии импульса, длины волны излучения, толщины материала и его физико-химических свойств.
5. Сравнение предлагаемых стратегии и модели количественного нахождения режима разделения с улучшенной гладкостью с известными экспериментами для сапфира, закаленного и незакаленного стекол для всех указанных параметров Е1, τ, f, s1 одновременно, выполненное как для тонких, так и толстых пластин - от очень малых толщин, примерно в 50 мкм, до больших, около 10 мм, показало хорошее количественное согласие.
6. После такой успешной апробации найденные в виде простых аналитических выражений решения (Е1, τ, f, s1) были далее оптимизированы путем варьирования влияющих на них указанных управляющих параметров w, rf и Н. В результате был найден ряд новых режимов ЛФР, обеспечивающих в дополнение к улучшенной гладкости другие перечисленные выше положительные результаты - высокую энергоэффективность и производительность процесса ЛФР Ω, и/или высокую (в том числе - рекордно высокую) скорость ЛФР u, и/или возможность ЛФР лазерным пучком очень малой средней мощности Р (от одной до нескольких сотен милливатт) с получением, тем не менее, приемлемой для практических применений немалой скорости разделения.
Недостатком указанной работы является то, что анализ условий получения гладкого разделения был выполнен детально для режима СФОИ. Однако на практике более широко распространен другой режим, когда используется создание филамента цугом импульсов (СФЦИ), и нет перекрытия филаментов по радиусам. Такой режим облучения имеет то преимущество, что за счет большого числа импульсов в цуге позволяет обеспечить значительно большую энергию для создания филамента, что в сочетании с указанными выше методами создания длинных филаментов дает возможность оптической накачки гораздо более длинного (по сравнению с упомянутым режимом СФОИ) филамента, прерывистого или непрерывного, до достаточной для разделения объемной плотности энергии. Такое отличие СФЦИ от СФОИ важно для резки толстых материалов, например, толщиной, 7-10 мм и более. При этом режим СФЦИ характеризуется не четырьмя (как в случае СФОИ), а, как указывалось выше, гораздо большим числом параметров излучения, к которым относятся, например, такие новые параметры, как энергия Eburst цуга импульсов в материале, энергии E0i отдельных импульсов цуга (i=1,2,… Np, где Np - число импульсов в цуге), частота повторения fburst цугов, шаг следования s1 филаментов в материале, длительность τburst цуга в целом, временной интервал Δt между импульсами в цуге и их количество Np в цуге. Одна из идей предлагаемого здесь способа состоит в том, что большее число параметров излучения при использовании режима СФЦИ позволяет получить большее число степеней свободы в управлении процессом ЛФР и за счет этого, возможно, позволит также улучшить гладкость разделения. Забегая вперед отметим, что, как будет показано ниже, режим СФЦИ расширяет класс материалов, для которых возможно получение разделения с улучшенной гладкостью - ими оказываются не только закаленные стекла, как в случае СФОИ, но и незакаленные стекла, а также и другие материалы.
Известны также несколько лазерных устройств с варьируемыми параметрами облучения с целью их подбора для улучшения тех или иных результатов обработки. При этом наиболее близким к предлагаемому в данном патенте устройству является предлагаемый фирмой Coherent лазерный источник "Monaco SmartCleave 1035-80-60" (www.coherent,com), который имеет энергию импульса 80 мкДж, частоту повторения более 188 кГц и длительность импульсов от менее 350 фс до 10 пс. Как можно судить из очень краткого описания [Industrial Laser Solutions, March-April 2018, www.industrial- lasers.com. а также G. Oulundsen, J. van Nunen, and M. Laha. Industrial Laser Solutions, pp. 21-23, July/August 2019] указанный лазер при длительности импульса 350 фс и средней мощности 40 Вт с помощью создания филаментов позволяет получить разделение слоистой системы из пленки полиимида толщиной 20 мкм на стекле толщиной 500 мкм с шероховатостью боковых стенок разделения<0.35 мкм. Тип стекла, величина скорости перемещения пучка, частота повторения цугов и шаг следования филаментов, а также физические основы процесса и другие его подробности в указанном сообщении компании не указываются. Недостатками описанного результата, судя по указанным в приведенном примере параметрам шероховатости и микрофотографиям боковых стенок реза, является их сравнительно невысокая гладкость (>0.1 мкм). Также остается неизвестным, каким образом подбираются параметры облучения для улучшения тех или иных технических результатов обработки. Кроме того, с точки зрения предлагаемого нами здесь способа к другим недостаткам можно отнести то, что данный лазер работает лишь на одной длине волны излучения (1.035 мкм), число импульсов в цуге (4 имп/цуг) недостаточно для получения резки с улучшенной гладкостью дисплейного стекла и сапфира, средняя мощность лазера (60 Вт) недостаточна для резки сапфира с высокой частотой повторения, а также стекол с толщиной более 1 мм.
Известен также волоконный лазерный источник "Antaus (Avesta) 10W-2μ/5M" от ООО «Авеста-Проект», г. Троицк, РФ, www.avesta.ru. также имеющий варьируемые параметры облучения. Здесь к недостаткам можно отнести то, что способ подбора параметров облучения для улучшения тех или иных результатов обработки (в обсуждаемом нами случае - ЛФР) неизвестен, а данные о гладкости получаемых стенок разделения не сообщаются. Кроме того, с точки зрения предлагаемого способа данный лазер имеет крайне ограниченную перестройку длины волны (1.03-1.05 мкм). Также средняя мощность лазера (около 10 Вт), энергия цуга импульсов (до 12 мкДж) и энергия отдельного импульса цуга (до 2 мкДж) малы и недостаточны для резки с высокой скоростью сапфира, а также стекол с толщиной более 1 мм.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Техническими результатами заявленного изобретения являются:
1) Улучшенная гладкость образующихся боковых стенок разделения, повышенная энергоэффективность ЛФР для широкого разнообразия материалов;
2) Высокая скорость ЛФР, или возможность выполнения ЛФР лазерным пучком очень малой средней лазерной мощности (от долей Вт) с получением приемлемой для применений немалой скорости разделения при использовании режима создания каждого филамента цугом импульсов (режима СФЦИ);
3) Устройства, реализующие указанное усовершенствование процесса, для материалов с соответственно малыми (50-750 мкм) и большими (около 7-10 мм) толщинами, а также для материалов с кривизной поверхности.
Эти технические результаты достигаются тем, что предлагаемый здесь способ раскрывает последовательность действий для количественного нахождения 14 параметров облучения, обеспечивающих указанные технические результаты для ЛФР в режиме СФЦИ. При этом принцип действия упомянутых устройств основан на настройке в них параметров облучения согласно предлагаемому способу. Количественное нахождение параметров построено на основе решения системы из 30 уравнений и неравенств, связывающей искомые параметры облучения при математическом описании совокупности многочисленных физических условий необходимых для получения разделения с улучшенной гладкостью. Эти условия подробно описываются ниже в разделе «Обоснование условий достижения технических результатов».
Отличие данного способа от упомянутого выше прототипа [V.N. Tokarev and I.V. Melnikov, Appl. Sci. 11, 1732 (2021)] состоит в том, что в данном способе с целью большей гибкости процесса ЛФР используется широко распространенный на практике режим СФЦИ, но не режим СФОИ, как это было в указанном прототипе. Этот режим (СФЦИ) характеризуется гораздо большим числом параметров излучения (см. Фиг. 7), что требует использовать для него иные методы усовершенствования процесса ЛФР. Кроме того, данный режим создает возможности расширения класса материалов, для которых возможно получение разделения с улучшенной гладкостью - это не только закаленные стекла, как в случае СФОИ, но и незакаленные стекла, а также и другие материалы. Также режим СФЦИ создает возможности резки гораздо более толстых материалов, чем в режиме СФОИ (например, толщиной 7-10 мм и более вместо толщин менее 1 мм для СФОИ).
Для достижения указанных технических результатов в качестве материалов, подвергаемых разделению данным способом, могут быть использованы разнообразные аморфные или кристаллические оптически прозрачные материалы (в том числе твердые или сверхтвердые, резка которых традиционными механическими методами крайне медленна и трудоемка) – химически закаленные стекла, дисплейные стекла, сапфир, автомобильное стекло, окна исследовательских камер высокого или низкого давления, планарные световоды, прозрачные стаканы и полые цилиндры, художественные изделия, а также такие материалы, как алмаз, ситалл, керамики, карбид кремния (SiC), нитрид галлия (GaN), селенид цинка (ZnSe), сульфид цинка (ZnS), хлорид натрия (KCl), бромид калия (KBr), фторид кальция (CaF2), фторид бария (BaF2), фторид магния (MgF2), фторид лития (LiF).
При этом для достижения указанных технических результатов могут быть использованы импульсно-периодические лазерные устройства, способные генерировать цуги близко расположенных во времени фемтосекундных либо пикосекундных импульсов, с длиной волны излучения в пределах области прозрачности материала, например, для кварцевого стекла в диапазоне 0.2-2.3 мкм, предпочтительно - в диапазоне 0.5-1.1 мкм, для получения тех или иных указанных технических результатов имеющие техническую возможность независимой настройки следующих характерных для режима облучения цугами импульсов параметров: энергии Eburst цуга импульсов, энергии Е0 отдельных импульсов цуга, частоты повторения цугов fburst, шага следования s1 филаментов в материале, длительности τburst цуга в целом, временного интервала следования импульсов в цуге Δt, длительности τ отдельного импульса цуга, числа импульсов Np в цуге, скорости и относительного перемещения лазерного пучка и материала, средней мощности лазерного излучения в материале Р, а также длины волны лазерного излучения λ, радиуса rf и длины Н филамента, с тем чтобы реализовать те или иные их согласования друг с другом в зависимости от того или иного конкретного материала той или иной толщины согласно предлагаемому способу. Конкретные примеры применения способа для настройки параметров облучения описаны ниже в разделе «Примеры осуществления изобретения» для ЛФР химически закаленного стекла Corning Gorilla Glass малой (50-750 мкм) и большой (7-10 мм) толщины (см. Табл. 3), а также для тонких пластин дисплейного стекла Eagle XG@Display Glass и сапфира (Табл. 4), при воздействии лазерным излучением с длиной волны 0.52 мкм, либо 1.04 мкм. При этом указаны конкретные величины всех необходимых для задания ЛФР параметров облучения.
ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг. 1-6 - чертежи, иллюстрирующие известный уровень техники (см. раздел «УРОВЕНЬ ТЕХНИКИ»).
Фиг. 7 разъясняет обозначения параметров, используемых при описании способа и относящихся к отдельному филаменту 10, создаваемому цугом импульсов. Филамент упрощенно представляется в модели как цилиндр радиуса rf на уровне 1/е в приближении гауссова распределения ОПЭ w филамента по радиусу, но с равномерным распределением w по длине Н этого цилиндра. Eburst - энергия цуга импульсов в материале, Е0 - средняя энергия одного импульса из цуга в материале, Ер - энергия плазмы филамента, λ - длина волны лазерного излучения, временные параметры цуга импульсов τ, Δt, τburst, Np, fburst объяснены на Фиг. 4б. Возможны схемы облучения, когда материал 5 перемещается под лазерным пучком 4 при помощи трехкоординатного xyz-столика, и/или когда при помощи аналогичного трехкоординатного xyz-столика перемещается система фокусировки 3 лазерного пучка.
Фиг. 8 показывает для режима СФОИ последовательность распада во времени энергии лазерного импульса в материале Е1 на 8 компонент при ЛФР прозрачного материала: Ер - энергия накачки плазмы филамента, ES+T - энергия потерь на рассеяние и прохождение луча сквозь материал, E'p - энергия плазмы филамента за вычетом потерь энергии Edis на диссоциацию, Etw - энергия, уносимая из филамента тепловой волной, Esw - энергия, уносимая ударной волной, Q - тепло, выделяемое в материале, Etrad - потеря энергии филамента из-за его теплового излучения в полосе прозрачности холодного материала вокруг него. Характерные временные масштабы tE, tP1, tP2 и tT1 определяются в «Списке обозначений». Показан случай tE<tP1, tP2 и tT1. Аналогичная схема распада применяется и для режима СФЦИ.
Фиг. 9 показывает два энергетических потока, обусловленных теплопроводностью (Ф2) и тепловым излучением (Ф2), которые вызывают показанный на Фиг. 8 распад энергии Etw на компоненты Q (за счет Ф1) и Etrad (за счет Ф2). За показательный радиус, на котором выполняется сравнение Ф1 и Ф2, выбирается r=r1/2 от оси филамента, т.е. сравнение Ф1(r=r1/2) и Ф2(r=r1/2). На этом радиусе нагрев уменьшается вдвое по сравнению с нагревом на оси ΔТ0=(Т0-Ti) и составляет 0.5ΔT0.
Фиг. 10 показывает эффект возникновения в плоскости 16 (π) поперечного сечения набора филаментов вытянутой непрерывной овальной области 21 внутри изотермы 22 Т=Tstrain (Tstrain - точка стеклования материала, выше которой, т.е. в области 21, увеличение объема материала с температурой, как известно, резко возрастает). Показано также влияние частоты повторения цугов импульсов fburst на форму и размеры этого теплового клина. В области 21 материал нагрет до температур не менее Tstrain. Эта область подобно клину, распирающему материал, следует за движением пучка относительно материала в направлении 8 с отставанием в один или несколько шагов следования филаментов s1. 10 указывает местоположения филаментов с шагом следования s1, созданных движущимся вдоль оси х пучком. Lhot обозначает длину непрерывной области 21 в направлении движения пучка относительно материала в пределах изотермы 22 Т= Tstrain. Стрелка 20 показывает приход очередного цуга импульсов и создание им последнего по времени филамента. 23 - след из материала с модификацией не ниже критической для получения разделения, остающийся после прохождения области 21 по материалу. 24 - замороженные в материале растягивающие напряжения, остающиеся при охлаждении дорожки 23 модифицированного материала и вызывающие механическое ослабление материала вдоль нее, а также способствующие применяемому после выполнения облучения механическому раскалыванию материала вдоль этой дорожки. Фиг. 10а и Фиг. 10б соответствуют применению различных частот повторения цугов - соответственно (здесь f1 - нижний предел высокочастотного диапазона частот повторения цугов fburst>/f1). Как видно, с ростом fburst указанная овальная область 21 приобретает более вытянутую форму. Для сравнения, в низкочастотном диапазоне, fburst≤f2, указанная овальная область 21 не возникает (зависимость частотных пределов f1 и f2 от шага следования филаментов см. ниже в тексте). Сильно вытянутая форма такой сингулярной области воздействия в материале может, как известно из литературы, являться существенным концентратором и усилителем растягивающих напряжений на переднем и заднем сужающихся кончиках этой области. Поэтому в данном случае такой тепловой клин может вызывать, как показано на Фиг. 10б, микротрещины 25 в твердом материале вблизи ее переднего кончика преимущественно в направлении движения пучка, либо вблизи этого направления. При возрастании частоты повторения цугов от fburst≈f1 (Фиг. 10а) до fburst≈3f1 (Фиг. 10б) и более высоких fburst такое явление может стать опасным вследствие риска распространения от микротрещин на переднем кончике более многочисленных и более протяженных вперед трещин 26, которые могут существенно отклоняться от направления 8 движения пучка и приводить тем самым к потере управляемости направлением раскалывания. Во избежание этого явления предпочтительно ограничение частот fburst вблизи f1, т.е. например, как fburst≈(1-3)f1, когда аспектное отношение данной овальной области 21, а вместе с ним и усиление растягивающих напряжений впереди ее переднего кончика, не чрезмерно велики.
соответственно (здесь f1 - нижний предел высокочастотного диапазона частот повторения цугов fburst>/f1). Как видно, с ростом fburst указанная овальная область 21 приобретает более вытянутую форму. Для сравнения, в низкочастотном диапазоне, fburst≤f2, указанная овальная область 21 не возникает (зависимость частотных пределов f1 и f2 от шага следования филаментов см. ниже в тексте). Сильно вытянутая форма такой сингулярной области воздействия в материале может, как известно из литературы, являться существенным концентратором и усилителем растягивающих напряжений на переднем и заднем сужающихся кончиках этой области. Поэтому в данном случае такой тепловой клин может вызывать, как показано на Фиг. 10б, микротрещины 25 в твердом материале вблизи ее переднего кончика преимущественно в направлении движения пучка, либо вблизи этого направления. При возрастании частоты повторения цугов от fburst≈f1 (Фиг. 10а) до fburst≈3f1 (Фиг. 10б) и более высоких fburst такое явление может стать опасным вследствие риска распространения от микротрещин на переднем кончике более многочисленных и более протяженных вперед трещин 26, которые могут существенно отклоняться от направления 8 движения пучка и приводить тем самым к потере управляемости направлением раскалывания. Во избежание этого явления предпочтительно ограничение частот fburst вблизи f1, т.е. например, как fburst≈(1-3)f1, когда аспектное отношение данной овальной области 21, а вместе с ним и усиление растягивающих напряжений впереди ее переднего кончика, не чрезмерно велики.
Фиг. 11 поясняет ограничение на величину локальных радиусов кривизны R1 и R2 криволинейной траектории 27 резки в плоскости 16 (π) поперечного сечения филаментов. Показаны несколько положений на траектории 27 упомянутой на Фиг. 10 овальной области 21 критического для разделения нагрева на этой траектории. Lhot - длина этой области. Как следует из рисунка, при выполнении ограничения R1, R2>>Lhot овальная область 21 при каждом ее положении на криволинейной траектории 27, автоматически, без каких-либо дополнительных ухищрений, в отличие от описанного в «Уровне техники» патента [F. Hendrics and V.V. Matylitsky. Processing of material using non-circular laser beams. Patent WO 2016/005455 A1], т.е. без формирования вытянутого каждого отдельного лазерного пятна, следует за направлением касательной к указанной криволинейной траектории 27, обеспечивая тем самым и направленное вдоль касательной растрескивание. Механизм происхождения овальной области нагрева 21 поясняется на Фиг. 10.
Фиг. 12 показывает последовательность количественного нахождения параметров облучения, предпочтительных для получения ЛФР с улучшенной гладкостью разделения при использовании режима СФЦИ. Указаны 5 последовательных стадий (1-5) выполнения этого алгоритма для нахождения 12 неизвестных параметров режима СФЦИ энергии цуга в целом Eburst, шага следования филаментов s1, числа импульсов в цуге Np, средней энергии единичного импульса в цуге Е0, частоты повторения цугов импульсов fburst, длительности отдельного импульса в цуге τ, длительности цугов импульсов в целом Tburst, временного интервала между импульсами в цуге Δt, средней лазерной мощности Р в материале, скорости u относительного перемещения лазерного пучка и материала, энергоэффективности Ω процесса ЛФР и объемной плотности энергии филамента w. Вместе с 2 входными параметрами, радиусом rf и длиной филамента Н, указанные в общей сложности 14 параметров полностью задают процесс ЛФР в режиме СФЦИ. Значения остальных параметров на данной схеме указаны в «Списке обозначений» в тексте. Количество указанных стадий и границы между ними в данной схеме достаточно условны и приводятся лишь для придания обширному массиву вводных, свободно выбираемых и рассчитываемых параметров удобной для анализа структуры.
Фиг. 13 показывает схему устройства разделения с помощью предлагаемого способа для неплоских прозрачных и полупрозрачных материалов в виде фигур вращения - цилиндрической трубки, волокна, сфероида, эллипсоида, гиперболоида и других рельефов. В отличие от элементов и модулей, упоминавшихся выше для уровня техники на Фиг. 1, 2 и 5, данное устройство имеет техническую возможность вращения 31 указанной неплоской детали 5 относительно лазерного пучка 4 вокруг ее оси симметрии 30 за счет применения модуля 29 для крепления и вращения указанной детали с регулируемыми скоростью u, длиной Н и радиусом rf филамента, энергией цуга в материале Eburst, шагом следования филаментов s1, числом импульсов в цуге Np, средней энергией единичного импульса в цуге Е0, частотой повторения цугов импульсов τburst, длительностью отдельного импульса в цуге τ, длительностью цугов импульсов в целом Uurst и временного интервала между импульсами в цуге Δt, которые настраиваются под параметры материала и согласуются друг с другом в соответствии с предлагаемым здесь способом. Указанные параметры рассчитываются и устанавливаются в устройстве «вручную» и/или при помощи блока 28 числового программного управления различными модулями устройства, к которым относятся упомянутые на Фиг. 1 и Фиг. 2 лазерный источник 1, система 3 формирования пучка и его фокусировки, система крепления 6 материала 5 под пучком 4, позволяющая регулировать наклон образца 5 и поворачивать его вокруг вертикальной оси z, трехкоординатный xyz-столик 7 для настройки положения фокуса по координате z в материале 5, а также модуль 29 для крепления и вращения с задаваемой скоростью подвергаемой лазерной обработке детали.
При выборе параметров облучения согласно предлагаемому способу для широкого разнообразия материалов достигают такие технические результаты, как улучшенная гладкость образующихся боковых стенок разделения, повышенная энергоэффективность ЛФР, высокая скорость ЛФР, или возможность выполнения ЛФР лазерным пучком очень малой средней лазерной мощности (от долей Вт) с получением, тем не менее, приемлемой для применений немалой скорости разделения. Кроме того, способ предлагает принцип работы устройств для разделения прозрачных и полупрозрачных материалов с соответственно малыми (50-750 мкм) и большими (около 7-10 мм) толщинами, а также материалов с кривизной поверхности.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
Изобретение осуществляется следующим образом. Раскрывается описываемая ниже последовательность количественного определения параметров облучения при ЛФР, которые обеспечивают достижение для широкого разнообразия материалов таких технических результатов, как улучшенная гладкость образующихся боковых стенок разделения, повышенная энергоэффективность ЛФР, высокая скорость ЛФР, или возможность выполнения ЛФР лазерным пучком очень малой средней лазерной мощности (от долей Вт) с получением, тем не менее, приемлемой для применений немалой скорости разделения.
Указанная последовательность количественного определения параметров облучения может быть осуществлена следующим образом. Входными (или вводными) параметрами для выполнения расчета являются радиус rf и длина филамента Н, которые задаются исходя из экспериментальных потребностей выполнения ЛФР с улучшенной гладкостью для того или иного материала той или иной толщины. При этом для выполнения реального процесса ЛФР rf и Н могут варьироваться оператором с помощью системы фокусировки и выбора той или иной длины волны лазерного излучения при помощи методов, хорошо известных специалистам в данной области. Параметрами, подлежащими количественному нахождению, являются при этом объемная плотность энергии w филамента, энергия цуга импульсов в материале Eburst, шаг следования филаментов в материале s1, число импульсов в цуге Np, средняя энергия отдельных импульсов в цуге Е0, частота повторения цугов fburst, энергоэффективность процесса ЛФР Ω, средняя мощность импульсно-периодического лазерного излучения в материале Р, скорость относительного перемещения лазерного пучка и материала u, длительность цуга τburst, временной интервал между соседними импульсами в цуге Δt и длительность отдельного импульса в цуге τ. Указанные в общей сложности 14 параметров однозначно задают процесс ЛФР.
Из многообразия возможных решений предпочтительно используют такие, для которых величина шага следования филаментов s1 имеет «малую» величину (т.е. в диапазоне s1≈0.5-К3.5 мкм вместо известных в литературе s1≈4÷7 мкм), поскольку при уменьшении s1 шероховатость боковых стенок также имеет тенденцию к уменьшению. Для этого используют малые радиусы rf филамента, что достигается применением большей числовой апертуры системы фокусировки, и/или более короткой длины волны лазерного излучения (например, λ в диапазоне 0.5-0.55 мкм вместо 1-1.1 мкм), и/или использованием ОПЭ в ограниченном диапазоне w≈(1.8÷2.5)wdis.
Найденные таким образом параметры облучения применяют для практического выполнения процесса ЛФР того или иного прозрачного материала. Наиболее подходят для этого предлагаемые в данном способе 2 устройства для разделения различных материалов с соответственно малыми (50-750 мкм) и большими (около 7-10 мм) толщинами. Отличительной особенностью этих устройств является наличие у них технической возможности независимой настройки указанных выше 14 параметров характерных для режима СФЦИ. В каждом устройстве настройку осуществляют таким образом, что она обеспечивает реализацию количественно найденных данным способом оптимальных параметров процесса и их согласований друг с другом для получения указанных выше усовершенствований процесса ЛФР для того или иного материала той или иной толщины. Более подробно все параметры облучения и их конкретные согласования друг с другом для различных материалов указаны для обоих устройств ниже в Табл. 3 и Табл. 4 в разделе «Примеры осуществления изобретения».
Практически ЛФР с предлагаемой данным способом настройкой параметров облучения выполняют с использованием двух известных из уровня техники этапов (см. Фиг. 1 и 2): - На первом, подготовительном этапе производят облучение пластины материала пучком импульсно-периодического излучения фемтосекундного (либо пикосекундного) лазера при движении пучка и материала друг относительно друга и создают один или несколько нагретых до высокой температуры протяженных нитеподобных объектов (так называемых филаментов) длиной от нескольких десятков до нескольких тысяч микрон, неперекрывающихся друг с другом по их радиусам, используют создание каждого филамента цугом (группой) импульсов, близко расположенных во времени, путем использования нелинейно-оптического явления самофокусировки, либо за счет использования формируемого коническими линзами бесселева пучка, либо за счет каких-либо иных методов создания в объеме материала области фокусировки протяженной длины (от нескольких десятков мкм до нескольких тысяч мкм) для пучка фемтосекундного, либо пикосекундного лазера, излучающего на длине волны излучения, на которой данный материал прозрачен при низкой лазерной интенсивности в несфокусированном пучке, создают в толще материала один или несколько наборов филаментов, где указанные наборы отличаются друг от друга их различным положением по глубине в материале. Важным и новым здесь является то, что для создания филаментов используют указанные предлагаемым здесь способом 14 параметров облучения: rf, Н, w, Eburst, Е0, Np,fburst, s1, Tburst, Δt, τ, u, P и Ω;
- На втором, окончательном этапе после проведения указанного выше облучения выполняют механическое раскалывание пластины (т.е. ее разделение) вдоль поверхности расположения созданных лазерным пучком наборов протяженных плазменных нитей, которое может происходить самопроизвольным образом, или же путем применения дополнительного механического воздействия на упомянутую обрабатываемую пластину в виде растягивающего механического напряжения в зоне материала, в которой расположены указанные выше наборы филаментов.
Настройку суммарной ширины Н наборов филаментов в устройстве для разделения пластин с малыми (50-750 мкм) толщинами осуществляют путем использования известного нелинейного процесса самопроизвольной самофокусировки в материале высокоинтенсивного лазерного пучка, или же применением фокусировки лазерного пучка за счет использования специальных оптических элементов, таких, как намеренно астигматичная фокусирующая оптика, аксиконы и др. При необходимости увеличения Н примерно до 700-750 мкм используют известные описанные выше в «Уровне техники» методы - мультифокусировку или несколько повторных проходов лазерного пучка по тому же треку, или какие-либо иные методы. В то же время в устройстве для разделения пластин с большими толщинами (около 7-10 мм), где соответственно требуется создание филаментов значительно большей длины (в несколько миллиметров), для этого применяют фокусировку лазерного пучка с помощью конических линз (аксиконов) 16 и гаусс-бесселевых пучков.
Оба указанных устройства при использовании в них указанного способа количественного нахождения параметров облучения могут включать получение как прямолинейных, так и криволинейных резов, либо замкнутых резов в зависимости от задаваемой траектории движения лазерного пучка относительно материала, при условии, что минимальный радиус кривизны Rc не менее, чем на порядок величины превосходит длину Lhot овальной области 21 критического для разделения материала нагрева, возникающей при высоких частотах повторения цугов, т.е. Rc>>Lhot - см. подробнее ниже в разделе «Обоснование условий достижения технических результатов», а также Фиг. 11.
Указанные устройства при использовании в них предлагаемого способа количественного нахождения параметров облучения могут также включать техническую возможность резки детали, имеющей неплоскую поверхность в виде фигуры вращения, путем вращения этой детали относительно лазерного пучка вокруг ее оси симметрии (см. Фиг. 13). При этом скорость вращения выбирают так, чтобы скорость относительного перемещения и лазерного пучка и материала совпадала с ее величиной согласно предлагаемому в данном патенте алгоритму вычисления параметров для того или иного материала той или иной толщины.
Кроме того, устройство для тонких материалов при использовании в нем указанного способа количественного нахождения параметров облучения может также включать техническую возможность разделения протяженных гибких прозрачных материалов при их перемещении под лазерным пучком «с катушки на катушку» ("roll-to-roll manufacturing").
ЛФР с применением предлагаемого способа количественного выбора параметров может быть выполнена с использованием многослойной композиции, которая состоит из расположенных друг на друге слоев из одного и того же прозрачного материала, или же включает слои различных прозрачных материалов, твердых и/или жидких, эти слои могут иметь различную толщину, при этом подлежащий разделению слой материала может быть первым в указанной композиции, т.е. обращенным к лазерному пучку, либо последним слоем, т.е. на тыльной стороне указанной многослойной композиции, или же заключен между других слоев.
Положение создаваемых в толще материала филаментов для ЛФР с применением предлагаемого способа выбора параметров может быть настроено целиком внутри объема материала, т.е. без выхода филаментов ни на переднюю, ни на заднюю поверхности обрабатываемого образца. За счет этого выброс материала в окружающее пространство в виде паров, капель или твердых осколков отсутствует, тем самым реализуют экологически чистое безабляционное разделение материала с нулевой шириной реза.
Если применение параметров, предлагаемых данным способом, а также указанных выше практических мер оказывается все же недостаточным для получения желаемого уровня гладкости боковых стенок разделения, то для повышения предела механической прочности материала на растяжение на передней (обращенной к падающему лазерному пучку) и/или тыльной поверхности материала, и, тем самым, как следует из модели, для искусственного уменьшения на них радиуса зоны нежелательного хаотичного или разнонаправленного растрескивания вокруг каждого филамента вследствие действия термодеформационного механизма формирования зоны воздействия вокруг каждого филамента, используют нанесение на указанные поверхности дополнительного вспомогательного слоя прозрачного материала с высокой жесткостью (модулем Юнга) и высоким пределом прочности на растяжение. В качестве такого материала используют, например, прозрачную графеновую пленку, либо пленку из высокопрочного прозрачного полимера. Положение филамента в толще пластины материала настраивают при этом так, что он не выходит за пределы обрабатываемого образца в область расположения указанного наружного вспомогательного слоя.
Ниже приводится физическое обоснование условий, обеспечивающих достижение указанных технических результатов.
1. ЛФР сложный процесс, зависящий от множества параметров, особенно в режиме СФЦИ, когда для описания процесса ЛФР используется согласно приводимому в тексте «Списку обозначений» более 80 параметров, а для задания режима облучения, в котором каждый филамент создается цугом импульсов, необходимо указать не менее 12 выше упомянутых параметров - w, Eburst, Е0, Np, fburst, s1, τburst, Δt, τ, u, P, Ω, а также и еще 2 управляющих входных параметра - rf и Н. Поиск методом проб и ошибок в многомерном пространстве параметров области, обеспечивающей тот или иной желаемый положительный результат (улучшенную гладкость, высокую производительность или возможность использования для ЛФР крайне малой средней мощности), является поэтому крайне сложным и трудоемким, не гарантирует нахождения всех возможных, в том числе - наилучших, решений проблемы и не позволяет широко взглянуть на нее за пределы области параметров конкретного имеющегося в распоряжении лазера, не всегда пригодных и достаточных для решения задачи. В этой связи, для такого поиска важно создать и использовать модель процесса ЛФР, которая явится своего рода путеводной нитью в сложном многомерном пространстве параметров для нахождения в нем области параметров оптимальных для получения того иного результата. Такая оригинальная модель для рассматриваемого здесь режима СФЦИ предлагается и используется в данном способе.
Для возможности описания сложного нелинейного физического процесса ЛФР в этой модели используют ряд упрощающих приближений, основанных на экспериментальных наблюдениях - например, приближение о цилиндрической форме филамента, а также так называемый «полуэмпирический подход», при котором для ряда параметров используют их экспериментальные величины вместо расчета этих параметров, который, если вообще возможен, является трудоемким, громоздким и ненадежным по точности. К таким параметрам относятся длина филамента, его поглощательная способность и коэффициенты трансформации лазерной энергии в энергию плазмы филамента, в тепловую волну, в ударную волну и тепловыделение.
Для понимания механизма гладкого разделения в модели реализуют сформулированную ранее в ближайшем аналоге [V.N. Tokarev and I.V. Melnikov, Appl. Sci. 11, 1732 (2021)] концепцию о различных конкурирующих механизмах лазерно-индуцированной модификации и ослабления материала вокруг каждого образующегося филамента - тепловом, термодеформационном и ударно-волновом. При таком подходе получение разделения с улучшенной гладкостью рассматривают как результат доминирования (при определенных условиях) теплового механизма модификации над конкурирующими с ним остальными двумя - термодеформационным и ударно-волновым.
Кроме того, используют идею о возможности создания условий (при определенном выборе параметров облучения) для высокоэффективного преобразования энергии лазерного импульса в тепловыделение, локализованное в пределах пространства между соседними филаментами, что, в свою очередь, важно для указанного выше доминирования теплового механизма, а также для получения высокой энергоэффективности ЛФР.
Ключевое значение для понимания механизмов процессов, составляющих ЛФР, имеет раскрываемая в модели последовательность распада во времени энергии лазерного импульса в материале на 8 компонент (см. Фиг. 8 для режима СФОИ). «Включение» или «выключение» во времени тех или иных энергетических компонент и их воздействий на материал определяется упомянутыми выше характерными временными масштабами этого распада tE, tP1, tP2, tT1, tT2, tr и др. (расшифровку начений этих параметров см. ниже при обсуждении формул (1-30)). Такой систематизированный подход в данном случае филамента цилиндрической формы и радиального переноса энергии позволил на основе энергобаланса и схемы распада на Фиг. 8 найти следующие соотношения для используемых в данном способе компонент энергетического распада энергии, уносимой ударной волной Esw, энергии, уносимой тепловой волной Etw, и выделяемого в материале тепла Q:

Здесь  обозначает эффективный объем филамента, AP-H - коэффициент конверсии тепловой энергии от плазмы филамента Etw в тепло Q. В условиях оптимального выбора w, т.е. при выполнении указанного ниже условия (11) w≤w1, используют для расчетов по указанным формулам величину AP-H≈0.9 или более.
обозначает эффективный объем филамента, AP-H - коэффициент конверсии тепловой энергии от плазмы филамента Etw в тепло Q. В условиях оптимального выбора w, т.е. при выполнении указанного ниже условия (11) w≤w1, используют для расчетов по указанным формулам величину AP-H≈0.9 или более.
2. Для выяснения физических условий достижения лучшей гладкости разделения твердых прозрачных материалов предлагается использовать ранее сформулированную в прототипе [V.N. Tokarev and I.V. Melnikov, Appl. Sci. 11, 1732 (2021)] идею о создании условий для доминирования теплового механизма модификации материала над альтернативными ему ударно-волновым и термодеформационным механизмами. Однако для реализации такого доминирования для рассматриваемого режима СФЦИ предлагается использовать новые способы и иные параметры, чем для рассмотренного в указанном прототипе режима СФОИ.
2.1 Условие уменьшения влияния ударно-волнового механизма по сравнению с тепловым механизмом для рассматриваемого здесь режима СФЦИ предлагается выполнить путем надлежащего выбора таких новых, не рассмотренных ранее в прототипе [V.N. Tokarev and I.V. Melnikov, Appl. Sci. 11, 1732 (2021)] параметров излучения, присущих режиму СФЦИ, как длительность цуга в целом τburst, временной интервал Δt между импульсами в цуге, их количество NP, в цуге, а также частота повторения цугов fburst. С этой целью для длительности цуга в целом τburst выбирают надлежащий характерный временной масштаб - менее так называемого «времени удержания тепла» в филаменте tT1, оцениваемого как

т.е.  Выполнение такого неравенства физически означает, что теплопроводностные потери из филамента за время воздействия цуга τburst практически отсутствуют. Это приводит к эффективному суммированию его разогревов последовательными импульсами цуга, тем самым обеспечивается эффективный (без потерь тепла за пределы радиуса филамента) разогрев филамента цугом в целом. Благодаря этому при той же ОПЭ w для режима СФЦИ, что и в режиме СФОИ, радиус RT зоны модификации за счет теплового механизма остается тем же.
Выполнение такого неравенства физически означает, что теплопроводностные потери из филамента за время воздействия цуга τburst практически отсутствуют. Это приводит к эффективному суммированию его разогревов последовательными импульсами цуга, тем самым обеспечивается эффективный (без потерь тепла за пределы радиуса филамента) разогрев филамента цугом в целом. Благодаря этому при той же ОПЭ w для режима СФЦИ, что и в режиме СФОИ, радиус RT зоны модификации за счет теплового механизма остается тем же.
Кроме того, для движущегося лазерного пучка также важно выбрать длительность цуга τburst много меньше времени прохождения пучком по материалу расстояния порядка радиуса филамента, которое можно поэтому назвать также временем удержания положения пучка:

где

- скорость относительного движения лазерного пучка и поверхности материала, т.е. τburst<tr. Выполнение этого условия обеспечивает локализацию вложения энергии импульсов каждого цуга в примерно одну и ту же область пространства в виде цилиндра с радиусом филамента rf, поскольку при движении пучка со скоростью и относительно обрабатываемого материала ее смещение за время длительности цуга τburst мало по сравнению с rf. Таким образом, τburst выбирают на основании итогового условия, получаемого при объединении указанных неравенств:

Одновременно с ограничением (4) интервал Δt между импульсами в цуге выбирают больше, чем время инерциального удержания давления в филаменте tP1 и время инерциального удержания давления в пространстве между соседними филаментами tP2, которые оцениваются как

т.е.

Также при указанном выборе τburst и Δt согласно (4) и (6) соблюдают очевидное из Фиг. 4б соотношение

где Np - число импульсов в цуге.
Для характерной величины скорости звука в материале cs=6⋅105 см/с [С.Mauclair, А. Mermillod-Blondin, K. Mishchik, J. Bonse, A. Rosenfeld, J. Colombier and R. Stoian, High Power Las. Sci. Eng. 4, E46 (2016)], используемого в данном способе субмикронного радиуса филаментов порядка rf=0.25÷0.5 мкм и, например, шага следования филаментов s1≈2÷6 мкм оценки указанных времен удержания составляют tP1=0.1÷0.2 нс и tP2=0.3÷1 нс.
С физической точки зрения ограничение (6) означает, что в отличие от сложения амплитуд нагрева от отдельных импульсов цуга, происходящего при выполнении условия (4), для ударных волн сложения и накопления их амплитуд, индуцированных отдельными импульсами цуга, не происходит (по крайней мере, их переходных, быстро исчезающих компонент), как в пределах радиуса rf филамента, так и в пределах промежутка s1 между соседними филаментами, где формируется зона воздействия филамента на окружающий материал. Поэтому радиус Rsw модификации материала вокруг филамента за счет ударно-волнового механизма от цуга в целом в таких условиях становится примерно равным соответствующему радиусу модификации от всего лишь одного из импульсов цуга: Rsw≈Rsw1. Но энергия одного импульса многократно, примерно в раз меньше энергии цуга в целом. Соответственно, создаваемая одним импульсом ОПЭ филамента в Np раз меньше создаваемой цугом ОПЭ филамента w, т.е. составляет примерно w/Np). Поэтому для режима СФЦИ при той же ОПЭ филамента, что и для режима СФОИ, энергия ударной волны с учетом указанного выше выражения для Esw для одного импульса цуга принимает вид:  при этом соответствующий ей радиус модификации при радиальном переносе энергии в материал от филамента уменьшается со (1/Np)1/2 и имеет вид: Rsw1∞
при этом соответствующий ей радиус модификации при радиальном переносе энергии в материал от филамента уменьшается со (1/Np)1/2 и имеет вид: Rsw1∞ (здесь σс - предел механической прочности материала для ударно-волнового воздействия). В то же время радиус модификации RT за счет теплового механизма от цуга в целом при выполнении ограничения (4) не зависит от Np и, как и в режиме СФОИ, согласно полученным ранее в прототипе [V.N. Tokarev and I.V. Melnikov, Appl. Sci. 11, 1732 (2021)] оценкам с учетом указанного выше выражения для Q и также при радиальном переносе энергии от филамента в окружающий материал составляет:
(здесь σс - предел механической прочности материала для ударно-волнового воздействия). В то же время радиус модификации RT за счет теплового механизма от цуга в целом при выполнении ограничения (4) не зависит от Np и, как и в режиме СФОИ, согласно полученным ранее в прототипе [V.N. Tokarev and I.V. Melnikov, Appl. Sci. 11, 1732 (2021)] оценкам с учетом указанного выше выражения для Q и также при радиальном переносе энергии от филамента в окружающий материал составляет: 
Сравнение полученных оценок для Rsw≈Rsw1 и RT для режима СФЦИ показывает, что использование достаточно большого числа импульсов в цуге Np делает возможным уменьшение Rsw до такого уровня, что отношение Rsw/RT становится <1 (либо даже <<1), что соответствует доминированию теплового механизма над ударно-волновым и, тем самым, благоприятно для получения гладкого разделения. При этом за счет выбора достаточно большого числа импульсов в цуге Np такое доминирование (и, соответственно, разделение с улучшенной гладкостью) становится возможным не только для закаленных стекол, как это было показано ранее для режима СФОИ в прототипе [V.N. Tokarev and I.V. Melnikov, Appl. Sci. 11, 1732 (2021)], но в рассматриваемом режиме СФЦИ также и для незакаленных материалов - например, дисплейных стекол, кварцевого стекла и сапфира.
Число импульсов в цуге Np, которое обеспечивает выполнение соответствующего условия Rsw/RT<1, как следует из указанных выше выражений для Rsw, и RT, должно быть не ниже некоторой минимальной пороговой величины Ap0:

Квадратные скобки [] в (8) обозначают целую часть числа в скобках, коэффициент ϕ=RT/Rsw показывает, во сколько раз желательно уменьшить Rsw по отношению RT за счет использования числа импульсов Np0 (для количественных оценок далее используется (ϕ=1.3-1.4), η - коэффициент теплопроводностного остывания материала в пространстве между соседними филаментами от какого-либо цуга импульсов к моменту достижения максимума нагрева этого промежутка следующим по времени и соседним по пространству цугом импульсов (объяснение физического смысла η см. на рис. 5 и в подписи к нему в прототипе [V.N. Tokarev and I.V. Melnikov, Appl. Sci. 11, 1732 (2021)]).
Как показывают приводимые ниже в Табл. 3 и 4 конкретные примеры расчета параметров излучения, оценки согласно полученным выражениям (8, 9) дают для дисплейного стекла Corning Eagle XG™ Np0=5-7, а для сапфира, являющегося кристаллическим материалом, Np0=4-12 в зависимости от используемой ОПЭ филамента. С другой стороны, для химически закаленного стекла (Corning Gorilla Glass 5) Np0 имеет меньшую величину: Np0≈2-3.
Формула (8) для Np0 в прозрачной форме показывает, что в случае материалов с большой величиной Np0 возможно уменьшение этого параметра (и тем самым -недопущение слишком большого Np), для чего благоприятны следующие факторы:
- Максимизация коэффициента AP-H, что соответствует минимизации потерь энергии на тепловое излучение филамента, как черного тела, в области прозрачности окружающего филамент холодного материала (см. Фиг. 9). Меры по устранению потерь энергии филамента на тепловое излучение подробнее будут указаны ниже;
- Максимизация параметра η, что имеет место в «высокочастотном» диапазоне частот повторения цугов fburst≥f1, где η достигает максимальных величин в диапазоне 0.76÷1 (что соответствует существенному накоплению тепла в промежутках между филаментами в этом частотном диапазоне). Для сравнения, в «низкочастотном» диапазоне fburst≥≤f2 параметр η мал - не более 0.1, и указанное накопление тепла в промежутках между филаментами несущественно. Величины частотных пределов f1 и f2 см. ниже;
- Малый коэффициент Ksw (т.е. Ksw<<1). Это приводит к соответствующему уменьшению уносимой из филамента ударной волной компоненты энергии Esw, ответственной за формирование радиуса Rsw зоны ударно-волнового воздействия вокруг филамента (см. подробнее объяснение компоненты Esw в подписи к Фиг. 8). Малые значения Ksw (<<1) соответствуют неравенству tE>>tP2, т.е. материалам с достаточно медленным временем tE релаксации возбуждения плазмы филамента, в таких материалах возбуждение ударной волны неэффективно. Для сравнения, большие Ksw (порядка 0.5 и более) характерны для материалов с быстрым энерговыделением, т.е. достаточно малым tE: tE<tP2. В этом случае возбуждение ударной волны и ее учет существенны. В соответствии с оценками времени инерциального удержания давления tP2, приведенными выше для радиуса филаментов rf=0.25÷0.5 мкм и шага следования филаментов s1≈2÷6 мкм, приведенное выше условие tE>>tP2 численно соответствует материалам, для которых параметр tE>>0.3-1 нс. Столь относительно долгое время релаксации tE может быть присуще материалу изначально за счет наличия в структуре его электронных уровней состояний с долгоживущим возбуждением. Известно, что долгоживущие состояния возбуждения могут возникать за счет дефектов структуры материала и образования самоплененных экситонов [С. Mauclair, A. Mermillod-Blondin, K. Mishchik, J. Bonse, A. Rosenfeld, J. Colombier and R. Stoian, High Power Las. Sci. Eng. 4, E46 (2016); P. Martin, S. Guizard, Ph. Daguzan, G. Petite, P. D'Oliveira, P. Meynadier and M. Perdrix, Phys. Rev. В 55, 5799 (1997)]. Поэтому можно ожидать, что в зависимости от материала в режиме СФЦИ долгоживущие состояния, даже если их не было изначально до облучения, могут развиваться непосредственно в ходе облучения цугом, например, за счет формирования многочисленных дефектов структуры при нагреве материала в филаменте последовательными импульсами цуга до температур выше точки стеклования или точки диссоциации, при которых обычно происходит разупорядочение структуры материала, способствующее формированию дефектов. Кроме того, дефекты структуры и обусловленные ими долгоживущие состояния могут быть созданы и за счет какого-либо иного вспомогательного источника облучения или инструмента, воздействующего на материал в зоне движения по нему основного лазерного пучка перед прохождением этого пучка.
2.2 Для получения разделения с улучшенной гладкостью необходимо также уменьшить нежелательное влияние хаотично-, или разнонаправленного от филамента растрескивания за счет еще одного механизма, термодеформационного. В этой связи отметим следующее: Во-первых, как и в ранее рассмотренном в [V.N. Tokarev and I.V. Melnikov. Appl. Sci. 11, 1732 (2021)] режиме СФОИ для устранения нежелательного для гладкого разделения растрескивания от каждого филамента по многим направлениям за счет этого механизма, предлагается использовать материалы с малыми αT, Y, Tstrain (для аморфных материалов) или Tmelt (для кристаллических материалов), но с большим пределом механической прочности σс, что соответствует выполнению условия на параметры материала 
 Физический смысл этого условия состоит в том, что в таких материалах при локальном нагреве в зоне воздействия филамента до точки Tstrain (или Tmelt) термоиндуцированные деформации оказываются недостаточными для разрушения материала в виде растрескивания. Такими материалами являются, например, закаленные стекла. Однако для незакаленных стекол и сапфира указанное условие не выполнено, и для удаления вредного влияния этого механизма для таких материалов необходимо иное решение проблемы.
Физический смысл этого условия состоит в том, что в таких материалах при локальном нагреве в зоне воздействия филамента до точки Tstrain (или Tmelt) термоиндуцированные деформации оказываются недостаточными для разрушения материала в виде растрескивания. Такими материалами являются, например, закаленные стекла. Однако для незакаленных стекол и сапфира указанное условие не выполнено, и для удаления вредного влияния этого механизма для таких материалов необходимо иное решение проблемы.
Во-вторых, для материалов иных, чем закаленные стекла, в которых эффект хаотичного, либо разнонаправленного растрескивания от филамента для данного механизма устранить не удается (что имеет место для материалов с малым пределом механической прочности ас характерным, например, для растягивающих напряжений в механически непрочных материалах типа указанных выше незакаленных стекол, а также и сапфира), для рассматриваемого режима СФЦИ предлагается заменить хаотичное, либо разнонаправленное растрескивание вокруг каждого филамента на высоконаправленное растрескивание вдоль движения пучка по материалу, что является благоприятным для получения разделения с улучшенной гладкостью. Для этой цели в предлагаемом здесь способе используем частоту повторения цугов в «высокочастотном» диапазоне: fburst≥f1 (нахождение величины границы f1 этого диапазона и физический смысл величины f1 см. ниже). При такой достаточно высокой частоте повторения (обычно от сотен кГц до нескольких МГц) временной интервал следования цугов trep=1/fburst, с которым создаются филаменты, оказывается одного порядка или короче, чем время характерного остывания материала в пространстве между соседними филаментами до температуры Tmod. За счет этого, при выполнении также рассматриваемого ниже условия перекрытия друг с другом в материале зон теплового воздействия от соседних филаментов, s1/(2RT)<1, происходит слияние друг с другом нескольких таких соседних по времени создания зон нагрева от разных филаментов в ходе теплопроводностного расплывания этих зон в пространстве по времени. Тем самым, даже при круглом лазерном пятне облучения в таких условиях в объеме материала, сама собой, как результат нагрева сразу несколькими филаментами, создается область материала 21 (см. Фиг. 10), нагретого выше точки стеклования Tstrain, с овальной формой, вытянутой вдоль направления скорости u, т.е. с размером этой области вдоль более длинного направления в несколько раз (3-5 и более) превышающим размер вдоль ее короткого направления. При дальнейшем уменьшении указанного отношения s1/(2RT), т.е. при увеличении степени перекрытия соседних по времени создания зон нагрева от разных филаментов, такой эффект усиливается. Эта вытянутая непрерывная овальная клинообразная область 21 возникает внутри изотермы 22 Т=Tstrain в плоскости 16 (π) поперечного сечения набора филаментов, при этом внутри области 21 материал нагрет до температур не менее Tstrain. Напомним, что точка Tstrain характеризуется тем, что при нагреве материала до температур выше этой точки происходит значительное (на порядок величины) увеличение коэффициента объемного расширения материала. Поэтому в указанной области, в которой температура Т≥Tstrain, материал вследствие его тенденции к резкому расширению при таких температурах испытывает значительное механическое сжимающее напряжение со стороны окружающего более холодного материала снаружи этой области. В то же время при вытянутой клинообразной форме такой области нагретого и стремящегося к резкому расширению материала происходит, как известно из литературы [A.R. Collins and G.M. O'Connor, Opt. Lett. 40 (20) (2015); C.E. biglis, SPIE Milestone Series, 137, 3-17 (1997)] концентрация и усиление растягивающих механических напряжений снаружи этой области непосредственно вблизи ее переднего и заднего кончиков. Это создает на них направленное растрескивание материала преимущественно вдоль движения пучка относительно материала. При этом одновременно происходит ослабление механических напряжений в иных направлениях, что, как следствие, приводит к отсутствию микротрещин и, соответственно, отсутствию их развития в этих иных направлениях снаружи от данной разогретой области. Таким образом, в указанных условиях, хотя растрескивание материала не избегается, но его высоконаправленный вдоль движения пучка характер (а не хаотично-, либо разнонаправленный от каждого филамента) благоприятен для уменьшения образования трещин в иных направлениях и получения желаемого эффекта уменьшения шероховатости боковых стенок разделения, т.е. улучшения их гладкости. Указанный тепловой клин и два его кончика, раскалывающих материал преимущественно впереди от клина в направлении его движения по всей длине филамента, перемещаются по материалу вслед за лазерным пучком, вдоль траектории движения пучка относительно обрабатываемой поверхности материала в направлении 8 с отставанием от положения пучка в один или несколько шагов следования филаментов s1. 10 - местоположения филаментов с шагом следования s1, созданных движущимся вдоль оси х пучком. Стрелка 20 показывает приход очередного импульса и создание им последнего по времени (самого «молодого») филамента. 23 - дорожка из модифицированного материала, остающаяся после прохождения области 21 по материалу. 24 - замороженные в материале растягивающие напряжения, остающиеся при ослабление материала вдоль нее, также способствующие применяемому после выполнения облучения механическому раскалыванию материала вдоль этой дорожки, Lhot обозначает длину непрерывной области 21 в направлении движения пучка относительно материала в пределах изотермы 22 Т=Tstrain.
Сравнение Фиг. 10а и Фиг. 10б, соответствующих применению различных частот повторения цугов, fburst≈f1 и fburst≈3f1 (определение параметра f1 см. ниже в тексте), показывает, что с ростом fburst указанная клинообразная область 21 приобретает более вытянутую форму, что приводит к соответствующему ростом усиления механических напряжений на кончике. Поэтому при  в случае (б) и при еще более высоких частотах fburst такое явление может стать опасным вследствие слишком высокого усиления напряжений на этом кончике и, как следствие, распространения от него слишком большого числа микротрещин 25, которые могут уже и заметно отличаться от направления движения пучка. От этих микротрещин могут развиваться более крупные трещины 26, которые могут заметно отклоняться от направления 8 движения пучка, из-за чего контроль над направлением растрескивания лишь в направлении движения пучка может быть утрачен. Во избежание такого нежелательного эффекта предпочтительно применение частот fburst в ограниченном диапазоне около f1, когда аспектное отношение данной клинообразной области 21, как и усиление растягивающих напряжений на ее переднем кончике не слишком велики, т.е.
в случае (б) и при еще более высоких частотах fburst такое явление может стать опасным вследствие слишком высокого усиления напряжений на этом кончике и, как следствие, распространения от него слишком большого числа микротрещин 25, которые могут уже и заметно отличаться от направления движения пучка. От этих микротрещин могут развиваться более крупные трещины 26, которые могут заметно отклоняться от направления 8 движения пучка, из-за чего контроль над направлением растрескивания лишь в направлении движения пучка может быть утрачен. Во избежание такого нежелательного эффекта предпочтительно применение частот fburst в ограниченном диапазоне около f1, когда аспектное отношение данной клинообразной области 21, как и усиление растягивающих напряжений на ее переднем кончике не слишком велики, т.е.

