Область техники, к которой относится изобретение
Группа изобретений относится к нейрохирургии, а именно к способам изготовления имплантов для пластики дефектов костей черепа и устройствам для их осуществления.
Уровень техники
Существуют нейрохирургические операции, после которых у пациента остается дефект костей черепа: декомпрессивная краниоэктомия, резекция пораженных опухолью костных структур и др. Для восстановления внешнего вида и защитной функции отсутствующих костей применяют различные техники их реконструкции.
Известен способ, включающий изготовление жестких полимерных пресс-форм при помощи 3D-печати и литье самозастывающего биосовместимого полимера [1, 2]. Пресс-формы содержат формующую полость, повторяющую рельеф отсутствующих фрагментов костей. В результате отливки получается имплант, который используется для реконструкции костного дефекта. Данный способ характеризуется следующими недостатками.
1. Пресс-форму изготавливают из жесткого полимера, при этом в момент разделения частей пресс-формы после отливки может происходить поломка импланта, если он обладает сложным рельефом с выступающими частями или впадинами, что ограничивает диапазон областей черепа, которые можно воссоздавать данным способом.
2. Для обеспечения возможности отделения импланта от частей жесткой пресс-формы необходимо смазочное вещество-разделитель, что может влиять на биосовметимость импланта, содержащего ее остатки, и приводит к необходимости проведения очистки от данного вещества, что усложняет технологию производства.
3. Жесткие пресс-формы часто не переносят автоклавирования, что делает возможной только поверхностную стерилизацию и часто увеличивает время подготовки операции.
4. Полимерная основа для создания жесткой пресс-формы, подходящая для интраоперационного использования, должна иметь необходимую медицинскую сертификацию. Данный факт существенно ограничивает выбор материала. Подобные материалы, как правило, имеют высокую стоимость.
Существует способ, который отличается от первого тем, что пресс-формы для отливки импланта изготавливают из медицинского силикона [3]. В сосуд с силиконом помещают модель импланта; после застывания силикона получающуюся пресс-форму разрезают пополам. Существует также вариант двухэтапной заливки, когда после полного застывания блока силикона, формирующего одну из поверхностей импланта, на стыковочную поверхность наносят разделитель и заполняют оставшееся пространство второй порцией силикона [4]. В результате образуется двухсоставная пресс-форма, в которую перед или во время операции заливают костный цемент, получая требуемый имплант. Данные способы дублирования через силикон характеризуется следующими недостатками.
1. При одномоментной заливке импланта приходится прибегать к дополнительным методам позиционирования модели импланта в сосуде, что является дополнительной технической сложностью, связанной с высокой вероятностью брака вследствие смещения импланта до полного отверждения силикона.
2. При разрезании пресс-формы достаточно сложно контролировать плоскость рассечения, высок риск испортить пресс-форму.
3. При этапной заливке необходимо вручную контролировать погружение имланта до уровня края, использовать разделитель, также существует возможность смещения имланта после финальной заливки. Время изготовления увеличивается минимум в два раза.
4. В обоих случаях нельзя точно рассчитать материалоемкость силиконовой пресс-формы: фактически затрачиваемый объем материала соответствует объему сосуда для отливки пресс-формы, а не действительно необходимому объему самой пресс-формы. Обычно такой способ создания пресс-форм требует в 2-2,5 большие силикона.
Раскрытие изобретения
Техническим результатом предполагаемой группы изобретений является повышение эффективности изготовления имплантов для пластики дефектов костей черепа.
Для достижения указанного технического результата разработан способ, включающий предоперационный и интраоперационный этапы, характеризующийся тем, что на предоперационном этапе выполняют компьютер-реализуемое моделирование импланта в соответствии с формой и размерами костного дефекта и моделирование устройства для изготовления пресс-форм (см. ниже) на основании рельефа внешней поверхности модели импланта, далее методом 3D-печати изготавливают данное устройство и заливают в формующие полости его частей самозастывающий медицинский силикон; по завершении полимеризации полученные части пресс-формы для изготовления имплантов извлекают из данного устройства и подвергают стерилизации; на интраоперационном этапе в асептических условиях в пресс-форму закладывают стерильный акриловый цемент; по завершении полимеризации полученный имплант извлекают из пресс-формы и используют для пластики костного дефекта.
При этом для 3D-печати устройства для изготовления пресс-форм можно использовать метод послойного наплавления без поддержек.
Для осуществления указанного способа разработано устройство для изготовления пресс-форм, характеризующееся тем, что содержит две части, каждая из которых выполнена из жесткого материала и содержит боковые стенки и формующую полость, дно которой повторяет рельеф поверхности импланта для реконструкции костного дефекта и включает поверхность для стыковки частей пресс-формы, при этом боковые стенки имеют высоту не меньше чем 15 мм от самой верхней точки дна и толщину 1,5-2 мм и выполнены с расширением по направлению к основанию под утлом 55-75 градусов и высотой 15-20 мм; поверхность для стыковки частей пресс-формы имеет ширину по меньшей мере 10 мм и содержит выступы и углубления для конгруэнтного сцепления частей пресс-формы.
Формующая полость может дополнительно воспроизводить наружную поверхность элементов костей орбиты, преимущественно ее верхней и боковой стенок.
Для осуществления указанного способа также разработано устройство для изготовления имплантов. Устройство представляет собой пресс-форму, включающую две разъемные части, образующие формующую полость, повторяющую инвертированный рельеф поверхности импланта для реконструкции костного дефекта, и характеризуется тем, что каждая часть выполнена из медицинского силикона, имеет толщину по меньшей мере 15 мм в самой тонкой части, при этом поверхность для стыковки частей пресс-формы имеет ширину по меньшей мере 10 мм, содержит выступы и углубления для конгруэнтного сцепления частей пресс-формы, а также вырезы для оттока лишнего цемента.
Таким образом, в технологию производства имплантов вводится принципиально новый этап - изготовление устройства для изготовления пресс-форм. Геометрические особенности (высота и толщина стенок, расширение формы к основанию) данного устройства позволяют изготавливать его методом 3D-печати без поддержек, что упрощает производство и экономит пластик. Для создания силиконовых форм с помощью данного устройства не требуется каких-либо дополнительных технических средств, удерживающих имплант, не требуется вакуумирования. Заливка силикона выполняется одномоментно. Нет необходимости разделять силиконовые формы, так как двухкомпонентное устройство создает отдельно каждую из половин пресс-формы. Устройство обеспечивает минимально возможный, но при этом достаточный расход силикона.
