Изобретение относится к технологии лазерной обработки материалов и может быть использовано в машиностроении для сварки изделий из металлов и сплавов, в частности алюминия и его сплавов.
Известен способ лазерной обработки, при котором для увеличения мощности источника нагрева в зону воздействия лазерного излучения вводят дополнительный источник энергии - дуговой разряд, зажигаемый между поверхностью детали и электродом, расположенным над поверхностью детали вблизи зоны воздействия лазерного излучения (авт. св. 1764904, МКИ В 23 К 26/00, 1992). Основным недостатком этого способа является малая глубина обработки из-за невозможности удаления окисного слоя комбинированным источником энергии. К другому недостатку относится локальное несплавление материала. Этот недостаток обусловлен тем, что под действием комбинированного источника энергии окисный слой разрушается на отдельные фрагменты, которые смещаются к краям ванны расплава, где образуют области с повышенной концентрацией остаточных дефектов шва. Третий недостаток заключается в большой пористости сварного шва. Низкое качество сварного шва в этом случае вызвано невозможностью удаления водорода, образующегося в ванне расплава и растворяющегося в ней. Это снижает механические свойства шва.
По своей технической сущности наиболее близким к предлагаемому является способ лазерной сварки, при котором поверхность подготавливают под лазерную сварку путем химического удаления пленки окислов на ширине 25-30 мм по всей длине соединения травлением в растворе NaON с последующим осветлением в растворе HNO3 (Лазерная техника и технология. В 7 кн. Кн. 5. Лазерная сварка металлов / Под. ред. А.Г. Григорьянца - М.: Высш. шк., 1988, С. 173). Непосредственно перед сваркой соединяемые поверхности зачищают до блеска и затем сваривают путем воздействия лазерного излучения. Основным недостатком данного способа является низкое качество сварного шва. Указанный недостаток обусловлен невозможностью полного удаления окиси, поскольку в течение промежутка времени между удалением слоя окисла и сваркой на обрабатываемых поверхностях успевает образоваться новая тонкая окисная пленка. Это приводит к необходимости нагрева материала до температуры плавления окисной пленки, при которой происходит повышенная адсорбция водорода расплавом, что становится причиной значительной пористости сварного шва. Кроме того, основная часть энергии лазерного излучения расходуется на проплавление тугоплавкой окисной пленки, что приводит к малой глубине сварки.
Задача изобретения - повышение качества сварного соединения.
Поставленная задача решается за счет того, что в способе лазерной сварки металлов и сплавов, заключающемся в удалении поверхностного слоя материала и воздействии плавящего импульса лазерного излучения в зоне обработки, удаление поверхностного слоя осуществляют с одновременным формированием канала с боковыми стенками, покрытыми тонким слоем расплава, воздействием модулированного излучения дополнительного лазера, и воздействие плавящего импульса начинают с временным сдвигом от начала генерации цуга импульсов модулированного излучения дополнительного лазера, который устанавливают из соотношения (1)
(1)
где ts - длительность цуга импульсов модулированного излучения; t1 - время от начала генерации импульса до момента, соответствующего перегибу временной зависимости энергии плавящего импульса; λt Tm - коэффициент теплопроводности и температура плавления материала соответственно; h - глубина канала, сформированного модулированным лазерным излучением; Р1 - мощность плавящего импульса основного лазера; rf - радиус фокального пятна излучения.
В предлагаемом способе на передний фронт импульса свободной генерации основного лазера накладывают цуг импульсов модулированного излучения дополнительного лазера. Поэтому процесс обработки комбинированным излучением разбивается на две стадии. На первой стадии короткие импульсы модулированного излучения, обладающие высокой интенсивностью, постепенно, небольшими порциями удаляют материал с поверхностей свариваемых деталей и вдоль их границы раздела (стыка). На второй стадии импульс излучения основного лазера производит сварку деталей в локальной зоне воздействия. В отличие от прототипа удаление поверхностного слоя осуществляется непосредственно во время развития генерации плавящего импульса основного лазера. Причем количество и мощность импульсов модулированного излучения выбирают так, чтобы окисный слой удалялся полностью. Следовательно, применение комбинированного излучения позволяет не только удалить поверхностный окисный слой, но и предотвратить его повторное образование в зоне сварки.
Кроме того, при обработке импульсами модулированного излучения на стенках канала образуется тонкая пленка расплава. Наличие расплавленного металла приводит, во-первых, к снижению критической мощности плавящего импульса, необходимой для нагрева стенок канала до температуры кипения:
P = πλtΔtrf/αads, (2)
где λt - коэффициент теплопроводности материала, ΔT - интервал нагрева металла до температуры кипения; rf - радиус фокального пятна излучения; αads - коэффициент поглощения лазерного излучения материалом. Это обусловлено тем, что при комбинированной обработке нагрев плавящим импульсом осуществляется от температуры Tm плавления до температуры ТV кипения свариваемого материала, то есть ΔT = TV-Tm, а в прототипе - от температуры TS поверхности металла в холодном состоянии до температуры ТVS кипения поверхностной окисной пленки, то есть ΔT = TVS-TS. Кроме того, коэффициент αads поглощения для расплавленного состояния в 5-10 выше, чем для холодного. Во-вторых, по причинам, указанным выше, наличие расплава позволяет на порядок и более увеличить максимальную глубину сварки.