В цитированном выше документе [V.N. Tokarev and I.V. Melnikov, Appl. Sci. 11, 1732 (2021)] указанные ограничения (4,6,8,10) для параметров τburst, Δt, Np и fburst характерные для режима СФЦИ не изучались.
При указанном выборе (10) частоты повторения цугов могут быть получены не только прямолинейные, но и криволинейные, либо замкнутые на себя резы см. Фиг. 11. Характерные радиусы кривизны R1 и R2 траектории движения пучка относительно материала в плоскости 16 (см. Фиг. 11) составляют на практике, как правило, не менее примерно 500 мкм. С другой стороны, для длины Lhot упомянутой овальной области, составляющей в зависимости от величины частоты повторения цугов fburst, как следует из Фиг. 10а и б, около (3-7)s1, при использовании конкретных величин s1=1-11 мкм, характерных для данного способа согласно вычислениям в ниже приводимых Таблицах 3 и 4, найдем Lhot=3-77 мкм. Поэтому при указанных R1, R2≥500 мкм очевидно выполнено соотношение:
R1,R2>>Lhot.
При выполнении такого условия овальная область 21 критического для разделения нагрева при каждом ее положении на криволинейной траектории движения пучка относительно материала автоматически, без каких-либо дополнительных ухищрений, как это было в описанном в документе WO 2016/005455 А1, т.е. без формирования вытянутого каждого отдельного лазерного пятна, следует за направлением касательной к указанной криволинейной траектории 27, обеспечивая тем самым, как указывалось выше, и направленное каждый раз вдоль касательной растрескивание см. Фиг. 11. Указанное неравенство является, таким образом, ограничением на величину радиусов кривизны траектории. Видно, что для его лучшего выполнения предпочтительны режимы облучения с малыми размерами овальной области 21, т.е. с малой длиной Lhot, что достигается при малом шаге следования филаментов s1 - например, порядка 1-2 мкм вместо 4-6 мкм и более.
3. Для получения разделения с улучшенной гладкостью для рассматриваемого режима СФЦИ применяют также еще ряд эффектов, которые, с одной стороны, аналогичны тем, что использовались ранее для получения улучшенной гладкости в режиме СФОИ в документе [V.N. Tokarev and I.V. Melnikov, Appl. Sci. 11, 1732 (2021)], но, с другой стороны, имеют значительные отличия специфичные именно для рассматриваемого здесь режима СФЦИ:
- При выполнении ограничения (4) на величину длительности цуга Xburst, что соответствует удержанию тепла в пределах радиуса филамента за это время, относительная часть потерь энергии плазмы филамента на тепловое излучение становится значительной и даже доминирующей в «неблагоприятном окне» ОПЭ w: w1<w<w2. Пределы w1 и w2 определяют границы этого «окна», они соответствуют достижению плазмой филамента некоторых температурных пределов Т1 и Т2, т.е. w1=w(T1), w2=w(T2) и определяются теплофизическими и оптическими свойствами материала. Для получения энергоэффективного процесса ЛФР и придания ему движущей силы и скорости важно устранить ненужные потери энергии филамента на тепловое излучение. Для этого энергию не отдельного импульса, как ранее в режиме СФОИ, а цуга импульсов Eburst в материале, выбирают такой, что плазма филамента накачивается до ОПЭ w вне указанного «неблагоприятного окна» ОПЭ, т.е. w≤w1, либо w≥w2 (при w1<w2). Однако на практике ЛФР, из этих двух условий целесообразно использовать лишь одно условие:

Если же использовать и другое условие, w≥w2, то на стадии остывания филамента и уменьшении при этом w во времени существует возможность попадания w в указанное «неблагоприятное окно» w1<w<w2, и, тем самым, возможность активирования значительных потерь энергии филамента на тепловое излучение в спектральной области прозрачности окружающего филамент материала, что нежелательно.
Если же пределы w1 и w2 таковы, что w1≥w2, то это соответствует «закрытию» и исчезновению указанного «неблагоприятного окна» ОПЭ. Тогда указанное ограничение (11) для w теряет смысл, т.е. может использоваться как w≤w1, так и w≥w1.
Пределы w1 и w2 зависят, как показывает модель, от времени релаксации tE энергии возбуждения филамента к состоянию с равновесной температурой. Величина tE может принимать значения в очень широком диапазоне в зависимости от материала, метода его изготовления и предварительной обработки. Для нескольких ситуаций, условно обозначаемых ниже, как А, В и С в порядке возрастания tE, пределы w1 и w2 имеют следующий вид:

Используемый в (14) параметр δ (который <1) означает, что в указанном в (14) случае tE>tT1>>tP1, когда за время tE имеет место значительный перенос тепловой энергии за пределы радиуса филамента rf, только часть δ тепловой энергии, выделяемой в филаменте, обеспечивает нагрев самого филамента, а существенная, дополнительная до единицы часть (1-δ) энергии Etw расходуется на нагрев материала за пределами радиуса филамента rf. В (12-14) С - высокотемпературное значение удельной теплоемкости СНТ, так как Т1 и Т2 составляют несколько десятков тысяч К. СНТ оценивают по формуле:

где R=8.31 Дж/(моль×K) - универсальная газовая постоянная, Nat - число атомов в одной молекуле материала, μ [г/моль] - молярная масса материала. Поскольку (1/δ)>1, то сравнение соотношений (12-14) показывает, что в случае (13) пределы w1 и w2B являются наименьшими, т.е. w1B<w1A, w1C и w2B<w2A, w2C. T1 - предел температуры плазмы филамента, соответствующий пределу ОПЭ w1. При Т1>>Ti, где Ti=20°С - начальная температура, Т1 оценивается из условия, что отношение β=Ф2/Ф1 потока энергии Ф2 из филамента за счет теплового излучения (рассматриваемого как «бесполезные» потери) к потоку энергии Ф1 за счет теплопроводности (рассматриваемого как полезные потери энергии филамента, поскольку он обеспечивает формирование и распространение критической для разделения зоны модификации во время остывания плазмы филамента) (см. Фиг. 9) не превосходит предельно допустимую величину βmax много меньшую 1 (для конкретных расчетов далее полагаем βmax=0.12), что приводит к выражению [V.N. Tokarev and I.V. Melnikov, Appl. Sci. 11, 1732 (2021)]:

Таблица 1. Вычисления пределов T1 и w1 согласно (12, 15, 16) для химически закаленного стекла Corning Gorilla Glass 5, дисплейного стекла Eagle XG@Display Glass, кварцевого стекла и сапфира, когда эффективный радиус филамента rf составляет 0.25 мкм, 0.5 мкм или 1.5 мкм, при предельной доле потерь на тепловое излучение βmax=0.12 и доле потерь энергии плазмы филамента на возбуждение ударной волны Ksw≈0.5.
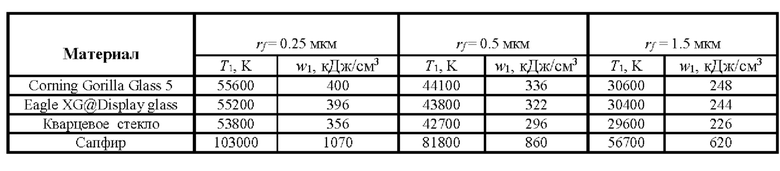
В качестве примера в Таблице 1 приводятся вычисления пределов Т1 и w1 согласно (12, 15, 16) при доле потерь энергии плазмы филамента на возбуждение ударной волны, взятой, как Ksw≈0.5, для химически закаленного стекла Corning Gorilla Glass 5, дисплейного стекла Eagle XG@Display Glass, кварцевого стекла и сапфира, когда эффективный радиус филамента rf составляет 0.25 мкм, 0.5 мкм или 1.5 мкм, и при выборе предельной доли потерь на тепловое излучение как βmax =0.12. Из Табл. 1 видно, что величины Т1 для стекол при одинаковом rf близки друг к другу, однако в зависимости от г/ изменяются в пределах от 29600 К до 55600 К. Предел w1 изменяется для стекол примерно от 230 кДж/см3 до 400 кДж/см3. Для сапфира в зависимости от rf Т1 изменяется в пределах от 56700 К до 103000 К, a w1 - от 620 кДж/см3 до 1070 кДж/см3, что примерно в 2-2.5 раза выше, чем для стекол при аналогичных rf.
- Обеспечивают также однородность диаметра каждого возникающего филамента по его длине. Для этого длительность г; /-го отдельного импульса цуга (i=1,2, … NP) согласуют с энергией E0i этого импульса таким образом, чтобы мощность единичного лазерного импульса цуга P0i≈E0i/τi; была примерно равна критической мощности для создания самофокусировки Рс, т.е. P0i=ГРС, где параметр Г выбирается в диапазоне 1÷1.25. Из этих выражений следует соотношение для согласования длительности и энергии импульса E0i=ГРсτi аналогичное ранее использованному в [V.N. Tokarev and I.V. Melnikov, Appl. Sci. 11, 1732 (2021)] для режима СФОИ. Однако для рассматриваемого здесь режима СФЦИ отличие состоит в том, что поскольку технически все импульсы цуга имеют, как правило, одинаковую длительность, т.е. τi=const=τ (где i - номер импульса в цуге, i=1, 2, …Np), то, как следует из последнего соотношения, предпочтительно использовать импульсы в цуге также и с одинаковой энергией:
Или же в соответствии с указанным диапазоном 1÷1.25 значений параметра Г энергии импульсов цуга, как следует из формулы  могут отличаться друг от друга не более чем в 1.25 раза.
могут отличаться друг от друга не более чем в 1.25 раза.
Кроме того, для исключения пульсаций диаметра филамента вдоль его длины применяют ОПЭ w0i в импульсах цуга (i=1, 2,…NP) не более примерно 0.8 wdis, т.е. w0i<0.8 wdis. Это неравенство при учете соотношения w0i≈w/Np дает в дополнение к условию (8) еще одно условие на величину Np:

Здесь, как и выше в (8), квадратные скобки [] обозначают целую часть числа в этих скобках. Объединение неравенств (19) и (8) дает итоговое условие для выбора Np:

где max (А, В) обозначает максимальное из двух величин,4 и В.
При выполнении указанных условий (4, 6, 7, 17-20) получения однородного диаметра для каждого возникающего филамента по его длине, энергия цуга импульсов в материале имеет простой вид:

- В объеме материала, как и в указанном прототипе [V.N. Tokarev and I.V. Melnikov, Appl. Sci. 11, 1732 (2021)], создают непрерывный модифицированный слой от филамента к филаменту с величиной, выделившейся в этом слое ОПЭ w (в [Дж/см3]), не ниже минимально необходимой (пороговой) для получения разделения wmod, т.е. w≥wmod. Для этого шаг следования s1 филаментов в материале согласуют с радиусом RT цилиндрической зоны критической для разделения модификации за счет теплового механизма:

что обеспечивает примыкание друг к другу, либо даже перекрытие друг с другом в материале указанных зон от соседних филаментов и тем самым формирует вышеуказанный непрерывный модифицированный слой от филамента к филаменту благоприятный для получения разделения с улучшенной гладкостью. Применительно к параметрам изучаемого здесь режима СФЦИ при выполнении условия (4) удержания тепла радиус RT рассчитывается в модели в зависимости от w, wmod, fburst и rf следуя той же формуле, что была получена ранее в работе [V.N. Tokarev and I.V. Melnikov, Appl. Sci. 11, 1732 (2021)]:

где Wmod дается выражением (9). Обозначения входящих в соотношения (22, 23) параметров уже объяснялись выше.
- Для образования прямолинейных филаментов регулярной формы в каждом из их наборов минимизируют их влияние друг на друга, т.е. минимизируют нагрев и температурный градиент от предыдущего филамента в месте положения и в момент возникновения следующего, нового филамента. Решение этой задачи для режима СФОИ было получено ранее в прототипе [V.N. Tokarev and I.V. Melnikov, Appl. Sci. 11, 1732 (2021)]. Применительно к рассматриваемому здесь режиму СФЦИ решение задачи аналогично - необходимо выбирать частоту повторения fburst цугов лазерных импульсов в одном из двух диапазонов, условно называемых как «высокочастотный»:

и «низкочастотный»,

В зависимости от отношения  характеризующего степень перекрытия друг с другом указанных выше критических зон воздействия от соседних филаментов, как показано ранее в [V.N. Tokarev and I.V. Melnikov. Appl. Sci. 11, 1732 (2021)] при анализе режима СФОИ, предел f1 изменяется в диапазоне
характеризующего степень перекрытия друг с другом указанных выше критических зон воздействия от соседних филаментов, как показано ранее в [V.N. Tokarev and I.V. Melnikov. Appl. Sci. 11, 1732 (2021)] при анализе режима СФОИ, предел f1 изменяется в диапазоне  где коэффициент 12 соответствует максимальной величине шага следования
где коэффициент 12 соответствует максимальной величине шага следования  (когда зоны воздействия лишь примыкают друг к другу без перекрытия см. рис. 4с в указанной работе [V.N. Tokarev and I.V. Melnikov. Appl. Sci. 11, 1732 (2021)]), а коэффициент 18 - величине s1/s1max=0.6 (когда зоны воздействия существенно перекрываются - см. рис. 4d в той же работе). Предел f2 изменяется при этом в диапазоне
(когда зоны воздействия лишь примыкают друг к другу без перекрытия см. рис. 4с в указанной работе [V.N. Tokarev and I.V. Melnikov. Appl. Sci. 11, 1732 (2021)]), а коэффициент 18 - величине s1/s1max=0.6 (когда зоны воздействия существенно перекрываются - см. рис. 4d в той же работе). Предел f2 изменяется при этом в диапазоне  f1 превосходит f2 примерно от 17 до 80 раз в зависимости от степени перекрытия соседних зон воздействия s1/smax от 1 до 0.6. Для конкретности оценок выбираем далее:
f1 превосходит f2 примерно от 17 до 80 раз в зависимости от степени перекрытия соседних зон воздействия s1/smax от 1 до 0.6. Для конкретности оценок выбираем далее:

что соответствует частичному перекрытию зон воздействия от соседних филаментов. Тогда численные оценки пределов f1 и f2 дают:
Чтобы получить представление о порядке величин пределов f1 и f2, отметим, что, например, численно для шага следования филаментов s1=6 мкм и температуропроводности стекла % при высоких температурах, оцениваемой согласно справочным данным, как (4÷5)10-3 см2/с, эти выражения дают f1=150÷190 кГц и f2=6.1÷7.6 кГц. Если же s1=2 мкм, то при тех же прочих параметрах найдем f1=1350÷1700 кГц и f2=55÷68 кГц. Для достижения указанного выше эффекта направленного раскалывания для термодеформационного механизма (что важно, главным образом, для незакаленных материалов) предпочтителен выбор fburst не в двух диапазонах (24) и (25), а лишь в одном, высокочастотном диапазоне (24), и при этом с дополнительным ограничением fburst в этом диапазоне, как указывалось выше в (10): fburst=(l÷3)/f1.
Наконец, записывают также соотношения для еще двух характеризующих облучение параметров - средней мощности импульсно-периодического лазерного пучка в материале Р и энергоэффективности процесса ЛФР Ω:
4. Полученные таким образом соотношения (1-30) образуют специфическую систему из 30 математических равенств и неравенств, решение этой системы количественно определяет искомые параметры облучения, предпочтительные для получения разделения с улучшенной гладкостью для режима СФЦИ. Предлагаемый способ представляет собой последовательность нахождения один за другим всех необходимых параметров с помощью простых аналитических формул - выбора (при некоторых ограничениях) одних параметров и вычисления ряда других параметров. При этом показанные на Фиг. 12 стадии вычислений, количество этих стадий и границы между ними достаточно условны и приводятся лишь для придания обширному массиву входных, свободно выбираемых и рассчитываемых параметров удобной для чтения и анализа структуры.
Опишем практическое применение указанного алгоритма количественного нахождения согласованных друг с другом параметров для выполнения облучения с улучшенной гладкостью при использовании соотношений (1-30) и схемы алгоритма расчета, представленной на Фиг. 12.
Как уже говорилось, каждый филамент создают цугом импульсов излучения. Задают длину волны излучения лазера λ, толщину материала L, требуемые для выполнения процесса радиус филаментов rf и их длину Н. Используют литературные данные по параметрам рассматриваемого материала:  для аморфного материала (либо Tmod=Tmelt для кристаллического материала) -расшифровку значений параметров см. в тексте в «Списке обозначений параметров». Полагают начальную температуру Ti=20°С и параметр Г=1÷1.25. Полагают исходя из известных экспериментов, что для рассматриваемых здесь условий ЛФР с неперекрывающимися филаментами в режиме СФЦИ AL-P≈0.8 и AP-H≈0.9. Полагают Ktw≈Ksw≈0.5, что соответствует «быстрому» энерговыделению (tE<tP1, tP2), при котором потери энергии плазмы филамента, связанные с возбуждением ударной волны, являются существенными. Или же полагают Ksw<<1 и Ktw≈1, если энерговыделение происходит медленно, т.е. tE>tP1, tP2. Все эти данные согласно показанной на Фиг. 12 схеме используют как входные параметры.
для аморфного материала (либо Tmod=Tmelt для кристаллического материала) -расшифровку значений параметров см. в тексте в «Списке обозначений параметров». Полагают начальную температуру Ti=20°С и параметр Г=1÷1.25. Полагают исходя из известных экспериментов, что для рассматриваемых здесь условий ЛФР с неперекрывающимися филаментами в режиме СФЦИ AL-P≈0.8 и AP-H≈0.9. Полагают Ktw≈Ksw≈0.5, что соответствует «быстрому» энерговыделению (tE<tP1, tP2), при котором потери энергии плазмы филамента, связанные с возбуждением ударной волны, являются существенными. Или же полагают Ksw<<1 и Ktw≈1, если энерговыделение происходит медленно, т.е. tE>tP1, tP2. Все эти данные согласно показанной на Фиг. 12 схеме используют как входные параметры.
На стадии 1 для указанного выше rf вычисляют высокотемпературную теплоемкость  температурный предел
температурный предел  и предел ОПЭ w1≈2CHT ρ(Т1-Ti)+wdis, при w ниже которого доля потерь энергии филамента на тепловое излучение несущественна. Выбирают для облучения высокочастотный диапазон частот повторения цугов, т.е. fburst≥f1, для которого коэффициент остывания η лежит в диапазоне 0.76÷1. Или же выбирают низкочастотный диапазон частот повторения цугов, т.е. fburst≤f2, для которого η≤0.1. Соответственно, выбирают конкретную величину η из того или иного указанных диапазонов (при этом конкретные величины частотных пределов f1 и f2, а также сама величина fburst количественно будут найдены ниже на стадии 4). Для ЛФР закаленных стекол может быть выбран и тот и другой диапазон частот, в то время как для других материалов предпочтительно выбирают лишь высокочастотный диапазон, при этом с указанным выше ограничением fburst в этом диапазоне: fburst =(1÷3)f1.
и предел ОПЭ w1≈2CHT ρ(Т1-Ti)+wdis, при w ниже которого доля потерь энергии филамента на тепловое излучение несущественна. Выбирают для облучения высокочастотный диапазон частот повторения цугов, т.е. fburst≥f1, для которого коэффициент остывания η лежит в диапазоне 0.76÷1. Или же выбирают низкочастотный диапазон частот повторения цугов, т.е. fburst≤f2, для которого η≤0.1. Соответственно, выбирают конкретную величину η из того или иного указанных диапазонов (при этом конкретные величины частотных пределов f1 и f2, а также сама величина fburst количественно будут найдены ниже на стадии 4). Для ЛФР закаленных стекол может быть выбран и тот и другой диапазон частот, в то время как для других материалов предпочтительно выбирают лишь высокочастотный диапазон, при этом с указанным выше ограничением fburst в этом диапазоне: fburst =(1÷3)f1.
На стадии 2 выбирают ОПЭ плазмы филамента как w≤w1, за счет чего доля потерь энергии филамента на тепловое излучение становится несущественной. Также из указанных входных данных С2, ρ2, Tmod, Ti и выбранной выше величины η вычисляют порог модификации для теплового механизма 
На стадии 3 согласно модели вычисляют из указанных выше параметров энергию цуга импульсов в материале  и максимально допустимый для получения разделения с улучшенной гладкостью шаг следования филаментов в материале
и максимально допустимый для получения разделения с улучшенной гладкостью шаг следования филаментов в материале

(при указанном выше выборе величины η в том или ином, низко- или высокочастотном, диапазоне). Выбирают шаг следования филаментов s1, например, для определенности выбирают  что, как отмечалось выше, обеспечивает частичное перекрытие зон воздействия по их радиусам. Вычисляют согласно модели для определенных выше w, wmod и предела прочности данного материала ас параметры Np0 и Np1:
что, как отмечалось выше, обеспечивает частичное перекрытие зон воздействия по их радиусам. Вычисляют согласно модели для определенных выше w, wmod и предела прочности данного материала ас параметры Np0 и Np1:

Квадратные скобки [] в данных выражениях обозначают целую часть числа в этих скобках. Выбирают число импульсов в цуге Np согласно условию Np>Np0, Np1.
На стадии 4 из указанных выше данных по s1, Н и Eburst вычисляют энергоэффективность процесса ЛФР Ω=2s1H/Eburst, а также частотный предел f1 (либо f2). При этом для указанного отношения (s1/s1max)=0.9 используют выражения: 
 В соответствии с ранее выбранной величиной η вычисляют количественно частоту повторения цугов для получения разделения с улучшенной гладкостью, в высокочастотном диапазоне, fburst≥f1, или же в низкочастотном, fburst≥f2. Для указанных выше s1 и cs вычисляют время инерциального удержания давления в пространстве между соседними филаментами: tP2≈s1/cs. Вычисляют энергию Е0 отдельного импульса в материале, которую в соответствии с предлагаемым способом выбирают одинаковой для всех импульсов цуга, т.е. Е0=Eburst/Np. Для заданных выше входных параметров rf и χ вычисляют время удержания тепла в пределах радиуса филамента
В соответствии с ранее выбранной величиной η вычисляют количественно частоту повторения цугов для получения разделения с улучшенной гладкостью, в высокочастотном диапазоне, fburst≥f1, или же в низкочастотном, fburst≥f2. Для указанных выше s1 и cs вычисляют время инерциального удержания давления в пространстве между соседними филаментами: tP2≈s1/cs. Вычисляют энергию Е0 отдельного импульса в материале, которую в соответствии с предлагаемым способом выбирают одинаковой для всех импульсов цуга, т.е. Е0=Eburst/Np. Для заданных выше входных параметров rf и χ вычисляют время удержания тепла в пределах радиуса филамента 
На стадии 5 вычисляют среднюю мощность импульсно-периодического лазерного излучения в материале  и скорость относительного перемещения пучка и материала
и скорость относительного перемещения пучка и материала  при подстановке указанных выше Eburst, fburst и s1. Если для получения разделения с улучшенной гладкостью не только в пределах каждого набора филаментов, но и в пространстве между наборами филаментов требуется создание в материале не одного, а одновременно двух или более указанных наборов филаментов, каждый шириной Н, например, при помощи упомянутого выше в «Уровне техники» метода мультифокусировки, то потребуются суммарная энергия цуга импульсов и средняя мощность в материале соответственно вдвое или большее число раз выше найденных выше Eburst и Р. Далее для заданного rf и определенного выше и вычисляют время удержания положения пучка tr≈rf/u. Выбирают длительность цуга в целом τburst согласно ограничению τburst<tT1,tr, а затем временной интервал между импульсами в цуге находят как Δt=τburst(Np-1). Кроме того, при таком выборе Δt соблюдают выполнение условия Δt>tP2. Длительность отдельного импульса полагают одинаковой для всех импульсов цуга и вычисляют как τ=Е0/(ГРс), что с учетом вышеприведенных соотношений для Е0 и Eburst позволяет количественно рассчитать τ через введенные выше параметры также как
при подстановке указанных выше Eburst, fburst и s1. Если для получения разделения с улучшенной гладкостью не только в пределах каждого набора филаментов, но и в пространстве между наборами филаментов требуется создание в материале не одного, а одновременно двух или более указанных наборов филаментов, каждый шириной Н, например, при помощи упомянутого выше в «Уровне техники» метода мультифокусировки, то потребуются суммарная энергия цуга импульсов и средняя мощность в материале соответственно вдвое или большее число раз выше найденных выше Eburst и Р. Далее для заданного rf и определенного выше и вычисляют время удержания положения пучка tr≈rf/u. Выбирают длительность цуга в целом τburst согласно ограничению τburst<tT1,tr, а затем временной интервал между импульсами в цуге находят как Δt=τburst(Np-1). Кроме того, при таком выборе Δt соблюдают выполнение условия Δt>tP2. Длительность отдельного импульса полагают одинаковой для всех импульсов цуга и вычисляют как τ=Е0/(ГРс), что с учетом вышеприведенных соотношений для Е0 и Eburst позволяет количественно рассчитать τ через введенные выше параметры также как 

Таким образом количественно находят 12 параметров излучения 
 которые при учете еще двух входных управляющих параметров, rf и Н, составляют в общей сложности 14 параметров. Они полностью и однозначно количественно определяют процесс ЛФР в режиме СФЦИ с получением улучшенной гладкости разделения, и, тем самым, решают поставленную задачу количественного нахождения параметров облучения необходимых для получения разделения с улучшенной гладкостью.
которые при учете еще двух входных управляющих параметров, rf и Н, составляют в общей сложности 14 параметров. Они полностью и однозначно количественно определяют процесс ЛФР в режиме СФЦИ с получением улучшенной гладкости разделения, и, тем самым, решают поставленную задачу количественного нахождения параметров облучения необходимых для получения разделения с улучшенной гладкостью.
5. Сравнение предлагаемого способа количественного нахождения параметров излучения для получения ЛФР с улучшенной гладкостью с известным в литературе экспериментом для закаленного стекла показывает хорошее количественное согласие. С другой стороны, для другого эксперимента, где изучалась ЛФР незакаленного кварцевого стекла и была получена сравнительно невысокая гладкость боковых стенок разделения, сопоставление с предлагаемым способом указывает те экспериментальные параметры, которые значительно отличаются от предлагаемых данным способом и поэтому обусловливают указанную наблюдаемую невысокую гладкость разделения. Подробное описание сравнений этих двух экспериментов с предлагаемым способом дается ниже в разделе «Примеры осуществления изобретения».
6. После успешной апробации найденные параметры 
 оптимизируют путем варьирования влияющих на них указанных выше свободно выбираемых управляющих параметров w, η, rf и Н для нахождения ряда новых режимов ЛФР, обеспечивающих в дополнение к улучшенной гладкости также и другие технические результаты:
оптимизируют путем варьирования влияющих на них указанных выше свободно выбираемых управляющих параметров w, η, rf и Н для нахождения ряда новых режимов ЛФР, обеспечивающих в дополнение к улучшенной гладкости также и другие технические результаты:
- Высокую энергоэффективность процесса ЛФР Ω, определяемую согласно (30). Этот параметр важен для широкомасштабных промышленных применений. Подстановка в (30) выражения (21) для Eburst, а также выбор шага следования как s1=Q.9smax, где Smax дается выражениями (22,23), приводит к следующему выражению:

Оно в прозрачной форме показывает, что Ω велико, если: (а) максимально отношение 
 что, как нетрудно определить из положения широкого максимума этой зависимости, имеет место при
что, как нетрудно определить из положения широкого максимума этой зависимости, имеет место при  (б) минимально rf, что имеет место при использовании более короткой длины волны лазерного излучения λ и большей числовой апертуры фокусировки NA; (в) минимально wmod, для чего при доминировании в формировании зоны воздействия теплопроводностного механизма переноса энергии необходимо использовать частоту повторения цугов в высокочастотном диапазоне, fburst≥f1, а не в низкочастотном диапазоне, fburst≤f2, поскольку возрастание фактора накопления тепла η в диапазоне fburst≥f1 приводит в соответствии с оценкой (9) к уменьшению порога модификации wmod почти в два раза по сравнению с диапазоном fburst≥f2; (г) минимален коэффициент преобразования энергии плазмы филамента в энергию ударной волны, Ksw<<1, что, как указывалось выше, соответствует материалам с достаточно долгим временем энерговыделения tE>tP1, tP2; (д) максимальны коэффициенты конверсии энергии AL-P и AP-H, что подчеркивает важность использования для ЛФР филаментов с ОПЭ w, удовлетворяющей условию (11) w≤w1, при котором происходит устранение значительных потерь энергии филамента на тепловое излучение.
(б) минимально rf, что имеет место при использовании более короткой длины волны лазерного излучения λ и большей числовой апертуры фокусировки NA; (в) минимально wmod, для чего при доминировании в формировании зоны воздействия теплопроводностного механизма переноса энергии необходимо использовать частоту повторения цугов в высокочастотном диапазоне, fburst≥f1, а не в низкочастотном диапазоне, fburst≤f2, поскольку возрастание фактора накопления тепла η в диапазоне fburst≥f1 приводит в соответствии с оценкой (9) к уменьшению порога модификации wmod почти в два раза по сравнению с диапазоном fburst≥f2; (г) минимален коэффициент преобразования энергии плазмы филамента в энергию ударной волны, Ksw<<1, что, как указывалось выше, соответствует материалам с достаточно долгим временем энерговыделения tE>tP1, tP2; (д) максимальны коэффициенты конверсии энергии AL-P и AP-H, что подчеркивает важность использования для ЛФР филаментов с ОПЭ w, удовлетворяющей условию (11) w≤w1, при котором происходит устранение значительных потерь энергии филамента на тепловое излучение.
Высокую скорость (3) относительного перемещения лазерного пучка и материала. Подстановка сюда выражений для fburst в виде:
относительного перемещения лазерного пучка и материала. Подстановка сюда выражений для fburst в виде:

где, как следует из вышесказанного, а=13.3÷39.9 для высокочастотного диапазона частот (10,24,27), и а≤0.547 для низкочастотного диапазона (25,28), дает оценку

Отсюда становится очевидно, что и велико, когда (i) велико а, т.е. при использовании высокочастотного диапазона (10), (ii) при использовании материала с более высокой температуропроводностью χ, (iii) уменьшении шага следования филаментов s1 (что достигается при уменьшении радиуса филамента rf за счет уменьшения длины волны лазера λ и/или использования большей числовой апертуры фокусировки NA, и/или при ОПЭ в ограниченном диапазоне около w≈(1.8÷2.5)wdis согласно (22, 23, 26)). Например, выбор частоты повторения цугов в высокочастотном диапазоне fburst≥f1 и, например, использование длины волны лазерного излучения λ=0.52 мкм вдвое более короткой, чем, λ=1.04 мкм, позволяют получить рекордно высокие скорости резки около 1÷50 м/с и более в зависимости от материала - см. например, ниже в Таблице 3 Пример 1.3 для закаленного стекла, где u=11.5 м/с, и в Таблице 4 Примеры 2.1 и 2.5 для дисплейного стекла, где u=6.2 и 8.8 м/с, а также Пример 3.1 для сапфира, где u=52 м/с. Эти скорости могут в десятки, сотни и даже тысячи раз превосходить характерные скорости резки стекол, сапфира и других прозрачных материалов известными механическими способами и в десятки раз - характерные скорости разделения известными способами лазерного управляемого термораскалывания при помощи облучения непрерывными лазерами. - Возможность выполнения ЛФР пучком импульсно-периодического лазерного излучения очень малой средней мощности Р (от долей Вт) с получением, тем не менее, приемлемой для практических применений немалой скорости разделения. Подстановка в выражение (29) для Р найденных выше Е1 из (21) и fburst из (31), а также s1 согласно (22, 23, 26) дает выражение:

Из этой формулы видно, что основное влияние на уменьшение Р оказывает использование низкочастотного диапазона fburst (28), которому соответствует небольшая величина параметра а (≤0.547), что многократно (в 24-72 раза или более) меньше, чем а=13.3÷39.9 в высокочастотном диапазоне (27). Важен также еще ряд факторов: использование более коротких филаментов, т.е. с Н порядка нескольких десятков мкм; большие (т.е. близкие к 1) коэффициенты конверсии энергии AL-P и AP-H, что подчеркивает важность использования для ЛФР филаментов с ОПЭ w, удовлетворяющей условию (11) w≤w1 устранения значительных потерь энергии филамента на тепловое излучение; минимальный коэффициент преобразования энергии плазмы филамента в энергию ударной волны, Ksw<<1, что, как уже указывалось выше, имеет место для материалов с достаточно длинным временем энерговыделения: tE>tP1, tP2. При этом скорость и в указанном низкочастотном диапазоне максимальна, как следует из (32), при максимальном а в этом диапазоне (т.е. а=0.547), при f≈f2, а также, как уже отмечалось выше, при использовании материала с более высокой температуропроводностью χ, уменьшении шага следования филаментов s1 (что достигается при уменьшении длины волны лазера X, и/или использовании большей числовой апертуры фокусировки NA, и/или согласно (22, 23, 26) при ОПЭ порядка  Ниже в Таблице 3 приводится Пример 1.4, в котором конкретно рассчитываются параметры облучения по указанной схеме для тонкого закаленного стекла и при этом получены следующие величины: Р=197 мВт и u=0.18 м/с.
Ниже в Таблице 3 приводится Пример 1.4, в котором конкретно рассчитываются параметры облучения по указанной схеме для тонкого закаленного стекла и при этом получены следующие величины: Р=197 мВт и u=0.18 м/с.
7. Возможно экспериментальное уточнение параметров излучения, предлагаемых указанным алгоритмом при некотором специальном выборе параметров облучения, когда: ОПЭ w выбирают как w<w1; параметр η выбирают соответствующим высокочастотному диапазону; с превышением как минимум в несколько раз над Np0 выбирают число импульсов в цуге:  NP1; частоту повторения цугов fburst выбирают с превышением в несколько раз над f1:
NP1; частоту повторения цугов fburst выбирают с превышением в несколько раз над f1:  временной интервал Δt между импульсами выбирают с превышением в несколько раз над tP2:
временной интервал Δt между импульсами выбирают с превышением в несколько раз над tP2:  Отметим, что такой выбор Np, fburst и Δt соответствует алгоритму, т.е. не противоречит получению разделения с улучшенной гладкостью. Затем в эксперименте для параметров
Отметим, что такой выбор Np, fburst и Δt соответствует алгоритму, т.е. не противоречит получению разделения с улучшенной гладкостью. Затем в эксперименте для параметров 
 используют их значения, найденные согласно предлагаемому алгоритму. В то же время величину шага следования филаментов s1 уточняют путем ее экспериментального подбора, сравнивая результаты получаемой в экспериментах резки при различных s1: находят при этом подходящую величину s\, для которой в экспериментах достигается результат с наилучшей гладкостью боковых стенок разделения. Нижнюю и верхнюю границы диапазона варьирования s1 в этих экспериментах выбирают отличающимися от расчетного значения s1 не более, чем в 1.4 раза соответственно в меньшую и большую сторону. Указанные выше значительные превышения Np в несколько раз над Np0, fburst над f1 и Δt над tP2 необходимы для того, чтобы при указанном варьировании si вокруг расчетного значения не выйти за пределы применимости условия использования высокочастотного диапазона fburst≥f1, а также условий Np≥Np0, Np1 и Δt≥tP2, поскольку границы f1, Np0 и tP2 меняются с варьрованием s1 согласно состношениям (27), (8) и (5) соответственно. Такая процедура может быть выполнена и для иного выбора ОПЭ филамента w, расширяя тем самым количество экспериментов, из которых находят результат с наилучшей гладкостью разделения.
используют их значения, найденные согласно предлагаемому алгоритму. В то же время величину шага следования филаментов s1 уточняют путем ее экспериментального подбора, сравнивая результаты получаемой в экспериментах резки при различных s1: находят при этом подходящую величину s\, для которой в экспериментах достигается результат с наилучшей гладкостью боковых стенок разделения. Нижнюю и верхнюю границы диапазона варьирования s1 в этих экспериментах выбирают отличающимися от расчетного значения s1 не более, чем в 1.4 раза соответственно в меньшую и большую сторону. Указанные выше значительные превышения Np в несколько раз над Np0, fburst над f1 и Δt над tP2 необходимы для того, чтобы при указанном варьировании si вокруг расчетного значения не выйти за пределы применимости условия использования высокочастотного диапазона fburst≥f1, а также условий Np≥Np0, Np1 и Δt≥tP2, поскольку границы f1, Np0 и tP2 меняются с варьрованием s1 согласно состношениям (27), (8) и (5) соответственно. Такая процедура может быть выполнена и для иного выбора ОПЭ филамента w, расширяя тем самым количество экспериментов, из которых находят результат с наилучшей гладкостью разделения.
8. Если применение указанных выше мер оказывается все же недостаточным для получения желаемого уровня гладкости боковых стенок разделения, то дополнительно используют нанесение вспомогательного слоя из прозрачного материала с высоким пределом прочности на растяжение и высокой жесткостью (модулем Юнга) на переднюю и/или тыльную наружную поверхность обрабатываемого образца для повышения механической прочности этих поверхностей по отношению к растягивающим термически-индуцированным напряжениям. Это приводит к искусственному уменьшению на этих поверхностях радиуса зоны нежелательного хаотичного или разнонаправленного растрескивания вокруг каждого филамента вследствие термодеформационного механизма формирования зоны воздействия. В качестве такого вспомогательного материала используют, например, прозрачную графеновую пленку, либо прозрачную пленку из высокопрочного полимера. При этом положение филаментов в толще материала настраивают так, что они не выходят из объема основного обрабатываемого материала в область расположения указанного дополнительного наружного вспомогательного слоя.
9. Как следует из фотографий боковых стенок разделения (см. Фиг. 3б), основной (или, по крайней мере, существенный) вклад в амплитуду их шероховатости вносит рельеф с периодом равным шагу следования филаментов s1. Ввиду того, что аспектное отношение для такого рельефа AR=Ra/s1 (где Ra - средняя по поверхности разделения амплитуда его шероховатости) остается ограниченным при варьировании s1, то согласно соотношению Ra=s1⋅AR для получения уменьшенной шероховатости (т.е. улучшенной гладкости) из многообразия решений, найденных согласно указанному выше алгоритму при варьировании указанных выше управляющих параметров w, rf и Н, предпочтительно используют режимы облучения при уменьшенных величинах s1, например, в диапазоне s1≈1÷3.5 мкм по сравнению с s1≈5÷7 мкм в известных в литературе экспериментах. Для получения таких уменьшенных s1, как следует из алгоритма согласно выражениям (22, 23, 26), предпочтительно используют малые радиусы rf филамента (что достигается применением большей числовой апертуры системы фокусировки, и/или более короткой длины волны лазерного излучения, например, из диапазона λ=0.5-0.55 мкм вместо 1-1.1 мкм) и/или используют ОПЭ в ограниченном диапазоне: w≈(1.8÷2.5)wdis.
10. Для получения разделения с улучшенной гладкостью дополнительно к рассматриваемому режиму СФЦИ предпочтительно используют для облучения гаусс-бесселевы пучки, создаваемые коническими линзами (аксиконами) 15, в особенности для резки толстых материалов, с толщиной около 7-10 мм и более - см. Фиг. 5.
Действительно, наряду с перечисленными выше факторами получения улучшенной гладкости важны также следующие условия:
(i) Прямолинейность, детерминированнность и повторяемость направления оси каждого филамента и осей филаментов в наборе;
(ii) Однородность ОПЭ филамента w вдоль его оси и от филамента к филаменту для исключения вариаций радиуса зоны воздействия в материале вокруг каждого филамента, как по длине каждого филамента, так и от филамента к филаменту в их наборе, а также однородность накачки филамента по его длине от импульса к импульсу в цуге;
(iii) Возможность за счет большого числа импульсов в цуге обеспечить значительно бОльшую энергию для создания филамента, что дает возможность оптической накачки до достаточной для разделения объемной плотности энергии гораздо более длинного филамента при использовании цугов импульсов по сравнению с упомянутым выше режимом СФОИ. Такое отличие и преимущество режима СФЦИ особенно важно для резки толстых материалов, например, с толщиной, 7-10 мм и более, когда для выполнения разделения необходимы очень длинные филаменты в несколько мм.
Использование облучения гаусс-бесселевыми пучками обеспечивает выполнение этих условий. В таком случае под указанными в пунктах выше Eburst, Е0 и Р имеются ввиду параметры, соответствующие центральному максимуму пространственного распределения интенсивности пучка в области фокусировки.
Для сравнения, создание филаментов за счет спонтанной самофокусировки пучка в материале позволяет получить лишь короткие филаменты порядка нескольких десятков микрометров, но не миллиметров, и при этом более подвержено различным флуктуациям - как в положении филамента в толще материала и его направлении (в частности, его искривлении), так и в радиусе зоны модификации вдоль филамента, что может приводить к большей шероховатости получаемых после облучения стенок разделения.
11. Предлагаемый способ количественного выбора параметров для ЛФР может быть применен в сочетании с известным методом, использующим для выполнения ЛФР многослойную композицию, состоящую из расположенных друг на друге слоев из одного и того же прозрачного материала или же включающую слои различных прозрачных материалов, твердых и/или жидких, эти слои могут иметь различную толщину, а слой материала, собственно подлежащий ЛФР и в котором происходит фокусировка пучка, может быть первым в указанной композиции и обращенным к лазерному пучку, либо последним слоем, т.е. на тыльной стороне этой композиции, или же заключен между других слоев.
Отметим, что для альтернативной схемы эксперимента, когда материал облучается на воздухе, при необходимости создания филаментов непосредственно у передней, обращенной к падающему лазерному пучку поверхности материала сужающаяся часть пучка с высокой интенсивностью находится у этой поверхности. Поэтому высока вероятность оптического пробоя воздуха у этой поверхности, что для ЛФР является нежелательным явлением, поскольку вызывает дефокусировку и экранировку для падающего на обрабатываемый материал лазерного пучка, делая обработку невозможной. Использование указанной многослойной композиции позволяет избежать такое нежелательное явление.
12. Конкретные количественные примеры практического применения указанного способа разделения и разработанного алгоритма для химически закаленного стекла Corning Gorilla Glass 5, дисплейного стекла Eagle XG@Display Glass и сапфира приводятся ниже в Таблицах 3 и 4 в разделе «Примеры осуществления изобретения». При этом рассмотрены как тонкие пластины толщиной менее 0.75 мм, так и толстые, с толщиной около 7-10 мм или более. Количественно конкретно указаны все параметры облучения необходимые для задания режима СФЦИ с получением улучшенной гладкости стенок разделения -
Найдено при этом, что выбор частоты повторения в высокочастотном диапазоне, f≥f1, и использование вдвое более короткой длины волны лазерного излучения, например, 0.52 мкм вместо 1.04 мкм, позволяют получить более высокие, в том числе рекордно высокие скорости резки - около 11÷52 м/с и более в зависимости от материала. Эти скорости могут в десятки и сотни раз превосходить характерные скорости резки стекол, сапфира и других прозрачных материалов известными механическими способами и в десятки раз - характерные скорости разделения известными способами лазерного управляемого термораскалывания при помощи облучения непрерывными лазерами.
С другой стороны, найдено, что выбор частоты повторения в низкочастотном диапазоне, f≤f2, и использование более короткой длины волны лазерного излучения (например, λ=0.52 мкм вместо 1.04 мкм) делают для закаленных стекол возможным ЛФР с получением улучшенной гладкости при крайне малой средней мощности лазера (от долей Вт), обеспечивающей, тем не менее, хоть и не рекордно высокую, но приемлемую для применений и немалую скорость резки около 0.2 м/с.
Найдены также режимы ЛФР с улучшенной гладкостью, позволяющие при умеренной средней лазерной мощности получить резку закаленных и незакаленных стекол, а также сапфира со сравнительно умеренной и приемлемой для реализации в применениях скоростью перемещения и порядка 3-7 м/с.
Устройство, действие которого основано на практической реализации предлагаемого выше способа, включает в себя такие известные компоненты, как:
- Импульсно-периодический лазер;
- Блок формирования и фокусировки пучка с возможностью изменения диаметра пучка, плавного регулирования энергии импульсов, а также фокусировки пучка в материале с помощью фокусирующей системы с возможностью поддержания расстояния между ней и деталью;
- Блок прецизионного крепления и наклона облучаемой детали под лазерным пучком_с возможностью ее прецизионного 3В-перемещения относительно лазерного пучка:
(а) вдоль оси пучка - для осуществления прецизионной настройки положения области фокусировки пучка в толще образца с целью создания одного или нескольких наборов филаментов на различных глубинах в толще материала;
(б) в плоскости фокусировки с использованием при необходимости полигональных сканеров для получения высокой скорости сканирования в несколько м/с, с выполнением резов обрабатываемого материала прямолинейно или же по криволинейной траектории, или по замкнутой траектории, и/или «с катушки на катушку» для ЛФР гибких прозрачных материалов при их перемещении под лазерным пучком, и/или в виде вращения детали относительно лазерного пучка вокруг ее оси симметрии, когда деталь имеет неплоскую поверхность в виде фигуры вращения;
- Возможности облучения, позволяющие создавать в толще материала один или нескольких наборов филаментов теми или иными методами, либо их комбинациями:
(а) за счет повторных прохождений пучка по тому же треку в материале;
(б) за счет мультифокусировки - формирования из основного пучка двух или более пучков для их одновременной фокусировки в материале на различных глубинах;
(в) за счет формирования филаментов в объеме материала при помощи нелинейного процесса спонтанной самофокусировки, и/или применения каких-либо иных методов, применяемых по отдельности, либо в тех или иных комбинациях и удлиняющих область фокусировки пучка вдоль оптической оси, например, за счет использования специальных оптических элементов, таких, как дифрационно-оптические элементы, либо намеренно астигматичная фокусирующая оптика, либо аксиконы, или за счет применения какого-либо иного метода фокусировки;
(г) путем создания каждого из филаментов цугом импульсов, т.е. группой близко расположенных по времени импульсов.
Данное устройство позволяет выполнить разделение таких сравнительно тонких прозрачных материалов, как дисплейное стекло толщиной 0.5÷0.75 мм, химически закаленное стекло толщиной 0.3÷0.7 мм и сапфир толщиной 0.05÷0.3 мм, практически интересных для изготовления мобильных устройств - смартфонов, планшетов, носимой электроники, а также для крупномасштабного производства стеклянных панелей большой площади для защиты светочувствительного слоя солнечных батарей от пыли и атмосферных осадков.
- В данном устройстве имеется техническая возможность независимого варьирования параметров облучения для режима СФЦИ  в диапазонах, следующих из указанных ниже Табл. 3 и 4: длина волны излучения λ лазера - от 0.3 мкм до 1.1 мкм, или, по крайней мере, в какой-либо части или частях этого диапазона - например, от 0.5 до 1.1 мкм, или λ может принимать дискретные значения, например, 0.52 мкм и/или 1.04 мкм; rf от 0.2 мкм до не более 1.7 мкм; Н от 30 мкм до не более 700-750 мкм; w от 115 кДж/см3 до не более 900 кДж/см3; Eburst от 1 мкДж до не более 250 мкДж; Np от 2 до не более 30; Е0 от 0.1 мкДж до не менее 25 мкДж; s1 от 0.5 мкм до не более 12 мкм; Р от 0.4 Вт до не более 150 Вт; fburst от 10 кГц до не более 5 МГц; u от 0.05 м/с до 12 м/с, либо, по-крайней мере, в какой-либо части или частях указанных диапазонов в зависимости от материала и выбора параметров облучения; в случае следующего ниже п. 15 ЛФР с вращением детали, имеющей неплоскую поверхность в виде фигуры вращения, относительно лазерного пучка вокруг ее оси симметрии, угловую скорость вращения выбирают так, чтобы обеспечить указанное варьирование u; τburst от 5 нс до не менее 110 нс; Δt от 1 нс до не более 30 нс; τ от 90 фс до не менее 8 пс, при этом в случае использования для фокусировки гаусс-бесселева пучка под указанными Eburst, Е0 и Р имеются ввиду параметры, соответствующие центральному максимуму пространственного распределения интенсивности пучка.
в диапазонах, следующих из указанных ниже Табл. 3 и 4: длина волны излучения λ лазера - от 0.3 мкм до 1.1 мкм, или, по крайней мере, в какой-либо части или частях этого диапазона - например, от 0.5 до 1.1 мкм, или λ может принимать дискретные значения, например, 0.52 мкм и/или 1.04 мкм; rf от 0.2 мкм до не более 1.7 мкм; Н от 30 мкм до не более 700-750 мкм; w от 115 кДж/см3 до не более 900 кДж/см3; Eburst от 1 мкДж до не более 250 мкДж; Np от 2 до не более 30; Е0 от 0.1 мкДж до не менее 25 мкДж; s1 от 0.5 мкм до не более 12 мкм; Р от 0.4 Вт до не более 150 Вт; fburst от 10 кГц до не более 5 МГц; u от 0.05 м/с до 12 м/с, либо, по-крайней мере, в какой-либо части или частях указанных диапазонов в зависимости от материала и выбора параметров облучения; в случае следующего ниже п. 15 ЛФР с вращением детали, имеющей неплоскую поверхность в виде фигуры вращения, относительно лазерного пучка вокруг ее оси симметрии, угловую скорость вращения выбирают так, чтобы обеспечить указанное варьирование u; τburst от 5 нс до не менее 110 нс; Δt от 1 нс до не более 30 нс; τ от 90 фс до не менее 8 пс, при этом в случае использования для фокусировки гаусс-бесселева пучка под указанными Eburst, Е0 и Р имеются ввиду параметры, соответствующие центральному максимуму пространственного распределения интенсивности пучка.
- В устройстве за счет варьирования указанных параметров облучения устанавливают такие их величины, которые согласно предлагаемому способу обеспечивают те или иные упомянутые выше технические результаты ЛФР (улучшенную гладкость разделения, высокую скорость и относительного перемещения лазерного пучка и материала, высокую энергоэффективность Ω процесса ЛФР, либо осуществление ЛФР лазерным пучком очень малой средней мощности Р (от долей Вт) с получением, тем не менее, приемлемой для практических применений немалой скорости разделения), что достигают «ручной» установкой оптимальных параметров резки на основании вычислений согласно предлагаемому способу и/или с помощью блока числового программного управления данного устройства при наличии в нем предлагаемой в данном способе встроенной программы вычисления указанных параметров, а также при их последующей электронной установке в устройстве.
14. Аналогичное устройство предлагается также для разделения толстых пластин прозрачных материалов (толщиной 7-10 мм и более), что представляет практический интерес в автомобильной промышленности, строительстве, дизайне, приборостроении, изготовлении декоративных художественных изделий и других областях.
В данном устройстве для лазерного разделения толстых пластин, когда соответственно необходимо создание филаментов большей длины, например, около 7-10 мм, для химически закаленных стекол, незакаленных дисплейных стекол и других материалов в качестве системы фокусировки для создания столь длинных филаментов предпочтительно используют гаусс-бесселев пучок. Под Eburst и Р тогда имеют ввиду параметры, соответствующие центральному максимуму пространственного распределения интенсивности такого пучка.
Для практической реализации различных комбинаций согласованных параметров облучения устройство имеет техническую возможность варьирования указанных параметров в диапазонах, следующих из указанных ниже Табл. 3 и 4:
- Радиус филаментов rf - от 0.2 мкм до не более 0.5 мкм;
- Длину филаментов Н - от 7 мм до 10 мм;
- Длину волны λ лазерного излучения - в диапазоне приблизительно λ=0.5-1.1 мкм, или λ может принимать дискретные значения, например, 0.52 мкм и/или 1.04 мкм;
- ОПЭ филамента w - от 115 кДж/см3 до не более 200 кДж/см3;
- Энергию цуга импульсов Eburst - от 230 мкДж до не более 2100 мкДж;
- Энергию отдельного импульса в цуге Е0 - от 40 мкДж до не менее 380 мкДж и более;
- Шаг следования филаментов в материале s1 - от 1 мкм до не более 7 мкм;
- Среднюю лазерную мощность в материале Р - от 40 Вт до 1800 Вт и более;
- Частоту повторения fburst - от 20 кГц до не более 3.6 МГц;
- Скорость относительного перемещения лазерного пучка и материала и - от 0.01 м/с до 9 м/с;
- Длительность цуга импульсов τburst - от 4 не до не менее 110 не;
- Число импульсов в цуге Np - от 3 до 6 или более;
и, например, при Np=6 используют временной интервал между импульсами в цуге Δt - от 1 нс до 24 нс и длительность отдельного импульса τ - от 17 пс до 75 пс.
Варьирование параметров в обоих указанных устройствах, соответственно для тонких и толстых материалов, достигают методами известными для специалистов в данной области, использующих для обработки материалов лазеры с варьируемыми параметрами излучения. Например, радиус филамента варьируется изменением угла при вершине используемых в системе фокусировки 3 конусных линз 15, показанных на Фиг. 5. Изменение длины филамента при использовании системы фокусировки 3 с формированием гаусс-бесселева пучка достигается изменением диаметра пучка 2 за счет применения расширителя пучка 14, а также изменением угла при вершине конусных линз 15, используемых в системе фокусировки 3.
15. Оба указанных устройства, соответственно для тонких и толстых материалов, могут иметь техническую возможность резки с помощью предлагаемого способа не только плоских, но и неплоских поверхностей, в частности - резки материалов в виде цилиндрических трубок, волокон и других осесимметричных деталей в виде фигур вращения - сфероидов, эллипсоидов, гиперболоидов и других рельефов с кривизной. Относительное перемещение лазерного пучка и материала обеспечивают в этом случае путем добавления степени свободы в относительном перемещении лазерного пучка и обрабатываемой детали в виде ее вращения под пучком вокруг ее оси симметрии. Фиг. 13 показывает блок-схему такого устройства разделения. В отличие от элементов и модулей, упоминавшихся выше для уровня техники на Фиг. 1 и 2, данное устройство имеет техническую возможность вращения 29 указанной неплоской детали 5 относительно лазерного пучка 4 вокруг ее оси симметрии 28 за счет применения модуля 27 для крепления и вращения указанной детали с регулируемыми скоростью и, длиной Н и радиусом rf филамента, энергией цуга в материале Eburst, шагом следования филаментов s1, числом импульсов в цуге Np, средней энергией единичного импульса в цуге Е0, частотой повторения цугов импульсов fburst, длительностью отдельного импульса в цуге г, длительностью цугов импульсов в целом τburst и временного интервала между импульсами в цуге Δt, которые настраиваются под параметры материала и согласуются друг с другом в соответствии с предлагаемым здесь способом.
Предлагаемый способ и основанное на его использовании устройство для разделения тонких пластин позволяют выполнить разделение таких сравнительно тонких прозрачных материалов, как дисплейное стекло толщиной 0.5÷0.75 мм, химически закаленное стекло толщиной 0.3÷0.7 мм и сапфир толщиной 0.05÷0.3 мм, практически интересных для изготовления дисплеев и защитных пластин в мобильных устройствах - смартфонах, планшетах, носимой электронике, мировой объем производства которых составляет около 1.5-2 млрд. изделий в год, а также во всевозможных датчиках, фиттинг-браслетах, наручных часах, научных и медицинских приборах, в изготовлении сапфировых теплоотводящих подложек для микропроцессоров и защитных стеклянных панелей для солнечных батарей.
Устройство, предлагаемое для разделения толстых пластин толщиной в несколько миллиметров, может иметь обширные применения в таких отраслях, как автомобильная промышленность, строительство, архитектура и приборостроение. Рынок таких изделий также составляет миллиарды штук в год.
Преимущества использования изобретения описаны далее. К ним относятся:
- Получение для прозрачных и полупрозрачных материалов боковых стенок реза с улучшенной гладкостью при надлежащем выборе параметров излучения, благодаря чему процесс резки в целом значительно упрощается и удешевляется, а его производительность повышается, т.е. тратится меньшее время для получения конечного продукта приемлемого качества, поскольку в этом случае не требуется выполнение трудоемкой дополнительной после-лазерной обработки в виде шлифовки, полировки или химического травления стенок разделения для удаления на них шероховатости, являющейся, как отмечалось выше, источником нежелательных зародышей трещинообразования и потому снижающей ударопрочность изделия при его дальнейшей эксплуатации. При использовании данного способа происходит, таким образом, повышение ударопрочности вырезанных пластин и других изделий из прозрачных материалов в ходе их дальнейшей практической эксплуатации;
- Беспрецедентно высокая скорость резки в данном способе (например, от 0.05 м/с до 3÷52 м/с и более в зависимости от материала и выбора параметров облучения), которая в десятки, сотни и даже тысячи раз превосходит характерные скорости резки закаленных и незакаленных стекол, сапфира, а также многих других прозрачных и полупрозрачных материалов известными механическими способами, и в десятки и сотни раз - характерные скорости разделения известными способами лазерно-индуцированного управляемого термораскалывания при помощи облучения непрерывными и импульсно-периодическими лазерами;
- Весьма малая толщина (всего в несколько мкм) зоны лазерного воздействия в материале вдоль боковых стенок разделения и возможность избежать значительных остаточных термо напряжений и деформаций материала за счет малого энерговыделения на единицу площади боковых стенок реза по сравнению с использованием для разделения прозрачных материалов непрерывных лазеров, а также реализация достаточно высокой скорости перемещения лазерного пучка при весьма малом уровне применяемой средней лазерной мощности (в доли Вт). Такой эффект важен для применений, когда на разрезаемом материале уже находятся какие-либо термочувствительные функциональные рабочие слои например, слой светоизлучающей органики в случае резки дисплейного стекла;
- Применимость способа в зависимости от настройки параметров облучения и фокусировки для разделения как тонких (с толщиной 0.05-0.75 мм), так и толстых материалов (толщиной, например, 7-10 мм и более);
- Применимость предлагаемого устройства (устройств) для разделения не только какого-либо одного, а различных оптически прозрачных или полупрозрачных материалов, в том числе - твердых, сверхтвердых и сверхпрочных, резка которых традиционными механическими методами крайне медленна и трудоемка;
- Длина волны излучения лазера может быть выбрана в пределах области прозрачности материала, например, для кварцевого стекла в диапазоне 0.2-2.3 мкм;
- Предлагаемые устройства в зависимости от задаваемой траектории движения лазерного пучка относительно поверхности материала могут включать получение не только прямолинейных, но и криволинейных, либо замкнутых резов с достаточно малым радиусом кривизны - не менее порядка 80 мкм, а также резов для поверхностей с кривизной;
- При компьютерном управлении процессом настройка резки происходит путем программируемого задания необходимых параметров излучения лазера, фокусировки пучка и скорости относительного перемещения лазерного пучка и обрабатываемого материала, легко задается траектория относительного движения пучка и материала, при этом сам процесс обладает высокой гибкостью, возможностью высокой автоматизации, высокой воспроизводимостью, точностью и качеством результатов резки, в том числе -при использовании в крупномасштабном производстве;
- Пластина из прозрачного материала, подлежащая разрезанию данным способом, может являться частью многослойной композиции, в которой расположенные друг на друге слои состоят из одного и того же, либо из различных прозрачных материалов, твердых и/или жидких, и могут иметь различную толщину. При этом подлежащая резке твердая пластина может быть первым из слоев, т.е. обращенным к лазерному пучку, либо последним слоем, т.е. на тыльной стороне указанной многослойной композиции, или же заключена между других прозрачных слоев;
- Предлагаемое устройство для резки тонких материалов может также включать разделение гибких протяженных прозрачных материалов при их перемещении под лазерным пучком «с катушки на катушку»;
- Способ указывает возможные направления целенаправленного материаловедческого конструирования свойств прозрачных материалов для придания им таких параметров, для которых становится возможным наиболее гладкое разделение;
- Способ указывает также возможные направления целенаправленного конструирования и создания импульсно-периодических лазеров и лазерных систем с такими параметрами, которые являются наиболее подходящими для получения разделения с улучшенной гладкостью, высокой скоростью и высокой энергоэффективностью;
- Предлагаемый способ резки является экологически чистым, поскольку достигается без применения масел или каких-либо технических жидкостей, абразивов, жидких или газообразных химических травителей. В случае, когда создаваемые в материале филаменты не выходят на переднюю и/или заднюю поверхности обрабатываемой пластины, в процессе резки не происходит выброса в окружающее пространство паров, капель или твердых осколков материала, а само разделение в виде раскалывания имеет нулевую ширину. Тем самым практически нет удаления материала, и не происходит загрязнения окружающей среды;
- В данном способе и устройствах отсутствуют какие-либо режущие механические инструменты (пилы, сверла, скрайберы) и их контакт с обрабатываемым материалом. В связи с этим отсутствует механический износ инструмента, минимальны стресс и искажения в обрабатываемом материале и уменьшена опасность его механического повреждения.
АПРОБАЦИЯ СПОСОБА
Эксперимент 1. ЛФР тонкого закаленного стекла
В документах [V. Matylitsky and F. Hendricks, 9th hit. Conf. on Photonic Technol. LANE 2016, Industrial Paper. Published by Bayerisches Laserzentrum GmbH, 2016] и [V. Matylitsky, F.Hendricks, and R. Patel, http://www.industrial-lasers.com/articles/print/volume-30/issue-3/features/femtosecond-laser-processing-of-brittle-materials.html] описаны эксперименты упомянутые также выше в «Уровне техники», в которых наблюдалась лазерная резка химически закаленного стекла Corning® Gorilla® Glass 5 толщиной 550 мкм с высокой гладкостью боковых стенок разделения и с высокими скоростями до 4 м/с - см. Фиг. 3б. Глубина закаленного слоя DOL (depth of layer) с передней и тыльной стороны стеклянной пластины составляла 20 мкм. По сообщениям указанных авторов использовался лазерный источник Spirit® НЕ laser (от компании «Spectra Physics», Rankweil, Austria), который имел энергию импульса более 120 мкДж и среднюю выходную лазерную мощность >16 Вт. Лазер позволяет выполнить ЛФР на длинах волн 520 нм и 1040 нм с программируемыми энергией импульса, частотой повторения и длительностью импульса между 340 фс и 10 пс. Возможно также облучение в виде цугов фемтосекундных импульсов с контролируемым числом импульсов в цуге до 20 и с временным интервалом между импульсами в цуге около 13 не. При использовании процесса ClearShape™ от компании «Spectra-Physics» были получены стенки разделения без чешуек и с высоким качеством лазерного реза, соответствующим малой величине средней шероховатости<0.1 мкм. Механизм указанного процесса, а также все параметры излучения для его осуществления в указанных публикациях не раскрываются.
Предлагаемый здесь способ позволяет количественно объяснить параметры излучения, применяемые в указанных экспериментах с получением высокой гладкости и высокой скорости разделения. Ниже дается расчет необходимых для гладкого разделения параметров w, Eburst, fburst, s1, τburst, τ, Δt, Np, P и u, следуя показанной на Фиг. 12 схеме их количественного нахождения:
- Каждый филамент создаем цугом импульсов излучения. Согласно литературным данным используем для данного материала следующие справочные параметры: wdis=64 кДж/см3, РС(λ=1040 нм)=5 МВт, ρ2=2.43 г/см3, С2≈1.0 Дж/(г⋅К), AL-P=0.8, АР-Н=0.9, Tmod=Tstrain=571°С, χ=(4÷5)×10-3 см2/с, cs=6×105 см/с, μ=60 г/моль, Nat=3, σс=1.8-2.4 ГПа (кДж/см3). Также используем начальную температуру Ti=20°С и Г=1÷1.25. Полагаем согласно эксперименту, что лазер имеет длину волны излучения λ=1.04 мкм, фактор пучка М2=1.25 и числовую апертуру фокусировки NA=0.6. Используем для толщины стекла указанную в данном эксперименте величину L=550 мкм. Для расчетов полагаем, что радиус филаментов составляет rf=0.5 мкм, что соответствует оценке rf по формуле  при использовании в ней указанных λ, М2 и NA, а также q≈1. [V.N. Tokarev and I.V. Melnikov, Appl. Sci. 11, 1732 (2021)]. Выбираем для расчетов длину филаментов Н=45 мкм. Полагаем Ktw≈Ksw≈0.5, что соответствует «быстрому» энерговыделению (tE<tP1, tP2), когда потери энергии, связанные с возбуждением ударной волны являются существенными. Все эти данные согласно схеме расчета, показанной на Фиг. 12, используем как входные параметры;
при использовании в ней указанных λ, М2 и NA, а также q≈1. [V.N. Tokarev and I.V. Melnikov, Appl. Sci. 11, 1732 (2021)]. Выбираем для расчетов длину филаментов Н=45 мкм. Полагаем Ktw≈Ksw≈0.5, что соответствует «быстрому» энерговыделению (tE<tP1, tP2), когда потери энергии, связанные с возбуждением ударной волны являются существенными. Все эти данные согласно схеме расчета, показанной на Фиг. 12, используем как входные параметры;
- На стадии 1 для указанного выше rf согласно соотношению 
 вычисляем температурный предел Т1=44100 К, согласно выражению Снт≈3RNat/μ находим высокотемпературную теплоемкость Снт≈1.25 Дж/(г⋅К) и из соотношения w1≈2Снт ρ(Т1-Ti)+wdis найдем предел ОПЭ w1≈336 кДж/см3. Выбираем для облучения высокочастотный диапазон частот повторения цугов, т.е. fburst≥f1, а именно, fburst≈f1, что соответствует величине параметра остывания η=0.76;
вычисляем температурный предел Т1=44100 К, согласно выражению Снт≈3RNat/μ находим высокотемпературную теплоемкость Снт≈1.25 Дж/(г⋅К) и из соотношения w1≈2Снт ρ(Т1-Ti)+wdis найдем предел ОПЭ w1≈336 кДж/см3. Выбираем для облучения высокочастотный диапазон частот повторения цугов, т.е. fburst≥f1, а именно, fburst≈f1, что соответствует величине параметра остывания η=0.76;
- На стадии 2 выбираем ОПЭ плазмы филамента согласно условию w≤w1, а именно, как w=270 кДж/см3. Также вычисляем порог модификации для теплового механизма wmod=0.76 кДж/см3 из соотношения  для указанных входных данных С2, ρ2, Tmod, Ti и упомянутой величины η;
для указанных входных данных С2, ρ2, Tmod, Ti и упомянутой величины η;
- На стадии 3 из указанных rf, Н, w, wdis и wmod и соотношения  рассчитываем Eburst=11.5 мкДж, а также согласно соотношению
рассчитываем Eburst=11.5 мкДж, а также согласно соотношению

максимально допустимый для получения гладкого разделения шаг следования филаментов в материале s1max=6.6 мкм. Выбираем шаг следования филаментов как s1=0.9s1max<s1max, т.е. s1=5.9 мкм, что обеспечивает частичное перекрытие зон теплового воздействия. Рассчитываем параметры Np0 и Np1 согласно выражениям

для приведенных выше w, wmod и σс. Получаем Np0=2 и Np1=6. Квадратные скобки [] в приведенных выражениях обозначают целую часть числа в этих скобках. Выбираем число импульсов в цуге Np согласно условию Np≥max (Np0, Np1), в данном случае для указанных выше Np0 и Np1 выбираем Np=6;
- На стадии 4 из указанных выше s1, Н и Eburst вычисляем энергоэффективность ЛФР 
 и находим Ω≈46 мкм2/мкДж. Рассчитываем частотный предел f1. Для указанного отношения (s1/s1max)=0.9 используем выражение
и находим Ω≈46 мкм2/мкДж. Рассчитываем частотный предел f1. Для указанного отношения (s1/s1max)=0.9 используем выражение  что при использовании указанных выше χ при высоких температурах и s1 дает f1=153÷191 кГц. Выбираем частоту повторения цугов для получения разделения с улучшенной гладкостью, как fburst≈f1, т.е. fburst=153÷191 кГц. Для указанных выше s1 и cs рассчитываем время удержания давления в пространстве между соседними филаментами tp2≈s1/cs, что дает tp2≈1 нс. Рассчитываем энергию отдельного импульса в цуге, которую выбираем одинаковой для всех импульсов цуга: Е0=Eburst/Np=1.92 мкДж. Для указанных выше rf и χ рассчитываем время удержания тепла в пределах радиуса филамента
что при использовании указанных выше χ при высоких температурах и s1 дает f1=153÷191 кГц. Выбираем частоту повторения цугов для получения разделения с улучшенной гладкостью, как fburst≈f1, т.е. fburst=153÷191 кГц. Для указанных выше s1 и cs рассчитываем время удержания давления в пространстве между соседними филаментами tp2≈s1/cs, что дает tp2≈1 нс. Рассчитываем энергию отдельного импульса в цуге, которую выбираем одинаковой для всех импульсов цуга: Е0=Eburst/Np=1.92 мкДж. Для указанных выше rf и χ рассчитываем время удержания тепла в пределах радиуса филамента  что дает tT1≈120÷150 нс;
что дает tT1≈120÷150 нс;
- На стадии 5 рассчитываем среднюю мощность импульсно-периодического лазерного излучения в материале как Р=1.8-2.2 Вт согласно соотношению  при подстановке указанных выше Eburst и fburst. Также согласно соотношению
при подстановке указанных выше Eburst и fburst. Также согласно соотношению  для найденных выше s1 и fburst рассчитываем скорость относительного движения пучка и материала u=0.9-1.13 м/с. Соответственно, при выборе большей частоты, например, fburst=3f1=3×191 кГц=573 кГц, и тех же s1=5.9 мкм Eburst=11.5 мкДж, средняя мощность и скорость перемещения возрастают: Р=6.6 Вт и u=3.4 м/с. Полученный диапазон u=0.90÷3.4 м/с согласуется с сообщаемыми авторами эксперимента скоростями: от 1 м/с до <4 м/с.
для найденных выше s1 и fburst рассчитываем скорость относительного движения пучка и материала u=0.9-1.13 м/с. Соответственно, при выборе большей частоты, например, fburst=3f1=3×191 кГц=573 кГц, и тех же s1=5.9 мкм Eburst=11.5 мкДж, средняя мощность и скорость перемещения возрастают: Р=6.6 Вт и u=3.4 м/с. Полученный диапазон u=0.90÷3.4 м/с согласуется с сообщаемыми авторами эксперимента скоростями: от 1 м/с до <4 м/с.
Для реального разделения химически закаленного стекла требуется создание двух наборов филаментов - один обычно вблизи тыльной стороны пластины, и другой - ближе к ее передней стороне, обращенной к падающему лазерному пучку. Причем для получения гладкости разделения в целом, а не только между филаментами одного набора, важно, чтобы, по крайней мере, один из этих наборов филаментов покрывал как сам закаленный слой, так и заходил и в область незакаленного массива остального материала [Bhuyan МК, Jedrkiewicz О, Sabonis V, Mikutis М, Recchia S, Aprea A, et al. High-speed laser-assisted cutting of strong transparent materials using picosecond Bessel beams. Appl. Phys. A 120(2), 443-446 (2015). https://doi.org/10.1007/s00339-015-9289-7]. При рассматриваемой здесь длине филаментов (т.е. ширине набора филаментов) Н=45 мкм, превосходящей толщину закаленного приповерхностного слоя 20 мкм, это возможно. Поэтому при создании в материале не одного, а одновременно двух указанных наборов филаментов, например, за счет метода мультифокусировки, при указанном fburst=153-191 кГц требуется соответственно суммарная энергия цуга импульсов и средняя мощность вдвое больше упомянутых выше, т.е. Eburst=23 мкДж и Р=3.6÷4.4 Вт. Эта оценка близко соответствует доложенной авторами данного эксперимента средней мощности для разделения данной пластины: Р<4 Вт. А для указанных выше fburst=573 кГц, s1=5.9 мкм и Eburst=11.5 мкДж для одновременного создания двух наборов филаментов средняя мощность также возрастет вдвое по сравнению с вышеуказанной 6.6 Вт и составит Р=13.2 Вт.
Далее для указанных rf и u рассчитываем время удержания положения пучка tr≈rf/u, что для найденного выше u=0.90÷3.4 м/с дает tr≈120-500 нс. Выбираем длительность цуга в целом τburst согласно условию τburst<min (tT1, tr), что для указанных выше величин tT1 и tr дает τburst<120÷150 нс. Учитывая, что для Np импульсов в цуге расстояние между ними во времени оценивается, как следует из Фиг. 4б, очевидным соотношением Δt=τburst/(Np-1), для указанного выше Np=6 найдем тогда Δt<24÷30 нс. Если же выбираем Np=10, то соответственно найдем Δt<13÷17 нс. Обе эти оценки Δt согласуются с интервалом Δt=13 нс между импульсами в цугах, который использовался в рассматриваемом эксперименте. Кроме того, указанная величина Δt=13 нс действительно удовлетворяет предпочтительному для получения лучшей гладкости боковых стенок реза условию Δt>tP2, поскольку, как вычислено выше, tP2≈1 нс. Исходя из указанных выше данных по Г, Рс и Е0 (для Np=6), рассчитываем длительность отдельного импульса, которую полагаем одинаковой для всех импульсов цуга τ=Е0/(ГРс), что дает τ≈307÷384 фс. Эта оценка также согласуется с обсуждаемым экспериментом, где, как указывают авторы, использовались импульсы с τ<400 фс.
Таблица 2 показывает, что предсказываемые на основе данного способа параметры облучения хорошо согласуются с величинами τ, Р, u и Δt, доложенными в обсуждаемом эксперименте.
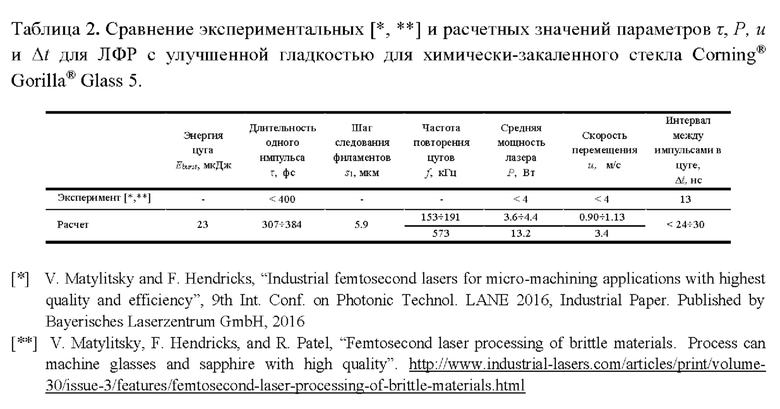
Эксперимент 2. ЛФР толстого кварцевого стекла
Интересно проверить, выполняется ли в эксперименте условие (11) на ОПЭ w≤w1 для практического устранения потерь энергии плазмы филамента на тепловое излучение. Для этого в эксперименте должна быть найдена ОПЭ филамента w и сопоставлена с описанным выше расчетным пределом w1. В качестве эксперимента рассматриваем данные [Bergner К, Mǘller М, Klas R, Limpert J, Nolte S and Tunnerman A, Appl. Opt. 57, 5941 (2018)], где пластина из кварцевого стекла толщиной около 8 мм была разрезана гаусс-бесселевым пучком. При этом каждый филамент создавался цугом из Np=4 или 8 импульсов, использовались частота повторения цугов fburst=10 кГц, шаг следования филаментов s1=10 мкм и скорость относительного перемещения материала и лазерного пучка u=10 см/с. Полагаем, что оцененный и сообщаемый авторами радиус филамента 0.61 мкм близок к радиусу  Тогда необходимый для дальнейшего анализа радиус филамента rf(1/е) может быть найден как
Тогда необходимый для дальнейшего анализа радиус филамента rf(1/е) может быть найден как  [V.N. Tokarev and I.V. Melnikov, Appl. Sci. 11, 1732 (2021)] и, следовательно, составляет 0.43 мкм. Согласно экспериментальным данным указанной работы из широкого диапазона используемых для выполнения ЛФР энергий цуга берем Eburst=0.9-1.0 мДж, поскольку сообщается, что именно в таком диапазоне энергии Eburst достигается наилучшая гладкость боковых стенок реза. При этом согласно рисунку 3 из указанной работы такая энергия цуга соответствует длине филамента Н около 7.4 мм.
[V.N. Tokarev and I.V. Melnikov, Appl. Sci. 11, 1732 (2021)] и, следовательно, составляет 0.43 мкм. Согласно экспериментальным данным указанной работы из широкого диапазона используемых для выполнения ЛФР энергий цуга берем Eburst=0.9-1.0 мДж, поскольку сообщается, что именно в таком диапазоне энергии Eburst достигается наилучшая гладкость боковых стенок реза. При этом согласно рисунку 3 из указанной работы такая энергия цуга соответствует длине филамента Н около 7.4 мм.
Согласно (21) энергия цуга лазерных импульсов внутри материала определяется зависимостью от длины Н и радиуса rf(1/е) филамента, как  Однако, если энергия Eburst, как rf и Н, уже известна из эксперимента или из каких-либо иных источников, то из этого соотношения можно оценить практически важную величину ОПЭ как
Однако, если энергия Eburst, как rf и Н, уже известна из эксперимента или из каких-либо иных источников, то из этого соотношения можно оценить практически важную величину ОПЭ как  Подстановка указанных величин Eburst, rf и Н, как и упоминавшейся выше поглощательной способности филамента AL-P≈0.8 для неперекрывающихся филаментов, позволяет тогда найти ОПЭ из последнего соотношения как w=167-186 кДж/см3. Данная величина оказывается меньше минимального из 3 порогов демонстрируемых формулами (12-14), т.е. w<min (w1A, w1B, w1C)=w1B. В данном случае w1B=187 кДж/см3 для указанного rf=0.43 мкм. Это означает, что w<w1A, w1B, w1C. Поэтому в данном случае условие (11) w<w1 выполнено независимо от величины времени tE релаксации к равновесному состоянию, которая, как правило, заранее неизвестна. Тем самым можно сделать вывод, что потери энергии на тепловое излучение плазмы филамента действительно являются незначительными в рассматриваемом эксперименте, где лазерное излучение, параметры его фокусировки и ОПЭ w экспериментально подбирались авторами так, чтобы обеспечить наилучшие результаты по качеству поверхности боковых стенок разделения.
Подстановка указанных величин Eburst, rf и Н, как и упоминавшейся выше поглощательной способности филамента AL-P≈0.8 для неперекрывающихся филаментов, позволяет тогда найти ОПЭ из последнего соотношения как w=167-186 кДж/см3. Данная величина оказывается меньше минимального из 3 порогов демонстрируемых формулами (12-14), т.е. w<min (w1A, w1B, w1C)=w1B. В данном случае w1B=187 кДж/см3 для указанного rf=0.43 мкм. Это означает, что w<w1A, w1B, w1C. Поэтому в данном случае условие (11) w<w1 выполнено независимо от величины времени tE релаксации к равновесному состоянию, которая, как правило, заранее неизвестна. Тем самым можно сделать вывод, что потери энергии на тепловое излучение плазмы филамента действительно являются незначительными в рассматриваемом эксперименте, где лазерное излучение, параметры его фокусировки и ОПЭ w экспериментально подбирались авторами так, чтобы обеспечить наилучшие результаты по качеству поверхности боковых стенок разделения.
Аналогично приведенному выше расчету для Эксперимента 1 количественно оценим и другие параметры, следуя той же, что и для обсуждения Эксперимента 1, схеме их выбора и расчета, показанной на Фиг. 12.
Согласно литературным данным используем для данного материала wdis=64 кДж/см3, РС(λ=1040 нм)=5 МВт, ρ2=2.2 г/см3, С2≈1.09 Дж/(г⋅К), Снт≈1.25 Дж/(г⋅К), Рс (λ=1040 нм)=5 МВт, AL-P=0.8, AP-H=0.9, Tmod=Tstrain=775°С, χ=5×10-3 см2/с, cs=6×105 см/с, μ=60 г/моль, Nat=3, λha=140 нм и σс=0.59 ГПа (кДж/см3). Также используем начальную температуру Ti=20°С, Г=1÷1.25 и указанные выше величины rf(l/e)≈0.43 мкм, w=0.9-1.0 мДж, Н=7.4 мм и λ=1.04 мкм. Полагаем Ktw≈Ksw≈0.5, что соответствует «быстрому» энерговыделению (tE<tP1, tP2), когда потери энергии, связанные с возбуждением ударной волны, являются существенными. Все эти данные согласно схеме алгоритма расчета, показанной на Фиг. 12, используем как входные параметры.
Для удобства сравнения расчета с экспериментом принимаем в расчете те же, что и оцененные выше для данного эксперимента параметры rf≈0.43 мкм и Н=7.4 мм, а также примерно то же значение w=170 кДж/см3. При этом остальные параметры рассчитываем согласно алгоритму аналогично приведенному выше примеру для Эксперимента 1. Найдем тогда следующие величины:
Как наиболее благоприятный для данного незакаленного материала для получения разделения с улучшенной гладкостью выбираем высокочастотный диапазон частот повторения цугов и частоту повторения цугов fburst≈3f1, для которой фактор накопления Находим далее wmod=0.90 кДж/см3, Eburst=0.91 мДж, s1max=3.80 мкм, s1=0.9s1max=3.4 мкм, Np0=6 и Np1=4. Выбираем Np=8. Далее найдем Ω=55 мкм2/мкДж, fburst=1-73 МГц, /Np≈ 114 мкДж, tT1=92 нс, Р=1574 Вт, u=5.9 м/с, tr≈73 нс. Выбираем длительность цуга в целом согласно условию τburst<tT1, tr, что для указанных выше tT1, tr дает оценку: τburst<73 нс. Параметр Δt, рассчитываемый согласно Δt=τburst/(NP-1), для указанного Np=8 оценивается как Δt<10.4 нс. Выбираем согласно этому неравенству Δt=9 нс. Сравнение такого Δt с указанным выше tp2=0.57 нс показывает, что условие Δt>tP2 действительно выполняется. Длительность τ одиночного импульса в цуге найдем из соотношения (18)τ=Е0 (ГРс) как τ=18-23 пс для указанных Е0≈114 мкДж и Г=1÷1.25. При этом величина τ=18 пс (для Г≈1.25) практически совпадает с сообщаемой в данном эксперименте длительностью τ=19 пс отдельного импульса.
Выполненные оценки показывают, что временные параметры цуга (продолжительность всего цуга в целом τburst, интервал времени Δt между импульсами в цуге и длительность τ отдельного импульса цуга) предсказываются в предлагаемом способе в хорошем согласии с рассматриваемым экспериментом. Совпадает с экспериментом и число импульсов в цуге Np(=8).
Однако указанный эксперимент демонстрирует ряд параметров, сильно отличающихся от рекомендуемых предлагаемым здесь способом.
Во-первых, на стадии 1 исходя из малой доложенной в эксперименте величины fburst=10 кГц авторы указанной работы использовали fburst в низкочастотном диапазоне частот повторения цугов, fburst≤f2, что согласно предлагаемому способу не является благоприятным для получения разделения с улучшенной гладкостью для данного материала. При этом в эксперименте скорость относительного перемещения лазерного пучка и материала соответственно оказывается крайне малой, u=0.1 м/с, в то время как расчет предлагает u=5.9 м/с. Как мы отмечали, для данного незакаленного материала для получения улучшенной гладкости и высокой скорости требуется использование fburst в ином, высокочастотном, диапазоне частот повторения. В данном случае fburst оценивается как 1.73 МГц, что в 173 раза больше указанной в эксперименте величины 10 кГц.
Во-вторых, используемый в эксперименте шаг следования филаментов s1=10 мкм почти в 3 раза больше рассчитанного s1=3.4 мкм, что также не способствует получению улучшенной гладкости разделения.
В-третьих, вместо рекомендуемых предлагаемым способом одинаковых энергий импульсов цуга первые два импульса цуга в данном эксперименте имеют примерно вдвое более высокие амплитуды по сравнению с остальными, что с точки зрения нашей модели является еще одним фактором, обусловливающим наблюдаемую в эксперименте неоднородность диаметра зон воздействия филаментов вдоль их длины.
Таким образом, весьма невысокую гладкость боковых стенок разделения, наблюдаемую в указанном эксперименте, можно объяснить значительными различиями между этим экспериментом и расчетами согласно предлагаемому способу для указанных трех параметров s1, fburst и E0i, при этом особенно большим, на два порядка, является различие в величине fburst, а также трехкратное различие в величине s1.
ПРИМЕРЫ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
После успешной апробации способа, описанной выше, используем его для вычисления параметров ЛФР с улучшенной гладкостью для различных материалов различной толщины, для чего используем в расчете различные входные величины rf, Н и выбор различных w.
Пример 1. ЛФР химически закаленного стекла
Таблица 3 показывает результаты этих вычислений для химически закаленного стекла. Примеры 1.1-1.4 приводятся для тонких пластин (толщиной от 50 до 750 мкм), а Примеры 1.5-1.7 для толстых пластин с толщиной более 10 мм, для которых необходимую для разделения длину филамента полагаем Н=10000 мкм=10 мм. В качестве Примера 1.1 приводятся полученные выше данные расчета для объяснения Эксперимента 1, что и отмечено в этой таблице в Примечании к соответствующему столбцу 1.1.
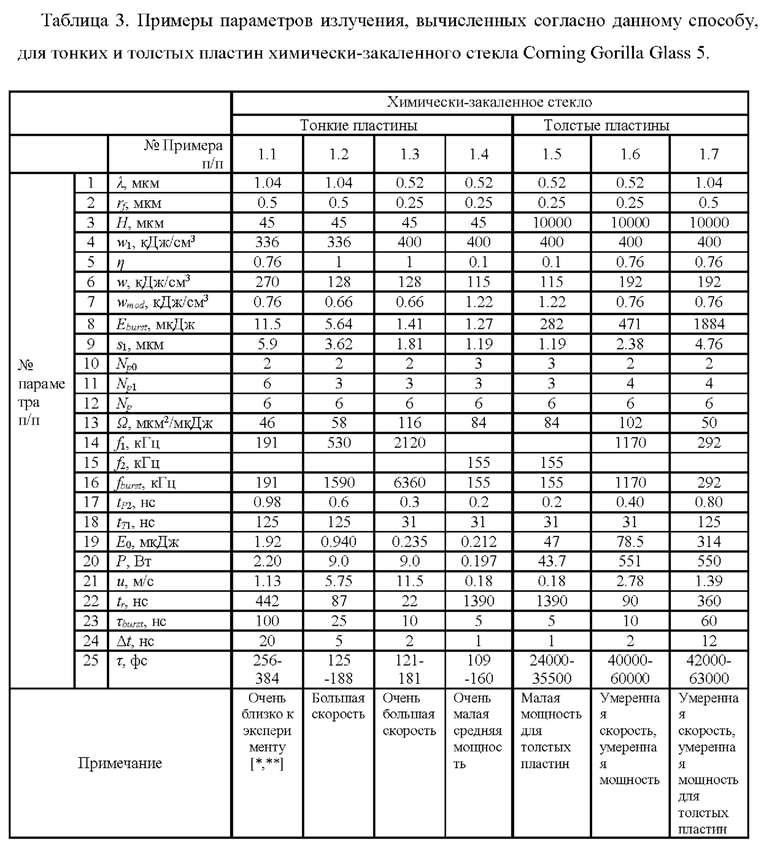
Пример 2. ЛФР дисплейного стекла
Таблица 4 показывает предпочтительные для получения улучшенной гладкости параметры облучения для тонких пластин дисплейного стекла для различных rf и w (Примеры 2.1-2.5).
В расчетах для этого материала согласно литературным источникам используем следующие входные данные: предел механической прочности принимаем равным σс=0.6 кДж/см3 (0.6 ГПа), что существенно уступает аналогичному параметру σс=2 кДж/см3 (2 ГПа) рассмотренного выше закаленного стекла Corning Gorilla Glass 5. wdis=64 кДж/см3,  как и прежде
как и прежде  μ=60 г/моль, Nat=3, λha≈220 нм. Также используем начальную температуру Ti=20°С и Г=1÷1.5. λ=1.04 мкм и rf=0.5 мкм в Примерах 2.1-2.3 и λ=0.52 мкм, rf=0.25 мкм в Примере 2.4. Рассматриваются тонкие пластины толщиной L=550 мкм, как и выше в Примерах 1.1-1.4. Для данного материала также выбираем для расчетов длину филаментов Н=45 мкм. Полагаем, как и ранее, Ktw≈Ksw≈0.5, что соответствует «быстрому» энерговыделению (tE<tP1, tP2), когда потери энергии, связанные с возбуждением ударной волны, являются существенными. Поскольку данный материал имеет меньший предел прочности, чем закаленное стекло (при весьма сходных остальных параметрах материала), то для получения улучшенной гладкости для него, как указывалось выше, предпочтительным является использование эффекта направленного раскалывания, реализующегося в диапазоне высоких частот повторения цугов при fburst=(1-3)f1. Поэтому в Таблице 4 указаны данные расчетов лишь для fburst=3f1, а не являющийся предпочтительным для данного материала диапазон низких частот повторения цугов fburst≤f2 в отличие от закаленного стекла не рассматривается.