Пресс-форма, получаемая в процессе выполнения описанного способа путем литья силикона в вышеуказанное устройство, позволяет добиться заявленного результата за счет таких решений, как наличие стыковочной поверхности шириной не менее 10 мм с конгруэнтными выступами и/или углублениями. Данное условие обеспечивает точную геометрию формующей полости при единственно возможном варианте совмещения пресс-форм. Использование для изготовления пресс-форм медицинского силикона твердостью 30-40А по шкале Шора позволяет с легкостью вынимать из формы импланты сложной формы без использования разделителей. Наличие вырезов до края импланта по периметру более выпуклой пресс-формы обеспечивает легкий отток лишнего цемента, что предотвращает появление избыточного давления неполимеризованного цемента в формующей полости. Это условие необходимо для получения импланта заданной толщины.
Таким образом, повышение эффективности изготовления имплантов достигается за счет устранения "человеческого фактора" из производства силиконовых пресс-форм, рельеф которых однозначно и надежно воспроизводится при помощи указанного устройства для их изготовления.
Описание чертежей
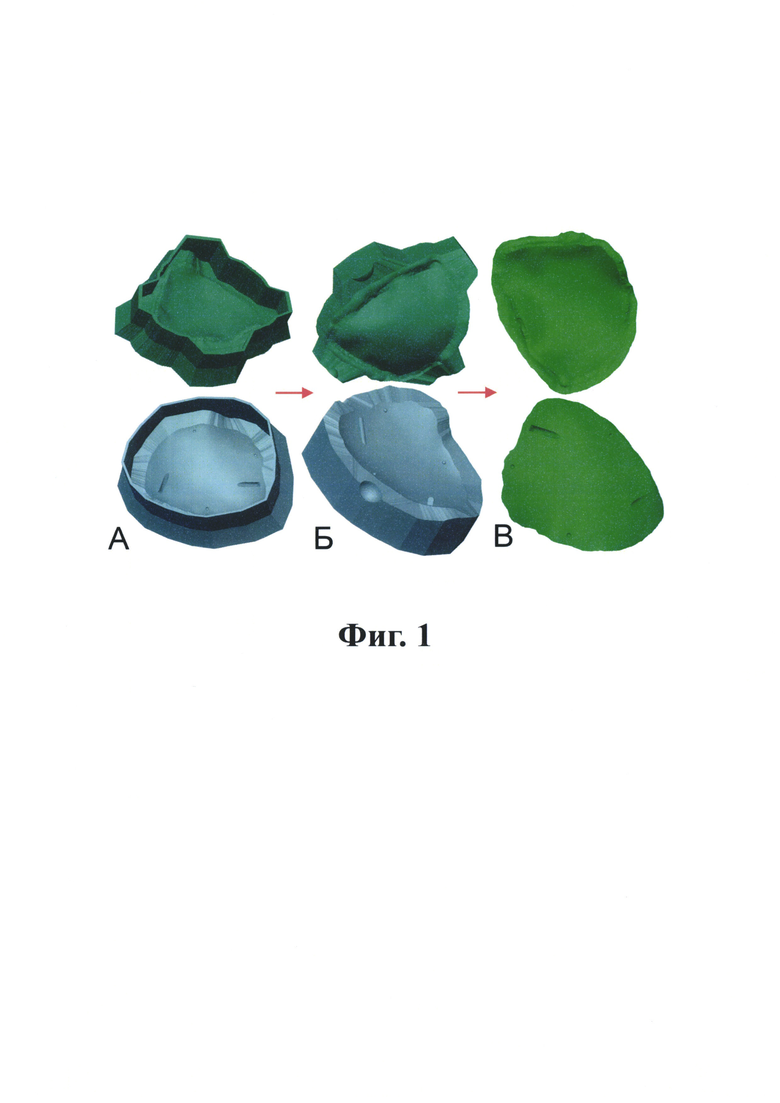
На фиг. 1 представлены этапы предлагаемого способа: изготовление устройства для получения пресс-формы методом 3D-печати (А), изготовление пресс-формы методом литья медицинского силикона в указанное устройство (Б), изготовление импланта методом литья костного цемента в пресс-форму (В).
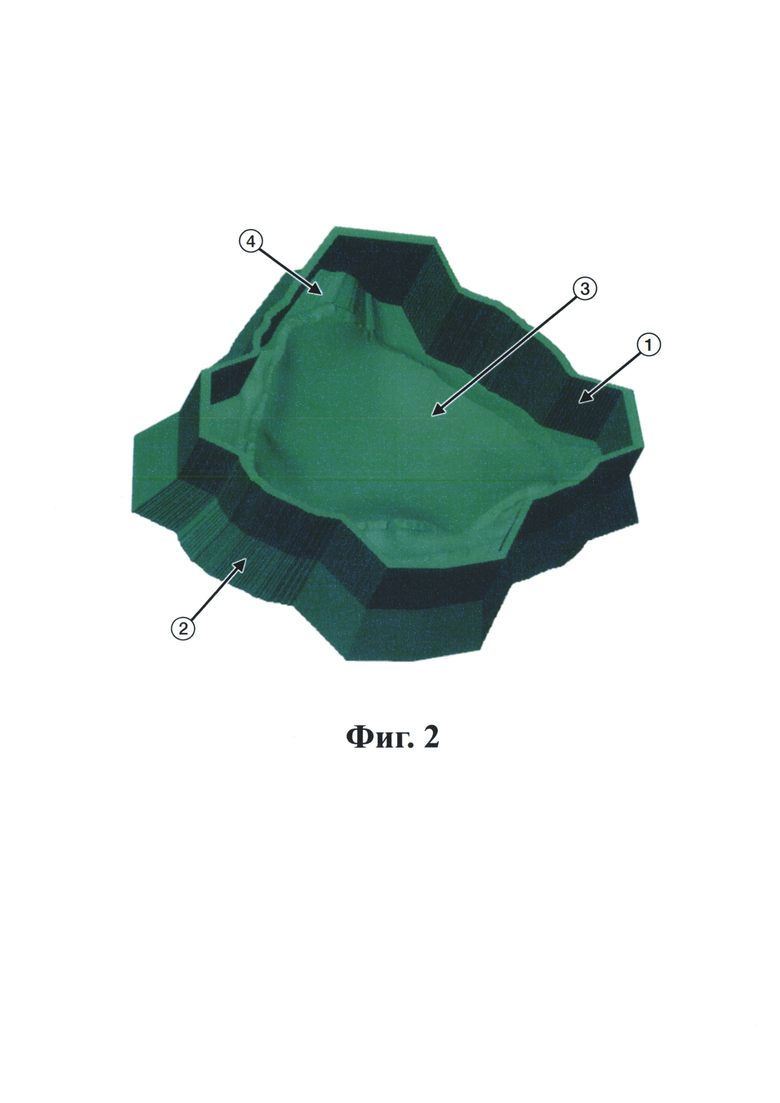
На фиг. 2 представлена 3D-модель устройства для изготовления пресс-формы, первая часть.
На фиг. 3 представлена 3D-модель устройства для изготовления пресс-формы, вторая часть часть.
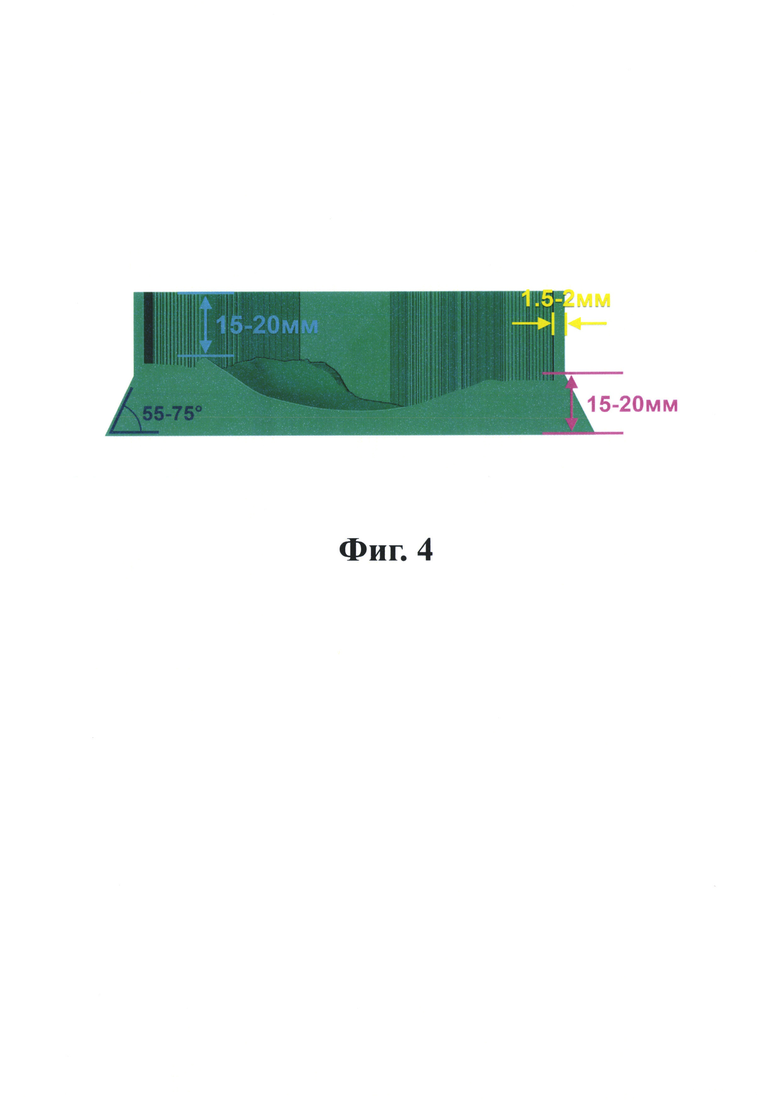
На фиг. 4 представлена часть устройства для изготовления пресс-формы в разрезе с указанием крайних значений; имеется расширение стенок к основанию (на протяжении 15-20 мм под углом 55-75 градусов), высота стенки от наивысшей точки дна (15-20 мм), толщина стенок (1,5-2 мм).
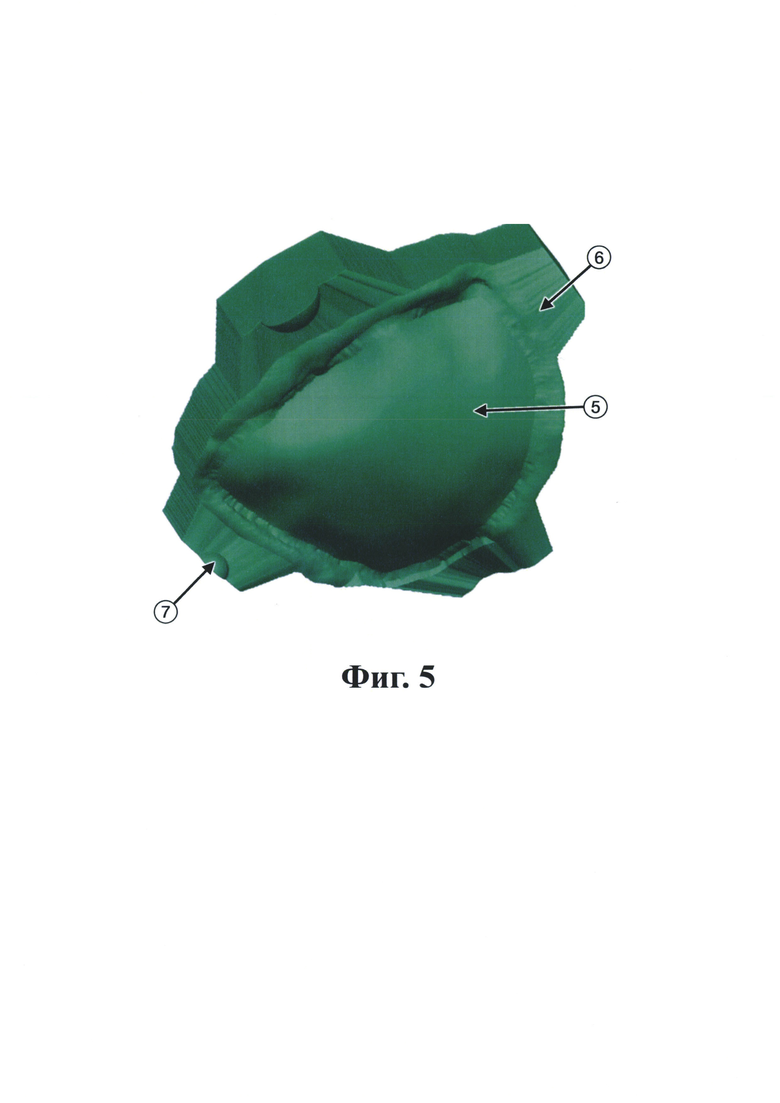
На фиг. 5 представлена 3D-модель пресс-формы, первая часть.