где C, ρ, χ - теплоемкость, плотность и температуропроводность материала соответственно; Wi, τi - энергия и длительность плавящего импульса соответственно.
Длительность цуга импульсов модулированного излучения выбирают значительно меньше длительности импульса излучения основного лазера. Временной сдвиг между ними устанавливают, исходя из условия, что к окончанию последнего импульса в цуге, минимальная энергия плавящего импульса должна достигать уровня, достаточного для поддержания температуры стенок канала равной температуре плавления материала. Тогда, в квазистационарном состоянии, при котором излучение основного лазера проникает на глубину h канала, сформированного дополнительным лазером, минимальная энергия плавящего импульса составляет
Wmin = 2πλtTmhτi/ln(h/rf). (4)
Характерная временная зависимость нарастания энергии W(f) на переднем фронте импульса достаточно точно аппроксимируется зависимостью, полученной на основе распределения Гаусса
где t1 - время от начала генерации импульса до момента перегиба временной зависимости. Приравнивая теперь (4) и (5), получим время достижения минимальной энергии, достаточной для поддержания температуры плавления материала
где P1 - мощность плавящего импульса основного лазера. Тогда временной сдвиг между началом генерации цуга импульсов модулированного излучения и плавящего импульса, определяющий время запуска дополнительного и основного лазеров, составляет
где ts - длительность цуга импульсов модулированного излучения.
В предлагаемом способе наряду с основным лазером применяют дополнительный лазер, генерирующий в режиме модуляции добротности резонатора. Импульсы модулированного излучения полностью удаляют поверхностный слой в локальной зоне сварки деталей, формируют глубокий узкий канал разделения материалов, покрытый тонким слоем расплава. Излучение основного лазера воздействует на стенки образованного канала, проплавляет металл и сваривает детали.
Пример. Проводили сварку деталей из алюминиевых сплавов Амг6 (Al-Mg), Д16Т (Al-Cu-Mg) и В95Т (Al-Zn-Mg-Cu) толщиной 2 мм. Обработка осуществлялась с помощью лазерного технологического комплекса, созданного нами на базе модернизированных установок типа "Квант-15" и ЛТИ-130 с активными элементами из ИАГ:Nd. Максимальная энергия импульса излучения лазера на базе установки типа "Квант-15" составляла 23 Дж при длительности импульса генерации 3 мс. Модуляцию добротности лазера на базе установки ЛТИ-130 осуществляли пассивным затвором на кристалле LiF:F2 -. Энергетическими и временными параметрами лазерного излучения управляли, изменяя начальное пропускание пассивного затвора, и устанавливали равным 52%. При этом максимальная энергия цуга, состоящего из 150 импульсов длительностью 60 нс, составляла 2,2 Дж. Временной сдвиг между началом генерации цуга импульсов модулированного излучения длительностью 200 мкс и плавящего импульса длительностью 3 мс согласно (7) устанавливали равным 200 мкс для всех марок алюминиевого сплава.
При обработке деталей излучения обоих лазеров с помощью системы зеркал и фокусирующего объектива соединяли в зоне воздействия. Радиус сфокусированного пятна составлял 0,3 мм. Скорость обработки устанавливали равной 30 мм/мин. Сварку по способу, предложенному в прототипе, после предварительной очистки поверхностей деталей проводили только одним лазером на базе установки "Квант-15".
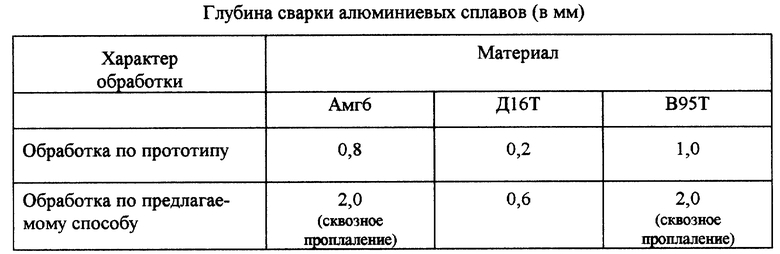
Результаты измерений глубины сварного шва, полученные при обработке деталей из указанных материалов, приведены в таблице. Пористость швов оценивали газодинамическим методом по относительному объему макропор
где Pko, Pio - первоначальные давления газа в калиброванной и измерительной емкостях; PC - равновесное давление; b - постоянная Ван-дер-Ваальса; RО - газовая постоянная; Т - рабочая температура; γ - константа.