μ=60 г/моль, Nat=3, λha≈220 нм. Также используем начальную температуру Ti=20°С и Г=1÷1.5. λ=1.04 мкм и rf=0.5 мкм в Примерах 2.1-2.3 и λ=0.52 мкм, rf=0.25 мкм в Примере 2.4. Рассматриваются тонкие пластины толщиной L=550 мкм, как и выше в Примерах 1.1-1.4. Для данного материала также выбираем для расчетов длину филаментов Н=45 мкм. Полагаем, как и ранее, Ktw≈Ksw≈0.5, что соответствует «быстрому» энерговыделению (tE<tP1, tP2), когда потери энергии, связанные с возбуждением ударной волны, являются существенными. Поскольку данный материал имеет меньший предел прочности, чем закаленное стекло (при весьма сходных остальных параметрах материала), то для получения улучшенной гладкости для него, как указывалось выше, предпочтительным является использование эффекта направленного раскалывания, реализующегося в диапазоне высоких частот повторения цугов при fburst=(1-3)f1. Поэтому в Таблице 4 указаны данные расчетов лишь для fburst=3f1, а не являющийся предпочтительным для данного материала диапазон низких частот повторения цугов fburst≤f2 в отличие от закаленного стекла не рассматривается.
Примеры 2.1-2.3 в Таблице 4 для λ=1.04 мкм получены для w=2wdis, 3wdis и 4wdis соответственно. При этом для разделения с улучшенной гладкостью получены скорости перемещения 6.20 м/с, 4.38 м/с и 3.57 м/с и средние мощности 11 Вт, 8.1 Вт и 7.2 Вт соответственно. С точки зрения получения не чрезмерно больших, но и не чрезмерно малых скоростей для данного материала предпочтительным представляется диапазон w=(3÷5)wdis, но не более предела w1.
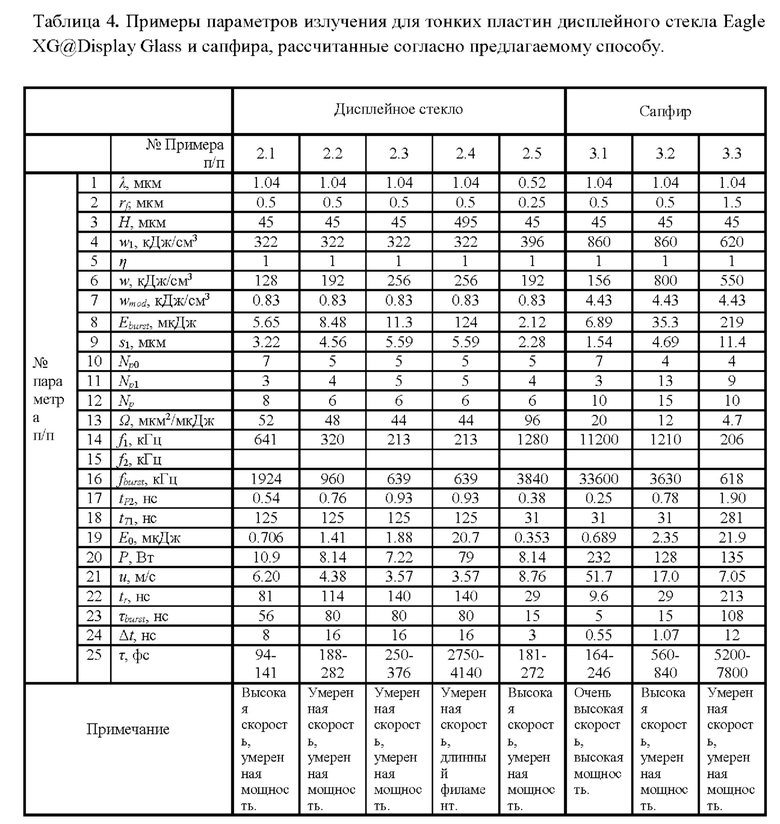
При необходимости создания для разделения филамента большей длины, например, длиной 495 мкм, что в 11 раз больше использованной в указанных выше расчетах длины H=45 мкм и практически (на 90%) покрывает вышеупомянутую толщину пластины L=550 мкм, величины Р увеличатся также в 11 раз до 120 Вт, 89 Вт и 79 Вт, соответственно. В качестве конкретного расчета параметров в Таблице 4 дается Пример 2.4 для Н=495 мкм и w=4wdis, когда Р составляет 79 Вт.
Для сравнения в столбце 2.5 (Пример 2.5) приводятся данные для облучения с вдвое меньшей длиной волны λ=0.52 мкм при ОПЭ w=3wdis. В этом случае и возрастает в 2 раза до 8.76 м/с по сравнению с Примером 2.2, где использовалась та же ОПЭ. Средняя мощность при этом оказывается той же: Р=8.1 Вт.
Примеры 2.1-2.3, 2.5 показывают, что для Н=45 мкм требуются импульсы с длительностью от примерно 90 фс до 380 фс. Однако для создания упомянутых в 11 раз более длинных филаментов в 495 мкм в Примере 2.4 длительность импульса возрастает до величин от 2.75 до 4.14 пс. Число импульсов Np в цуге в указанных режимах выбирается не менее, чем 5-7.
Пример 3. ЛФР сапфира
В Таблице 4 в столбцах 3.1-3.3 рассмотрены также примеры расчета параметров для ЛФР тонких пластин сапфира, являющегося кристаллическим материалом. Применяем лазер с длиной волны излучения λ=1.04 мкм. Считаем, что филаменты имеют те же характерную длину Н=45 мкм и радиус около rf=0.5 мкм, что и в эксперименте [Mikalauskas S, Raciukaitis G. md Las Sol 5, 22-27 (2016)] по разделению сапфира излучением с той же λ. Рассматриваем тонкие пластины с распространенной в приложениях для мобильных устройств толщиной L=150-550 мкм. Согласно литературным данным используем для данного материала Рс (λ=1.04 мкм)=2.8 МВт, wdis=78 кДж/см3, ρ2=3.97 г/см3, Снт≈1.22 Дж/(г⋅К), те же AL-P=0.8 и АР-Н=0.9, Tmod=Tmelt=2050°С, χ=2×10-2 см2/с, cs=6×105 см/с, μ=102 г/моль, Nat=5, λha=148 нм и σc=3.0 ГПа (кДж/см3). Полагаем, как и в Примерах выше, начальную температуру Ti=20°С, Г=1÷1.25 и Ktw≈Ksw≈0.5, что соответствует «быстрому» энерговыделению (tE<tP1, tP2), когда потери энергии, связанные с возбуждением ударной волны являются существенными. Все эти данные согласно схеме алгоритма расчета, показанной на Фиг. 21, используем как входные параметры.
Для получения разделения с улучшенной гладкостью для данного материала предпочтительным является использование эффекта направленного раскалывания, реализующегося согласно (10) в диапазоне высоких частот повторения цугов fburst=(1÷3)f1 Поэтому указаны данные расчетов лишь для fburst=3f1, а диапазон низких частот повторения цугов fburst<f2 не рассматриваем.
В Примере 3.1 при выборе w как w=2wdis=156 кДж/см3 требуемая скорость относительного перемещения лазерного пучка и материала около 52 м/с слишком высока, поэтому вряд ли реализуема на нынешнем техническом уровне.
Поэтому далее в Примере 3.2 выполняется расчет для иной величины ОПЭ филамента w=800 кДж/см3, что в 5 раз превосходит использованную выше в Примере 3.1 величину 156 кДж/см3. При этом выполнено условие (11), т.е. w≤w1=860 кДж/см3, что согласно нашему способу обеспечивает существенное подавление потерь энергии филамента на излучение и тем самым обеспечивает движущую силу и эффективность процесса ЛФР. Скорость относительного перемещения пучка и материала уменьшается в этом случае в 3 раза до u=17.0 м/с. Тем не менее, и эта величина представляется слишком большой для практического применения.
Для дальнейшего уменьшения и в Примере 3.3 при той же длине филамента H=45 мкм используем относительно толстые филаменты с радиусом rf=1.5 мкм, что в 3 раза больше, чем радиус rf=0.5 мкм, использованный выше в Примерах 3.1 и 3.2, и соответствует менее острой фокусировке, т.е. с меньшей числовой апертурой. Для такого rf предел по ОПЭ составляет w1=620 кДж/см3, поэтому для выполнения условия (11) w≤w1 выбираем w=550 кДж/см3. Скорость относительного перемещения пучка и материала падает тогда до технически приемлемой величины около u=7.0 м/с. При этом требуются средняя мощность в материале Р=135 Вт, число импульсов в цуге Np=10, длительность отдельных импульсов цуга τ=5.2÷7.8 пс и частота повторения цугов fburst около 620 кГц (см. более подробно в столбце 3.3 в Таблице 4).
Полученные в Таблицах 3 и 4 конкретные примеры позволяют сделать следующие выводы.
Заявленный способ количественно находит параметры необходимые для задания режима СФЦИ с получением улучшенной гладкости стенок разделения - это энергия Eburst цуга импульсов в материале, количество Np импульсов в цуге, средняя энергия отдельных импульсов цуга Е0, частота повторения fburst цугов, шаг следования s1 филаментов в материале, длительность τburst цуга в целом, временной интервал Δt между импульсами в цуге и длительность г отдельного импульса в цуге, а также средняя мощность лазерного излучения Р, скорость u относительного перемещения лазерного пучка и материала и энергоэффективность Ω процесса ЛФР. Величины всех этих параметров оказываются согласованы друг с другом через их зависимость от управляющих параметров, каковыми являются ОПЭ w филамента, его радиус rf и длина Н. Указанный комплекс из в общей сложности 14 параметров однозначно задает режим облучения, предпочтительный для получения резки цугами импульсов с улучшенной гладкостью.
Согласно Таблицам 3 и 4 для разделения тонких пластин требуется длительность отдельных импульсов τ от 90 фс до 8 пс, число импульсов в цуге от 3 до 15 или более и средняя мощность излучения в материале от 0.4 Вт до 135 Вт в зависимости от материала, выбранной ОПЭ w филамента и того или иного (высоко-, или низкочастотного) диапазона частоты повторения цугов.
Если же необходимо создать филамент большой длины, например, Н=10 мм (что соответствует разделению толстых стеклянных пластин толщиной более 10 мм в Примерах 1.5-1.7), то для стекол средняя мощность лазерного излучения в материале составляет 44-550 Вт и более в зависимости от материала и ОПЭ w, число импульсов в цуге Np выбирается от 3 до 6 или более, и, например, при Np=6 длительность отдельных импульсов цуга т находится в диапазоне 24-63 пс.
Как уже отмечалось выше в разделе «Обоснование условий достижения технических результатов», в качестве дополнительного фактора для получения улучшенной шероховатости, из расчетов согласно данному способу и алгоритму предпочтительно используют также решения (и соответствующие им параметры облучения), которые обеспечивают уменьшенную величину шага следования филаментов s1, например, в диапазоне s1≈0.5÷3.5 мкм вместо известных в литературе s1≈4÷7 мкм. Для этого используют: (а) фокусировку с малым радиусом rf филамента за счет более острой фокусировки лазерного пучка, и/или за счет укорочения длины волны лазерного излучения λ, и/или (б) ограниченную величину ОПЭ 
Приведенные примеры показывают, что в дополнение к улучшенной гладкости разделения возможно также достижение высокой энергоэффективности Ω процесса ЛФР, оцениваемой как  и высокой скорости
и высокой скорости  относительного перемещения лазерного пучка и материала (около 0.15÷52 м/с и более, в зависимости от материала и параметров облучения) при использовании одного или нескольких из следующих факторов: предпочтительный выбор ОПЭ как
относительного перемещения лазерного пучка и материала (около 0.15÷52 м/с и более, в зависимости от материала и параметров облучения) при использовании одного или нескольких из следующих факторов: предпочтительный выбор ОПЭ как  (см. Примеры 1.2-1.4, 1.5-1.7, 2.1-2.4, 3.1), уменьшение радиуса филамента rf за счет уменьшения длины волны лазера λ и/или использования большей числовой апертуры системы фокусировки (см. Примеры 1.3, 1.4, 1.5, 1.6, 2.4), использование материала с относительно невысокой (не более 600°С) температурой критической для разделения модификации - Tstrain или Tmelt, использование частоты повторения цугов в высокочастотном диапазоне, т.е.
(см. Примеры 1.2-1.4, 1.5-1.7, 2.1-2.4, 3.1), уменьшение радиуса филамента rf за счет уменьшения длины волны лазера λ и/или использования большей числовой апертуры системы фокусировки (см. Примеры 1.3, 1.4, 1.5, 1.6, 2.4), использование материала с относительно невысокой (не более 600°С) температурой критической для разделения модификации - Tstrain или Tmelt, использование частоты повторения цугов в высокочастотном диапазоне, т.е.  предпочтительно fburst>>f1 (см. Примеры 1.1.-1.3, 1.6, 1.7, 2.1-2.4, 3.1-3.3), и/или использование для разделения материала с достаточно длительным временем энерговыделения tE>tP2, что соответствует подавлению до незначительной величины доли Кш нежелательной потери энергии, уносимой ударной волной. Это позволяет получить рекордно высокие скорости резки - около 11÷52 м/с и более в зависимости от материала (Примеры 1.3, 3.1, 3.2), что в десятки и сотни раз превосходит характерные скорости резки стекол, сапфира и других прозрачных материалов известными механическими способами и в десятки раз - характерные скорости разделения известными способами лазерного управляемого термораскалывания при помощи облучения непрерывными лазерами. Однако такие высокоскоростные режимы имеют практический смысл до тех пор, пока получаемая высокая скорость и не превышает технические возможности варьирования скорости относительного перемещения в конкретной установке.
предпочтительно fburst>>f1 (см. Примеры 1.1.-1.3, 1.6, 1.7, 2.1-2.4, 3.1-3.3), и/или использование для разделения материала с достаточно длительным временем энерговыделения tE>tP2, что соответствует подавлению до незначительной величины доли Кш нежелательной потери энергии, уносимой ударной волной. Это позволяет получить рекордно высокие скорости резки - около 11÷52 м/с и более в зависимости от материала (Примеры 1.3, 3.1, 3.2), что в десятки и сотни раз превосходит характерные скорости резки стекол, сапфира и других прозрачных материалов известными механическими способами и в десятки раз - характерные скорости разделения известными способами лазерного управляемого термораскалывания при помощи облучения непрерывными лазерами. Однако такие высокоскоростные режимы имеют практический смысл до тех пор, пока получаемая высокая скорость и не превышает технические возможности варьирования скорости относительного перемещения в конкретной установке.
Кроме того, найдены режимы ЛФР, позволяющие при умеренной средней лазерной мощности получить резку закаленных, незакаленных стекол и сапфира со сравнительно умеренной и приемлемой для применений скоростью перемещения порядка 3-7 м/с (см. Примеры 1.2, 2.1-2.3, 3.3).
С другой стороны, найдено, что выбор частоты повторения в низкочастотном диапазоне, f≤f2 и использование малой длины волны излучения (например, λ=0.52 мкм вместо 1.04 мкм) делают для закаленных стекол возможным ЛФР при крайне малой средней мощности лазера (от долей Вт), обеспечивающей, тем не менее, хоть и не рекордно высокую, но приемлемую для применений немалую скорость резки около 0.2 м/с (Примеры 1.4 и 1.5).
Согласно приведенным данным для химически закаленного стекла Corning Gorilla Glass 5 (см. Примеры 1.1-1.7) предпочтителен выбор радиус филамента в диапазоне rf=0.2-0.5 мкм, ОПЭ в диапазоне  предпочтительно в диапазоне
предпочтительно в диапазоне  число импульсов в цуге
число импульсов в цуге 
Для дисплейного стекла Corning Eagle XG™ (см. Примеры 2.1-2.5) или кварцевого стекла предпочтительно выбирают радиус филамента в диапазоне rf=0.2÷0.5 мкм, w в диапазоне  предпочтительно в диапазоне
предпочтительно в диапазоне  но при этом не более предела w1, число импульсов Np в цуге - не менее некоторой величины,
но при этом не более предела w1, число импульсов Np в цуге - не менее некоторой величины,  где
где  а частоту повторения цугов импульсов - в высокочастотном диапазоне
а частоту повторения цугов импульсов - в высокочастотном диапазоне  предпочтительно в диапазоне
предпочтительно в диапазоне 
В то же время для сапфира выбирают для расчетов радиус филамента предпочтительно в диапазоне rf=1.3-1.7 мкм, w в диапазоне  предпочтительно в диапазоне w=(7÷11)wdis, но при этом не более предела w1, и число импульсов в цуге - из условия Np≥
предпочтительно в диапазоне w=(7÷11)wdis, но при этом не более предела w1, и число импульсов в цуге - из условия Np≥ где
где 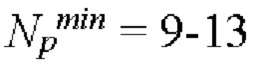 (см. Пример 3.3).
(см. Пример 3.3).
Отметим, что приведенные конкретные расчеты являются лишь поясняющими примерами и отнюдь не исчерпывают все многообразие различных случаев применения данного способа, включающих как разнообразие прозрачных материалов, так и разнообразие используемых методов создания филаментов, а также воздействие излучением не только с рассмотренными длинами волн λ=1.04 и 0.52 мкм, но и с иными λ, и поэтому не ограничивают сферу применения способа. В качестве обрабатываемого материала могут быть использованы дисплейные стекла, используемые в жидкокристаллических дисплеях (LCD), плоскопанельных дисплеях (FPD) и органических с вето излучающих дисплеях (OLED), или автомобильное стекло, кварцевое стекло, окна, биочипы, оптические сенсоры, планарные световоды, прозрачные стаканы и полые цилиндры, художественные изделия, микроэлектронные чипы, чипы и карты памяти, сенсорные чипы, светоизлучающие диоды (LED), лазерные диоды (LD) и поверхностно-излучающие лазеры с вертикальной полостью (vertical cavity surface emitting laser - VCSEL). Также в качестве разделяемого материала могут быть использованы отличные от указанных выше стекол прозрачные и полупрозрачные материалы: сапфир, алмаз, керамики, полимеры, проводники, полупроводники, ситалл, кристаллический диоксид циркония с тем или иным содержанием стабилизирующих добавок, карбид кремния (SiC), нитрид галлия (GaN), а также селениды, сульфиды, хлориды, бромиды, фториды, например - селенид цинка (ZnSe), сульфид цинка (ZnS), хлорид натрия (KCl), бромид калия (KBr), фторид кальция (CaF2), фторид бария (BaF2), фторид магния (MgF2), фторид лития (LiF).
Приведенные конкретные примеры дают представление о характерных порядках величин параметров излучения, диапазонах их изменения и их согласовании друг с другом в различных ситуациях. Например, в случае, когда требуется создание в толще материала филамента иной длины, чем указанная в данных таблицах, или одновременное создание двух или более наборов филаментов с указанной в примерах длиной Н=45 мкм, то при их одновременном создании (например, методом мультифокусировки) необходимые величины средней мощности и энергии цуга увеличатся по сравнению с указанными в приведенных Примерах и таблицах пропорционально изменению суммарной ширины нескольких таких наборов по сравнению с величинами Н, указанными в приведенных Примерах. Результаты вычислений требуемых параметров излучения могут быть легко пересчитаны также и для радиусов филаментов, отличающихся от указанных в приведенных Примерах.
Совокупность существенных признаков способа и устройства описывается приводимой ниже формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАПРАВЛЕННОЙ ТРАНСПОРТИРОВКИ СВЧ ЭЛЕКТРОМАГНИТНОГО ИЗЛУЧЕНИЯ | 2010 |
|
RU2411662C1 |
| СПОСОБ ИНИЦИИРОВАНИЯ ВЫСОКОВОЛЬТНЫХ РАЗРЯДОВ В АТМОСФЕРЕ | 2012 |
|
RU2511721C1 |
| СПОСОБ ПОЛУЧЕНИЯ МИКРО- И НАНОСТРУКТУР НА ПОВЕРХНОСТИ МАТЕРИАЛОВ | 2013 |
|
RU2544892C1 |
| УСТРОЙСТВО НАПРАВЛЕННОЙ ТРАНСПОРТИРОВКИ СВЧ ЭЛЕКТРОМАГНИТНОГО ИЗЛУЧЕНИЯ | 2009 |
|
RU2406188C1 |
| СПОСОБ ПРОШИВКИ ПРЕЦИЗИОННЫХ ОТВЕРСТИЙ ЛАЗЕРНЫМ ИЗЛУЧЕНИЕМ | 2000 |
|
RU2192341C2 |
| Способ лазерной обработки прозрачного хрупкого материала и устройство его реализующее | 2019 |
|
RU2720791C1 |
| СПОСОБ РЕЗКИ ТОНКОГО СТЕКЛЯННОГО СЛОЯ | 2016 |
|
RU2694089C1 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ МЕТАЛЛОВ И СПЛАВОВ | 2000 |
|
RU2186667C2 |
| СПОСОБ И УСТРОЙСТВО МУЛЬТИСПЕКТРАЛЬНОГО СКОРОСТНОГО ПОЛУЧЕНИЯ ПРОСТРАНСТВЕННЫХ ИЗОБРАЖЕНИЙ В ТЕРАГЕРЦЕВОЙ ОБЛАСТИ СПЕКТРА | 2021 |
|
RU2779524C2 |
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ ДЛЯ РАЗДЕЛЕНИЯ ИЛИ СКРАЙБИРОВАНИЯ ПОДЛОЖКИ ПУТЕМ ФОРМИРОВАНИЯ КЛИНОВИДНЫХ ПОВРЕЖДЕННЫХ СТРУКТУР | 2014 |
|
RU2674916C2 |
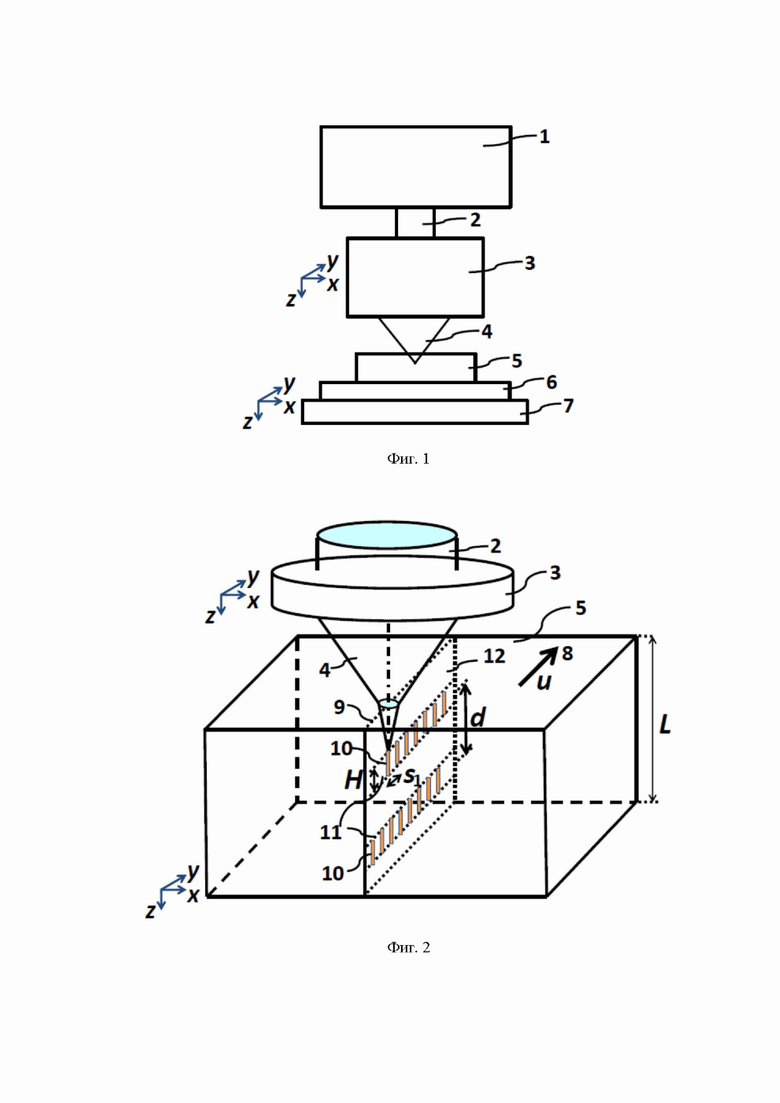
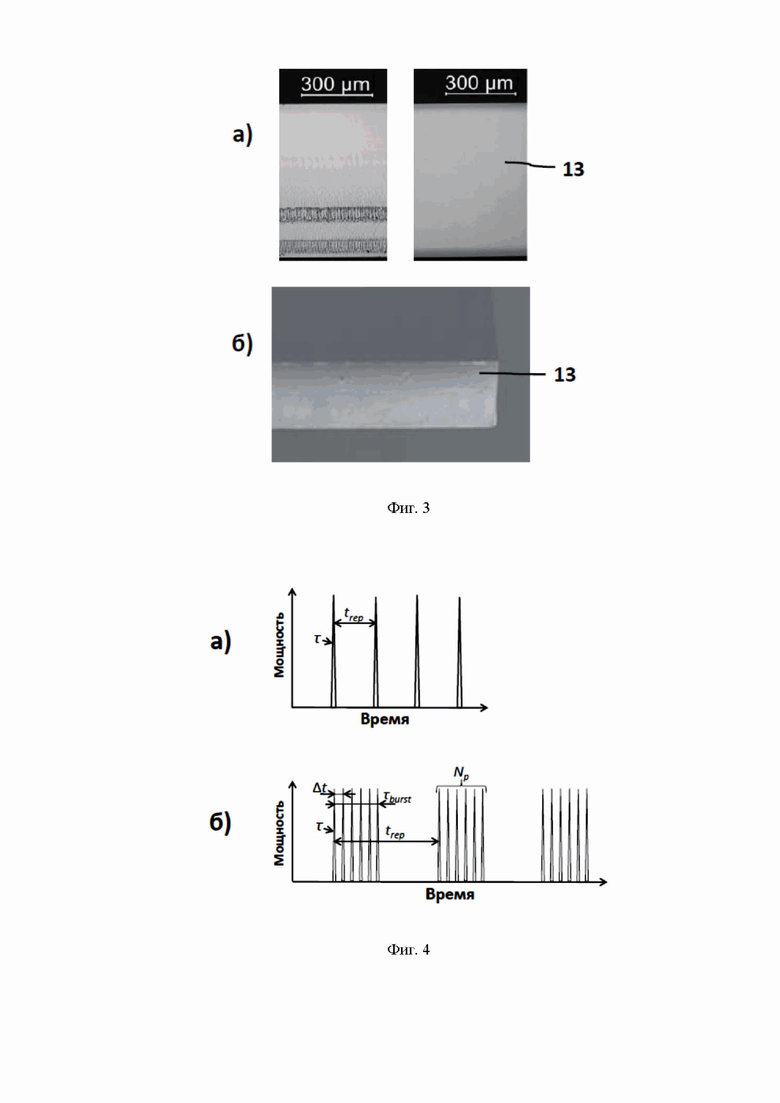
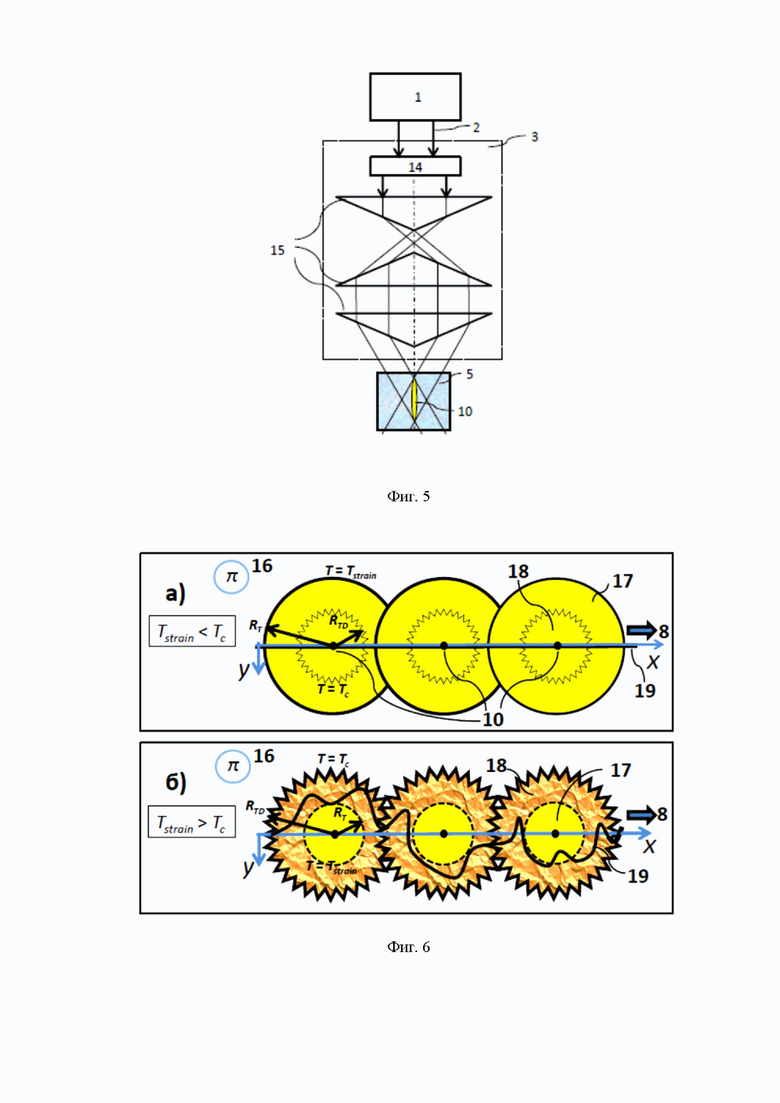
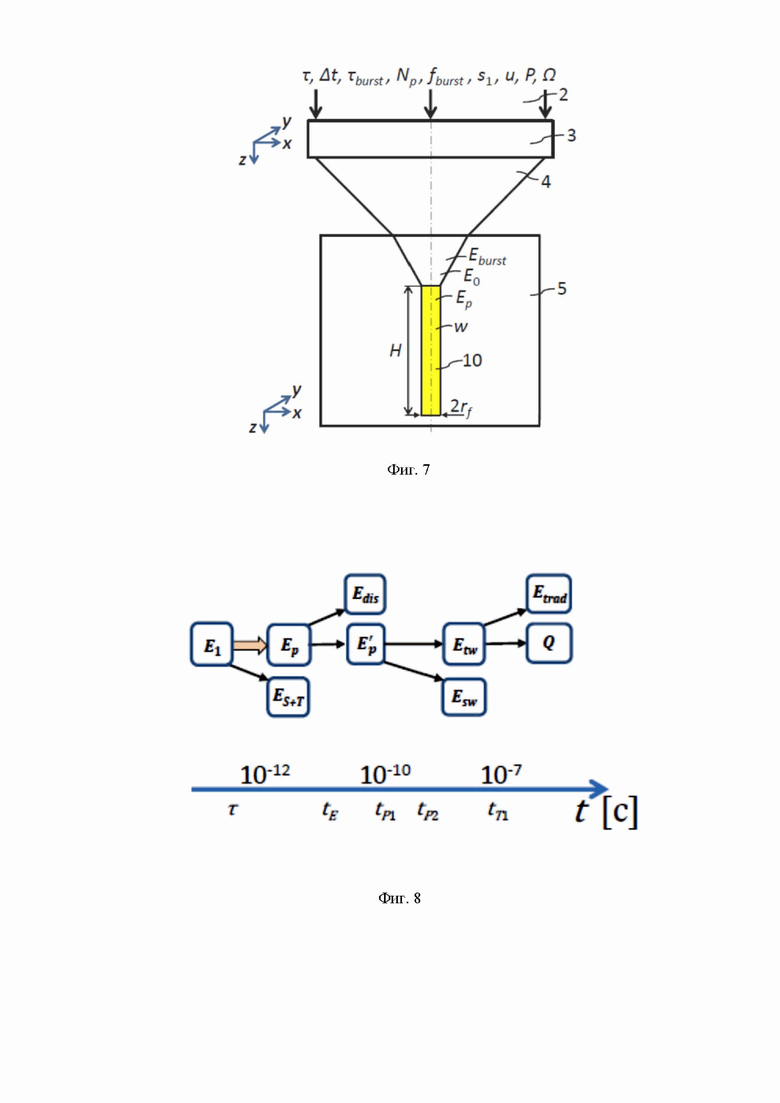
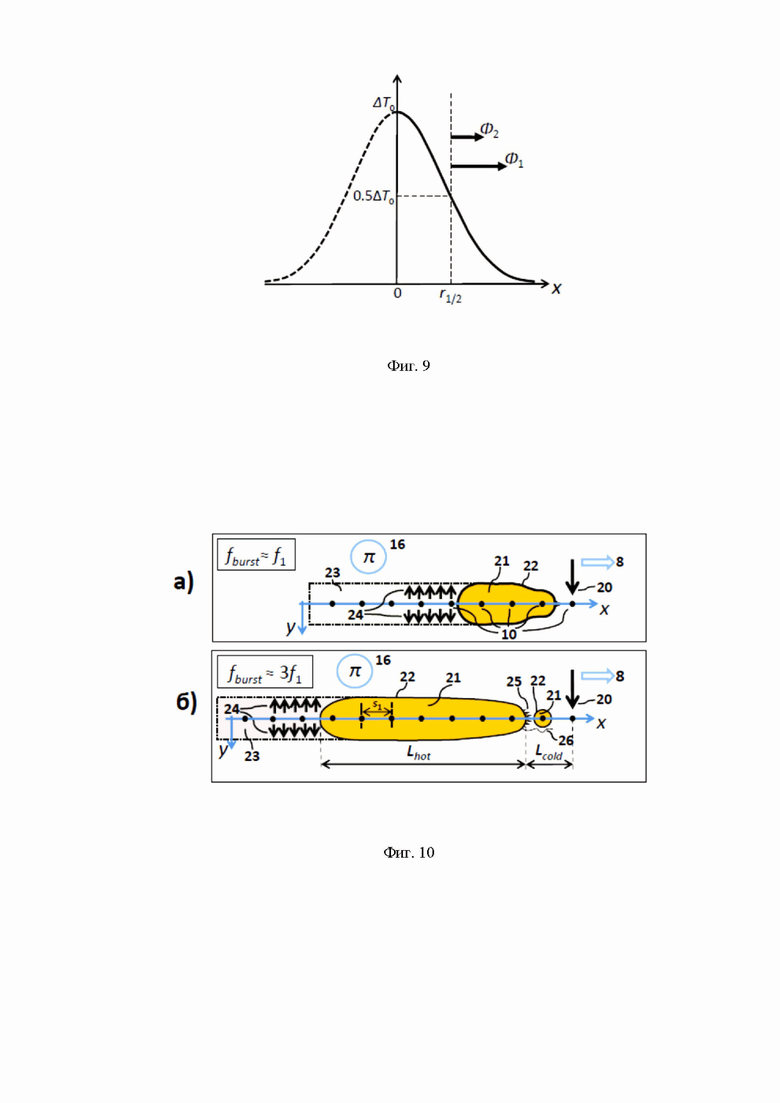
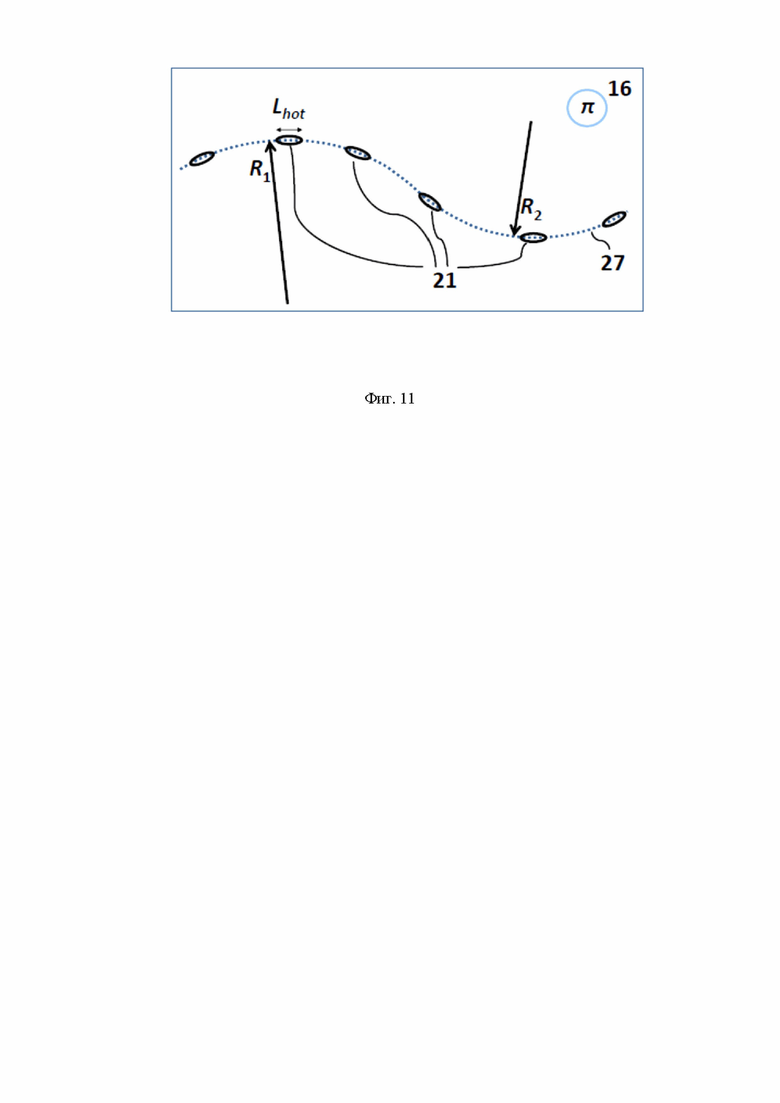