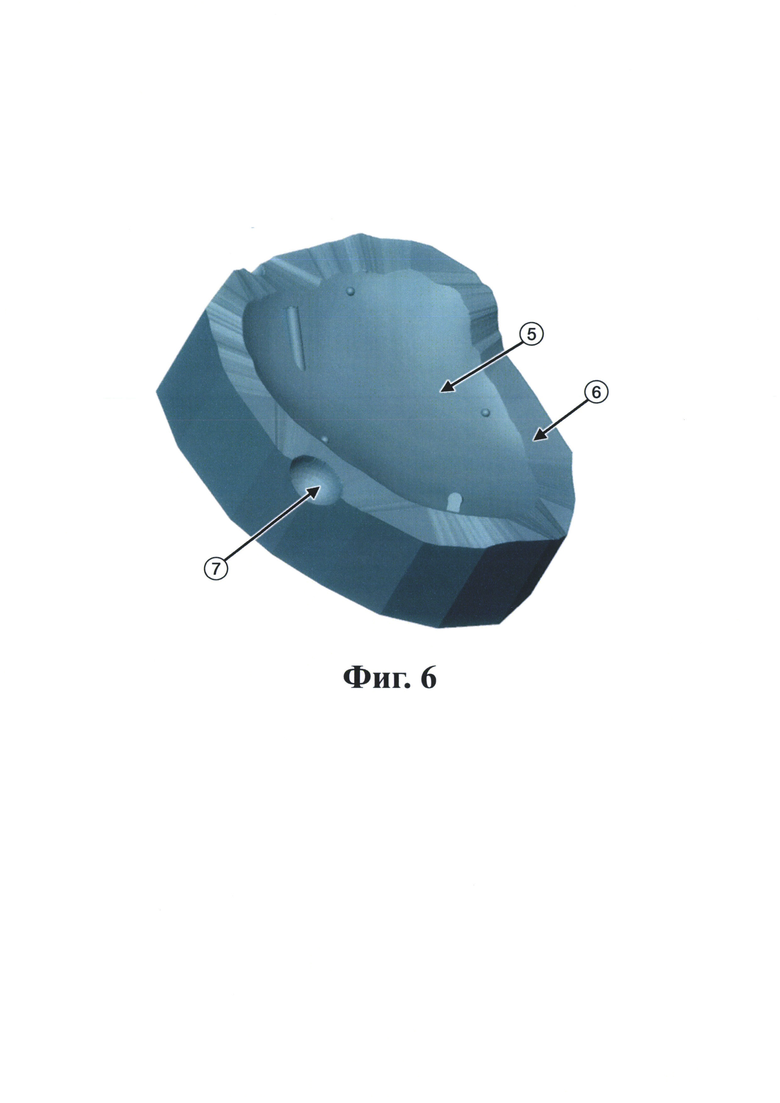
На фиг. 6 представлена 3D-модель пресс-формы, вторая часть.
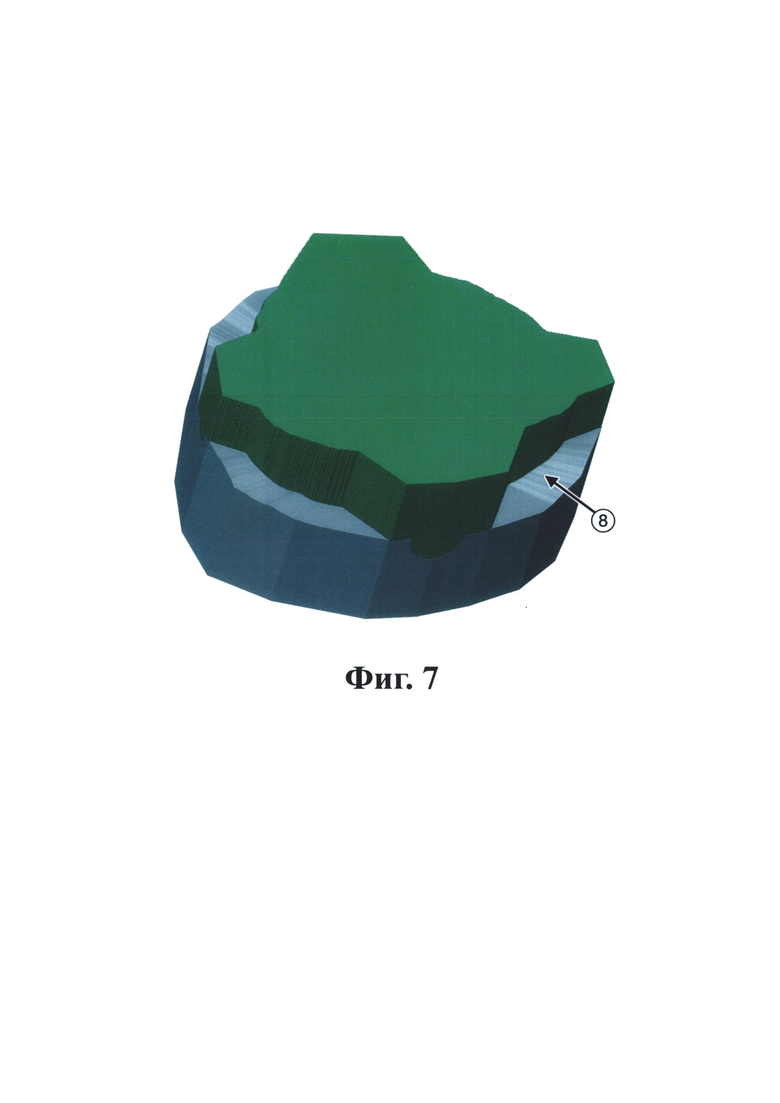
На фиг. 7 представлена 3D-модель собранной пресс-формы.