Анализ экспериментальных данных показал, что глубина сварки по предлагаемому способу увеличивается по сравнению с прототипом в 2-3 раза. Пористость швов, полученных по прототипу, находилась в пределах 0,7-0,9%. Пористость сварных швов по предлагаемому способу не превышала 0,4-0,5%, то есть при большей глубине сварки пористость в 1,5-2 раза ниже, чем в прототипе.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ УПРОЧНЯЮЩЕГО ПОКРЫТИЯ | 1995 |
|
RU2113508C1 |
| ЛАЗЕР | 1997 |
|
RU2164724C2 |
| ЛАЗЕРНАЯ СИСТЕМА ОДНОМОДОВОГО ИЗЛУЧЕНИЯ С ДИНАМИЧЕСКИМ РЕЗОНАТОРОМ | 1998 |
|
RU2157035C2 |
| СПОСОБ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ ДЕТАЛЕЙ ИЗ АНИЗОТРОПНОГО ПИРОЛИТИЧЕСКОГО ГРАФИТА С ДЕТАЛЯМИ ИЗ МОЛИБДЕНА МЕТОДОМ ЛАЗЕРНОГО ЗАКЛЁПЫВАНИЯ | 2024 |
|
RU2841566C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ЛИНЕЙНОЙ СКОРОСТИ | 1999 |
|
RU2186398C2 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ МЕТАЛЛОВ | 2003 |
|
RU2269401C2 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ СТЫКОВЫХ СОЕДИНЕНИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2014 |
|
RU2572671C1 |
| СПОСОБ КОМПЛЕКСНОГО ОПРЕДЕЛЕНИЯ ПАРАМЕТРОВ ПЕРЕМЕННОГО НАПРЯЖЕНИЯ ИЛИ ТОКА СИНУСОИДАЛЬНОЙ ФОРМЫ | 1997 |
|
RU2153679C2 |
| СПОСОБ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1998 |
|
RU2162111C2 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ МЕТАЛЛОВ МОДУЛИРОВАННЫМ ПО АМПЛИТУДЕ И ЧАСТОТЕ УГЛОВОГО ОТКЛОНЕНИЯ ЛУЧОМ | 2024 |
|
RU2833950C1 |
Изобретение относится к технологии лазерной обработки материалов и может найти применение в машиностроении для сварки изделий из металлов и сплавов, в частности алюминия и его сплавов. Для повышения качества сварного соединения удаляют поверхностный слой с одновременным формированием канала с боковыми стенками, покрытыми тонким слоем расплава. Это осуществляют воздействием модульного излучения дополнительного лазера. Воздействие плавящего импульса начинают с временным сдвигом от начала генерации цуга импульсов модулированного излучения дополнительного лазера, который устанавливают из соотношения
где tS - длительность цуга импульсов модулированного излучения; t1 - время от начала генерации импульса до момента, соответствующего перегибу временной зависимости энергии плавящего импульса, λt, Tm - коэффициент теплопроводности и температура плавления материала соответственно; h - глубина канала, сформированного модулированным лазерным излучением; Р1 - мощность плавящего импульса основного лазера; rf - радиус фокального пятна излучения. 1 табл.
Способ лазерной сварки металлов и сплавов, заключающийся в удалении поверхностного слоя материала и воздействии плавящего импульса лазерного излучения в зоне обработки, отличающийся тем, что удаление поверхностного слоя осуществляют с одновременным формированием канала с боковыми стенками, покрытыми тонким слоем расплава, воздействием модульного излучения дополнительного лазера, и воздействие плавящего импульса начинают с временным сдвигом от начала генерации цуга импульсов модулированного излучения дополнительного лазера, который устанавливают из соотношения
где ts - длительность цуга импульсов модулированного излучения,
t1 - время от начала генерации импульса до момента, соответствующего перегибу временной зависимости энергии плавящего импульса;
λt, Тm - коэффициент теплопроводности и температура плавления материала соответственно;
h - глубина канала, сформированного модулированным лазерным излучением;
P1 - мощность плавящего импульса основного лазера;
rf - радиус фокального пятна излучения.
| Под ред | |||
| ГРИГОРЬЯНЦА А.Г | |||
| Лазерная сварка металлов | |||
| Лазерная техника и технология | |||
| - М.: Высшая школа, 1988, с.173 | |||
| УСТРОЙСТВО ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 1998 |
|
RU2135338C1 |
| СПОСОБ УДАЛЕНИЯ ЗАГРЯЗНЕНИЙ С ОБРАБАТЫВАЕМОЙ ИЗЛУЧЕНИЕМ ПОВЕРХНОСТИ ПОДЛОЖКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2136467C1 |
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |