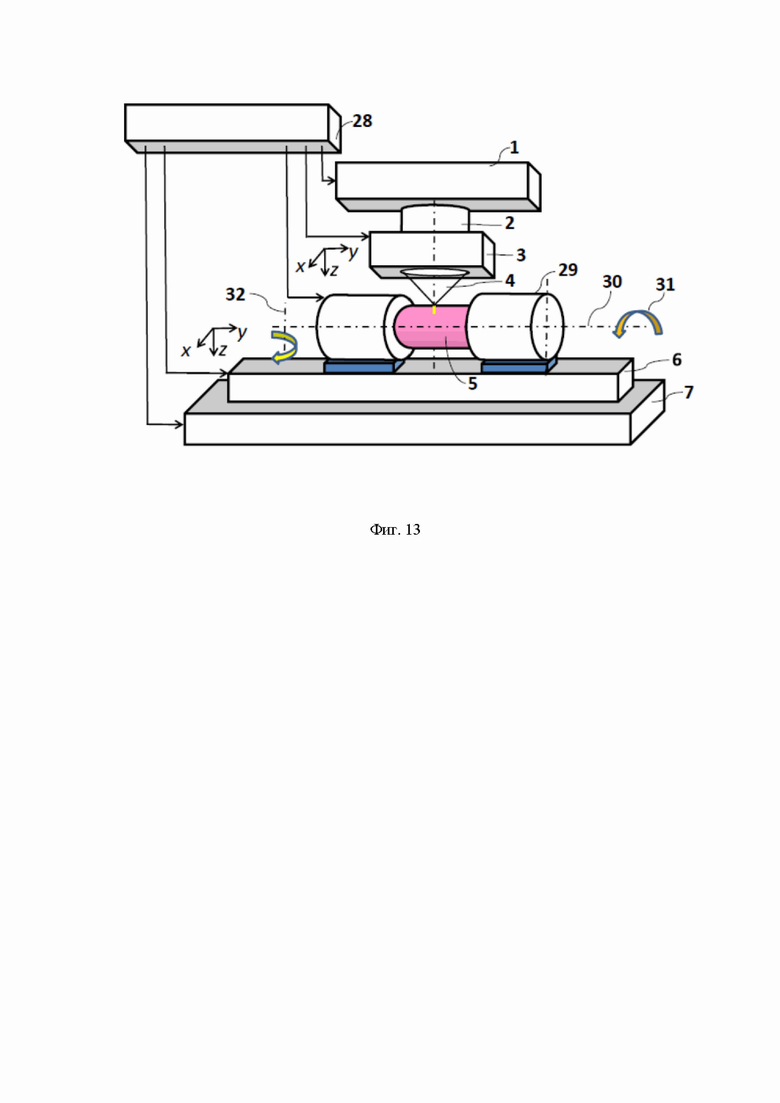
Предлагаемое изобретение относится к способу и устройству для управляемого разделения (резки) твердых прозрачных и полупрозрачных хрупких материалов, в том числе закаленных и сверхтвердых, при помощи процесса лазерного филаментационного разделения (ЛФР), и может быть использовано в производстве смартфонов, планшетов, носимой электроники, а также в автомобилестроении, строительстве и приборостроении. Способ включает количественное определение параметров излучения, полностью задающих процесс ЛФР. Также предлагается лазерное устройство, в котором параметры облучения для выполнения резки устанавливают согласно их величинам, найденным в соответствии с упомянутым способом при учете свойств выбираемого для ЛФР материала. Достигается улучшенная гладкость образующихся боковых стенок разделения, повышение энергоэффективности ЛФР, получение высокой скорости ЛФР или возможности выполнения ЛФР лазерным пучком очень малой средней лазерной мощности (от десятых долей Вт) с получением приемлемой для применений немалой скорости разделения. 2 н. и 19 з.п. ф-лы, 13 ил., 4 табл., 2 пр.
1. Способ лазерного филаментационного разделения (ЛФР) хрупкого материала, включающий в себя создание филамента цугом импульсов (СФЦИ), при этом филаменты не перекрываются друг с другом по их радиусам в объеме материала, отличающийся тем, что
филамент создают с использованием длительности τburst [с] цуга с ограничением величины, т.е.
τburst < tr, tT1,
tr = rf/u [с] - время удержания лазерного пучка в пределах радиуса филамента rf при учете движения пучка относительно материала со скоростью u [см/с];
rf [см] - радиус филамента на уровне (1/е) спадания объемной плотности энергии (ОПЭ) w [Дж/см3] от оси филамента по радиусу r в приближении гауссова распределения w(r);
tT1 = rf 2/(4χ) [с] - время удержания тепла в пределах радиуса филамента rf ;
χ [см2/с] - усредненное значение температуропроводности материала в диапазоне температур от начальной температуры Ti = 293 К до порядка Tmod;
Tmod [К] - температура, которая для аморфных материалов составляет Tmod = Tstrain, а для кристаллических материалов Tmod = Tmelt;
Tstrain [К] - точка стеклования аморфного материала;
Tmelt [К] - точка плавления кристаллического материала;
при этом выбирают ОПЭ w [Дж/см3] лазерной накачки филамента на его оси с ограничением величины, т.е. согласно условию
w ≤ w1,
где ограничивающий предел w1 [Дж/см3] численно составляет от 200 до 1000 кДж/см3 в зависимости от материала и величины радиуса rf филамента; указанный предел w1 оценивают с учетом коэффициента Ksw преобразования энергии филамента в ударную волну:
w1 = [1/(1-Ksw)]ρCHT (T1 - Ti) + wdis, где
ρ [г/см3] - плотность материала;
CHT [Дж/(г×К)] - удельная теплоемкость материала при температурах выше температуры диссоциации материала, составляющей для стекол >2500-3000 К;
T1 [K] - соответствующий пределу w1 предел температуры плазмы филамента;
Ti = 293 К - начальная температура материала до облучения;
wdis [Дж/см3] - ОПЭ необратимых потерь на диссоциацию материала при его лазерном нагреве;
CHT оценивают как
CHT = 3RNat/μ;
R = 8,31 Дж/(моль×K) - универсальная газовая постоянная;
Nat - безразмерный параметр, число атомов в 1 молекуле материала;
μ [г/моль] - молярная масса материала;
температурный предел T1 оценивают как
T1 = [16(ln2)1/2βmaxCHTρχ /(σrf )]1/3;
βmax = 0,12;
σ = 5,67×10-12 Вт/(см2×K4) - постоянная Стефана;
предел w1 по ОПЭ рассчитывают как
w1 = 2ρCHT (T1 – Ti) + wdis
при Ksw = 0,5, когда, соответственно, время tE [c] энерговыделения при релаксации возбужденных лазерным импульсом электронных уровней материала сравнительно мало, т.е.
tE << tP1;
tP1 [с] - время инерциального удержания давления ударной волны в филаменте, которое оценивают как
tP1 = 2rf/csw;
csw [см/с] - скорость ударной волны в материале в микронной окрестности филамента;
или предел w1 рассчитывают как
w1 = ρCHT (T1 – Ti) + wdis
при Ksw << 1, когда время tE > tP1, т.е.
tP1 < tE < tT1.
2. Способ по п. 1, отличающийся тем, что количественно определяют параметры лазерного облучения, полностью задающие в режиме СФЦИ процесс ЛФР с величиной шероховатости Ra боковых стенок разделения не более 0,1 мкм: энергию Eburst [Дж] цуга импульсов в материале, среднюю энергию E0 [Дж] отдельных импульсов цуга, частоту повторения fburst [Гц] цугов, шаг следования s1 [см] филаментов в материале, длительность τburst [с] цуга в целом, длительность τ [с] отдельного импульса в цуге, временной интервал Δt [с] между импульсами в цуге и их количество Np в цуге, среднюю мощность импульсно-периодического лазерного излучения в материале P [Вт], скорость относительного перемещения лазерного пучка и материала u [см/c], а также энергетическую эффективность Ω [см2/Дж] процесса ЛФР на основе задания управляющих параметров - радиуса rf, длины H [см] и ОПЭ w филамента;
для этого используют следующую последовательность нахождения указанных параметров облучения:
на начальной стадии:
устанавливают входные параметры - длину волны излучения лазера λ [см], толщину материала L [см], радиус филаментов rf [см] и их длину H [см], выбираемые оператором для выполнения процесса ЛФР;
используют справочные данные по wdis, Pc (λ), ρ2, С2, μ, χ, cs, Nat, σc, а также Tmod = Tstrain для аморфного материала, либо Tmod = Tmelt для кристаллического материала;
используют величины Тi = 293 К, Γ = 1-1,25, ϕ = 1,4, АL-P = 0,8, AP-H = 0,9;
где Pc (λ) [Вт] - критическая для самофокусировки мощность в отдельном импульсе, зависящая от λ;
ρ2 [г/см3] - среднее значение плотности материала в диапазоне температур от Ti = 293 К до Tmod;
C2 [Дж/(г×К)] - среднее значение удельной теплоемкости в диапазоне температур от начальной (комнатной) Ti = 293 К до Tmod;
cs [см/с] - скорость звука в материале, которую используют в расчетах ниже вместо csw;
σc [кДж/см3] - предел прочности материала на сжатие при ударно-волновом воздействии;
Тi [К] - начальная (комнатная) температура;
Γ - безразмерный параметр, подбираемый эмпирически в диапазоне 1-1,25;
ϕ = RТ/Rsw - безразмерный параметр, коэффициент, показывающий, во сколько раз желательно уменьшить Rsw по отношению к RТ за счет использования в цуге числа импульсов Np0;
Rsw [см] - радиус цилиндрической зоны ударно-волнового воздействия вокруг оси филамента;
RT [см] - радиус цилиндрической зоны воздействия вокруг оси филамента за счет теплопроводностного механизма;
AL-P - безразмерный параметр, нелинейная (в зависимости от ОПЭ w) поглощательная способность филамента;
AP-H - безразмерный параметр, коэффициент конверсии, описывающий долю тепловой энергии от плазмы филамента Etw [Дж], перешедшую в тепло Q [Дж];
на стадии 1:
вычисляют время tP1 инерциального удержания давления ударной волны в филаменте, как
tP1 = 2rf/cs;
вычисляют время tT1 удержания тепла в пределах радиуса филамента, используя указанные выше rf и χ:
tT1 = rf2/(4χ);
используют Ksw = 0,5, если время энерговыделения tE материала сравнительно мало, т.е.
tE << tP1;
или используют Ksw << 1, что, согласно п. 1, соответствует времени tE, превосходящему время tP1, т.е.
tP1 < tE < tT1;
вычисляют CHT, T1 и w1;
используют для облучения «высокочастотный» диапазон частот повторения цугов импульсов fburst [Гц], т.е. fburst ≥ f1, где f1 [Гц] - нижний предел этого диапазона, в котором η изменяется в диапазоне η = 0,76-1, η - безразмерный коэффициент теплопроводностного остывания материала в пространстве между соседними филаментами от какого-либо цуга импульсов к моменту достижения максимума нагрева этого промежутка следующим по времени и соседним по пространству цугом импульсов;
или используют «низкочастотный» диапазон частот повторения цугов, т.е. fburst ≤ f2, где f2 [Гц] - верхний предел этого диапазона, в котором η ≤ 0,1;
соответственно, выбирают конкретную величину η из того или иного указанных диапазонов;
для химически закаленных стекол используют «высокочастотный» или «низкочастотный» диапазон, а для незакаленных материалов предпочтительно используют лишь «высокочастотный» диапазон, дополнительно ограничивая fburst в этом диапазоне, как
fburst = (1-3)f1;
на стадии 2:
используют величину ОПЭ плазмы филамента, удовлетворяющую условию:
w ≤ w1;
вычисляют из указанных входных данных C2, ρ2, Tmod, Ti и выбранной выше величины η порог модификации wmod [Дж/см3] для теплового механизма
wmod = C2ρ2(Tmod -Ti)/(1+ η);
на стадии 3:
из указанных выше параметров вычисляют энергию цуга импульсов в материале Eburst и максимально допустимый для получения гладкого разделения шаг следования филаментов в материале s1max [см]:
Eburst = πrf2Hw/AL-P,
s1max = 2[(1/e)(1-Ksw)AP-H(w-wdis)/wmod]1/2rf ;
используют ограниченный шаг следования филаментов s1 согласно условию
s1 ≤ s1max,
обеспечивая частичное перекрытие зон теплового воздействия от соседних филаментов;
используют
s1 = 0,9s1max;
для найденных выше w, wmod и указанных выше σc и Ksw (= 0,5, либо << 1) вычисляют пределы Np0 и Np1:

Np1 = [w/ (0,8wdis)] + 1;
при этом квадратные скобки [ ] в этих двух последних выражениях обозначают целую часть числа в этих скобках;
число импульсов в цуге Np выбирают согласно условию
Np ≥ max (Np0, Np1);
на стадии 4:
вычисляют энергетическую эффективность Ω [см2/Дж] процесса ЛФР
Ω = 2s1Н/Eburst,
используя указанные выше s1, H и Eburst;
вычисляют частотные пределы f1 и f2 в зависимости от степени перекрытия соседних зон воздействия, характеризуемой отношением (s1/smax) от 0,6 до 1, как
f1 = (12-18)χ/s12,
f2 = (0,22-0,70)χ/s12;
для указанного выше (s1/s1max) = 0,9 используют соотношения
f1 = 13,3 χ/s12,
f2 = 0,547χ/s12;
в соответствии с ранее выбранной величиной η используют частоту повторения цугов fburst в «высокочастотном» диапазоне, т.е.
fburst ≥ f1,
или в «низкочастотном» диапазоне, т.е.
fburst ≤ f2;
вычисляют время tP2 [с] инерциального удержания давления ударной волны в пространстве между соседними филаментами
tP2 = s1/cs;
энергию E0i [Дж] (i = 1,2,..Np) отдельных импульсов цуга в материале берут одинаковой для всех импульсов цуга и вычисляют для найденных выше Eburst и Np, как
E0i = const = E0 = Eburst/Np;
на стадии 5:
вычисляют среднюю мощность P импульсно-периодического лазерного излучения в материале
P = Eburstfburst
и скорость u относительного перемещения лазерного пучка и материала
u = s1fburst
при подстановке указанных выше Eburst, fburst и s1;
вычисляют время tr удержания положения пучка для заданного rf и найденного выше u:
tr = rf /u;
используют длительность цуга в целом τburst согласно условию ограничения ее величины
τburst < tT1, tr;
временной интервал ∆t между импульсами в цуге находят как
∆t = τburst /(Np - 1),
при этом между ∆t и tP2 соблюдают выполнение соотношения
∆t > tP2;
длительность τ отдельного импульса берут одинаковой для всех импульсов цуга и вычисляют как
τ = E0/[ΓРс(λ)].
3. Способ по п. 2, отличающийся тем, что дополнительно к получению указанного уровня шероховатости повышают энергоэффективность Ω процесса ЛФР, для чего при количественном нахождении параметров облучения применяют, по меньшей мере, одно из следующих дополнительных ограничений:
предпочтительно выбирают w в диапазоне (2-3)wdis, но не более w1;
уменьшают радиус филамента rf путем использования более короткой, чем 1,03 мкм, длины волны λ лазерного излучения и большей числовой апертуры фокусировки NA (более 0,5);
используют материал с критической для разделения температурой модификации, Tstrain или Tmelt, не более 870 К;
используют частоту повторения цугов в «высокочастотном» диапазоне, т.е. fburst ≥ f1, предпочтительно fburst >> f1;
используют материал с временем энерговыделения tE > tP1;
в дополнение к указанному повышению Ω получают при ЛФР также скорость u относительного перемещения лазерного пучка и материала 4-52 м/с в зависимости от материала и параметров облучения, для чего указанный выше список ограничений при количественном нахождении параметров облучения дополняют еще двумя ограничениями, которые применяют по отдельности или вместе:
используют материал с более высокой величиной χ (у сапфира χ в 4-5 раз выше, чем у кварцевого стекла);
используют уменьшение отношения s1/s1max до величин менее 0,9, применяя более высокую степень перекрытия радиусов теплового воздействия филаментов.
4. Cпособ по п. 2 или 3, отличающийся тем, что
ЛФР осуществляют маломощным лазерным пучком, т.е. со средней мощностью P от десятых долей Вт, при этом для нахождения параметров облучения применяют, по меньшей мере, одно из следующих дополнительных ограничений:
используют частоту повторения цугов fburst в «низкочастотном» диапазоне, т.е. fburst ≤ f2;
используют филаменты с длиной H не более нескольких десятков микрон;
w выбирают предпочтительно в диапазоне (2-3)wdis, но не более w1;
используют материал с временем энерговыделения tE > tP1;
используют материал со сравнительно малой величиной χ, т.е. кварцевое или дисплейное стекло вместо сапфира;
в дополнение к указанной малой мощности P ЛФР выполняют со скоростью u относительного движения лазерного пучка и материала до порядка 20-30 см/с, для чего при количественном нахождении параметров облучения указанный список ограничений дополняют еще несколькими ограничениями, которые применяют по отдельности или вместе:
используют fburst = f2;
используют филаменты с радиусами rf менее 0,5 мкм, что достигают за счет применения числовой апертуры системы фокусировки NA более 0,5 и за счет длины волны λ лазерного излучения не более 1,03 мкм.
5. Способ по п. 3 или 4, отличающийся тем, что в качестве материала с временем энерговыделения tE > tP1, tP2 используют:
материал, при нагреве которого цугом импульсов возникают дефекты структуры и обусловленные ими долгоживущие состояния электронного возбуждения с tE указанной величины;
материал, для которого дефекты структуры и обусловленные ими долгоживущие состояния с указанным tE создают за счет:
- состава материала, его модификации;
- вспомогательного воздействия на материал в зоне движения по нему лазерного пучка ЛФР перед его прохождением по материалу.
6. Способ по п. 2, отличающийся тем, что в качестве материала для ЛФР используют химически закаленное стекло Corning Gorilla Glass 5, при этом для количественного нахождения параметров облучения применяют, по меньшей мере, одно из следующих ограничений:
радиус филамента выбирают в диапазоне rf = 0,2-0,5 мкм;
ОПЭ филамента выбирают в диапазоне w = (1,8-6)wdis, но не более предела w1;
число импульсов в цуге Np выбирают не менее некоторой минимальной величины, Np ≥ Npmin, где Npmin = 3-6.
7. Способ по п. 2, отличающийся тем, что в качестве материала используют дисплейное стекло Corning Eagle XG™ или кварцевое стекло, при этом для количественного нахождения параметров облучения применяют, по меньшей мере, одно из следующих ограничений:
радиус филамента выбирают в диапазоне rf = 0,2-0,5 мкм;
ОПЭ w филамента выбирают в диапазоне w = (1,8-6)wdis, предпочтительно в диапазоне w = (3-4)wdis, но не более предела w1;
число импульсов Np в цуге выбирают не менее некоторой минимальной величины Npmin, т.е. Np ≥ Npmin, где Npmin = 5-7;
частоту fburst повторения цугов импульсов выбирают в «высокочастотном» диапазоне, где fburst ≥ f1, предпочтительно в диапазоне fburst = (1-3)f1.
8. Способ по п. 2, отличающийся тем, что в качестве материала для ЛФР используют сапфир, при этом для количественного нахождения параметров облучения применяют одно или несколько ограничений:
радиус филамента предпочтительно выбирают в диапазоне rf = 1,3-1,7 мкм;
ОПЭ филамента выбирают в диапазоне w = (2-11)wdis, предпочтительно в диапазоне w = (7 -11)wdis, но не более предела w1;
число импульсов в цуге Np выбирают не менее минимальной величины Npmin, т.е. Np ≥ Npmin, где Npmin = 9-13;
частоту повторения fburst цугов лазерных импульсов выбирают в «высокочастотном» диапазоне fburst ≥ f1, предпочтительно в диапазоне fburst = (1-3)f1.
9. Способ по п. 3 или 4, отличающийся тем, что для повышения энергоэффективности ЛФР и получения разделения с высокой скоростью до десятков м/с, а также достижения высокой скорости в режиме облучения малой лазерной мощностью от десятых долей Вт применяют для облучения лазер с длиной волны излучения λ менее 1,03 мкм, при этом используют филаменты с радиусом rf менее 0,5 мкм и шагом следования s1 менее 6 мкм.
10. Способ по п. 2, отличающийся тем, что для выполнения ЛФР используют параметры облучения Eburst, E0, s1, fburst, τ, Δt, tburst и Np, из которых один или несколько параметров отличаются, но не более чем в 2-3 раза в большую или меньшую сторону от соответствующих величин этих параметров, вычисленных согласно п. 2 при тех же вводных параметрах rf, H и w.
11. Способ по п. 2, отличающийся тем, что дополнительно к количественному расчету параметров облучения для осуществления ЛФР экспериментально уточняют их величины:
ОПЭ выбирают как w ≤ w1;
с превышением в несколько раз над Np0 выбирают число импульсов в цуге, т.е. Np ≥ (2-3)Np0, Np1;
частоту повторения цугов fburst выбирают с превышением над f1: fburst = (2-3)f1, а параметр η выбирают соответствующим этому диапазону как 0,8-1;
временной интервал Δt между импульсами выбирают с превышением над tP2: Δt ≥ (2-3)tP2;
для параметров rf, H, w, Eburst, E0, fburst, τ, Δt, tburst, Np и u используют их выбранные и рассчитанные значения, в то время как величину шага следования филаментов s1 уточняют путем ее экспериментального подбора, сравнивая результаты ЛФР, получаемого при различных s1, т.е. при различных u=s1fburst при фиксированном fburst;
нижнюю и верхнюю границы диапазона варьирования в эксперименте величины s1 выбирают отличающимися не более чем в 1,4 раза соответственно, в меньшую и большую стороны от рассчитанного значения s1;
находят в эксперименте оптимальную величину s1, для которой достигается результат ЛФР с наилучшей гладкостью боковых стенок разделения;
предпочтительно выполняют указанную процедуру также и для иного выбора ОПЭ w, тем самым расширяя количество экспериментов, из которых находят результат с наилучшей гладкостью разделения.
12. Способ по любому из пп. 1-11, отличающийся тем, что филаменты в объеме прозрачного материала создают лазерным облучением за счет нелинейно-оптического процесса самофокусировки в материале высокоинтенсивного лазерного пучка или применения способов, применяемых наряду с самофокусировкой либо без нее, обеспечивающих создание в материале удлиненной области фокусировки лазерного пучка вдоль его оси;
для выполнения ЛФР материалов с толщиной 7-10 мм и более предпочтительно используют сочетание гаусс-бесселевых пучков с режимом СФЦИ, что позволяет создавать филаменты с длиной более 1 мм.
13. Способ по любому из пп. 1-12, отличающийся тем, что реализуют безабляционное разделение материала с нулевой шириной реза, для чего положение создаваемых филаментов выбирают целиком внутри объема материала, и они в процессе лазерного облучения не выходят ни на переднюю, ни на заднюю поверхности обрабатываемого образца, не создавая выброса материала в окружающее пространство в виде паров, капель или твердых осколков.
14. Способ по любому из пп. 1-13, отличающийся тем, что ЛФР выполняют для материала, являющегося частью многослойной композиции, состоящей из расположенных друг на друге слоев из одного и того же прозрачного или полупрозрачного материала, или же включающей слои различных прозрачных и полупрозрачных материалов, твердых и/или жидких; указанные слои могут иметь различную толщину, а подлежащий ЛФР слой материала может быть первым в указанной композиции, т.е. обращенным к лазерному пучку, либо последним слоем, т.е. на тыльной стороне указанной многослойной композиции, или же заключен между других слоев.
15. Способ по любому из пп. 2-14, отличающийся тем, что используют для ЛФР детали с неплоской поверхностью, содержащей, по крайней мере, как элемент, участок поверхности в виде фигуры вращения, т.е. цилиндрические трубки, оптические волокна и другие осесимметричные детали - сфероиды, эллипсоиды, гиперболоиды, другие рельефы с кривизной, при этом относительное перемещение лазерного пучка и указанной детали наряду с другими возможными видами перемещений включает в себя ее вращение вокруг оси симметрии вышеупомянутой фигуры вращения;
используют для ЛФР гибкие материалы с применением относительного перемещения материала и лазерного пучка по схеме «с катушки на катушку».
16. Способ по любому из пп. 1-5, 9-15, отличающийся тем, что для ЛФР используют:
дисплейные стекла, используемые в жидкокристаллических дисплеях (LCD), плоскопанельных дисплеях (FPD) и органических светоизлучающих дисплеях (OLED);
автомобильное стекло, окна, биочипы, оптические сенсоры, планарные световоды, прозрачные стаканы и полые цилиндры, художественные изделия, теплоотводящие подложки для микропроцессоров, карты памяти, сенсорные чипы, светоизлучающие диоды (LED) и лазерные диоды (LD);
алмаз, керамики, полимеры, прозрачные проводники, полупроводники, ситалл, кристаллический диоксид циркония с тем или иным содержанием стабилизирующих добавок, карбид кремния (SiC), нитрид галлия (GaN), а также селениды, сульфиды, хлориды, бромиды, фториды, например, селенид цинка (ZnSe), сульфид цинка (ZnS), хлорид натрия (KCl), бромид калия (KBr), фторид кальция (CaF2), фторид бария (BaF2), фторид магния (MgF2), фторид лития (LiF).
17. Устройство для ЛФР хрупкого материала, содержащее импульсно-периодический лазер, блок формирования и фокусировки пучка лазера, блок создания режима СЦФИ, систему крепления и перемещения материала под лазерным пучком с настройкой положения фокуса по глубине, отличающееся тем, что содержит блок числового программного управления, выполненный с возможностью установки параметров облучения для режима СЦФИ: rf, H, w, Eburst, E0, fburst, s1, τburst, τ, Δt, Np, P и u согласно величинам, определенным для осуществления способа по любому из пп. 1-16.
18. Устройство по п. 17, отличающееся тем, что при использовании для ЛФР тонких материалов, включая дисплейное стекло толщиной 0,5-0,75 мм, химически закаленное стекло толщиной 0,3-0,7 мм и сапфир толщиной 0,05-0,3 мм, параметры облучения устанавливают в следующих диапазонах:
длина волны излучения λ лазера - от 0,3 мкм до 2 мкм, или в части или частях этого диапазона, или λ может принимать дискретные значения 0,52 мкм, 1,04 мкм;
радиус филамента rf : 0,2-1,7 мкм;
длина филамента H: 30-750 мкм;
ОПЭ филамента w: 115-900 кДж/см3;
энергия цуга импульсов Eburst: 1-250 мкДж;
число импульсов в цуге Np: 2-25;
средняя энергия одного импульса цуга E0: 0,1-25 мкДж;
шаг следования филаментов в материале s1: 1,2-13 мкм;
средняя лазерная мощность в материале P: 0,4-150 Вт;
частота повторения цугов fburst: 10 кГц-5 МГц;
скорость относительного перемещения лазерного пучка и материала u: 1-1200 см/с;
длительность цуга импульсов τburst: 5-130 нс;
временной интервал между импульсами в цуге Δt: 1-30 нс;
длительность отдельного импульса цуга τ: 90 фс-9 пс.
19. Устройство по п. 17 или 18, отличающееся тем, что при использовании для ЛФР прозрачных и полупрозрачных материалов со сравнительно большой толщиной (10-12 мм и более), включая химически закаленные стекла и незакаленные дисплейные стекла, параметры облучения устанавливают в следующих диапазонах:
длина филаментов H: 7-10 мм, причем в качестве системы фокусировки для создания филаментов указанной длины предпочтительно используют гаусс-бесселев пучок;
радиус филамента rf: 0,2-0,5 мкм;
длина волны λ лазерного излучения в диапазоне 0,5-1,1 мкм, или λ может принимать дискретные значения 0,52 мкм, 1,04 мкм в указанном диапазоне;
ОПЭ филамента w: 115-260 кДж/см3;
энергия цуга импульсов Eburst: 230-2100 мкДж;
число импульсов в цуге Np: 3-7;
средняя энергия отдельного импульса в цуге E0: 40-380 мкДж;
шаг следования филаментов в материале s1: 1-7 мкм;
средняя лазерная мощность в материале P: 40-2000 Вт;
частота повторения цугов fburst: 10 кГц-4,2 МГц;
скорость относительного перемещения лазерного пучка и материала u: 5-1000 см/с;
длительность цуга импульсов τburst: 4-110 нс;
временной интервал между импульсами в цуге Δt: 1-24 нс;
длительность отдельного импульса цуга τ: 17-75 пс.
20. Устройство по п. 18 или 19, отличающееся тем, что установку, по крайней мере, некоторых из указанных вычисленных параметров облучения, выполняют «вручную».
21. Устройство по любому из пп. 17-20, отличающееся тем, что оно выполнено с возможностью вращения детали, имеющей неплоскую поверхность в виде фигуры вращения, относительно лазерного пучка вокруг оси симметрии указанной детали;
при этом угловую скорость указанного вращения выбирают так, чтобы обеспечить требуемую величину скорости u относительного перемещения лазерного пучка и указанной детали на глубине создания филаментов в толще материала.
| US 20130126573 A1, 23.05.2013 | |||
| US 20150121960 A1, 07.05.2015 | |||
| DE 102015116846 A1, 06.04.2017 | |||
| CN 104339088 A, 11.02.2015 | |||
| JP 2009072829 A, 09.04.2009 | |||
| US 9757815 B2, 12.09.2017 | |||
| AU 2011279374 A, 07.02.2013 | |||
| СПОСОБ РЕЗКИ ТОНКОГО СТЕКЛЯННОГО СЛОЯ | 2016 |
|
RU2694089C1 |
| СОПРОТИВЛЕНИЯ ДЛЯ ИЗМЕРЕНИЯ ТЕМПЕРАТУРЬ! ФЕРРИТОВЬ[Х СЕРДЕЧНИКОВ | 0 |
|
SU209801A1 |
| Способ лазерной обработки прозрачного хрупкого материала и устройство его реализующее | 2019 |
|
RU2720791C1 |