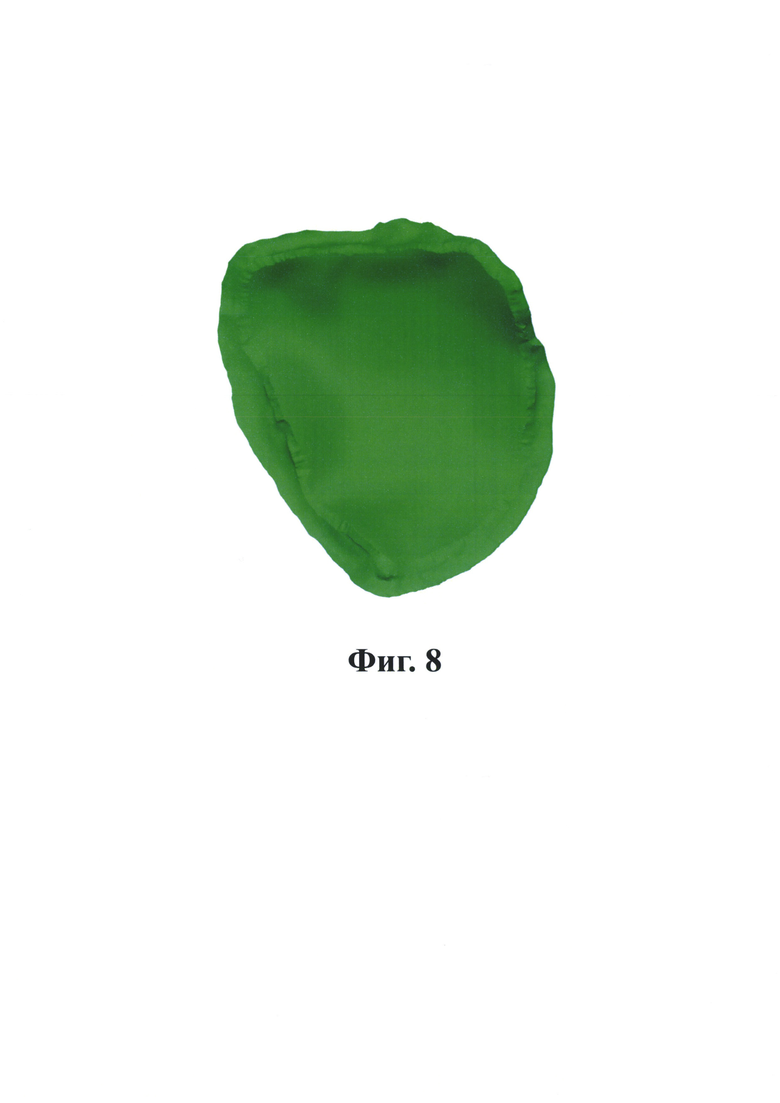
На фиг. 8 представлена 3D-модель импланта, вид изнутри.
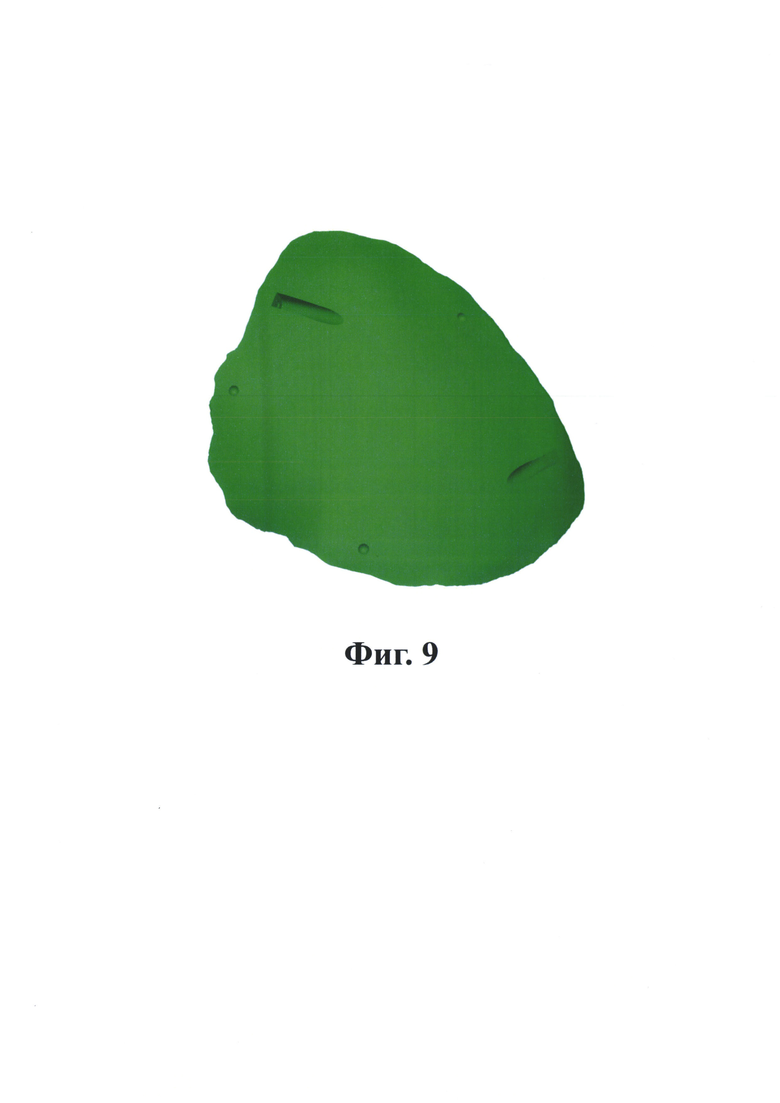
На фиг. 9 представлена 3D-модель импланта, вид снаружи.
На фиг. 1-9 цифрами обозначены:
1 - Стенки устройства для изготовления пресс-формы
2 - Расширение стенок устройства для изготовления пресс-формы
3 - Элементы поверхности импланта в формующей полости устройства для изготовления пресс-формы
4 - Элементы стыковочной поверхности пресс-формы в формующей полости устройства для ее изготовления
5 - Инвертированные элементы поверхности импланта в формующей полости пресс-формы
6 - Стыковочная поверхность пресс-формы
7 - Неровности (выступы и углубления) стыковочной поверхности пресс-формы
8 - Вырезы для оттока лишнего костного цемента
Осуществление изобретения
Способ изготовления индивидуальных нейрохирургических имплантов для пластики дефектов костей черепа включает предоперационный и интраоперационный этапы и характеризуется тем, что на предоперационном этапе выполняют компьютер-реализуемое моделирование импланта в соответствии с формой и размерами костного дефекта и моделирование устройства для изготовления пресс-форм (см. ниже) на основании рельефа внешней поверхности модели импланта, далее методом 3D-печати изготавливают данное устройство и заливают в формующие полости его частей самозастывающий медицинский силикон; по завершении полимеризации полученные части пресс-формы для изготовления имплантов извлекают из данного устройства и подвергают стерилизации; на интраоперационном этапе в асептических условиях в пресс-форму закладывают стерильный акриловый цемент; по завершении полимеризации полученный имплант извлекают из пресс-формы и используют для пластики костного дефекта. При этом для 3D-печати используют метод послойного наплавления без поддержек.
Устройство для изготовления пресс-форм содержит две части, каждая из которых выполнена из жесткого материала и содержит боковые стенки и формующую полость, дно которой повторяет рельеф поверхности импланта для реконструкции костного дефекта и включает поверхность для стыковки частей пресс-формы, при этом боковые стенки имеют высоту не меньше чем 15 мм от самой верхней точки дна и толщину 1,5-2 мм и выполнены с расширением по направлению к основанию под углом 55-75 градусов и высотой 15-20 мм; поверхность для стыковки частей пресс-формы имеет ширину по меньшей мере 10 мм и содержит выступы и углубления для конгруэнтного сцепления частей пресс-формы.
Устройство представляет собой пресс-форму, включающую две разъемные части, образующие формующую полость, повторяющую инвертированный рельеф поверхности импланта для реконструкции костного дефекта, и характеризуется тем, что каждая часть выполнена из медицинского силикона, имеет толщину по меньшей мере 15 мм в самой тонкой части, при этом поверхность для стыковки частей пресс-формы имеет ширину по меньшей мере 10 мм, содержит выступы и углубления для конгруэнтного сцепления частей пресс-формы, а также вырезы для оттока лишнего цемента.
Группа изобретений используется при условии наличия показаний к выполнению реконструкции дефектов костей черепа следующим образом.
До операции при помощи дооперационной нейровизуализации (компьютерная томография) и программного обеспечения для 3D-моделирования создают модель импланта в зависимости от формы и размеров дефекта костей черепа данного пациента. Затем на основании геометрии импланта моделируют устройство для изготовления пресс-формы с учетом указанных в формуле особенностей. Формующая полость данного устройства повторяет рельеф внешней поверхности импланта.
Далее устройство для изготовления пресс-формы изготавливают методом 3D-печати. Поддержек за счет особенностей конструкции не требуется. Для изготовления данного устройства подходят такие пластики, как полилактид, стирол-бутадиен-стирол или полиэтилентерефталат.
В каждую деталь указанного устройства заливают медицинский силикон необходимой твердости (30-40А по шкале Шора) до краев. По завершении отверждения получившиеся детали пресс-формы извлекают. Формующая полость пресс-формы соответствует инвертированному рельефу поверхности импланта. Толщина обеих частей пресс-формы составляет в самой тонкой части не менее 15 мм; стыковочная поверхность имеет ширину по меньшей мере 10 мм и содержит выступы и углубления для конгруэнтного сцепления частей пресс-формы, а также вырезы до края формируемого импланта для оттока лишнего цемента.
Силиконовую пресс-форму стерилизуют методом автоклавирования.
На операции в асептических условиях пресс-форму собирают и закладывают в нее стерильный костный цемент средней или низкой вязкости (например, полиметилметакрилат). Лишний объем цемента вытекает из пресс-формы через предназначенные для этого боковые вырезы. По завершении полимеризации пресс-форму разбирают. Полученный имплант "подравнивают" высокооборотным бором, при необходимости перфорируют для обеспечения оттока экссудата и устанавливают в костный дефект. Дальнейшие этапы операции проводят обычным образом.
В течение суток после операции целесообразно выполнить компьютерную томографию головы для контроля позиционирования импланта и исключения ранних послеоперационных осложнений.
Клинические примеры
Пациент Ч., 57 лет. Диагноз: краниоорбитальная менингиома слева. 24.12.2021 проведена операция в объеме микрохирургического удаления менингиомы с одномоментной реконструкцией костного дефекта при помощи предлагаемых изделий и способа. Каждая часть устройства для изготовления пресс-формы имела стенки высотой 15 мм от верхней точки дна и толщину 1,5 мм; стенки расширялись по направлению к основанию на протяжении 15 мм под углом 55 градусов; высота формующей полости составляла 15 мм. Устройство изготовили из полилактида методом 3D-печати без поддержек. Далее с его помощью из поливинилсилоксана отлили пресс-форму, которую простерилизовали и использовали на операции для создания индивидуального импланта из костного цемента - полиметилметакрилата "Palacos". Имплант фиксировали к краям костного дефекта с помощью титановых минипластин и винтов, достигнуто оптимальное сопоставление.
Пациент М., 43 года. Диагноз: краниоорбитальная менингиома справа. 07.09.2022 проведена операция в объеме микрохирургического удаления менингиомы с одномоментной реконструкцией костного дефекта при помощи предлагаемых изделий и способа. Каждая часть устройства для изготовления пресс-формы имела стенки высотой 20 мм от верхней точки дна и толщину 2 мм; стенки расширялись по направлению к основанию на протяжении 20 мм под углом 75 градусов; высота формующей полости составляла 20 мм. Дно формующей полости дополнительно воспроизводило наружную поверхность верхней и боковой стенок орбиты. Устройство изготовили из полилактида методом 3D-печати; понадобилась одна дополнительная поддержка в области элемента, воспроизводящего стенки орбиты. Остальные детали и этапы не отличались от предыдущего случая.
По сравнению с прототипом, в обоих случаях отмечено упрощение производства пресс-форм, а также более простое и качественное изготовление имплантов сложной формы при максимально экономном расходовании силикона и костного цемента.
Список использованной литературы
1. Реконструктивная хирургия дефектов черепа. Клинические рекомендации. 2015 г. https://ruans.org/Text/Guidelines/skull_reconstruction.pdf
2. Morales-Gómez JA, Garcia-Estrada Е, Leos-Bortoni JE, Delgado-Brito M, Flores-Huerta LE, De La Cruz-Arriaga AA, Torres-Diaz LJ, de León ÁRM. Cranioplasty with a low-cost customized polymethylmethacrylate implant using a desktop 3D printer. J Neurosurg. 2018 Jun 15:1-7. doi: 10.3171/2017.12.JNS172574.
3. Malikov A, Secen AE, Ocal O, Divanlioglu D. PMMA Cranioplasty Making by Using Open-Source CAD Software, PLA Printers, and Silicone Rubber Molds: Technical Note with Two Illustrative Cases. Asian J Neurosurg. 2022 Aug 24; 17 (2): 317-323. doi: 10.1055/s-0042-1750812. PMID: 36120609; PMCID: PMC9473838.
4. Msallem B, Maintz M, Halbeisen FS, Meyer S, Sigron GR, Sharma N, Cao S, Thieringer FM. Biomechanical Evaluation of Patient-Specific Polymethylmethacrylate Cranial Implants for Virtual Surgical Planning: An In-Vitro Study. Materials (Basel). 2022 Mar 7; 15 (5): 1970. doi: 10.3390/ma15051970.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УДАЛЕНИЯ НОВООБРАЗОВАНИЙ КРАНИО-ОРБИТАЛЬНОЙ ЛОКАЛИЗАЦИИ С ОДНОМОМЕНТНОЙ РЕКОНСТРУКЦИЕЙ КОСТНОГО ДЕФЕКТА | 2023 |
|
RU2809691C2 |
| ИНДИВИДУАЛЬНЫЙ ИМПЛАНТ ДЛЯ РЕКОНСТРУКЦИИ ДЕФЕКТОВ КРАНИО-ОРБИТАЛЬНОЙ ОБЛАСТИ | 2023 |
|
RU2807505C2 |
| Способ замещения дефекта костей черепа с применением аддитивных технологий | 2023 |
|
RU2825748C1 |
| ИНДИВИДУАЛЬНОЕ УСТРОЙСТВО ДЛЯ РАЗМЕТКИ НЕЙРОХИРУРГИЧЕСКОГО ДОСТУПА, СПОСОБ ИЗГОТОВЛЕНИЯ ИНДИВИДУАЛЬНОГО УСТРОЙСТВА ДЛЯ РАЗМЕТКИ НЕЙРОХИРУРГИЧЕСКОГО ДОСТУПА И СПОСОБ ПРИМЕНЕНИЯ ИНДИВИДУАЛЬНОГО УСТРОЙСТВА ДЛЯ РАЗМЕТКИ НЕЙРОХИРУРГИЧЕСКОГО ДОСТУПА | 2023 |
|
RU2813671C2 |
| СПОСОБ ЗАМЕЩЕНИЯ ДЕФЕКТОВ ДИСТАЛЬНОГО ОТДЕЛА БЕДРЕННОЙ КОСТИ ПРИ ВЫПОЛНЕНИИ ЭНДОПРОТЕЗИРОВАНИЯ КОЛЕННОГО СУСТАВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2724490C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНДИВИДУАЛЬНЫХ НЕЙРОХИРУРГИЧЕСКИХ ИЗДЕЛИЙ ДЛЯ РЕКОНСТРУКЦИИ КОСТНЫХ ДЕФЕКТОВ ПОСЛЕ УДАЛЕНИЯ НОВООБРАЗОВАНИЙ КРАНИО-ОРБИТАЛЬНОЙ ОБЛАСТИ И СПОСОБ УСТАНОВКИ ИНДИВИДУАЛЬНЫХ НЕЙРОХИРУРГИЧЕСКИХ ИЗДЕЛИЙ ДЛЯ РЕКОНСТРУКЦИИ КОСТНЫХ ДЕФЕКТОВ ПОСЛЕ УДАЛЕНИЯ НОВООБРАЗОВАНИЙ КРАНИО-ОРБИТАЛЬНОЙ ОБЛАСТИ | 2023 |
|
RU2813660C2 |
| СПОСОБ ЗАМЕЩЕНИЯ ДЕФЕКТОВ ПРОКСИМАЛЬНОГО ОТДЕЛА БОЛЬШЕБЕРЦОВОЙ КОСТИ ПРИ ВЫПОЛНЕНИИ ЭНДОПРОТЕЗИРОВАНИЯ КОЛЕННОГО СУСТАВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2730985C1 |
| НЕЙРОХИРУРГИЧЕСКИЙ ТРАФАРЕТ ДЛЯ ВЫПОЛНЕНИЯ ПТЕРИОНАЛЬНОЙ КРАНИОТОМИИ В ЗАДАННОМ ОБЪЁМЕ | 2023 |
|
RU2807893C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЙСЕРА ТАЗОБЕДРЕННОГО СУСТАВА ПРИ НЕОПОРОСПОСОБНОЙ ВЕРТЛУЖНОЙ ВПАДИНЕ И ВЕРТЛУЖНЫЙ КОМПОНЕНТ СПЕЙСЕРА ТАЗОБЕДРЕННОГО СУСТАВА | 2020 |
|
RU2759655C1 |
| Способ хирургической реконструкции передней грудной стенки после обширной резекции грудины комбинированным имплантом, изготовленным путём дублирования трёхмерной стереолитографической модели | 2021 |
|
RU2770560C1 |

Группа изобретений относится к нейрохирургии, а именно к способам изготовления имплантов для пластики дефектов костей черепа и устройствам для их осуществления. Способ изготовления индивидуальных нейрохирургических имплантов для пластики дефектов костей черепа включает предоперационный и интраоперационный этапы и характеризуется тем, что на предоперационном этапе выполняют компьютер-реализуемое моделирование импланта в соответствии с формой и размерами костного дефекта и моделирование устройства для изготовления пресс-форм на основании рельефа внешней поверхности модели импланта, далее методом 3D-печати изготавливают данное устройство и заливают в формующие полости его частей самозастывающий медицинский силикон. По завершении полимеризации полученные части пресс-формы для изготовления имплантов извлекают из данного устройства и подвергают стерилизации. На интраоперационном этапе в асептических условиях в пресс-форму закладывают стерильный акриловый цемент; по завершении полимеризации полученный имплант извлекают из пресс-формы и используют для пластики костного дефекта. Устройство для изготовления пресс-форм включает две части, образующие формующую полость, повторяющую рельеф внешней поверхности импланта для реконструкции костного дефекта, и характеризуется тем, что содержит две части, каждая из которых выполнена из жесткого материала и содержит боковые стенки и формующую полость, дно которой повторяет рельеф поверхности импланта для реконструкции костного дефекта и включает поверхность для стыковки частей пресс-формы. Боковые стенки имеют высоту не меньше чем 15 мм от самой верхней точки дна и толщину 1,5-2 мм и выполнены с расширением по направлению к основанию под углом 55-75 градусов и высотой 15-20 мм. Поверхность для стыковки частей пресс-формы имеет ширину по меньшей мере 10 мм и содержит выступы и углубления для конгруэнтного сцепления частей пресс-формы. Устройство для изготовления имплантов представляет собой пресс-форму, включающую две разъемные части, верхнюю и нижнюю, образующие формующую полость, повторяющую инвертированный рельеф поверхности импланта для реконструкции костного дефекта, и характеризуется тем, что каждая часть выполнена из медицинского силикона, имеет толщину по меньшей мере 15 мм в самой тонкой части, при этом поверхность для стыковки частей пресс-формы имеет ширину по меньшей мере 10 мм, содержит выступы и углубления для конгруэнтного сцепления частей пресс-формы, а также вырезы для оттока лишнего цемента. Применение изобретения позволяет повысить эффективность изготовления имплантов для пластики дефектов костей черепа. 3 н. и 2 з.п. ф-лы, 9 ил.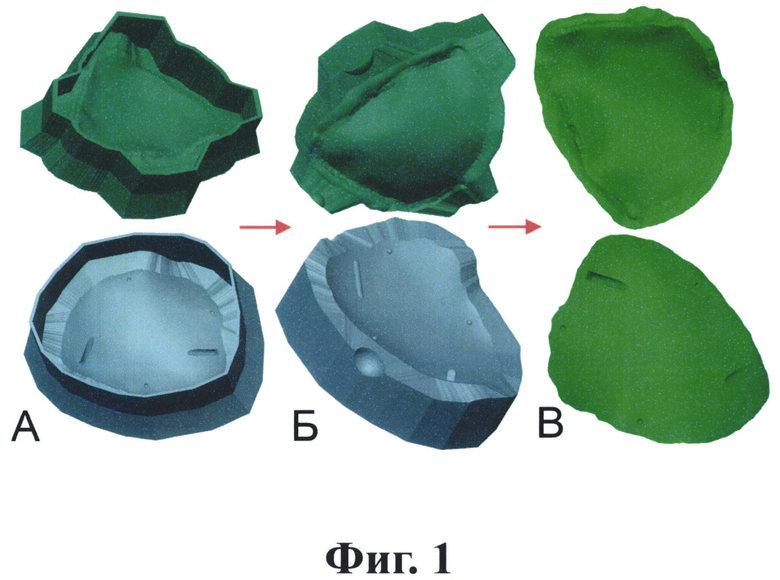
1. Способ изготовления индивидуальных нейрохирургических имплантов для пластики дефектов костей черепа, включающий предоперационный и интраоперационный этапы, характеризующийся тем, что
на предоперационном этапе выполняют компьютер-реализуемое моделирование импланта в соответствии с формой и размерами костного дефекта и моделирование устройства для изготовления пресс-формы на основании рельефа внешней поверхности модели импланта;
при этом устройство для изготовления пресс-формы содержит две части, каждая из которых выполнена из жесткого материала и содержит боковые стенки и формующую полость, дно которой повторяет рельеф поверхности импланта для реконструкции костного дефекта и включает поверхность для стыковки частей пресс-формы, при этом боковые стенки имеют высоту не меньше чем 15 мм от самой верхней точки дна и толщину 1,5-2 мм и выполнены с расширением по направлению к основанию под углом 55-75 градусов и высотой 15-20 мм; поверхность для стыковки частей пресс-формы имеет ширину по меньшей мере 10 мм и содержит выступы и углубления для конгруэнтного сцепления частей пресс-формы;
далее методом 3D-печати изготавливают устройство для изготовления пресс-формы и заливают в формующие полости его частей самозастывающий медицинский силикон;
по завершении полимеризации полученные части пресс-формы для изготовления имплантов извлекают из устройства для изготовления пресс-формы и подвергают стерилизации;
при этом пресс-форма для изготовления имплантов, включает две разъемные части, образующие формующую полость, повторяющую инвертированный рельеф поверхности импланта для реконструкции костного дефекта, при этом каждая часть выполнена из медицинского силикона твердостью 30-40А по шкале Шора, и имеет толщину по меньшей мере 15 мм, при этом поверхность для стыковки частей пресс-формы имеет ширину по меньшей мере 10 мм, содержит выступы и углубления для конгруэнтного сцепления частей пресс-формы, а также вырезы для оттока лишнего цемента;
на интраоперационном этапе в асептических условиях в пресс-форму закладывают стерильный акриловый цемент; по завершении полимеризации полученный имплант извлекают из пресс-формы и используют для пластики костного дефекта.
2. Способ по п. 1, отличающийся тем, что для 3D-печати устройства для изготовления пресс-формы используют метод послойного наплавления без поддержек.
3. Устройство для изготовления пресс-формы в соответствии со способом по п. 1, характеризующееся тем, что содержит две части, каждая из которых выполнена из жесткого материала и содержит боковые стенки и формующую полость, дно которой повторяет рельеф поверхности импланта для реконструкции костного дефекта и включает поверхность для стыковки частей пресс-формы, при этом боковые стенки имеют высоту не меньше чем 15 мм от самой верхней точки дна и толщину 1,5-2 мм и выполнены с расширением по направлению к основанию под углом 55-75 градусов и высотой 15-20 мм; поверхность для стыковки частей пресс-формы имеет ширину по меньшей мере 10 мм и содержит выступы и углубления для конгруэнтного сцепления частей пресс-формы.
4. Устройство по п. 2, отличающееся тем, что формующая полость дополнительно воспроизводит наружную поверхность элементов костей орбиты, преимущественно ее верхней и боковой стенок.
5. Пресс-форма для изготовления имплантов в соответствии со способом по п. 1, представляющая собой две разъемные части, образующие формующую полость, повторяющую инвертированный рельеф поверхности импланта для реконструкции костного дефекта, характеризующаяся тем, что каждая часть выполнена из медицинского силикона твердостью 30-40А по шкале Шора, и имеет толщину по меньшей мере 15 мм, при этом поверхность для стыковки частей пресс-формы имеет ширину по меньшей мере 10 мм, содержит выступы и углубления для конгруэнтного сцепления частей пресс-формы, а также вырезы для оттока лишнего цемента.
| US 2012265312 A1, 18.10.2012 | |||
| US 9250620 B2, 02.02.2016 | |||
| WO 2014125381 A2, 21.08.2014 | |||
| Msallem B, Maintz M, Halbeisen FS, Meyer S, Sigron GR, Sharma N, Cao S, Thieringer FM | |||
| Biomechanical Evaluation of Patient-Specific Polymethylmethacrylate Cranial Implants for Virtual Surgical Planning: An In-Vitro Study | |||
| Materials (Basel) | |||
| Способ получения продуктов конденсации фенолов с формальдегидом | 1924 |
|
SU2022A1 |

